3.1. Erosion Performance
Figure 3 shows the +DC IPT outcomes of the study. The results preliminarily indicate a better erosion performance of the FS07 filled composite compared to that of GS10.
Figure 3a shows a higher average erosion depth obtained for the GS10 filled samples compared to the FS07 filled samples.
Figure 3b further illustrates the inferior erosion performance of the GS10 filled composite through images of the post tested specimen, indicating larger eroded areas with the composite compared to those filled with FS07. It is important to note that the better erosion performance of the FS07 filled SiR does not necessarily conclude a superior erosion performance for the composite as compared to the GS10 filled SiR. The outcomes simply show that the FS07 filled SiR had a better or comparable erosion performance to the GS10 filled SiR, despite being filled at one sixth of the filler loading level of the GS10 filled SiR. This highlights a significant role for fumed silica in suppressing erosion and potentially facilitates its use as a co-filler with ground silica in practical formulations of SiR composites of high filler loadings that could be used in industry.
Table 2 shows the measured thermal conductivity of the prepared composites. The thermal conductivity values acquired were consistent with those found in [
3,
4]. The increase in the weight fraction of the GS10 and FS07 fillers in the composite leads to a significant increase in the composite thermal conductivity [
3]. It is important to note that despite having twice the thermal conductivity of the FS07 filled SiR, the GS10 filled SiR showed inferior erosion performance, which suggests that that the thermal conductivity is not the main governing factor in suppressing the erosion of SiR under DC voltage. In an earlier study [
12], it was found that the favorable interaction of fumed silica with the SiR matrix was more decisive in determining the erosion performance of SiR under the +DC IPT than the improvement of the composite thermal conductivity using BN fillers. The difference in DC and AC erosion in silica filled SiR was thoroughly investigated and discussed in studies such as [
11] and is not the subject of this work. Rather, this study presents a practical framework for highlighting the prominent role of the fumed silica-silicone interactions on suppressing the DC erosion of SiR. According to Hshieh in [
17], the silica-ash layer formed during the combustion of silicones produces a barrier effect that shields the silicone material against the influx of heat, preventing further combustion of the material. Accordingly, the presented framework aims to highlight the role of the silica filler size and its interaction with SiR in promoting the formation of a coherent residue with a barrier shielding effect that enhances the erosion performance of SiR, as shown in the outcomes of
Figure 3.
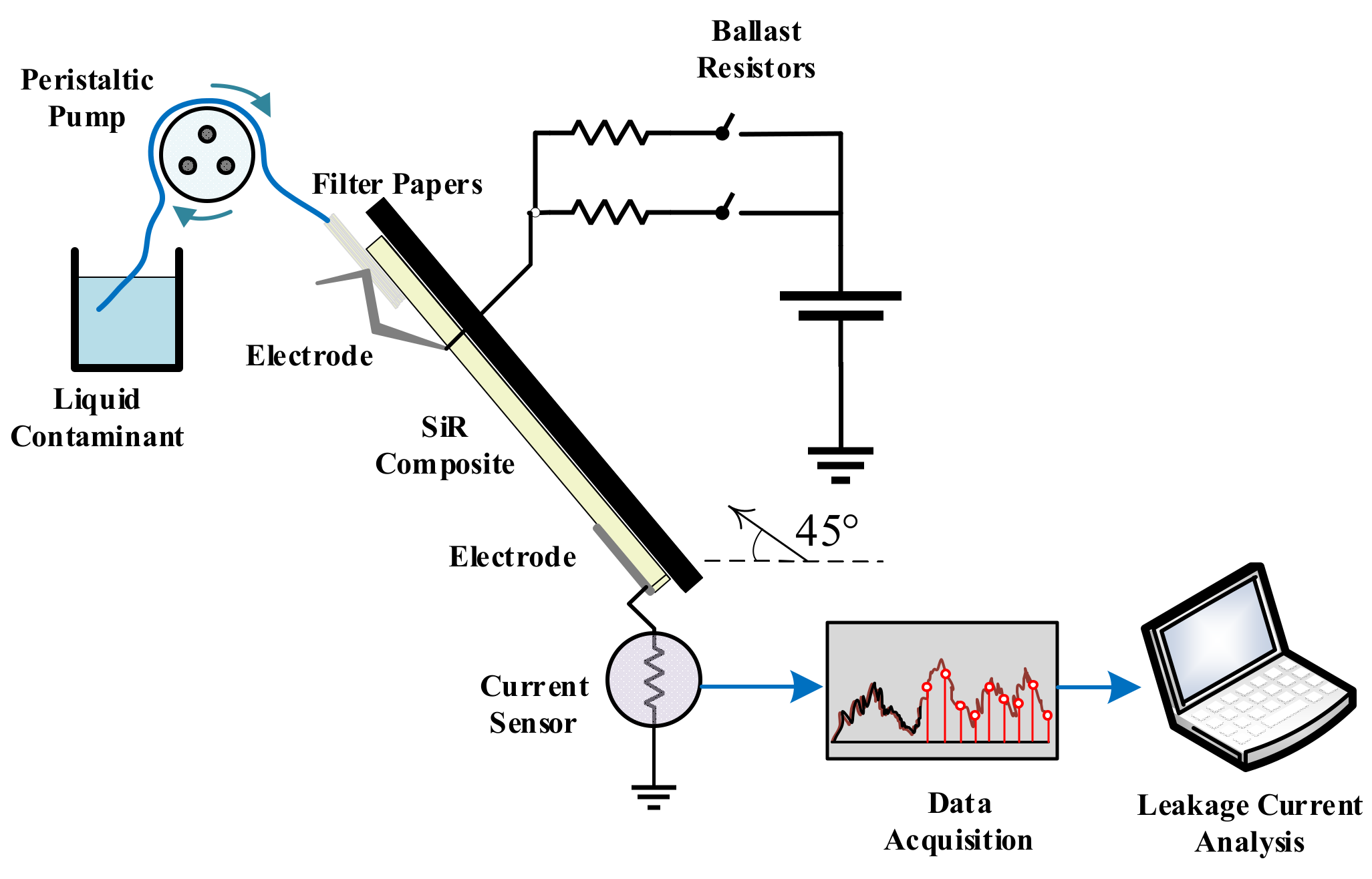
A statistical boxplot representation of the RMS leakage current of the composites during the +DC IPT is illustrated.
Figure 4 shows the RMS leakage current waveform obtained for one of the GS10 filled SiR composites and its corresponding boxplot analysis. The boxplot shows the leakage current distribution for the first 3 h of the test, which was comprised of 12 20-min time intervals. Each bar shown in the boxplot represents the value distribution of the RMS leakage current values acquired during that time interval of the test. For example, the bar in the third time interval represents the RMS leakage current values acquired from minute 60 to minute 80 of the IPT. The bar width in the boxplot represents the distribution of the leakage current values during any given time interval. The top and bottom of the bar and the circled marker represent the 75th and 25th percentile and the median value of the RMS leakage current during that time interval, respectively. In
Figure 4, the DC dry-band arc is shown to develop through two distinct stages in terms of arc stability and severity. The reduction in the bar width is an indication of the changing nature of the dry-band arc, from intermittent to stable with less nonconducting periods. As illustrated in [
10,
12], the initial stage of the dry-band arc is intermittent with inconsiderable erosion noted on the composite surface. The subsequent stage, however, is stable with reduced nonarcing periods leading to severe erosion of the composite. The inception of the stable dry-band arc stage was suggested to be dependent on the rate of formation of surface residue promoted with thermo-oxidation at temperatures just below 200 °C by Si-C bond scission, as illustrated in the Andrinov mechanism [
18]. This residue would reduce the rate of evaporation of the liquid contaminant in the IPT, leading to the development of a stable dry-band arc [
10].
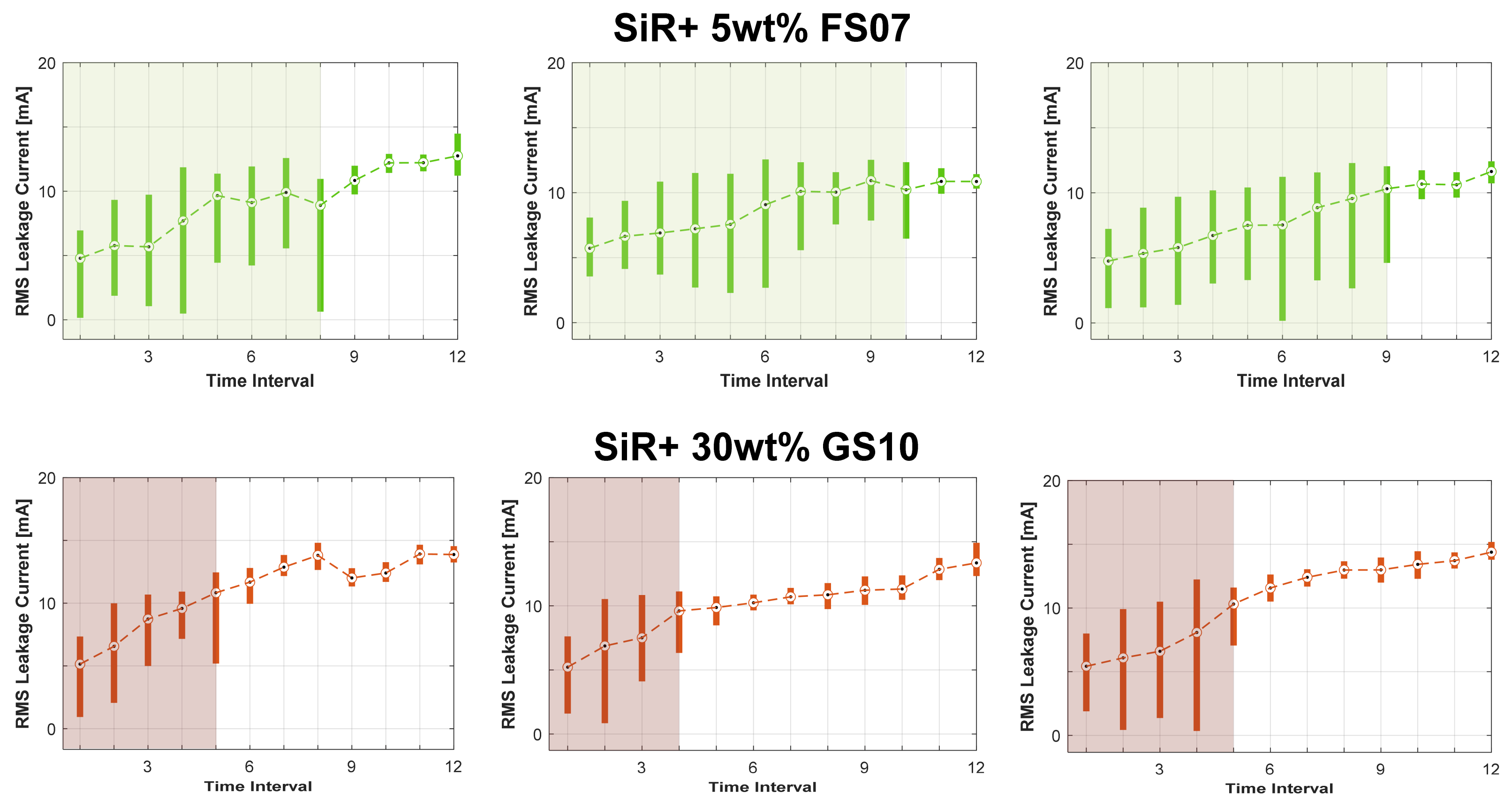
Figure 5 shows the statistical boxplots for a number of tested composites. The results indicate a faster inception of a stable eroding dry-band arc for the GS10 filled SiR compared to that of FS07 by 40–60 min (about 20% of the total testing duration). Similar outcomes were found in [
12] for fumed silica filled composites against BN filled composites, which were attributed to the favorable interaction of fumed silica with SiR and a possible delay in the formation of the early surface residue by thermo-oxidation of the silicone volatiles.
3.2. Thermogravimetric–Differential Thermal Analysis
Figure 6 shows the TGA–DTA outcomes of the study. The TGA plot shown in
Figure 6a is conducted for the prepared silica composites and the unfilled SiR. All of the composites and the unfilled SiR begin depolymerization at 400 °C, which, according to Camino et al. in [
19], represents the scission of the Si-O bonds in SiR to produce cyclic oligomer volatiles. The rapid depolymerization of the unfilled SiR eventually leaves a low remnant residue of about 14.5 wt%. The TGA plot illustrated in [
4] showed similar low remnant residues, while other studies [
20,
21] have shown the complete depolymerization of an unfilled SiR at the end of a TGA test. This variation could be attributed to a number of issues, such as the difference in suppliers and material preparation methods. For this study, 14.5 wt% was considered as the additional residue, possibly fused or crosslinked residue, produced for an unfilled SiR under TGA in an N
2 atmosphere. Beyond 400 °C, the FS07 composite decomposes at a slightly higher rate than that of GS10, which is still considered comparable despite having a much lower filler loading.
Figure 6b shows the DTGA plot for both of the composites under an N
2 atmosphere. The DTGA plot suggests the presence of multiple decomposition peaks, with the second one starting at temperatures higher than 500 °C. Camino et al., in [
19], reported a radical-based crosslinking mechanism involving the homolytic scission of Si-CH
3 bonds in SiR, which competes with depolymerization during the second decomposition stage at elevated temperatures. At the onset of the 500 °C temperature, the decomposition rate of the FS07 filled composite becomes lower than that of the GS10 filled composite, as observed in the shaded region of the DTGA plot in
Figure 6b. This observation may suggest the influence of FS07 on suppressing depolymerization and promoting radical based crosslinking, despite being filled in SiR at one sixth of the filler loading level of the GS10 composite. In other words, the DTGA peaks appearing more distinctively with FS07 as compared to the GS10 filled SiR suggest interactions between fumed silica and the SiR matrix to promote radical-based crosslinking to a greater extent as compared to the interactions between ground silica and SiR. The rate of SiR depolymerization was found to be subject to the mobility and flexibility of the SiR siloxane chains, as indicated by Delebecq et al. in [
22] and Hamadani et al. in [
23]. It was reported in [
6] that the high silanol group concentration on the fumed silica’s surface favorably interacts with the siloxane chains of SiR. Accordingly, this interaction could suppress the depolymerization and volatilization of SiR, as explained in [
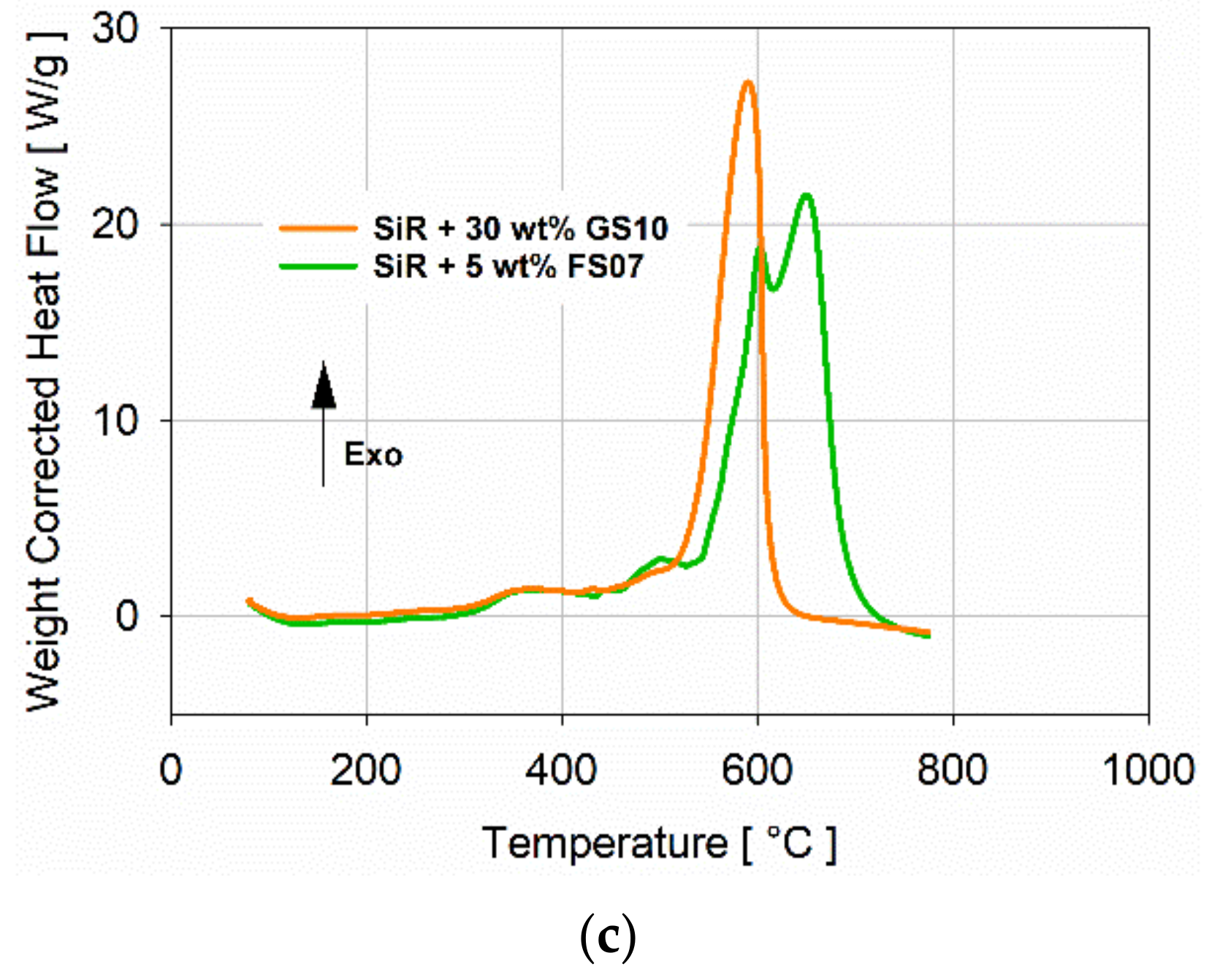
23]. To further support this conclusion, the DTA of both composites was conducted in an air atmosphere. The DTA plot shown in
Figure 6c indicates the exothermic peaks obtained for both composites, which represent the combustion of the volatile SiR oligomers produced in depolymerization. Clearly, the suppressed depolymerization of the FS07 filled SiR leads to a lower exothermic peak compared to that of GS10.
The final wt% of TGA remnant residues (
RTGA) obtained for both composites was found to be comparable, with the GS10 filled SiR having a slightly higher remnant residue by a difference of only 1.8%, despite being loaded at six times the filler loading of the FS07 filled SiR. This further indicates the role of FS07 in suppressing SiR depolymerization and promoting radical-based crosslinking. To clarify this quantitively, based on the computation illustrated in [
4,
11], the final assumed residue
Rasm if the composite polymer and filler components independently decompose without interaction is calculated as follows:
where
WSiR and
Wfiller are the weight fractions of the SiR and the filler in the composite, respectively. As mentioned earlier, the 14.5% represents the undecomposed portion of SiR that was found in the TGA plot of
Figure 6a. The additional residue
Radd obtained, which accounts for the role of the filler interaction with the SiR polymer, is calculated as follows:
Table 3 shows the calculated additional residue for each composite. Clearly, the additional residue obtained for the FS07 filled SiR, 52.6%, is much higher than that of GS10, 33%, by a factor of 1.6. This difference in the additional residue differentiates between the effect of each filler and its interaction with SiR on suppressing depolymerization and promoting crosslinking. The higher additional residue for the FS07 filled SiR could indicate a better suppression of depolymerization and a higher degree of crosslinking exhibited by the composite during TGA.
Figure 7 shows an SEM image of the obtained TGA residues for both of the composites. The GS10 filled SiR TGA residue surface was observed to be of a coarser nature in comparison to the FS07 filled SiR TGA residue. This could in part be a result of the higher particle size of GS10, as shown in the image, or a result of the lower crosslinking and higher volatilization leading to a more porous residue compared to that of the FS07 filled SiR. The FS07 filled SiR, on the other hand, appears to promote a coherent residue with radical-based crosslinking. The weakness of the GS10 filled SiR residue can be certainly observed in terms of the propagating surface fractures shown in
Figure 7, which are not present in the FS07 filled SiR residue, indicating coherency in the residue characteristics of the latter. The coherency of the residue was proposed to have a barrier shielding effect on the SiR material against the progressive erosion of silica filled SiR composites under DC voltage [
11]. These observations shown in the TGA plots and residues could be correlated with the erosion performance of the composites illustrated earlier, indicating the role of the FS07 filler and its interaction with SiR in promoting a more coherent residue, which, in turn, suppresses the progressive erosion of SiR and enhances the erosion performance of SiR.
3.3. Residue Morphology Using the Dry-Arc Resistance Test
The formation of high additional residue with SiR composites could improve the erosion performance of SiR composites as a result of the formation of a coherent residue that shields the composite against an influx of heat from dry-band arcing. To better investigate this possible correlation, the dry-arc resistance test is utilized as a fast and controllable test for preparing eroded samples of the composites whose residues can be observed.
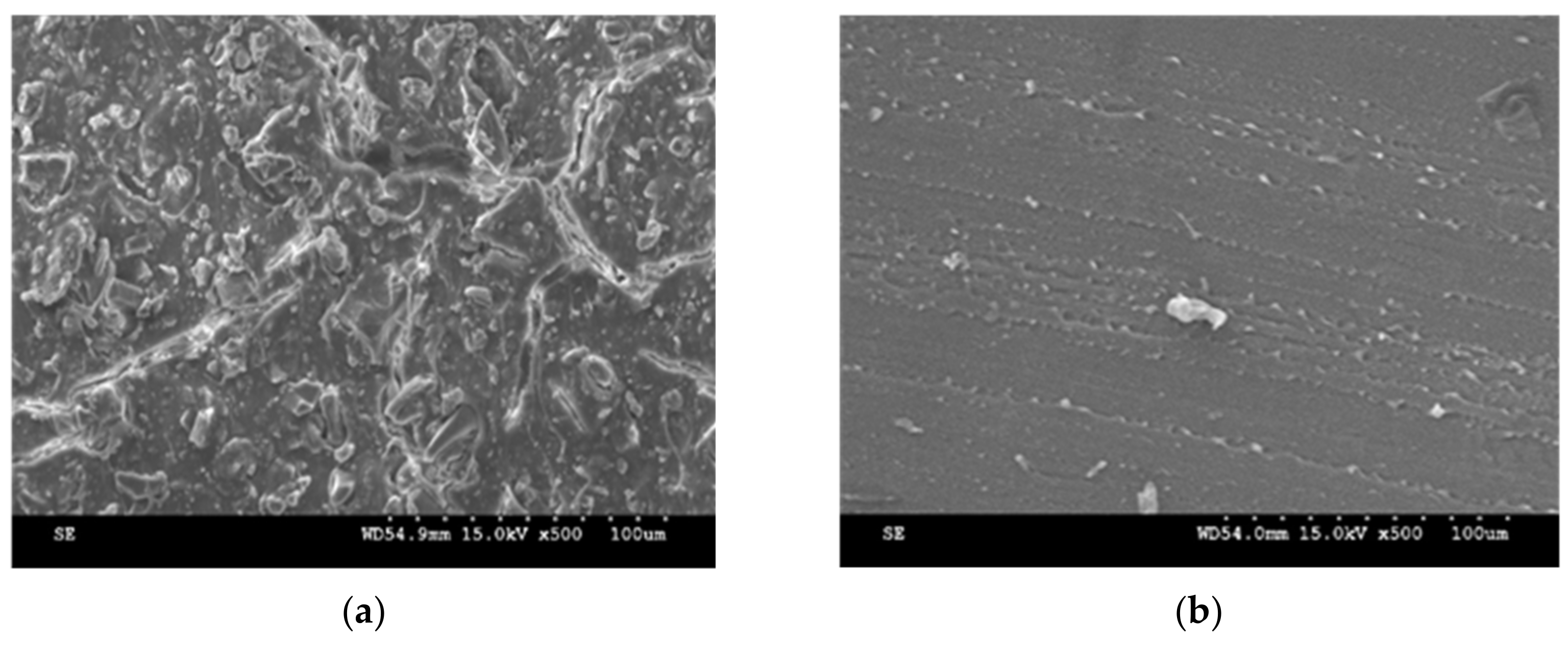
Figure 8 shows the microscopic images obtained for the eroded pits of the post-tested silica composites of the dry-arc resistance test.
Figure 8a,b clearly shows that the residue obtained from the FS07 filled SiR is more coherent, with less cracks and surface splitting compared to the GS10 filled SiR residue, which is seemingly rougher with porous surfaces. This observation is also confirmed by the SEM images shown in
Figure 8c,d. Through SEM, Nazir et al., in [
24], reported similar observations with corona-aged SiR composites showing less cracks with nano silica filled SiR compared to micro silica. The integrity of the residue could be attributed to the role of the radical-based crosslinking promoted by FS07 interacting with SiR, leading to a more stable residue with coherency characteristics similar to that shown in the TGA residue of
Figure 7. These observations could explain the better erosion performance obtained for the FS07 filled SiR, as shown in
Figure 3.
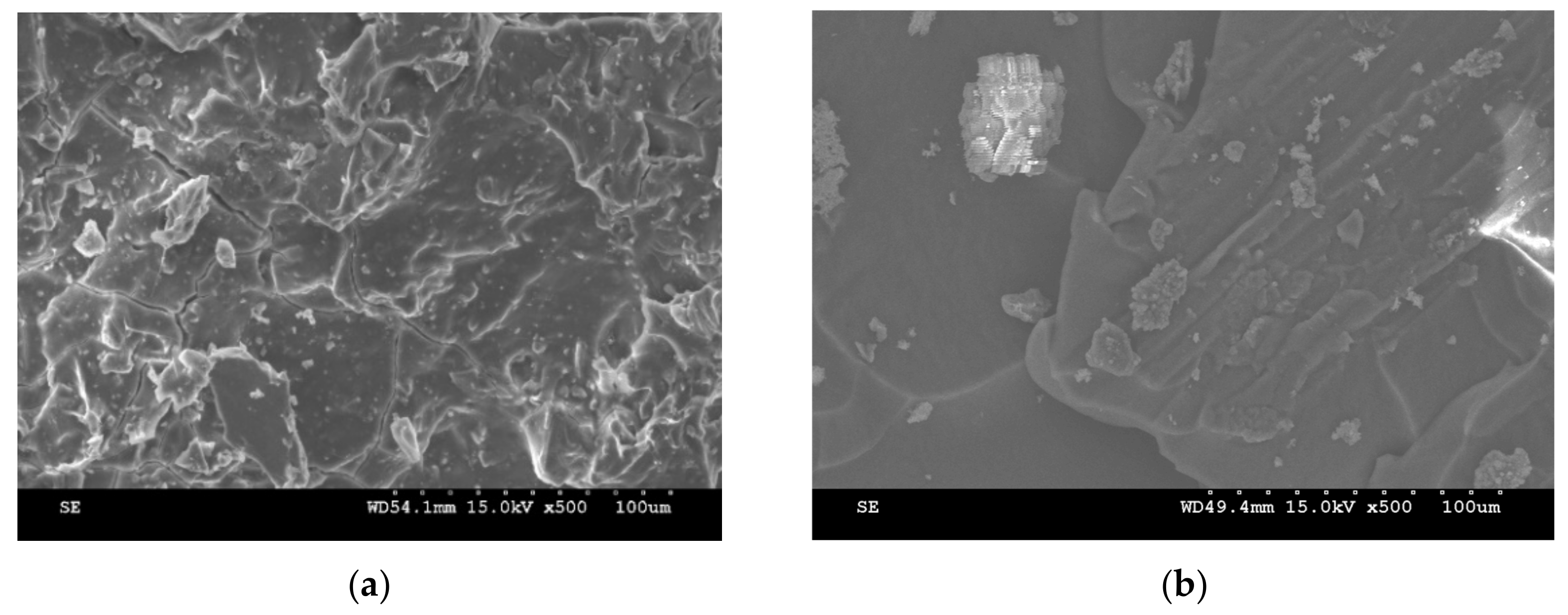
To further validate the applicability of using the dry-arc test for observing the residue morphology of eroded composites, SEM was used to observe the eroded residue of the post IPT tested composites for comparison against those obtained under the dry-arc resistance test.
Figure 9 shows the images obtained using SEM for the IPT tested composites. As can be seen in
Figure 9, the surface morphology of both of the composites under the IPT are similar to their counterparts in the dry-arc resistance test in terms of roughness and coherency. This similarity further justifies the use of the dry-arc test as part of this mechanistic study. Though the experimental conditions involved in both of the tests are completely different, such as the absence of a wet contaminant in the dry-arc resistance test, the interest of this study is to observe the heat ablation effect of the arc on the composites and analyze the eroded residue characteristics accordingly. Creating this joule heating effect using either test does not necessarily dictate that similar testing methods or experimental conditions are to be followed. With this understanding, the dry-arc resistance test is advantageous in terms of the higher degree of controllability obtained with stimulating fast SiR erosion as a result of sustaining the arc at one fixed location above the sample during the test. The difference between the testing conditions of the tests has no effect on changing the residue characteristics of the composites, as can be seen in
Figure 9, which further justifies the use of the dry-arc resistance test.
Though the formation of coherent residue could enhance the erosion performance of the silica filled SiR composites, Delebecq et al., in [
21], did explain that the carbon content of the residue could increase with increased SiR crosslinking. This increase in carbon content, however, would not significantly impact the composite during the IPT to cause a tracking failure, as explained in [
11]. According to Kumagai et al., in [
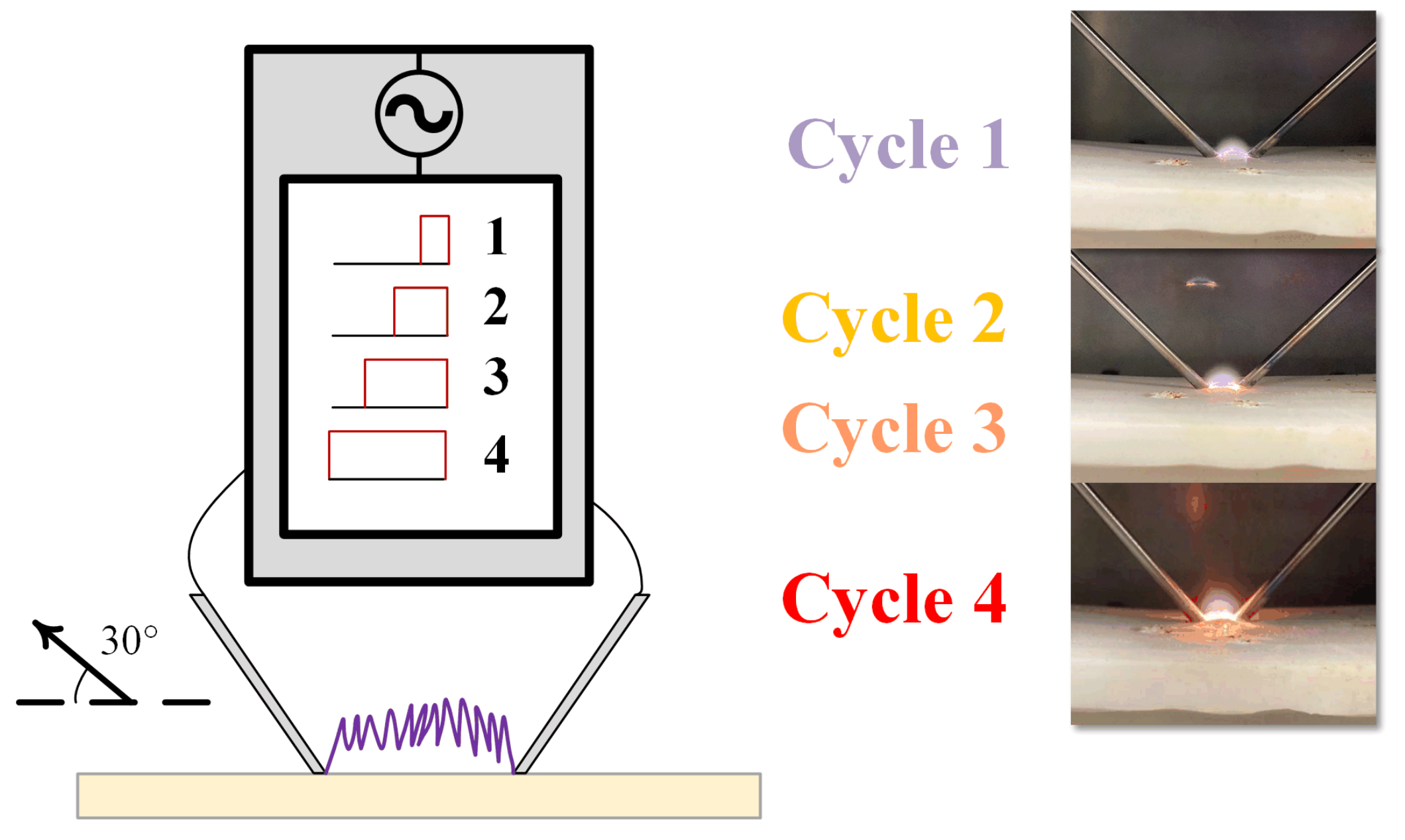
25], the analysis of the residue formed as a result of dry-band arcing in RTV SiR was found to contain 1 wt% of elemental carbon, which was considered insignificant for tracking. A simple demonstration of this would be achieved by testing the composites using the dry-arc resistance test for 10 s during the 1st current step of the test in cycle 1.
Figure 10 shows the surface residue obtained for both composites after 10 s of the test in cycle 1 with equal electrode spacing. The FS07 filled composite shows a tendency to form a slightly higher burnt residue, possibly containing carbon, during the test compared to the GS10 filled composite. Still, however, the difference is insignificant, which is in line with [
11,
25].
3.4. Surface Roughness of Eroded Composites
Analyzing the surface roughness of eroded silica filled SiR composites could further elaborate on the role of silica fillers in the DC erosion performance of SiR composites. The two elements that are associated with the roughness analysis are waviness and average roughness. Waviness describes the texture of the overall surface profile along a defined displacement axis, while average roughness describes the short-wavelength (high frequency) variations superimposed on the waviness along the same displacement axis [
16].
Figure 11 shows the 3D topography and corresponding waviness profiles for the silica filled samples eroded using a dry-arc test. Clearly, the waviness of the FS07 filled SiR composite indicates a smoother surface with lower variations in the peak heights and valley depths within different segments of the profile. It is important to highlight that the erosion depth of the fumed silica filled SiR composite was found to be of higher value compared to that of the ground silica filled composite in the dry-arc resistance test, as shown in
Figure 11c,d. This contrasts the +DC IPT outcomes of this study, which have been highlighted in
Figure 3a. This implies that the use of the dry-arc resistance test in its standard testing conditions to assess the erosion performance of the composites in terms of erosion depth would not suffice. Rather, further modification of the testing conditions of the dry-arc resistance test are required to produce erosion depth ranking outcomes similar to those of the IPT for these specific composites. As mentioned earlier, the dry-arc resistance test is only used for the purpose of producing controlled arcing for post-testing residue analysis and not as means to rank the erosion performance of the composites in terms of the erosion depths. Using the dry-arc test in its standard form as a means to compare the erosion performance of the composites could work if both of the composites had equivalent filler loadings. An example of this would be in using the dry-arc resistance setup to test the erosion performance of a 30 wt% GS10 filled SiR against a 5 wt% FS07 + a 25 wt% GS10 filled SiR or a 10 wt% FS07 + a 20 wt% GS10 filled SiR composites.
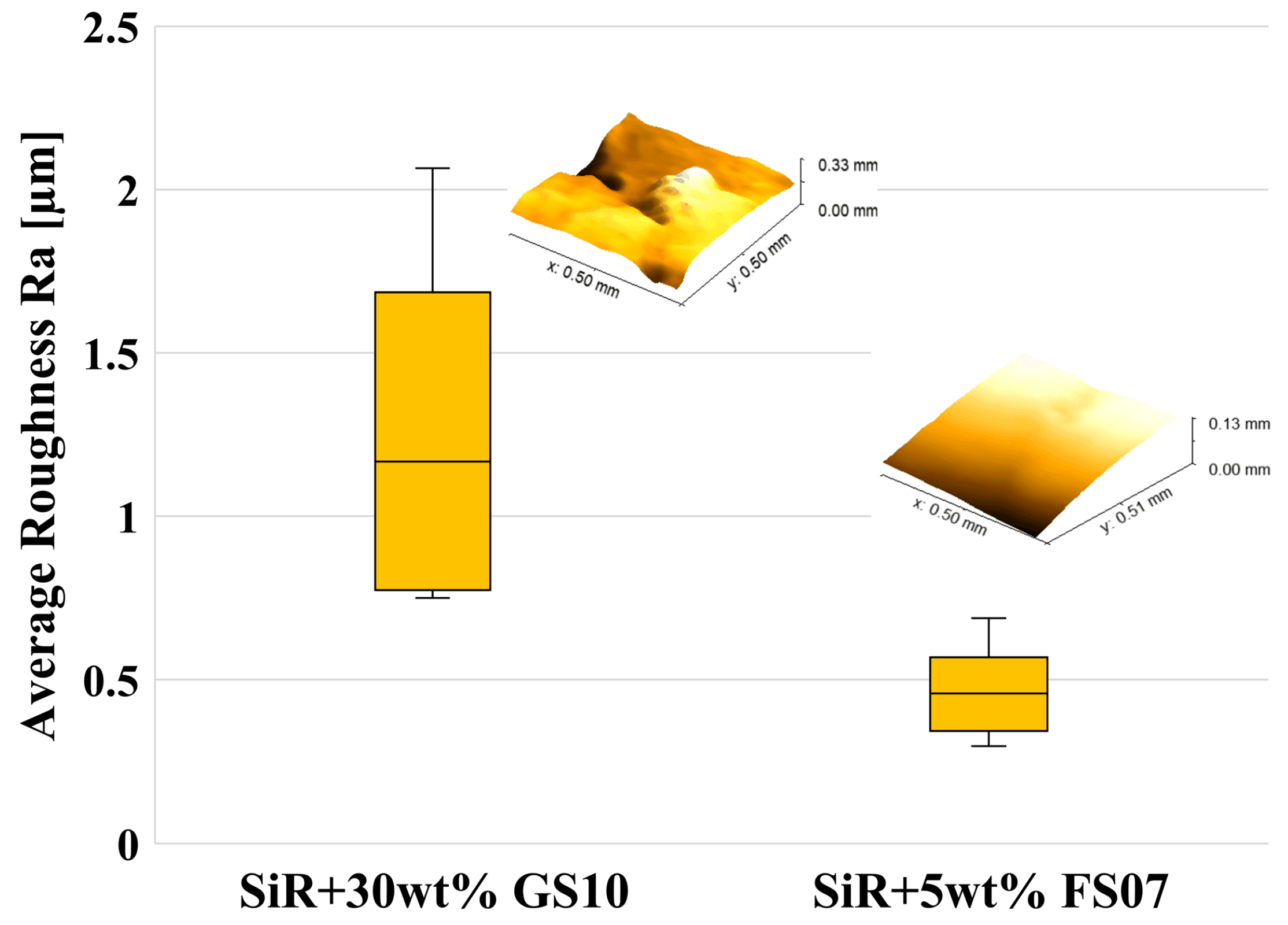
Figure 12 shows the statistical boxplot for the average roughness value distribution,
Ra, of the sampled areas shown in the plot. A total of 10 profile lines were taken for each sampled area. Accordingly, each boxplot shows the median, 25th and 75th percentile and the minimum and maximum values for
Ra within the 10 profiles. The wider variation and higher median value of
Ra for the GS10 filled composite indicates a rough profile within small segments of the composites, which could indicate a higher degree of surface porosity compared to the FS07 filled SiR composite.
Based on
Figure 11 and
Figure 12, the GS10 filled composite surface residue is of higher roughness with the overall surface waviness and within the smaller segments of the surface. Surface roughness could significantly impact the erosion performance of the composite due to a number of reasons. Under the salt-fog test, Deng et al., in [
26], explained that rough SiR surfaces with large filler particle sizes tend to cause a higher impairment of the hydrophobicity retention properties of SiR. In their study, leakage currents developed at higher magnitudes with SiR composites having small filler particle sizes and less surface roughness. On the other hand, Kozako et al., in [
27], illustrated that the addition of nano silica to their SiR composites did not have much of an influence on changing the hydrophobic properties of SiR, despite a slight increase in the surface roughness with respect to the unfilled SiR. Moreover, it is possible that the rough surface texture of the residue at early stages of the IPT could interrupt the smooth flow of liquid contaminant during the test, leading to more localized dry-band arcs being formed on the insulator surface as a result of liquid contaminant being trapped within small, eroded pits.


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}