Recovery of Low-Grade Heat (Heat Waste) from a Cogeneration Unit for Woodchips Drying: Energy and Economic Analyses




Abstract
:1. Introduction
1.1. General Introduction
1.2. Low-Grade Heat Recovery (T < 70 °C)
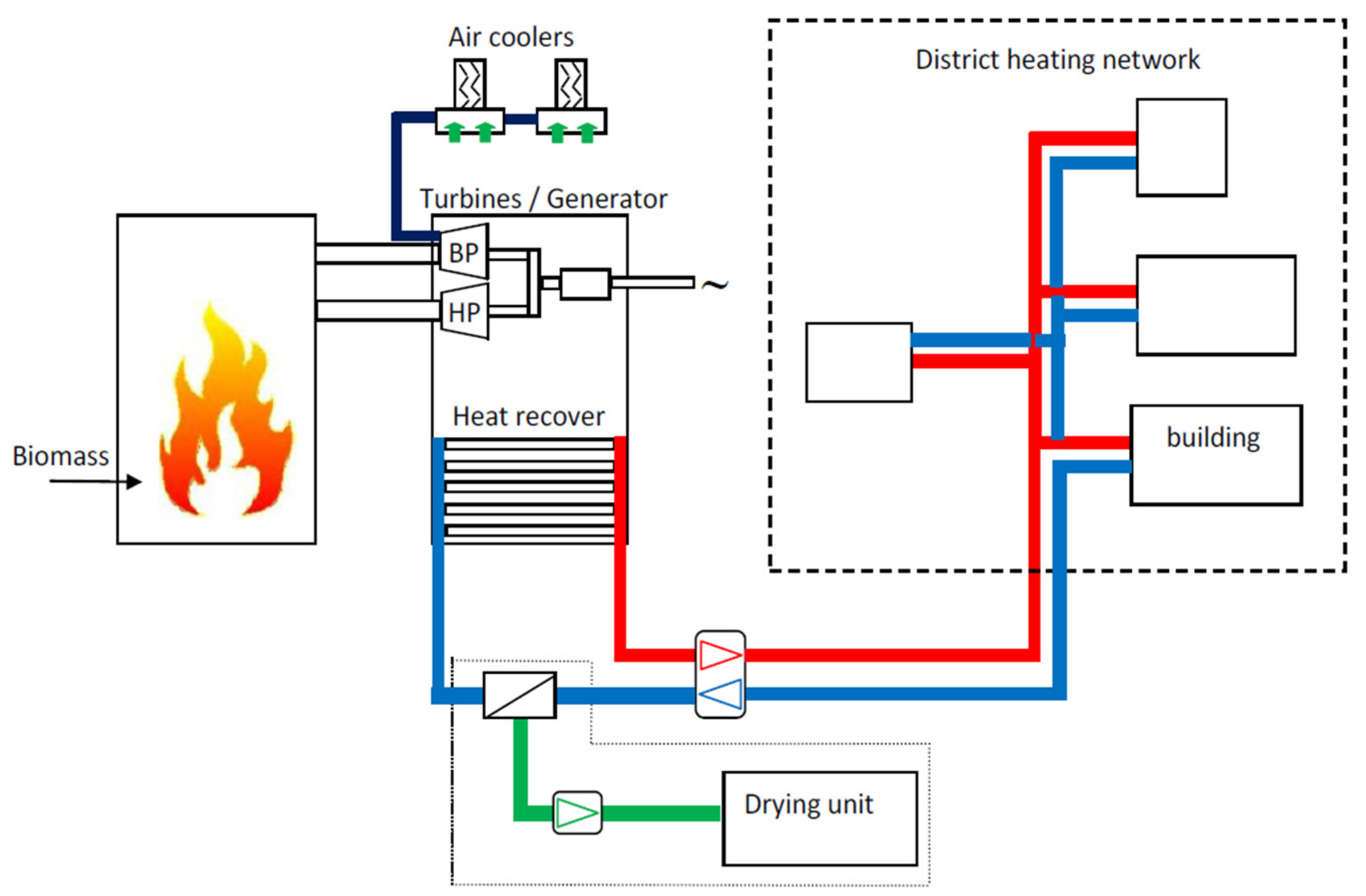
1.3. Industrial Setup
1.4. Methodology
2. Materials and Methods
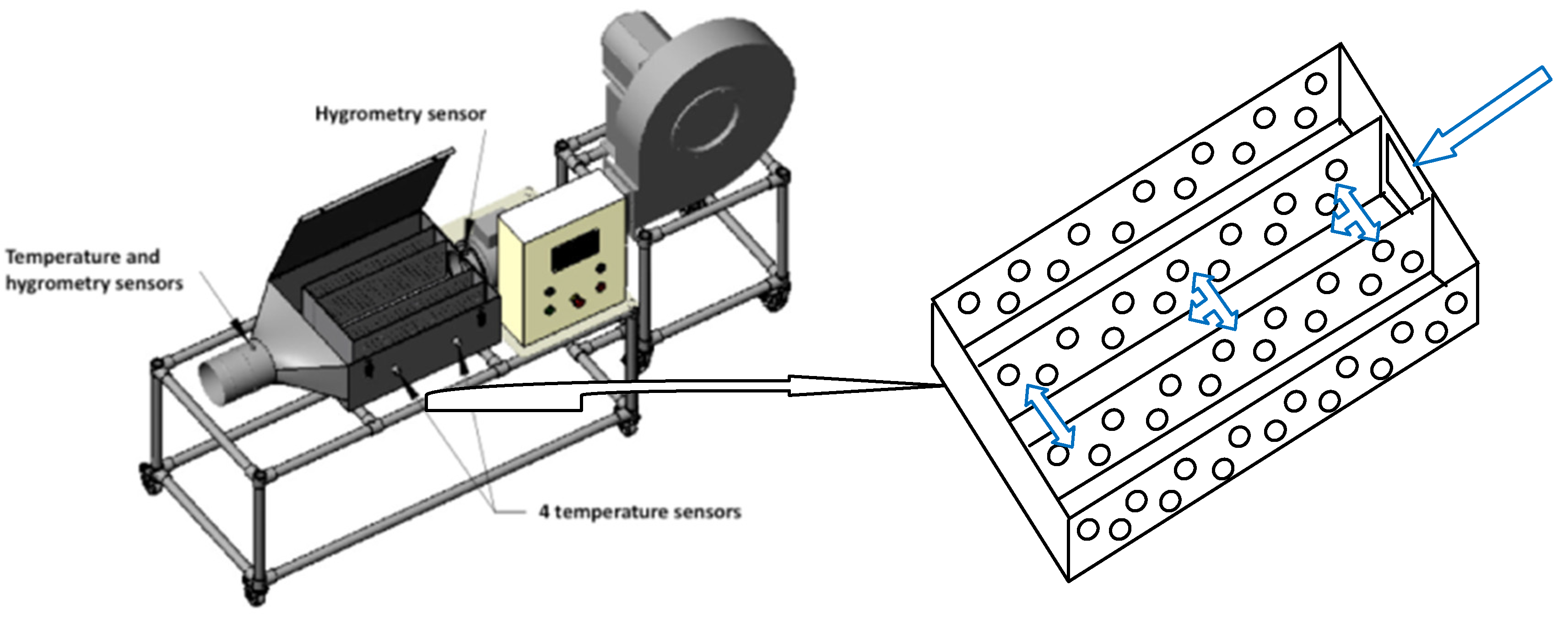
2.1. Experimental Setup
2.2. Biomass Thermo-Physical Properties
2.3. Modelling of the Drying Process
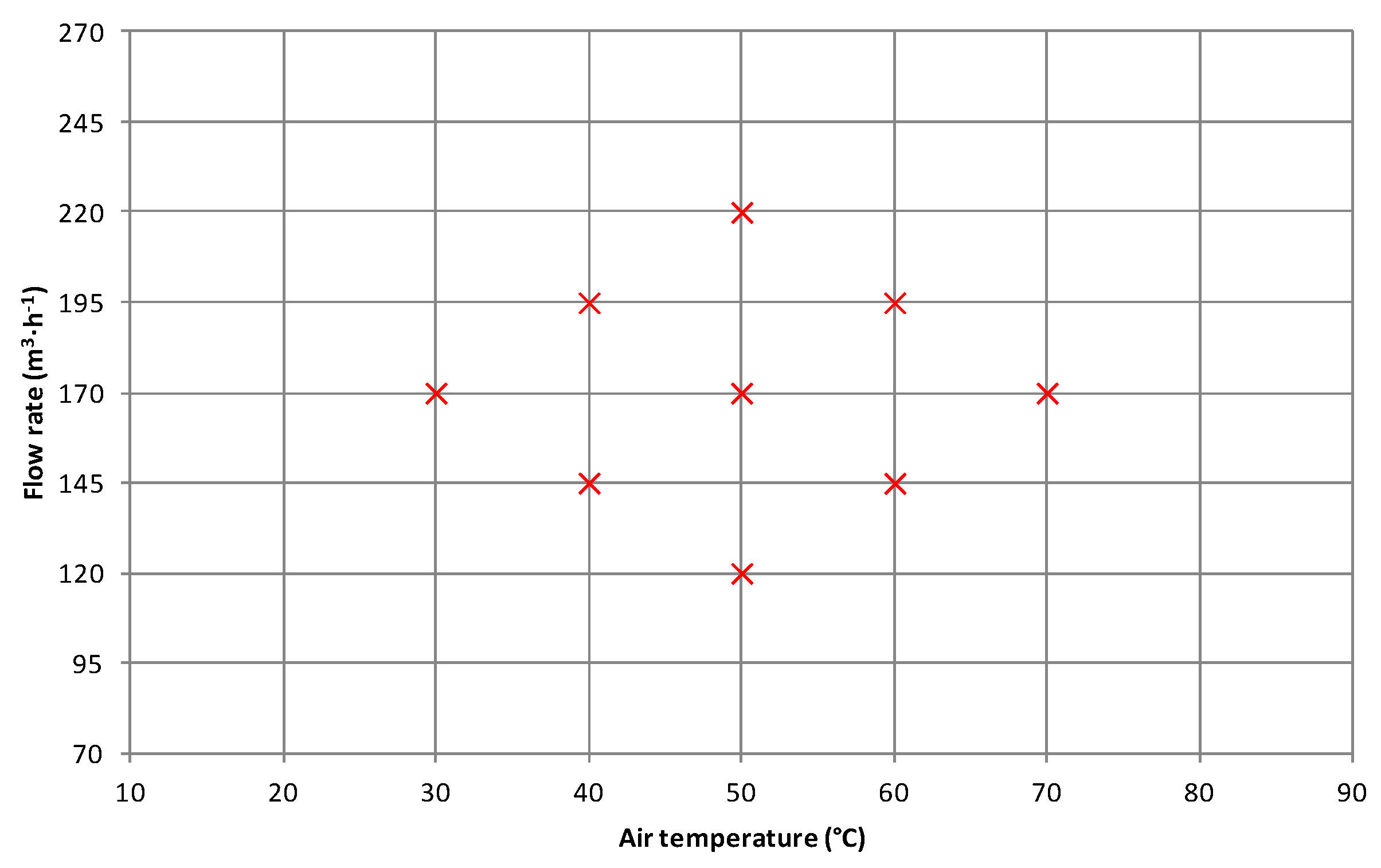
2.4. Experiments and Results Analysis
- (i)
- the determination coefficient r2;
- (ii)
- the standard error of estimate S = ;
- (iii)
- the Marquard’s percent;
- (iv)
- standard deviation MPSD = ;
- (v)
- the mean absolute error EABS = ;
- (vi)
- the mean relative error RE = .
3. Results
3.1. Experimental Results
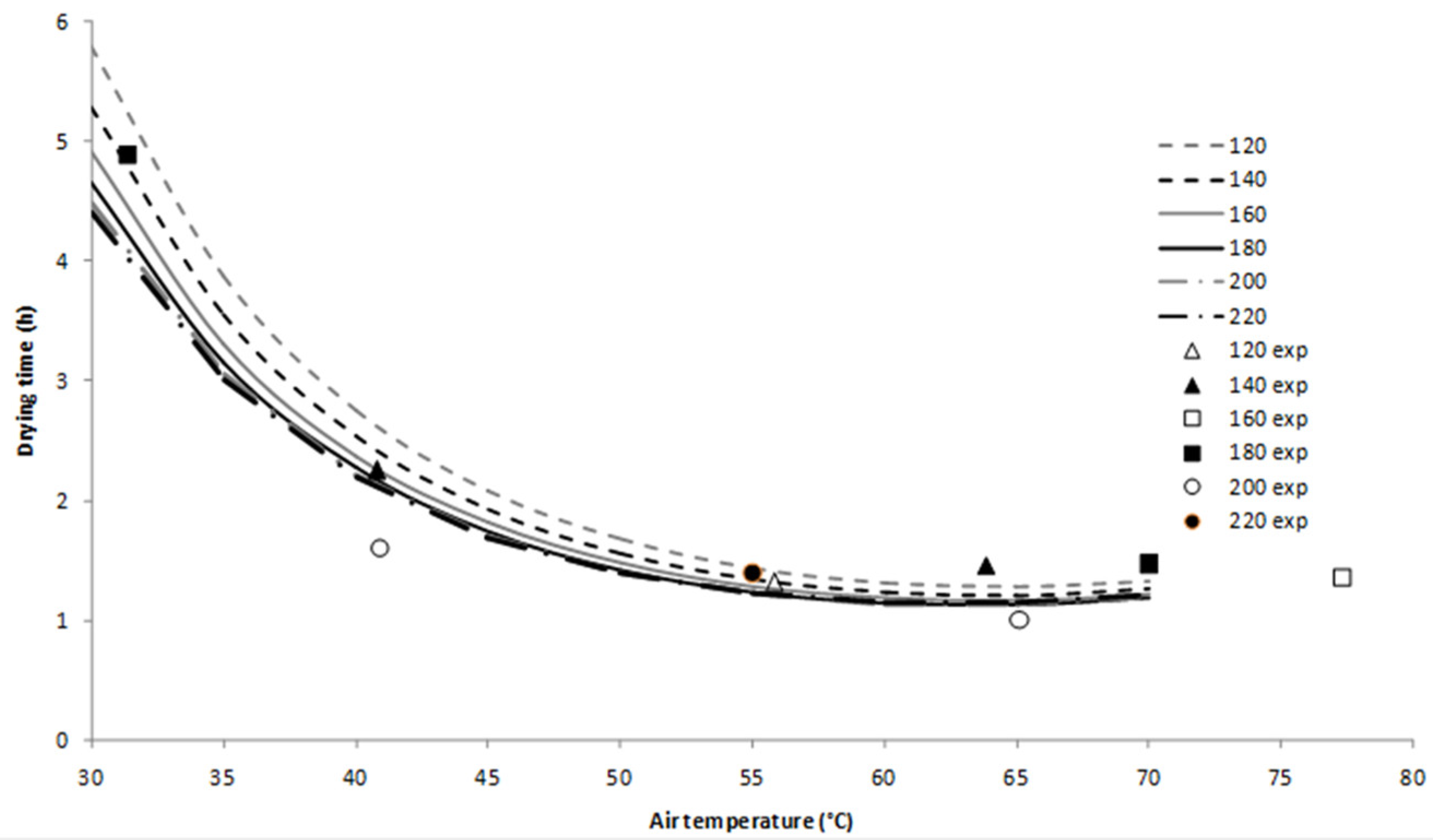
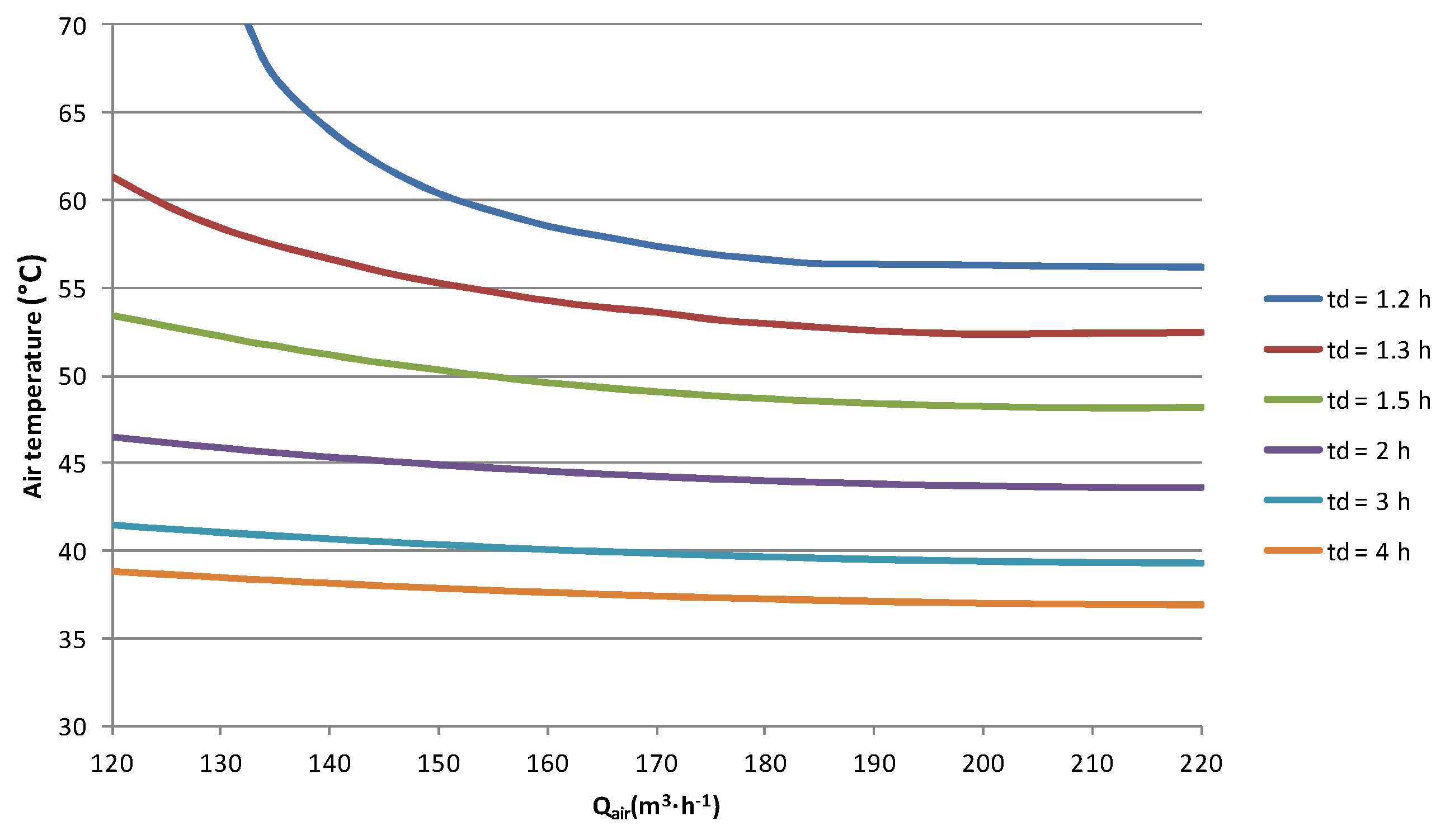
3.2. Drying Time
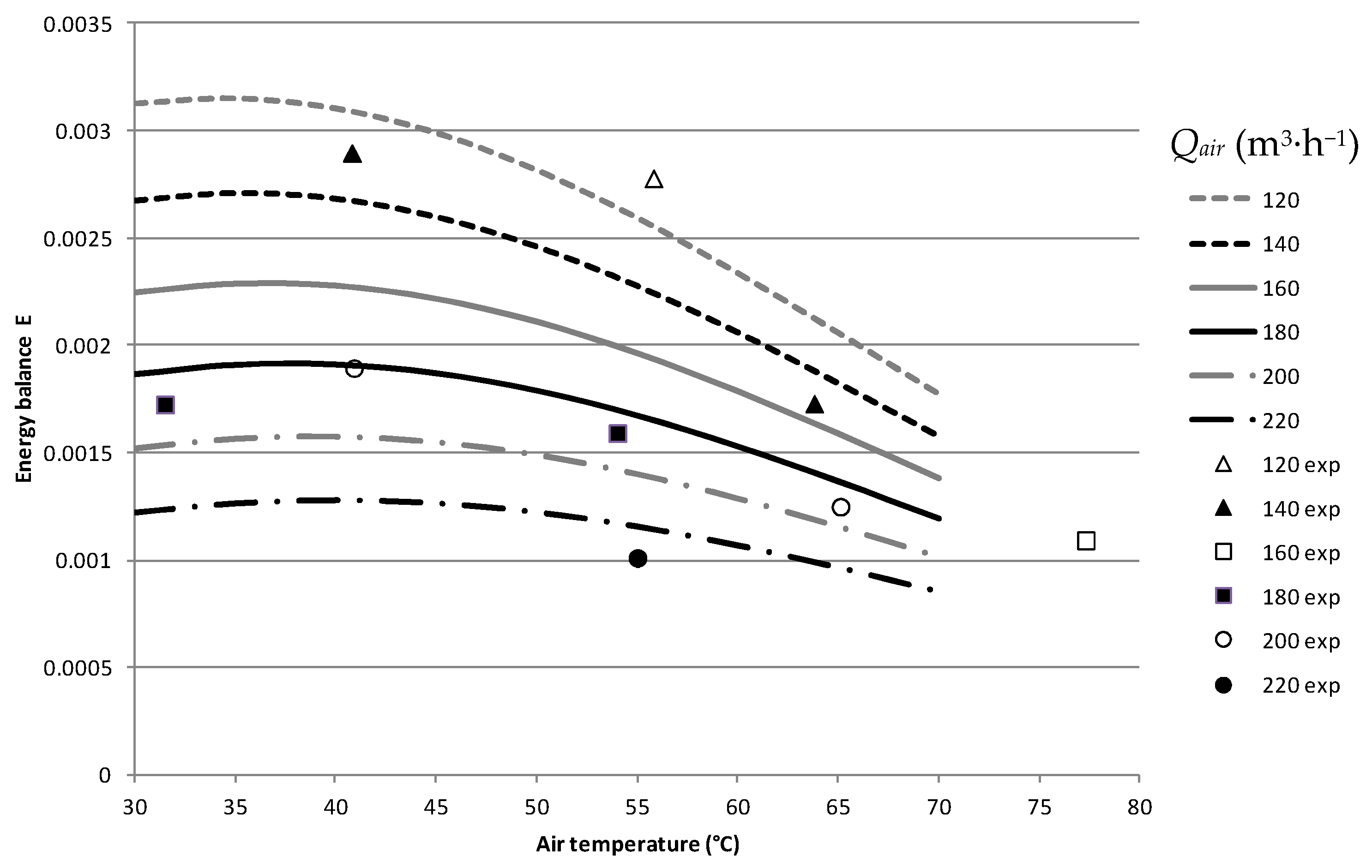
3.3. Energy Analyses
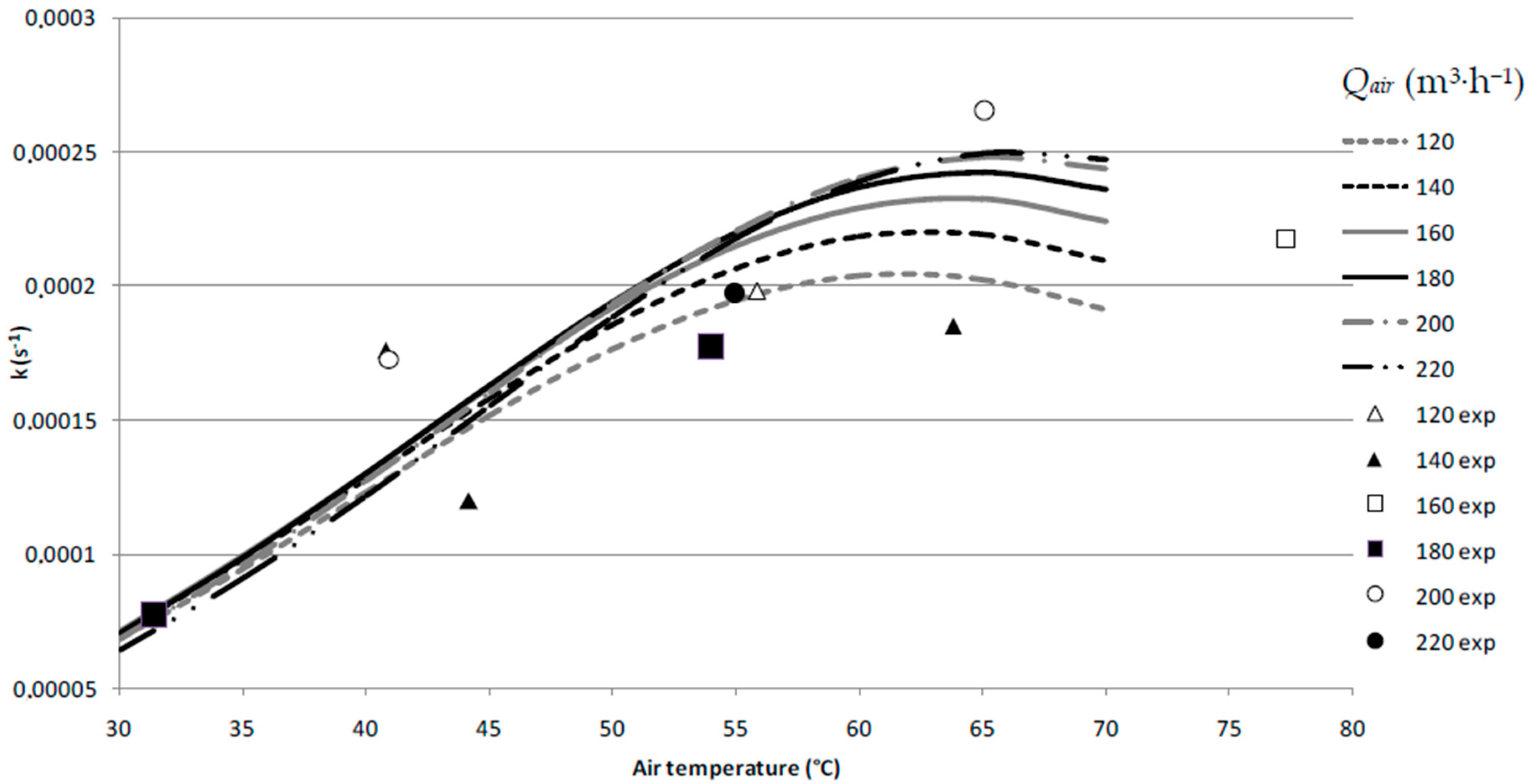
3.4. Kinetic Results
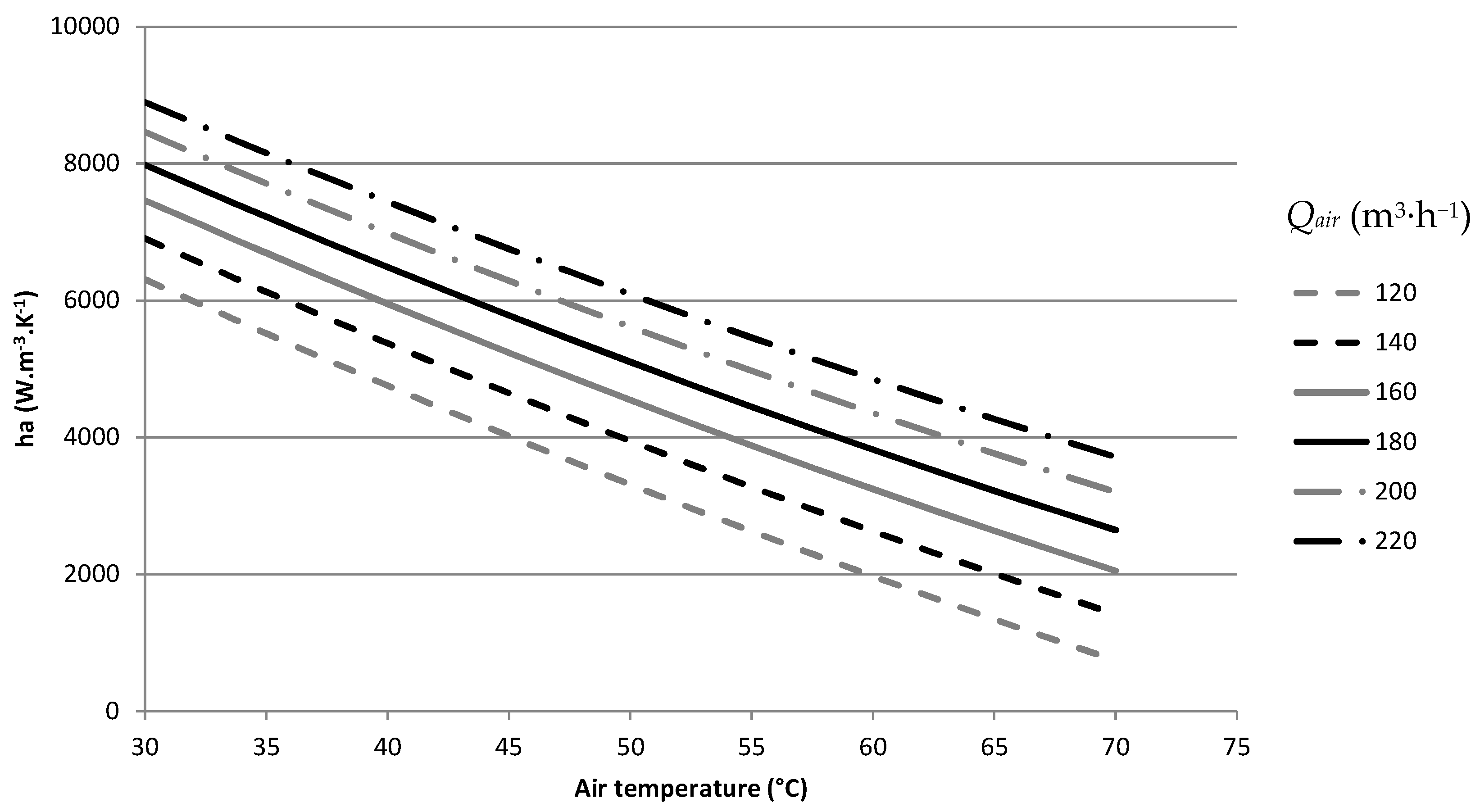
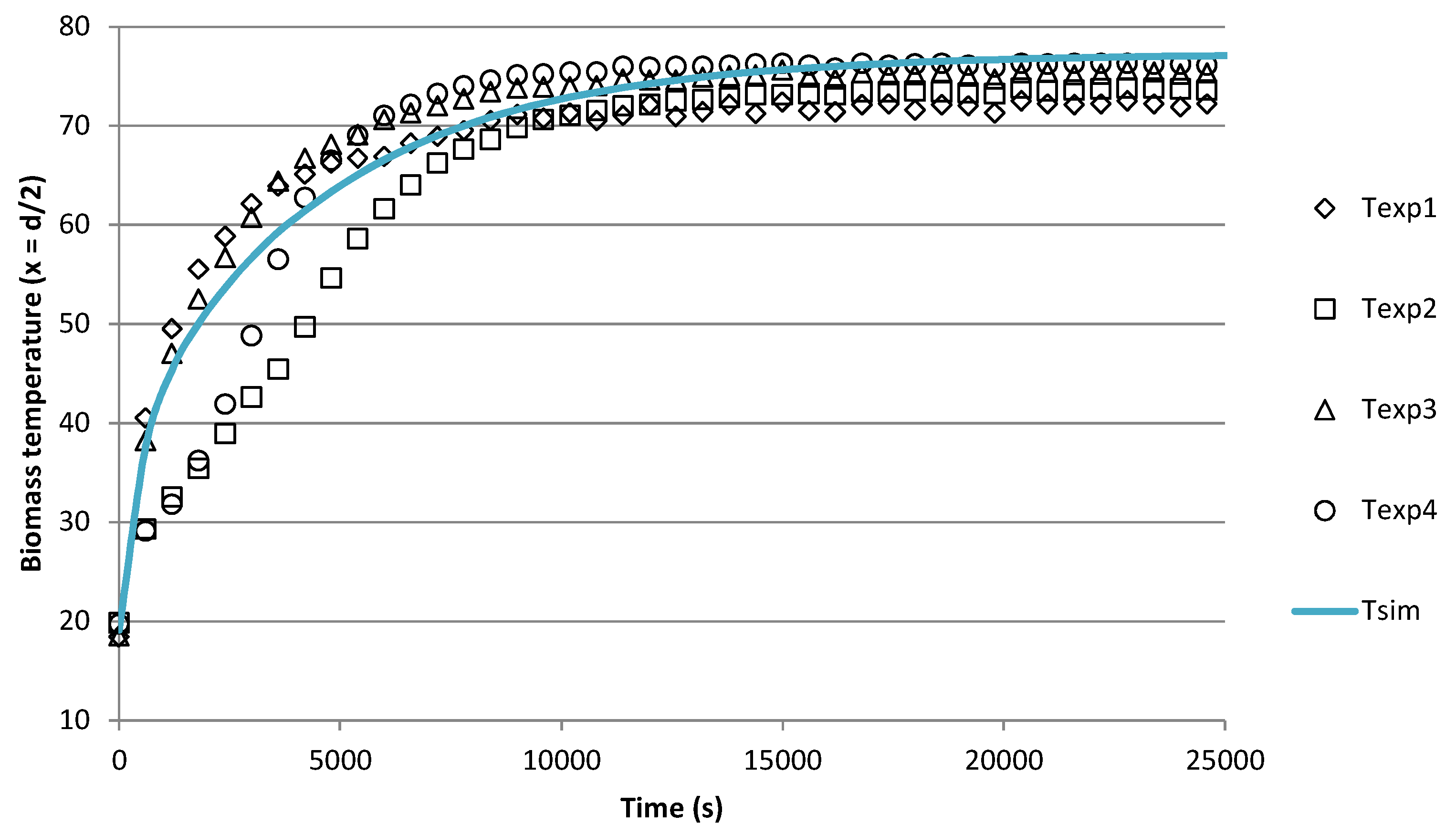
3.5. Numerical Results
4. Influence of Drying Process on the Cogeneration Unit Performances
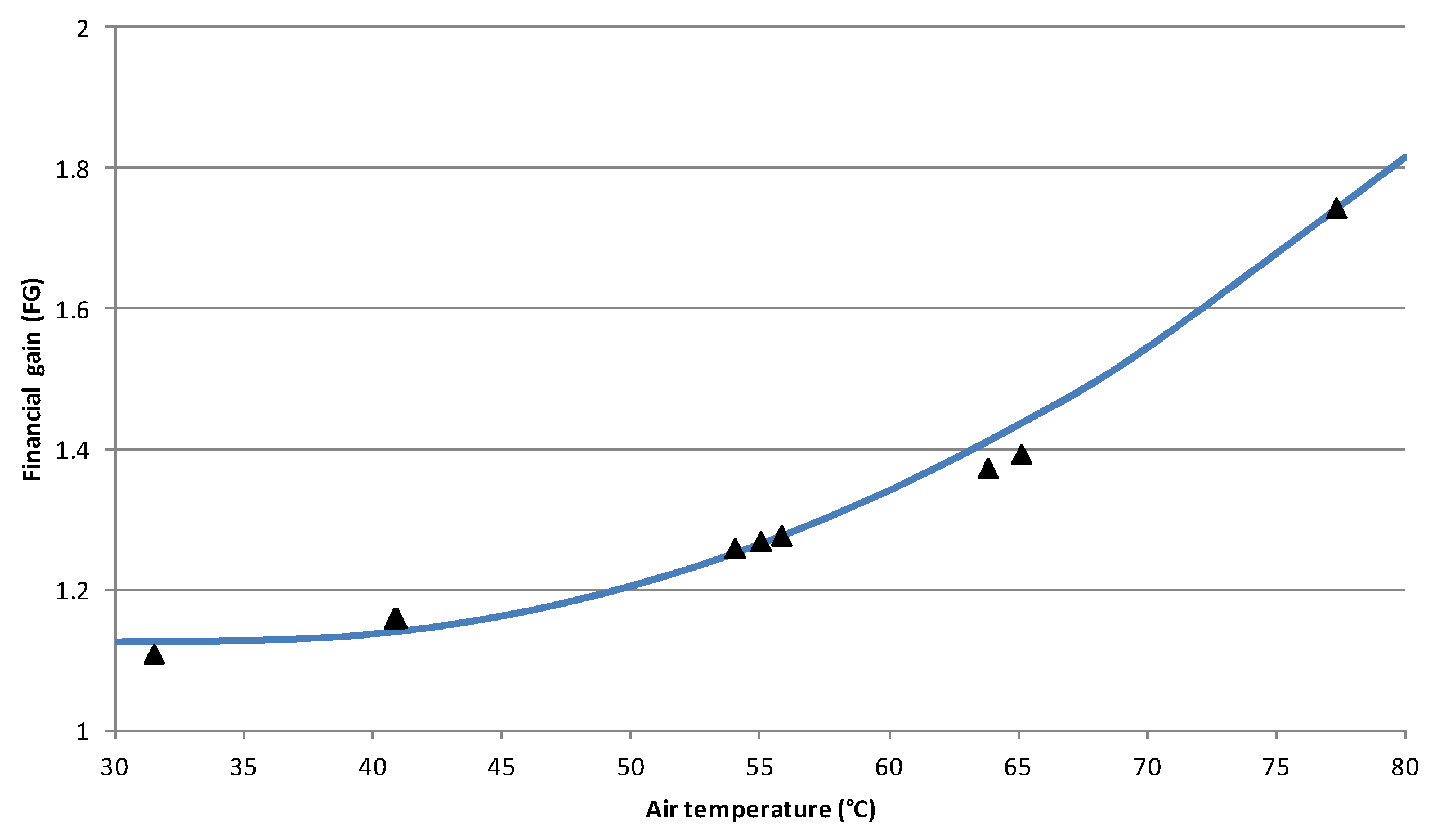
Economic Analysis
5. Conclusions
Author Contributions
Funding
Conflicts of Interest
Nomenclature
| Latin Letters | |
| a | Pre-exponential constant |
| a0, a1,...a5 | DOE model parameters |
| c | Specific heat (J·kg−1·K−1) |
| cost | Feed-in tariff (€/kWh) |
| E | Energy balance |
| FG | Financial gain |
| ha | Volumetric coefficient of heat exchange (W·m−3·K−1) |
| H | Air humidity (kg·kg−1) |
| k | Kinetic constant (s−1) |
| LHV | Lower heating value (J·kg−1) |
| Mass flow rate (kg·m−2·s−1) | |
| m | Mass of biomass for drying purpose (kg) |
| M | Biomass water content, dry basis (kg·kg−1) |
| Q | Energy used per kilogram of evaporated water (MWh·kg−1) |
| Qair | Flow rate (m3·h−1) |
| Qused | Heat sold via the heat network (kWh) |
| t | Time (s) |
| td | Drying time (s) |
| T | Air temperature (K) |
| Ugenerated | Electric power (kWh) generated |
| Uused | Electricity used by the coge. unit (kWh) |
| V | Volume of the biomass bed (m3) |
| x | Coordinate (m) |
| y | Studied function (Q, E, FG or td) |
| Greek Letters | |
| ϕ | Relative humidity of drying air |
| Air density (kg·m−3) | |
| Apparent density of the biomass bed (kg·m−3) | |
| Latent heat of vaporization (J·kg−1) | |
| θ | Biomass temperature (K) |
| Superscript | |
| and | Normalized values of Qair and T |
| bed | Bed |
| Subscript | |
| a | Air |
| b | Biomass |
| c | Critical |
| calc | Calculated |
| elec | Electric power |
| eq | Equilibrium |
| exp | Experimental |
| f | Final |
| heat | Heat |
| v | Water vapor |
| 0 | Initial |
| ∝ | Room |
References
- Chen, P.Y.; Chen, S.T.; Hsu, C.S.; Chen, C.C. Modeling global relationships among economic growth, energy consumption and CO2 emissions. Renew. Sustain. Energy Rev. 2016, 65, 420–431. [Google Scholar] [CrossRef]
- Ulrich, A. Development perspectives of the renewable energy sources—The example of Germany and other EU-countries. J. Qual. Environ. Stud. 2015, 2, 18–27. [Google Scholar]
- Gingerich, D.B.; Mauter, M.S. Quantity, Quality, and Availability of Waste Heat from United States Thermal Power Generation. Environ. Sci. Technol. 2015, 49, 8297–8306. [Google Scholar] [CrossRef]
- Brueckner, S.; Arbter, R.; Pehnt, M.; Laevemann, E. Industrial waste heat potential in Germany—A bottom-up analysis. Energy Effic. 2017, 10, 513–525. [Google Scholar] [CrossRef]
- Ivner, J.; Broberg-Viklund, S. Effect of the use of industrial excess heat in district heating on greenhouse gas emissions: A systems perspective. Resour. Convers. Recycl. 2015, 100, 81–88. [Google Scholar] [CrossRef]
- van de Bor, D.M.; Ferreira, C.A.I.; Kiss, A.A. Low grade waste energy recovery using heat pumps and power cycles. Energy 2015, 89, 864–873. [Google Scholar] [CrossRef]
- Yang, M.H.; Yeh, R.H.; Hung, T.C. Thermo-economic analysis of the transcritical organic Rankine cycle using R1234yf/R32 mixtures as the working fluids for lower-grade waste heat recovery. Energy 2017, 140, 818–836. [Google Scholar] [CrossRef]
- Miller, G.T.; Spoolman, S. Living in the Environment, 16th ed.; Brooks/Cole: Belmont, CA, USA, 2009. [Google Scholar]
- French Ministry of Environment and Energy. Available online: http://www.developpement-durable.gouv.fr/Les-tarifs-d-achat-de-l,12195.html. (accessed on 22 January 2016).
- Johnson, I.; Choate, W.T.; Davidson, A. Waste Heat Recovery. Technologies and Opportunities in U.S. Industry; Technical Reports; United States Department of Energy: Washington, DC, USA, 2008. [Google Scholar]
- German Advisory Council on Global Change. Future Bioenergy and Sustainable Land Use, Earthscan; London and Sterling: Berlin, Germany, 2010. [Google Scholar]
- Lund, H.; Werner, S.; Wiltshire, R.; Svendsen, S.; Thorsen, J.E.; Hvelplund, F.; Mathiesen, B.V. 4th generation district heating (4GDH): Integrating smart thermal grids into future sustainable energy systems. Energy 2014, 68, 1–11. [Google Scholar] [CrossRef]
- Kim, D.K.; Lee, J.S.; Kim, J.; Kim, M.S.; Kim, M.S. Parametric study and performance evaluation of an organic Rankine cycle (ORC) system using low-grade heat at temperatures below 80 °C. Appl. Energy 2017, 189, 55–65. [Google Scholar] [CrossRef]
- Tocci, L.; Pal, T.; Pesmazoglou, I.; Franchetti, B. Small Scale Organic Rankine Cycle (ORC): A Techno-Economic Review. Energies 2017, 10, 413. [Google Scholar] [CrossRef]
- Nadal, A.; Llorach-Massana, P.; Cuerva, E.; Lopez-Capel, E.; Montero, J.I.; Josa, A.; Rieradevall, J.; Royapoor, M. Building-integrated rooftop greenhouses: An energy and environmental assessment in the mediterranean context. Appl. Energy 2017, 187, 338–351. [Google Scholar] [CrossRef]
- Chen, H.; Qi, Z.; Chen, Q.; Wu, Y.; Xu, G.; Yang, Y. Modified high back-pressure heating system integrated with raw coal pre-drying in combined heat and power unit. Energies 2018, 11, 2487. [Google Scholar] [CrossRef]
- Baniassadi, A.; Momen, M.; Shirinbaksh, M.; Amidpour, M. Application of R-curve analysis in evaluating the effect of integrating renewable energies in cogeneration systems. Appl. Therm. Eng. 2016, 93, 297–307. [Google Scholar] [CrossRef]
- Oluleye, G.; Jobson, M.; Smith, R.; Perry, S.J. Evaluating the potential of process sites for waste heat recovery. Appl. Energy 2016, 161, 627–646. [Google Scholar] [CrossRef]
- Kapil, A.; Bulatov, L.; Smith, R.; Kim, J.K. Site-wide low-grade heat recovery with a new cogeneration method. Chem. Eng. Res. Des. 2012, 90, 677–685. [Google Scholar] [CrossRef]
- Oluleye, G.; Smith, R.; Jobson, M. Modelling and screening heat pumps options for the exploitation of low-grade waste heat in process sites. Appl. Energy 2016, 169, 267–286. [Google Scholar] [CrossRef]
- Bao, H.; Wang, Y.; Charalambous, C.; Lu, Z.; Wang, L.; Wang, R.; Roskilly, A.P. Chemisorption cooling and electric power cogeneration system driven low grade heat. Energy 2014, 72, 590–598. [Google Scholar] [CrossRef]
- Ebrahimi, K.; Jone, G.F.; Fleischer, A.S. A review of data center cooling technology, operating conditions and the corresponding low-grade waste heat recovery opportunities, renewable and sustainable. Energy Rev. 2014, 31, 622–638. [Google Scholar]
- Lundström, L.; Wallin, F. Heat demand profiles of energy conservation measures in buildings and their impact on a district heating system. Appl. Energy 2016, 161, 290–299. [Google Scholar]
- Xu, C.; Xu, G.; Yang, Y.; Zhao, S.; Zhang, K.; Zhang, D. An improved configuration of low-temperature pre-drying using waste heat integrated in an air-cooled lignite fired power plant. Appl. Therm. Eng. 2015, 90, 312–321. [Google Scholar] [CrossRef]
- Rada, E.C.; Ragazzi, M.; Villotti, S.; Torretta, V. Sewage sludge drying by energy recovery from OFMSW composting: Preliminary feasibility evaluation. Waste Manag. 2014, 34, 859–866. [Google Scholar] [CrossRef]
- Gungor, A.; Erbay, Z.; Hepbasli, A.; Gunerhan, H. Splitting the exergy destruction into avoidable and unavoidable parts of a gas engine pump (GEHP) for food drying processes based on experimental values. Energy Convers. Manag. 2013, 73, 309–316. [Google Scholar] [CrossRef]
- Li, H.; Chen, Q.; Zhang, X.; Finney, K.N.; Sharafi, V.N.; Swithenbank, J. Evaluation of a biomass drying process using waste heat from process industries: A case study. Appl. Therm. Eng. 2012, 35, 71–80. [Google Scholar] [CrossRef]
- Ragland, K.W.; Aerts, D.J.; Baker, A.J. Properties of wood for combustion analysis. Bioresour. Technol. 1991, 37, 161–168. [Google Scholar] [CrossRef]
- Carlsson, P.; Esping, B. Optimization of the wood drying process. Struct. Optim. 1997, 14, 232–241. [Google Scholar] [CrossRef]
- Hugget, A.; Sebastian, P.; Nadeau, J.P. Global optimization of a dryer by using neural networks and genetic algorithms. AIChE J. 1999, 24, 1227–1238. [Google Scholar] [CrossRef]
- Jeguirim, M.; Dutournié, P.; Zorpas, A.A.; Limousy, L. Olive Mill Wastewater: From a Pollutant to Green Fuels, Agricultural Water Source and Bio-Fertilizer—Part 1. The Drying Kinetics. Energies 2017, 10, 1423. [Google Scholar] [CrossRef]
- Martinello, M.A.; Muñoz, D.J.; Giner, S.A. Mathematical modelling of low temperature drying of maize: Comparison of numerical methods for solving the differential equations. Biosyst. Eng. 2013, 114, 187–194. [Google Scholar] [CrossRef]
- Sharp, J.R. A review of low temperature drying simulation models. J. Agric. Eng. Res. 1982, 27, 169–181. [Google Scholar] [CrossRef]
- Srivastava, V.K.; John, J. Deep bed grain drying modeling. Energy Convers. Manag. 2002, 43, 1689–1708. [Google Scholar] [CrossRef]
- Bird, R.B.; Stewart, W.E.; Ligthfoot, E.N. Transport Phenomena, 2nd ed.; J. Wiley & sons: New York, NY, USA, 2007. [Google Scholar]
- Phanphanich, M.; Mani, S. Drying characteristics of pine forest residues. BioResources 2009, 5, 108–121. [Google Scholar]
- Spencer, H.B. A mathematical simulation of grain drying. J. Agric. Eng. Res. 1969, 14, 226–235. [Google Scholar] [CrossRef]
- Zuritz, C.; Sigh, R.P.; Moini, S.M.; Henderson, S.M. Desorption isotherms of rough rice from 10 °C to 40 °C. Trans. Asae 1979, 433–440. [Google Scholar] [CrossRef]
- Avramidis, S.T. Evaluation of “three-variable” models for the prediction of equilibrium moisture content in wood. Wood Sci. Technol. 1989, 23, 251–257. [Google Scholar] [CrossRef]
- Cox, D.R.; Reid, N. The Theory of the Design of Experiments; Chapman & Hall, CRC Press: Boca Raton, FL, USA, 2000. [Google Scholar]
- Dutournié, P.; Salagnac, P.; Glouannec, P. Optimisation of radiant-convective drying of a porous medium by design of experiments methodology. Dry. Technol. 2006, 24, 953–962. [Google Scholar] [CrossRef]
- Koc, B.; Yilmazer, M.S.; Balkir, P.; Ertekin, F.K. Spray Drying of Yogurt: Optimization of Process Conditions for Improving Viability and Other Quality Attributes. Dry. Technol. 2010, 28, 495–507. [Google Scholar] [CrossRef]
- Mäkelä, L.; Geladi, P. Response surface optimization of a novel pilot dryer for processing mixed forest industry biosludge. Int. J. Energy Res. 2015, 39, 1636–1648. [Google Scholar] [CrossRef]
- Nekkanti, V.; Muniyappar, T.; Karatgi, P.; Srittari, M.; Marella, S.; Pillai, R. Spray-Drying process optimization for manufacture of drug-cyclodextrin complex powder using design of experiments. Drug Dev. Ind. Pharm. 2009, 35, 1219–1229. [Google Scholar] [CrossRef]
- Salagnac, P.; Dutournié, P.; Glouannec, P. Optimal operating conditions of microwave-convective drying of a porous medium. Ind. Eng. Chem. Res. 2008, 47, 133–141. [Google Scholar] [CrossRef]
- Sepulveda, F.S.; Arranz, J.I.; Miranda, M.T.; Montero, I.; Rojas, C.V. Drying and pelletizing analysis of waste from cork granulated industry. Energies 2018, 11, 109. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Test | mb | M0 | Tair | Qair | Td | Q | 103E | FG |
|---|---|---|---|---|---|---|---|---|
| Kg (db) | kg·kg−1 (db) | (°C) | (m3·h−1) | (h) | MWh·kg−1 | |||
| 1 | 4.08 | 0.65 | 40.8 | 137.9 | 2.25 | 1.00 | 2.90 | 1.16 |
| 2 | 4.50 | 0.58 | 55.8 | 119.2 | 1.31 | 1.09 | 2.78 | 1.28 |
| 3 | 4.35 | 0.51 | 54.0 | 173.4 | 1.47 | 1.99 | 1.59 | 1.26 |
| 4 | 4.03 | 0.60 | 63.8 | 133.5 | 1.46 | 1.73 | 1.73 | 1.37 |
| 5 | 4.27 | 0.58 | 31.5 | 175.9 | 4.89 | 1.76 | 1.72 | 1.11 |
| 6 | 4.86 | 0.51 | 77.3 | 168.6 | 1.35 | 2.90 | 1.09 | 1.74 |
| 7 | 4.47 | 0.52 | 40.9 | 195.6 | 1.59 | 1.66 | 1.89 | 1.16 |
| 8 | 5.48 | 0.39 | 65.1 | 195.2 | 1.01 | 2.76 | 1.25 | 1.39 |
| 9 | 5.08 | 0.40 | 55.0 | 221.8 | 1.39 | 3.39 | 1.01 | 1.27 |
| 10 | 4.30 | 0.58 | 44.2 | 130.2 | 2.67 | 1.72 | 1.77 | 1.26 |
| Functions | r2 | S | EABS | RE | MPSD |
|---|---|---|---|---|---|
| td | 0.932 | 0.497 | 0.233 | 0.121 | 0.237 |
| Q | 0.942 | 0.290 | 0.158 | 0.088 | 0.153 |
| E | 0.919 | 0.281 | 0.155 | 0.086 | 0.158 |
| FG | 0.982 | 0.037 | 0.020 | 0.017 | 0.028 |
| Test | mb | M0 | Tair | Qair | k |
|---|---|---|---|---|---|
| kg (db) | kg·kg−1 (db) | (°C) | (m3·h−1) | (10−4·s−1) | |
| 1 | 4.08 | 0.65 | 40.8 | 137.9 | 1.76 |
| 2 | 4.50 | 0.58 | 55.8 | 119.2 | 1.98 |
| 3 | 4.35 | 0.51 | 54.0 | 173.4 | 1.77 |
| 4 | 4.03 | 0.60 | 63.8 | 133.5 | 1.85 |
| 5 | 4.27 | 0.58 | 31.5 | 175.9 | 0.77 |
| 6 | 4.86 | 0.51 | 77.3 | 168.6 | 2.17 |
| 7 | 4.47 | 0.52 | 40.9 | 195.6 | 1.72 |
| 8 | 5.48 | 0.39 | 65.1 | 195.2 | 2.65 |
| 9 | 5.08 | 0.40 | 55.0 | 221.8 | 1.97 |
| 10 | 4.30 | 0.58 | 44.2 | 130.2 | 1.20 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Dahou, T.; Dutournié, P.; Limousy, L.; Bennici, S.; Perea, N. Recovery of Low-Grade Heat (Heat Waste) from a Cogeneration Unit for Woodchips Drying: Energy and Economic Analyses. Energies 2019, 12, 501. https://doi.org/10.3390/en12030501
Dahou T, Dutournié P, Limousy L, Bennici S, Perea N. Recovery of Low-Grade Heat (Heat Waste) from a Cogeneration Unit for Woodchips Drying: Energy and Economic Analyses. Energies. 2019; 12(3):501. https://doi.org/10.3390/en12030501
Chicago/Turabian StyleDahou, Tilia, Patrick Dutournié, Lionel Limousy, Simona Bennici, and Nicolas Perea. 2019. "Recovery of Low-Grade Heat (Heat Waste) from a Cogeneration Unit for Woodchips Drying: Energy and Economic Analyses" Energies 12, no. 3: 501. https://doi.org/10.3390/en12030501
APA StyleDahou, T., Dutournié, P., Limousy, L., Bennici, S., & Perea, N. (2019). Recovery of Low-Grade Heat (Heat Waste) from a Cogeneration Unit for Woodchips Drying: Energy and Economic Analyses. Energies, 12(3), 501. https://doi.org/10.3390/en12030501