Techno-Economic and Environmental Evaluations of Decarbonized Fossil-Intensive Industrial Processes by Reactive Absorption & Adsorption CO2 Capture Systems


Abstract
:1. Introduction
2. Carbon Capture Technologies for Efficient Decarbonization of Industrial Applications
3. Conceptual Designs, Main Design Assumptions, and Process Integration Elements
- Cases 1: Coal-based gasification power plants;
- Cases 2: Coal-based super-critical power plants;
- Cases 3: Integrated iron & steel plants;
- Cases 4: Cement production plants.
4. Techno-Economic and Environmental Assessment Methodology
5. Results and Discussions
5.1. Coal-Based Gasification Power Plants
- Case 1.1—Conventional gasification-based power plant without decarbonization;
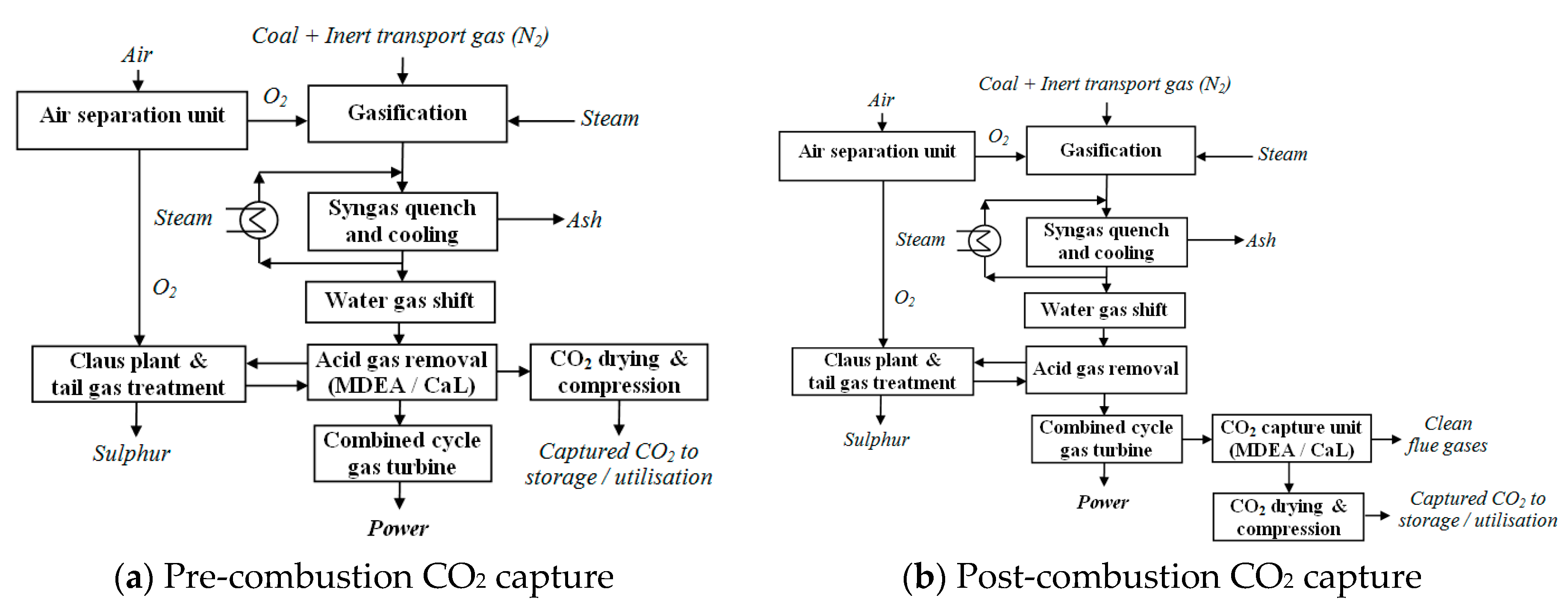
- Case 1.2—Decarbonized power plant based on the pre-combustion concept using reactive gas-liquid absorption (MDEA);
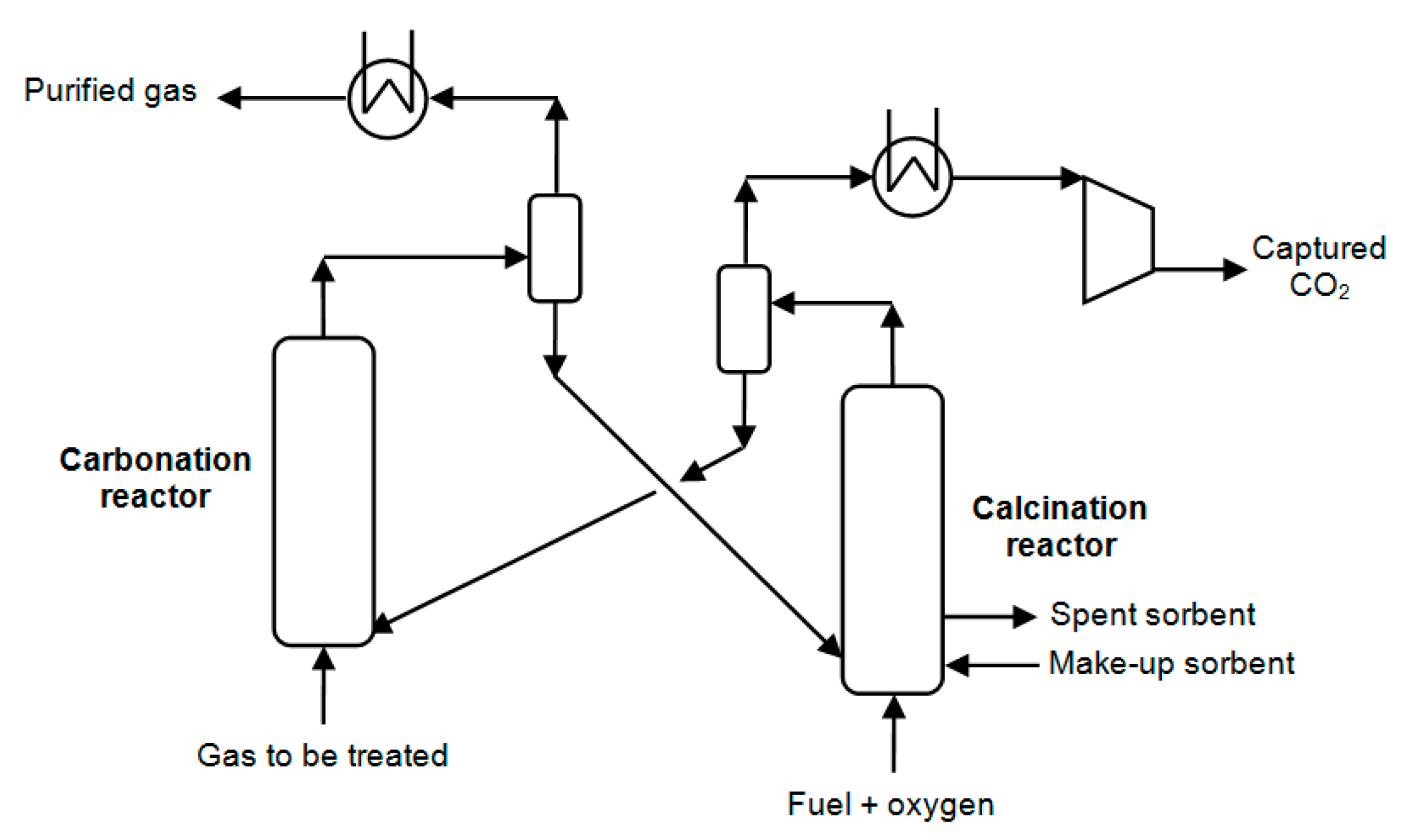
- Case 1.3—Decarbonized power plant based on the pre-combustion concept using reactive gas-solid system (CaL);
- Case 1.4—Decarbonized power plant based on the post-combustion concept using reactive gas-liquid absorption (MDEA).
5.2. Coal-Based Super-Critical Combustion Power Plants
- Case 2.1—Conventional combustion-based power plant without decarbonization;
- Case 2.2—Decarbonized power plant based on reactive gas-liquid absorption (MDEA);
- Case 2.3—Decarbonized power plant based on reactive gas-solid system (CaL).
5.3. Integrated Steel Mills
- Case 3.1—Conventional steel mill without decarbonization;
- Case 3.2—Decarbonized steel mill based on reactive gas-liquid absorption (MDEA);
- Case 3.3—Decarbonized steel mill based on reactive gas-solid system (CaL).
5.4. Cement Plants
- Case 4.1—Conventional cement production plant without decarbonization;
- Case 4.2—Decarbonized cement production based on reactive gas-liquid absorption (MDEA);
- Case 4.3—Decarbonized cement production based on reactive gas-solid system (CaL).
6. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- European Commission. The European Green Deal; COM(2019) 640 Final; European Commission: Brussels, Belgium, 2019. [Google Scholar]
- International Energy Agency. Global Energy & CO2 Status Report 2019. Available online: https://www.iea.org/reports/global-energy-and-co2-status-report-2019/emissions (accessed on 7 January 2020).
- International Energy Agency—Greenhouse Gas R&D Programme. Iron and Steel CCS Study (Techno-Economic Integrated Steel Mill); Report 2013/04; IEAGHG: Cheltenham, UK, 2013. [Google Scholar]
- International Energy Agency—Greenhouse Gas R&D Programme. Deployment of CCS in the Cement Industry; Report 2013/19; IEAGHG: Cheltenham, UK, 2013. [Google Scholar]
- European Commission. A Policy Framework for Climate and Energy in the Period From 2020 to 2030; COM(2014) 15 Final; European Commission: Brussels, Belgium, 2014. [Google Scholar]
- Metz, B.; Davidson, O.; Coninck, H.; Loos, M.; Meyer, L. Special Report: Carbon Dioxide Capture and Storage; Intergovernmental Panel on Climate Change (IPCC); Cambridge University Press: New York, NY, USA, 2005. [Google Scholar]
- Norhasyima, R.S.; Mahlia, T.M.I. Advances in CO₂ utilization technology: A patent landscape review. J CO2 Util. 2018, 26, 323–335. [Google Scholar] [CrossRef]
- Fang, M.; Yi, N.; Di, W.; Wang, T.; Wang, Q. Emission and control of flue gas pollutants in CO2 chemical absorption system—A review. Int. J. Greenh. Gas Con. 2020, 93, 102904. [Google Scholar] [CrossRef]
- Fan, L.S. Chemical Looping Systems for Fossil Energy Conversions; Wiley-AIChE: Hoboken, NJ, USA, 2010. [Google Scholar]
- Borhani, T.N.; Wang, M. Role of solvents in CO2 capture processes: The review of selection and design methods. Renew. Sustain. Energy Rev. 2019, 114, 109299. [Google Scholar] [CrossRef]
- Cormos, A.M.; Dinca, C.; Cormos, C.C. Energy efficiency improvements of post-combustion CO2 capture based on reactive gas-liquid absorption applied for super-critical circulating fluidized bed combustion (CFBC) power plants. Clean. Technol. Environ. 2018, 20, 1311–1321. [Google Scholar] [CrossRef]
- Li, T.; Keener, T.C. A review: Desorption of CO2 from rich solutions in chemical absorption processes. Int. J. Greenh. Gas Con. 2016, 51, 290–304. [Google Scholar] [CrossRef]
- Cormos, A.M.; Cormos, C.C. Techno-economic assessment of combined hydrogen & power co-generation with carbon capture: The case of coal gasification. Appl. Therm. Eng. 2019, 147, 29–39. [Google Scholar]
- Yan, Y.; Wang, K.; Clough, P.T.; Anthony, E.J. Developments in calcium/chemical looping and metal oxide redox cycles for high-temperature thermochemical energy storage: A review. Fuel Process. Technol. 2020, 199, 106280. [Google Scholar] [CrossRef]
- Hornberger, M.; Spörl, R.; Scheffknecht, G. Calcium Looping for CO2 Capture in Cement Plants—Pilot Scale Test. Energy Procedia 2017, 114, 6171–6174. [Google Scholar] [CrossRef]
- Cormos, C.C. Economic evaluations of coal-based combustion and gasification power plants with post-combustion CO2 capture using calcium looping cycle. Energy 2014, 78, 665–673. [Google Scholar] [CrossRef]
- Higman, C.; van der Burgt, M. Gasification, 2nd ed.; Gulf Professional Publishing, Elsevier Science: Burlington, MA, USA, 2008. [Google Scholar]
- International Energy Agency—Greenhouse Gas R&D Programme. Potential for Improvement in Gasification Combined Cycle Power Generation with CO2 Capture; Report PH4/19; IEAGHG: Cheltenham, UK, 2003. [Google Scholar]
- National Energy Technology Laboratory. Cost and Performance Baseline for Fossil Energy Plants, Volume 1: Bituminous Coal and Natural Gas to Electricity; Report 2010/1397; NETL: Albany, NY, USA, 2010. [Google Scholar]
- Ramírez-Santos, A.A.; Castel, C.; Favre, E. A review of gas separation technologies within emission reduction programs in the iron and steel sector: Current application and development perspectives. Sep. Purif. Technol. 2018, 194, 425–442. [Google Scholar]
- Quader, M.A.; Ahmed, S.; Ghazilla, R.A.; Ahmed, S.; Dahari, M. A comprehensive review on energy efficient CO2 breakthrough technologies for sustainable green iron and steel manufacturing. Renew. Sustain. Energy Rev. 2015, 50, 594–614. [Google Scholar] [CrossRef]
- Cormos, A.M.; Dinca, C.; Petrescu, L.; Chisalita, D.A.; Szima, S.; Cormos, C.C. Carbon capture and utilisation technologies applied to energy conversion systems and other energy-intensive industrial applications. Fuel 2018, 211, 883–890. [Google Scholar] [CrossRef]
- Garcia, M.; Berghout, N. Toward a common method of cost-review for carbon capture technologies in the industrial sector: Cement and iron and steel plants. Int. J. Greenh. Gas Con. 2019, 87, 142–158. [Google Scholar] [CrossRef]
- Manan, Z.A.; Nawi, W.N.R.M.; Alwi, S.R.W.; Klemeš, J.J. Advances in Process Integration research for CO2 emission reduction—A review. J. Clean. Prod. 2017, 167, 1–13. [Google Scholar] [CrossRef]
- Perejón, A.; Romeo, L.M.; Lara, Y.; Lisbona, P.; Martínez, A.; Valverde, J.M. The Calcium-Looping technology for CO2 capture: On the important roles of energy integration and sorbent behavior. Appl. Energy 2016, 162, 787–807. [Google Scholar]
- International Energy Agency—Greenhouse Gas R&D Programme. Improvement in Power Generation with Post-Combustion Capture of CO2; Report no. PH4/33; IEAGHG: Cheltenham, UK, 2004. [Google Scholar]
- Sun, H.; Wu, C.; Shen, B.; Zhang, X.; Zhang, Y.; Huang, J. Progress in the development and application of CaO-based adsorbents for CO2 capture—A review. Mater. Today Sustain. 2018, 1–2, 1–27. [Google Scholar] [CrossRef]
- Haaf, M.; Peters, J.; Hilz, J.; Unger, A.; Ströhle, J.; Epple, B. Combustion of solid recovered fuels within the calcium looping process—Experimental demonstration at 1 MWth scale. Exp. Therm. Fluid Sci. 2020, 113, 110023. [Google Scholar] [CrossRef]
- International Energy Agency—Greenhouse Gas R&D Programme. The IEAGHG Power Plant Assessment Program (PPAP); Report 2005/7; IEAGHG: Cheltenham, UK, 2005. [Google Scholar]
- Petrescu, L.; Cormos, C.C. Environmental assessment of IGCC power plants with pre-combustion CO2 capture by chemical & calcium looping methods. J. Clean. Prod. 2017, 158, 233–244. [Google Scholar]
- Petrescu, L.; Bonalumi, D.; Valenti, G.; Cormos, A.M.; Cormos, C.C. Life Cycle Assessment for supercritical pulverized coal power plants with post-combustion carbon capture and storage. J. Clean. Prod. 2017, 157, 10–21. [Google Scholar] [CrossRef]
- Petrescu, L.; Chisalita, D.A.; Cormos, C.C.; Manzolini, G.; Cobden, P.; van Dijk, H.A.J. Life Cycle Assessment of SEWGS technology applied to integrated steel plants. Sustainability 2019, 11, 1825. [Google Scholar] [CrossRef] [Green Version]
- Diego, M.E.; Arias, B. Impact of load changes on the carbonator reactor of a 1.7 MWth calcium looping pilot plant. Fuel Process. Technol. 2020, 200, 106307. [Google Scholar] [CrossRef]
- Cormos, A.M.; Dinca, C.; Cormos, C.C. Multi-fuel multi-product operation of IGCC power plants with carbon capture and storage (CCS). Appl. Therm. Eng. 2015, 74, 20–27. [Google Scholar] [CrossRef]
- Rolfe, A.; Huang, Y.; Haaf, M.; Rezvani, S.; MclIveen-Wright, D.; Hewitt, N.J. Integration of the calcium carbonate looping process into an existing pulverized coal-fired power plant for CO2 capture: Techno-economic and environmental evaluation. Appl. Energy 2018, 222, 169–179. [Google Scholar] [CrossRef]
- Chisalita, D.A.; Petrescu, L.; Cobden, P.; van Dijk, H.A.J.; Cormos, A.M.; Cormos, C.C. Assessing the environmental impact of an integrated steel mill with post-combustion CO2 capture and storage using the LCA methodology. J. Clean. Prod. 2019, 211, 1015–1025. [Google Scholar] [CrossRef]
- Nidheesh, P.V.; Kumar, M.S. An overview of environmental sustainability in cement and steel production. J. Clean. Prod. 2019, 231, 856–871. [Google Scholar] [CrossRef]
- Dean, C.C.; Blamey, J.; Florin, N.H.; Al-Jeboori, M.J.; Fennell, P.S. The calcium looping cycle for CO2 capture from power generation, cement manufacture and hydrogen production. Chem. Eng. Res. Des. 2011, 89, 836–855. [Google Scholar] [CrossRef] [Green Version]
- Erans, M.; Jeremias, M.; Zheng, L.; Yao, J.G.; Blamey, J.; Manovic, V.; Fennell, P.S.; Anthony, E.J. Pilot testing of enhanced sorbents for calcium looping with cement production. Appl. Energy 2018, 225, 392–401. [Google Scholar] [CrossRef]
- Kuramochi, T.; Ramírez, A.; Turkenburg, W.; Faaij, A. Comparative assessment of CO2 capture technologies for carbon-intensive industrial processes. Prog. Energy Combust. Sci. 2012, 38, 87–112. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Unit | Design Assumptions |
|---|---|
| Fossil fuel (coal) specifications [22] | Ultimate analysis (dry weight percentages): 72.30% carbon, 4.11% hydrogen, 1.69% nitrogen, 7.45% oxygen, 0.56% sulfur, 13.89% ash; Moisture: 8%; Lower heating value: 25.17 MJ/kg |
| Gasification power plant [12] | Entrained-flow gasifier with syngas quench Separate H2S and CO2 removal by absorption and adsorption systems Combined cycle power using one M701G2 gas turbine |
| Super-critical power plant [17] | 290 bar/582 °C and two reheats at 75 bar/580 °C and 20 bar/580 °C 95% NOx removal yield by selective catalytic reduction unit 98–99% SOx removal yield by wet desulphurization unit |
| Integrated steel mill [3] | Plant capacity: 4 Mt/y hot-rolled coil (HRC) Decarbonization of power plant, hot stoves, lime and coke production Natural gas-based heat and power unit for ancillary consumptions Captive heat and power plant: subcritical boiler and combined cycle |
| Cement plant [4] | Plant capacity: 1 Mt/y cement 95% NOx removal yield by selective catalytic reduction unit 98–99% SOx removal yield by wet desulphurization unit Coal-based heat and power unit for ancillary energy consumptions |
| Decarbonization unit employing a chemical scrubbing system [19] | Methyl-diethanol-amine (MDEA) aqueous solution 50% wt. Absorption/desorption columns: 42–55 °C/115–125 °C 90% flue gas decarbonization rate (pre- and post-combustion) Solvent regeneration: thermal using LP steam at 140–150 °C |
| Decarbonization unit employing a Ca-based sorbent system [19] | Natural limestone as calcium-based sorbent Carbonation/calcination reactors: 540–615 °C/825–975 °C 90% flue gas decarbonization rate (pre- and post-combustion) Oxy-fuel combustion system to provide heat for sorbent regeneration Power consumption for oxygen production unit: 200 kWh/t |
| CO2 conditioning unit [14] | Four compression stages with 120 bar final pressure at plant gate Moisture removal by gas-liquid absorption using Tri-Ethylene-Glycol (TEG) CO2 composition (volume percentages): >95% CO2, <2000 ppm CO, <200 ppm H2O,<50 ppm H2S, <4% other gases |
| Performance Index | UM | Case 1.1 | Case 1.2 | Case 1.3 | Case 1.4 |
|---|---|---|---|---|---|
| Fossil fuel (coal) consumption | t/h | 151.00 | 166.80 | 222.00 | 228.17 |
| Coal lower heating value (LHV) | MJ/kg | 25.17 | |||
| Power plant input thermal energy | MW | 1055.74 | 1166.21 | 1552.15 | 1595.30 |
| Power output (combined cycle) | MW | 560.61 | 535.88 | 716.25 | 720.50 |
| Power consumption | MW | 76.25 | 108.91 | 156.18 | 175.01 |
| Net power output | MW | 484.36 | 426.97 | 560.07 | 545.49 |
| Net power efficiency | % | 45.87 | 36.61 | 36.08 | 34.19 |
| Plant decarbonization rate | % | 0.00 | 90.00 | 90.00 | 90.00 |
| Specific power plant emissions | kg/MWh | 760.25 | 85.48 | 83.02 | 88.95 |
| SPECCA | MJ/kg | - | 2.94 | 3.14 | 3.99 |
| Specific capital investment | €/kW | 1874.00 | 2620.00 | 2305.00 | 3286.00 |
| Levelised cost of electricity | €/MWh | 54.13 | 73.28 | 76.07 | 81.25 |
| CO2 avoided cost | €/t | - | 28.38 | 32.40 | 40.39 |
| Performance Index | UM | Case 2.1 | Case 2.2 | Case 2.3 |
|---|---|---|---|---|
| Fossil fuel (coal) consumption | t/h | 165.00 | 208.50 | 199.13 |
| Coal lower heating value (LHV) | MJ/kg | 25.17 | ||
| Power plant input thermal energy | MW | 1153.62 | 1457.76 | 1392.24 |
| Power output (steam turbine) | MW | 528.90 | 569.05 | 596.81 |
| Power consumption | MW | 28.90 | 69.05 | 96.81 |
| Net power output | MW | 500.00 | 500.00 | 500.00 |
| Net power efficiency | % | 43.34 | 34.30 | 35.92 |
| Plant decarbonization rate | % | 0.00 | 90.00 | 90.00 |
| Specific power plant emissions | kg/MWh | 800.61 | 89.60 | 77.05 |
| SPECCA | MJ/kg | - | 3.08 | 2.41 |
| Specific capital investment | €/kW | 1320.00 | 2520.00 | 1875.00 |
| Levelised cost of electricity | €/MWh | 45.53 | 84.02 | 68.41 |
| CO2 avoided cost | €/t | - | 49.09 | 31.34 |
| Environmental Impact Index | UM | Case 2.1 | Case 2.2 | Case 2.3 |
|---|---|---|---|---|
| Global warming potential | kg CO2 eq./MWh | 970.37 | 495.93 | 402.20 |
| Acidification potential | kg SO2 eq./MWh | 0.49 | 4.57 | 1.66 |
| Eutrophication potential | kg PO4−3 eq./MWh | 1285.44 | 1739.76 | 1121.86 |
| Ozone depletion potential ×108 | kg R11 eq./MWh | 0.59 | 4.07 | 2.63 |
| Abiotic depletion potential | MJ/MWh | 9829.28 | 15,231.63 | 13,752.06 |
| Freshwater ecotoxicity potential | kg DCB eq./MWh | 0.27 | 1.66 | 1.10 |
| Human toxicity potential | kg DCB eq./MWh | 3.41 | 55.27 | 19.84 |
| Photochemical oxidation potential | kg Ethene eq./MWh | 0.20 | 2.71 | 0.26 |
| Terrestrial ecotoxicity potential | kg DCB eq./MWh | 0.05 | 0.28 | 0.18 |
| Marine ecotoxicity potential | kg DCB eq./MWh | 6730.54 | 26,011.85 | 16,494.81 |
| Performance Index | UM | Case 3.1 | Case 3.2 | Case 3.3 |
|---|---|---|---|---|
| Fossil fuel (natural gas) consumption | MW | 669.80 | 544.00 | 1156.80 |
| Power output (gas turbine) | MW | - | 202.31 | 91.06 |
| Power output (steam turbine) | MW | 224.68 | 107.33 | 366.06 |
| Gross power block output | MW | 224.68 | 309.65 | 457.12 |
| Power consumption | MW | 9.68 | 1.68 | 132.65 |
| Net power block output | MW | 215.00 | 307.97 | 324.47 |
| Net power block efficiency | % | 32.10 | 56.61 | 28.04 |
| Decarbonization rate (power block) | % | 0.00 | 0.00 | 90.00 |
| Specific CO2 emissions (power) | kg/MWh | 2455.42 | 370.02 | 242.32 |
| Specific CO2 emissions (steel) | kg/t HRC | 980.48 | 229.50 | 166.10 |
| Decarbonization rate (capture plant) | % | 0.00 | 90.00 | 90.00 |
| Overall plant specific CO2 emissions | kg/t HRC | 2092.50 | 833.55 | 640.00 |
| Quantity of captured CO2 | kg/t HRC | 0.00 | 1615.80 | 1495.20 |
| Specific capital investment | €/t HRC | 955.00 | 1077.00 | 1015.00 |
| Levelised cost of steel | €/t HRC | 520.73 | 614.05 | 580.70 |
| CO2 avoided cost | €/t | - | 73.46 | 68.92 |
| Performance Index | UM | Case 4.1 | Case 4.2 | Case 4.3 |
|---|---|---|---|---|
| Fossil fuel (coal) consumption | t/h | - | 33.50 | 22.10 |
| Coal inferior calorific value | MJ/kg | 25.17 | ||
| Thermal energy (decarbonization unit) | MW | - | 234.22 | 154.51 |
| Power output (steam turbine) | MW | - | 54.40 | 58.12 |
| Gross power block output | MW | - | 54.40 | 58.12 |
| Power consumption | MW | 16.24 | 34.16 | 42.38 |
| Net power block output | MW | - | 20.24 | 15.74 |
| Net power block efficiency | % | - | 8.64 | 10.18 |
| Plant decarbonization rate | % | 0.00 | 90.00 | 90.00 |
| Specific plant CO2 emissions (on-site) | kg/t cement | 728.42 | 135.78 | 120.74 |
| Specific plant CO2 emissions (export) | kg/t cement | 42.02 | −79.93 | −62.35 |
| Specific plant CO2 emissions (total) | kg/t cement | 770.44 | 55.85 | 58.39 |
| Quantity of captured CO2 | kg/t cement | 0.00 | 1214.17 | 962.20 |
| Specific capital investment | €/t cement | 263.00 | 557.00 | 458.00 |
| Levelized cost of cement | €/t cement | 65.60 | 127.68 | 106.73 |
| CO2 avoided cost | €/t | - | 86.87 | 57.76 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cormos, A.-M.; Dragan, S.; Petrescu, L.; Sandu, V.; Cormos, C.-C. Techno-Economic and Environmental Evaluations of Decarbonized Fossil-Intensive Industrial Processes by Reactive Absorption & Adsorption CO2 Capture Systems. Energies 2020, 13, 1268. https://doi.org/10.3390/en13051268
Cormos A-M, Dragan S, Petrescu L, Sandu V, Cormos C-C. Techno-Economic and Environmental Evaluations of Decarbonized Fossil-Intensive Industrial Processes by Reactive Absorption & Adsorption CO2 Capture Systems. Energies. 2020; 13(5):1268. https://doi.org/10.3390/en13051268
Chicago/Turabian StyleCormos, Ana-Maria, Simion Dragan, Letitia Petrescu, Vlad Sandu, and Calin-Cristian Cormos. 2020. "Techno-Economic and Environmental Evaluations of Decarbonized Fossil-Intensive Industrial Processes by Reactive Absorption & Adsorption CO2 Capture Systems" Energies 13, no. 5: 1268. https://doi.org/10.3390/en13051268
APA StyleCormos, A. -M., Dragan, S., Petrescu, L., Sandu, V., & Cormos, C. -C. (2020). Techno-Economic and Environmental Evaluations of Decarbonized Fossil-Intensive Industrial Processes by Reactive Absorption & Adsorption CO2 Capture Systems. Energies, 13(5), 1268. https://doi.org/10.3390/en13051268