Effect of Silica, Activated Carbon, and Alumina Supports on NiMo Catalysts for Residue Upgrading


Abstract
:1. Introduction
2. Materials & Methods
2.1. Materials
2.2. Methods
2.2.1. Catalytic Support Preparation
2.2.2. Catalyst Preparation
2.2.3. Catalyst Characterization
2.2.4. Catalyst Activation and Performance Evaluation
2.2.5. Analysis of Feed and Products
3. Results
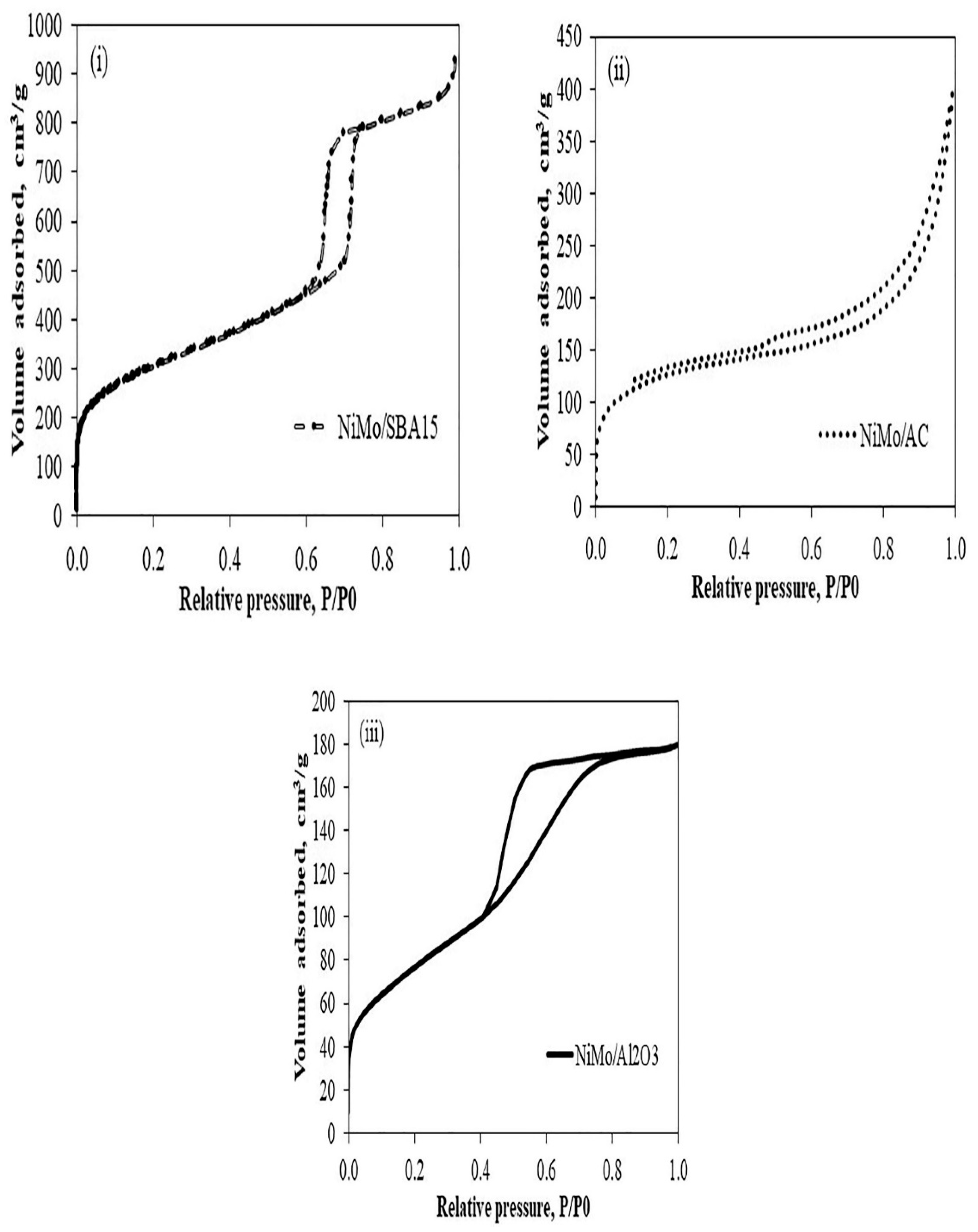
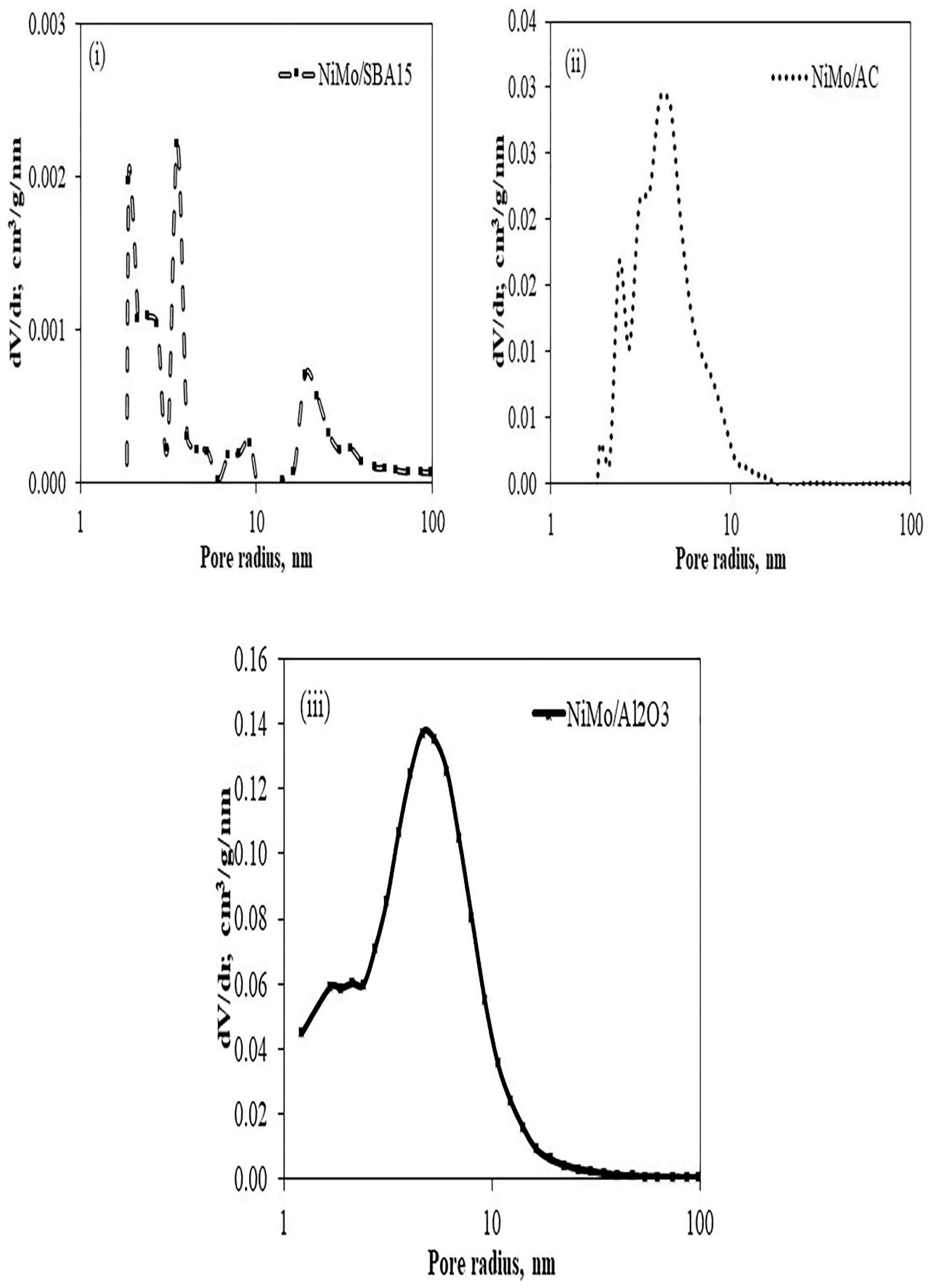
3.1. Catalyst Characterization
3.2. Catalysts Activity Studies
3.2.1. Hydrotreating Activities
3.2.2. Hydrocracking Activities
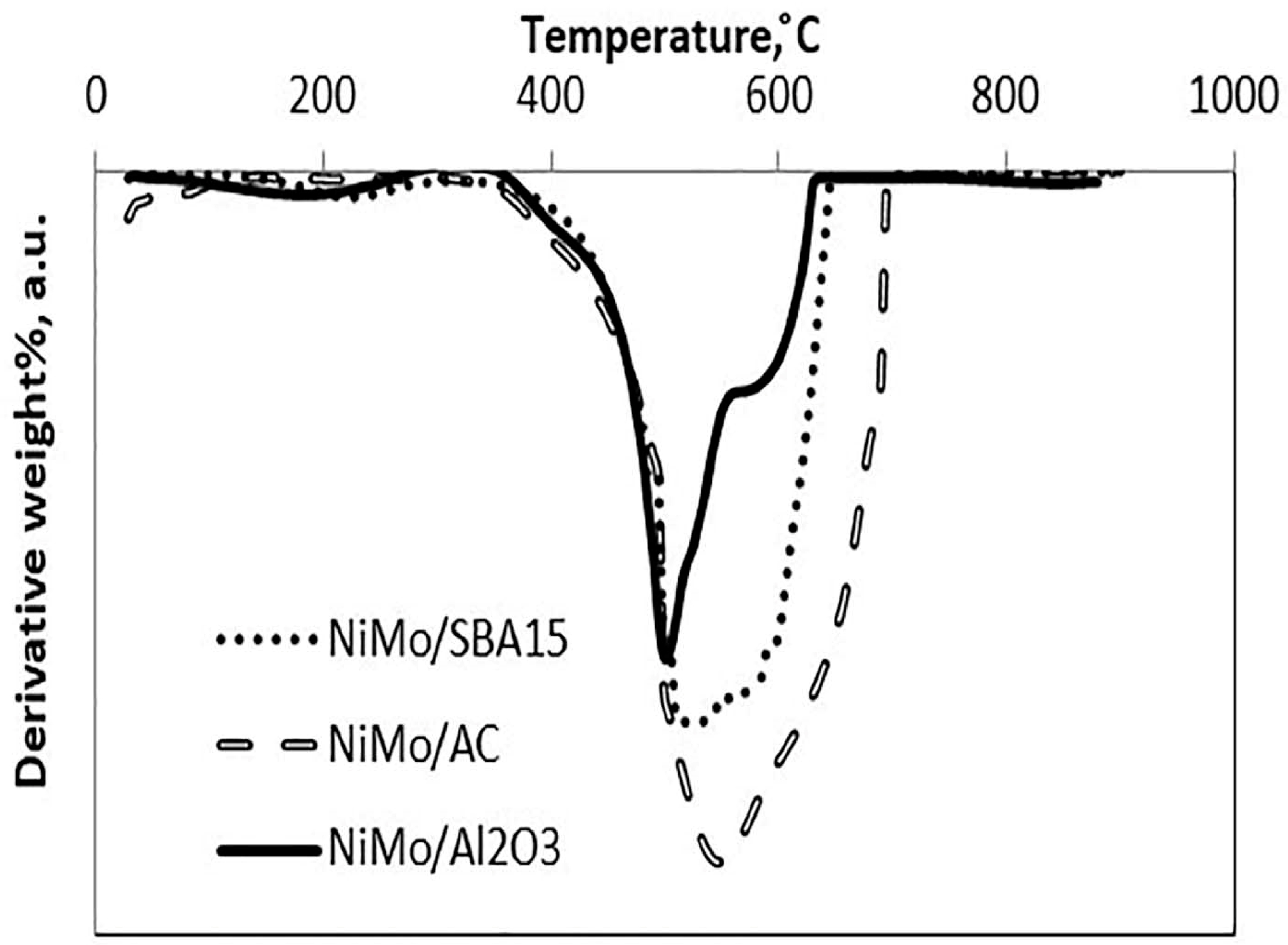
3.3. Spent Catalyst Characterization
4. Discussion
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Speight, J.G. The Chemistry and Technology of Petroleum, 3rd ed.; CRC press: New York, NY, USA, 1999. [Google Scholar]
- Stratiev, D.; Petkov, K. Residue upgrading: Challenges and perspectives. Hydrocarb. Process 2009, 88, 93–96. [Google Scholar]
- Verstraete, J.J.; Le Lannic, K.; Guibard, I. Modeling fixed-bed residue hydrotreating processes. Chem. Eng. Sci. 2007, 62, 5402–5408. [Google Scholar] [CrossRef]
- Furimsky, E. Selection of catalysts and reactors for hydroprocessing. Appl. Catal. A Gen. 1998, 171, 177–206. [Google Scholar] [CrossRef]
- Rana, M.S.; Ancheyta, J.; Maity, S.K.; Rayo, P. Hydrotreating of Maya crude oil: I. Effect of support composition and its pore-diameter on asphaltene conversion. Pet. Sci. Technol. 2007, 25, 187–199. [Google Scholar] [CrossRef]
- Marques, J.; Guillaume, D.; Merdrignac, I.; Espinat, D.; Brunet, S. Effect of catalysts acidity on residues hydrotreatment. Appl. Catal. B Environ. 2011, 101, 727–737. [Google Scholar] [CrossRef]
- Rana, M.S.; Srinivas, B.N.; Maity, S.K.; Dhar, G.M.; Rao, T.S.R. Catalytic functionalities of TiO2 based SiO2, Al2O3, ZrO2 mixed oxide hydroprocessing catalysts. Stud. Surf. Sci. Catal. 1999, 127, 397–400. [Google Scholar]
- Rana, M.S.; Maity, S.K.; Ancheyta, J.; Dhar, G.M.; Rao, T.S.R. TiO2-SiO2 supported hydrotreating catalysts: Physico-chemical characterization and activities. Appl. Catal. A Gen. 2003, 253, 165–176. [Google Scholar] [CrossRef]
- Rana, M.S.; Ancheyta, J.; Maity, S.K.; Rayo, P. Heavy crude oil hydroprocessing: A zeolite based CoMo catalyst and its spent catalyst characterization. Catal. Today 2008, 130, 411–420. [Google Scholar] [CrossRef]
- Marafi, M.; Stanislaus, A. Influence of catalyst acidity and feedstock quality on hydrotreating catalyst deactivation by coke deposition. Pet. Sci. Technol. 2001, 19, 697–710. [Google Scholar] [CrossRef]
- Maity, S.K.; Flores, L.; Ancheyta, J.; Fukuyama, H. Carbon-modified alumina and alumina-carbon supported hydrotreating catalysts. Ind. Eng. Chem. Res. 2009, 48, 1190–1195. [Google Scholar] [CrossRef]
- AlSairafi, S.H.; AlNajdi, N.; AlSheeha, H.; Rana, M.S. Synthesis of alumina support and effect of its properties on thiophene hydrodesulfurization. React. Kinet. Mech. Catal. 2020, 129, 297–313. [Google Scholar] [CrossRef]
- Kaluza, L.; Gulkova, D.; Solcova, O.; Zilkova, N.; Cejka, J. Hydrotreating catalysts supported on organized mesoporous alumina: Optimization of Mo deposition and promotional effects of Co and Ni. Appl. Catal. A Gen. 2008, 351, 93–101. [Google Scholar] [CrossRef]
- Farag, H.; Whitehurst, D.D.; Sakanishi, K.; Mochida, I. Carbon versus alumina as a support for Co-Mo catalysts reactivity towards HDS of dibenzothiophenes and diesel fuel. Catal. Today 1999, 50, 9. [Google Scholar] [CrossRef]
- Farag, H.; Mochida, I.; Sakanishi, K. Fundamental comparison studies on hydrodesulfurization of dibenzothiophenes over CoMo-based carbon and alumina catalysts. Appl. Catal. 2000, 194–195, 147. [Google Scholar] [CrossRef]
- Duchet, J.C.; van Oers, E.M.; de Beer, V.H.J.; Prins, R. Carbon supported sulfide catalysts. J. Catal. 1983, 80, 386–402. [Google Scholar] [CrossRef]
- Brito, J.L.; Severino, F.; Delgado, N.N.; Laine, J. HDS activity of carbon-supported Ni-Mo catalysts derived from thiomolybdate complexes. Appl. Catal. A Gen. 1998, 173, 193–199. [Google Scholar] [CrossRef]
- Kaluza, L.; Zdrazil, M. Carbon-supported Mo catalysts prepared by a new impregnation method using a MoO3/water slurry: Saturated loading, hydrodesulfurization activity and promotion by Co. Carbon 2001, 39, 2023–2034. [Google Scholar] [CrossRef]
- Abotsi, G.M.K.; Scaroni, A.W. A review of carbon supported hydrodesulfurization catalysts. Fuel Process. Technol. 1989, 22, 107–133. [Google Scholar] [CrossRef]
- Valencia, D.; Klimova, T.E. Kinetic study of NiMo/SBA-15 catalysts prepared with citric acid in hydrodesulfurization of dibenzothiophene. Catal. Commun. 2012, 21, 77–81. [Google Scholar] [CrossRef]
- Valencia, D.; Klimova, T.E. Citric acid loading for MoS2-based catalysts supported on SBA-15. New catalytic materials with high hydrogenolysis ability in hydrodesulfurization. Appl. Catal. B Environ. 2013, 129, 137–145. [Google Scholar] [CrossRef]
- Calderon-Magdaleno, M.A.; Mendoza-Nieto, J.A.; Klimova, T.E. Effect of the amount of citric acid used in the pretreatment of NiMo/SBA-15 catalysts on their performance in HDS of dibenzothiophene-type compounds. Catal. Today 2014, 220–222, 78–88. [Google Scholar] [CrossRef]
- Mendoza-Nieto, J.A.; Vera-Vallejo, O.; Escobar-Alarcon, L.; Solis-Casados, D.; Klimova, T. Development of new trimetallic NiMoW catalysts supported on SBA-15 for deep hydrodesulfurization. Fuel 2013, 110, 268–277. [Google Scholar] [CrossRef]
- Boahene, P.E.; Soni, K.K.; Dalai, A.K.; Adjaye, J. Application of different pore diameter SBA-15 supports for heavy gas oil hydrotreatment using FeW catalyst. Appl. Catal. A Gen. 2011, 402, 31–40. [Google Scholar] [CrossRef]
- Zhao, D.; Huo, Q.; Feng, J.; Chmelka, B.; Stucky, G. Non-ionic triblock and star diblock opolymer and oligomeric surfactant synthesis of highly ordered hydrothermally stable mesoporous silica structure. J. Am. Chem. Soc. 1998, 120, 6024–6036. [Google Scholar] [CrossRef]
- Wang, G.; Zhang, L.; Deng, J.; Dai, H.; He, H.; Au, C.T. Preparation, characterization, and catalytic activity of chromia supported on SBA-15 for the oxidative dehydrogenation of isobutene. Appl. Catal. A Gen. 2009, 355, 192–201. [Google Scholar] [CrossRef]
- Zuo, D.; Vrinat, M.; Nie, H.; Mauge, F.; Shi, Y.; Lacroix, M.; Li, D. The formation of the active phases in sulfided NiW/Al2O3catalysts and their evolution during post-reduction treatment. Catal. Today 2004, 93–95, 751–760. [Google Scholar] [CrossRef]
- Kohli, K.; Prajapati, R.; Maity, S.K.; Sau, M.; Sharma, B.K. Accelerated pre-coking of NiMo/Al2O3 catalyst: Effect on the hydroprocessing activity of vacuum residue. Fuel 2019, 235, 437–447. [Google Scholar] [CrossRef]
- Kohli, K.; Prajapati, R.; Maity, S.K.; Sau, M.; Garg, M.O. Deactivation of hydrotreating catalyst by metals in resin and asphaltene parts of heavy oil and residues. Fuel 2016, 175, 264–273. [Google Scholar] [CrossRef]
- Prajapati, R.; Kohli, K.; Maity, S.K.; Garg, M.O. Coking propensity during hydroprocessing of vacuum residues, deasphalted oils, and asphaltenes. Fuel 2017, 203, 514–521. [Google Scholar] [CrossRef]
- Nadjar, W.E.; Bonne, M.; Emmanuelle, T.; Rouleau, L.; Mino, A.; Hocine, S.; Payen, E.; Lancelot, C.; Lamonier, C.; Blanchard, P.; et al. Infrared investigation on surface properties of alumina obtained using recent templating routes. Microporous Mesoporous Mater. 2012, 158, 88–98. [Google Scholar] [CrossRef]
- Thommes, M.; Kaneko, K.; Neimark, A.V.; Olivier, P.; Reinoso, F.P.; Rouquerol, J.; Sing, K.S.W. Physisorption of gases, with special reference to the evaluation of surface area and pore size distribution (IUPAC Technical Report). Pure Appl. Chem. 2015, 87, 1051–1069. [Google Scholar] [CrossRef] [Green Version]
- Behnejad, B.; Abdouss, M.; Tavasoli, A. Comparison of performance of NiMo/alumina catalyst in HDS and HDN reactions of main distillate fractions. Pet. Sci. 2018, 16, 645–656. [Google Scholar] [CrossRef] [Green Version]
- Liu, F.; Xu, S.; Chi, Y.; Xue, D. A novel alumina-activated carbon composite supported NiMo catalyst for hydrodesulfurization of dibenzothiophene. Catal. Commun. 2011, 12, 521–524. [Google Scholar] [CrossRef]
- Topsøe, T. The role of Co–Mo–S type structures in hydrotreating catalysts. Appl. Catal. A Gen. 2007, 322, 3–8. [Google Scholar] [CrossRef]
- Song, C. An overview of new approaches to deep desulfurization for ultra-clean gasoline, diesel fuel and jet fuel. Catal. Today 2003, 86, 211–263. [Google Scholar] [CrossRef]
- Song, C.; Hanaoka, K.; Nomura, M. Influence of pore structure and chemical properties of supported molybdenum catalysts on their performance in upgrading heavy coal liquids. Energy Fuels 1992, 6, 619–628. [Google Scholar] [CrossRef]
- Rana, M.S.; Ancheyta, J.; Rayo, P.; Maity, S.K. Heavy oil hydroprocessing over supported NiMo sulfide catalyst: An inhibition effect by added H2S. Fuel 2007, 86, 1263–1269. [Google Scholar] [CrossRef]
- Puron, H.; Pinilla, J.L.; Berrueco, C.; Montoya De La Fuente, J.A.; Millan, M. Hydrocracking of Maya vacuum residue with NiMo catalysts supported on mesoporous alumina and silica−alumina. Energy Fuels 2013, 27, 3952–3960. [Google Scholar] [CrossRef]
- Gray, R.M. Upgrading Petroleum Residues and Heavy Oils; CRC press: New York, NY, USA, 1994; Volume 56. [Google Scholar]
- Begon, V.; Warrington, S.B.; Megaritis, A.; Charsley, E.L.; Kandiyoti, R. Composition of carbonaceous deposits and catalyst deactivation in the early stages of the hydrocracking of a coal extract. Fuel 1999, 78, 681. [Google Scholar] [CrossRef]
- Kaluza, L.; Karban, J.; Gulkova, D. Activity and selectivity of Co(Ni)Mo sulfides supported on MgO, Al2O3, ZrO2, TiO2, MCM-41 and activated carbon in parallel hydrodeoxygenation of octanoic acid and hydrodesulfurization of 1-benzothiophene. React. Kinet. Mech. Catal. 2019, 127, 887–902. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Properties | NiMo/SBA15 | NiMo/AC | NiMo/Al2O3 |
|---|---|---|---|
| SBET, m2/g | 573 | 447 | 276 |
| Pore volume, cm3/g | 0.67 | 0.62 | 1.08 |
| Pore diameter, nm | 1.87 | 5.49 | 10.02 |
| Properties | VR | NiMo/SBA15 | NiMo/AC | NiMo/Al2O3 |
|---|---|---|---|---|
| Density at 15.6 °C, g/mL | 1.055 | 0.8624 | 0.9447 | 0.8529 |
| Kinematic viscosity at 15.6 °C, cSt | 25,794 * | 7.12 | 4.50 | 2.74 |
| Sulfur, wt.% | 5.45 | |||
| Ni, wppm | 65 | - | - | - |
| V, ppm | 240 | - | - | - |
| H/C, atomic ratio | 1.07 | 1.32 | 1.41 | 1.67 |
| MCR, wt.% | 26.29 | 5.65 | 2.73 | 3.26 |
| Saturate, wt.% | 8.89 | 12.27 | 40.64 | 64.46 |
| Aromatic, wt.% | 25.88 | 51.68 | 30.93 | 25.54 |
| Resin, wt.% | 43.25 | 27.39 | 24.65 | 8.53 |
| Asphaltene, wt.% | 21.98 | 8.66 | 3.78 | 1.47 |
| Coke, wt.% | - | 47.01 | 39.55 | 29.65 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kohli, K.; Prajapati, R.; Maity, S.K.; Sharma, B.K. Effect of Silica, Activated Carbon, and Alumina Supports on NiMo Catalysts for Residue Upgrading. Energies 2020, 13, 4967. https://doi.org/10.3390/en13184967
Kohli K, Prajapati R, Maity SK, Sharma BK. Effect of Silica, Activated Carbon, and Alumina Supports on NiMo Catalysts for Residue Upgrading. Energies. 2020; 13(18):4967. https://doi.org/10.3390/en13184967
Chicago/Turabian StyleKohli, Kirtika, Ravindra Prajapati, Samir K. Maity, and Brajendra Kumar Sharma. 2020. "Effect of Silica, Activated Carbon, and Alumina Supports on NiMo Catalysts for Residue Upgrading" Energies 13, no. 18: 4967. https://doi.org/10.3390/en13184967
APA StyleKohli, K., Prajapati, R., Maity, S. K., & Sharma, B. K. (2020). Effect of Silica, Activated Carbon, and Alumina Supports on NiMo Catalysts for Residue Upgrading. Energies, 13(18), 4967. https://doi.org/10.3390/en13184967