Structural Design Simulation of Bayonet Heat Exchanger for Sulfuric Acid Decomposition

Abstract
:1. Introduction
2. Models
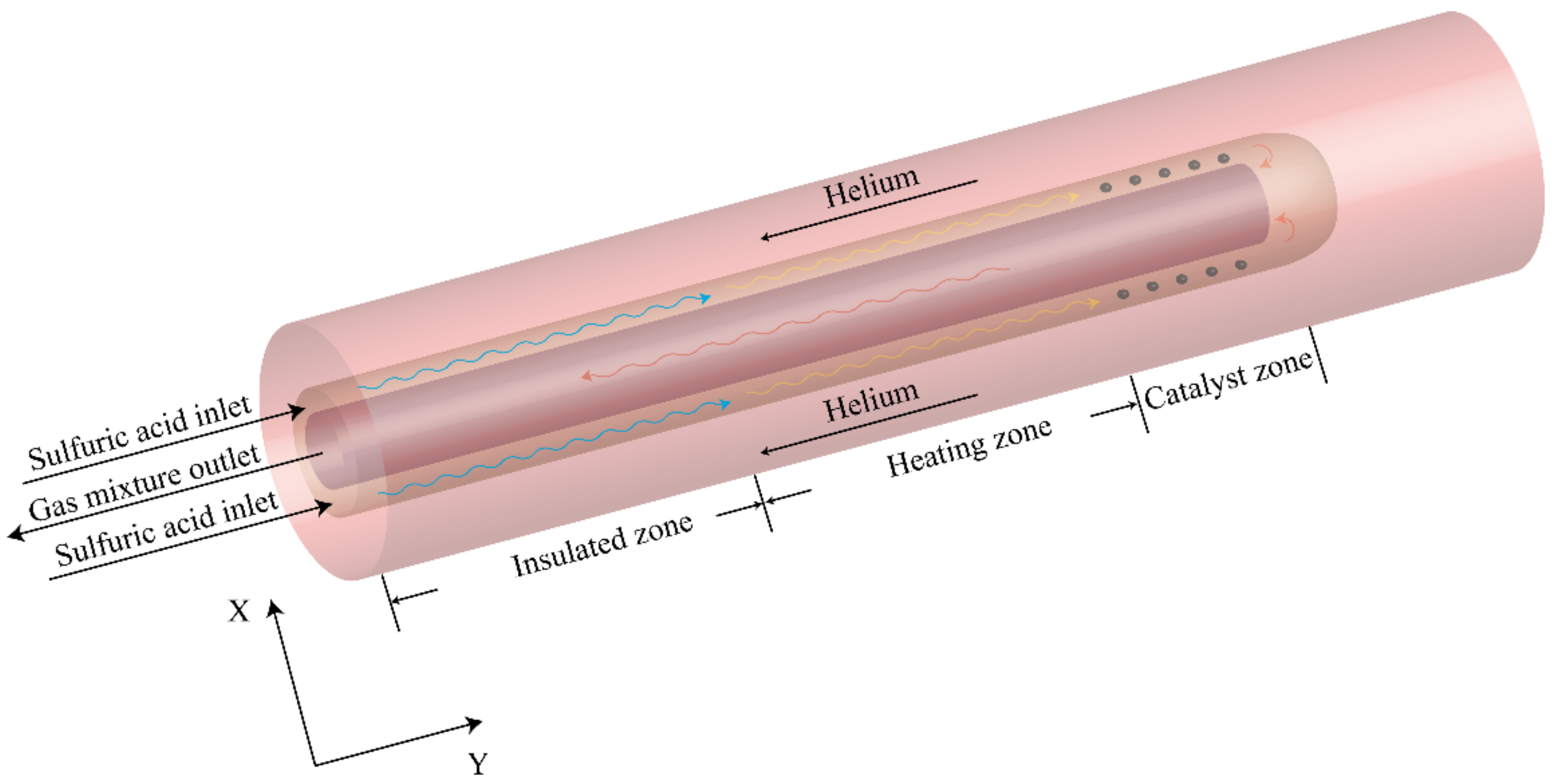
2.1. Physical Model
2.2. Thermal Hydraulics and Species Transport Model
3. Working Conditions and Simulation Methods
3.1. Properties
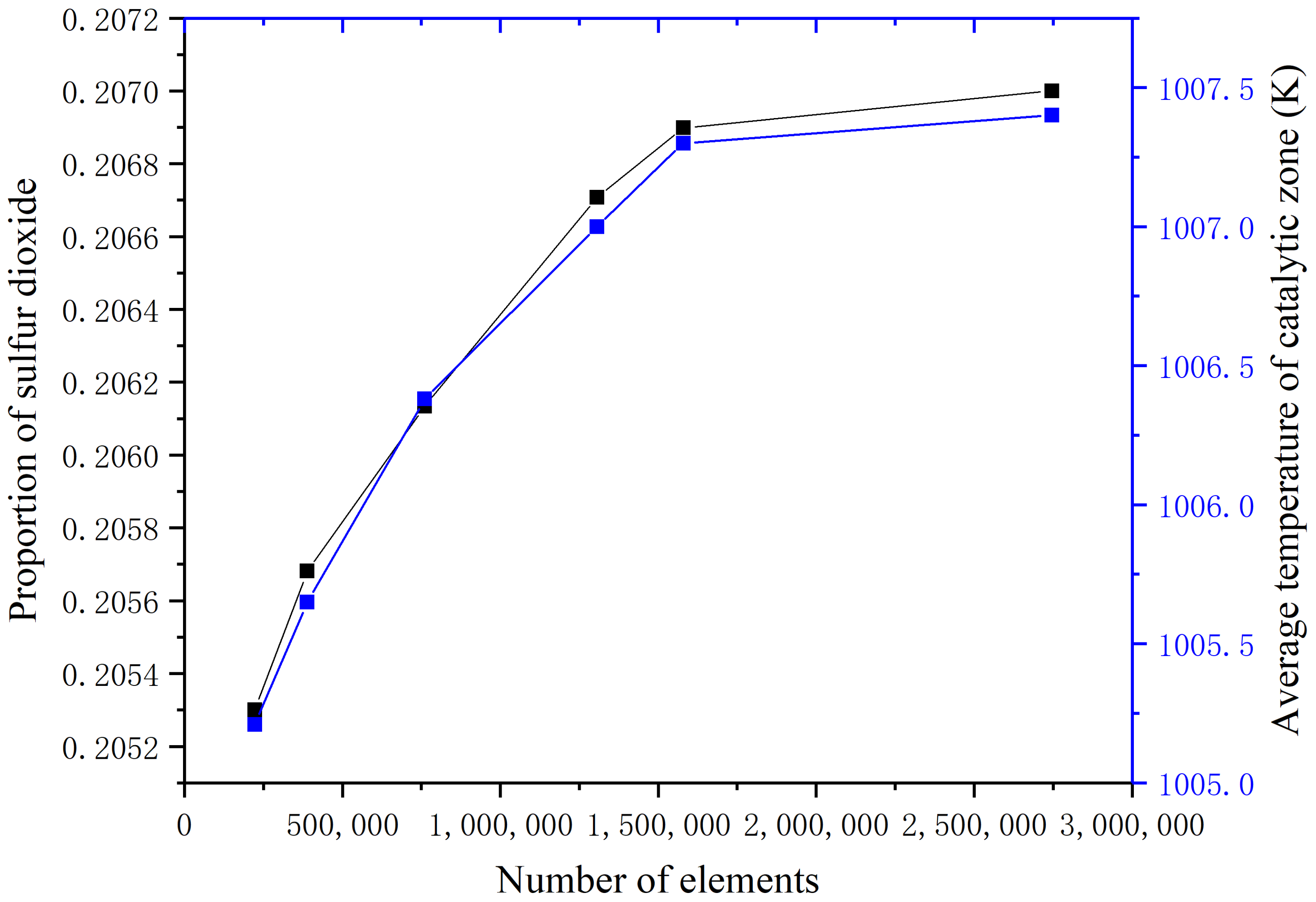
3.2. Numerical Methods and Model Verification
4. Results and Discussion
4.1. Flow and Heat Transfer Analysis
4.2. Sulfur Trioxide Decomposition
4.3. Effect of Flow Rate on Decomposition
5. Conclusions
- (1)
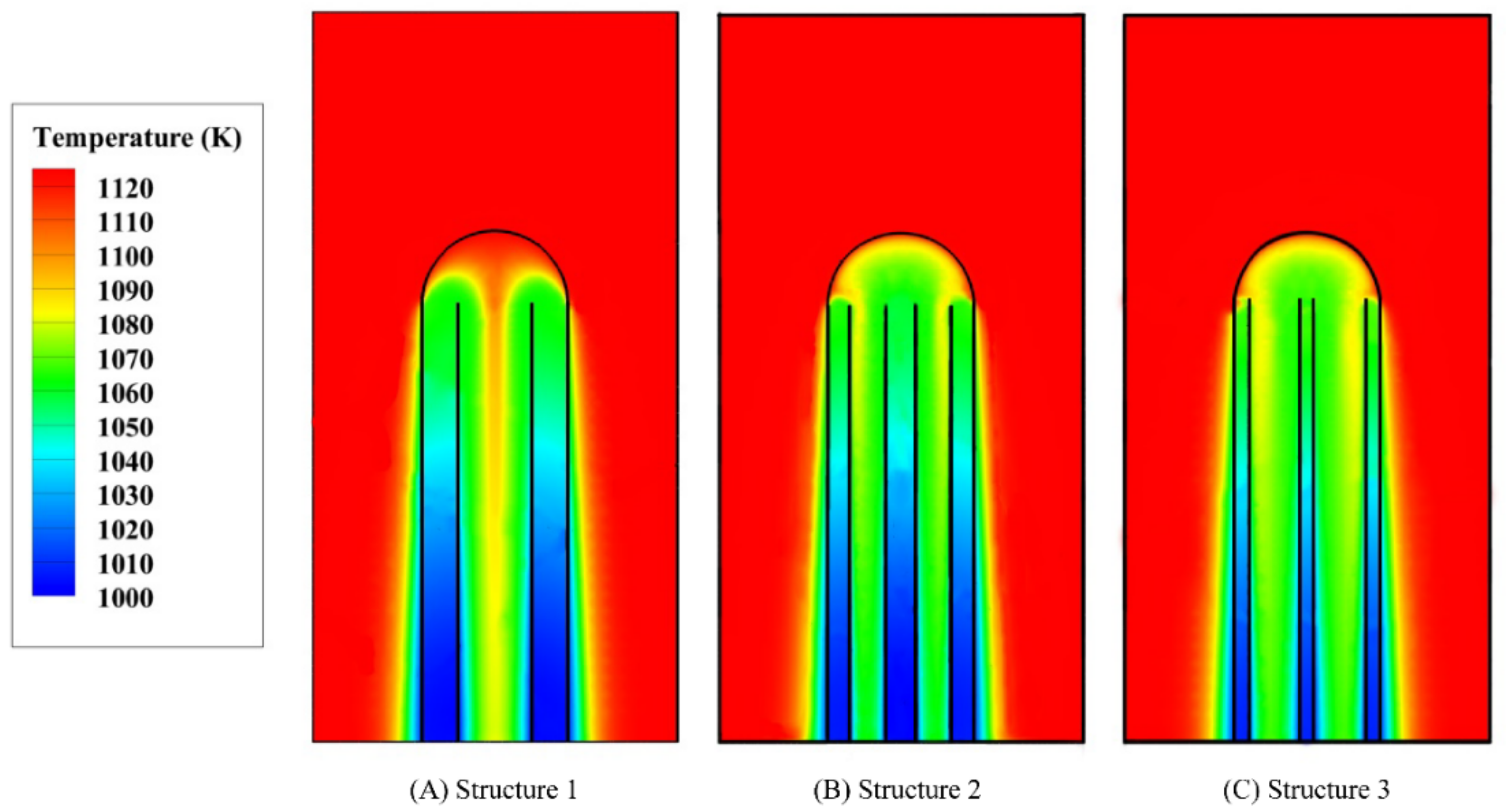
- The structure of the double inner tube can increase the decomposition rate of sulfuric acid. The main mechanism is to strengthen heat recovery and increase the layout space of the catalyst.
- (2)
- Structure 2 studied in this paper has better performance than structure 1. The reason is that the higher velocity of the fluid in the tube enhances the heat transfer, and the larger catalytic volume increases the sulfuric acid decomposition rate.
- (3)
- The decomposition rate is negatively correlated with the flow rate. Nonetheless, the decomposition rate of sulfuric acid can be increased by up to 6.1%. The decomposition rate can be maintained at a relatively high level when the inlet velocity of the current structural design is about 0.2 m/s.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Nomenclature
| ac | porous media viscous resistance coefficients (m2) |
| Ar | pre-exponential factor (s−1) |
| cp | effective specific heat (J/(kg·K)) |
| C2 | porous media inertial resistance coefficient (1/m) |
| Cj,r | molar concentration of reactant j in reaction r (kmol/m3) |
| Dp | catalyzer pellet diameter (m) |
| Er | activation energy for reaction r (J/mol) |
| g | acceleration of gravity (m/s2) |
| h | fluid enthalpy (J/kg) |
| hwall | heat transfer coefficient (W/(m2·K)) |
| k | reaction rate constant (s−1) |
| m | net mass source (kg/m3·s−1) |
| M | molecular weight (kg/kmol) |
| p | pressure (Pa) |
| q | heat flux (W/m2) |
| Ri,r | molar transfer rates in reaction r (kmol/m3·s−1) |
| R | gas constant (J·mol−1·K−1) |
| T | fluid temperature (K) |
| U | velocity vector (m/s) |
| Yi | local mass fraction of species i |
| Greek letters | |
| β | temperature index |
| ρ | density (kg/m3) |
| ε | porosity |
| μ | viscosity (Pa·s) |
| λeff | effective thermal conductivity (W/(m·K)) |
| Subscripts | |
| i,j | species |
| r | reaction |
| f | fluid |
| s | solid |
References
- Zhou, J.; Guo, Y.; Huang, Z.; Wang, C. A review and prospects of gas mixture containing hydrogen as vehicle fuel in China. Int. J. Hydrog. Energy 2019, 44, 29776–29784. [Google Scholar] [CrossRef]
- Mengjiao, W.; Guizhou, W.; Zhenxin, S.; Yukui, Z.; Dong, X. Review of renewable energy-based hydrogen production pro-cesses for sustainable energy innovation. Glob. Energy Interconnect. 2019, 2, 436–443. [Google Scholar]
- Ostadi, M.; Paso, K.G.; Rodriguez-Fabia, S.; Oi, L.E.; Manenti, F.; Hillestad, M. Process integration of green hydrogen: Decarbonization of chemical industries. Energies 2020, 13, 4859. [Google Scholar] [CrossRef]
- Kapłan, R.; Kopacz, M. Economic conditions for developing hydrogen production based on coal gasification with carbon capture and storage in Poland. Energies 2020, 13, 5074. [Google Scholar] [CrossRef]
- Li, P.; Chen, L.; Xia, S.; Zhang, L.; Kong, R.; Ge, Y.; Feng, H. Entropy generation rate minimization for steam methane reforming reactor heated by molten salt. Energy Rep. 2020, 6, 685–697. [Google Scholar] [CrossRef]
- Braga, J.K.; Motteran, F.; Sakamoto, I.K.; Varesche, M.B.A. Bacterial and archaeal community structure involved in biofuels production using hydrothermal- and enzymatic-pretreated sugarcane bagasse for an improvement in hydrogen and methane production. Sustain. Energy Fuels 2018, 2, 2644–2660. [Google Scholar] [CrossRef]
- Kumar, S.S.; Himabindu, V. Hydrogen production by PEM water electrolysis—A review. Mater. Sci. Energy Technol. 2019, 2, 442–454. [Google Scholar]
- Duan, W.; Yu, Q.; Wu, T.; Yang, F.; Qin, Q. Experimental study on steam gasification of coal using molten blast furnace slag as heat carrier for producing hydrogen-enriched syngas. Energy Convers. Manag. 2016, 117, 513–519. [Google Scholar] [CrossRef] [Green Version]
- Qiu, J.; Zhu, L.; Li, L.; He, Y.; Zhou, M. Solar-driven novel methane reforming with carbon looping for hydrogen production. Int. J. Hydrog. Energy 2019, 44, 24441–24449. [Google Scholar] [CrossRef]
- Sun, Q.; Hai, X.; Wang, K.; Peng, W. Study of the deposition of graphite dust in the inlet passageway of intermediate heat exchanger in VHTR. Exp. Comput. Multiph. Flow 2019, 1, 29–37. [Google Scholar] [CrossRef] [Green Version]
- Zhang, P.; Wang, L.J.; Chen, S.Z.; Xu, J.M. Progress of nuclear hydrogen production through the iodine-sulfur process in China. Renew. Sustain. Energy Rev. 2018, 81, 1802–1812. [Google Scholar]
- Hong, S.-D.; Kim, C.-S.; Kim, Y.-W.; Seo, D.-U.; Park, G.-C. Design and analysis of a high pressure and high temperature sulfuric acid experimental system. Nucl. Eng. Des. 2012, 251, 157–163. [Google Scholar] [CrossRef]
- Corgnale, C.; Shimpalee, S.; Gorensek, M.B.; Satjaritanun, P.; Weidner, J.W.; Summers, W.A. Numerical modeling of a bayonet heat exchanger-based reactor for sulfuric acid decomposition in thermochemical hydrogen production processes. Int. J. Hydrog. Energy 2017, 42, 20463–20472. [Google Scholar] [CrossRef]
- Corgnale, C.; Ma, Z.; Shimpalee, S. Modeling of a direct solar receiver reactor for decomposition of sulfuric acid in thermo-chemical hydrogen production cycles. Int. J. Hydrog. Energy 2019, 44, 27237–27247. [Google Scholar] [CrossRef]
- Choi, J.-S.; Choi, J.-H. Experiment and numerical analysis for sulfuric acid decomposition reaction for applying hydrogen by nuclear. Int. J. Hydrog. Energy 2015, 40, 7932–7942. [Google Scholar] [CrossRef]
- Shin, Y.; Lee, T.; Lee, K.; Kim, M. Modeling and simulation of HI and H2SO4 thermal decomposers for a 50 NL/h sulfur-iodine hydrogen production test facility. Appl. Energy 2016, 173, 460–469. [Google Scholar] [CrossRef]
- Park, J.; Cho, J.H.; Jung, H.; Jung, K.-D.; Kumar, S.; Moon, I. Simulation and experimental study on the sulfuric acid de-composition process of SI cycle for hydrogen production. Int. J. Hydrog. Energy 2013, 38, 5507–5516. [Google Scholar] [CrossRef]
- Sun, Q.; Zhao, G.; Peng, W.; Wang, J.; Jiang, Y.; Yu, S. Numerical predictions of the drag coefficients of irregular particles in an HTGR. Ann. Nucl. Energy 2018, 115, 195–208. [Google Scholar] [CrossRef]
- Sun, Q.; Gao, Q.; Zhang, P.; Peng, W.; Chen, S. Modeling sulfuric acid decomposition in a bayonet heat exchanger in the iodine-sulfur cycle for hydrogen production. Appl. Energy 2020, 277, 115611. [Google Scholar] [CrossRef]
- Sun, Q.; Gao, Q.; Zhang, P.; Peng, W.; Chen, S.; Zhao, G.; Wang, J. Numerical study of heat transfer and sulfuric acid decomposition in the process of hydrogen production. Int. J. Energy Res. 2019, 43, 5969–5982. [Google Scholar] [CrossRef]
- Gao, Q.; Sun, Q.; Zhang, P.; Peng, W.; Chen, S. Sulfuric acid decomposition in the iodine–sulfur cycle using heat from a very high temperature gas-cooled reactor. Int. J. Hydrog. Energy 2020. [Google Scholar] [CrossRef]
- Pathak, S.; Goswami, A.; Upadhyayula, S. Kinetic modeling and simulation of catalyst pellet in the high temperature sulfuric acid decomposition section of Iodine-Sulfur process. Int. J. Hydrog. Energy 2019, 44, 30850–30864. [Google Scholar] [CrossRef]
- Nagarajan, V.; Chen, Y.; Wang, Q.; Ma, T. CFD modeling and simulation of sulfur trioxide decomposition in ceramic plate-fin high temperature heat exchanger and decomposer. Int. J. Heat Mass Transf. 2015, 80, 329–343. [Google Scholar] [CrossRef]
- Khan, H.A.; Kim, S.; Jung, K.D. Origin of high stability of Pt/anatase-TiO2 catalyst in sulfuric acid decomposition for SI cycle to produce hydrogen. Catal. Today 2020, 352, 316–322. [Google Scholar] [CrossRef]
- Nadar, A.; Banerjee, A.M.; Pai, M.R.; Meena, S.S.; Patra, A.K.; Sastry, P.U.; Singh, R.; Singh, M.K.; Tripathi, A.K. Immobilization of crystalline Fe2O3 nanoparticles over SiO2 for creating an active and stable catalyst: A demand for high temperature sulfuric acid decomposition. Appl. Catal. B Environ. 2021, 283, 119610. [Google Scholar] [CrossRef]
- Giaconia, A.; Sau, S.; Felici, C.; Tarquini, P.; Karagiannakis, G.; Pagkoura, C.; Agrafiotis, C.; Konstandopoulos, A.G.; Thomey, D.; De Oliveira, L.; et al. Hydrogen production via sulfur-based thermochemical cycles: Part 2: Performance evaluation of Fe2O3-based catalysts for the sulfuric acid decomposition step. Int. J. Hydrog. Energy 2011, 36, 6496–6509. [Google Scholar] [CrossRef]
- Zhang, P.; Su, T.; Chen, Q.; Wang, L.; Chen, S.; Xu, J. Catalytic decomposition of sulfuric acid on composite oxides and Pt/SiC. Int. J. Hydrog. Energy 2012, 37, 760–764. [Google Scholar] [CrossRef]
- Stander, B.; Everson, R.; Neomagus, H.; Van Der Merwe, A.; Tietz, M. Sulphur trioxide decomposition with supported platinum/palladium on rutile catalyst: 2. Performance of a laboratory fixed bed reactor. Int. J. Hydrog. Energy 2015, 40, 2493–2499. [Google Scholar] [CrossRef]
- Mathur, A.; Saxena, S.; Qureshi, Z. Heat transfer to a bayonet heat exchanger immersed in a gas-fluidized bed. Int. Commun. Heat Mass Transf. 1983, 10, 241–252. [Google Scholar] [CrossRef]
- Lee, Y.H.; Lee, J.I.; No, H.C. A point model for the design of a sulfur trioxide decomposer for the SI cycle and comparison with a CFD model. Int. J. Hydrog. Energy 2010, 35, 5210–5219. [Google Scholar] [CrossRef]
- Zhang, P.; Zhou, C.; Guo, H.; Chen, S.; Wang, L.; Xu, J. Design of integrated laboratory-scale iodine sulfur hydrogen production cycle at INET. Int. J. Energy Res. 2016, 40, 1509–1517. [Google Scholar] [CrossRef]
- Batchelor, C.K.; Batchelor, G. An Introduction to Fluid Dynamics; Cambridge University Press: Cambridge, UK, 2000. [Google Scholar]
- Nagarajan, V.; Ponyavin, V.; Chen, Y.; Vernon, M.E.; Pickard, P.; Hechanova, A.E. CFD modeling and experimental validation of sulfur trioxide decomposition in bayonet type heat exchanger and chemical decomposer for different packed bed designs. Int. J. Hydrog. Energy 2009, 34, 2543–2557. [Google Scholar] [CrossRef]
- Hayes, A.M.; Khan, J.A.; Shaaban, A.H.; Spearing, I.G. The thermal modeling of a matrix heat exchanger using a porous medium and the thermal non-equilibrium model. Int. J. Therm. Sci. 2008, 47, 1306–1315. [Google Scholar] [CrossRef]
- Ginosar, D.; Petkovic, L.M.; Burch, K.C. Activity and Stability of Catalysts for the High Temperature Decomposition of Sulfuric Acid; Idaho National Laboratory: Idaho Falls, ID, USA, 2005. [Google Scholar]
- ANSYS Incorporated. ANSYS Fluent User Guide; ANSYS, Inc.: Canonsburg, PA, USA, 2017. [Google Scholar]
- ANSYS Incorporated. CFD, ICEM CFD Theory Guide; ANSYS, Inc.: Canonsburg, PA, USA, 2015. [Google Scholar]
- Iulianelli, A.; Liguori, S.; Longo, T.; Tosti, S.; Pinacci, P.; Basile, A.A. An experimental study on bio-ethanol steam reforming in a catalytic membrane reactor. Part II: Reaction pressure, sweep factor and WHSV effects. Int. J. Hydrog. Energy 2010, 35, 3159–3164. [Google Scholar] [CrossRef]
- Nagarajan, V.; Ponyauin, V.; Chen, Y.; Vernon, M.E.; Pickard, P.; Hechanova, A.E. Numerical study of sulfur trioxide decomposition in bayonet type heat exchanger and chemical decomposer with porous media zone and different packed bed designs. Int. J. Hydrog. Energy 2008, 33, 6445–6455. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Side | Inlet Flow Rate (kg/s) | Mole Fraction | Pressure (MPa) | Temperature (K) |
|---|---|---|---|---|
| SO3 | 0.00035–0.00128 | 0.5 | 0.1 | 1010 |
| H2O | 0.00035–0.00128 | 0.5 | 0.1 | 1010 |
| He | 0.0083 | 1 | 4.0 | 1123 |
| Reactive Sulfur Mixture Region | Helium Region | |
|---|---|---|
| Inlet temperature (K) | 860 | 1148 |
| Inlet pressure (bar) | 14 | 40 |
| Flow rate (kg/h) | 10.8 | 8.64 |
| SO3 mass fraction | 0.69 | - |
| H2O mass fraction | 0.31 | - |
| He mass fraction | - | 1 |
| Condition | WHSV (h−1) | Decomposition Fraction of SO3 by Authors (%) | Decomposition Fraction of SO3 by Present Method (%) |
|---|---|---|---|
| 1 | 10 | 85.0 | 88.0 |
| 2 | 20 | 80.0 | 77.9 |
| 3 | 30 | 65.0 | 62.0 |
| 4 | 40 | 57.0 | 50.5 |
| Velocity (m/s) | Decomposition Rate of Structure 1 (%) | Decomposition Rate of Structure 2 (%) | Decomposition Rate of Structure 3 (%) |
|---|---|---|---|
| 0.15 | 73.7 | 79.6 | 75.3 |
| 0.2 | 62.0 | 68.1 | 63.7 |
| 0.25 | 53.0 | 58.8 | 54.6 |
| 0.3 | 46.2 | 51.6 | 47.7 |
| 0.35 | 40.8 | 45.7 | 42.2 |
| 0.4 | 36.5 | 41.1 | 37.8 |
| 0.45 | 33.0 | 37.3 | 34.2 |
| 0.5 | 30.2 | 34.1 | 31.2 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gao, Q.; Zhang, P.; Peng, W.; Chen, S.; Zhao, G. Structural Design Simulation of Bayonet Heat Exchanger for Sulfuric Acid Decomposition. Energies 2021, 14, 422. https://doi.org/10.3390/en14020422
Gao Q, Zhang P, Peng W, Chen S, Zhao G. Structural Design Simulation of Bayonet Heat Exchanger for Sulfuric Acid Decomposition. Energies. 2021; 14(2):422. https://doi.org/10.3390/en14020422
Chicago/Turabian StyleGao, Qunxiang, Ping Zhang, Wei Peng, Songzhe Chen, and Gang Zhao. 2021. "Structural Design Simulation of Bayonet Heat Exchanger for Sulfuric Acid Decomposition" Energies 14, no. 2: 422. https://doi.org/10.3390/en14020422
APA StyleGao, Q., Zhang, P., Peng, W., Chen, S., & Zhao, G. (2021). Structural Design Simulation of Bayonet Heat Exchanger for Sulfuric Acid Decomposition. Energies, 14(2), 422. https://doi.org/10.3390/en14020422