Experimental Study of Particle Deposition on Surface at Different Mainstream Velocity and Temperature


Abstract
:1. Introduction
2. Experimental Facilities and Procedures
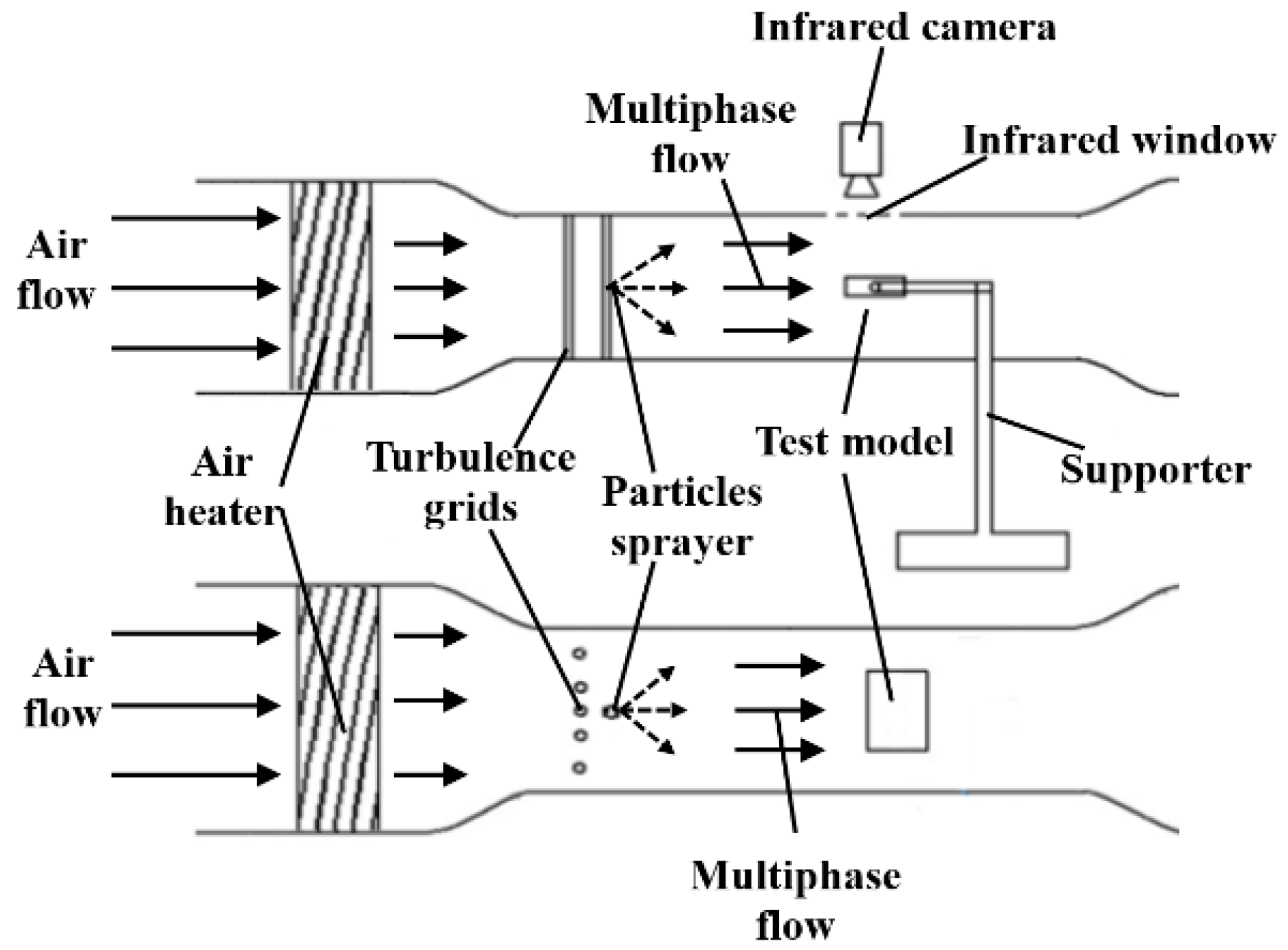
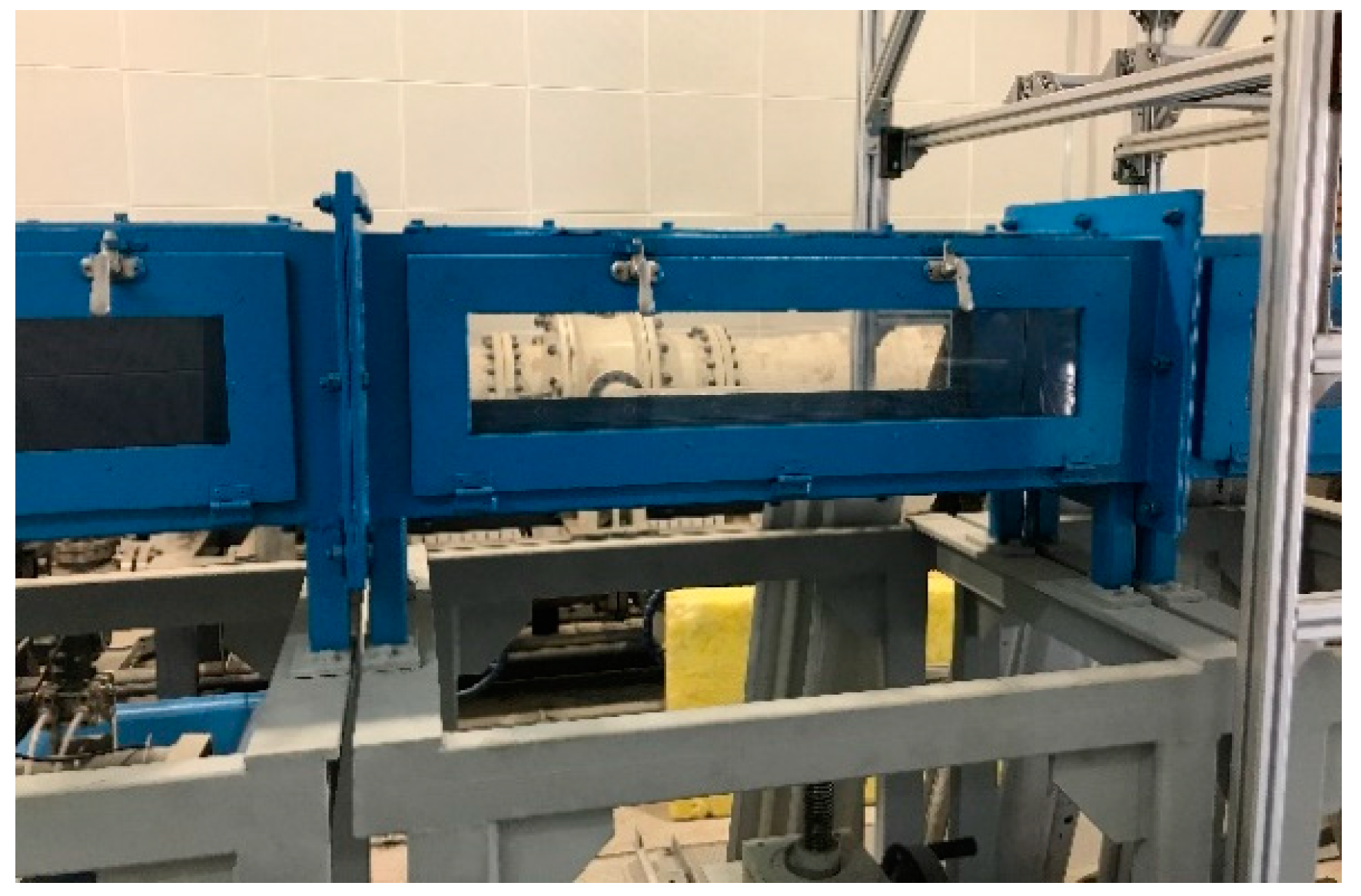
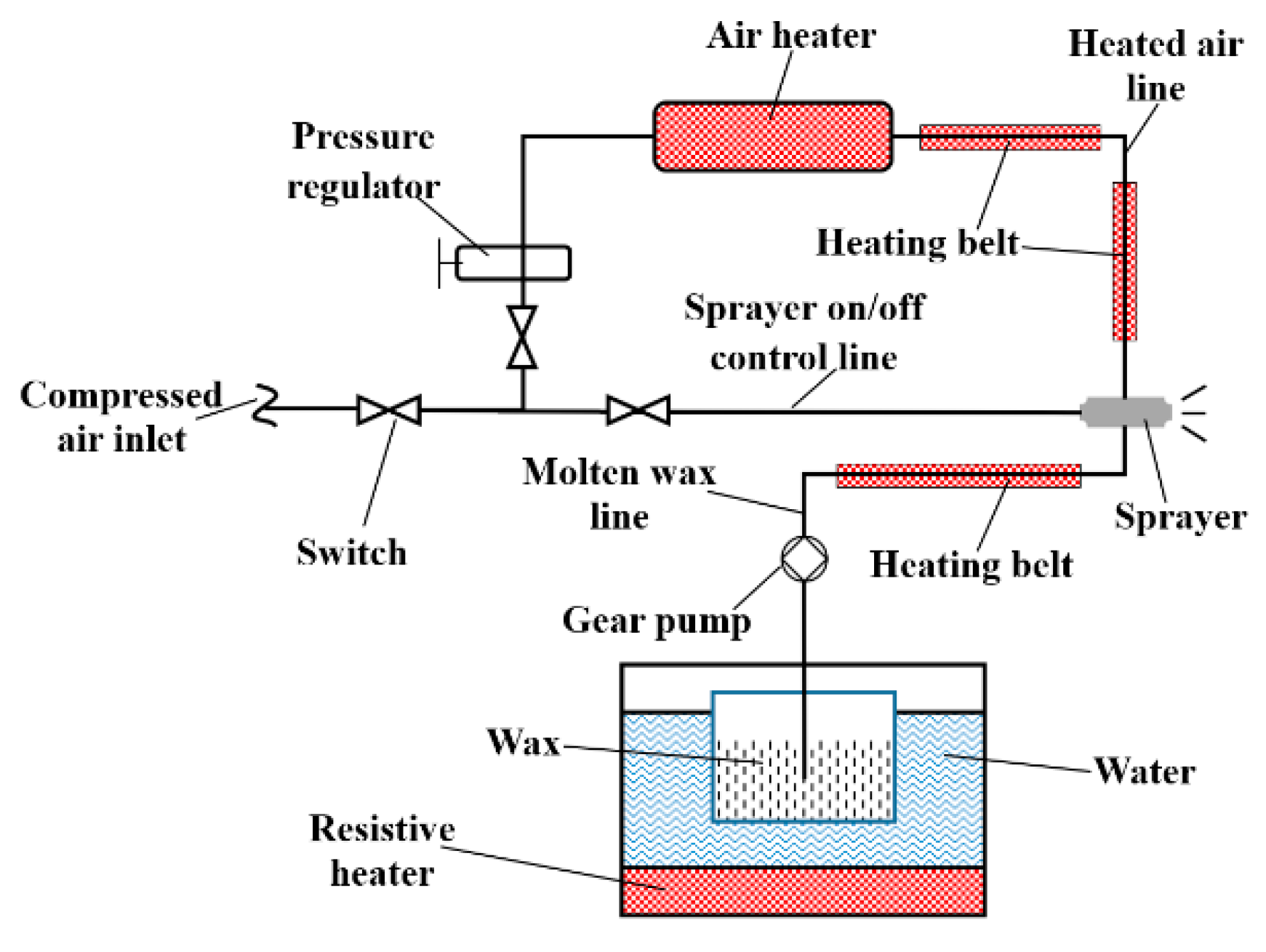
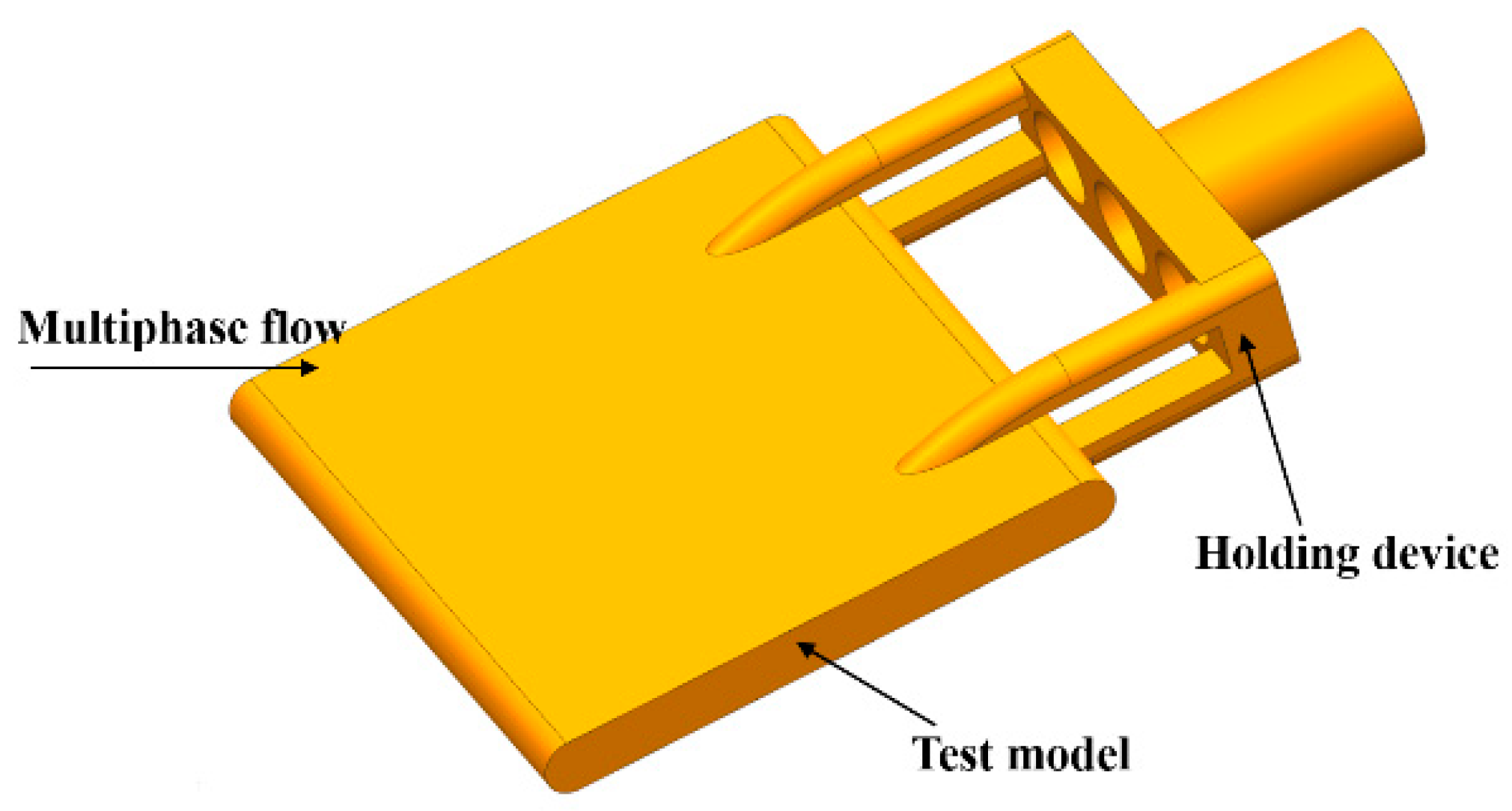
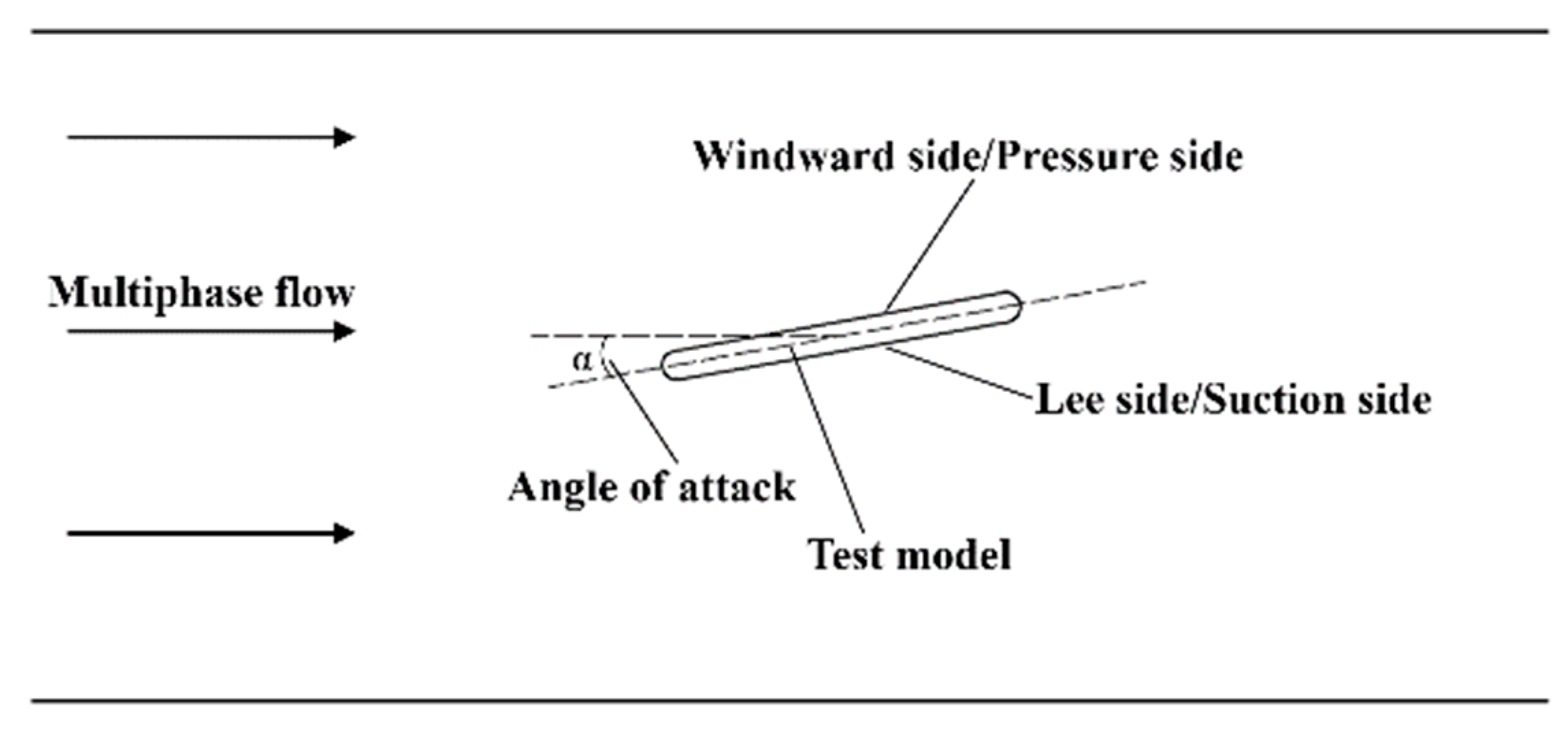
2.1. Experimental Facilities and Model
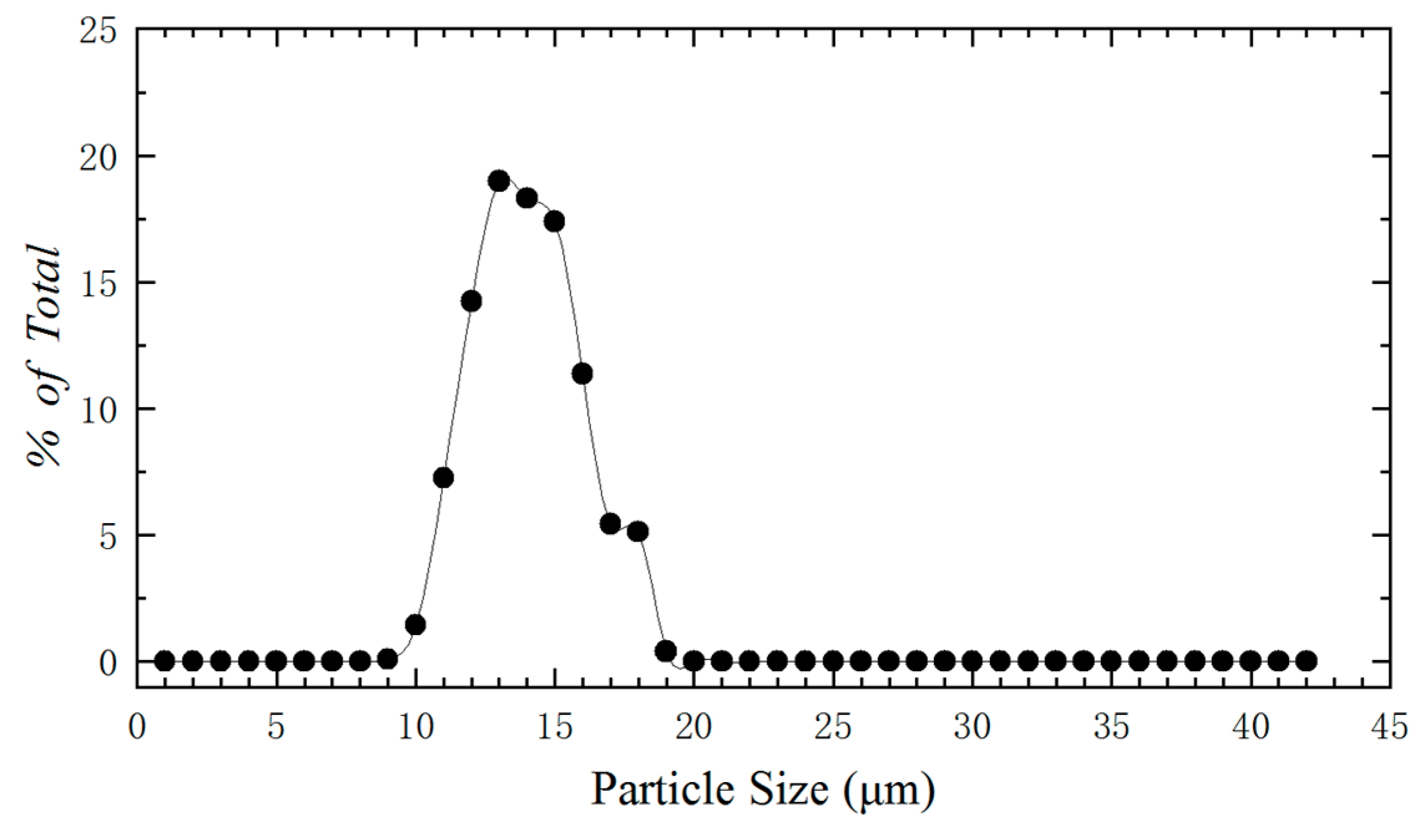
2.2. Experimental Parameters
2.3. Experimental Procedures
2.4. Uncertainty Analysis
3. Results and Discussion
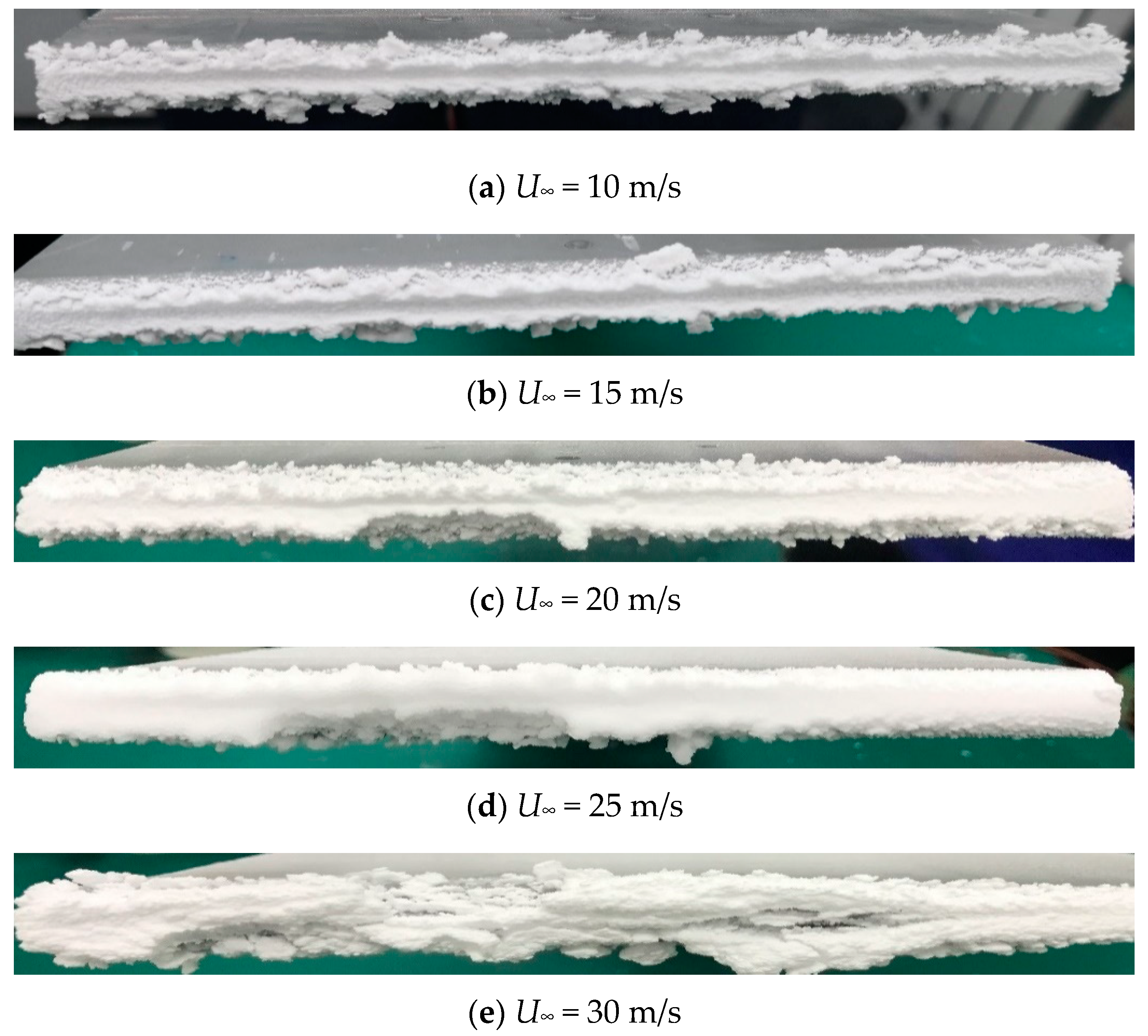
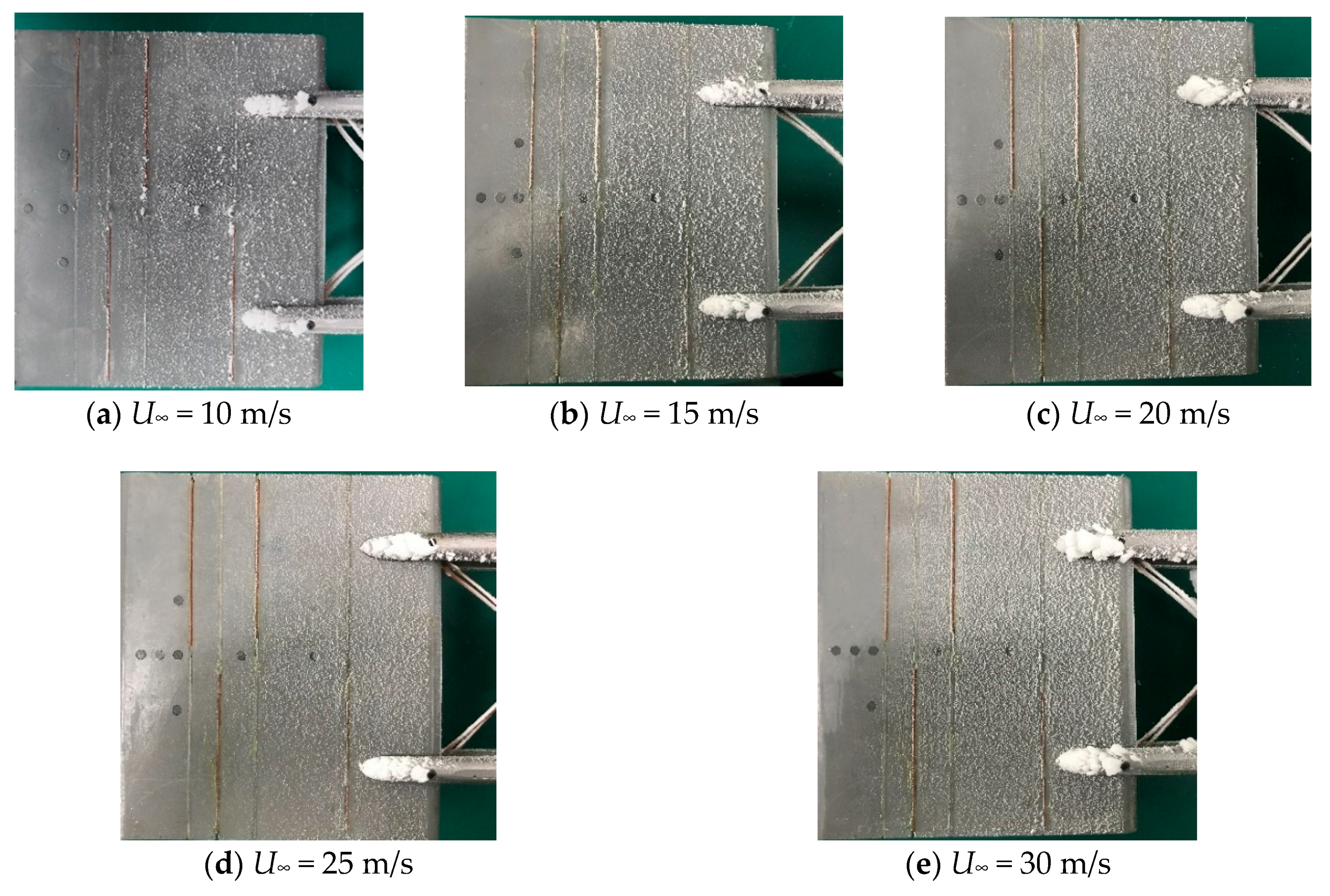
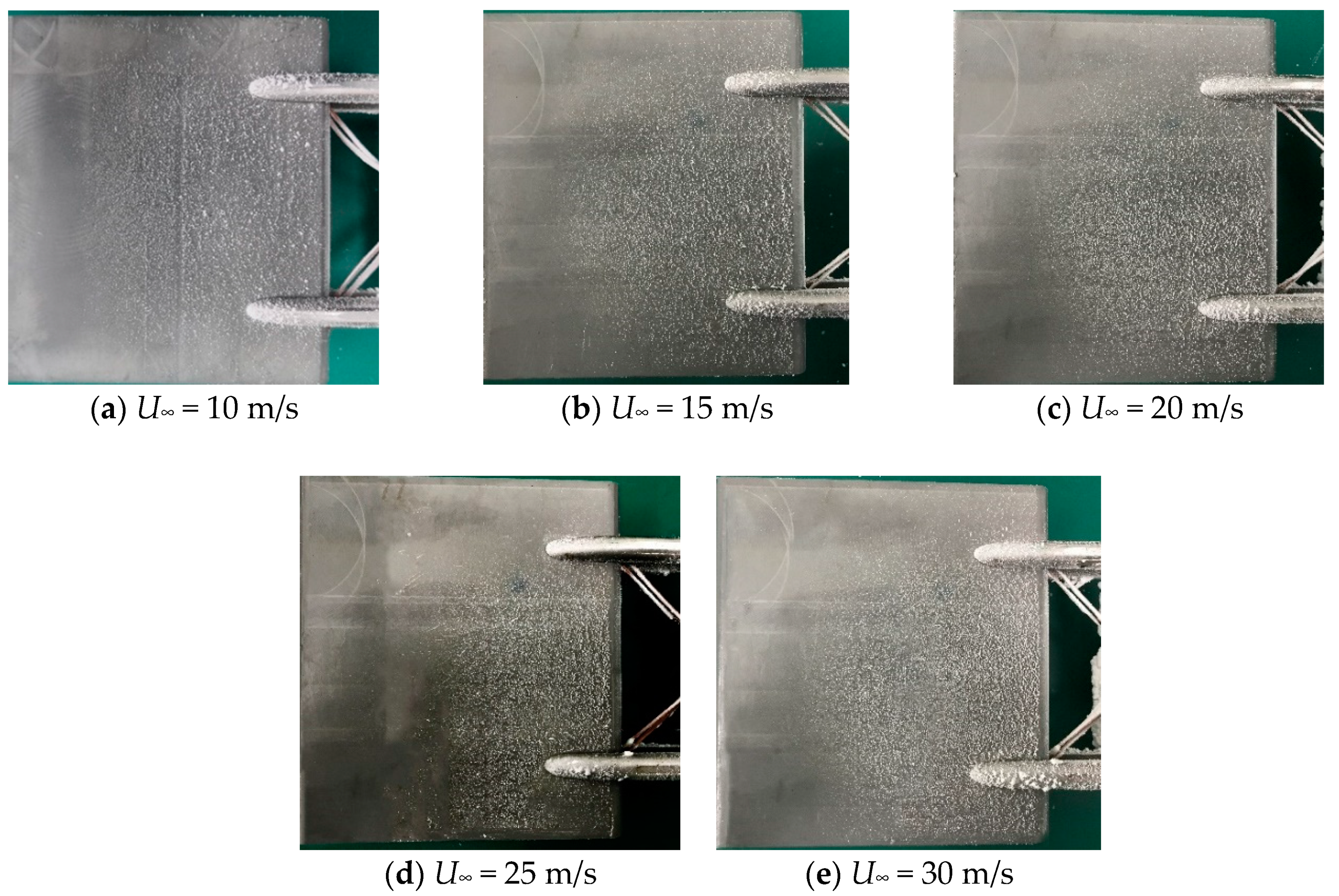
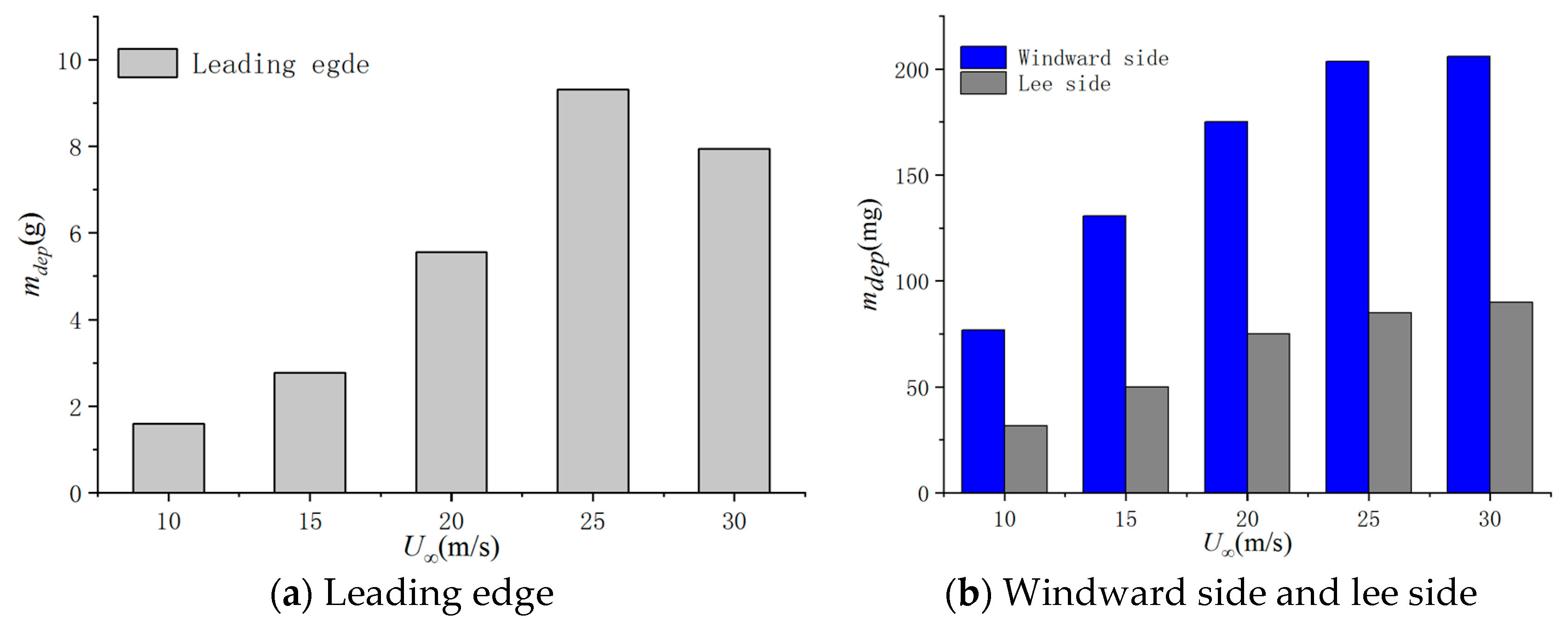
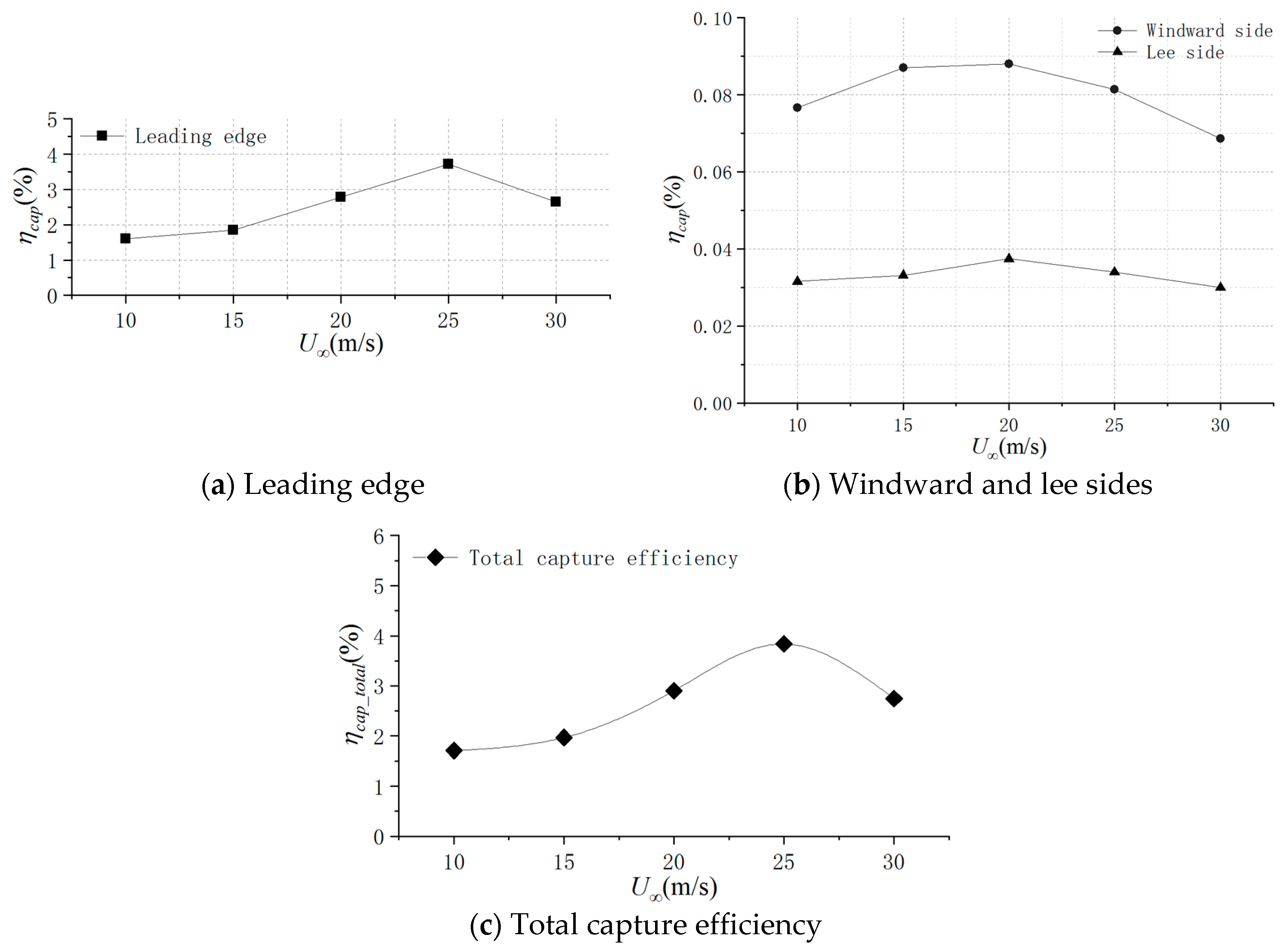
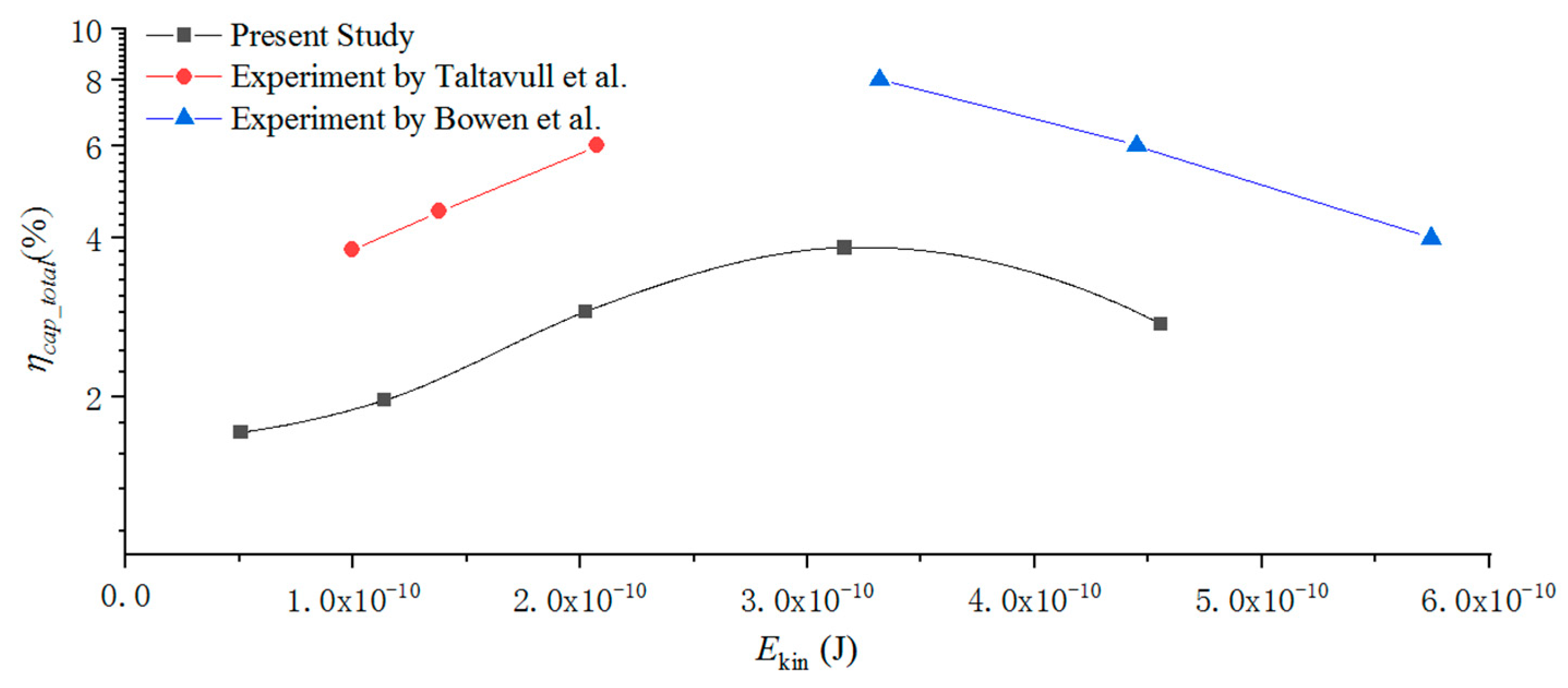
3.1. The Effect of Mainstream Velocity
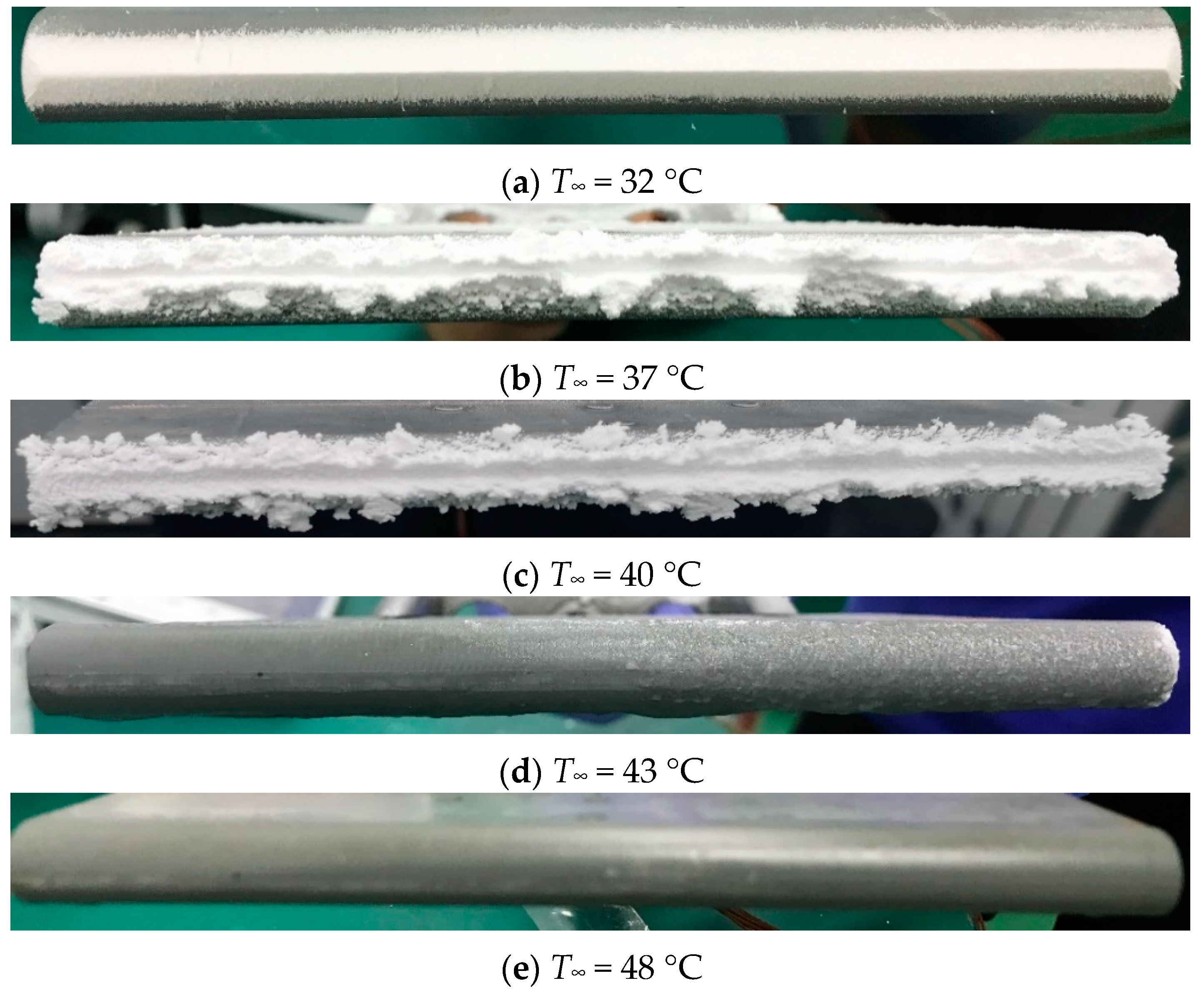
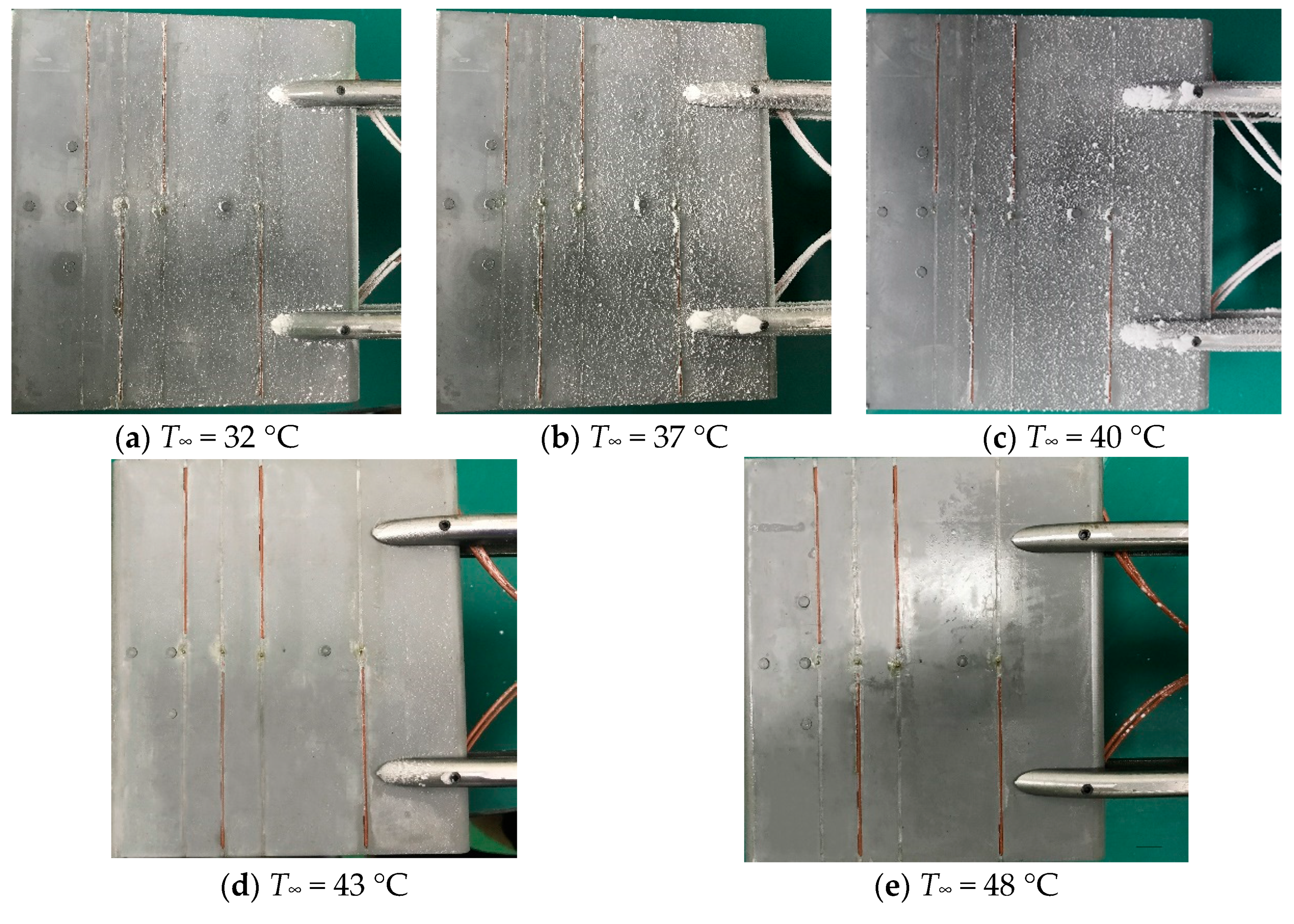
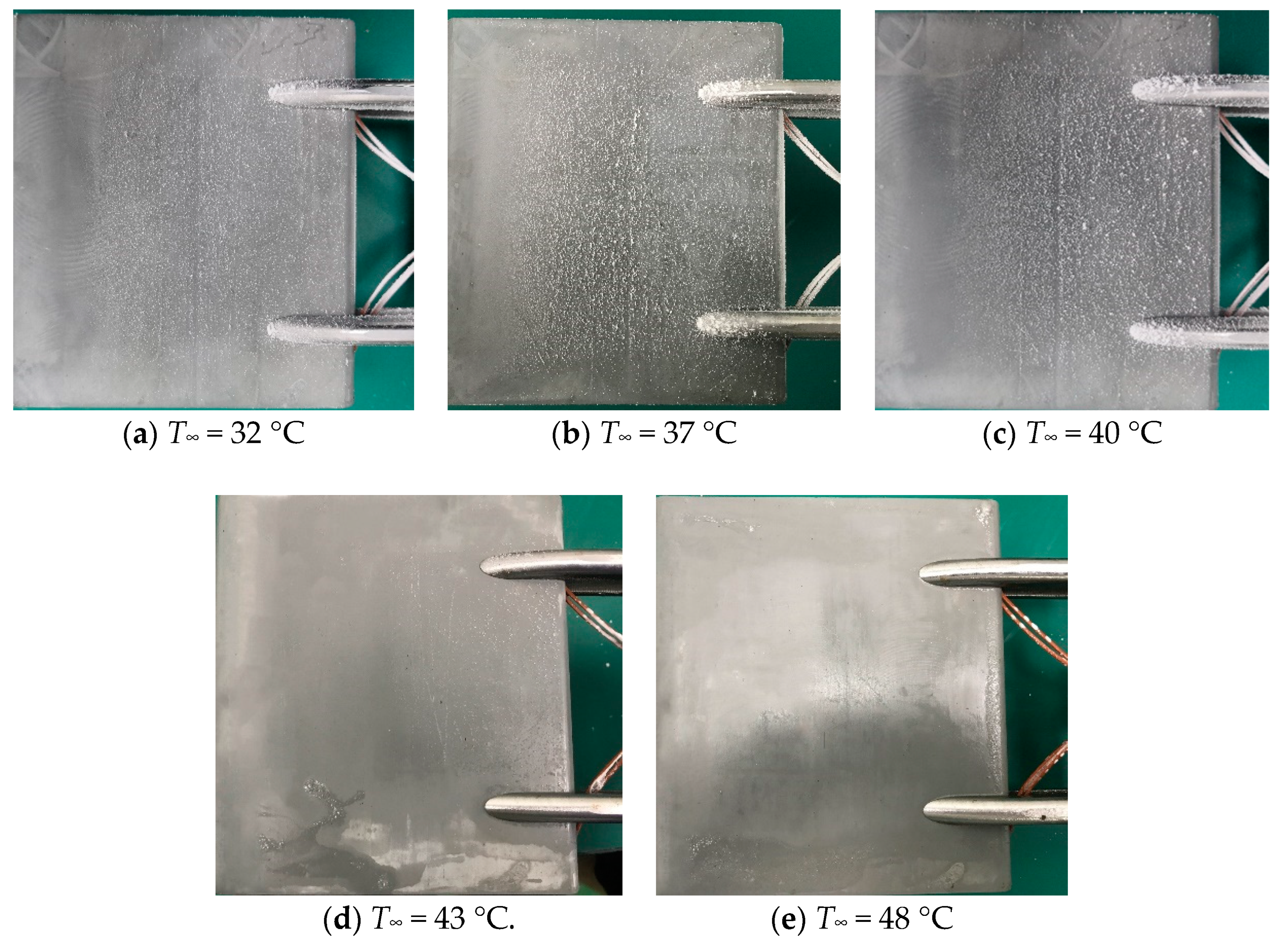
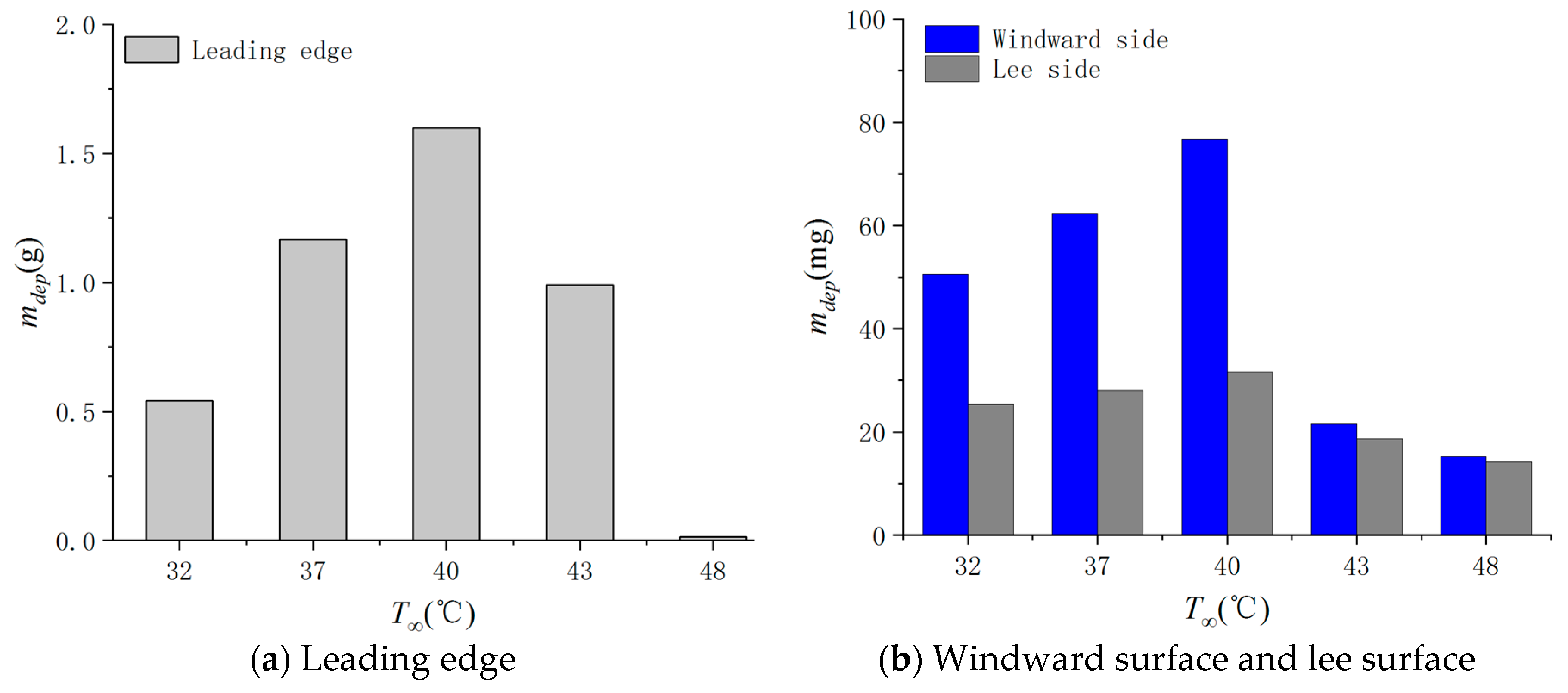
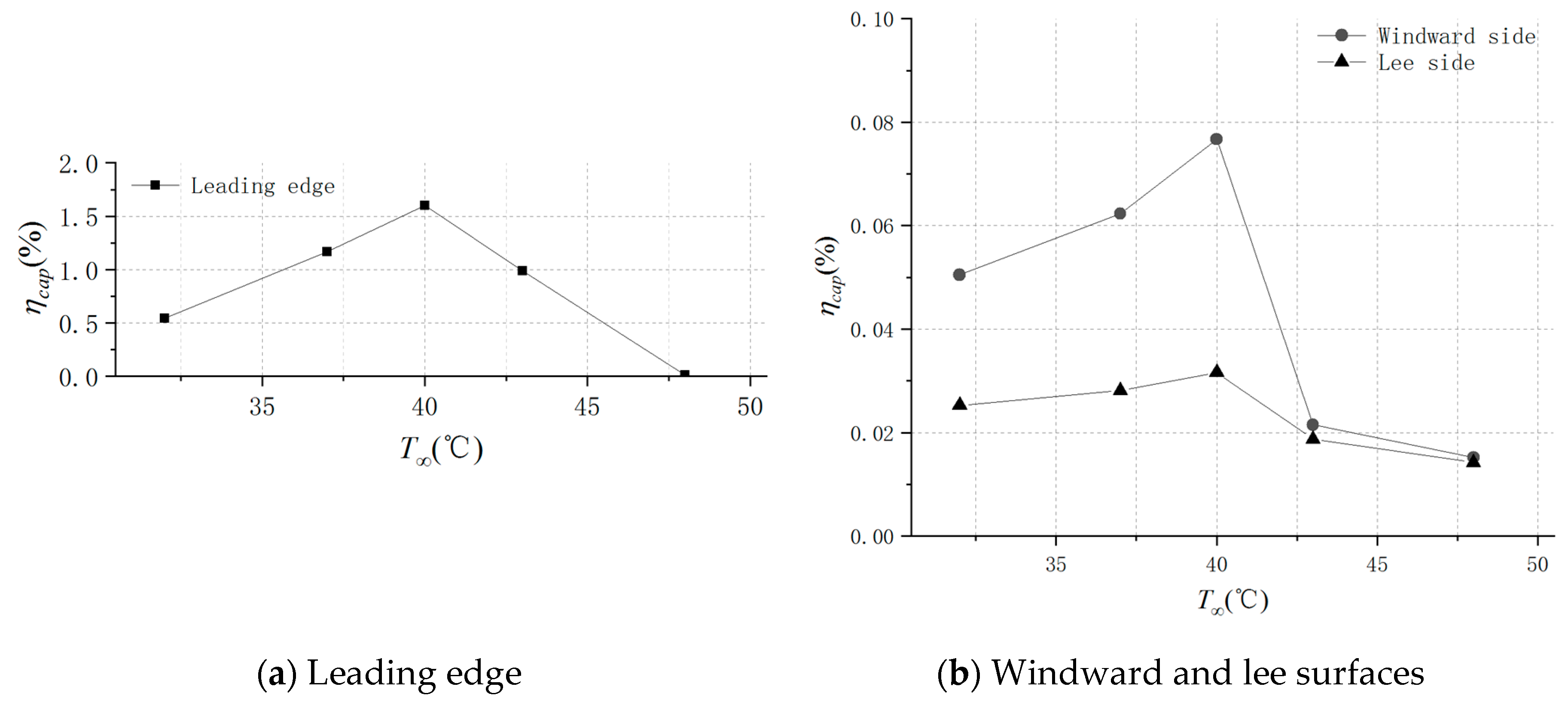
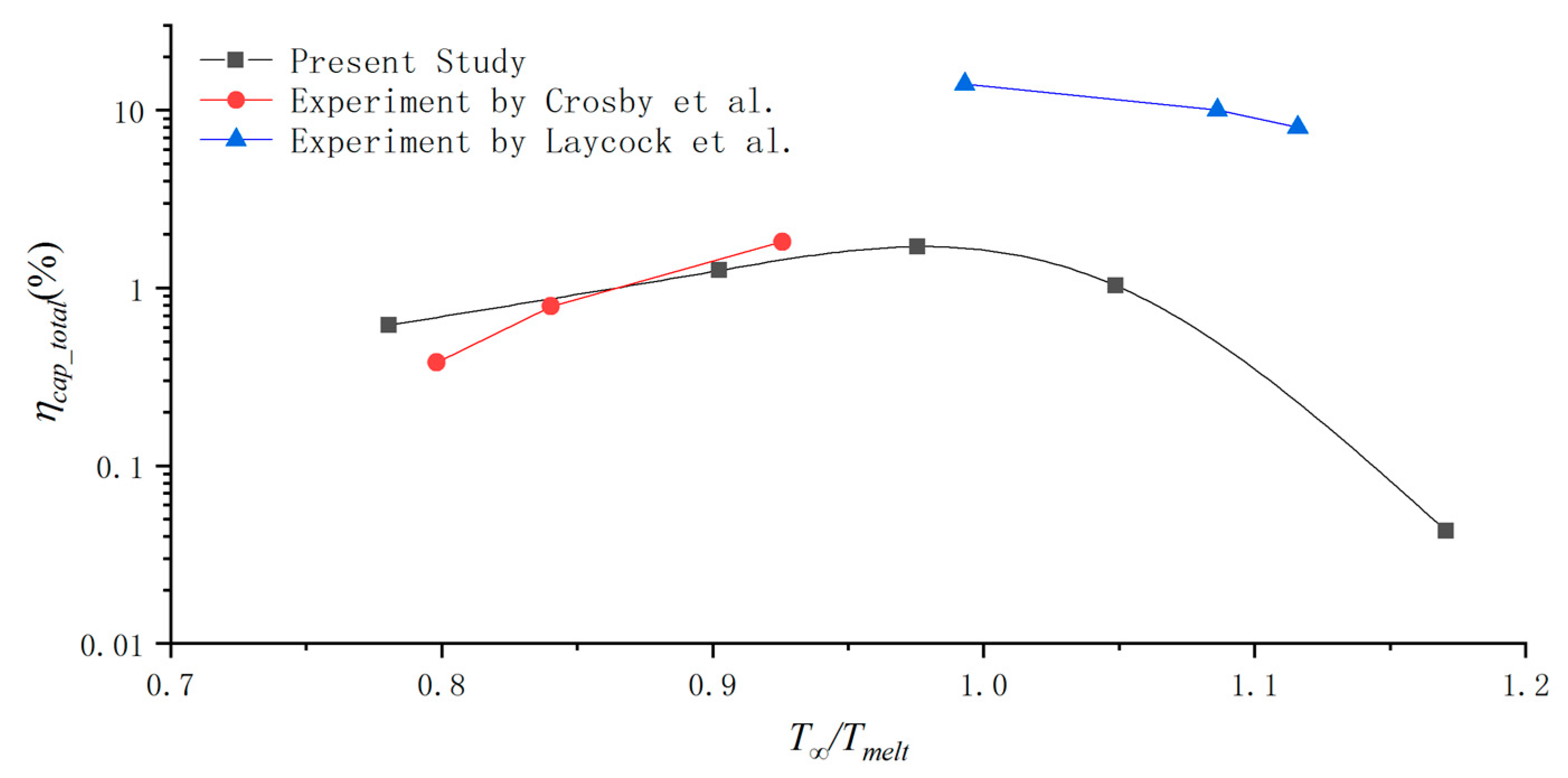
3.2. The Effect of Mainstream Temperature
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Dean, J.; Taltavull, C.; Clyne, T. Influence of the composition and viscosity of volcanic ashes on their adhesion within gas turbine aeroengines. Acta Mater. 2016, 109, 8–16. [Google Scholar] [CrossRef] [Green Version]
- Shin, D.; Hamed, A. Advanced High Temperature Erosion Tunnel for Testing TBC and New Turbine Blade Materials; ASME Paper 2016, No. 2016-57922; ASME: New York, NY, USA, 2016. [Google Scholar] [CrossRef]
- Tabakoff, W. Measurements of particles rebound characteristics on materials used in gas turbines. J. Propuls. Power 2015, 7, 805–813. [Google Scholar] [CrossRef]
- Chambers, J.C. The 1982 Encounter of British Airways 747 with the Mt. Galuggung Eruption Cloud. In Proceedings of the 23rd Aerospace Science Meeting, Reno, NV, USA, 14–17 January1985. [Google Scholar]
- Tabakoff, W. Review—Turbomachinery performance deterioration exposed to solid particulates environment. J. Fluids Eng. 1984, 106, 125–134. [Google Scholar] [CrossRef]
- Dunn, M.G.; Moller, J.C.; Moller, J.E.; Adams, R.M. Performance deterioration of a turbofan and a turbojet engine upon exposure to a dust environment. J. Eng. Gas Turbines Power 1987, 109, 336–343. [Google Scholar] [CrossRef]
- Boulanger, A.; Patel, H.; Hutchinson, J.; DeShong, W.; Xu, W.; Ng, W.; Ekkad, S. Preliminary experimental investigation of initial onset of sand deposition in the turbine section of gas turbines. In Proceedings of the ASME Turbo Expo 2016, Seoul, Korea, 13–17 June 2016. [Google Scholar] [CrossRef]
- Kim, J.; Dunn, M.G.; Baran, A.J. Deposition of volcanic materials in the hot sections of two gas turbine engines. J. Eng. Gas Turbines Power 1993, 115, 641–651. [Google Scholar] [CrossRef]
- Koenig, P.; Miller, T.; Rossmann, A. Damage of High Temperature Components by Dust-Laden Air. In Proceedings of the Agard Conference, Rotterdam, The Netherlands, 25–28 April 1994; p. 25. [Google Scholar]
- Jensen, J.W.; Squire, S.W.; Bons, J.P.; Fletcher, T.H. Simulated Land-based Turbine Deposits Generated in an Accelerated Deposition Facility. J. Turbomach. 2005, 127, 462–470. [Google Scholar] [CrossRef]
- Crosby, J.M.; Lewis, S.; Bons, J.P.; Ai, W.; Fletcher, T.H. Effects of temperature and particle size on deposition in land based turbines. J. Eng. Gas Turbines Power 2008, 130, 819–825. [Google Scholar] [CrossRef]
- Wammack James, E.; Crosby, J.; Fletcher, D.; Bons, J.P.; Fletcher, T.H. Evolution of surface deposits on a high-pressure turbine blade-Part I: Physical Characteristics. J. Turbomach. 2008, 130, 021020. [Google Scholar] [CrossRef]
- Ai, W.; Murray, N.; Fletcher, T.H.; Harding, S.; Lewis, S.; Bons, J.P. Deposition near film cooling holes on a high pressure turbine vane. J. Turbomach. 2012, 134, 041013. [Google Scholar] [CrossRef]
- Bonilla, C.; Webb, J.; Clum, C.; Casaday, B.; Brewer, E.; Bons, J.P. The effect of particle size and film cooling on nozzle guide vane deposition. J. Eng. Gas Turbines Power 2012, 134, 101901. [Google Scholar] [CrossRef]
- Lundgreen, R.; Sacco, C.; Prenter, R.; Bons, J.P. Temperature Effects on Nozzle Guide Vane Deposition in a New Turbine Cascade Rig. In Proceedings of the ASME Turbo Expo 2016, Seoul, Korea, 13–17 June 2016. [Google Scholar] [CrossRef]
- Whitaker, S.M.; Prenter, R.; Bons, J.P. The effect of freestream turbulence on deposition for nozzle guide vanes. J. Turbomach. 2015, 137, 121001. [Google Scholar] [CrossRef]
- Laycock, R.; Fletcher, T.H. Independent effects of surface and gas temperature on coal fly ash deposition in gas turbines at temperatures up to 1400 °C. J. Eng. Gas Turbines Power 2016, 138, 021402. [Google Scholar] [CrossRef]
- Brach, R.; Dunn, P. A mathematical model of the impact and adhesion of microsphers. Aerosol Sci. Technol. 1992, 16, 1–14. [Google Scholar] [CrossRef]
- Zhou, J.H.; Zhang, J.Z. Numerical investigation of particle deposition on converging slot-hole film-cooled wall. J. Cent. South Univ. 2017, 24, 2819–2828. [Google Scholar] [CrossRef]
- Bons, J.P.; Prenter, R.; Whitaker, S. A Simple Physics-Based Model for Particle Rebound and Deposition in Turbomachinery. J. Turbomach. 2017, 139, 081009. [Google Scholar] [CrossRef]
- Prenter, R.; Ameri, A.; Bons, J.P. Computational simulation of deposition in a cooled high-pressure turbine stage with hot streaks. J. Turbomach. 2017, 139, 091005. [Google Scholar] [CrossRef]
- Sreedharan, S.S.; Tafti, D.K. Composition dependent model for the prediction of syngas ash deposition in turbine gas hotpath. Int. J. Heat Fluid Flow 2011, 32, 201–211. [Google Scholar] [CrossRef]
- Yang, X.J.; Zhu, J.X. Numerical simulation of particle deposition process inside turbine cascade. Acta Aeronaut. Astronaut. Sin. 2017, 38, 120530. [Google Scholar] [CrossRef]
- Forsyth, P. High Temperature Particle Deposition with Gas Turbine Applications. Ph.D. Dissertation, University of Oxford, Oxford, UK, 2017. [Google Scholar]
- Connolly, J.; Forsyth, P.; McGilvray, M.; Gillespie, D. The Use of Fluid-Solid Cell Transformation to Model Volcanic Ash Deposition within a Gas Turbine Hot Component. In Proceedings of the ASME Turbo Expo 2018, Oslo, Norway, 11–15 June 2018. [Google Scholar] [CrossRef]
- Liu, Z.; Zhang, F.; Liu, Z. A Numerical Model for Simulating Liquid Particles Deposition on Surface. In Proceedings of the ASME Turbo Expo 2018, Oslo, Norway, 11–15 June 2018. [Google Scholar] [CrossRef]
- Lawson, S.A.; Thole, K.A. Simulations of Multiphase Particle Deposition on Endwall Film-Cooling. J. Turbomach. 2012, 134, 011003. [Google Scholar] [CrossRef]
- Albert, J.E.; Keefe, K.J.; Bogard, D.G. Experimental Simulation of Contaminant Deposition on a Film Cooled Turbine Airfoil Leading Edge. In Proceedings of the ASME Turbo Expo 2009, Lake Buena Vista, FL, USA, 13–19 November 2009. [Google Scholar] [CrossRef]
- Albert, J.E.; Bogard, D.G. Measurements of Adiabatic Film and Overall Cooling Effectiveness on a Turbine Vane Pressure Side with a Trench. In Proceedings of the ASME Turbo Expo 2011, Vancouver, BC, Canada, 6–10 June 2011. [Google Scholar] [CrossRef]
- Dring, R.P.; Caspar, J.R.; Suo, M. Particle trajectories in turbine cascades. J. Energy 1979, 3, 161–166. [Google Scholar] [CrossRef]
- Taltavull, C.; Dean, J.; Clyne, T.W. Adhesion of volcanic ash particles under controlled conditions and implications for their deposition in gas turbines. Adv. Eng. Mater. 2016, 18, 803–813. [Google Scholar] [CrossRef]
- Bowen, C.P.; Libertowski, N.D.; Mortazavi, M.; Bons, J.P. Modeling Deposition in Turbine Cooling Passages with Temperature-Dependent Adhesion and Mesh Morphing. J. Eng. Gas Turbines Power 2019, 141, 071010. [Google Scholar] [CrossRef]
- Davidson, F.T.; Kistenmacher, D.A.; Bogard, D.G. A Study of Deposition on a Turbine Vane with a Thermal Barrier Coating and Various Film Cooling Geometries. J. Turbomach. 2014, 136, 1769–1780. [Google Scholar] [CrossRef]




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Mainstream Velocity (m/s) | Mainstream Temperature (°C) | Mainstream Velocity Measurement Error (%) | Mainstream Temperature Measurement Precision (°C) | Deposition Mass Measurement Precision (mg) | Surface Temperature Measurement Error (°C) |
|---|---|---|---|---|---|
| 5–40 | 25–95 | 2 | ±0.15 | 0.005 | ±0.5 |
| Particle Size (μm) | Wax Mass Flow Rate (g/min) | Wax Heating Temperature (°C) | Atomized Air Temperature °C) | Atomized Air Pressure (MPa) |
|---|---|---|---|---|
| 8–100 | 5–80 | 30–80 | 25–100 | 0.1–0.8 |
| Case No. | Mainstream Velocity U∞ (m/s) | Mainstream Temperature T∞ (°C) | Test Time t (min) | Wax Volume Concentration c | AOA α (deg) |
|---|---|---|---|---|---|
| 1 | 10 | 40 | 5 | 4.21 × 10−7 | −5 |
| 2 | 15 | 40 | |||
| 3 | 20 | 40 | |||
| 4 | 25 | 40 | |||
| 5 | 30 | 40 | |||
| 6 | 10 | 32 | |||
| 7 | 10 | 37 | |||
| 8 | 10 | 44 | |||
| 9 | 10 | 48 |
| i | mdep (g) | (g) | σ (g) | (g) | (%) |
|---|---|---|---|---|---|
| 1 | 1.71 | 1.70 | 0.046 | 0.056 | 3.3 |
| 2 | 1.67 | ||||
| 3 | 1.66 | ||||
| 4 | 1.77 | ||||
| 5 | 1.67 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, F.; Liu, Z.; Liu, Z.; Liu, Y. Experimental Study of Particle Deposition on Surface at Different Mainstream Velocity and Temperature. Energies 2019, 12, 747. https://doi.org/10.3390/en12040747
Zhang F, Liu Z, Liu Z, Liu Y. Experimental Study of Particle Deposition on Surface at Different Mainstream Velocity and Temperature. Energies. 2019; 12(4):747. https://doi.org/10.3390/en12040747
Chicago/Turabian StyleZhang, Fei, Zhenxia Liu, Zhengang Liu, and Yanan Liu. 2019. "Experimental Study of Particle Deposition on Surface at Different Mainstream Velocity and Temperature" Energies 12, no. 4: 747. https://doi.org/10.3390/en12040747
APA StyleZhang, F., Liu, Z., Liu, Z., & Liu, Y. (2019). Experimental Study of Particle Deposition on Surface at Different Mainstream Velocity and Temperature. Energies, 12(4), 747. https://doi.org/10.3390/en12040747