
Enzymatic and Oxidizing Agents for the Decomposition of Polymers Used in the Composition of Drilling Muds


Abstract
:1. Introduction
2. Materials and Methods
2.1. Raw Materials
- Biopolymer (xanthan), obtained in the process of fermentation of polysaccharides with microorganisms (Xanthomonas campestris bacteria). It is used to increase the viscosity of drilling muds of various degrees of salinity and to hold the weighting agents in suspension.
- Gelatinized starch, a natural starch that has been modified by thermal gelatinization to render it water-soluble and to form a colloidal solution.
- Carboxymethylcellulose, a semi-synthetic anionic polymer adsorbing on clay minerals. It is one of the most active agents in reducing filtration. It is formed by treating cellulose activated with sodium hydroxide with monochloroacetic acid.
- The partially hydrolyzed polyacrylamide (PHPA) forms a thin layer on the borehole wall and cuttings, which acts as a barrier to the migration of filtrate from the drilling mud to the rock.
- Chemical compounds with an oxidizing effect: calcium hypochlorite, urea peroxide, sodium persulfate.
- Enzymes: amylase, cellulase.
2.2. Research Methodology
2.2.1. Weight Method of the Efficiency of Removing Filter Cake from Ceramic Discs
Cake Formation
Removal of Cake with Fluids of Various Compositions
3. Results and Discussion
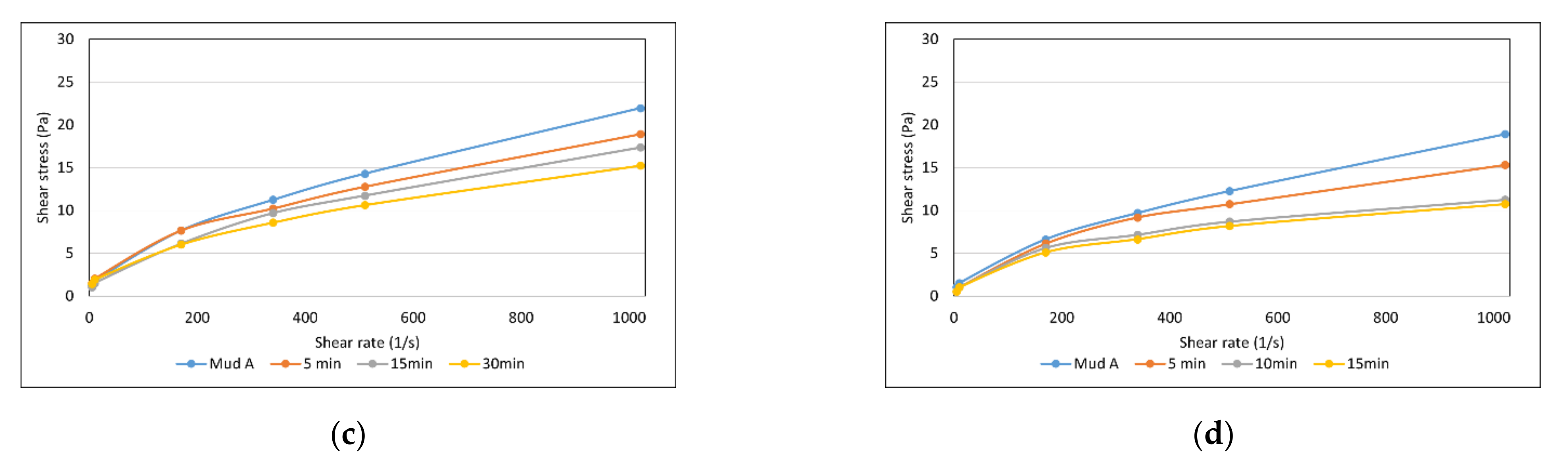
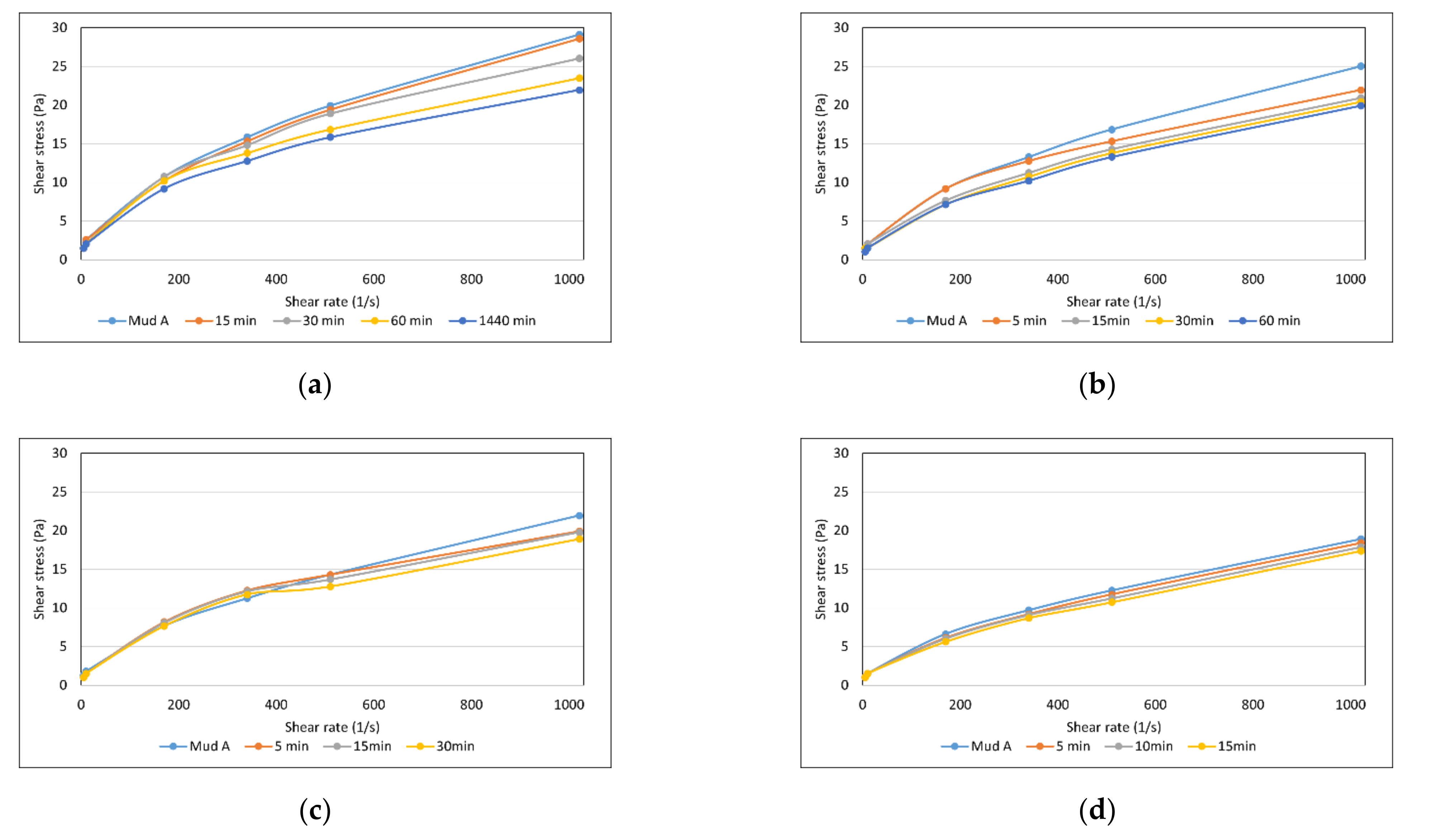
3.1. Influence of Oxidants and Enzymes on the Properties of Potassium-Polymer Drilling Mud A
3.2. Influence of Oxidants and Enzymes on the Properties of Potassium-Polymer Drilling Mud B
3.3. The Influence of Oxidants and Enzymes on the Properties of Salt-Barite Drilling Mud C
4. Conclusions
- Thinning of the drilling muds by the addition of enzymatic or oxidizing agents before cementing. Due to the application of such treatment, apart from thinning the drilling mud, the polymers contained in the solidified drilling mud at the borehole wall and clay cake are partially decomposed, which will contribute to better displacement of the drilling mud by the cement paste.
- Application of washer fluids in the form of 1% solutions of enzymes (cellulase) or oxidants (urea peroxide and calcium hypochlorite) prior to the cementing procedure in order to disassemble and then remove the remains of drilling mud and cake from the borehole walls.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Uliasz, M.; Zima, G.; Błaż, S.; Jasiński, B. Ocena właściwości cieczy wiertniczych w aspekcie zapobiegania migracji gazu w otworach na przedgórzu Karpat. Nafta-Gaz 2015, 1, 11–17. [Google Scholar]
- Gawlik, P.; Szymczak, M. Migracje gazowe w przestrzeniach międzyrurowych otworów realizowanych na przedgórzu Karpat. Nafta-Gaz 2006, 62, 349–358. [Google Scholar]
- Zima, G. Rozkład koloidów ochronnych płuczek wiertniczych środkami enzymatycznymi. Nafta-Gaz 2011, 4, 249–253. [Google Scholar]
- Błaż, S. Dobór środków chemicznych do degradacji polimerów i koloidów ochronnych w płuczkach wiertniczych. Nafta-Gaz 2009, 5, 371–383. [Google Scholar]
- Block, P.A.; Brown, R.A.; Robinson, D. Novel Activation Technologies for Sodium Persulfate In Situ Chemical Oxidation. In Proceedings of the Fourth International Conference on the Remediation of Chlorinated and Recalcitrant Compounds, Monterey, CA, USA, 24–27 May 2004. [Google Scholar]
- Kameda, E.; Langone, M.A.; de Queiroz Neto, J.C.; Zarur Coelho, M.A. Removal of Polymeric Filter Cake in Petroleum Wells by Enzymatic Treatment. In Proceedings of the 4th Mercosur Congress on Process Systems Engineering and 2nd Mercosur Congress on Chemical Engineering, Rio de Janeiro, Brazil, 14–18 August 2005. [Google Scholar]
- Jasiński, B. Wpływ oksydantów na wielkość sedymentacji fazy stałej w zasolonych płuczkach wiertniczych. Nafta-Gaz 2012, 9, 602–610. [Google Scholar]
- Leal, A.B.; Barroso, A.L.; Miranda, X.; Flores, L.; Medeiros, G.; Marcelino, C.; Moranezi, L.; Pereira, R.A.; Oliveira, P.S.; Cândido, H.B. Reservoir Drilling and Completion Best Practices: Well Productivity Assessment Applying Drill in Fluid, Chelant/Enzyme Breaker System and Stimulation Design on Onshore Well BHT Scenario in Brazil. In Proceedings of the Offshore Technology Conference, Houston, TX, USA, 6–9 May 2019. [Google Scholar] [CrossRef]
- Nasr-El-Din, H.A.; Al-Otaibi, M.B.; Al-Qahtani, A.A.; Al-Fuwaires, O.A. Filter-cake cleanup in MRC wells using enzyme/surfactant solutions. In Proceedings of the SPE International Symposium and Exhibition on Formation Damage Control, Lafayette, LA, USA, 15 February 2006. [Google Scholar] [CrossRef]
- Zhang, Y.; Wang, H.; Liu, G.; Zhu, Z.; Duan, Y.; Pang, Q.; Zhou, X. Applying Biological Enzyme to Remove Plugging in Screen Pipe Completed Horizontal Wells in Volcanic Gas Reservoir. In Proceedings of the International Petroleum Technology Conference, Beijing, China, 28 March 2013. [Google Scholar] [CrossRef]
- Al-khaldi, M.H.; Ghosh, B.; Ghosh, D. A Novel Enzyme Breaker for Mudcake Removal in High Temperature Horizontal and Multi-lateral Wells. In Proceedings of the SPE Asia Pacific Oil and Gas Conference and Exhibition, Jakarta, Indonesia, 20–22 September 2011. [Google Scholar] [CrossRef]
- Yong, M.; Rong, C.M.; Yang, G.; Qing, S.; Li, L. How to Evaluate the Effect of Mud Cake on Cement Bond Quality of Second Interface? In Proceedings of the SPE/IADC Middle East Drilling and Technology Conference, Cairo, Egypt, 22–24 October 2007. [Google Scholar] [CrossRef]
- Vakilinia, B. Experimental Investigation of Formation Damage Reduction: Mud Cake Removal and Mud Filtration Treatment using Ultrasonic Wave Radiation. In Proceedings of the SPE Annual Technical Conference and Exhibition, San Antonio, TX, USA, 8–10 October 2012. [Google Scholar] [CrossRef]
- Saldungaray, P.M.; Troncoso, J.C.; Santoso, B.T. Simultaneous Gravel Packing and Filter Cake Removal in Horizontal Wells Applying Shunt Tubes and Novel Carrier and Breaker Fluid. In Proceedings of the SPE Middle East Oil Show, Manama, Bahrain, 17–20 March 2001. [Google Scholar] [CrossRef]
- Battistel, E.; Cobianco, S.; Bianchi, D.; Fornaroli, M.; Guglielmetti, G. Enzyme Breakers for Chemically Modified Starches. In Proceedings of the SPE European Formation Damage Conference, Sheveningen, The Netherlands, 25–27 May 2005. [Google Scholar] [CrossRef]
- Kameda, E.; de Queiroz Neto, J.C.; Langone, M.A.; Coelho, M.A.Z. Removal of polymeric filter cake in petroleum wells: A study of commercial amylase stability. J. Pet. Sci. Eng. 2007, 59, 263–270. [Google Scholar] [CrossRef]
- Chen, E.; Wang, C.; Meng, R. A new type of cementation flushing fluid for efficiently removing wellbore filter cake. Nat. Gas. Ind. B 2015, 2, 455–460. [Google Scholar] [CrossRef] [Green Version]
- Siddig, O.; Mahmoud, A.A.; Elkatatny, S. A review of different approaches for water-based drilling fluid filter cake removal. J. Pet. Sci. Eng. 2020, 192, 107346. [Google Scholar] [CrossRef]
- Battistel, E.; Bianchi, D.; Fornaroli, M.; Cobianco, S. Enzymes breakers for viscosity enhancing polymers. J. Pet. Sci. Eng. 2011, 77, 10–17. [Google Scholar] [CrossRef]
- Nasr-El-Din, H.A.; Al-Otaibi, M.B.; Al-Qahtani, A.A.; Samuel, M.M. An Effective Fluid Formulation to Remove Drilling Fluid Mud Cake in Horizontal and Multi-Lateral Wells. SPE Drill. Complet. 2007, 22, 26–32. [Google Scholar] [CrossRef]
- Błaż, S.; Zima, G.; Jasiński, B.; Kremieniewski, M. Invert Drilling Fluids with High Internal Phase Content. Energies 2021, 14, 4532. [Google Scholar] [CrossRef]
- Zielińska, D.; Rydzkowski, T.; Thakur, V.K.; Borysiak, S. Enzymatic engineering of nanometric cellulose for sustainable polypropylene nanocomposites. Ind. Crop. Prod. 2020, 161, 113188. [Google Scholar] [CrossRef]
- Uliasz, M.; Zima, G.; Rzepka, M.; Dębińska, E. Role of chemicals in development of technological properties of the drilling fluids Rola środków chemicznych w kształtowaniu właściwości technologicznych cieczy wiertniczych. Przemysł Chem. 2015, 5, 715–722. [Google Scholar] [CrossRef]
- Bielewicz, D. Płyny Wiertnicze; Wydawnictwo Akademii Górniczo-Hutniczej: Kraków, Poland, 2009. [Google Scholar]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| No. | Drilling Mud Composition (%) | Reading on the Viscometer (Pa) | Viscosity | Yield Point τy | Filtration | pH | |||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| ηpl | ηs | ||||||||||||
| 600 | 300 | 200 | 100 | 6 | 3 | (mPa.s) | (Pa) | (cm3) | |||||
| 1 | XCD | 0.2 | 29.1 | 19.9 | 15.8 | 10.7 | 2.6 | 1.5 | 18 | 28.5 | 10.0 | 2.4 | 9.0 |
| Gelatinized starch | 3.0 | ||||||||||||
| KCl | 3.0 | ||||||||||||
| Carbonate blocker | 7.0 | ||||||||||||
| Barite up to 1.1 g/cm3 | |||||||||||||
| Cuttings (miocene) | 5.0 | ||||||||||||
| 2 | Drilling mud No. 1 + calcium hypochlorite | 0.3 | 27.1 | 19.4 | 16.3 | 11.7 | 3.6 | 3.1 | 15 | 26.5 | 11.0 | 2.2 | 8.5 |
| 0.5 | 27.1 | 19.4 | 16.3 | 11.7 | 3.6 | 3.1 | 15 | 26.5 | 11.0 | 2.4 | 8.3 | ||
| 1.0 | 19.4 | 13.3 | 11.7 | 8.7 | 2.0 | 1.5 | 12 | 19 | 6.7 | 3.2 | 8.0 | ||
| 3 | Drilling mud No. 1 + sodium persulfate | 0.3 | 23.5 | 16.9 | 13.8 | 10.2 | 3.1 | 2.6 | 13 | 23 | 9.6 | 2.4 | 8.8 |
| 0.5 | 21.4 | 15.3 | 12.3 | 8.7 | 3.1 | 2.0 | 12 | 21 | 8.6 | 2.8 | 8.5 | ||
| 1.0 | 23.5 | 16.9 | 13.8 | 9.7 | 3.1 | 2.6 | 13 | 23 | 9.6 | 3.0 | 8.2 | ||
| 4 | Drilling mud No. 1 + urea peroxide | 0.3 | 28.1 | 20.4 | 17.4 | 13.3 | 4.6 | 4.1 | 15 | 27.5 | 12.0 | 2.2 | 8.5 |
| 0.5 | 21.4 | 14.3 | 11.7 | 8.2 | 2.0 | 1.5 | 14 | 21 | 6.7 | 2.4 | 8.3 | ||
| 1.0 | 19.9 | 13.8 | 11.2 | 8.2 | 2.0 | 1.5 | 12 | 19.5 | 7.2 | 2.8 | 8.1 | ||
| 5 | Drilling mud No. 1 + amylase | 0.3 | 11.2 | 7.1 | 6.1 | 4.6 | 1.5 | 1.0 | 8 | 11 | 2.9 | 34 | 8.7 |
| Type of Added Agent | Plastic Viscosity (mPa·s) | Apparent Viscosity (mPa·s) | Yield Point (Pa) | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 20 °C | 40 °C | 60 °C | 80 °C | 20 °C | 40 °C | 60 °C | 80 °C | 20 °C | 40 °C | 60 °C | 80 °C | |
| + 1.0% calcium hypochlorite | 12 | 8 | 7 | 5 | 19 | 14 | 11.5 | 8.5 | 6.7 | 5.7 | 4.3 | 3.4 |
| +1.0% urea peroxide | 12 | 9 | 9 | 5 | 19.5 | 15 | 14.5 | 10.5 | 7.2 | 5.7 | 5.3 | 5.3 |
| + 1.0% sodium persulfate | 13 | 13 | 12 | 13 | 23 | 19.5 | 18.5 | 17 | 9.6 | 6.2 | 6.2 | 3.8 |
| +0.3% amylase | 8 | 6 | 5 | 4 | 11 | 9 | 7.5 | 6.5 | 2.9 | 2.9 | 2.4 | 2.4 |
| No. | Drilling Mud Composition (%) | Reading on the Viscometer (Pa) | Viscosity | Yield Point τy | Filtration | pH | |||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| ηpl | ηs | ||||||||||||
| 600 | 300 | 200 | 100 | 6 | 3 | (mPa.s) | (Pa) | (cm3) | |||||
| 1 | XCD | 0.2 | 61.3 | 40.3 | 34.2 | 20.4 | 4.1 | 3.1 | 41 | 60 | 18.2 | 4.4 | 9.6 |
| CMC | 2.0 | ||||||||||||
| KCl | 5.0 | ||||||||||||
| PHPA | 0.2 | ||||||||||||
| Carbonate blocker | 7.0 | ||||||||||||
| Barite up to 1.3 g/cm3 | |||||||||||||
| Cuttings (miocene) | 5.0 | ||||||||||||
| 2 | Drilling mud No. 1 + calcium hypochlorite | 0.3 | 46.5 | 30.1 | 23.5 | 15.3 | 3.6 | 2.6 | 32 | 45.5 | 12.9 | 4.4 | 8.0 |
| 0.5 | 38.3 | 25.0 | 19.4 | 12.3 | 2.6 | 2.0 | 26 | 37.5 | 11.0 | 4.8 | 7.7 | ||
| 1.0 | 29.1 | 18.9 | 14.8 | 9.7 | 2.6 | 2.0 | 20 | 28.5 | 8.1 | 6.2 | 7.5 | ||
| 3 | Drilling mud No. 1 + sodium persulfate | 0.3 | 43.4 | 28.6 | 22.5 | 14.8 | 3.6 | 2.6 | 29 | 42.5 | 12.9 | 4.6 | 8.6 |
| 1.0 | 39.3 | 25.5 | 19.9 | 13.3 | 3.6 | 2.6 | 27 | 38.5 | 11.0 | 4.8 | 8.5 | ||
| 1.5 | 44.4 | 28.6 | 22.5 | 14.8 | 3.6 | 2.6 | 31 | 43.5 | 12.0 | 5.0 | 7.8 | ||
| 4 | Drilling mud No. 1 + urea peroxide | 0.8 | 22.0 | 14.3 | 10.7 | 7.7 | 2.0 | 1.5 | 15 | 21.5 | 6.2 | 4.8 | 7.5 |
| 1.0 | 19.4 | 12.8 | 9.7 | 6.6 | 1.5 | 1.0 | 13 | 19 | 5.7 | 5.2 | 8.2 | ||
| 1.5 | 14.3 | 9.2 | 7.7 | 5.1 | 1.5 | 1.0 | 10 | 14 | 3.8 | 5.8 | 8.1 | ||
| 5 | Drilling mud No. 1 + cellulase + citric acid | 19.4 | 12.8 | 10.2 | 6.6 | 1.7 | 1.4 | 13 | 19 | 5.7 | 8.4 | 8.7 | |
| 0.3 | |||||||||||||
| 0.1 | |||||||||||||
| Type of Added Agent | Plastic Viscosity (mPa·s) | Apparent Viscosity (mPa·s) | Yield Point (Pa) | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 20 °C | 40 °C | 60 °C | 80 °C | 20 °C | 40 °C | 60 °C | 80 °C | 20 °C | 40 °C | 60 °C | 80 °C | |
| + 1.0% calcium hypochlorite | 20 | 14 | 11 | 6 | 28.5 | 21 | 13.5 | 9.5 | 8.1 | 6.7 | 2.4 | 3.3 |
| +1.0% urea peroxide | 13 | 9 | 8 | 6 | 19 | 13.5 | 12.5 | 10.5 | 5.7 | 4.3 | 4.3 | 4.3 |
| + 1.0% sodium persulfate | 27 | 13 | 11 | 8 | 38.5 | 18 | 14.5 | 11.5 | 11.0 | 4.8 | 3.3 | 3.3 |
| +0.3% cellulase | 13 | 8 | 7 | 8 | 19 | 13.5 | 12 | 12 | 5.7 | 5.3 | 4.8 | 3.8 |
| No. | Drilling Mud Composition (%) | Reading on the Viscometer | Viscosity | Yield Point τy | Filtration | pH | |||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| ηpl | ηs | ||||||||||||
| 600 | 300 | 200 | 100 | 6 | 3 | (mPa·s) | (Pa) | (cm3) | |||||
| 1 | NaCl | 33.0 | 82.7 | 53.6 | 41.4 | 26.6 | 5.1 | 3.6 | 57 | 81 | 23.0 | 1.6 | 9.2 |
| XCD | 0.2 | ||||||||||||
| CMC | 2.0 | ||||||||||||
| PHPA | 0.2 | ||||||||||||
| Carbonate blocker | 7.0 | ||||||||||||
| Barite up to 1.5 g/cm3 | |||||||||||||
| Cuttings (miocene) | 5.0 | ||||||||||||
| CaCl2 | 1.0 | ||||||||||||
| MgCl2 | 0.5 | ||||||||||||
| 2 | Drilling mud No. 1 + calcium hypochlorite | 0.3 | 44.4 | 27.6 | 20.9 | 12.8 | 2.6 | 2.0 | 33 | 43.5 | 10.1 | 1.6 | 9.0 |
| 0.5 | 39.8 | 25.0 | 18.9 | 11.7 | 2.6 | 1.5 | 29 | 39 | 9.6 | 1.6 | 7.1 | ||
| 1.0 | 34.2 | 20.9 | 15.8 | 9.7 | 2.0 | 1.5 | 26 | 33.5 | 7.2 | 2.4 | 6.9 | ||
| 3 | Drilling mud No. 1 + sodium persulfate | 0.3 | 46.5 | 29.6 | 22.5 | 14.3 | 3.1 | 2.0 | 33 | 45.5 | 12.0 | 1.8 | 7.6 |
| 0.5 | 45.5 | 28.6 | 22.0 | 13.8 | 3.1 | 2.0 | 33 | 43.5 | 11.0 | 2.0 | 6.5 | ||
| 1.0 | 44.9 | 27.6 | 21.4 | 12.8 | 3.1 | 2.0 | 34 | 44 | 9.6 | 2.2 | 6.3 | ||
| 4 | Drilling mud No. 1 + urea peroxide | 0.5 | 23.0 | 14.8 | 11.2 | 8.7 | 1.5 | 1.0 | 16 | 22.5 | 6.2 | 32 | 7.2 |
| 0.8 | 18.4 | 11.7 | 9.2 | 5.1 | 1.0 | 1.0 | 13 | 17 | 4.8 | 58 | 6.9 | ||
| 1.0 | 14.8 | 9.7 | 6.6 | 3.1 | 1.0 | 0.5 | 10 | 14.5 | 4.3 | 66 | 6.3 | ||
| 5 | Drilling mud No. 1 + cellulase | 0.3 | 37.3 | 23.5 | 17.9 | 11.2 | 2.3 | 1.8 | 27 | 36.5 | 9.1 | 4.2 | 9.1 |
| 6 | Drilling mud No. 1 + cellulase + citric acid | 32.2 | 20.9 | 15.8 | 9.7 | 2.0 | 1.5 | 22 | 31.5 | 9.1 | 6.4 | 8.3 | |
| 0.3 | |||||||||||||
| 0.1 | |||||||||||||
| Type of Added Agent | Plastic Viscosity (mPa·s) | Apparent Viscosity (mPa·s) | Yield Point (Pa) | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 20 °C | 40 °C | 60 °C | 80 °C | 20 °C | 40 °C | 60 °C | 80 °C | 20 °C | 40 °C | 60 °C | 80 °C | |
| + 1.0% calcium hypochlorite | 26 | 15 | 13 | 14 | 33.5 | 19.5 | 17 | 18 | 7.2 | 4.3 | 3.8 | 3.8 |
| +1.0% urea peroxide | 10 | 9 | 8 | 5 | 14.5 | 11.5 | 9.5 | 6 | 4.3 | 2.4 | 1.4 | 1.0 |
| + 1.0% sodium persulfate | 34 | 21 | 15 | 13 | 44 | 27.5 | 21 | 18 | 9.6 | 6.2 | 5.7 | 4.8 |
| +1.0% cellulase | 22 | 22 | 14 | 13 | 31.5 | 31 | 20 | 17.5 | 9.1 | 8.6 | 5.7 | 4.3 |
| Fluid 1 | Fluid 2 | Fluid 3 |
|---|---|---|
| Water | Water | Water |
| KCl—5% | KCl—5% | KCl—5% |
| calcium hypochlorite—1% | urea peroxide—1% | cellulase—1% |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Uliasz, M.; Zima, G.; Błaż, S.; Jasiński, B. Enzymatic and Oxidizing Agents for the Decomposition of Polymers Used in the Composition of Drilling Muds. Energies 2021, 14, 5032. https://doi.org/10.3390/en14165032
Uliasz M, Zima G, Błaż S, Jasiński B. Enzymatic and Oxidizing Agents for the Decomposition of Polymers Used in the Composition of Drilling Muds. Energies. 2021; 14(16):5032. https://doi.org/10.3390/en14165032
Chicago/Turabian StyleUliasz, Małgorzata, Grzegorz Zima, Sławomir Błaż, and Bartłomiej Jasiński. 2021. "Enzymatic and Oxidizing Agents for the Decomposition of Polymers Used in the Composition of Drilling Muds" Energies 14, no. 16: 5032. https://doi.org/10.3390/en14165032
APA StyleUliasz, M., Zima, G., Błaż, S., & Jasiński, B. (2021). Enzymatic and Oxidizing Agents for the Decomposition of Polymers Used in the Composition of Drilling Muds. Energies, 14(16), 5032. https://doi.org/10.3390/en14165032