1. Introduction
Present legal and economic situations make the owners of power networks take intensive steps to decrease operation costs and the risk of damage to the natural environment due to failure of the facilities used. One of the actions taken by the manufacturers of professional power equipment to obtain these goals is designing equipment made of more durable materials. Another action, which should be taken mainly by the users of such equipment, is proper operation supplemented with monitoring of the key apparatus of the system. In the case of power transformers, solid and liquid insulation, which so far has been made of cellulose impregnated with mineral insulating oil will be more often substituted with synthetic insulation, mostly made of aramid papers ultimately impregnated with environment-friendly synthetic and natural esters [
1,
2,
3,
4,
5,
6]. Compared with cellulose, the application of aramids causes a significant increase in the resistance to high temperatures, which is presently the main factor having influence on premature aging of insulation [
2,
6,
7,
8]. Moreover, aramid papers definitely show better mechanical (e.g., tensile strength) and electric properties (e.g., breakdown voltage, and volume and surface resistivity). However, designing insulation systems of the aramid-oil type, especially in systems with induced oil flow, high susceptibility of aramid to streaming electrification phenomenon [
3] which result in additional risk to the safe operation of equipment should be considered. It is probable that the main cause of a possible failure of a high-power transformer with aramid insulation is damage to the solid insulation caused by aging. Therefore, apart from assessing the degree of moisture, it is important to develop a method of non-invasive assessment of the degree of thermal degradation [
6,
8,
9,
10,
11,
12].
Future diagnostics of appliances using the type of insulation described will be additionally complicated due to the fact that various types of insulating oils are being used as impregnants. The process of departing from using only mineral oils in favor of more ecological synthetic and natural esters can already be observed, even in the case of classical cellulose insulation in new power transformers [
13,
14]. Such a situation is imposed on one hand by more and more restrictive provisions pertaining to natural environment protection and the reduction of the use of petroleum products and on the other hand better electrical and physicochemical parameters of new esters [
3,
4,
15,
16]. Unfortunately, their higher price and lack of wide expert knowledge that science has in the case of mineral oils resulting from years of being in use constitutes a barrier limiting the use of these insulating liquids. Summing up, it can be stated that the process of displacing classical insulation made of cellulose and mineral oil which has been used in power transformers for over a hundred years in favor of aramid paper impregnated with ester will take some time but it already seems to be predestined.
This paper presents research on the influence of impregnation type of the aramid paper samples on dispersion characteristics of the loss factor in the high frequency domain. The research takes into account the influence of temperature and the process which can be called the initial stage of the aramid paper aging due to accelerated thermal degradation of its fibers. The choice of a high frequency domain was made because, aramid-oil insulation has not been studied so far. It was initially assumed that the thermal degradation of aramid fibers influences the polarization mechanisms in the high frequency domain.
2. Sample Preparation Method
The insulation samples were made of transformer aramid paper Nomex® (DuPont, Wilmington, DE, USA) Type 410 with a thickness of 50 μm. Currently, it is the most commonly used type of aramid insulation applied in new power transformers. The aramid paper was cut into 1300 mm × 100 mm strips. Then, before impregnation, the samples were subjected to the process of accelerated aging by placing them in a sterilizer and heating them at 250 °C with the access to air for a definite time. This way 5 degrees of sample aging was obtained: 1–0 h of aging (fresh paper), 2–100 h of aging, 3–200 h, 4–300 h and 5–400 h of aging. According to the technical specification of aramid paper Nomex® Type 410, the process of accelerated thermal aging starts after exceeding the temperature of 220 °C. The use of lower than 250 °C aging temperature prolongs the aging process to potentially last even years. Of course, this is not a simulation of paper aging in a transformer, but only a method of accelerating thermal aging of aramid paper.
After the stage of accelerated aging, the samples were placed in a vacuum and heated at 120 °C for 2 h to be dried before impregnation. Three types of insulating liquids were used for impregnation of the samples: A—Nynas inhibited mineral insulating oil marked as Nytro 10X, B—M&I Materials synthetic ester marked as Midel 7131, C—M&I Materials natural ester marked as Midel eN 1204.
After the impregnation process the samples were wound on the low potential electrode, which was a brass roll of 160 mm in length and 40 mm in diameter. Thus 10 layers of insulation were obtained. The high potential electrode was made of a thin 80 mm aluminum foil. The foil was wound on the roll with the sample.
Figure 1 shows a cross section of the electrode system and
Figure 2 shows the system ready for testing. The tests were carried out in a hermetic chamber equipped with a system for temperature adjustment and stabilization.
It was decided that the insulation samples prepared for testing would not differ in the level of dampness. Such a decision was made for three reasons. Firstly, as the influence of temperature and the thermal degradation degree of aramid fibers had already been taken into account, the introduction of another factor for data analysis would make a proper assessment of the influence of the impregnation type more complicated. Furthermore, water solubility in selected impregnating liquids vary and is based on other physical mechanisms. Secondly, it was decided to use in tests a range of high frequencies, ending with the value of 1 MHz. The conductivity and polarization losses in wet oil–paper insulations are most pronounced for low frequencies, below 1 Hz [
17,
18,
19]. Therefore, small changes in the sample’s degree of moisture would most probably affect the shape of the registered characteristics in high frequencies to a very small degree. Thirdly, the following practical factor should also be taken into account. In a properly exploited aramid–oil insulation, which is placed in a hermetic transformer tank filled with oil, the increase in insulation moist degree seems to be of little significance. In the case of a classical transformer cellulose–oil insulation, water is one of the products of cellulose macroparticle decay (processes of oxidation and pyrolysis). Therefore, with years of its exploitation, the amount of water will increase in a natural way [
20,
21,
22]. Such a phenomenon will not occur in the case of aramid-oil insulations for obvious reasons.
3. Experimental Results
The measurements of loss factor tan δ and capacitance C of the samples were carried out using a GwINSTEK RLC bridge type LCR-8101 (Good Will Instrument Co. Ltd., New Taipei, Taiwan) in the frequency range of measurement voltage from 50 Hz to 1 MHz. The tests were performed for 5 insulation temperatures ranging from 20 °C to 100 °C in 20 °C increments. Exemplary data, which were obtained for a non-aged sample impregnated with mineral insulating oil, is shown in
Figure 3. It was observed that the increase in temperature also caused the increase in capacitance C of the sample (
Figure 3a) in the whole range of the frequencies registered. The registered change of capacitance C, however, was not significant and on average never exceeded 5% in the temperature range of 20–100 °C for all frequencies. A similar phenomenon also occurred in the case of classical cellulose–oil insulation but for lower frequency ranges, e.g., 1 mHz–1 kHz [
17,
19,
23].
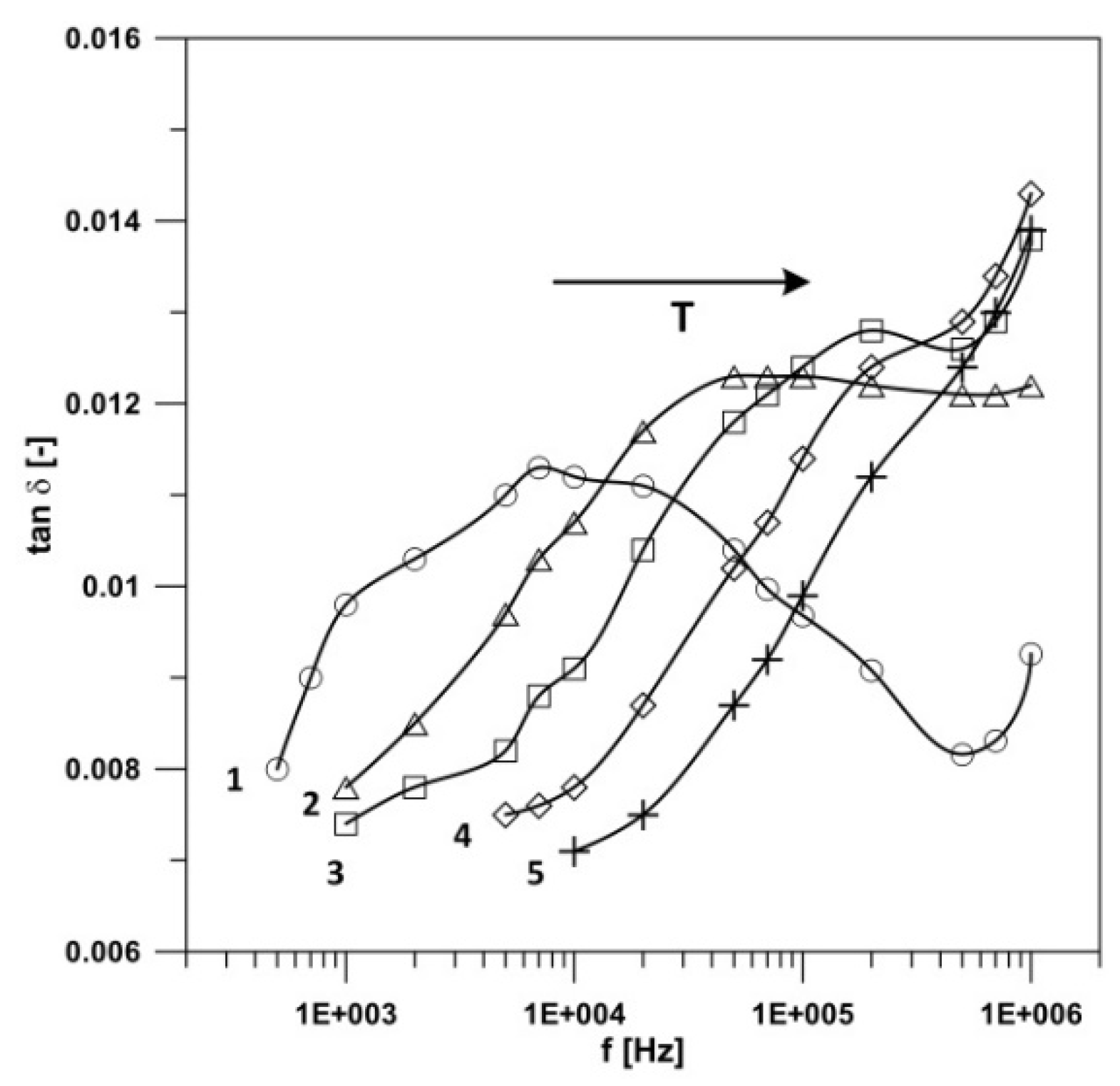
The increase in insulation temperature caused a significant increase in loss factor tan δ (
Figure 3b), especially in the lower frequency range, 50 Hz–1 kHz. Moreover, a shift of the maximum of the process of aramid fiber relaxation with increasing temperature towards higher frequencies was observed. This phenomenon can be observed very clearly if the analysis was carried out removing initial results to frequencies ca. 1 kHz (
Figure 4). For all characteristics, the starting point was the moment when the slope of the loss factor characteristics increases at the local minimum. It should be added here that the observations of the influence of temperature were confirmed for all thermal degradation degrees of aramid fibers, regardless of the impregnating fluid used.
Undoubtedly, a decrease in volume resistivity of aramid–oil insulation generated by increasing temperature was responsible for a general increase in loss factor tan δ, which for a time of 300 s at a selected sample is shown in
Figure 5. The reading delay of the resistance values of 300 s made it possible to limit the influence of polarization current, which would generate significant discrepancies in the test results registered.
The main goal of the research was the analysis of the influence of the aramid paper impregnation type on dispersive characteristics of loss factor tan δ in the high frequency domain. It was decided to use three types of dielectric liquids which are often used for impregnation of high-power insulation of electric power facilities operating in electric power distribution systems of the European Union countries. These were, respectively: Inhibited mineral insulating oil, synthetic ester and natural ester. The manufacturers of the insulating liquids mentioned are specified in point 2 of the paper. Before the impregnation process, the liquids were degassed and demoisturized under vacuum. After impregnation, the samples were seasoned for 24 h in 60 °C temperature in a hermetic chamber. The biggest influence of the impregnating liquid type was observed at the measurement temperature of 20 °C. The relevant research results are shown in
Figure 6.
Undoubtedly, for the increase in capacitance C of the insulation samples (
Figure 6a) a bigger permittivity of esters in relation to mineral oil is responsible. The difference between the samples impregnated with insulating oil and esters was on average 120 pF in the whole frequency range (ca. 30% increase in the capacitance value). In the case of loss factor tan δ a similar dependency was observed (
Figure 6b), which also manifested itself in an increased value of tan δ when the samples were impregnated with esters in the whole frequency range under study. Furthermore, the frequency of the characteristic maximum of the aramid paper fiber polarization for 20 °C (ca. 10 kHz) did not change, despite the use of various impregnating liquids. This result confirms that at this point, the process of dipole relaxation connected only with polarization of aramid fibers took place. This is important because the results of this research can be used in diagnostic investigations, e.g., aramid paper aging changes regardless of the impregnation type used. The results of putting this method to the test are presented further in this paper.
In diagnostics of impregnated insulation, which uses the analysis of variability of loss factor tan δ, it is especially important to take into account the influence of temperature. Therefore, it was decided to take a series of measurements in the temperature range from 20 °C to 100 °C with 20 °C increments. The most important test results are shown in
Figure 7. Dispersive characteristics of loss factor tan δ for 20 °C is shown in
Figure 6a. Generally, an increase in temperature caused shifting of the maximum of the aramid paper fiber polarization towards higher frequencies regardless of the impregnation type used. Another especially important observation is the fact that the differences between the characteristics of loss factor tan δ of the samples studied blurred with increasing temperature. At 100 °C, practically all characteristics overlap (
Figure 7d) and slight differences can be ascribed only to systematic and random measurement errors. This observation leads to the belief that these changes are caused by a significant decrease in the viscosity of esters due to temperature increases and thus the polarization processes take place with a lower energy loss, especially in the range of higher frequencies.
With the conclusion that the maximum loss of the processes of aramid paper fiber polarization is best observed at the lowest measurement temperature of 20 °C, the decision was made to analyze the influence of the degree of thermal degradation of fibers on the registered value of this maximum. For this purpose, the process of thermal aramid paper aging described in point 2 of the paper was carried out. Its results are shown in
Figure 8.
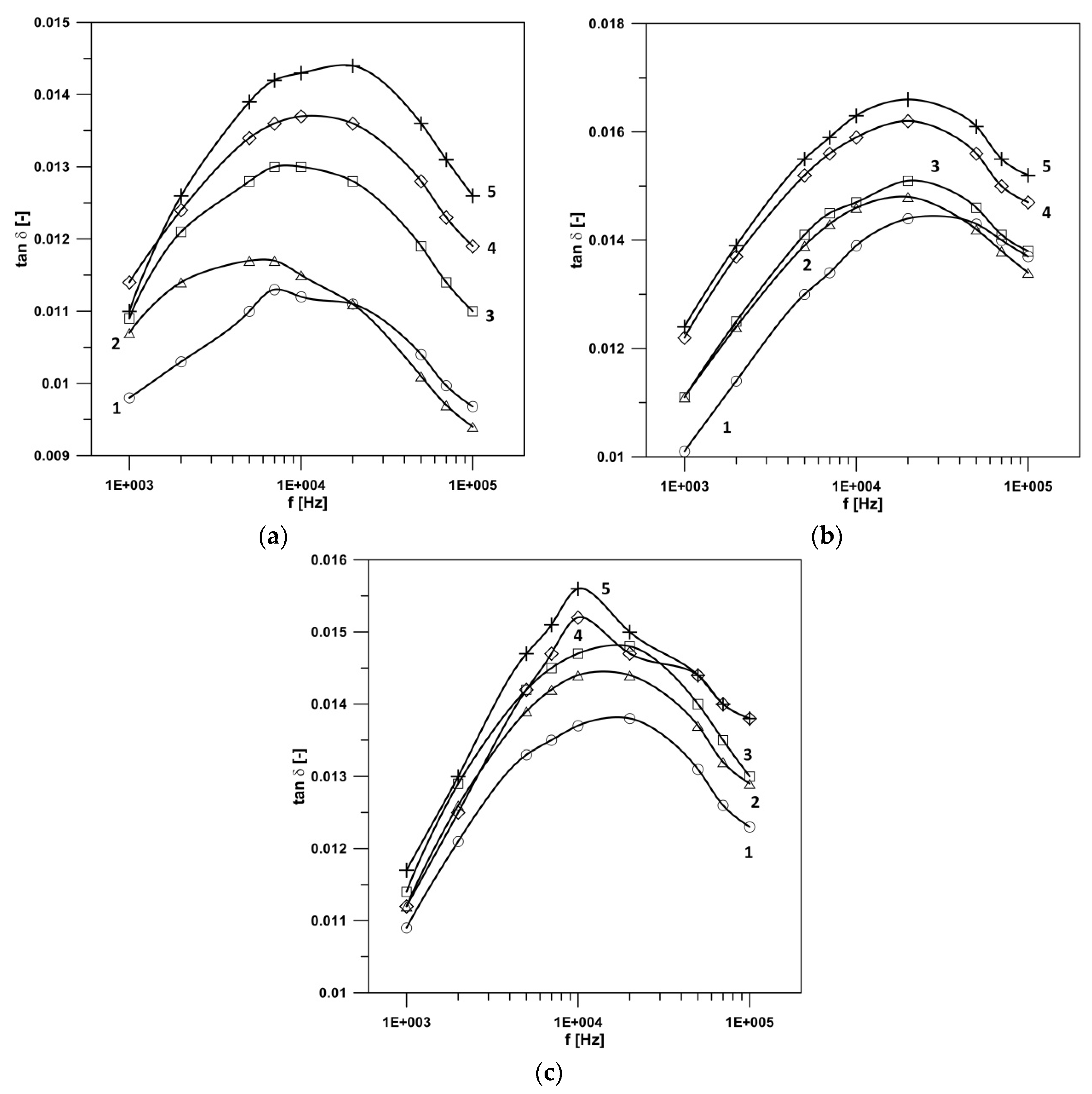
To analyze polarization maximum of the aramid paper fibers more precisely it was decided to narrow down the area of the frequencies observed to range from 1 kHz to 100 kHz. Practically, regardless of the type of the impregnating liquid used, the maximum of loss factor tan δ increases with the degree of thermal degradation of aramid fibers, defined by the time of their heating at 250 °C (
Figure 8). The changes described can be best observed in the case of aramid paper impregnation with mineral insulating oil (
Figure 8a). The cause of this phenomenon can be sought in a considerably higher viscosity of esters at 20 °C than that of mineral oil and their higher polarity which results directly from their chemical composition.
According to the author, finally two mechanisms are responsible for the increase of the loss factor tan δ maximum values. The first one consists of aramid fibers breaking due to long term influence of high temperature and their sticking to one another. In this way irregular structures are created which disturb a repeatable material structure. Additionally, internal stresses occur which deform the aramid paper surface. A sample becomes creased and shrunk. The mechanism described must generate bigger energy losses in the process of polarization in macroscopic terms. The other mechanism is connected to releasing additional free electric charge carriers, the result of which is a reduced volume resistance of the samples due to aging (
Figure 9). To reduce the influence of polarization current on the resistance value measured, the test results were registered, like in
Figure 5, after 300 s from the beginning of measurement taking.
The biggest changes were noted for the samples impregnated with mineral insulating oil and the smallest changes for impregnation with synthetic ester. However, not only the thermal aging of paper, but the low resistance of the ester liquids determines the resistance of the ester impregnated samples. The values of the slopes of linear approximation function and the coefficients of determination R
2 are provided in
Table 1.
Slight discrepancies between the measurement points and the imposed approximation function resulted mainly from inaccuracy of sample manufacturing (inaccurate aramid paper adherence to electrodes, slight insulation layer separation and possible gas bubbles in impregnation oil). In addition, there is a high degree of probability in this type of insulation, as there are many different electrical conductivity mechanisms at the same time.
4. Conclusions
The results of the aramid-oil insulation samples tests prove that the performance of the analysis of loss factor tan δ in the range of high frequencies can be a useful diagnostic tool for this type of insulation. For this purpose, we should focus on the analysis of the polarization maximum of the aramid paper fibers which is strictly correlated with the temperature of the insulation under study. It was determined that it is most advantageous to take measurements in possibly low temperatures. It was estimated during the research that the maximum loss factor tan δ of the aramid paper fibers at 20 °C occurs at the measurement frequency ca. 10 kHz.
Coil insulation of modern high-power transformers can be made of aramid paper impregnated with various types of insulating liquids, including mineral oil, synthetic ester or natural ester. During the test it was determined that the type of impregnating liquid used significantly influences the shape of characteristics of loss factor tan δ in the range of high frequencies. The biggest differences were observed in at the lowest measurement temperature of 20 °C. Lack of significant differences in the characteristic runs was observed at 100 °C, the curves practically overlap. The occurrence of polarization maximum of the aramid paper fibers was confirmed, which practically does not depend on the impregnating liquid used.
The process of thermal degradation of aramid fibers is a significant threat to failure-free exploitation of aramid-oil insulation in high-power transformers. Using the method of accelerated thermal degradation of aramid paper it was determined that the value of the polarization maximum registered seems to be correlated with this process. A measurable increase of the maximum values with an increase in aging degree of aramid paper was observed, regardless of the impregnating liquid used. In this case, carrying out tests in possibly low temperatures is recommended. The analysis of the influence of other aramid paper and insulating liquids brands coming from other manufacturers is an open issue. In addition, the analysis of loss factor tan δ in frequency ranges exceeding the value of 1 kHz can be carried out. The aforementioned challenges will be the subject of further studies by the author of this paper.












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}