Online Ash Fouling Prediction for Boiler Heating Surfaces based on Wavelet Analysis and Support Vector Regression

Abstract
:1. Introduction
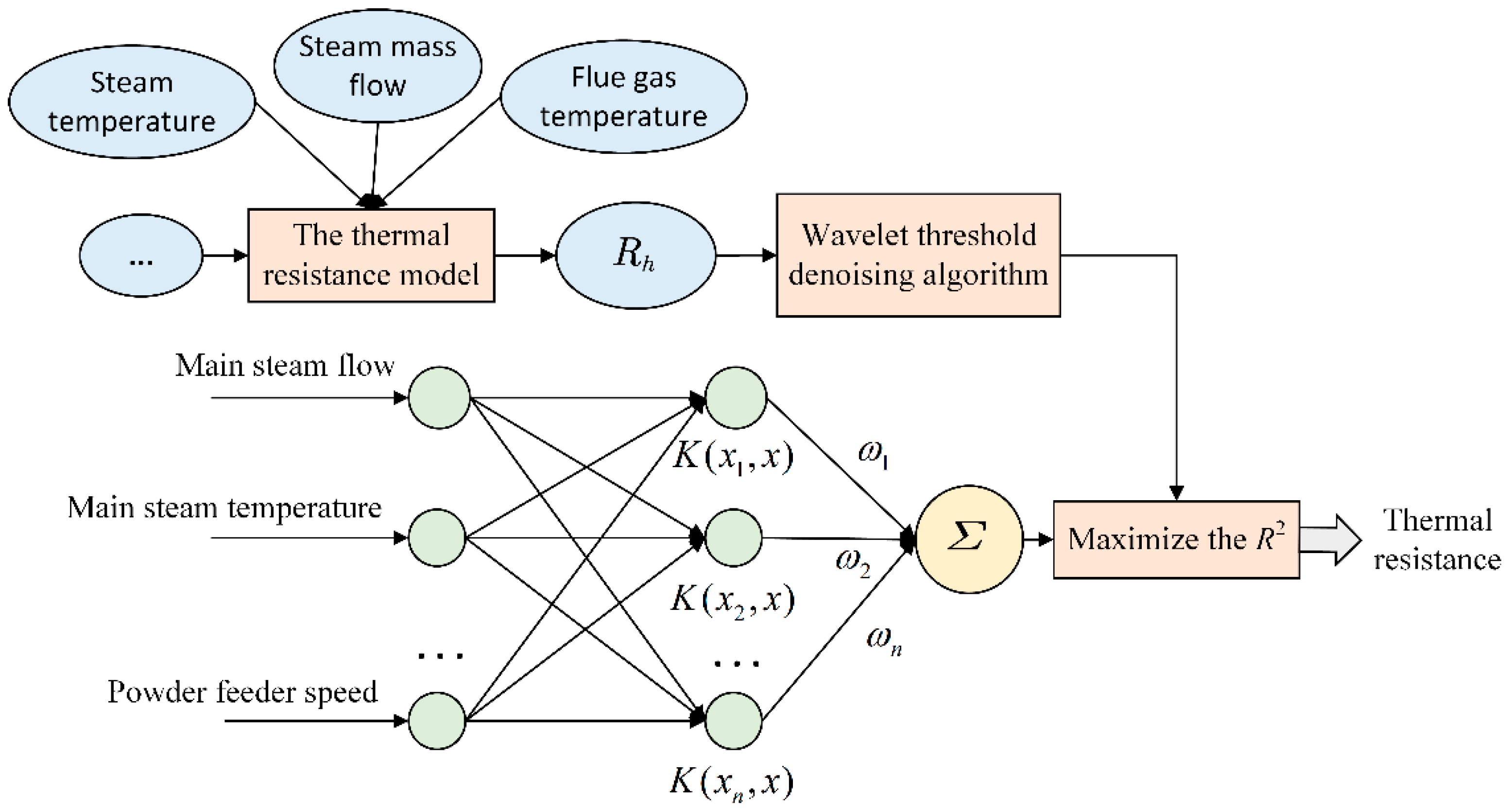
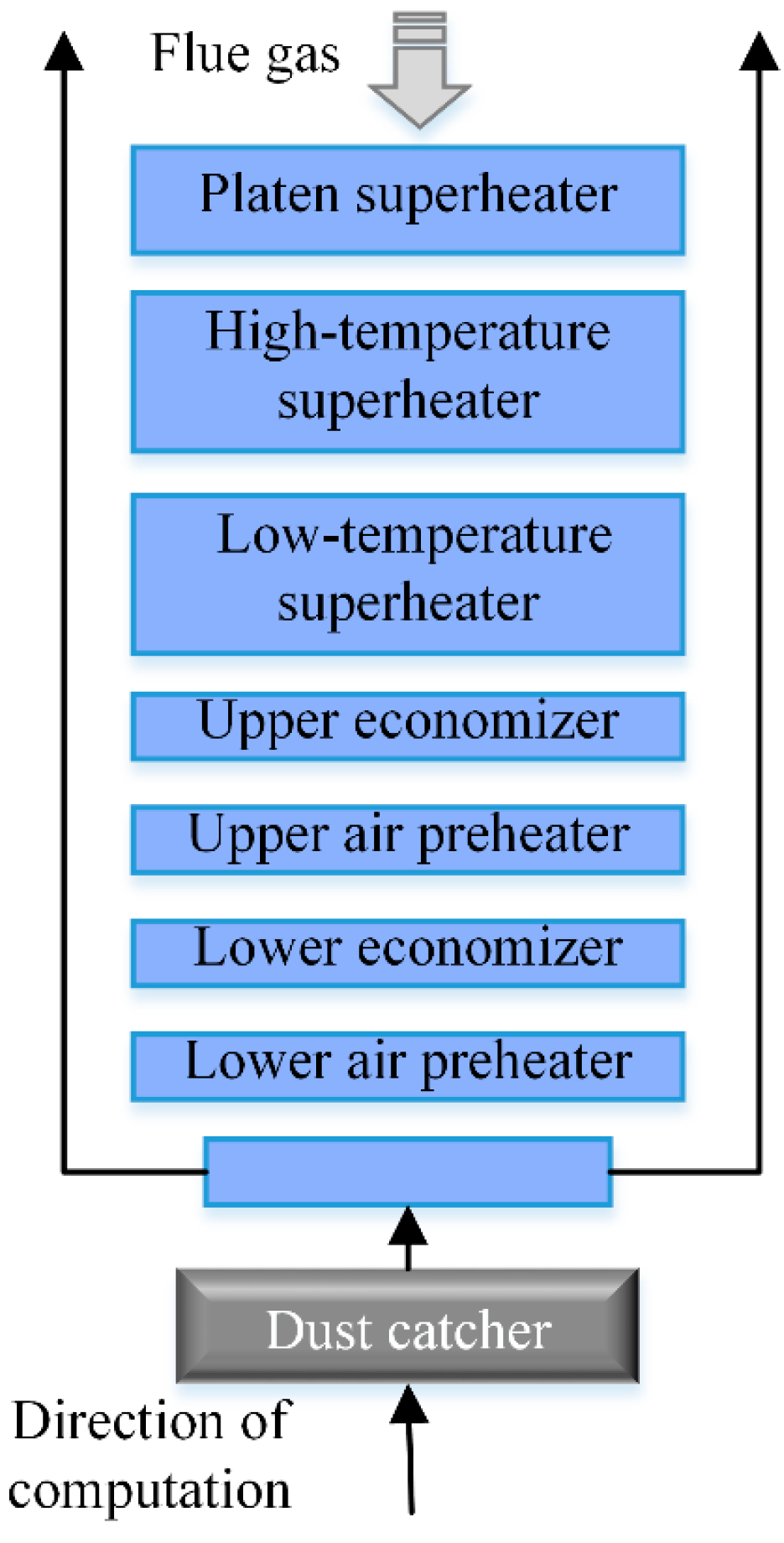
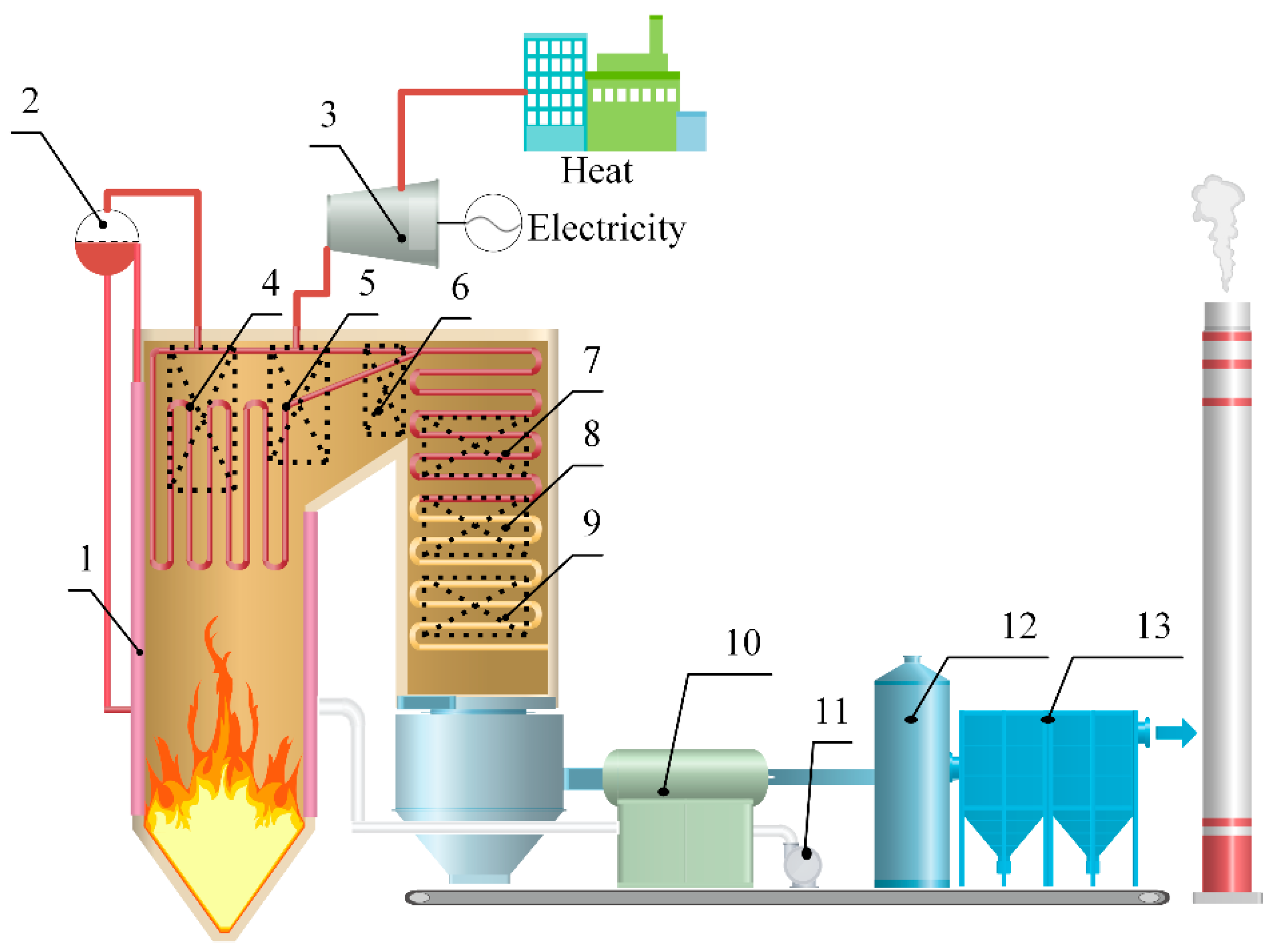
2. Online Ash Fouling Monitoring Model of a Low-Temperature Superheater
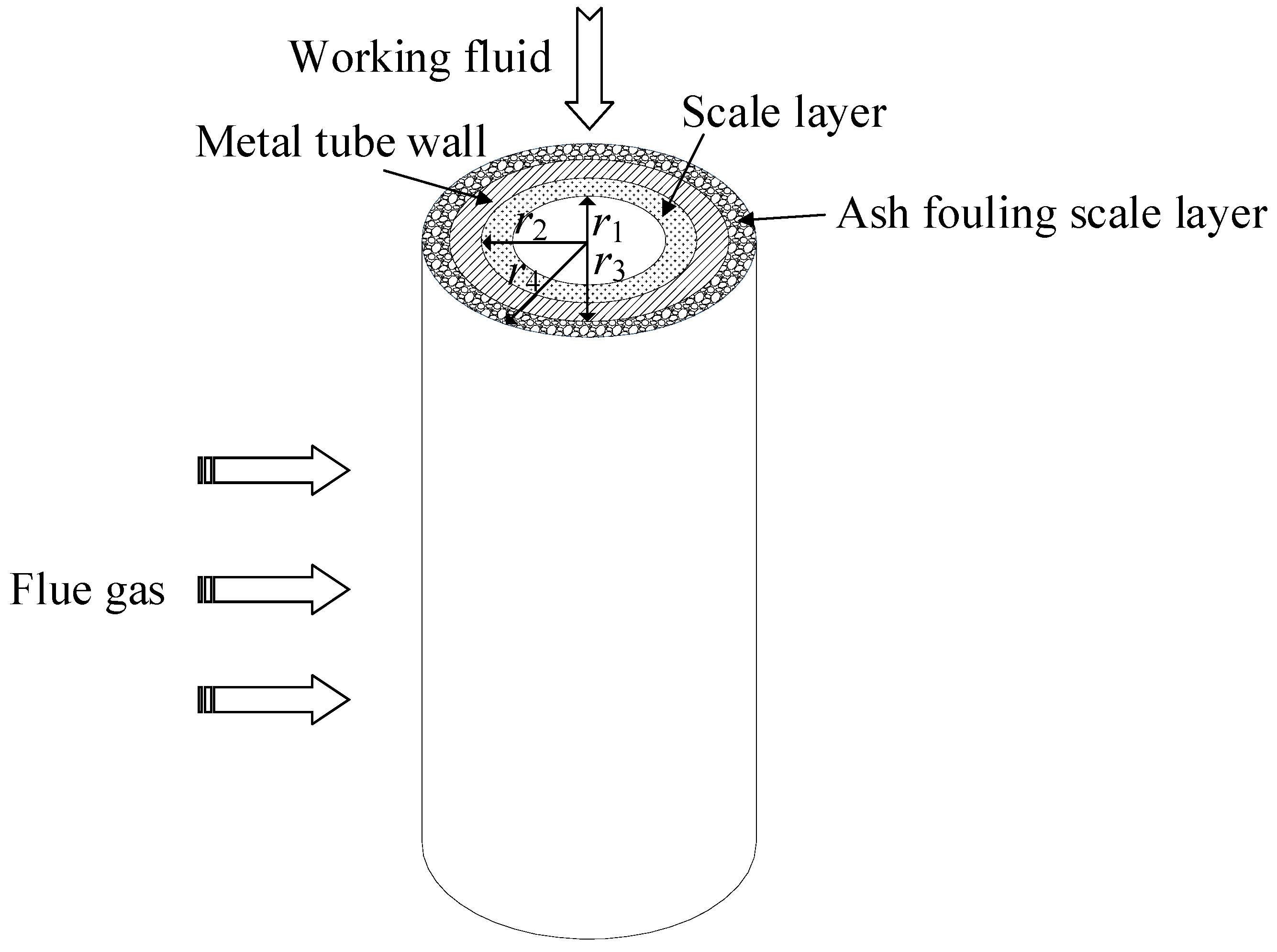
2.1. The Thermal Resistance Model of a Low-Temperature Superheater
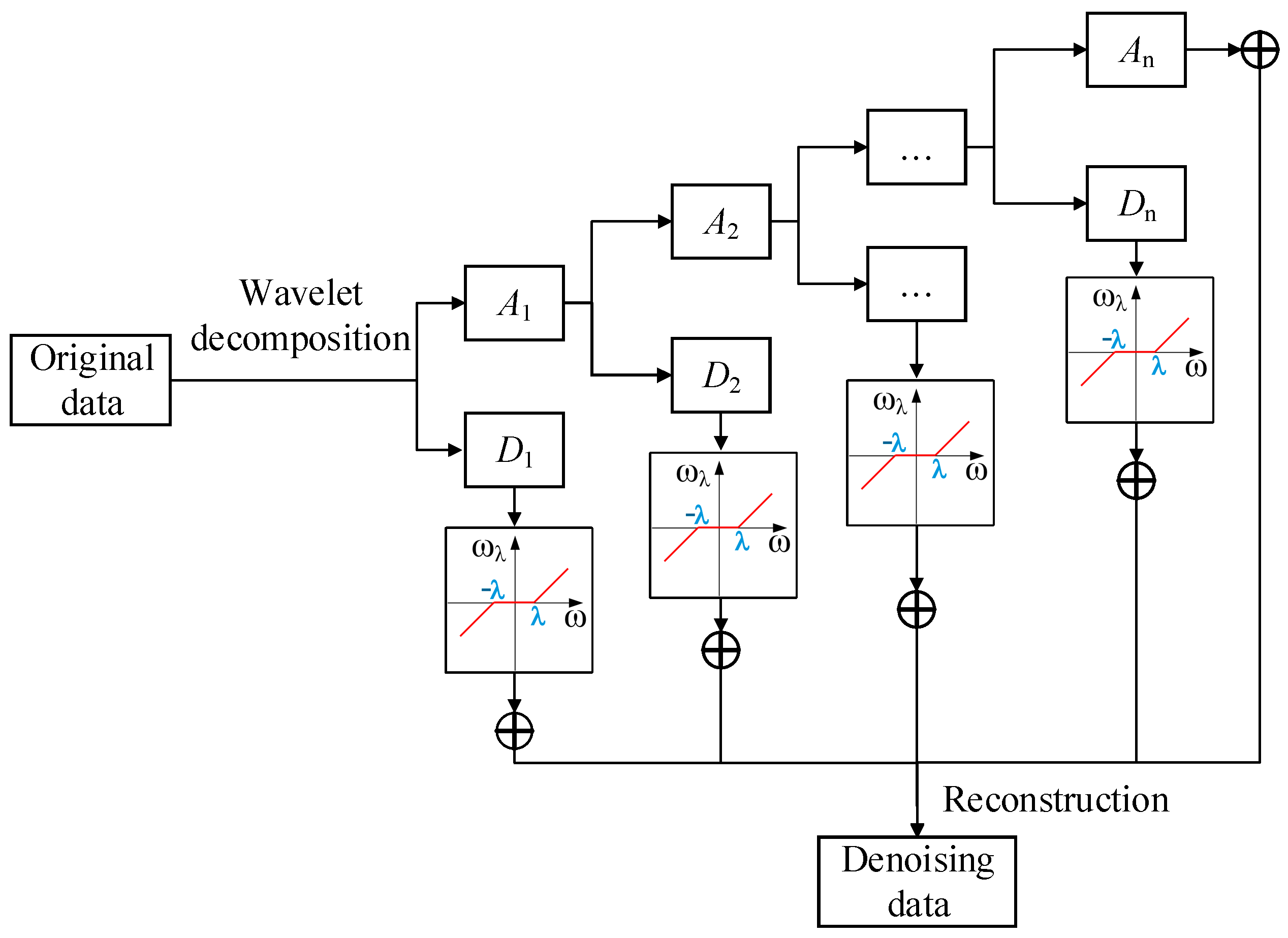
2.2. Wavelet Decomposition Model
2.3. VisuShrink Soft Threshold Denoising
2.4. SVR Theory
3. Case Study and Data Collection
4. Results and Discussion
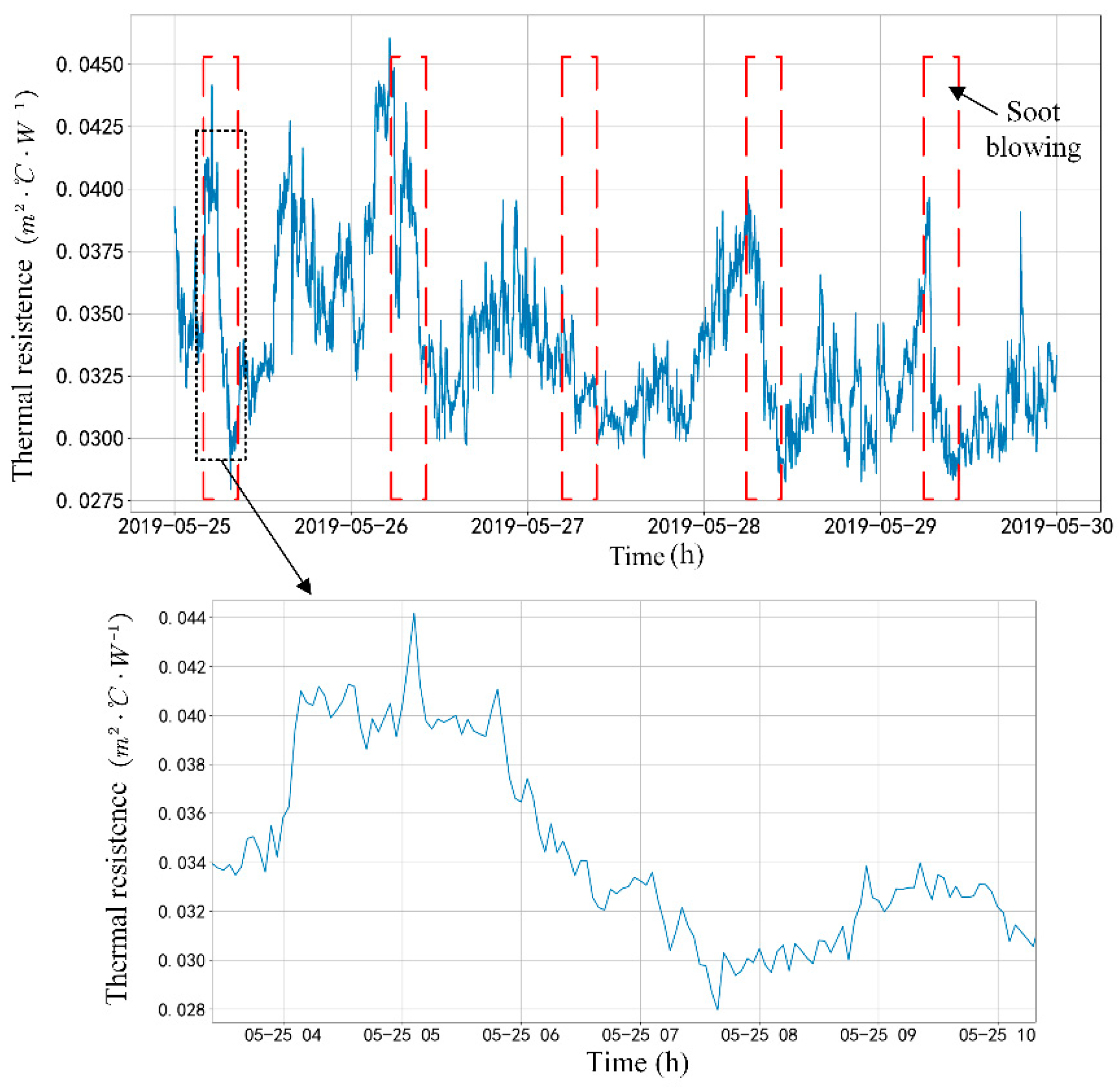
4.1. Analysis of the Ash-Layer Thermal Resistance
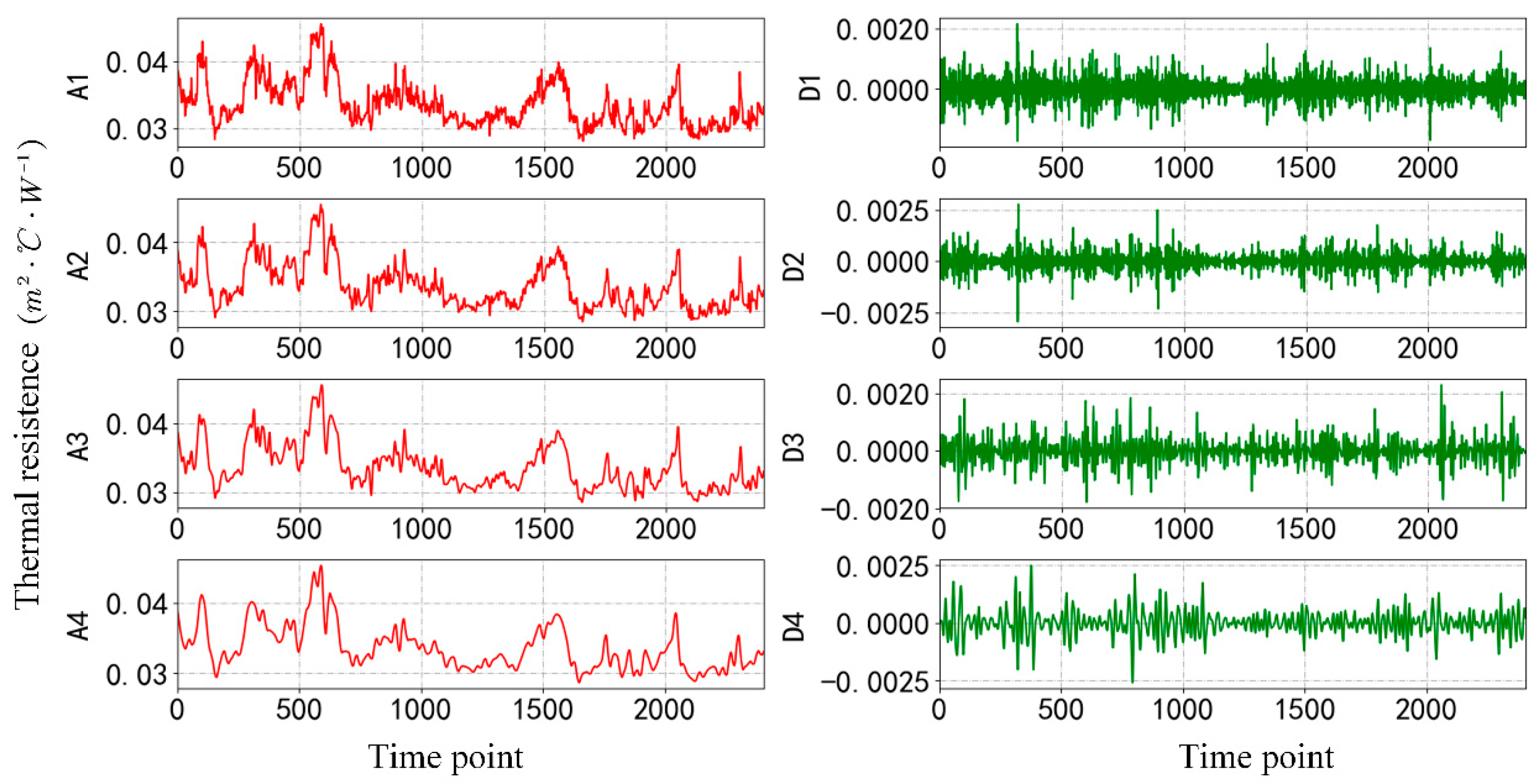
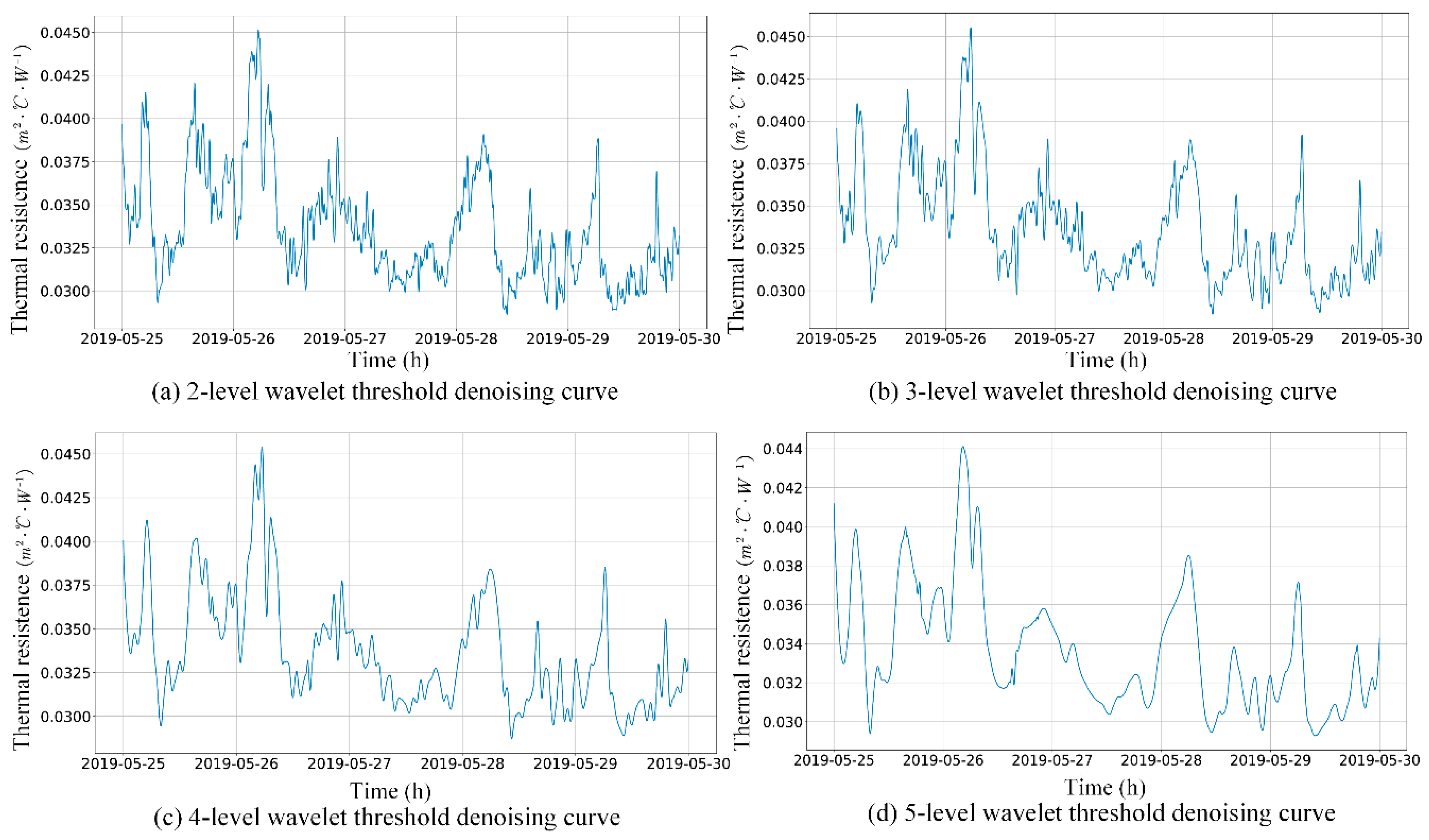
4.2. Wavelet Threshold Denoising Results
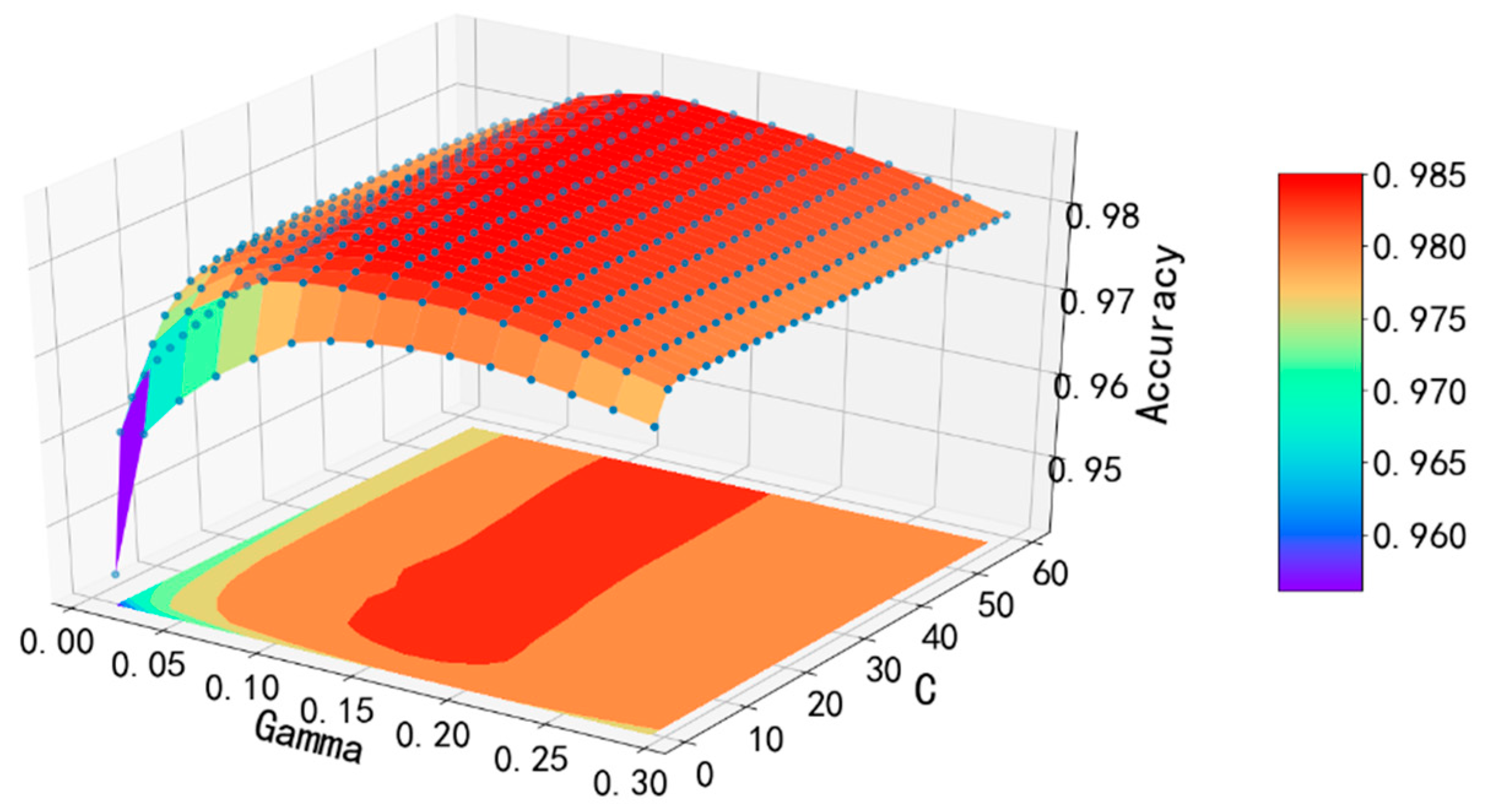
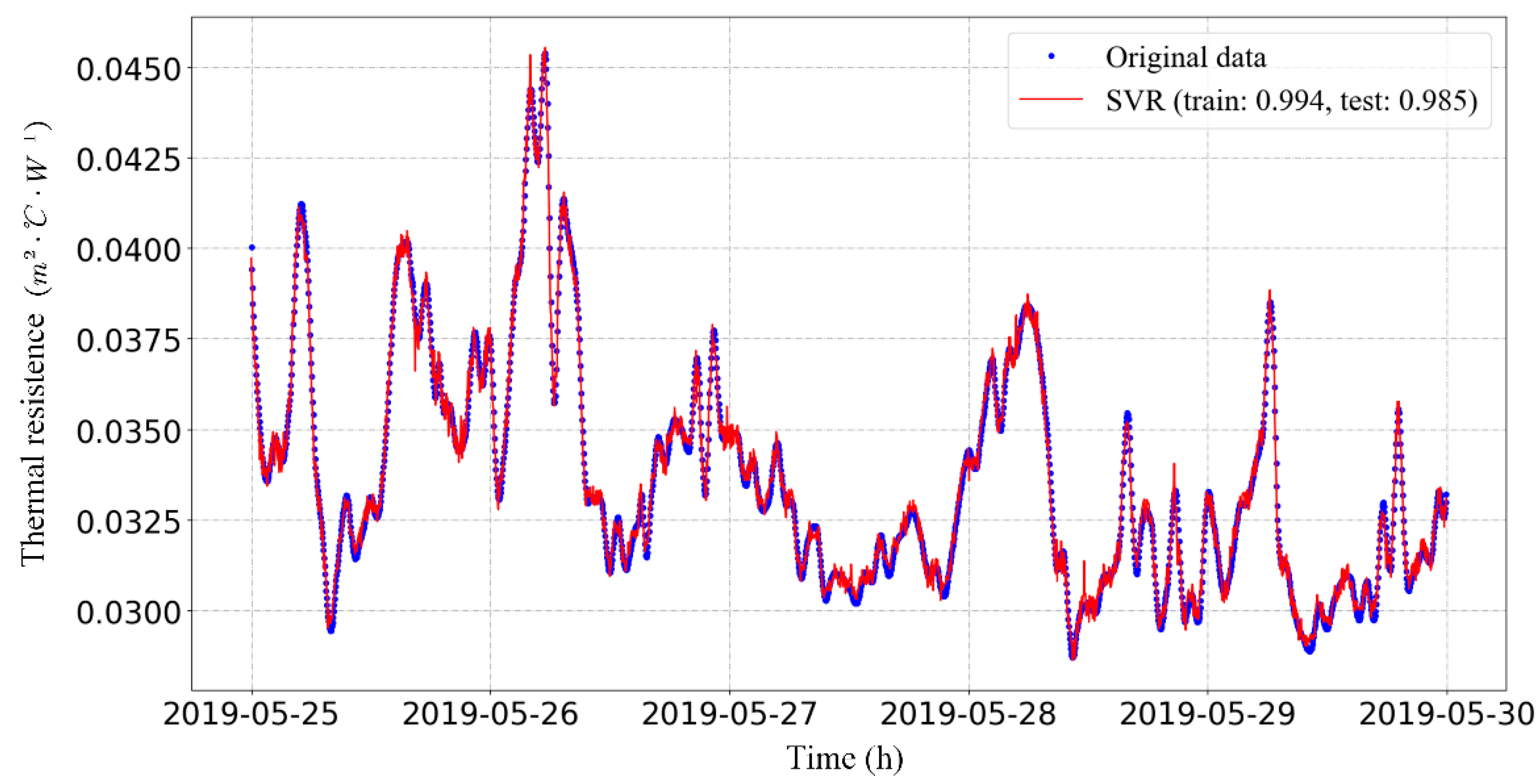
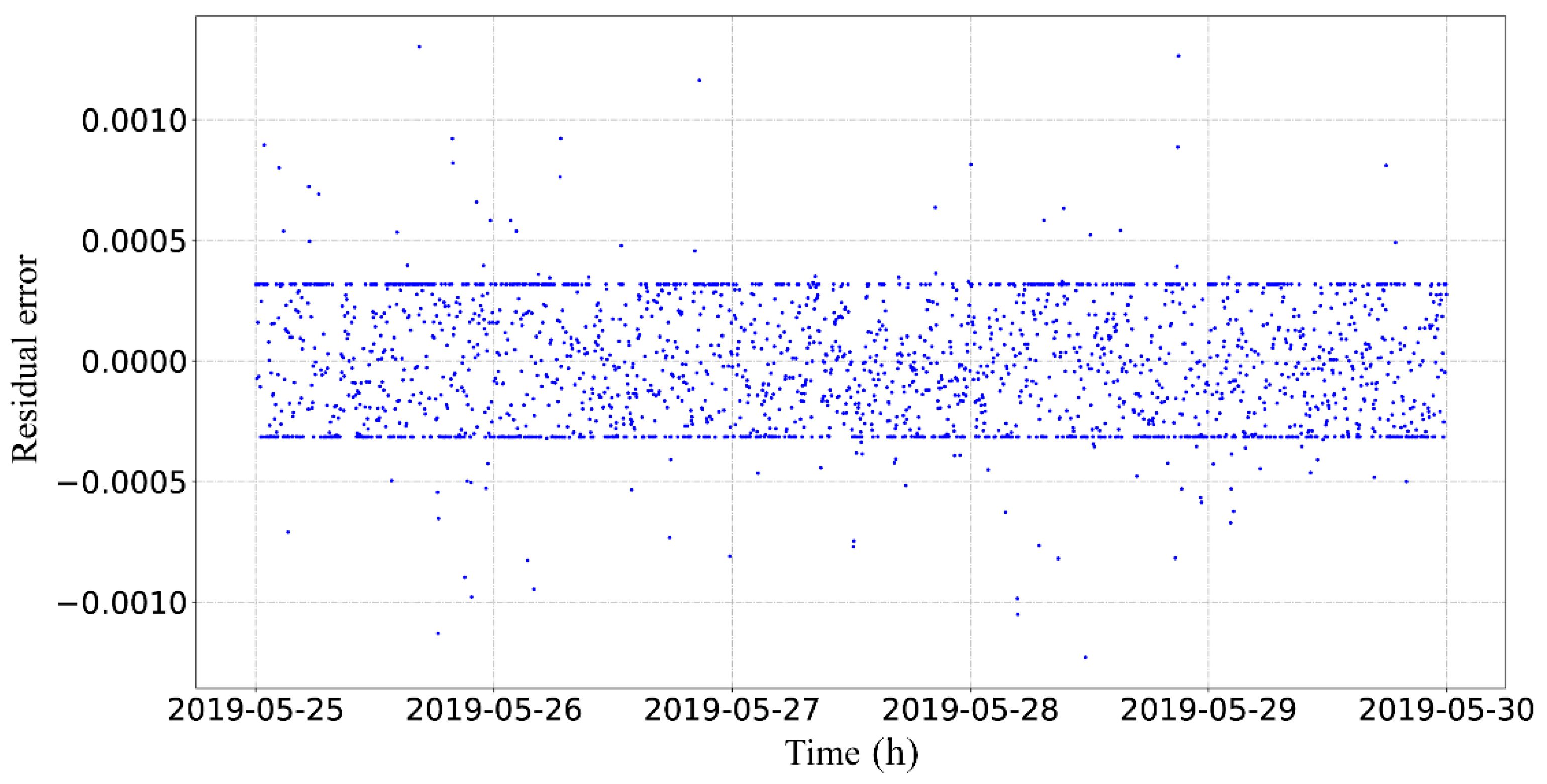
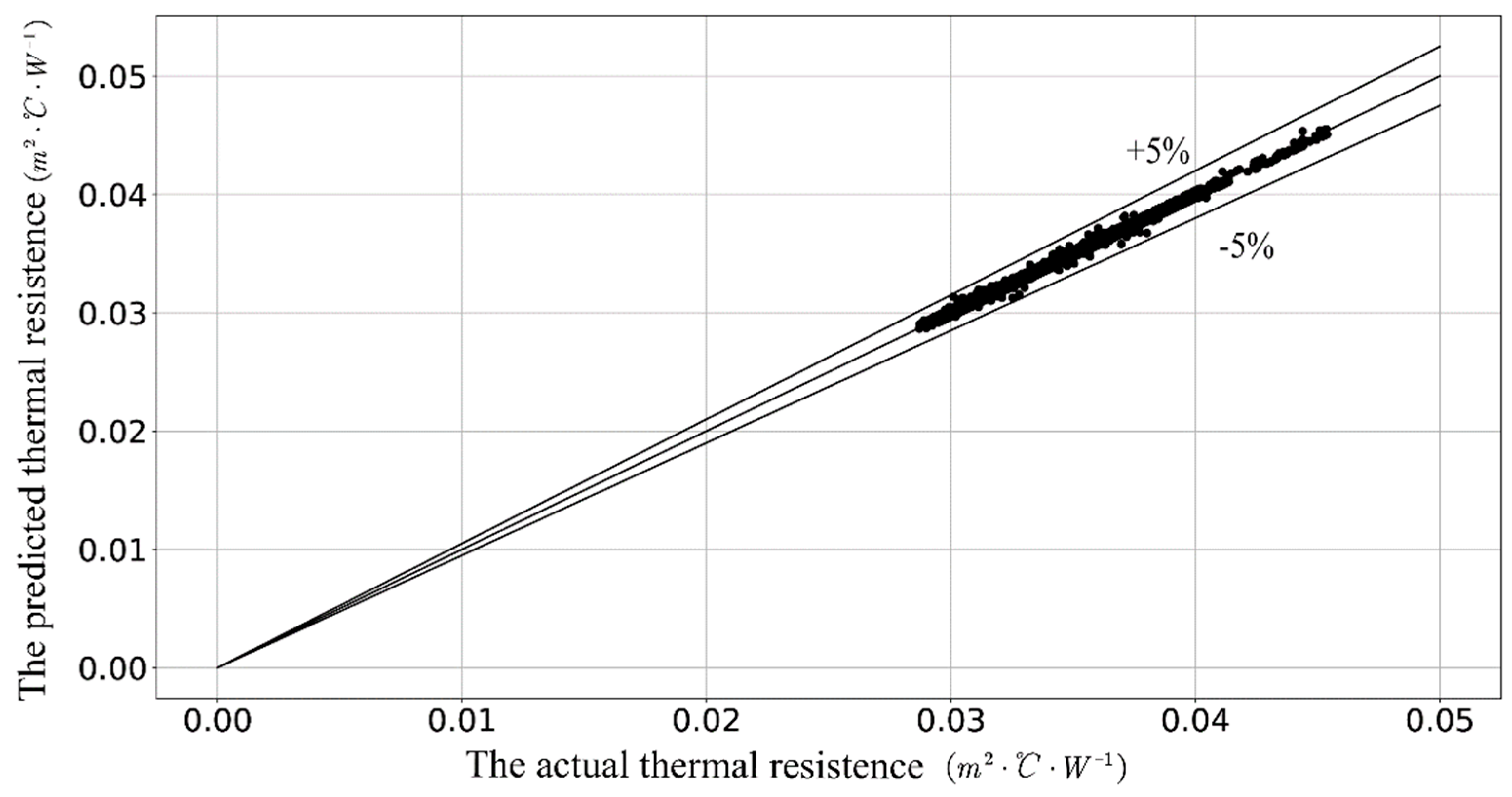
4.3. Fouling Prediction Based on SVR
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Nomenclature
| Acronyms | heat release coefficient of the flue gas side () | ||
| ANN | artificial neural network | heat absorption coefficient of the working fluid side () | |
| DCS | distributed control system | ash-layer thermal conductivity () | |
| DWT | discrete wavelet transform | metal tube thermal conductivity () | |
| KKT | Karush Kuhn Tucker conditions | scale-layer thermal conductivity () | |
| PSO | particle swarm optimization | inner radius of the scale layer () | |
| RBF | radial basis function | inner radius of the metal tube () | |
| RMSE | root mean square error | outer radius of the metal tube () | |
| SNR | signal-to-noise ratio | outer radius of the ash layer () | |
| SVM | support vector machine | length of the metal tube () | |
| SVR | support vector regression | thermal resistance of the ash layer () | |
| Symbols | thermal resistance of the metal tube () | ||
| convection heat absorption of the working fluid side () | thermal resistance of the scale layer () | ||
| convection heat release of the flue gas side () | correction factor related to pipe pitch | ||
| quantity of the working fluid flow () | correction factor related to the vertical tube row number | ||
| calculating fuel quantity () | correction factor related to airflow and wall temperature | ||
| enthalpy of inlet working fluid () | relative length correction factor | ||
| enthalpy of outlet working fluid () | outer diameter of the low-temperature superheater tube () | ||
| enthalpy of inlet flue gas () | inner diameter of the low-temperature superheater tube () | ||
| enthalpy of outlet flue gas () | flow rate of the working fluid at the average temperature () | ||
| the reduced value of steam enthalpy in the desuperheater () | flow rate of the flue gas at the average temperature () | ||
| heat retention coefficient | thermal conductivity of the working fluid at the average temperature () | ||
| air leakage coefficient | thermal conductivity of the flue gas at the average temperature () | ||
| theoretical cold air enthalpy () | kinematic viscosity of the working fluid at the average temperature () | ||
| superheated steam enthalpy () | kinematic viscosity of the flue gas at the average temperature () | ||
| superheated steam pressure () | dynamic viscosity of the working fluid at the average temperature () | ||
| the difference between the inlet temperature of the flue gas side and the inlet temperature of the working fluid side () | dynamic viscosity of the flue gas at the average temperature () | ||
| the difference between the outlet temperature of the flue gas side and the outlet temperature of the working fluid side () | constant-pressure specific heat of the working fluid at the average temperature () | ||
| heat transfer area of the low-temperature superheater () | constant-pressure specific heat of the flue gas at the average temperature () | ||
References
- Tong, Z.; Cheng, Z.; Tong, S. Preliminary Design of Multistage Radial Turbines Based on Rotor Loss Characteristics under Variable Operating Conditions. Energies 2019, 12, 2550. [Google Scholar] [CrossRef] [Green Version]
- Zhang, Y.; Bo, X.; Zhao, Y.; Nielsen, C.P. Benefits of current and future policies on emissions of China’s coal-fired power sector indicated by continuous emission monitoring. Environ. Pollut. 2019, 251, 415–424. [Google Scholar] [CrossRef] [PubMed]
- Li, J.; Zhang, Y.; Tian, Y.; Cheng, W.; Yang, J.; Xu, D.; Wang, Y.; Xie, K.; Ku, A.Y. Reduction of carbon emissions from China’s coal-fired power industry: Insights from the province-level data. J. Clean. Prod. 2019, 242, 118518. [Google Scholar] [CrossRef]
- Du, M.; Wang, X.; Peng, C.; Shan, Y.; Chen, H.; Wang, M.; Zhu, Q. Quantification and scenario analysis of CO2 emissions from the central heating supply system in China from 2006 to 2025. Appl. Energy 2018, 225, 869–875. [Google Scholar] [CrossRef] [Green Version]
- Lu, Y.; Zhao, S. Discussion on Approach to Renovation of Industrial Coal-Fired Boilers in China. J. Environ. Account. Manag. 2015, 3, 23–30. [Google Scholar] [CrossRef]
- Tong, S.; Huang, Y.; Jiang, Y.; Weng, Y.; Tong, Z.; Tang, N.; Cong, F. The identification of gearbox vibration using the meshing impacts based demodulation technique. J. Sound Vib. 2019, 461, 114879. [Google Scholar] [CrossRef]
- Dong, M.; Li, S.; Xie, J.; Han, J. Experimental studies on the normal impact of fly ash particles with planar surfaces. Energies 2013, 6, 3245–3262. [Google Scholar] [CrossRef]
- Bilirgen, H. Slagging in PC boilers and developing mitigation strategies. Fuel 2014, 115, 618–624. [Google Scholar] [CrossRef]
- Shi, Y.; Wen, J.; Cui, F.; Wang, J. An Optimization Study on Soot-Blowing of Air Preheaters in Coal-Fired Power Plant Boilers. Energies 2019, 12, 958. [Google Scholar] [CrossRef] [Green Version]
- Shi, Y.; Li, Q.; Wen, J.; Cui, F.; Pang, X.; Jia, J.; Zeng, J.; Wang, J. Soot Blowing Optimization for Frequency in Economizers to Improve Boiler Performance in Coal-Fired Power Plant. Energies 2019, 12, 2901. [Google Scholar] [CrossRef] [Green Version]
- Chen, Y.; Tong, Z.; Wu, W.; Samuelson, H.; Malkawi, A.; Norford, L. Achieving natural ventilation potential in practice: Control schemes and levels of automation. Appl. Energy 2019, 235, 1141–1152. [Google Scholar] [CrossRef]
- Hu, J.; Tong, Z.; Xin, J.; Yang, C. Simulation and experiment of a remotely operated underwater vehicle with cavitation jet technology. J. Zhejiang Univ.-Sci. A 2019, 20, 804–810. [Google Scholar] [CrossRef]
- Zhang, S.P.; An, L.S.; Shen, G.Q.; Niu, Y.G. Acoustic Pyrometry System for Environmental Protection in Power Plant Boilers. J. Environ. Inform. 2014, 23. [Google Scholar] [CrossRef]
- Zhang, S.; Shen, G.; An, L.; Li, G. Ash fouling monitoring based on acoustic pyrometry in boiler furnaces. Appl. Therm. Eng. 2015, 84, 74–81. [Google Scholar] [CrossRef]
- Shi, Y.; Wang, J.; Liu, Z. On-line monitoring of ash fouling and soot-blowing optimization for convective heat exchanger in coal-fired power plant boiler. Appl. Therm. Eng. 2015, 78, 39–50. [Google Scholar] [CrossRef]
- Zhang, X.; Yuan, J.; Chen, Z.; Tian, Z.; Wang, J. A dynamic heat transfer model to estimate the flue gas temperature in the horizontal flue of the coal-fired utility boiler. Appl. Therm. Eng. 2018, 135, 368–378. [Google Scholar] [CrossRef]
- Trojan, M.; Taler, D. Thermal simulation of superheaters taking into account the processes occurring on the side of the steam and flue gas. Fuel 2015, 150, 75–87. [Google Scholar] [CrossRef]
- Sivathanu, A.K.; Subramanian, S. Extended Kalman filter for fouling detection in thermal power plant reheater. Control Eng. Pract. 2018, 73, 91–99. [Google Scholar] [CrossRef]
- Sobota, T. Improving Steam Boiler Operation by On-Line Monitoring of the Strength and Thermal Performance. Heat Transf. Eng. 2018, 39, 1260–1271. [Google Scholar] [CrossRef]
- Pronobis, M. The influence of biomass co-combustion on boiler fouling and efficiency. Fuel 2006, 85, 474–480. [Google Scholar] [CrossRef]
- Feng, H.; Zhong, W.; Wu, Y.; Tong, S. Thermodynamic performance analysis and algorithm model of multi-pressure heat recovery steam generators (HRSG) based on heat exchangers layout. Energy Convers. Manag. 2014, 81, 282–289. [Google Scholar] [CrossRef]
- Tong, Y.; Zhong, W.; Wu, Y.L.; Tong, S.G. The study on heat transfer model and algorithm of multi-sectional regenerative air heater in power plant boiler based on analytical method. Appl. Mech. Mater. 2014, 448, 3229–3233. [Google Scholar] [CrossRef]
- Feng, H.C.; Zhong, W.; Wu, Y.L.; Tong, S.G. The Effects of Parameters on HRSG Thermodynamic Performance. Adv. Mater. Res. 2013, 774, 383–392. [Google Scholar] [CrossRef]
- Teruel, E.; Cortes, C.; Diez, L.I.; Arauzo, I. Monitoring and prediction of fouling in coal-fired utility boilers using neural networks. Chem. Eng. Sci. 2005, 60, 5035–5048. [Google Scholar] [CrossRef]
- Peña, B.; Teruel, E.; Diez, L.I. Soft-computing models for soot-blowing optimization in coal-fired utility boilers. Appl. Soft Comput. 2011, 11, 1657–1668. [Google Scholar] [CrossRef]
- Mohanty, D.K.; Singru, P.M. Fouling analysis of a shell and tube heat exchanger using local linear wavelet neural network. Int. J. Heat Mass Transf. 2014, 77, 946–955. [Google Scholar] [CrossRef]
- Sun, L.; Zhang, Y.; Saqi, R. Research on the fouling prediction of heat exchanger based on Support Vector Machine optimized by particle swarm optimization algorithm. In Proceedings of the 2009 International Conference on Mechatronics and Automation, Changchun, China, 9–12 August 2009; pp. 2002–2007. [Google Scholar]
- Smola, A.J.; Schölkopf, B. A tutorial on support vector regression. Stat. Comput. 2004, 14, 199–222. [Google Scholar] [CrossRef] [Green Version]
- Mallat, S.G. A theory for multiresolution signal decomposition: The wavelet representation. IEEE Trans. Pattern Anal. Mach. Intell. 1989, 11, 674–693. [Google Scholar] [CrossRef] [Green Version]
- Daubechies, I. Orthonormal bases of compactly supported wavelets. Commun. Pure Appl. Math. 1988, 41, 909–996. [Google Scholar] [CrossRef] [Green Version]
- Donoho, D.L.; Johnstone, J.M. Ideal spatial adaptation by wavelet shrinkage. Biometrika 1994, 81, 425–455. [Google Scholar] [CrossRef]
- Drucker, H.; Burges, C.J.C.; Kaufman, L.; Smola, A.J.; Vapnik, V. Support vector regression machines. In Advances in Neural Information Processing Systems 9; MIT Press: Cambridge, MA, USA, 1997; pp. 155–161. [Google Scholar]
- Basak, D.; Pal, S.; Patranabis, D.C. Support vector regression. Neural Inf. Process. Rev. 2007, 11, 203–224. [Google Scholar]
- Gunn, S.R. Support Vector Machines for Classification and Regression; ISIS Technical Report; University of Southampton: Southampton, UK, 1998; Volume 14, pp. 5–16. [Google Scholar]
- Chapelle, O.; Vapnik, V.; Bousquet, O.; Mukherjee, S. Choosing multiple parameters for support vector machines. Mach. Learn. 2002, 46, 131–159. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Value |
|---|---|
| Low-temperature superheater | convection |
| Type | snake tube |
| Outer diameter × wall thickness () | Φ38 × 4.5 |
| Material | 20G/GB5310 |
| Inlet steam temperature of the low-temperature superheater () | 331.8 |
| Outlet steam temperature of the low-temperature superheater () | 373.3 |
| Fuel consumption () | 21,836 |
| The average velocity of flue gas () | 8 |
| The average velocity of steam () | 13.5 |
| Time | No. 1-8 Powder Feeder Speed | Main Steam Flow Rate | Main Steam Pressure | Main Steam Temperature | Outlet Steam Temperature | |||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | |||||
| 2019/5/25 0:00 | 493.35 | 488.52 | 439.04 | 491.30 | 441.15 | 481.84 | 490.39 | 309.96 | 141.24 | 9.45 | 516.43 | 375.85 |
| 2019/5/25 0:03 | 493.50 | 488.71 | 438.97 | 491.45 | 440.80 | 481.86 | 490.39 | 309.81 | 143.02 | 9.44 | 517.55 | 375.76 |
| 2019/5/25 0:06 | 493.57 | 488.65 | 439.10 | 491.24 | 441.02 | 481.77 | 490.39 | 309.87 | 145.02 | 9.23 | 516.52 | 373.83 |
| 2019/5/25 0:09 | 493.50 | 488.65 | 438.97 | 491.30 | 441.02 | 481.71 | 490.58 | 309.94 | 145.07 | 8.97 | 513.74 | 373.38 |
| 2019/5/25 0:12 | 493.43 | 488.65 | 439.04 | 491.37 | 441.02 | 481.71 | 490.52 | 309.94 | 143.73 | 8.78 | 514.53 | 374.09 |
| 2019/5/25 0:15 | 493.50 | 488.63 | 439.10 | 491.43 | 440.95 | 481.71 | 490.32 | 309.94 | 145.11 | 8.60 | 517.66 | 374.66 |
| 2019/5/25 0:18 | 511.08 | 506.03 | 456.55 | 508.47 | 464.89 | 499.09 | 507.77 | 326.58 | 145.77 | 8.45 | 518.72 | 374.21 |
| ... | ... | ... | ... | ... | ... | ... | ... | ... | ... | ... | ... | ... |
| Time | Inlet Flue Gas Temperature | Outlet Flue Gas Temperature | Steam Flow Rate | Feed Water Flow Rate | Feed Water Temperaturee | Boiler Oxygen Amount | Air Supply Rate of Blower A | Air Supply Rate of Blower B |
|---|---|---|---|---|---|---|---|---|
| 2019/5/25 0:00 | 702.02 | 571.04 | 130.14 | 140.55 | 229.82 | 3.78 | 69,270.42 | 69,173.49 |
| 2019/5/25 0:03 | 703.22 | 570.80 | 131.93 | 142.02 | 229.39 | 4.20 | 69,357.96 | 69,244.02 |
| 2019/5/25 0:06 | 699.11 | 569.04 | 133.96 | 146.14 | 230.56 | 4.41 | 68,729.38 | 69,263.00 |
| 2019/5/25 0:09 | 699.46 | 568.78 | 133.84 | 148.65 | 231.19 | 4.15 | 69,282.43 | 69,408.98 |
| 2019/5/25 0:12 | 701.41 | 569.48 | 133.34 | 145.77 | 230.94 | 4.14 | 68,813.84 | 69,170.73 |
| 2019/5/25 0:15 | 702.98 | 570.48 | 134.51 | 146.57 | 230.71 | 4.27 | 69,191.98 | 69,431.09 |
| 2019/5/25 0:18 | 706.00 | 571.86 | 134.16 | 146.73 | 230.64 | 3.61 | 69,176.59 | 69,312.77 |
| ... | ... | ... | ... | ... | ... | ... | ... | ... |
| Performance Index | Wavelet Decomposition Level | |||
|---|---|---|---|---|
| 2 | 3 | 4 | 5 | |
| RMSE | 0.000595 | 0.000705 | 0.000865 | 0.001126 |
| SNR | 35.1 | 33.6 | 31.8 | 29.5 |
| Test | Train | |
|---|---|---|
| (29, 0.13) | 0.985 | 0.994 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tong, S.; Zhang, X.; Tong, Z.; Wu, Y.; Tang, N.; Zhong, W. Online Ash Fouling Prediction for Boiler Heating Surfaces based on Wavelet Analysis and Support Vector Regression. Energies 2020, 13, 59. https://doi.org/10.3390/en13010059
Tong S, Zhang X, Tong Z, Wu Y, Tang N, Zhong W. Online Ash Fouling Prediction for Boiler Heating Surfaces based on Wavelet Analysis and Support Vector Regression. Energies. 2020; 13(1):59. https://doi.org/10.3390/en13010059
Chicago/Turabian StyleTong, Shuiguang, Xiang Zhang, Zheming Tong, Yanling Wu, Ning Tang, and Wei Zhong. 2020. "Online Ash Fouling Prediction for Boiler Heating Surfaces based on Wavelet Analysis and Support Vector Regression" Energies 13, no. 1: 59. https://doi.org/10.3390/en13010059
APA StyleTong, S., Zhang, X., Tong, Z., Wu, Y., Tang, N., & Zhong, W. (2020). Online Ash Fouling Prediction for Boiler Heating Surfaces based on Wavelet Analysis and Support Vector Regression. Energies, 13(1), 59. https://doi.org/10.3390/en13010059