1. Introduction
Sustainability and environmental issues regarding energy are becoming of more and more concern in this present age, and proper policies can determine the future low-carbon profile of the global system [
1,
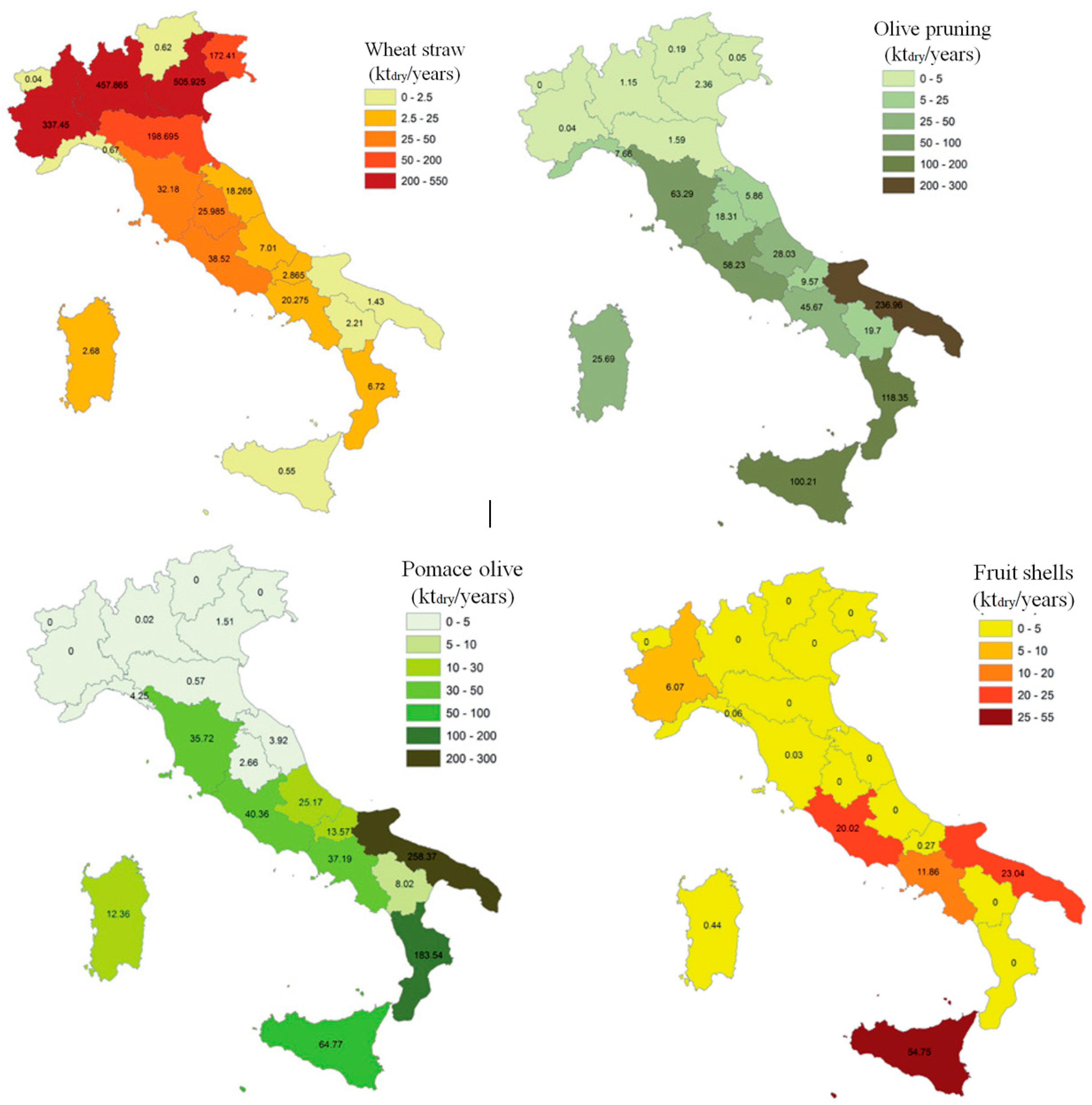
2]. In Europe, every year, a large quantity of biomass waste is produced. This biomass is mostly vegetable waste from the agri-food chain (pruning of vines, olives, fruit trees, shells, etc.) and from wood [
3,
4].
The reuse of biomass waste is essential for a circular economy and sustainability [
5,
6]; in fact, biomass is considered one of the most important renewable energy sources as it can increase global energy sustainability and reduce greenhouse gas emissions [
7,
8].
There are many technologies by which to convert biomass into energy [
9,
10,
11]. The two most important methods of conversion are conversion to power and to biofuel [
12]. For the former, one of the most feasible and productive ways is thermochemical conversion [
13]. Among the thermochemical processes, gasification is one of the most effective and studied methods to produce energy and fuels from biomass due to its capacity to handle different biomass feedstock [
13,
14,
15,
16]. Gasification, through the partial oxidation of the biomass at high temperature in the range of 800–1000 °C [
17,
18], with air, oxygen, and/or steam as a gasifying agent, allows for the production of a final product called syngas [
19]. The application of biomass gasification to power generation has shown many important environmental benefits [
20]. Syngas is mainly made up of CO, H
2, and CH
4; the remaining part consists of the non-combustible gases N
2 and CO
2 [
21,
22]. Obviously, depending on the quality of the biomass, particle size, gasifier type, operating conditions, and gasification agents, there are different compositions of the resulting syngas [
23,
24]. High-quality syngas is often characterized by low N
2 content, high H
2 content, low tar levels [
25], and a high heating value [
26].
Many studies have focused on the use of syngas produced from biomass gasification as an alternative fuel in engines in order to substitute fossil fuels with clean energy [
27,
28] and on the response of rapid compression machines to the composition of different fuels [
29,
30]. A gasification process combined with the cogeneration of heat and power has been considered more and more important, especially as a consequence of the growing interest toward small sizes plant [
31]. In recent years, a considerable number of syngas-powered engines [
32,
33] have been developed, but the majority of them are based on a spark-ignition (SI) combustion system and studies have demonstrated that this engine is not suitable for this kind of fuel because the fluctuation of the syngas components makes it difficult to achieve stable combustion [
21,
34,
35]. Therefore, the best approach seems to be the high pressure ratio [
27,
36].
Roy et al. [
37] studied the effect of hydrogen content in syngas produced from biomass on the performance of a fuel engine and demonstrated that the engine power with a high H
2 content was greater than that obtained with low H
2. Akansu et al. [
25] experimentally investigated the combustion and emissions characteristics of internal combustion engines fueled by natural gas/hydrogen blends and concluded that NO
x emissions generally increased with increased hydrogen content. Pilatau et al. [
23] studied the ICE behavior with syngas from different biomass sources in a system where the exhausted ICE gases fed the gasifier and provided a method for selecting the type of main fuel used for the engine based on the chemical composition of the syngas and taking into account the engine operating parameters.
The first aim of this paper was to investigate the most available biomass waste on Italian soil in order to choose those with the best features to be gasified. Next, we proposed a simulation plant using Aspen Plus software that considered both the gasification system and the ICE. The type of gasifier analyzed was a bubbling fluidized bed gasifier, which has a lot of benefits for biomass conversion due to the good heat and mass transfer between the gas and solid phase, the high fuel flexibility and uniformity, and the easier to control temperature [
38]. The gasification model was based on the restricted chemical equilibrium. The ICE was simulated with a gas turbine [
39,
40], fixing the pressure drop corresponding to the chosen engine. Gasification is very sensitive to some operation parameters often considered in the performance analysis such as the steam to biomass ratio, air equivalent ratio, or stoichiometric ratio [
41,
42]. The sensitivity analysis conducted in the simulation varied the gasification temperature, the air equivalent ratio (ER), and the steam to biomass ratio (S/B), thus allowing us to determine the best syngas composition to feed the ICE. Then, the ICE behavior was investigated through the electrical efficiency and the cogeneration efficiency.
4. Results and Discussion
In this simulation, we considered 1 MWth as the input size and the HHV of each of the four biomass wastes analyzed and the feed was fixed in this way: for the hazelnut shells, the input flow settled at the constant flow rate of 180 kg/h; for the olive pruning, the input flow settled at the constant flow rate of 170 kg/h; for the olive pomace, the input flow settled at the constant flow rate of 153 kg/h; and for wheat straw, it was settled at the constant flow rate of 179 kg/h.
In the first configuration with air, the gasification agent considered was at the constant flow rate of 159 kg/h at 25 °C and 1 bar.
Focusing on the syngas composition out of the gasifier, a sensitivity study was carried out by varying:
The gasifier operating temperature to verify the influence of gasification temperature on the syngas composition, from 785 to 870 °C, in case of air as oxidant agent;
The ER, to analyze the system reaction changing the input flow of air by varying the equivalent ratio from 0.2 to 0.6, but keeping the gasification temperature constant at 800 °C in order to evaluate the decrease in the energy needed for the gasification reaction (thermal energy that has to be added);
The gasifier operating temperature and ER simultaneously to evaluate the LHV of the syngas and the cold gas efficiency
, which represents the fraction of energy in the biomass feed that can be acquired as energy from the use of the produced syngas. The cold gas efficiency was calculating using the following equation:
where
and
are the mass of the produced syngas and the original biomass, respectively;
and
are the LHV of the produced syngas and the original biomass, respectively.
The steam to biomass (S/B) ratio, in the configuration of
Figure 3, to study the possible improvements of the plant efficiency when more steam was delivered to the gasifier.
4.1. Syngas Composition
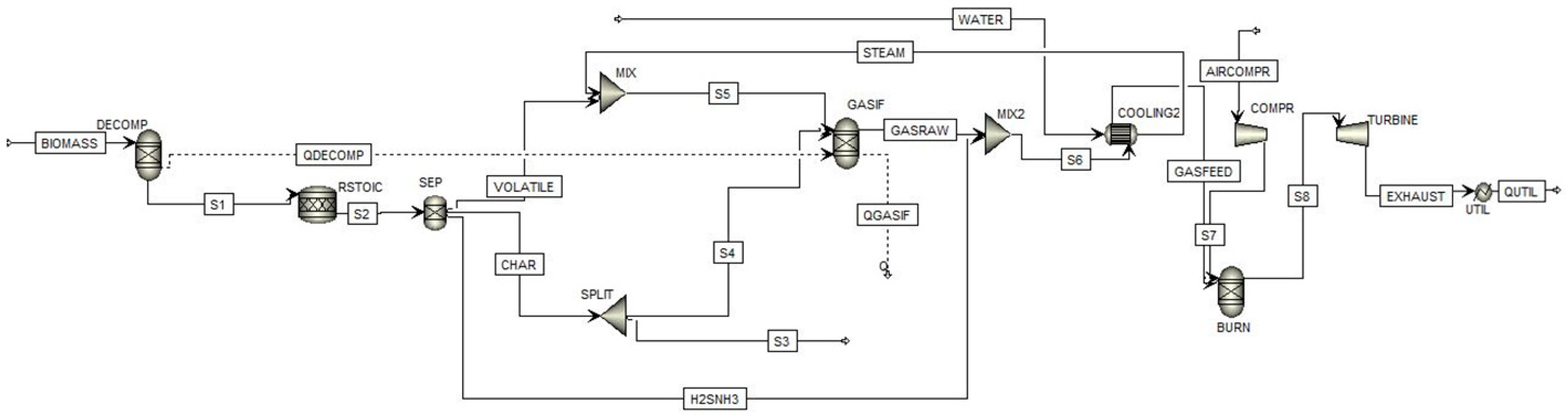
At the gasification temperature of 800 °C and with the input flow rate declared above, with air as the gasifying agent, the simulation was conducted in Aspen Plus, as shown in
Figure 2. The compositions of the product syngas for each biomass waste analyzed are shown in
Table 8.
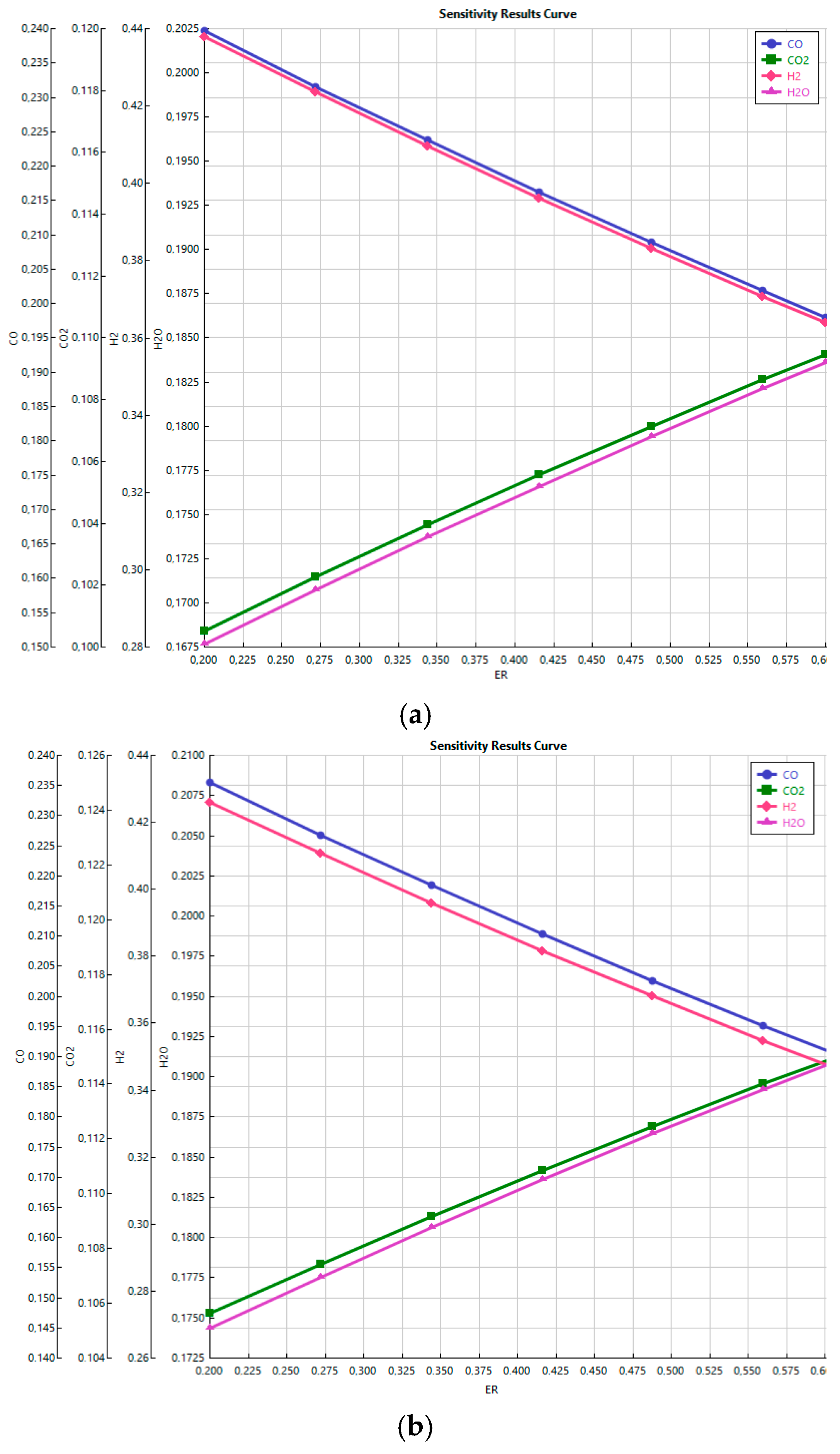
4.2. Effect of Gasification Temperature
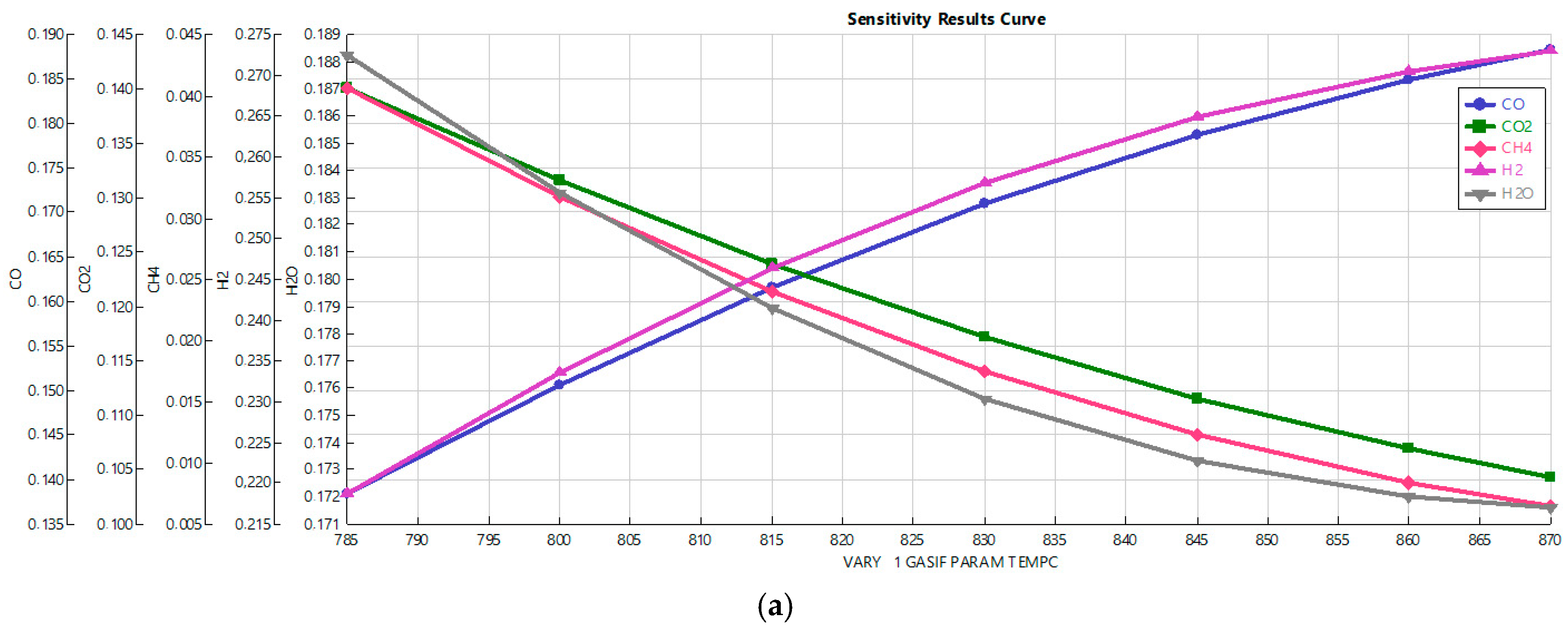
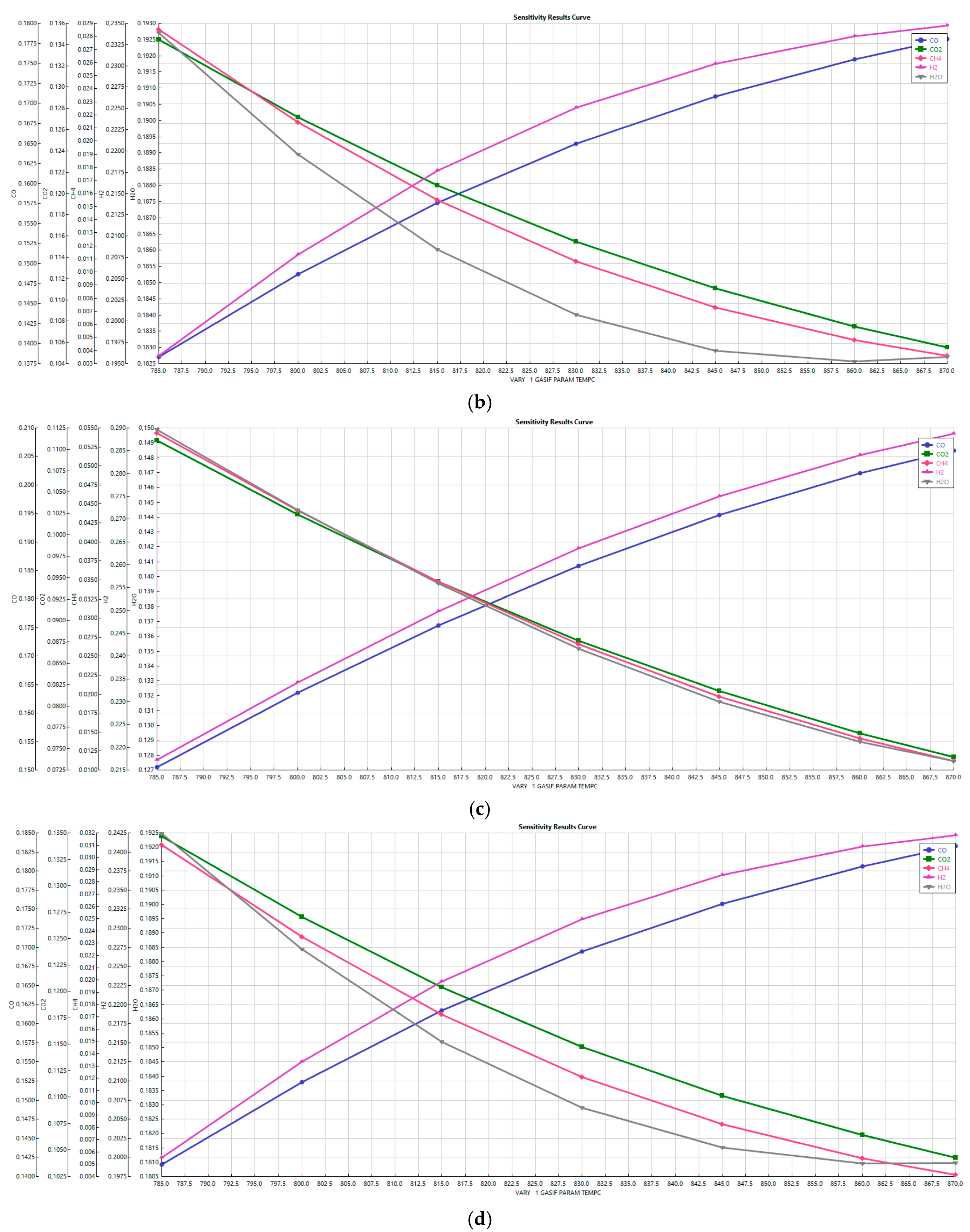
The syngas composition, in the stream GASRAW as defined in
Figure 2, was obtained by varying the gasification temperature between 785 and 870 °C. The sensitivity analysis conducted for the hazelnut shells is shown in
Figure 4a, for the olive pruning in
Figure 4b, for olive pomace in
Figure 4c, and for wheat in
Figure 4d.
From
Figure 4a–d, it can be observed that the concentrations of CO and H
2O increased with an increase in temperature, instead the concentrations of CO
2 and CH
4 decrease with increasing in temperature. Similar trends were reported in [
55]. The endothermic reactions (3) and (6) reported in
Table 4 favor their forward reaction with increasing gasification temperature and will result in an increase of the concentration of CO and H
2 and a decrease of CO
2 and CH
4. However, the decrease of CH
4 is mostly determined by the effect of steam methane reforming, which is prevalent at high temperature.
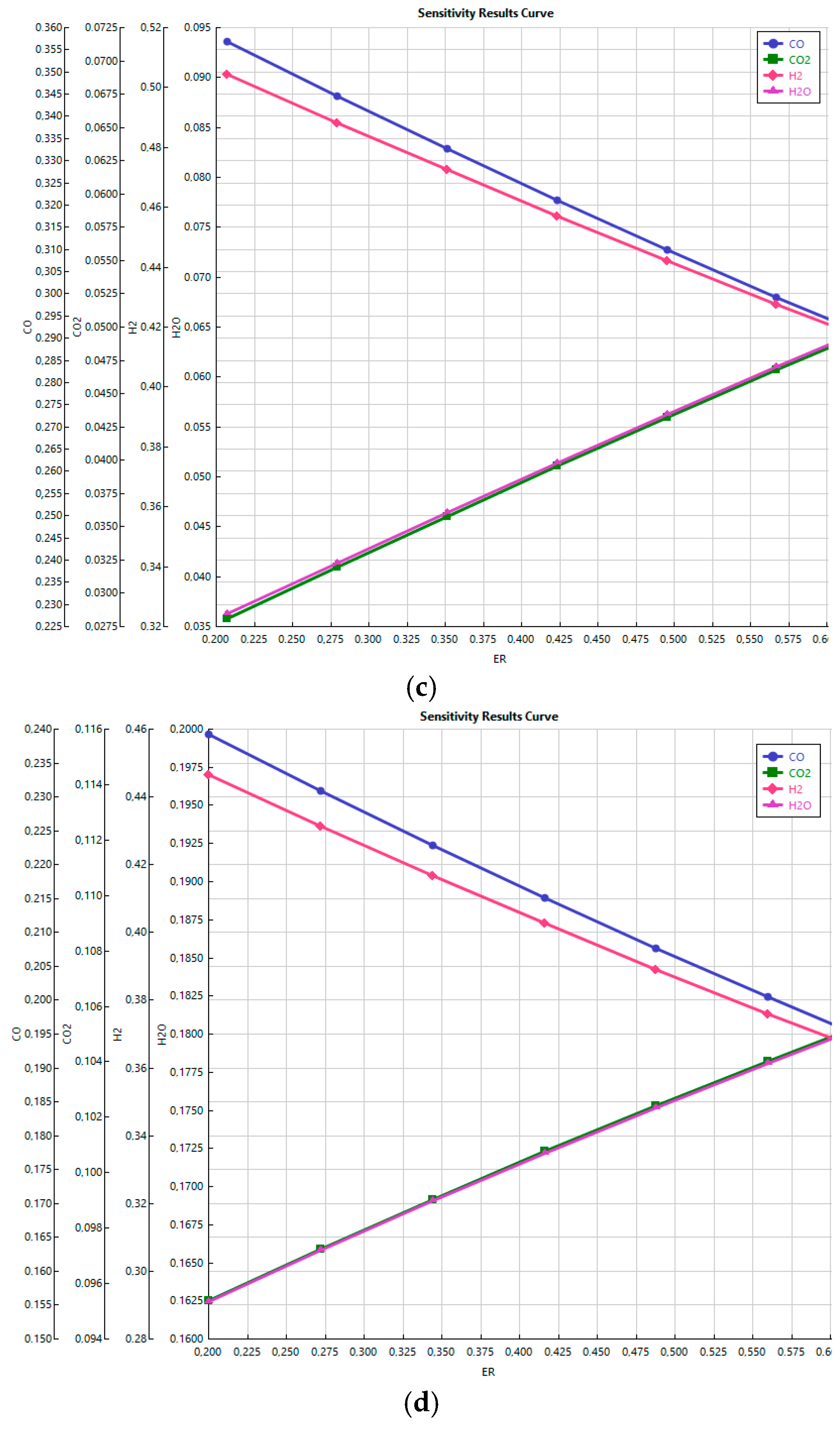
4.3. Effect of ER
The effect of ER on syngas composition was investigated.
Figure 5a–d show the trend of syngas composition by varying ER from 0.2 to 0.6 and maintaining the gasification temperature at 800 °C.
The trend obtained showed good agreement with the results in the literature. With the increase in ER, the yields of CO
2 and H
2O increased, and the yields of H
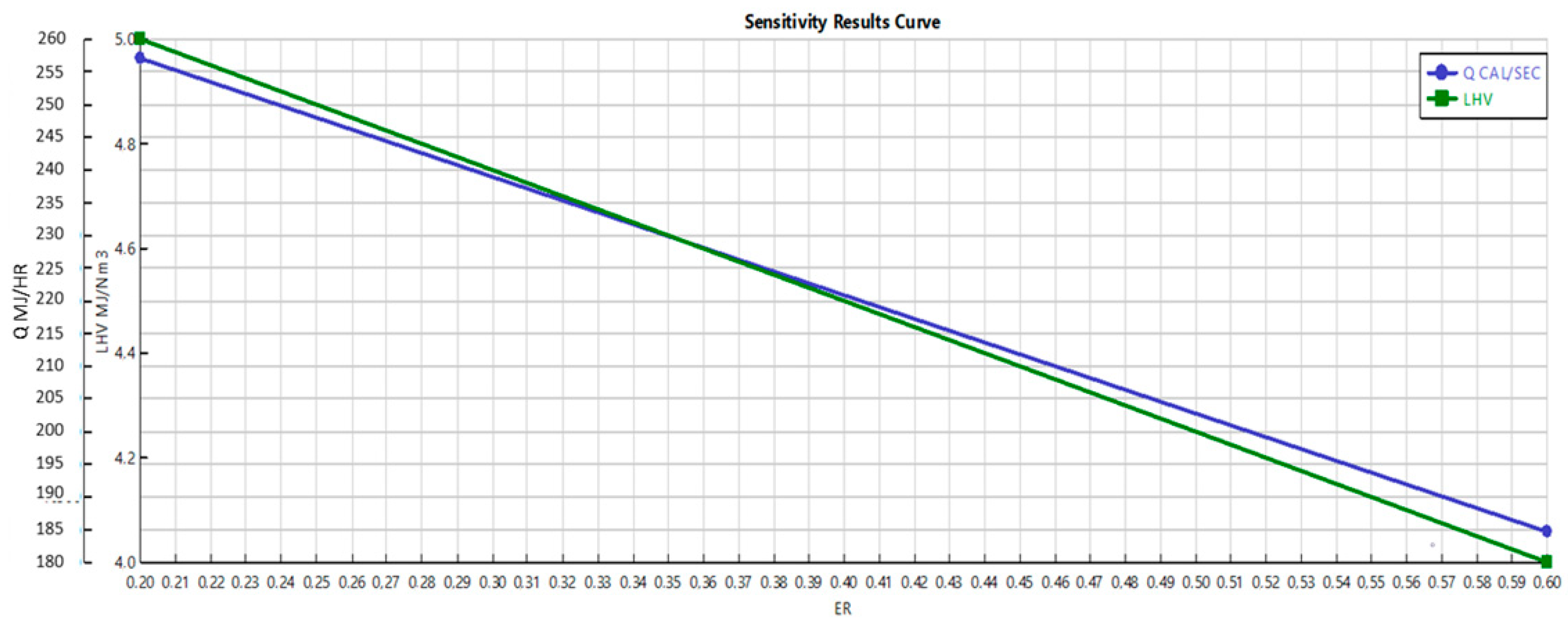
2 and CO decreased. In order to evaluate the thermodynamic balance into the gasifier,
Figure 6 shows the gasifier heat required and the LHV of the syngas produced (stream GASRAW), using olive pruning as an example because the others showed a similar trend. The heat required and LHV decreased as the ER increased, as foreseen from the previous figures and from the increase in the oxidant. The LHV varied between 5 and 4 MJ/Nm
3, while the heat demand Q varied between 257 and 185 MJ/h. In the example of olive pruning, given the similar results for the other biomass wastes, the gas yield was 1.7 Nm
3/kg and the biomass inlet was 170 kg/h, so the variation of 1 MJ/Nm
3 of the LHV corresponded to a variation of 100 MJ/h while the Q variation was 72 MJ/h. As the LHV decreased faster than Q with the increase of the ER and a loss of LHV accounted for more than a decrease of heat demand, the optimum value was lowest at ER = 0.2, when considering the overall energy balance. Indeed, at ER = 0.2, the corresponding values of Q and LHV were the highest (260 MJ/h and 5 MJ/Nm
3, respectively), and with an increase in the ER, there was a decrease in efficiency given that the lower LHV was not compensated for by the decrease in the heat demand.
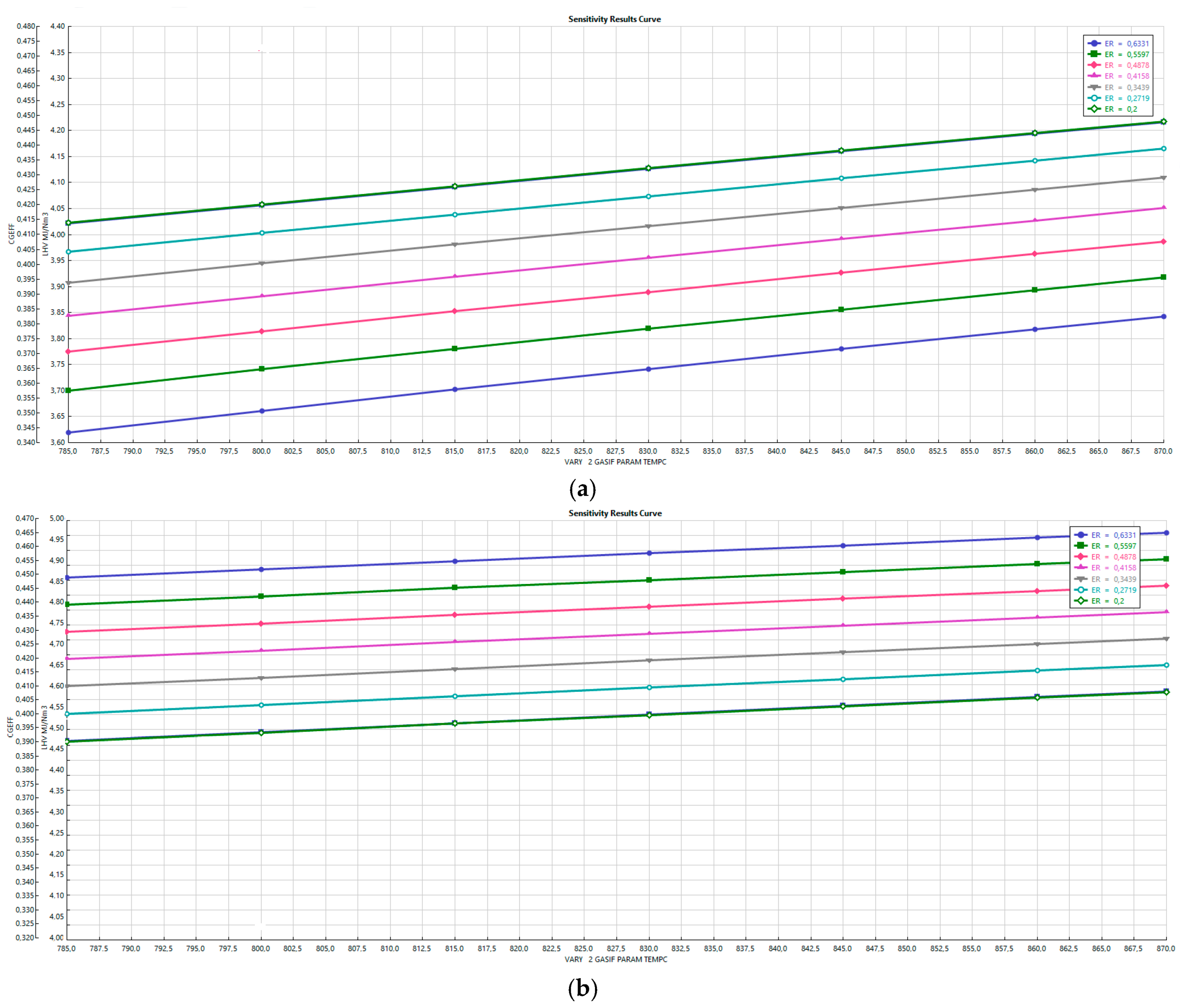
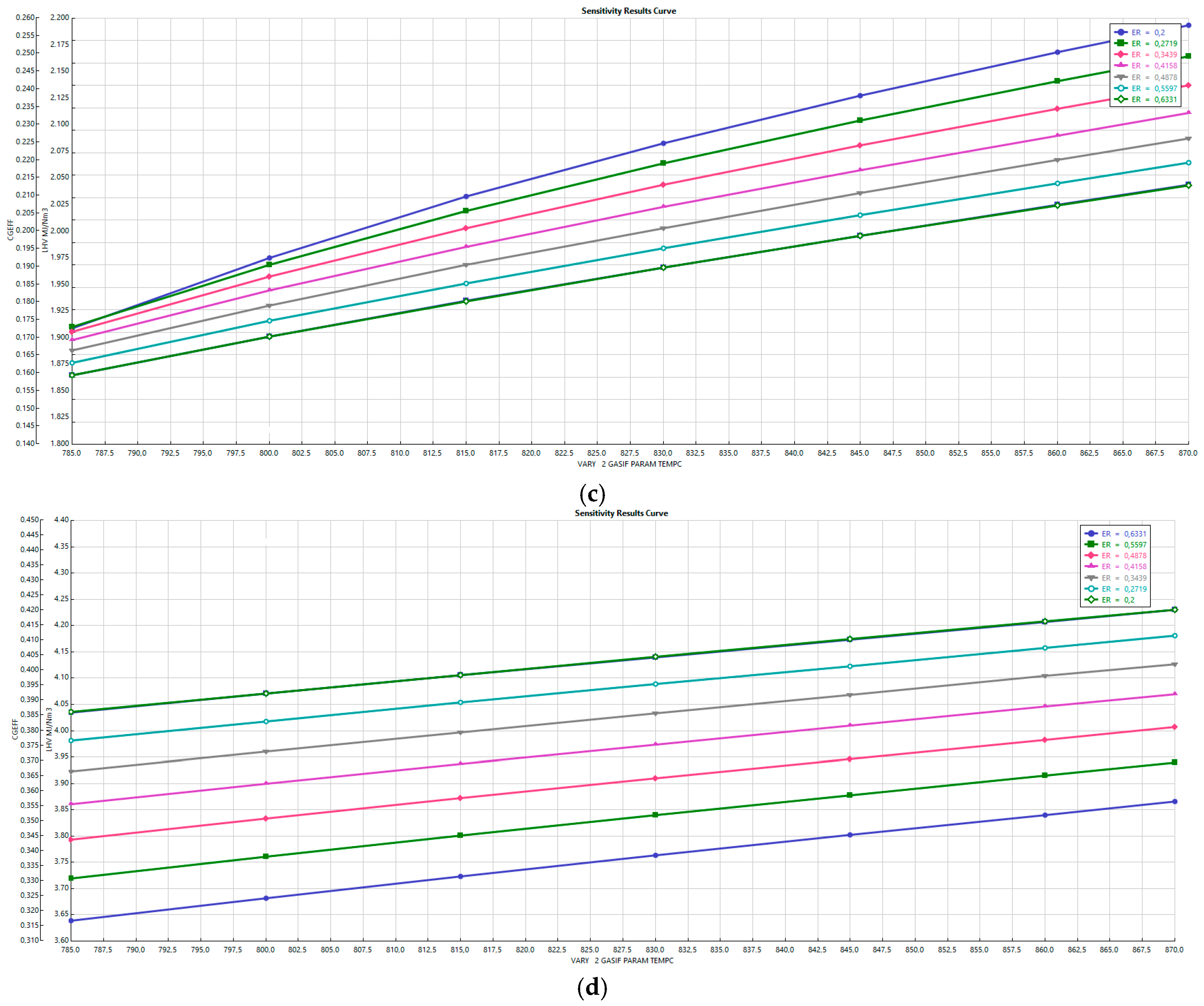
4.4. Cold Gas Efficiency and LHV vs. Gasification Temperature and ER
In
Figure 7a–d, it can be seen that the value of the cold gas efficiency, named CGEFF, and the LHV (MJ/Nm
3) on the y-axis, was obtained by varying the gasifier temperature corresponding to the parametric curves representing the ER.
As shown in
Figure 7a–d, the cold gas efficiency and the LHV decreased as the ER increased; according to
Figure 6, they showed increasing behavior as the temperature rose, so higher values of ER are not useful because the lower value of LHV means that lower heat can be generated through gas combustion, which leads to lower net power from the turbines. The best combination of LHV and cold gas efficiency for each biomass waste was:
- -
Hazelnut shells, = 42% and LHV = 4 MJ/Nm3 at 870 °C and ER = 0.2;
- -
Olive pruning, = 46.4% and LHV = 5 MJ/Nm3 at 870 °C and ER = 0.2;
- -
Olive pomace, = 26% and LHV = 2.2 MJ/Nm3 at 870 °C and ER = 0.2;
- -
Wheat straw, = 41% and LHV = 4 MJ/Nm3 at 870 °C and ER = 0.2.
However, the necessary ER calculated for the total combustion considered an excess of air of 10%, which was equal to 0.27. Therefore, the best values of LHV and cold gas efficiency obtained by moving the parametric line representing ER = 0.27 in
Figure 7a–d are:
- -
Hazelnut shells, = 43.5% and LHV = 4.15 MJ/Nm3 at 870 °C and ER = 0.27;
- -
Olive pruning, = 45.5% and LHV = 4.9 MJ/Nm3 at 870 °C and ER = 0.27;
- -
Olive pomace, = 24.5% and LHV = 2.16 MJ/Nm3 at 870 °C and ER = 0.27;
- -
Wheat straw, = 41% and LHV = 4.16 MJ/Nm3 at 870 °C and ER = 0.27.
4.5. Effect of Steam to Biomass (S/B) Ratio
Considering the configuration shown in
Figure 3 where the oxidant was only steam, a sensitivity analysis was carried out by varying the S/B parameter between 0.2 to 1.35. The S/B ratio is important to identify the quantitative effects of the addition of steam on the performance of the gasifier.
Figure 8a–d show the effect of the S/B ratio on the syngas composition at a gasification temperature of 800 °C for the biomass wastes analyzed.
It was observed that the concentration of H
2 increased with the increasing S/B ratio until it reached a maximum; then the concentration decreased. The hydrogen peak was almost at the beginning, which was due to the absence of air and the use of a variable external source of heat. In particular,
Figure 8 shows that there was a lower regime of steam to biomass in order to reduce the heat demand, which, as shown in
Figure 8, increased with the increase of S/B.
In order to evaluate the thermodynamic balance into the gasifier,
Figure 9 shows the gasifier heat required and the LHV of the syngas produced (stream GASRAW). This has been shown only for the example of hazelnut shells as the other sources showed a similar trend. The heat required Q and LHV increased as the S/B increased, as foreseen from the previous figures and from the increase in the oxidant. The LHV varied between 6.5 and 9 MJ/Nm
3 while the heat demand Q varied between 550 and 1550 MJ/h. In the case of the hazelnut shells, which was similar to that of the other waste sources, the gas yield was 1.56 Nm
3/kg and the biomass inlet was 180 kg/h, so the variation of 1 MJ/Nm
3 of the LHV corresponded to a variation of 350 MJ/h. Moreover, as shown in
Figure 9, the curve representing the LHV had a higher slope and was always stronger with respect to the heat demand Q. For this reason, the optimum had the lowest value of S/B after the intersection point of the two curves. Considering the overall energy balance, a good value of S/B could be 0.2. However, as S/B increased, the LHV also increased. Therefore, each time, a careful evaluation is needed in order to determine the aim of the research. If, for example, the goal was to improve the H
2 production or the increment of the LHV value, great heat required for the gasifier could be accepted.
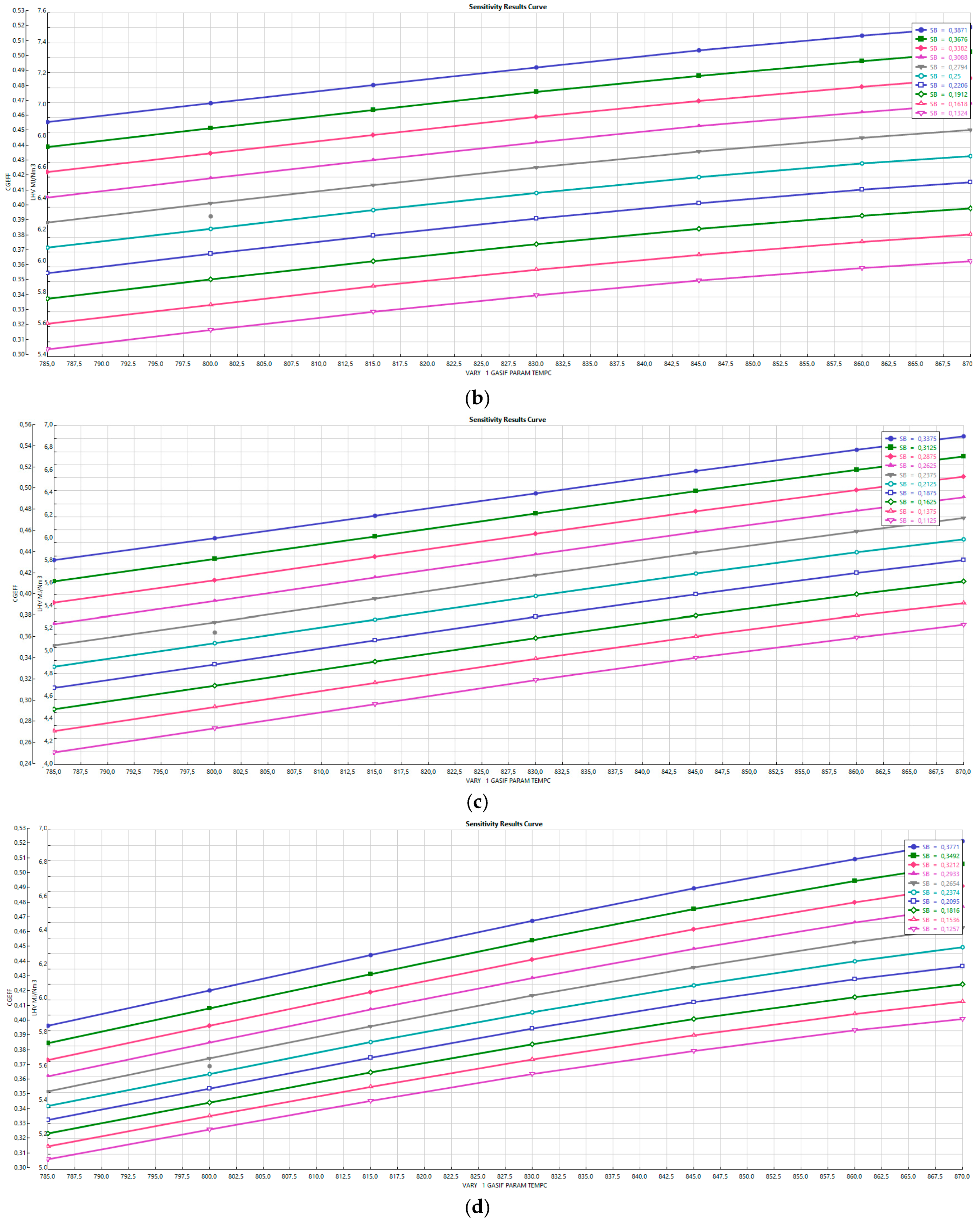
4.6. Cold Gas Efficiency and LHV vs. Gasifier Temperature and S/B
Referring to the configuration shown in
Figure 3 where the gasifying agent is steam, the values of the cold gas efficiency and the LHV obtained by varying the gasifier temperature corresponding to the parametric curves representing the S/B are shown in
Figure 10a–d.
Considering that the simulation was conducted assuming that S/B = 0.33 and that the increase of S/B means an increase of the heat required, we chose to stay with a low value of steam to biomass.
Figure 10a–d show a decrease in the cold gas efficiency and the LHV with the increase in temperature and decrease of the S/B ratio. A comparison between
Figure 10a–d shows that the cold gas efficiency was higher for hazelnut shells than for the othr biomass wastes and its maximum value was 58% at 870 °C with a S/B = 0.33. The highest value of LHV and cold gas efficiency for each biomass waste type was:
- -
Hazelnut shells, = 58% and LHV = 6.9 MJ/Nm3 at 785 °C and S/B = 0.33;
- -
Olive pruning, = 55% and LHV = 6.9 MJ/Nm3 at 785 °C and S/B = 0.33
- -
Olive pomace, = 54% and LHV = 6.7 MJ/Nm3 at 785 °C and S/B = 0.33;
- -
Wheat straw, = 51% and LHV = 6.8 MJ/Nm3 at 785 °C and S/B = 0.33.
4.7. Internal Combustion Engine Performance
As a result of the consideration explained in
Section 4.4 and
Section 4.6 by taking into account the highest value of LHV and cold gas efficiency, we chose to analyze the ICE behavior using the example of olive pruning for the configuration of air gasification and the example of hazelnut shells for the configuration of steam gasification. For the two cases under observation, the following
Table 9 quotes the electrical efficiency and the cogeneration efficiency, by bringing the exhaust fumes at the utilization temperature of 80 °C and a pressure drop in the turbine of 10 kPa.
The cogeneration efficiency is defined as follows:
where
NTURB is the effective electrical power of the turbine,
QEXCH is the heat of the exchangers,
QEX is the heat produced to bring the exhausted fumes to 80 °C,
LHVBIOM is the lower heat value of the biomass,
MBIOM is the mass of the biomass and
QINPUT is the heat associate to the Gibbs reactor.
The electrical efficiency is defined as:




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}