
A Compact, Self-Sustaining Fuel Cell Auxiliary Power Unit Operated on Diesel Fuel

 , ,
, ,
Abstract
:1. Introduction
2. Materials and Methods for Design and Testing
2.1. Reactor and System Design
- -
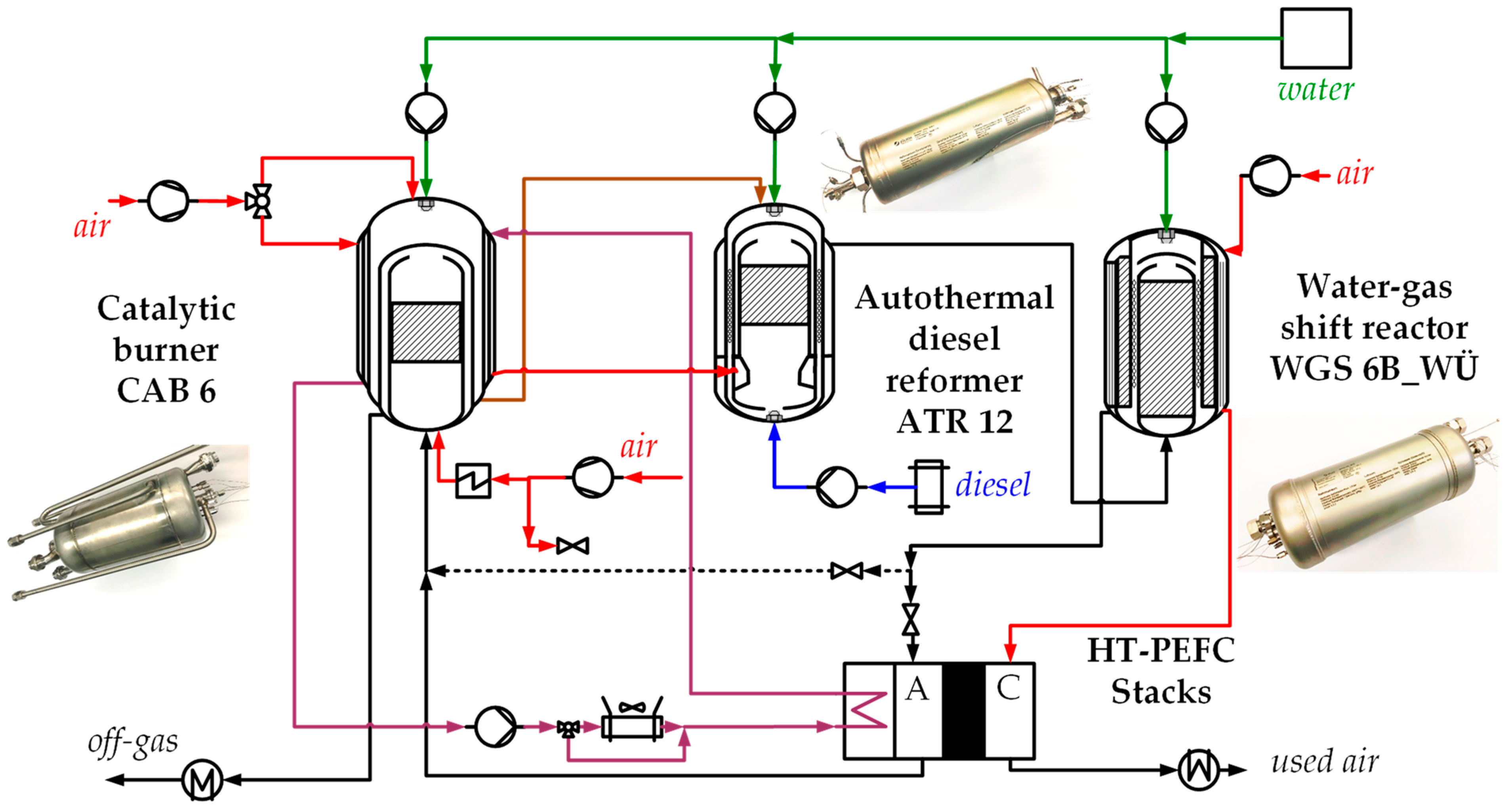
- CAB 6 is designed to be used with anode off-gas during the normal operation of the fuel cell system. During start-up, when the fuel cell has not yet reached its optimal operating temperature, the reformate produced in the fuel processor is fully processed in the catalytic burner in order to heat the stacks with the produced heat. In both modes of operation, the main task of the catalytic burner is the combustion of all calorific components (methane, carbon monoxide, hydrogen, and possibly higher hydrocarbons) and production of an off-gas that is mainly composed of CO2, H2O, and N2.
- -
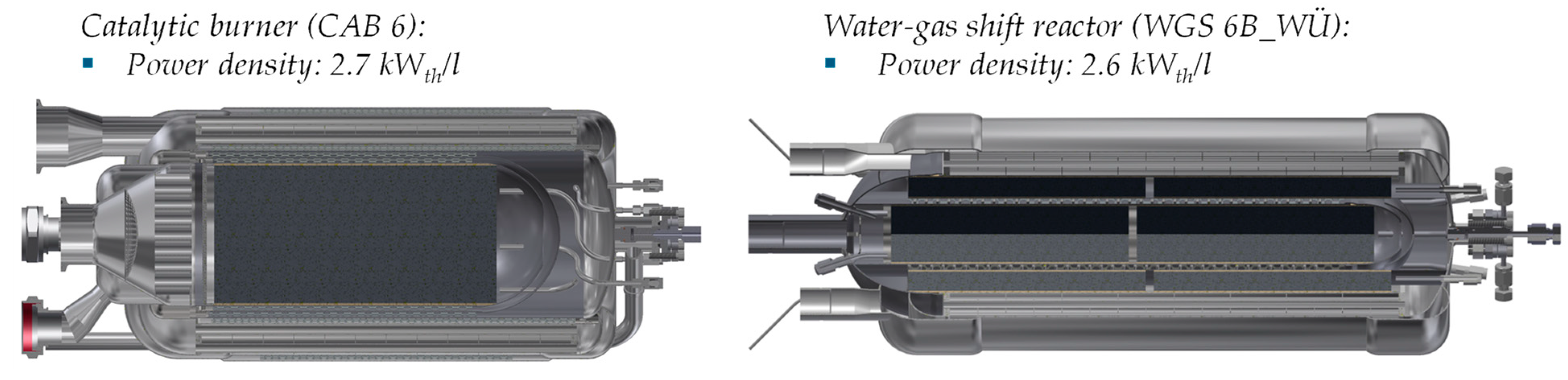
- As Figure 1 illustrates in a simplified manner, the catalytic burner features several inlets and outlets. In order to realize a number of various functions, CAB 6 was built as a pressure vessel featuring several shells. The monolith containing the precious metal catalyst was placed in the middle segment of the reactor and serves as a heat source for all of the heat recovery functions that are discussed in the following. Air for catalytic combustion enters the reactor from the bottom part in the middle after passing through a glow plug. The feed gases also enter the CAB at this position.
- -
- On top of the CAB 6, some of the reforming water is sprayed via a nozzle, which is evaporated upon contact with a hot hemisphere surface. Hot combustion gases from the monolith flow through the bottom part of this surface, and are directed to a shell and tube heat exchanger after passing the first hollow volume surrounding the catalyst bed.
- -
- The evaporated steam flows through the second hollow volume, in which a complete evaporation and slight superheating is sustained. A part of the air for the ATR is also fed through the upper section of the CAB 6, together with water for the ATR. The mixture of superheated steam and part of the reforming air leaves the CAB 6 on the lower section and these are directed to the reformer for further processing in the reformer heat exchanger via the brown line.
- -
- The off-gas flows through the shell component of the above-mentioned shell and tube heat exchanger, which can be considered the third hollow volume. The heat exchange fluid, colored in purple, flows through the tube side of this heat exchanger. With this loop, the catalytic burner is thermally coupled to the fuel cell stack, and therefore the excess heat from reformate combustion during the start-up phase can be used to heat up the stacks.
- -
- The remaining part of the reforming air is fed into the catalytic burner through the fourth hollow volume covering the entire reactor. Air leaves the CAB 6 through the red line on the bottom part, which is directly connected to the reformer’s fuel mixing chamber.
- -
- Similar to the WGS 6B, the inner component of the reactor represents the catalytic reaction zone for the high-temperature shift (HTS) stage. After the HTS, water is sprayed onto a hot hemispheric surface, which faces a hot reformate flow on its other surface, resulting in the evaporation of steam and a strong cooling of the reformate gas from the HTS. In contrast to the concept embodied in the CAB 6, both flows are mixed and flow through the hollow volume between both shift stages, as the added water is used as an educt in the low-temperature shift stage (LTS) that covers this hollow volume. As in the case of WGS 6B, an electrical heater is positioned between the HTS and LTS stages that heats up the WGS reactor during start-up. In comparison to the WGS 6B, the heater has a higher maximum heating power of 2.6 kW.
- -
- Similar to CAB 6, a shell and tube heat exchanger surrounds the LTS stage. The hot reformate leaving the LTS flows through the tube side, which is cooled before entering the anode compartment of the fuel cell stack. Cold air flows through the shell side of this heat exchanger, which is heated prior to entering the cathode compartment of the fuel cell. By this, the fuel cell stack and WGS reactor are thermally-coupled.
2.2. Experimental
- Commissioning of the system and break-in procedure of the stacks.
- Characterization of the system at steady-state: Normal system operation at different loads.
- Optimization of the start-up phase.
3. Results
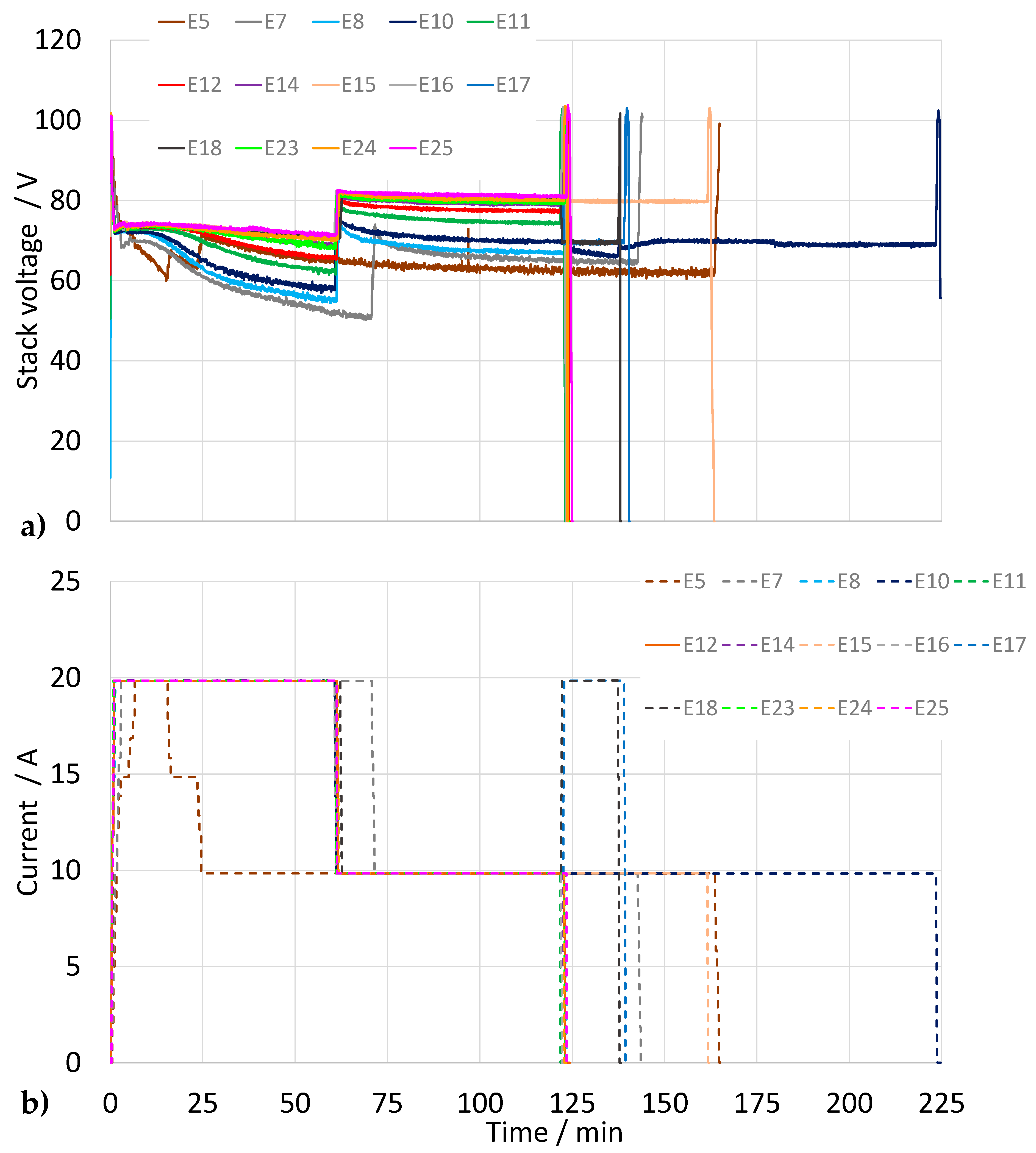
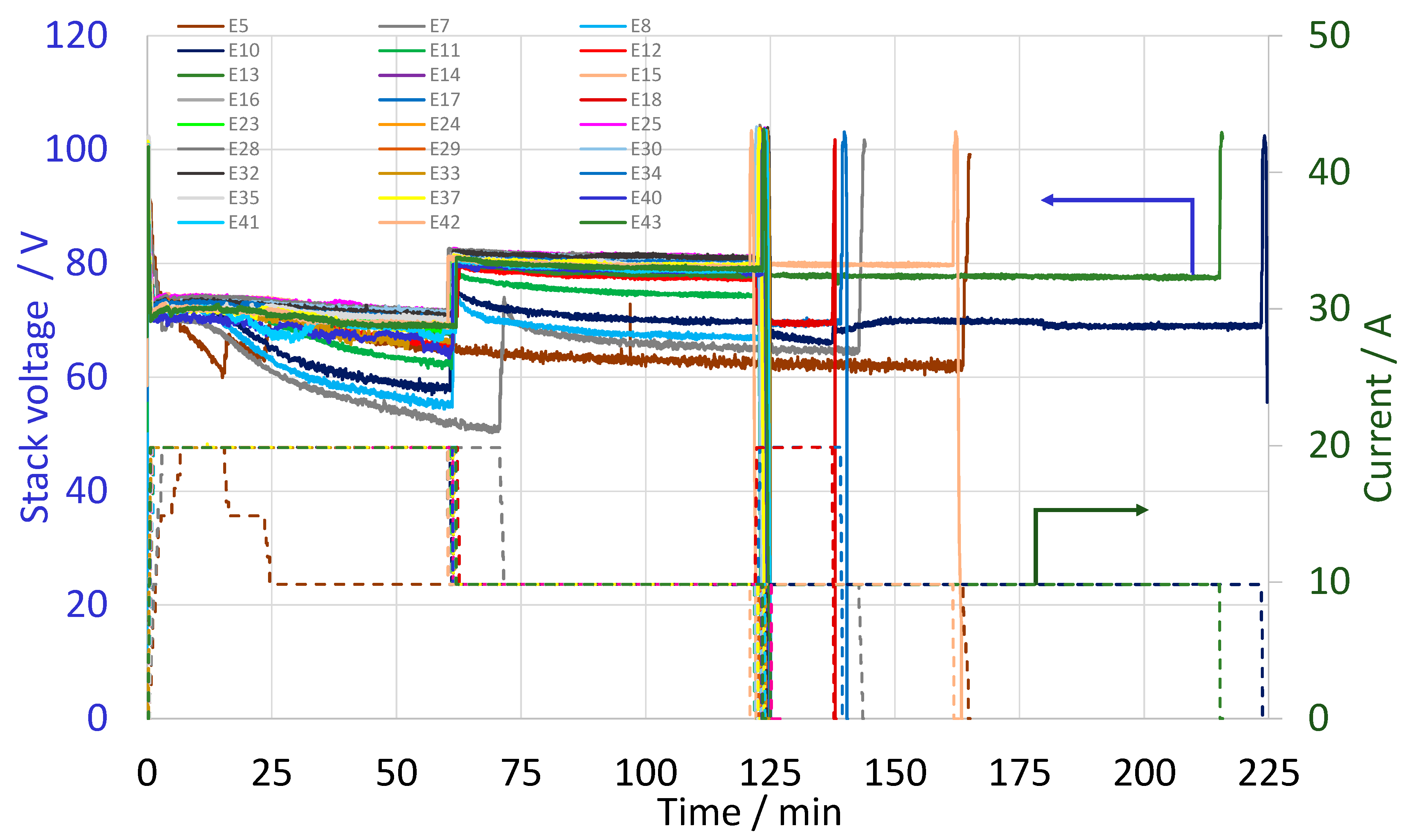
3.1. Break-In Procedure
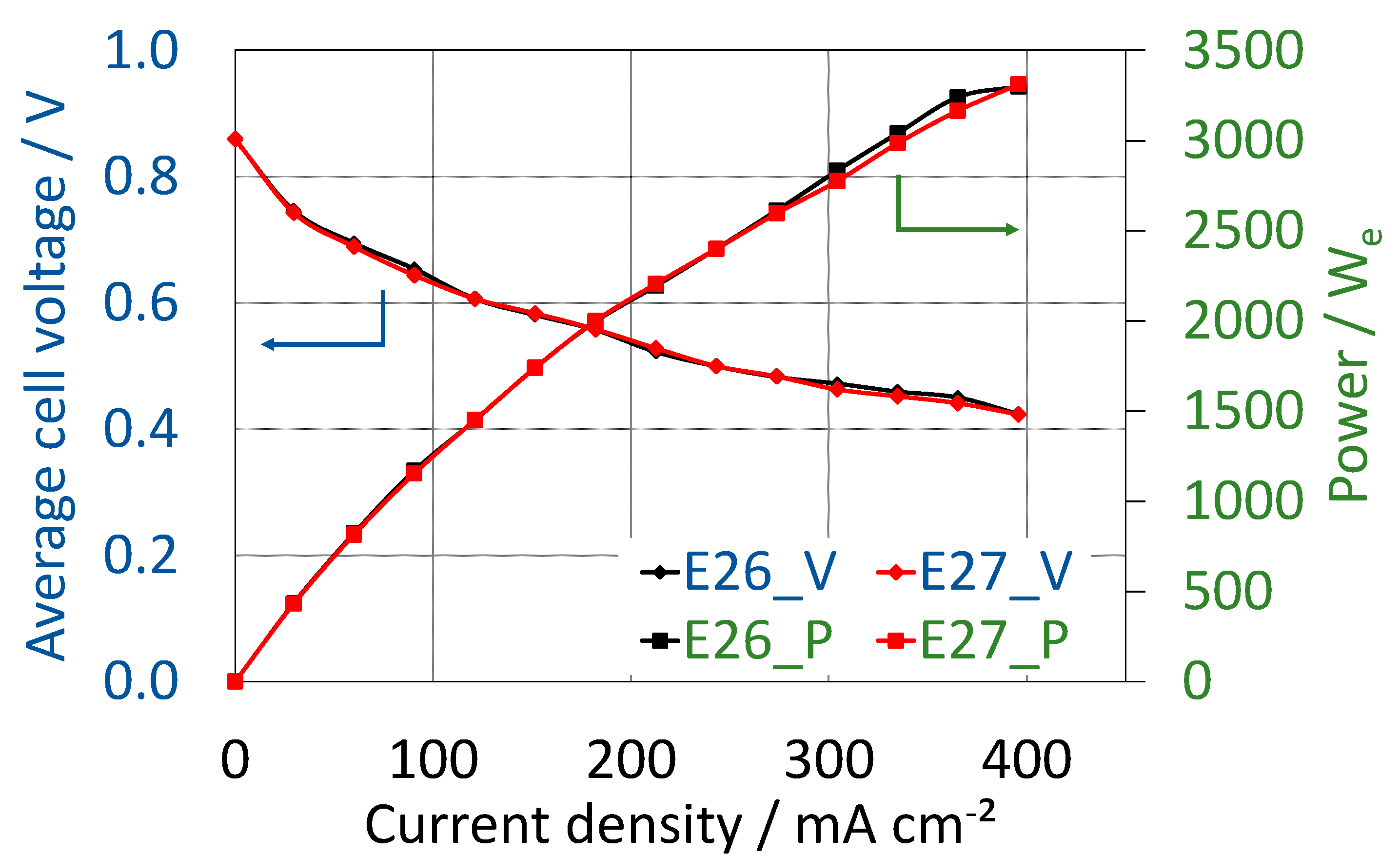
3.2. Normal Operation Mode
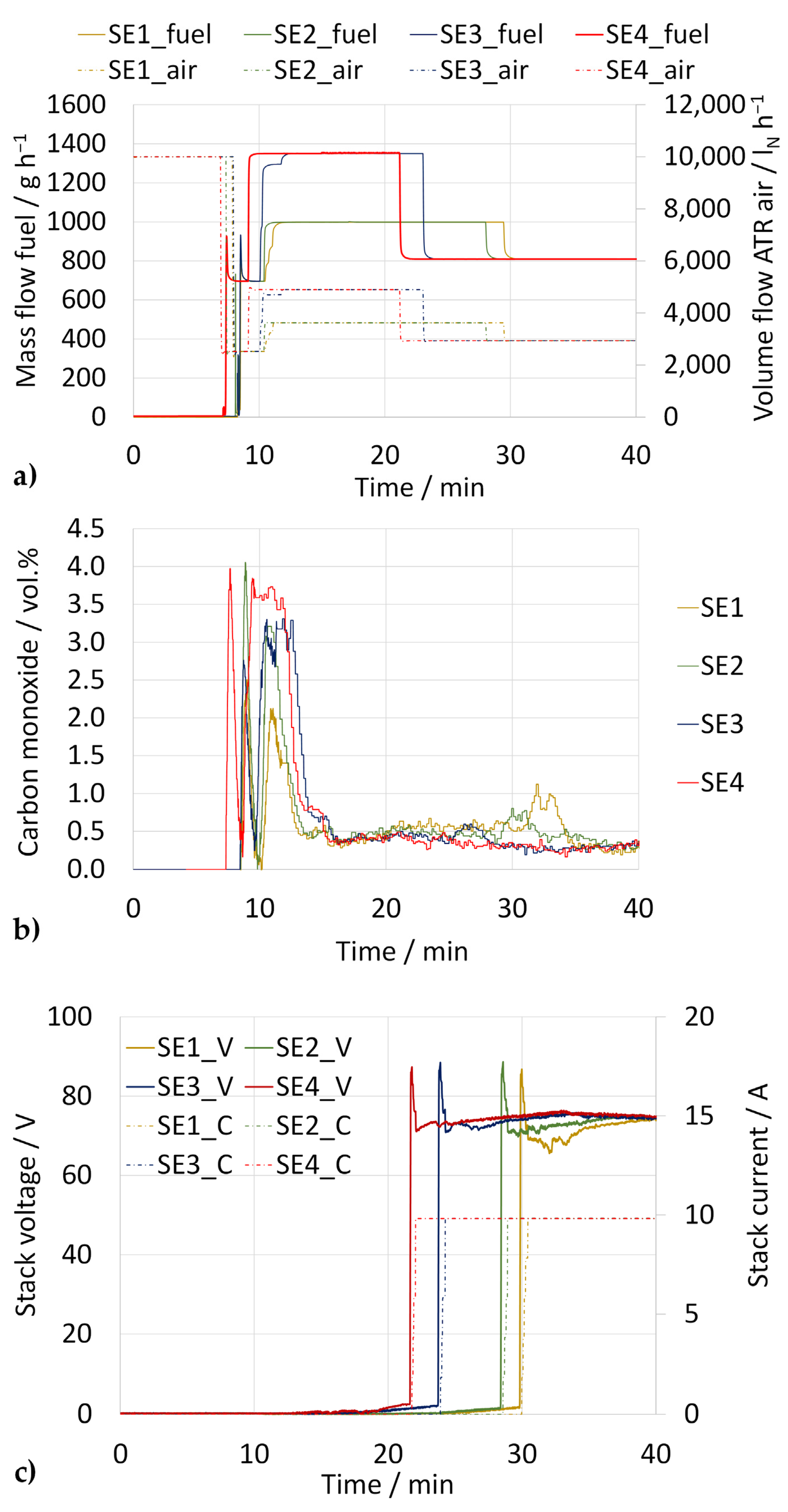
3.3. System Start
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Component | Type | Explanation |
|---|---|---|
| Flow meter | ABB Sensyflow eco2 | 2x for CAB and stack air flows |
| Sensirion SFM3000-200-C | For ATR air | |
| Bio Tech VZS 003-ALU | For the fuel pump ATR | |
| Bio Tech VZS 003-VA | 3x for the water pumps in ATR, WGS, CAB | |
| FESTO SFAH-5U-Q6 | For air purging of the nozzles | |
| FESTO SFAH-50U.Q08 | For excess air discharge after the CAB turbo compressor | |
| Compressor | Celeroton CT-17-1000 | Turbo compressor for the cathode air |
| Celeroton CT-17-700 | Turbo compressor for the CAB air | |
| Celeroton CT-18-200 | Turbo compressor for the ATR air | |
| KNF NPK 03 KV DC-B4 | Swing piston compressor for air purging of the nozzles | |
| Pump | Hydro Leduc PB 32.5 (Faulhaber 3274 BP4) | Fixed displacement micropump for diesel with a brushless DC-servomotor |
| Speck AY-2251-MK-XX (Nanotec PB6) | Regenerative turbine pump for the heat exchange fluid for stack cooling/heating with a brushless DC-servomotor | |
| KNF NF 2.35 | 3x membrane pump for the CAB, ATR and WGS water | |
| KNF NF 1.100 | Membrane pump for nozzle cooling via water | |
| KNF NF 300 | Membrane pump for compressor cooling via water | |
| Glow plug | BERU GH 010 | For air pre-heating at the CAB inlet during start-up |
| Valve | bürkert 3280 | Two-way motor valve for air distribution between the ATR mixing chamber and steam paths |
| bürkert 6628 NC | Two-way rocker solenoid valve for excess air discharge after the CAB | |
| bürkert 2006 | 3/2-way seat valve for opening/closing the bypass path | |
| bürkert 2301 NC | Two-way globe control valve for heat exchange fluid in cooling mode (APU operation) | |
| bürkert 2301 NO | Two-way globe control valve for heat exchange fluid in heating mode (start-up phase) | |
| LEE CSFX 0512800 B | Non-return valves: 3x for water and 3x for air purging at water nozzle inlets for the ATR, CAB and WGS | |
| LEE CSFA 1876005 A | Non-return valves: 1x for fuel and 1x for air-purging at the fuel nozzle inlet for ATR | |
| Parker 099-0080-900 | Liquid solenoid valves for 3x water and 3x air purging at the water nozzle inlets for the ATR, CAB and WGS | |
| Parker 099-0340-900 | Liquid solenoid valves for 1x fuel and 1x air purging at ATR fuel nozzle inlet | |
| WITT NV150-ES | Non-return valve for the ATR air inlet at the CAB to avoid reformate backflow to the compressor | |
| WITT NV650 | Non-return valve to avoid reformate backflow at the anode outlet | |
| WITT NV650-ES | Non-return valve for the CAB air inlet to avoid reformate backflow to the compressor | |
| Filter | Freudenberg FC F-0824Q | 3x air filter before the turbo compressors for the ATR, CAB and cathode |
| Swagelok SS-2F-K4-7 | 4x filter elements for 1x the fuel inlet, 3x water inlets for the ATR, WGS and CAB | |
| Heat exchanger | Thermatron 76MSLSO-IECR | Heat exchanger for cooling of the nozzle and compressor |
| Thermatron 762MLP5A01 | Heat exchanger for the stack cooling loop | |
| Fan | ebm-papst 618JH | DC axial compact fan for the nozzle and compressor cooling |
| ebm-papst 63182 TDH4P | DC axial compact fan for the stack cooling loop | |
| Pressure transmitter | WIKA A-10 | Pressure measurement: 4x for the air (CAB glow plug, CAB, WGS, and cathode inlet), 1x for the reformate (WGS outlet), 2x for the heat exchange fluid (CAB and anode inlet) |
| WIKA M-10 | Pressure measurement: 1x for the air for nozzle purging, 1x for fuel at the nozzle inlet, 3x for water at the ATR, WGS and CAB nozzle inlets |
Appendix B

References
- Hydrogen Insights. A Perspective on Hydrogen Investment, Market Development and Cost Competitiveness; Hydrogen Council and McKinsey & Company: Brussels, Belgium, 2021.
- Emonts, B.; Blum, L.; Grube, T.; Lehnert, W.; Mergel, J.; Müller, M.; Peters, R. Technical Advancement of Fuel-Cell Research and Development. In Fuel Cell Science and Engineering; Wiley: Weinheim, Germany, 2012; pp. 1–42. [Google Scholar]
- Dicks, A.L.; Rand, D.A.J. The Complete System and Its Future. In Fuel Cell Systems Explained; Dicks, A.L., Rand, D.A.J., Eds.; Wiley: Hoboken, NJ, USA, 2018; pp. 351–399. [Google Scholar]
- Sørensen, B.; Spazzafumo, G. 7-Conclusion: A conditional outcome. In Hydrogen and Fuel Cells, 3rd ed.; Sørensen, B., Spazzafumo, G., Eds.; Academic Press: Cambridge, MA, USA, 2018; pp. 463–491. [Google Scholar]
- Modi, A.; Singh, S.; Verma, N. In situ nitrogen-doping of nickel nanoparticle-dispersed carbon nanofiber-based electrodes: Its positive effects on the performance of a microbial fuel cell. Electrochim. Acta 2016, 190, 620–627. [Google Scholar] [CrossRef]
- Pupkevich, V.; Karamanev, D. Scale-up of a novel bioelectrochemical technology for the conversion of hydrogen to electricity. Int. J. Hydrogen Energy 2018, 43, 19305–19314. [Google Scholar] [CrossRef]
- Samsun, R.C.; Prawitz, M.; Tschauder, A.; Meißner, J.; Pasel, J.; Peters, R. Reforming of diesel and jet fuel for fuel cells on a systems level: Steady-state and transient operation. Appl. Energy 2020, 279, 115882. [Google Scholar] [CrossRef]
- Bozdag, A.A.; Kaynar, A.D.; Dogu, T.; Sezgi, N.A. Development of ceria and tungsten promoted nickel/alumina catalysts for steam reforming of diesel. Chem. Eng. J. 2019, 377, 120274. [Google Scholar] [CrossRef]
- Zazhigalov, S.V.; Rogozhnikov, V.N.; Snytnikov, P.V.; Potemkin, D.I.; Simonov, P.A.; Shilov, V.A.; Ruban, N.V.; Kulikov, A.V.; Zagoruiko, A.N.; Sobyanin, V.A. Simulation of diesel autothermal reforming over Rh/Ce0.75Zr0.25O2-δ-η-Al2O3/FeCrAl wire mesh honeycomb catalytic module. Chem. Eng. Process.-Process Intensif. 2020, 150, 107876. [Google Scholar] [CrossRef]
- Zazhigalov, S.V.; Shilov, V.A.; Rogozhnikov, V.N.; Potemkin, D.I.; Sobyanin, V.A.; Zagoruiko, A.N.; Snytnikov, P.V. Modeling of hydrogen production by diesel reforming over Rh/Ce0.75Zr0.25O2-δ-ƞ-Al2O3/FeCrAl wire mesh honeycomb catalytic module. Catal. Today 2020, 378, 240–248. [Google Scholar] [CrossRef]
- Shilov, V.A.; Rogozhnikov, V.N.; Zazhigalov, S.V.; Potemkin, D.I.; Belyaev, V.D.; Shashkov, M.V.; Zagoruiko, A.N.; Sobyanin, V.A.; Snytnikov, P.V. Operation of Rh/Ce0.75Zr0.25O2-δ-ƞ-Al2O3/FeCrAl wire mesh honeycomb catalytic modules in diesel steam and autothermal reforming. Int. J. Hydrogen Energy 2021, in press. [Google Scholar] [CrossRef]
- Kim, D.; Choi, S.; Jeong, S.; Bae, M.; Katikaneni, S.P.; Bae, J.; Heo, S.; Lee, J.H. Kinetic modeling of diesel autothermal reforming for fuel cell auxiliary power units. Chem. Eng. J. 2021, 424, 130564. [Google Scholar] [CrossRef]
- Maximini, M.; Engelhardt, P.; Brenner, M.; Beckmann, F.; Moritz, O. Fast start-up of a diesel fuel processor for PEM fuel cells. Int. J. Hydrogen Energy 2014, 39, 18154–18163. [Google Scholar] [CrossRef]
- Han, G.; Bae, M.; Cho, S.; Bae, J. Start-up strategy of a diesel reformer using the decomposition heat of hydrogen peroxide for subsea applications. J. Power Sources 2020, 448, 227465. [Google Scholar] [CrossRef]
- Bae, M.; Cheon, H.; Oh, J.; Kim, D.; Bae, J.; Katikaneni, S.P. Rapid start-up strategy of 1 kWe diesel reformer by solid oxide fuel cell integration. Int. J. Hydrogen Energy 2021, 46, 26575–26581. [Google Scholar] [CrossRef]
- Engelhardt, P.; Maximini, M.; Beckmann, F.; Brenner, M.; Moritz, O. Coupled operation of a diesel steam reformer and an LT- and HT-PEFC. Int. J. Hydrogen Energy 2014, 39, 18146–18153. [Google Scholar] [CrossRef]
- Ekdunge, P.; Toftefors, I.; Kylhammar, L.; Nordström, J. Powercells fuel processing development and its application in APU system with a PEM fuel cell. In Proceedings of the AIChE 2013 Annual Meeting, San Francisco, CA, USA, 3–8 November 2013. [Google Scholar]
- Pregelj, B.; Debenjak, A.; Dolanc, G.; Petrovcic, J. A diesel-powered fuel cell APU—Reliability issues and mitigation approaches. IEEE Trans. Ind. Electron. 2017, 64, 6660–6670. [Google Scholar] [CrossRef]
- Rautanen, M.; Halinen, M.; Noponen, M.; Koskela, K.; Vesala, H.; Kiviaho, J. Experimental Study of an SOFC Stack Operated With Autothermally Reformed Diesel Fuel. Fuel Cells 2013, 13, 304–308. [Google Scholar] [CrossRef]
- Jeong, J.; Baek, S.W.; Bae, J. A diesel-driven, metal-based solid oxide fuel cell. J. Power Sources 2014, 250, 98–104. [Google Scholar] [CrossRef]
- Rechberger, J.; Kaupert, A.; Hagerskans, J.; Blum, L. Demonstration of the First European SOFC APU on a Heavy Duty Truck. Transp. Res. Procedia 2016, 14, 3676–3685. [Google Scholar] [CrossRef] [Green Version]
- Spendelow, J.S.; Papageorgopoulos, D.C. Application Requirements/Targets for Fuel Cell APUs. In Fuel Cells: Data, Facts and Figures; Stolten, D., Samsun, R.C., Garland, N., Eds.; Wiley-VCH: Weinheim, Germany, 2016; pp. 197–201. [Google Scholar]
- DOE Technical Targets for Fuel Cell Systems for Portable Power and Auxiliary Power Applications. Available online: https://www.energy.gov/eere/fuelcells/doe-technical-targets-fuel-cell-systems-portable-power-and-auxiliary-power (accessed on 18 June 2021).
- Rantanen, L.; Linnaila, R.; Aakko, P.; Harju, T. NExBTL—Biodiesel Fuel of the Second Generation; SAE Technical Papers: Warrendale, PA, USA, 2005. [Google Scholar]
- Schmidt, T.J. High-Temperature Polymer Electrolyte Fuel Cells: Durability Insights. In Polymer Electrolyte Fuel Cell Durability; Büchi, F.N., Inaba, M., Schmidt, T.J., Eds.; Springer: New York, NY, USA, 2009; pp. 199–221. [Google Scholar]
- Lehnert, W.; Lüke, L.; Samsun, R.C. High Temperature Polymer Electrolyte Fuel Cells. In Fuel Cells: Data, Facts and Figures; Stolten, D., Samsun, R.C., Garland, N., Eds.; Wiley-VCH: Weinheim, Germany, 2016; pp. 235–247. [Google Scholar]
- Araya, S.S.; Zhou, F.; Liso, V.; Sahlin, S.L.; Vang, J.R.; Thomas, S.; Gao, X.; Jeppesen, C.; Kær, S.K. A comprehensive review of PBI-based high temperature PEM fuel cells. Int. J. Hydrogen Energy 2016, 41, 21310–21344. [Google Scholar] [CrossRef]
- Moser, H.; Perchthaler, M.; Hacker, V.; Siebenhofer, M. Experimental Study of CO and Temperature Impact on High Temperature Proton Exchange Membrane Fuel Cell (HT-PEM FC) Performance and Current Distribution; AIChE: New York, NY, USA, 2009. [Google Scholar]
- Araya, S.S.; Andreasen, S.J.; Kær, S.K. Experimental Characterization of the Poisoning Effects of Methanol-Based Reformate Impurities on a PBI-Based High Temperature PEM Fuel Cell. Energies 2012, 5, 4251–4267. [Google Scholar] [CrossRef]
- Araya, S.S.; Kær, S.K.; Andreasen, S.J. Vapor delivery systems for the study of the effects of reformate gas impurities in HT-PEM fuel cells. J. Fuel Cell Sci. Technol. 2012, 9, 111–119. [Google Scholar] [CrossRef]
- Hjuler, H.A.; Steenberg, T.; Terkelsen, C.; Holst, T.; Garcia, H.R.; Cooper, K. Performance of the HT-PEM membrane electrode assembly. ECS Trans. 2012, 50, 1127–1135. [Google Scholar] [CrossRef]
- Kerr, R.; García, H.R.; Romero, M.T.; Terkelsen, C.; Hjuler, H.A.; Steenberg, T. Performance of the high temperature PEM membrane electrode assembly. ECS Trans. 2014, 64, 973–982. [Google Scholar] [CrossRef]
- Sun, H.; Zhang, F.; Wang, R.; Liu, Y. Effects of CO2 content in fuel on performance of the HT-PEM fuel cell. J. Shenyang Jianzhu Univ. 2015, 31, 898–905. [Google Scholar] [CrossRef]
- Pinar, J.F.; Rastedt, M.; Pilinski, N.; Wagner, P. Characterization of HT-PEM membrane-electrode-assemblies. In High Temperature Polymer Electrolyte Membrane Fuel Cells: Approaches, Status, and Perspectives; Springer International Publishing: Heidelberg, Germany, 2016; pp. 353–386. [Google Scholar]
- Rastedt, M.; Pinar, F.J.; Pilinski, N.; Dyck, A.; Wagner, P. Effect of Operation Strategies on Phosphoric Acid Loss in HT-PEM Fuel Cells. ECS Trans. 2016, 75, 455–469. [Google Scholar] [CrossRef]
- Waller, M.G.; Walluk, M.R.; Trabold, T.A. Performance of high temperature PEM fuel cell materials. Part 1: Effects of temperature, pressure and anode dilution. Int. J. Hydrogen Energy 2016, 41, 2944–2954. [Google Scholar] [CrossRef] [Green Version]
- Myles, T.; Bonville, L.; Maric, R. Catalyst, membrane, free electrolyte challenges, and pathways to resolutions in high temperature polymer electrolyte membrane fuel cells. Catalysts 2017, 7, 16. [Google Scholar] [CrossRef] [Green Version]
- Mamaghani, A.H.; Najafi, B.; Casalegno, A.; Rinaldi, F. Optimization of an HT-PEM fuel cell based residential micro combined heat and power system: A multi-objective approach. J. Clean. Prod. 2018, 180, 126–138. [Google Scholar] [CrossRef]
- Arsalis, A.; Nielsen, M.P.; Kær, S.K. Modeling and optimization of a 1 kWe HT-PEMFC-based micro-CHP residential system. Int. J. Hydrogen Energy 2012, 37, 2470–2481. [Google Scholar] [CrossRef]
- Arsalis, A.; Nielsen, M.P.; Kær, S.K. Modeling and parametric study of a 1 kWe HT-PEMFC-based residential micro-CHP system. Int. J. Hydrogen Energy 2011, 36, 5010–5020. [Google Scholar] [CrossRef]
- Najafi, B.; Haghighat Mamaghani, A.; Rinaldi, F.; Casalegno, A. Long-term performance analysis of an HT-PEM fuel cell based micro-CHP system: Operational strategies. Appl. Energy 2015, 147, 582–592. [Google Scholar] [CrossRef]
- Taccani, R.; Schnitzhofer, W.; Scagliotti, M.; Valli, C. Experimental Performance Analysis of a HT PEM Fuel Cell System Fed with Biogas. In Proceedings of the 4th European Fuel Cell Piero Lunghi Conference and Exhibition EFC 2011, Rome, Italy, 14–16 December 2011; Barchiesi, C., Chianella, M., Lunghi, P., Ubertini, S., Cigolotti, V., Eds.; ENEA: Rome, Italy, 2011; pp. 185–186. [Google Scholar]
- Nalluraya, N.K.; Köhne, H.; Köhne, S.; Konrad, M. Feasibility study of auto thermal reforming of biogas for HT PEM fuel cell applications. Notes Numer. Fluid Mech. Multidiscip. Des. 2015, 129, 117–133. [Google Scholar] [CrossRef]
- Wichmann, D.; Engelhardt, P.; Wruck, R.; Lucka, K.; Könne, H. Development of a highly integrated micro fuel processor based on methanol steam reforming for a HT-PEM fuel cell with an electric power output of 30 W. ECS Trans. 2010, 26, 505–515. [Google Scholar] [CrossRef]
- Lee, H.; Jung, I.; Roh, G.; Na, Y.; Kang, H. Comparative analysis of on-board methane and methanol reforming systems combined with HT-PEM fuel cell and CO2 capture/liquefaction system for hydrogen fueled ship application. Energies 2020, 13, 224. [Google Scholar] [CrossRef] [Green Version]
- Kolb, D.-I.G.; Schelhaas, K.-P.; Wichert, M.; Burfeind, J.; Heßke, C.; Bandlamudi, G. Entwicklung eines mikrostrukturierten Methanolreformers gekoppelt mit einer Hochtemperatur-PEM Brennstoffzelle. Chem. Ing. Tech. 2009, 81, 619–628. [Google Scholar] [CrossRef]
- Sahlin, S.L.; Andreasen, S.J.; Kær, S.K. System model development for a methanol reformed 5 kW high temperature PEM fuel cell system. Int. J. Hydrogen Energy 2015, 40, 13080–13089. [Google Scholar] [CrossRef]
- Samsun, R.C.; Prawitz, M.; Tschauder, A.; Pasel, J.; Peters, R.; Stolten, D. An autothermal reforming system for diesel and jet fuel with quick start-up capability. Int. J. Hydrogen Energy 2019, 44, 27749–27764. [Google Scholar] [CrossRef]
- Peters, R.; Pasel, J.; Samsun, R.C.; Scharf, F.; Tschauder, A.; Stolten, D. Heat exchanger design for autothermal reforming of diesel. Int. J. Hydrogen Energy 2018, 43, 11830–11846. [Google Scholar] [CrossRef]
- Pasel, J.; Samsun, R.C.; Tschauder, A.; Peters, R.; Stolten, D. Advances in autothermal reformer design. Appl. Energy 2017, 198, 88–98. [Google Scholar] [CrossRef]
- Samsun, R.C.; Pasel, J.; Janßen, H.; Lehnert, W.; Peters, R.; Stolten, D. Design and test of a 5 kWe high-temperature polymer electrolyte fuel cell system operated with diesel and kerosene. Appl. Energy 2014, 114, 238–249. [Google Scholar] [CrossRef]
- Meißner, J.; Weiske, S.; Faidel, D.; Tschauder, A.; Samsun, R.C.; Pasel, J.; Peters, R.; Stolten, D. Highly integrated catalytic burner with laser-additive manufactured manifolds. React. Chem. Eng. 2017, 2, 437–445. [Google Scholar] [CrossRef]
- Samsun, R.C.; Prawitz, M.; Tschauder, A.; Pasel, J.; Pfeifer, P.; Peters, R.; Stolten, D. An integrated diesel fuel processing system with thermal start-up for fuel cells. Appl. Energy 2018, 226, 145–159. [Google Scholar] [CrossRef]
- Liquid Cooled HTPEM Stack S165L, Datasheet v1.0-0313; Serenergy A/S: Aalborg, Denmark, 2015.
- Samsun, R.C.; Pasel, J.; Peters, R.; Stolten, D. Fuel cell systems with reforming of petroleum-based and synthetic-based diesel and kerosene fuels for APU applications. Int. J. Hydrogen Energy 2015, 40, 6405–6421. [Google Scholar] [CrossRef]
- Turbo Compressors with Gas Bearings. Available online: https://www.celeroton.com/fileadmin/user_upload/produkte/kompressor/Celeroton_Product_Brochure_Turbo_Compressors_with_Gas_Bearings.pdf (accessed on 10 June 2021).
- Tingelöf, T.; Ihonen, J.K. A rapid break-in procedure for PBI fuel cells. Int. J. Hydrogen Energy 2009, 34, 6452–6456. [Google Scholar] [CrossRef]
- Thomas, S.; Araya, S.S.; Vang, J.R.; Kær, S.K. Investigating different break-in procedures for reformed methanol high temperature proton exchange membrane fuel cells. Int. J. Hydrogen Energy 2018, 43, 14691–14700. [Google Scholar] [CrossRef]
- Lang, S.; Kazdal, T.J.; Kühl, F.; Hampe, M.J. Experimental investigation and numerical simulation of the electrolyte loss in a HT-PEM fuel cell. Int. J. Hydrogen Energy 2015, 40, 1163–1172. [Google Scholar] [CrossRef]
- Boaventura, M.; Mendes, A. Activation procedures characterization of MEA based on phosphoric acid doped PBI membranes. Int. J. Hydrogen Energy 2010, 35, 11649–11660. [Google Scholar] [CrossRef]
- Samsun, R.C.; Krupp, C.; Tschauder, A.; Peters, R.; Stolten, D. Electrical start-up for diesel fuel processing in a fuel-cell-based auxiliary power unit. J. Power Sources 2016, 302, 315–323. [Google Scholar] [CrossRef]
- Janßen, H.; Supra, J.; Lüke, L.; Lehnert, W.; Stolten, D. Development of HT-PEFC stacks in the kW range. Int. J. Hydrogen Energy 2013, 38, 4705–4713. [Google Scholar] [CrossRef]
- Janßen, H.; Lüke, L.; Lehnert, W.; Stolten, D. Setup and experimental validation of a 5 kW HT-PEFC stack. Int. J. Hydrogen Energy 2017, 42, 11596–11604. [Google Scholar] [CrossRef]








| Case | Explanation |
|---|---|
| APU 2.8 kWe | Normal system operation at minimum load |
| APU 5 kWe | Normal system operation at medium load |
| APU 7.5 kWe | Normal system operation at maximum load |
| Start phase A | Heating up the system with air flow |
| Start phase B1 | Reformate operation with 1350 g h−1 of fuel |
| Start phase B2 | Reformate operation with 999 g h−1 of fuel |
| Start phase B3 | Reformate operation with 696 g h−1 of fuel |
| Start phase C | Transition from reformate operation to stack operation at 696 g h−1 of fuel |
| Operating Mode | APU | Start Phase A | Start Phase B | Start Phase C | ||||
|---|---|---|---|---|---|---|---|---|
| 2.8 kWe | 5 kWe | 7.5 kWe | - | B1 | B2 | B3 | - | |
| ATR | ||||||||
| fuel/g h−1 | 696 | 1435 | 2520 | - | 1350 | 999 | 696 | 696 |
| water/g h−1 | 1684 | 3472 | 6098 | - | 3267 | 2417 | 1684 | 1684 |
| air/Nl h−1 | 2522 | 5200 | 9133 | 10,000 | 4892 | 3620 | 2522 | 2522 |
| reformate/Nl h−1 | 6352 | 13,097 | 22,999 | 10,000 | 12,321 | 9118 | 6352 | 6352 |
| WGS | ||||||||
| water/g h−1 | 457 | 943 | 1656 | - | 887 | 656 | 457 | 457 |
| reformate/Nl h−1 | 6921 | 14,270 | 25,060 | 10,000 | 13,425 | 9934 | 6921 | 6921 |
| Stack | ||||||||
| air/Nl h−1 | 9014 | 18,586 | 32,639 | 10,000 | 17,130 | 12,676 | 8832 | 8832 |
| anode off-gas/Nl h−1 | 5069 | 10,451 | 18,352 | - | - | - | - | 6921 |
| used air/Nl h−1 | 9941 | 20,496 | 35,992 | 10,000 | 17,130 | 12,676 | 8832 | 8832 |
| CAB | ||||||||
| air/Nl h−1 | 1532 | 3158 | 5546 | 10,000 | 38,598 | 28,562 | 19,899 | 19,899 |
| off-gas/Nl h−1 | 6376 | 13,146 | 23,086 | 20,000 | 49,791 | 36,845 | 25,670 | 25,670 |
| Position | Temperature | Oxygen | Water | Carbon Monoxide | Hydrogen | Carbon Dioxide | Methane | Nitrogen | Argon |
| /°C | /(vol.)% | ||||||||
| ATR outlet | 400 | 0 | 24.0 | 8.2 | 27.4 | 9.2 | 0.1 | 30.7 | 0.4 |
| WGS outlet | 160 | 0 | 23.1 | 1.0 | 31.9 | 15.1 | 0.1 | 28.4 | 0.3 |
| Anode outlet | |||||||||
| APU operation | 170 | 0 | 32.2 | 1.4 | 7.5 | 20.2 | 0.2 | 38.1 | 0.5 |
| Start-up phase | - | - | - | - | - | - | - | - | - |
| Cathode outlet | |||||||||
| APU operation | 170 | 9.3 | 20.4 | 0 | 0 | 0 | 0 | 69.5 | 0.8 |
| Start-up phase | 145 | 20.6 | 1.9 | 0 | 0 | 0 | 0 | 76.6 | 0.9 |
| CAB outlet | |||||||||
| APU operation | 183 | 1.1 | 32.3 | 0 | 0 | 17.3 | 0 | 48.7 | 0.6 |
| Start-up phase | 167 | 11.3 | 16.5 | 0 | 0 | 4.4 | 0 | 67.0 | 0.8 |
| Experiment | Reformer Load | Power ATR Heating Wire | Start Time | Energy Consumption |
|---|---|---|---|---|
| SE 1 | 37% | 2640 We | 30 min | 2.58 MJ |
| SE 2 | 37% | 2640 We | 28 min 30 s | 2.60 MJ |
| SE 3 | 50% | 2640 We | 23 min 55 s | 2.53 MJ |
| SE 4 | 50% | 3020 We | 21 min 47 s | 2.50 MJ |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Samsun, R.C.; Prawitz, M.; Tschauder, A.; Weiske, S.; Pasel, J.; Peters, R. A Compact, Self-Sustaining Fuel Cell Auxiliary Power Unit Operated on Diesel Fuel. Energies 2021, 14, 5909. https://doi.org/10.3390/en14185909
Samsun RC, Prawitz M, Tschauder A, Weiske S, Pasel J, Peters R. A Compact, Self-Sustaining Fuel Cell Auxiliary Power Unit Operated on Diesel Fuel. Energies. 2021; 14(18):5909. https://doi.org/10.3390/en14185909
Chicago/Turabian StyleSamsun, Remzi Can, Matthias Prawitz, Andreas Tschauder, Stefan Weiske, Joachim Pasel, and Ralf Peters. 2021. "A Compact, Self-Sustaining Fuel Cell Auxiliary Power Unit Operated on Diesel Fuel" Energies 14, no. 18: 5909. https://doi.org/10.3390/en14185909
APA StyleSamsun, R. C., Prawitz, M., Tschauder, A., Weiske, S., Pasel, J., & Peters, R. (2021). A Compact, Self-Sustaining Fuel Cell Auxiliary Power Unit Operated on Diesel Fuel. Energies, 14(18), 5909. https://doi.org/10.3390/en14185909