Techno-Economic Comparison of Onshore and Offshore Underground Coal Gasification End-Product Competitiveness


Abstract
:1. Introduction
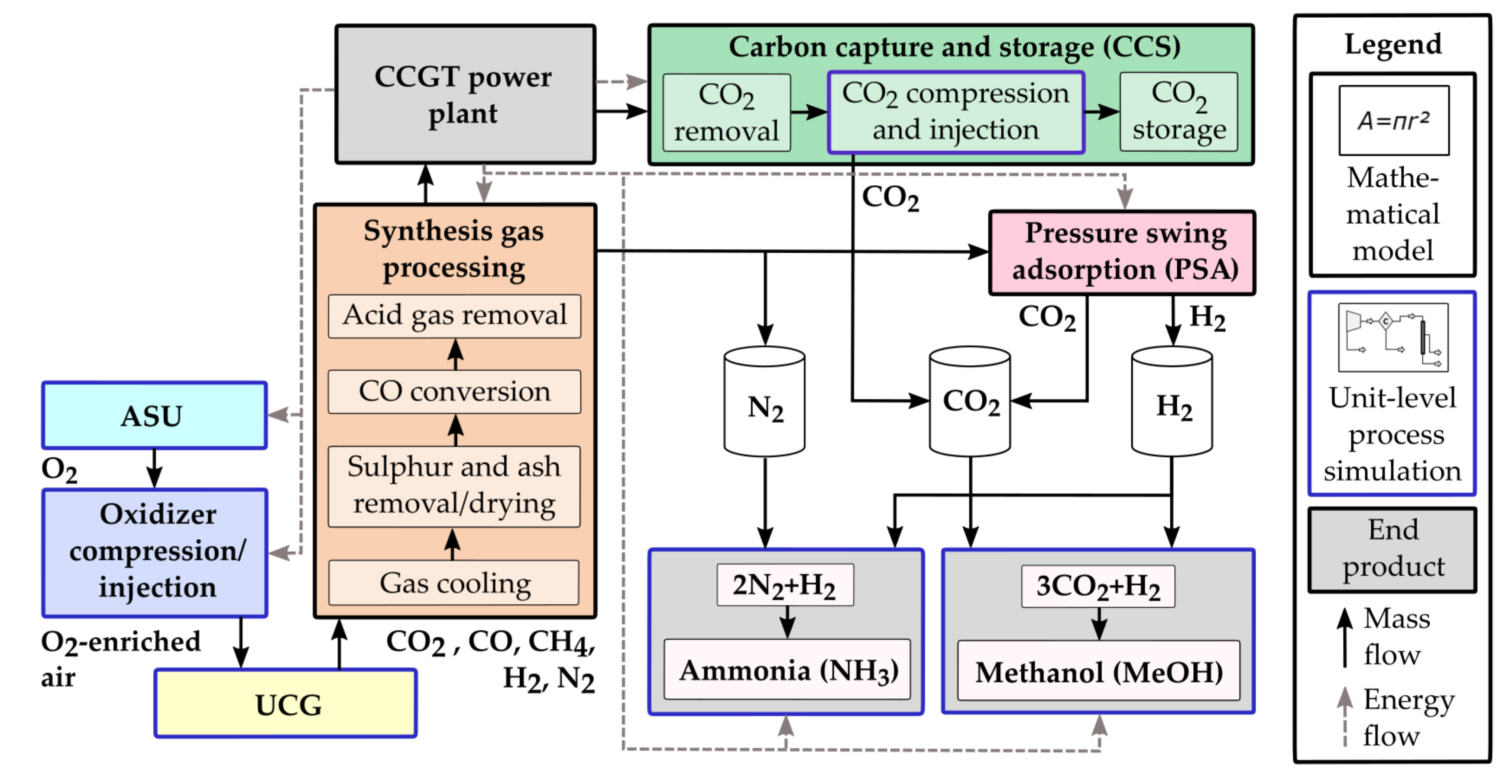
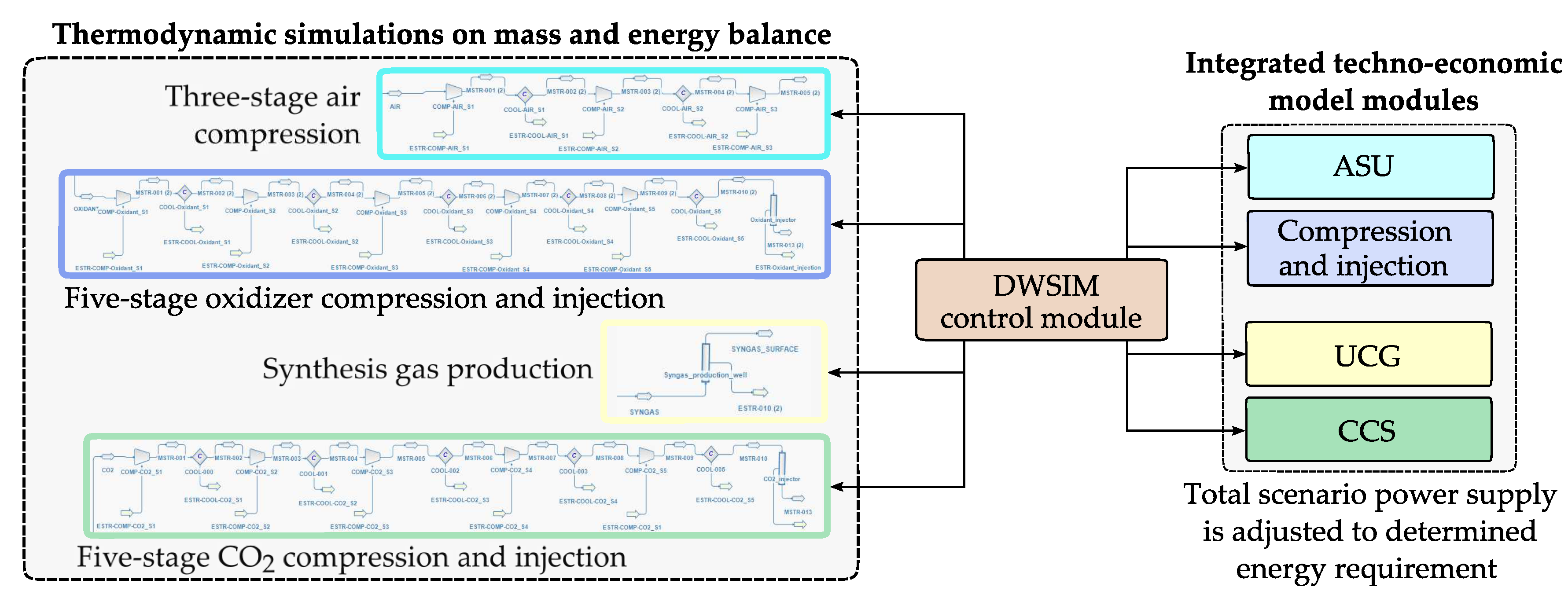
- The implementation of a mass and energy balance assessment related to air separation (ASU), CO compression, CO and gasification agent injection, UCG synthesis gas production, and methanol and ammonia synthesis (cf. Figure 3, blue bordered boxes) to identify process steps requiring energy-saving measures, and
- the assessment of individual synthesis gas composition components and the related applied gasification agent, impacting overall levelized onshore and offshore costs.
2. Materials and Methods
2.1. Dimensioning of Assessed UCG-Based Production Chains
2.2. Applied UCG Technologies and Well Design
2.2.1. Onshore UCG Technology Implementation
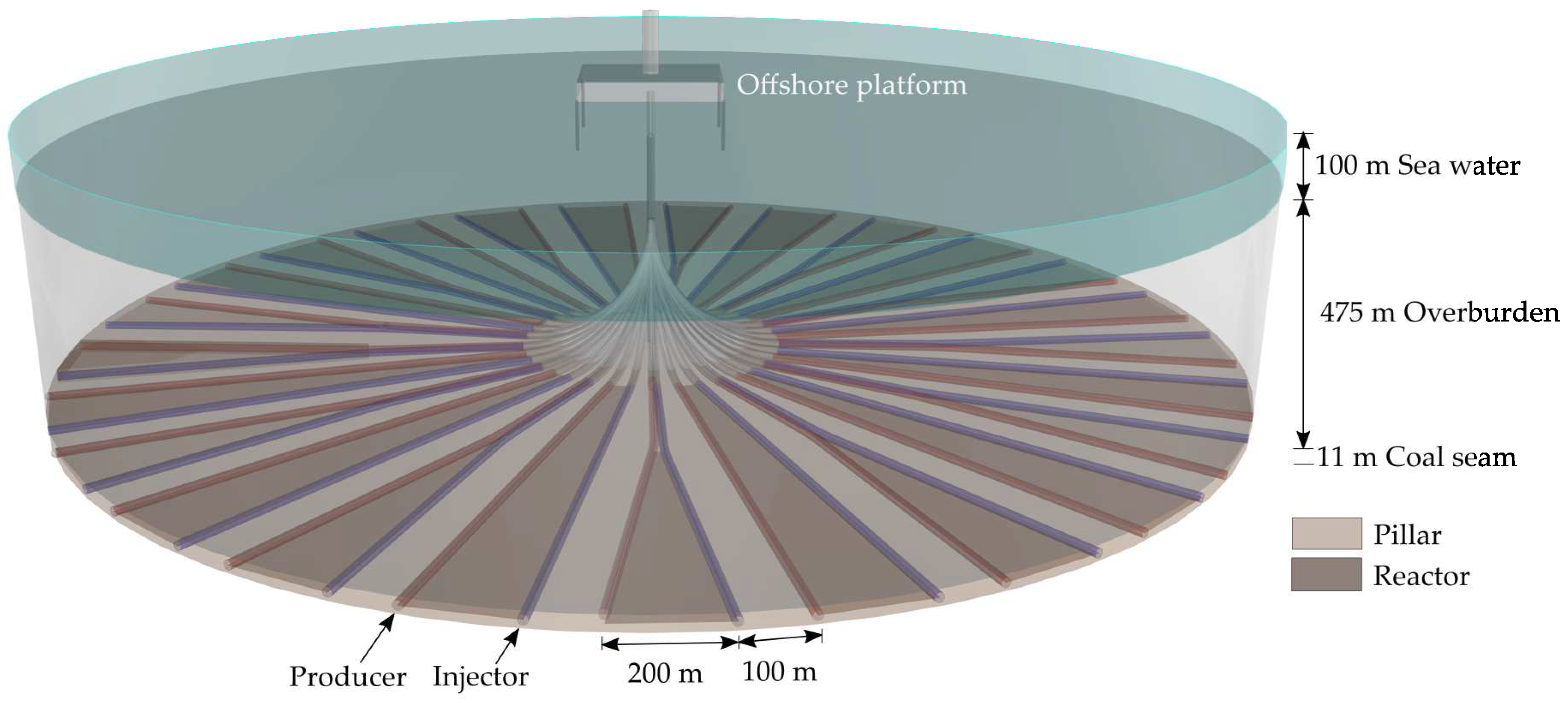
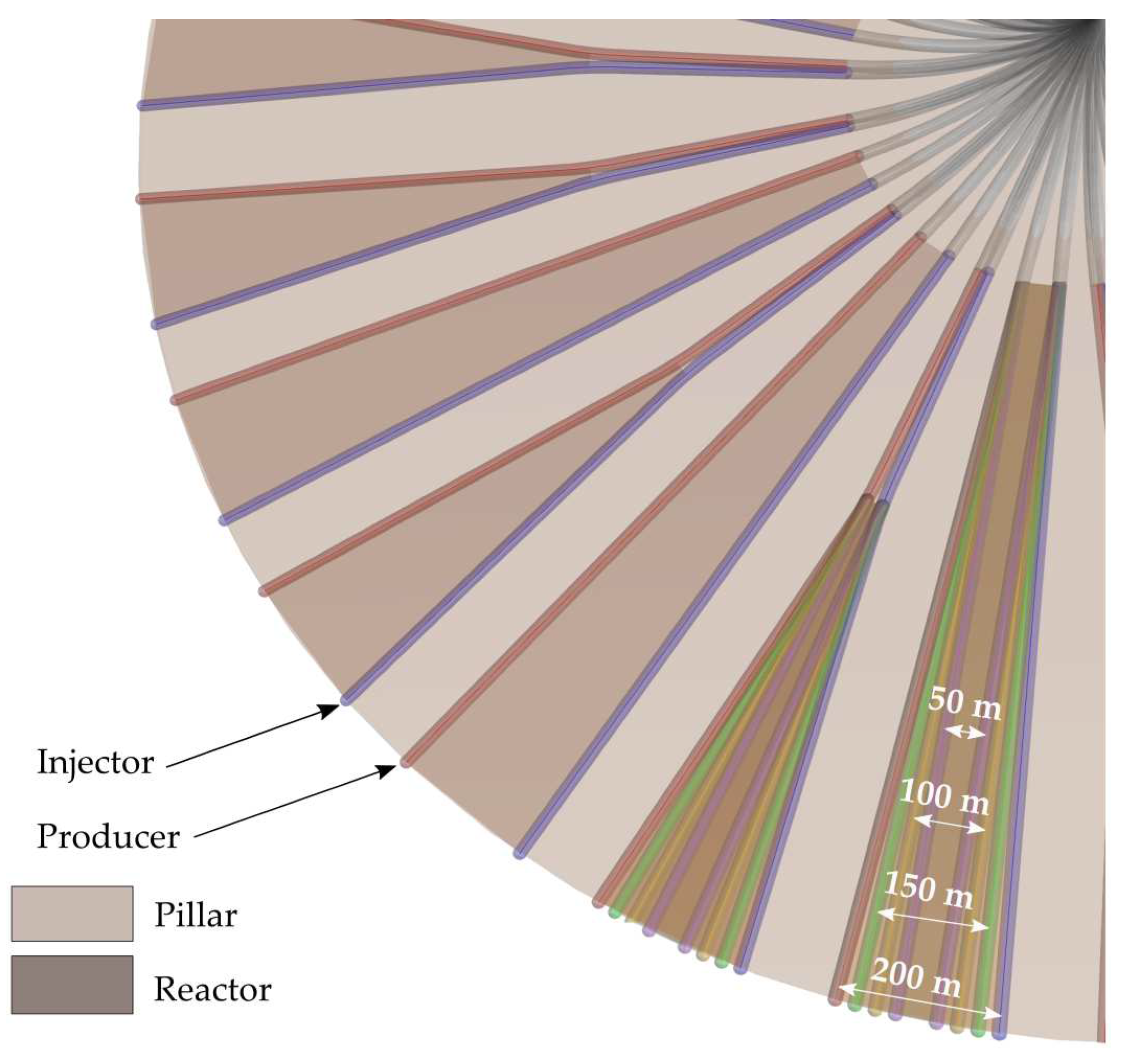
2.2.2. Offshore UCG Technology Implementation
2.3. Costs for UCG Offshore Platform
2.4. Gasification Agent Compression and Injection
2.5. Synthesis Gas Processing
2.6. CO Capture and Storage and Utilization
2.6.1. Onshore CCS/CCU Costs
2.6.2. Offshore CCS/CCU Costs
2.7. Methanol Production Energy Balance
2.8. Ammonia Production Energy Balance
3. Results
3.1. Levelized UCG-CCGT-CCS Costs
3.2. Levelized UCG-MeOH-CCU Costs
3.2.1. Onshore UCG-MeOH-CCU Costs
3.2.2. Offshore UCG-MeOH-CCU Costs
3.3. Levelized UCG-NH-CCS Costs
3.3.1. Onshore UCG-NH-CCS Costs
3.3.2. Offshore UCG-NH-CCS Costs
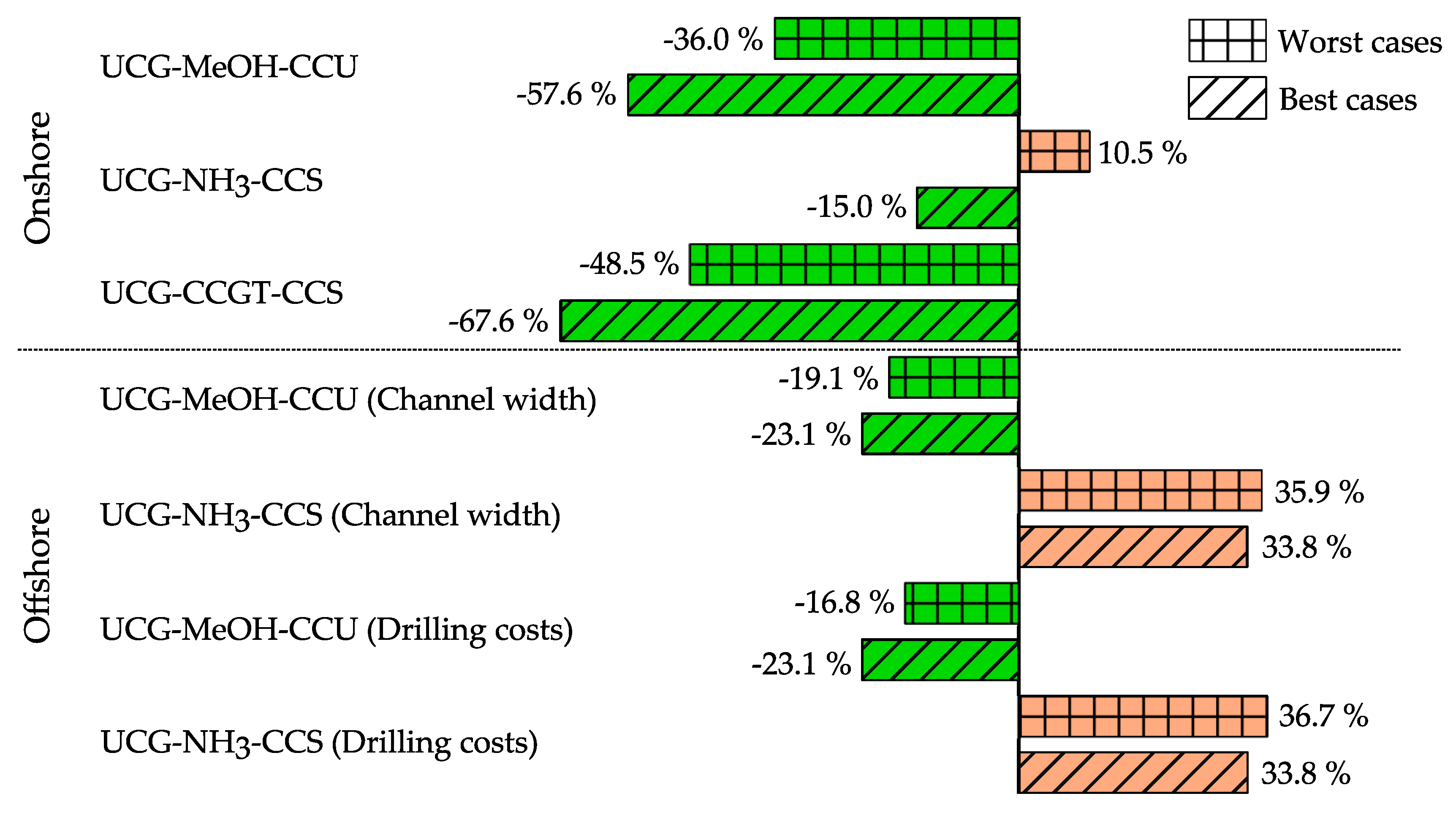
3.4. Sensitivity Analysis
3.4.1. Impact of Synthesis Gas Composition, CV, and Gasification Agent Compositions on Total Costs
Onshore UCG-CCGT-CCS Scenario
Onshore UCG-MeOH-CCU Scenario
Onshore UCG-NH-CCS Scenario
3.4.2. Variation of Offshore Drilling Costs
3.4.3. Impact of Technically-Achievable Gasification Channel Width
4. Discussion and Conclusions
- Except from ammonia production under the assumed worst-case conditions, the costs of the investigated onshore UCG-CCS/CCU scenarios were economically competitive on the European market.
- Boundary conditions supporting cost-effective electricity generation as well as methanol and ammonia production were characterized by air-blown gasification, and thus by lower power requirements for air separation and compression in the first place. In order not to exceed the synthesis gas CO share, an oxygen-based gasification agent ratio of more than 30% by volume was not favorable; neither from an economic point of view, nor for CO emission mitigation. Besides, synthesis gas compositions that favored methanol and ammonia production exhibited adequate shares of H and N.
- Offshore UCG-based methanol and ammonia production costs were about 1.6 times higher than the respective onshore costs, whereby only UCG-based methanol production was economically competitive on the EU market.
- Compared to the offshore platform with its technical equipment, drilling costs had a minor impact on total levelized costs. Thus, uncertainties in relation to parameters influenced by drilling costs were negligible. A parameter of high uncertainty was the maximum achievable channel width in P-CRIP UCG operations, which has to be further investigated in UCG field tests.
- The impact of boundary conditions and synthesis gas compositions that favored or hampered UCG-based end-product cost-effectiveness in the present study may change, if the methanol and ammonia outputs are not constant for all scenarios and economies of scale take effect. In the underlying study, economies of scale only occurred in the context of synthesis gas production, which was not fixed, but iteratively adjusted to the overall required gross generation.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Abbreviations
| ASU | Air separation unit |
| CAPEX | Capital expenditure |
| CCGT | Combined cycle gas turbine |
| CCS | Carbon capture and storage |
| CCU | Carbon capture and utilization |
| COE | Costs of electricity |
| CRIP | Controlled retraction injection point |
| EOS | Equation of state |
| IECM | Integrated environmental control model |
| OAT | One-at-a-time |
| OFS | Offshore |
| ONS | Onshore |
| OPEX | Operational expenditure |
| P-CRIP | Parallel controlled retracting injection point |
| UCG | Underground coal gasification |
References
- Hewing, G.; Hewel-Bundermann, H.; Krabiell, K.; Witte, P. Post-1987 Research and Development Studies of Underground Coal Gasification; Research Association for Second-Generation Coal Extraction: Essen, Germany, 1988. [Google Scholar]
- Klimenko, A. Early Ideas in Underground Coal Gasification and Their Evolution. Energies 2009, 2, 456–476. [Google Scholar] [CrossRef] [Green Version]
- Prabu, V.; Jayanti, S. Simulation of cavity formation in underground coal gasification using bore hole combustion experiments. Energy 2011, 36, 5854–5864. [Google Scholar] [CrossRef]
- Prabu, V.; Jayanti, S. Integration of underground coal gasification with a solid oxide fuel cell system for clean coal utilization. Hydrog. Energy 2012, 37, 1677–1688. [Google Scholar] [CrossRef]
- Nakaten, N.C.; Schlüter, R.; Azzam, R.; Kempka, T. Development of a techno-economic model for dynamic calculation of COE, energy demand and CO2 emissions of an integrated UCG-CCS process. Energy 2014, 66, 779–790. [Google Scholar] [CrossRef]
- Otto, C.; Kempka, T. Prediction of Steam Jacket Dynamics and Water Balances in Underground Coal Gasification. Energies 2017, 10, 739. [Google Scholar] [CrossRef]
- Kapusta, K.; Stańczyk, K. Pollution of water during underground coal gasification of hard coal and lignite. Fuel 2011, 90, 1927–1934. [Google Scholar] [CrossRef]
- Stańczyk, K.; Howaniec, N.; Smolinski, A.; Swiadrowski, J.; Kapusta, K.; Wiatowski, M.; Grabowski, J.; Rogut, J. Gasification of lignite and hard coal with air and oxygen enriched air in a pilot scale ex-situ reactor for underground gasification. Fuel 2011, 90, 1953–1962. [Google Scholar] [CrossRef]
- Kapusta, K.; Stańczyk, K.; Wiatowski, M.; Chećko, J. Environmental aspects of a field-scale underground coal gasification trial in a shallow coal seam at the Experimental Mine Barbara in Poland. Fuel 2013, 113, 196–208. [Google Scholar] [CrossRef]
- Stańczyk, K. Experience of Central Mining Institute in Underground Coal Gasification–Research and Pilot Test in “KWK Wieczorek” Mine. 2015. Available online: http://www.fossilfuel.co.za (accessed on 26 September 2017).
- Kinaev, N.; Belov, A.; Bongers, G.; Grebenyuk, I.; Vinichenko, I. Integrated assessment of feasibility of coal-to-chemical projects. In Proceedings of the 8th International Freiberg Conference on IGCC & XtL Technologies: Innovative Coal Value Chains, Cologne, Germany, 12–26 June 2016. [Google Scholar]
- NCBiR Project. Development of Coal Gasification Technology for Highly Efficient Production of Fuels and Electricity, Project Report. 2015; unpublished.
- EURACOAL. Mineable Coal and Lignite Reserves Poland. 2016. Available online: http://euracoal2.org (accessed on 9 December 2016).
- Czaplicka-Kolarz, K.; Krawczyk, P.; Ludwik-Pardala, M.; Burchart-Korol, D. Cost-effectiveness of underground coal gasification by the shaft method. Przem. Chem. 2015, 94, 1708–1713. [Google Scholar] [CrossRef]
- Burchart-Korol, D.; Korol, J.; Czaplicka-Kolarz, K. Life cycle assessment of heat production from underground coal gasification. Int. J. Life Cycle Assess. 2016, 21, 1391–1403. [Google Scholar] [CrossRef] [Green Version]
- EC. Energy Roadmap 2050; European Commission: Brussels, Belgium, 2011; Available online: http://eur-lex.europa.eu (accessed on 15 February 2017).
- Pérez-Fortes, M.; Schöneberger, J.C.; Boulamanti, A.; Tzimas, E. Methanol synthesis using captured CO2 as raw material: Techno-economic and environmental assessment. Appl. Energy 2016, 161, 718–732. [Google Scholar] [CrossRef]
- EC. Large Volume Inorganic Chemicals-Solids and Others; European Commission: Brussels, Belgium, August 2007; Available online: https://www.mpo.cz (accessed on 22 September 2017).
- Otto, C.; Kempka, T.; Kapusta, K.; Stańczyk, K. Fault Reactivation Can Generate Hydraulic Short Circuits in Underground Coal Gasification-New Insights from Regional-Scale Thermo-Mechanical 3D Modeling. Minerals 2016, 6, 101. [Google Scholar] [CrossRef]
- Otto, C.; Kempka, T. Thermo-mechanical Simulations Confirm: Temperature-dependent Mudrock Properties are Nice to have in Far-field Environmental Assessments of Underground Coal Gasification. Energy Procedia 2015, 76, 582–591. [Google Scholar] [CrossRef] [Green Version]
- Otto, C.; Kempka, T. Thermo-Mechanical Simulations of Rock Behavior in Underground Coal Gasification Show Negligible Impact of Temperature-Dependent Parameters on Permeability Changes. Energies 2015, 8, 5800–5827. [Google Scholar] [CrossRef] [Green Version]
- DWSIM. Open-Source CAPE-OPEN Compliant Chemical Process Simulator. Available online: http://dwsim.inforside.com.br (accessed on 12 December 2016).
- ChemSep. Modeling Separation Processes, Databases. Available online: http://www.chemsep.org (accessed on 12 December 2016).
- Godbolt, B. Scientific Drilling UCG Training School, Directional Drilling in Coal. 2011. Available online: http://repository.icse.utah.edu (accessed on 12 December 2016).
- Kempka, T.; Fernandez-Steeger, T.; Li, D.; Schulten, M.; Schlẗer, R.; Krooss, B. Carbon dioxide sorption capacities of coal gasification residues. Environ. Sci. Technol. 2011, 45, 1719–1723. [Google Scholar] [CrossRef] [PubMed]
- Najafi, M.; Jalali, S.M.E.; KhaloKakaie, R. Thermal-Mechanical Numerical Analysis of Stress Distribution in the vicinity of Underground Coal Gasification (UCG) Panels. Int. J. Coal Geol. 2014, 134–135, 1–16. [Google Scholar] [CrossRef]
- Świadrowski, J.; Mocek, P.; Jedrysik, E.; Stańczyk, K.; Krzemień, J.; Krawczyk, P.; Chećko, J. Demonstration facility for underground coal gasification. CHEMIK 2015, 69, 815–826. [Google Scholar]
- KOPEX. The Draft Technical Installations PZW on KWK Wieczorek; Project Report; KOPEX Construction Company Szybów, SA: Ibadan, Nigeria, 2012. [Google Scholar]
- Acheick, A.M.; Batto, S.F.; Changmoon, Y.; Chien, S.C.; Choe, J.I.; Cole, K.R.; Engel, K.; Gardner, W.; Gilbert, S.N.; Hui, Y.; et al. Viability of Underground Coal Gasification with Carbon Capture and Storage in Indiana; Indiana University-Bloomington School of Public and Environmental Affairs: Bloomington, IN, USA, 2011; Available online: http://www.indiana.edu (accessed on 20 January 2017).
- Integrated Environmental Control Model (IECM). A Tool for Calculating the Performance, Emissions, and Cost of a Fossil-Fueled Power Plant (Version 8.0.1 Beta). Available online: http://www.iecm-online.com (accessed on 12 December 2016).
- Cardenas Barranon, D.C. Methanol and Hydrogen Production. Master’s Thesis, 2006. Available online: http://ltu.diva-portal.org (accessed on 18 September 2017).
- Hillebrand, B. Stromerzeugungskosten Neu zu Errichtender Konventioneller Kraftwerke; RWI-Papiere Nr. 47; Rheinisch-Westfälisches Institut für Wirtschaftsforschung: Essen, Germany, 1997. [Google Scholar]
- Schneider, L. Stromgestehungskosten von Großkraftwerken; Öko-Institut e.V.: Berlin, Germany, 1998; Available online: http://www.oeko.de (accessed on 12 December 2016).
- Chen, K.D.; Yu, L. Experimental study on long-tunnel large-section two-stage underground coal gasification. In Mining Science and Technology; Golosinski, T.S., Guo, Y., Eds.; Balkema, Rotterdam: Boca Raton, FL, USA, 1996; pp. 313–316. [Google Scholar]
- Creedy, D.P.; Garner, K. Clean Energy from Underground Coal Gasification in China; COAL R250 DTI/Pub URN 03/1611; Department of Trade and Industry: London, UK, 2004.
- Couch, G.R. Underground Coal Gasification; CCC/151; IEA Clean Coal Centre: London, UK, 2009. [Google Scholar]
- Nakaten, N.; Kempka, T. Radial-symmetric well design to optimize coal yield and maintain required safety pillar width in oshore underground coal gasification. Energy Procedia 2017, 125, 27–33. [Google Scholar] [CrossRef]
- Boeing, N. Bohrende Fragen. Tech. Review. Magazin für Innovation. 2010. Available online: https://www.heise.de (accessed on 12 December 2016).
- Gräbner, M.; Morstein, O.; Rappold, D.; Gunster, W.; Beysel, G.; Meyer, B. Constructability study on a German reference IGCC power plant with and without CO2 capture for hard coal and lignite. Energy Convers. Manag. 2010, 51, 2179–2187. [Google Scholar] [CrossRef]
- Zero Emissions Platform (ZEP). The Costs of CO2 Capture. 2011. Available online: http://www.zeroemissionsplatform.eu (accessed on 12 December 2016).
- Mohammed, I.Y.; Samah, M.; Mohamed, A.; Sabina, G. Comparison of SelexolTM and Rectisol Technologies in an Integrated Gasification Combined Cycle (IGCC) Plant for Clean Energy Production. IJER 2014, 3, 742–744. [Google Scholar] [CrossRef]
- Hammond, G.P.; Ondo Akwe, S.S.; Williams, S. Techno-economic appraisal of fossil-fuelled power generation systems with carbon dioxide capture and storage. Energy 2011, 36, 975–984. [Google Scholar] [CrossRef] [Green Version]
- Li, H.; Ditaranto, M.; Berstad, D. Technologies for increasing CO2 concentration in exhaust gas from natural gas-fired power production with post-combustion, amine-based CO2 capture. Energy 2011, 36, 1124–1133. [Google Scholar] [CrossRef]
- Ausfelder, F.; Bazzanella, A. Diskussionspapier Verwertung und Speicherung von CO2; DECHEMA e.V.: Frankfurt am Main, Germany, 2008; Available online: https://dechema.de (accessed on 12 December 2016).
- Katofsky, R.E. The Production of Fluid Fuels From Biomass; Princeton University: Princeton, NJ, USA, 1993; Available online: http://acee.princeton.edu (accessed on 18 September 2017).
- Komiyama, H.; Mitsumori, T.; Yamaji, K.; Yamada, K. Assessment of energy systems by using biomass plantation. Fuel 2001, 80, 707–715. [Google Scholar] [CrossRef]
- Burton, E.; Friedmann, J.; Upadhye, R. Best Practices in Underground Coal Gasification; Contract No. W-7405-Eng-48; Lawrence Livermore National Laboratory: Livermore, CA, USA, 2006. Available online: http://www.purdue.edu (accessed on 6 January 2014).
- SiteChar Project. Characterisation of European CO2 Storage, Project Report, Deliverable D2.2 Economic Assessment. Unpublished work. 2013.
- Kunkes, E.; Behrens, M. Methanol Chemistry. In Chemical Energy Storage; Walter de Gruyter: Berlin, Germany, 2013; Available online: http://pubman.mpdl.mpg.de (accessed on 20 September 2017).
- Moffat, A.S. Methanol-powered. Science 1991, 251, 515. [Google Scholar]
- Olah, G.A.; Goeppert, A.; Prakash, G.K.S. Beyond Oil and Gas: The Methanol Economy; Wiley-VCH. XIV: Weinheim an der Bergstrasse, Germany, 2006. [Google Scholar]
- Van-Dal, E.; Bouallou, C. CO2 abatement through a methanol production process. Chem. Eng. Trans. 2012, 29, 463–468. [Google Scholar] [CrossRef]
- Villesca, J.; Bala, V.; Garcia, A. Reactor Project: Ammonia Synthesis. Available online: http://www.owlnet.rice.edu/~ceng403/nh3syn97.html (accessed on 20 August 2019).
- Penkuhn, M.; Tsatsaronis, G. Comparison of different ammonia synthesis loop configurations with the aid of advanced exergy analysis. In Proceedings of the ECOS, 29th International Conference on Efficiency, Cost, Optimization, Simulation and Environmental Impact of Energy Systems, Portoroz, Slovenia, 19–23 June 2016; Available online: http://www.owlnet.rice.edu (accessed on 20 September 2017).
- Nakaten, N.C.; Islam, R.; Kempka, T. Underground Coal Gasification with Extended CO2 Utilization—An Economic and Carbon Neutral Approach to Tackle Energy and Fertilizer Supply Shortages in Bangladesh. Energy Procedia 2014, 63, 8036–8043. [Google Scholar] [CrossRef]
- Ernst&Young. Wplyw Energetyki Wiatrowej Na Wzrost Gospodarczy w Polsce. 2012. Available online: http://domrel.pl (accessed on 12 December 2016).
- Zaporowski, B. Koszty Wytwarzania Energii Elektrycznej Dla Perspektywicznych Technologii WytwóRczych Polskiej Elektroenergetyki. Polityka Energetyczna 2012, 15, 43–55. Available online: https://www.min-pan.krakow.pl (accessed on 12 December 2016).
- Central Statistical Office of Poland (CSOP). The Economy of Fuel and Energy in 2013 and 2014; Central Statistical Office of Poland: Warszawa, Poland, 2015. Available online: http://stat.gov.pl/ (accessed on 12 December 2016).
- ERO. Information of the President of the Energy Regulatory Office No. 3/2015. 2015. Available online: https://www.kpmg.com (accessed on 29 February 2014).
- ERO. Information of President of Energy Regulatory Office No. 46/2015. 2015. Available online: https://www.ure.gov.pl (accessed on 4 November 2016).
- McCollum, D.; Ogden, J. Techno-Economic Models for Carbon Dioxide Compression, Transport, and Storage. Correlations for Estimating Carbon Dioxide Density and Viscosity; Institute of Transportation Studies (ITS), University of California: Berkeley, CA, USA, 2006; Available online: http://www.its.ucdavis.edu (accessed on 30 January 2019).
- Methanex. The Power of Agility. 2018. Available online: https://www.methanex.com (accessed on 28 September 2018).
- Bartels, J.R. A feasibility study of implementing an Ammonia Economy. Master’s Thesis, Iowa State University, Ames, IA, USA, 2008. Available online: http://lib.dr.iastate.edu (accessed on 20 September 2017).
- AMIS. Fertilizer Outlook. Market Monitor. 2018. Available online: http://www.fao.org (accessed on 1 October 2018).
- Klebingat, S.; Kempka, T.; Schulten, M.; Azzam, R.; Fernández-Steeger, T.M. Innovative thermodynamic underground coal gasification model for coupled synthesis gas quality and tar production analyses. Fuel 2016, 183, 680–686. [Google Scholar] [CrossRef] [Green Version]
- Klebingat, S.; Kempka, T.; Schulten, M.; Azzam, R.; Fernández-Steeger, T.M. Optimization of synthesis gas heating values and tar by-product yield in underground coal gasification. Fuel 2018, 229, 248–261. [Google Scholar] [CrossRef]
- Mocek, P.; Pieszczek, M.; Swiadrowski, J.; Kapusta, K.; Wiatowski, M.; Stańczyk, K. Pilot-scale underground coal gasification (UCG) experiment in an operating Mine “Wieczorek” in Poland. Energy 2016, 111, 313–321. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Model Input Parameters | Value |
|---|---|
| Average coal seam thickness (m) | 11.0 |
| Average coal calorific value (MJ/kg) | 29.0 |
| Average dip angle of the coal seam (°) | 8.6 |
| Average coal seam depth (m) | 475.0 |
| Average coal density (t/m) | 1.281 |
| Key Data | Electricity | Methanol | Ammonia | Reference |
|---|---|---|---|---|
| UCG panel width (km) | 1.9 | 1.9 | 1.9 | [19,20,21] |
| UCG panel length (km) | 1.0 | 1.0 | 1.0 | [19,20,21] |
| UCG panel coal resources (Mt) | 7.3 | 7.3 | 7.3 | Calculated |
| Channel width-to-height ratio (-) | 1.8 | 1.8 | 1.8 | [19,20,21] |
| Number of simultaneously-operated production wells (-) | 4.0 | 13.0 | 8.0 | Calculated |
| Number of injection wells per UCG panel (-) | 13.0 | 13.0 | 13.0 | Calculated |
| Number of simultaneously-operated injection wells (-) | 4.0 | 13.0 | 8.0 | Calculated |
| Gasification channel width (m) | 20.0 | 20.0 | 20.0 | [19,20,21] |
| Distance between gasification channels (m) | 60.0 | 60.0 | 60.0 | [19,20,21] |
| Total coal consumption (Mt) | 8.5 | 26.5 | 16.4 | Calculated |
| Total required gasification agent mass (Mt) | 34.3 | 110.0 | 68.8 | Calculated |
| UCG panels required (-) | 1.2 | 3.6 | 2.2 | Calculated |
| Cost Position | Electricity | Methanol | Ammonia | Reference |
|---|---|---|---|---|
| Vertical drilling length (km) | 188.50 | 590.80 | 364.50 | CAD model |
| Deviated drilling length (km) | 0.60 | 1.90 | 1.20 | CAD model |
| Horizontal drilling length (km) | 30.30 | 95.10 | 58.70 | CAD model |
| Costs vertical drilling meter (€/m) | 80.00 | 80.00 | 80.00 | [12,14,27,28] |
| Costs deviated drilling meter (€/m) | 480.00 | 480.00 | 480.00 | [12,14,27,28] |
| Costs horizontal drilling meter (€/m) | 230.00 | 230.00 | 230.00 | [12,14,27,28] |
| Cumulative costs vertical drilling (M€) | 15.08 | 47.26 | 29.16 | Calculated |
| Cumulative costs deviated drilling (M€) | 0.30 | 0.93 | 0.57 | Calculated |
| Cumulative costs horizontal drilling (M€) | 6.98 | 21.87 | 13.49 | Calculated |
| Total drilling costs (M€) | 22.36 | 70.06 | 43.22 | Calculated |
| Cost Position | Electricity | Methanol | Ammonia | Reference |
|---|---|---|---|---|
| Fees for area, permission, exploration (M€) | 1.96 | 2.48 | 2.22 | [12,14,27,28] |
| Total drilling costs (M€) | 22.36 | 70.05 | 43.22 | Calculated |
| Land acquisition costs (M€) | 59.29 | 118.58 | 88.93 | [12,14,27,28] |
| Piping, measuring, control equipment costs (M€) | 14.20 | 60.71 | 28.52 | [29] |
| Gasification agent production/injection costs (M€) | 350.55 | 725.55 | 514.94 | [30] |
| Synthesis gas processing costs (M€) | 279.96 | 261.33 | 248.30 | [29] |
| Pressure swing adsorption (PSA) costs (M€) | - | 374.20 | 234.38 | [31] |
| Staff salaries (M€) | 104.37 | 129.44 | 81.08 | [29] |
| Total costs (M€) | 832.69 | 1742.34 | 1241.59 | Calculated |
| Model Input Parameters | Value |
|---|---|
| Average coal seam thickness (m) | 11.0 |
| UCG panel radius (km) | 1.3 |
| Overall UCG panel extension (km) | 5.3 |
| Extractable coal resources per UCG panel (Mt) | 33.8 |
| Pillar width (m) | 100.0 |
| Drilling Meters (m) | Methanol | Ammonia |
|---|---|---|
| Deviated | 15,521 | 9,130 |
| Horizontal | 34,006 | 19,989 |
| Vertical | 6,180 | 3,635 |
| Total drilling meters (m) | 55,707 | 32,754 |
| Cost Position | Methanol | Ammonia |
|---|---|---|
| Cumulated costs for deviated drilling meters (M€) | 37.3 | 21.9 |
| Cumulated costs for horizontal drilling meters (M€) | 39.1 | 23.0 |
| Cumulated costs for vertical drilling meters (M€) | 2.5 | 1.5 |
| Total drilling costs (M€) | 78.9 | 46.4 |
| CAPEX | Electricity | MeOH | NH |
|---|---|---|---|
| Process facilities capital (M€) | 64.2 | 101.5 | 77.8 |
| General facilities capital (M€) | 9.6 | 15.2 | 11.7 |
| Staff costs (M€) | 6.4 | 10.2 | 7.8 |
| Project and process contingency costs (M€) | 12.8 | 20.3 | 15.6 |
| Interest charges (M€) | 5.0 | 7.9 | 6.1 |
| Royalty fees (M€) | 0.3 | 0.5 | 0.4 |
| Pre-production (start-up) costs (M€) | 2.3 | 3.6 | 2.8 |
| Inventory (working) capital (M€) | 0.5 | 0.7 | 0.6 |
| Total ASU CAPEX (M€) | 101.1 | 159.9 | 122.8 |
| OPEX (variable and fixed costs) | Electricity | MeOH | NH |
| Variable costs (M€) | 52.6 | 168.6 | 105.6 |
| Operating labor (M€) | 31.0 | 49.1 | 37.6 |
| Maintenance labor (M€) | 14.9 | 23.5 | 18.1 |
| Maintenance material (M€) | 22.3 | 35.3 | 27.1 |
| Admin and support labor (M€) | 15.9 | 25.2 | 19.3 |
| Total ASU OPEX (M€) | 136.7 | 301.7 | 207.7 |
| Total ASU CAPEX and OPEX (M€) | 237.8 | 461.6 | 330.5 |
| CAPEX | Value |
|---|---|
| Selexol sulfur removal unit (M€) | 46.2 |
| Process facilities capital (M€) | 49.4 |
| General facilities capital (M€) | 7.4 |
| Staff fees (M€) | 4.9 |
| Project and process contingency cost (M€) | 10.8 |
| Interest charges (M€) | 8.1 |
| Royalty fees (M€) | 0.3 |
| Pre-production (start-up) costs (M€) | 4.2 |
| Inventory (working) capital (M€) | 0.7 |
| Total CAPEX (M€) | 132.0 |
| OPEX (variable and fixed costs) | Value |
| Selexol solvent (M€) | 2.3 |
| Sulfur by-product (M€) | 7.5 |
| Operating labor (M€) | 81.3 |
| Maintenance labor (M€) | 11.6 |
| Maintenance material (M€) | 17.4 |
| Administrative and support labor (M€) | 27.9 |
| Total OPEX (M€) | 148.0 |
| Total CAPEX and OPEX (M€) | 280.0 |
| Selexol Capture Cost | Value |
|---|---|
| Energy costs (€/MWh) | 3.97 |
| Selexol CAPEX (€//MWh) | 6.71 |
| Selexol OPEX (€//MWh) | 1.00 |
| CO Storage Costs | Value |
| Injection and storage costs (€//MWh) | 1.06 |
| Monitoring costs (€//MWh) | 1.91 |
| Total levelized CCS costs (€//MWh) | 14.65 |
| Cost Position | Value |
|---|---|
| CCGT investment costs (M€) | 30.3 |
| CCGT interest payments (M€) | 20.2 |
| CCGT fixed operating costs (M€) | 24.5 |
| CCGT variable operating costs (M€) | 8.2 |
| UCG synthesis gas production costs (M€) | 832.7 |
| CCGT levelized total annual costs with demolition (M€) | 0.9 |
| Total costs (M€) | 916.8 |
| Levelized UCG-CCGT costs of electricity (€/MWh) | 32.2 |
| CAPEX | Value | Reference |
|---|---|---|
| Plant equipment, civil work, site preparation (M€) | 72.2 | [17] |
| Staff (engineering) costs, infrastructure modification (M€) | 38.9 | [17] |
| Further costs for plant designing, constructing, building (M€) | 66.7 | [17] |
| Working capital (M€) | 22.2 | [17] |
| CO/H provision by PSA (M€) | 34.0 | [31] |
| Total CAPEX (M€) | 234.0 | Calculated |
| OPEX | Value | Reference |
| Operating labor (M€) | 34.2 | [17] |
| CO/H provision by PSA (M€) | 340.2 | [31] |
| Process water, other materials (k€) | 22.8 | [17] |
| Total OPEX (M€) | 397.2 | Calculated |
| Total UCG costs excluding PSA (M€) | 1368.1 | Calculated |
| Total costs for CO injection, storage, monitoring (M€) | 35.1 | [48,61] |
| Total MeOH synthesis costs including UCG (M€) | 2034.4 | Calculated |
| Cost Position | Costs (€/t MeOH) | Percentage Share (%) |
|---|---|---|
| Total drilling costs | 8.3 | 4.0 |
| Fees, land acquisition, piping, measuring, control equipment | 67.6 | 32.9 |
| Synthesis gas processing | 44.2 | 21.5 |
| Gasification agent production (ASU) and injection | 85.7 | 41.6 |
| Total levelized costs/total percentage | 205.8 | 100.0 |
| Cost Position | Costs (€/t MeOH) | Percentage Share (%) |
|---|---|---|
| Total drilling costs | 8.9 | 2.8 |
| Offshore platform, piping, measuring, control equipment | 189.2 | 58.7 |
| Synthesis gas processing | 42.2 | 13.1 |
| Gasification agent production (ASU) and injection | 81.9 | 25.4 |
| Total levelized costs/total percentage | 322.2 | 100.0 |
| Cost Position | Value | Reference |
|---|---|---|
| Capital charge without ASU/gas turbine (M€) | 461.5 | [63] |
| Haber–Bosch synthesis loop (M€) | 131.7 | [63] |
| Costs for injection, storage, and monitoring (M€) | 34.6 | [48,61] |
| Total UCG costs with PSA (M€) | 1241.6 | Calculated |
| Total NH synthesis costs including UCG (M€) | 1869.4 | Calculated |
| Cost Position | Costs (€/t NH) | Percentage Share (%) |
|---|---|---|
| Total drilling costs | 10.4 | 3.5 |
| Fees, land acquisition, piping, measuring, control equipment | 107.7 | 36.2 |
| Synthesis gas processing | 56.2 | 18.8 |
| Gasification agent production (ASU) and injection | 123.5 | 41.5 |
| Total levelized costs/total percentage | 297.8 | 100.0 |
| Cost Position | Costs (€/t NH) | Percentage Share (%) |
|---|---|---|
| Total drilling costs | 9.3 | 1.9 |
| Offshore platform, piping, measuring, control equipment | 323.6 | 66.9 |
| Synthesis gas processing | 47.1 | 9.7 |
| Gasification agent production (ASU) and injection | 103.5 | 21.5 |
| Total levelized costs/total percentage | 483.5 | 100.0 |
| Scenario | CO (%) | H (%) | N (%) | CH (%) | CO (%) | CV (MJ/sm) | Oxidizer Composition (%) |
|---|---|---|---|---|---|---|---|
| Wieczorek (I) | 6.4 | 15.9 | 58.9 | 1.2 | 17.5 | 4.4 | O: 35, N: 65 |
| Wieczorek (II) | 9.2 | 10.7 | 63.7 | 2.0 | 14.5 | 3.7 | Air: 100 |
| Bielszowice (III) | 14.8 | 11.9 | 60.1 | 2.8 | 10.4 | 3.6 | Air: 100 |
| Bielszowice (IV) | 23.2 | 18.9 | 36.2 | 4.2 | 17.5 | 5.8 | O: 51.3, N: 48.7 |
| Scenario | COE (€/MWh) | CCS Costs (€/MWh) | Synthesis Gas Costs (€/GJ) | UCG Synthesis Gas Efficiency (MJ/MJ) | P (MW) | P (MW) | P (MW) | P (MW) |
|---|---|---|---|---|---|---|---|---|
| I | 32.2 | 14.7 | 4.7 | 0.84 | 285 | 66 | 100 | 166 |
| II | 20.8 | 10.9 | 2.8 | 0.70 | 374 | 117 | 100 | 217 |
| III | 19.7 | 9.7 | 2.6 | 0.53 | 500 | 191 | 100 | 291 |
| IV | 31.5 | 10.4 | 4.5 | 0.53 | 411 | 138 | 100 | 238 |
| Scenario | Levelized Costs (€/t) | Synthesis Gas Costs (€/GJ) | Excess CV (MJ/sm) | UCG synthesis Gas Efficiency (MJ/MJ) | Utilized CO (%) | P (MW) | P (MW) | P (MW) | P (MW) |
|---|---|---|---|---|---|---|---|---|---|
| I | 205.8 | 4.5 | 3.2 | 0.61 | 25.5 | 609 | 226 | 128 | 354 |
| II | 189.8 | 2.9 | 2.9 | 0.54 | 16.4 | 869 | 388 | 116 | 504 |
| III | 177.8 | 3.1 | 2.7 | 0.39 | 15.8 | 742 | 429 | 1 | 430 |
| IV | 268.2 | 5.1 | 4.6 | 0.42 | 16.0 | 721 | 358 | 60 | 418 |
| Scenario | Levelized Costs (€/t) | Synthesis Gas Costs (€/GJ) | Excess CV (MJ/sm) | UCG Synthesis Gas Efficiency (MJ/MJ) | P (MW) | P (MW) | P (MW) | P (MW) |
|---|---|---|---|---|---|---|---|---|
| I | 297.77 | 5.17 | 3.20 | 0.61 | 382 | 156 | 66 | 222 |
| II | 271.89 | 3.15 | 2.90 | 0.54 | 544 | 257 | 58 | 315 |
| III | 274.18 | 3.20 | 2.70 | 0.41 | 541 | 311 | 3 | 314 |
| IV | 353.60 | 5.60 | 4.60 | 0.42 | 451 | 238 | 23 | 261 |
| Channel Width (m) | Required Channels (-) | Drilling Length (km) | Drilling Costs (M€) | MeOH Costs (€/t MeOH) | NH Costs (€/t NH) | |||
|---|---|---|---|---|---|---|---|---|
| MeOH | NH | MeOH | NH | MeOH | NH | |||
| 50 | 53 | 31 | 173.7 | 101.6 | 245.8 | 143.8 | 348.5 | 505.3 |
| 100 | 32 | 20 | 104.9 | 65.7 | 148.4 | 92.8 | 333.9 | 490.9 |
| 150 | 25 | 12 | 82.0 | 39.3 | 116.0 | 55.6 | 326.0 | 485.0 |
| 200 | 17 | 10 | 55.7 | 32.8 | 78.8 | 46.4 | 322.2 | 483.5 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Nakaten, N.; Kempka, T. Techno-Economic Comparison of Onshore and Offshore Underground Coal Gasification End-Product Competitiveness. Energies 2019, 12, 3252. https://doi.org/10.3390/en12173252
Nakaten N, Kempka T. Techno-Economic Comparison of Onshore and Offshore Underground Coal Gasification End-Product Competitiveness. Energies. 2019; 12(17):3252. https://doi.org/10.3390/en12173252
Chicago/Turabian StyleNakaten, Natalie, and Thomas Kempka. 2019. "Techno-Economic Comparison of Onshore and Offshore Underground Coal Gasification End-Product Competitiveness" Energies 12, no. 17: 3252. https://doi.org/10.3390/en12173252
APA StyleNakaten, N., & Kempka, T. (2019). Techno-Economic Comparison of Onshore and Offshore Underground Coal Gasification End-Product Competitiveness. Energies, 12(17), 3252. https://doi.org/10.3390/en12173252