
Analysis of Energy Efficient Scheduling of the Manufacturing Line with Finite Buffer Capacity and Machine Setup and Shutdown Times



Abstract
:1. Introduction
2. Methods and Materials
- Non-preemptive constrain—at most one operation of each task can be executed at any time;
- Non-reentrant constrain—at most one operation can be executed on each machine at any time;
- Number of operations of each task equal to the number of machines;
- Each operation of the task is preassigned to the machine;
- Each operation must be executed on a different machine.
- Fixed energy tariff/price is assumed;
- Inter-operational transport time and energy consumption is omitted.
- Costs of delay or premature execution differ depending on the task.
- The energy cost consumed for setup depends on a task and type of machine.
- The energy cost consumed for operation executing depends on a task and type of machine.
- The energy cost consumed for maintenance, waiting time and shutdown vary depending on machine type.
- makespan function C(u):
- Total delay of tasks T(u):
- Cost of tardiness or premature execution of tasks G (u):
- Cost of energy consumption of machines E(u):
2.1. Multi Objective Immune Algorithm
- Number of evaluation criteria, type of evaluation criteria selected by a decision maker, number of tasks, number of machines, process routes, batch sizes, task completion times, operation times, setup times, shutdown times, failure times, the costs of energy consumption during machine operation, setup, shutdown and standby and the costs of delaying or premature completion of tasks;
- Subpopulation size for optimizing a single criterion, popsize, number of iterations (terminal condition) for endogenous population, endcond, number of iterations for exogenous population, exogcond, temperature parameter, temp, maximum number of genes mutated by hypermutation, numgenes, affinity threshold, affthres, suppression threshold, supthres.
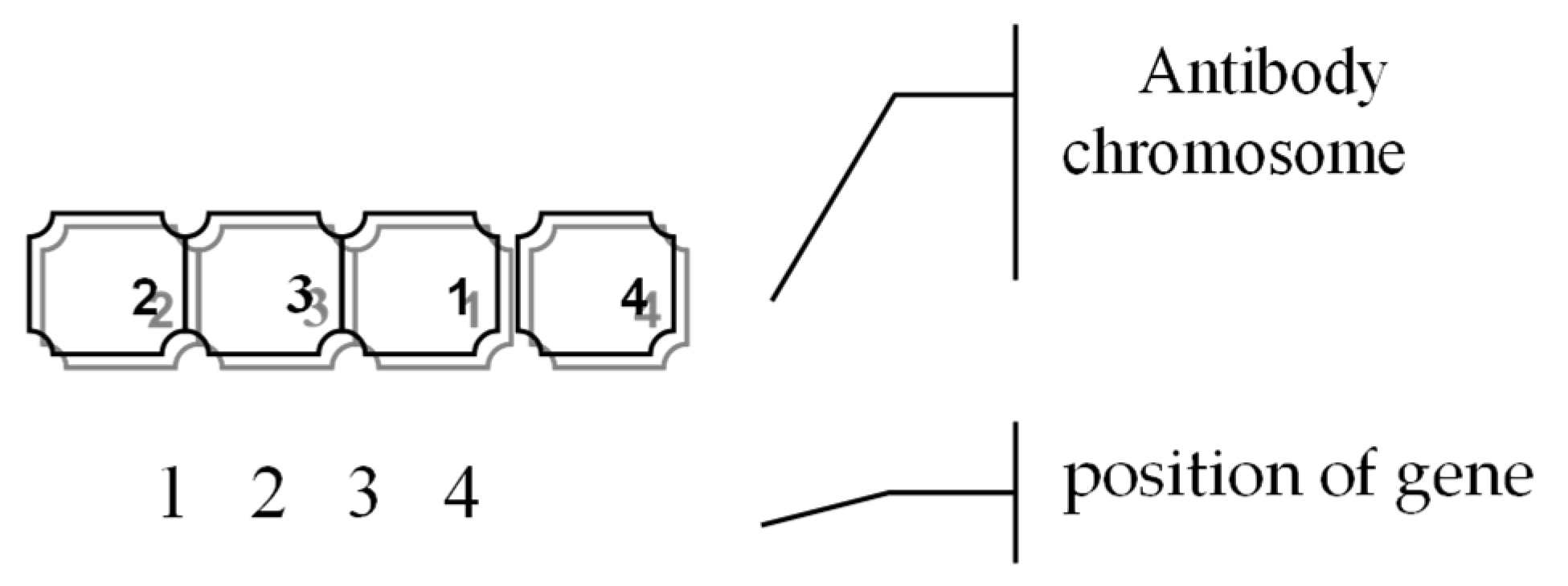
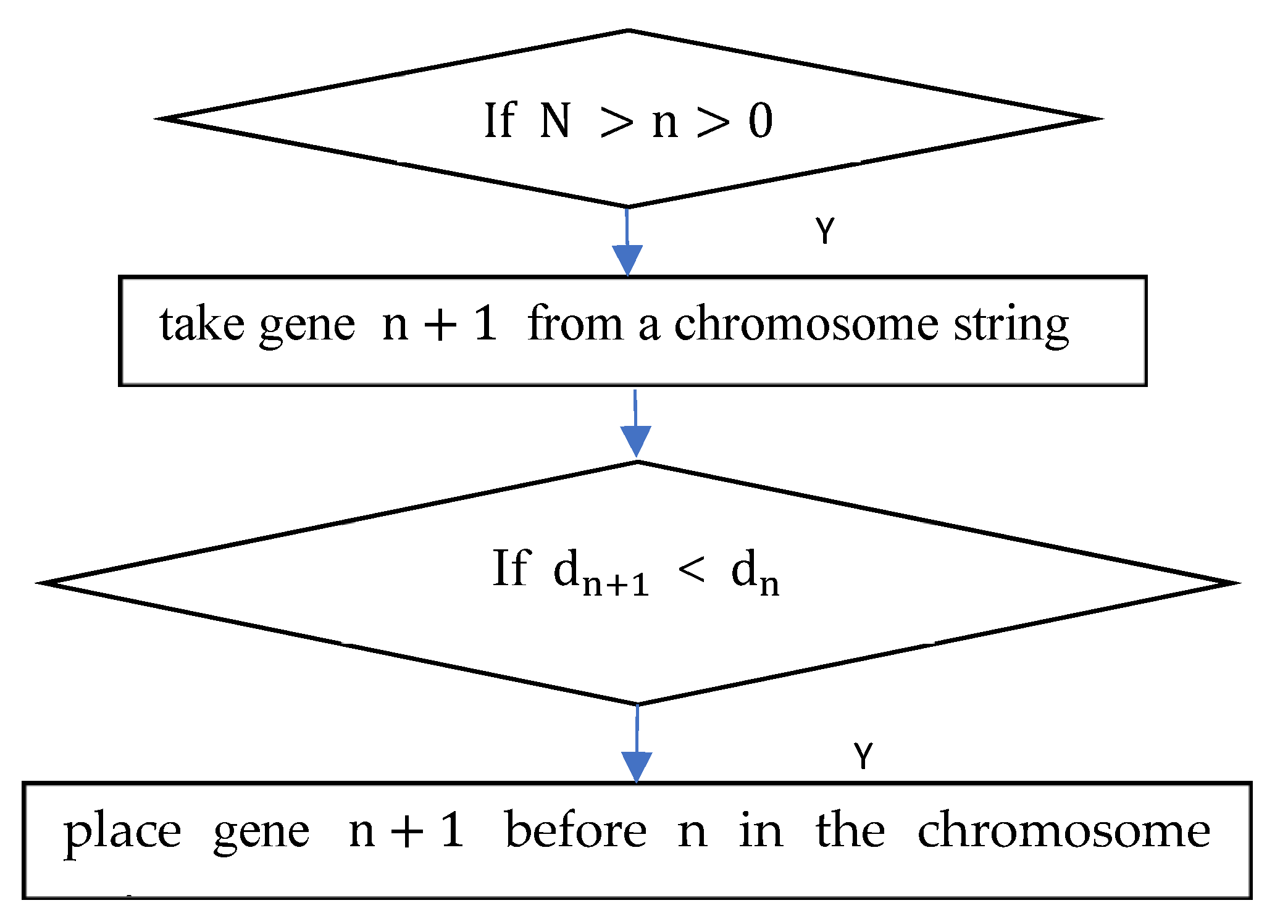
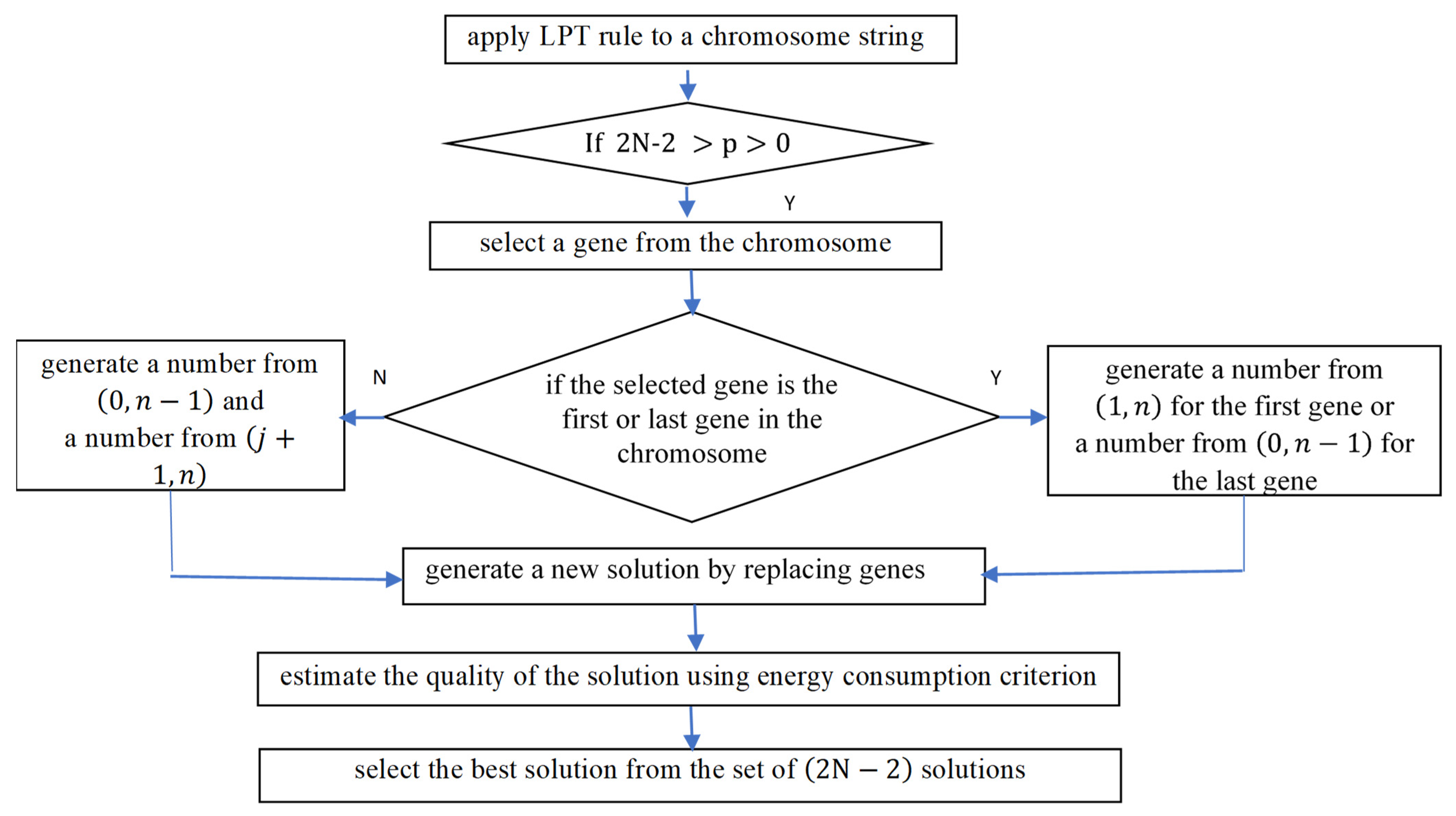
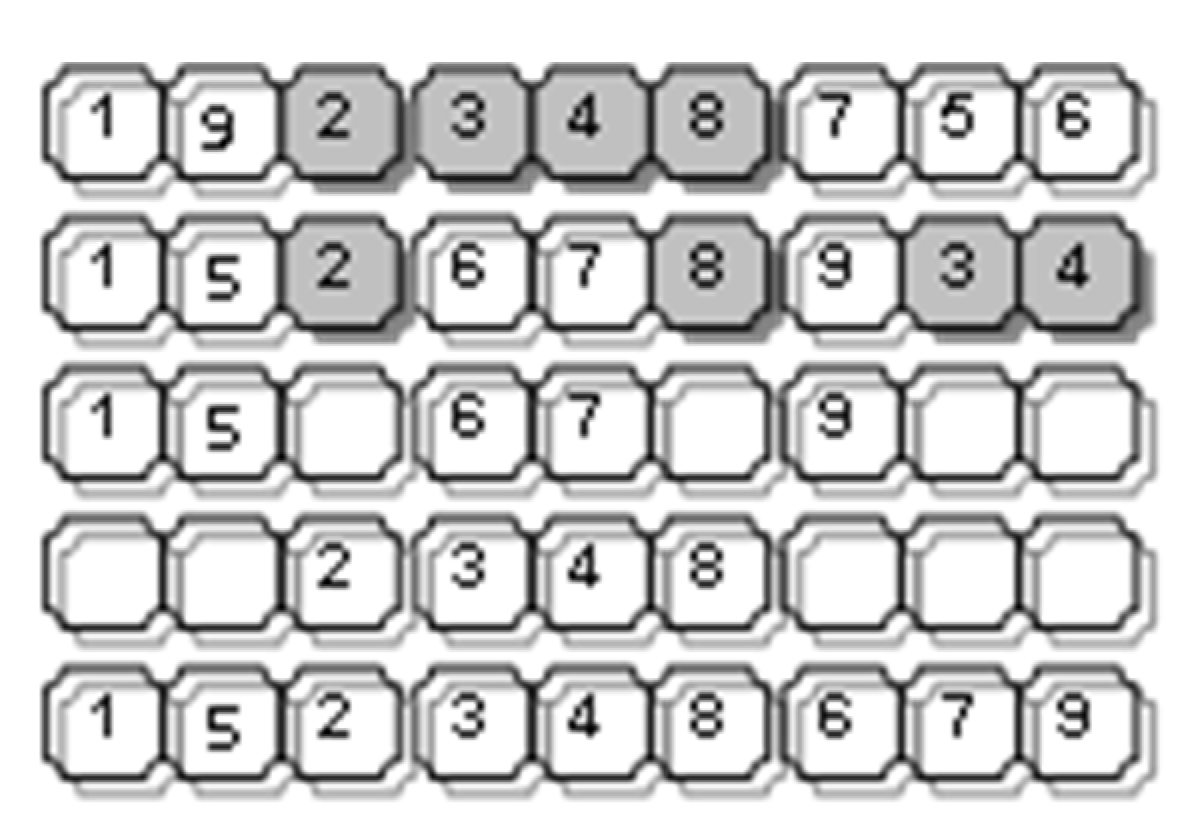
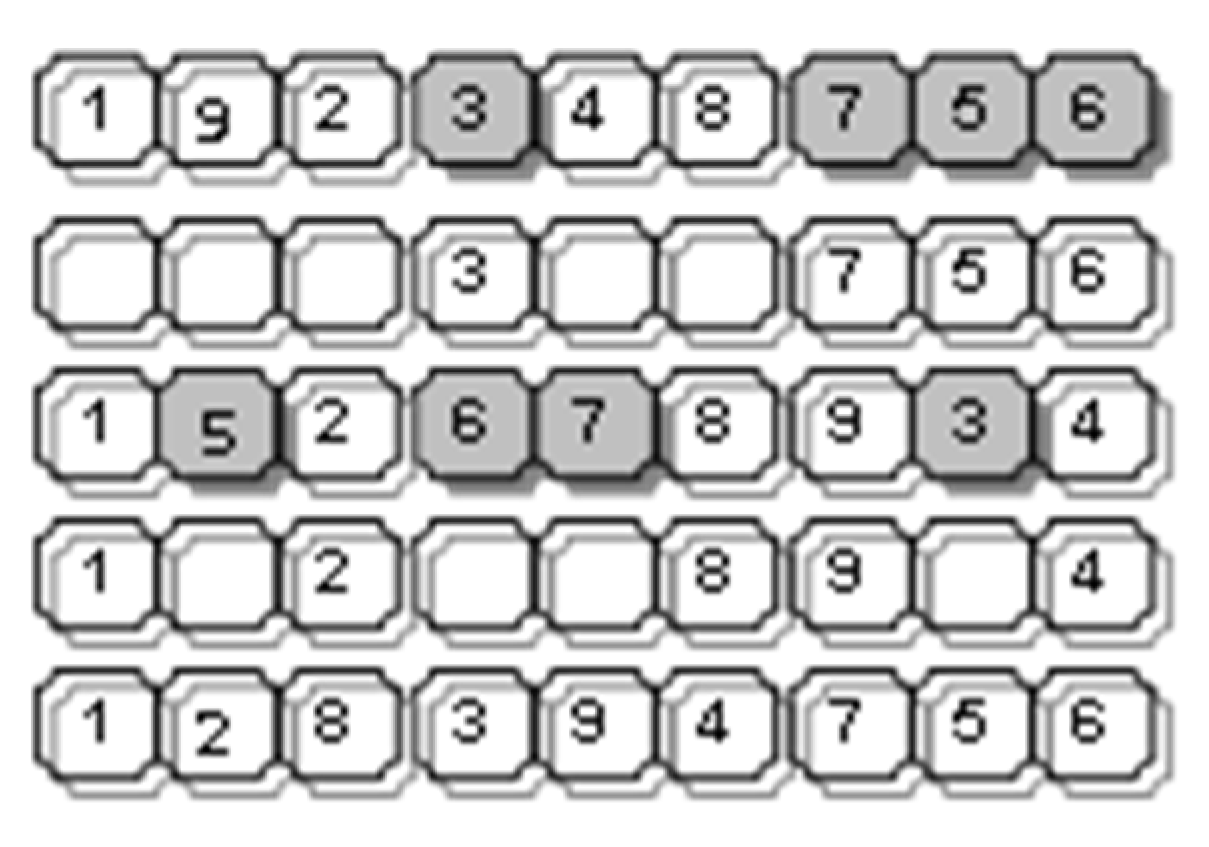
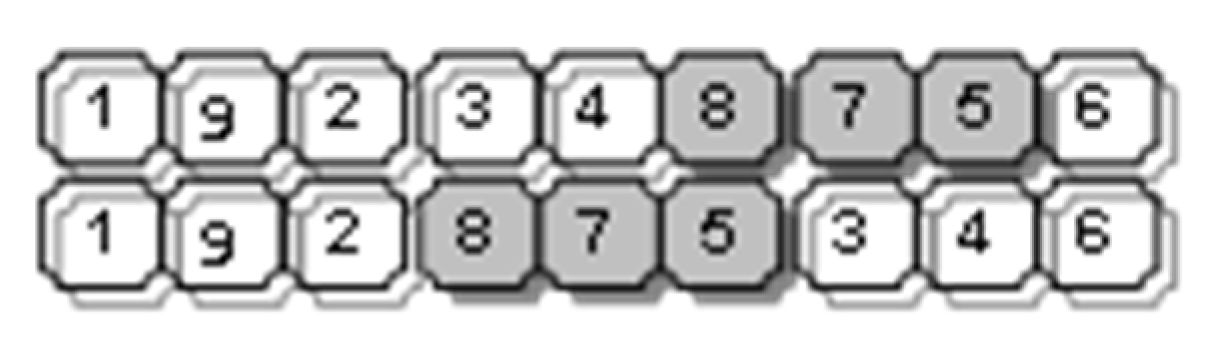
2.1.1. Feasible Solution Encoding
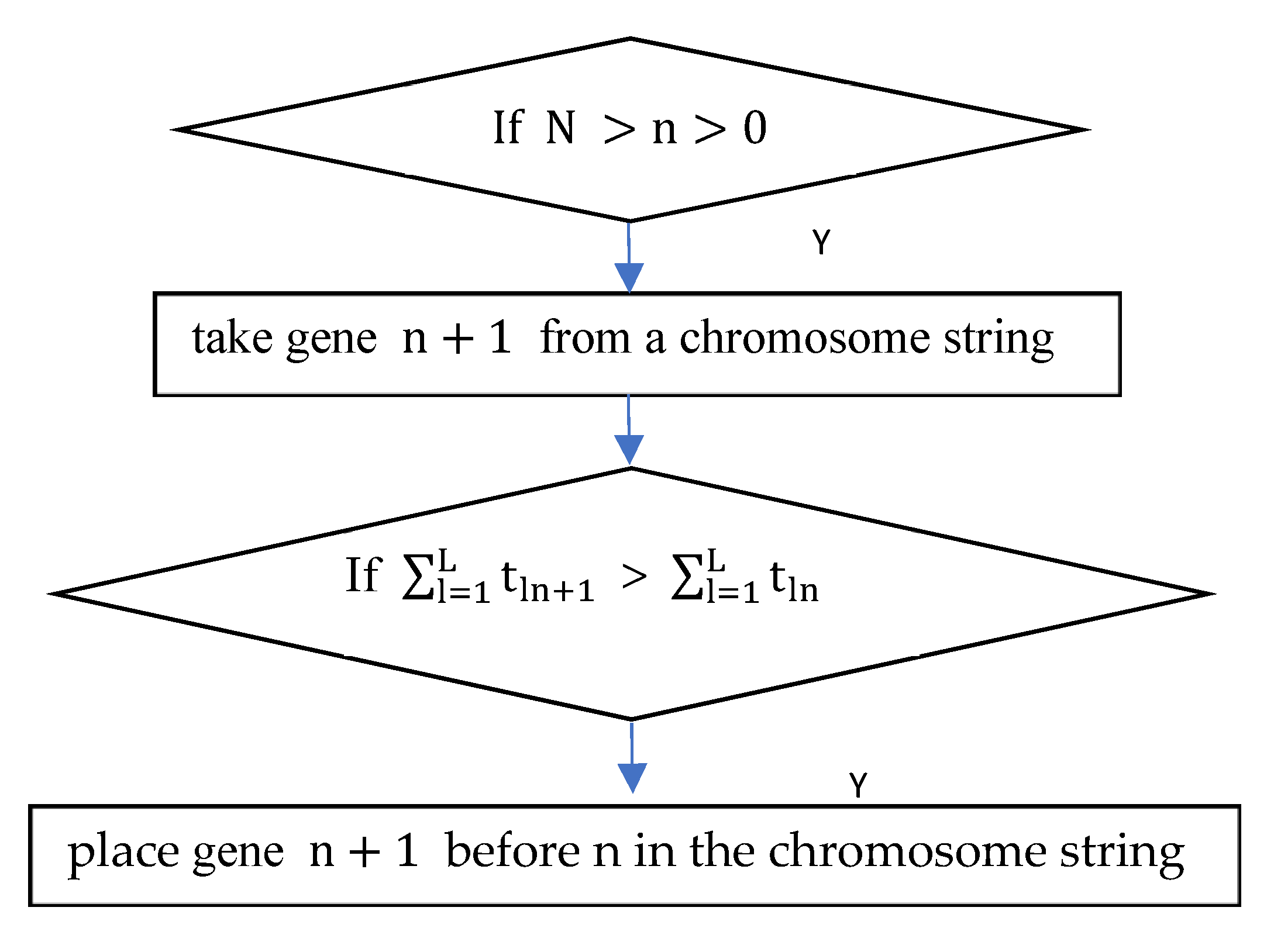
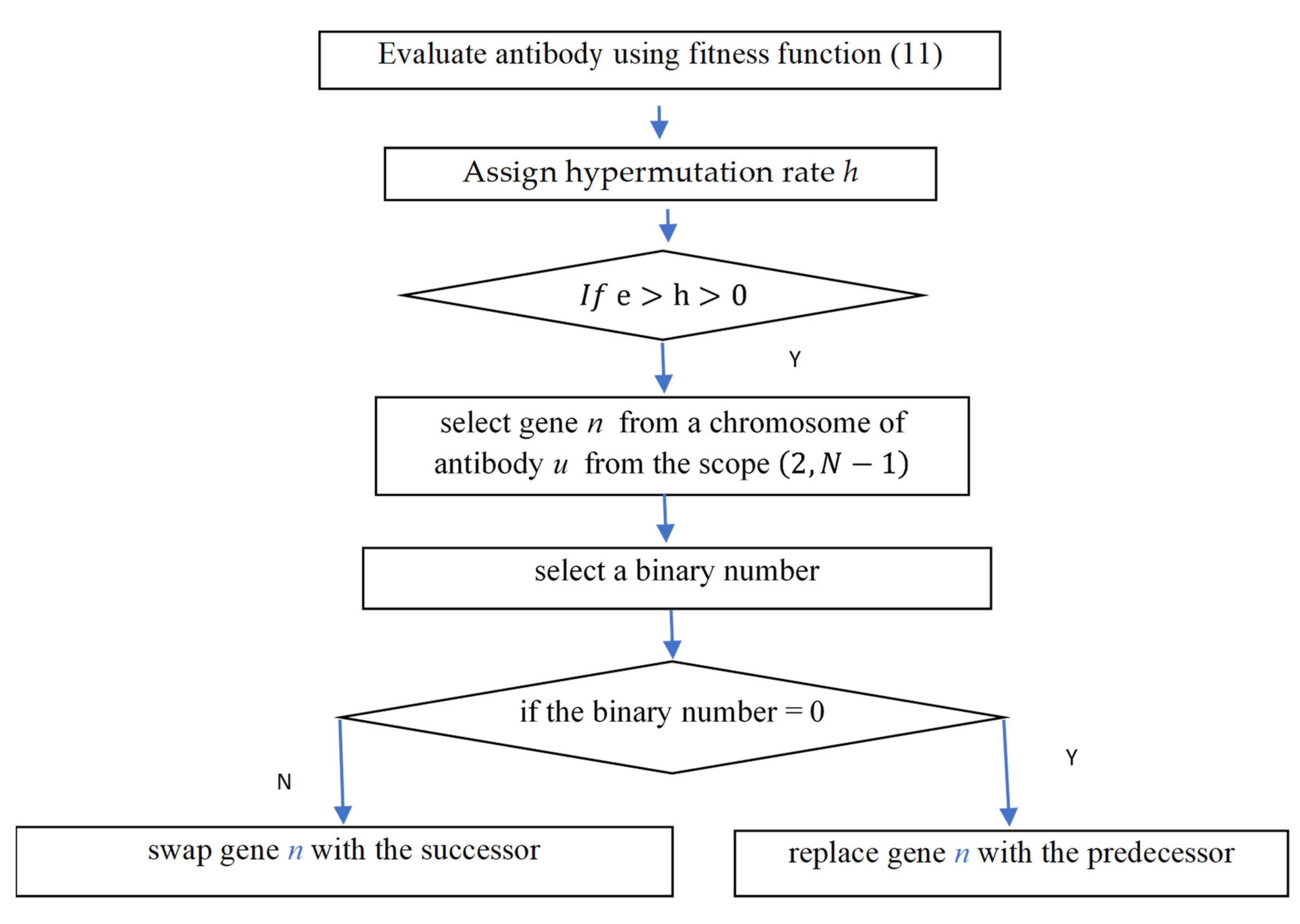
2.1.2. The Maturation Process of Antibodies
2.1.3. Control Parameters of the MOIA
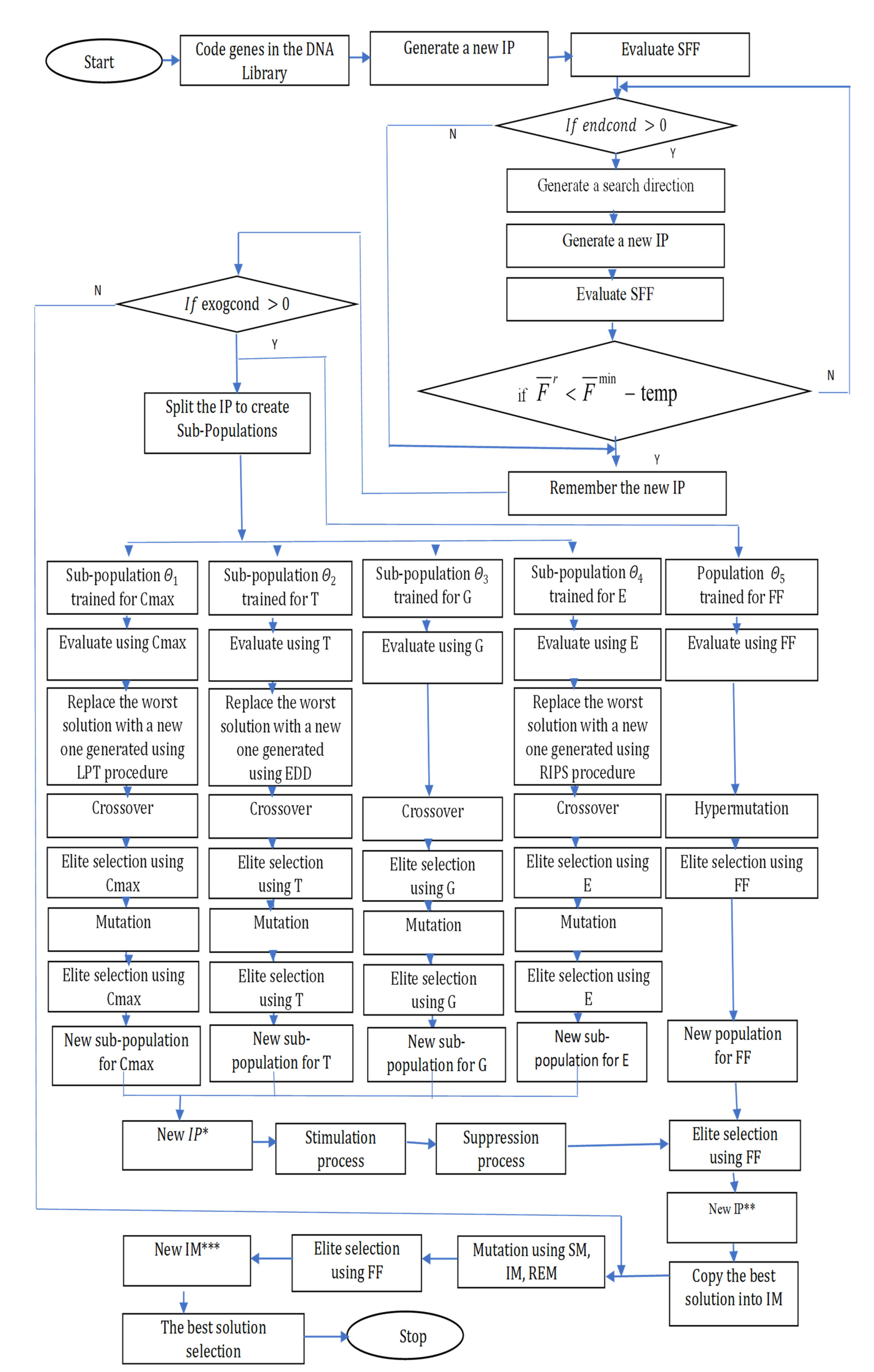
2.1.4. The Multi Objective Immune Algorithm
3. Results and Detailed Discussions
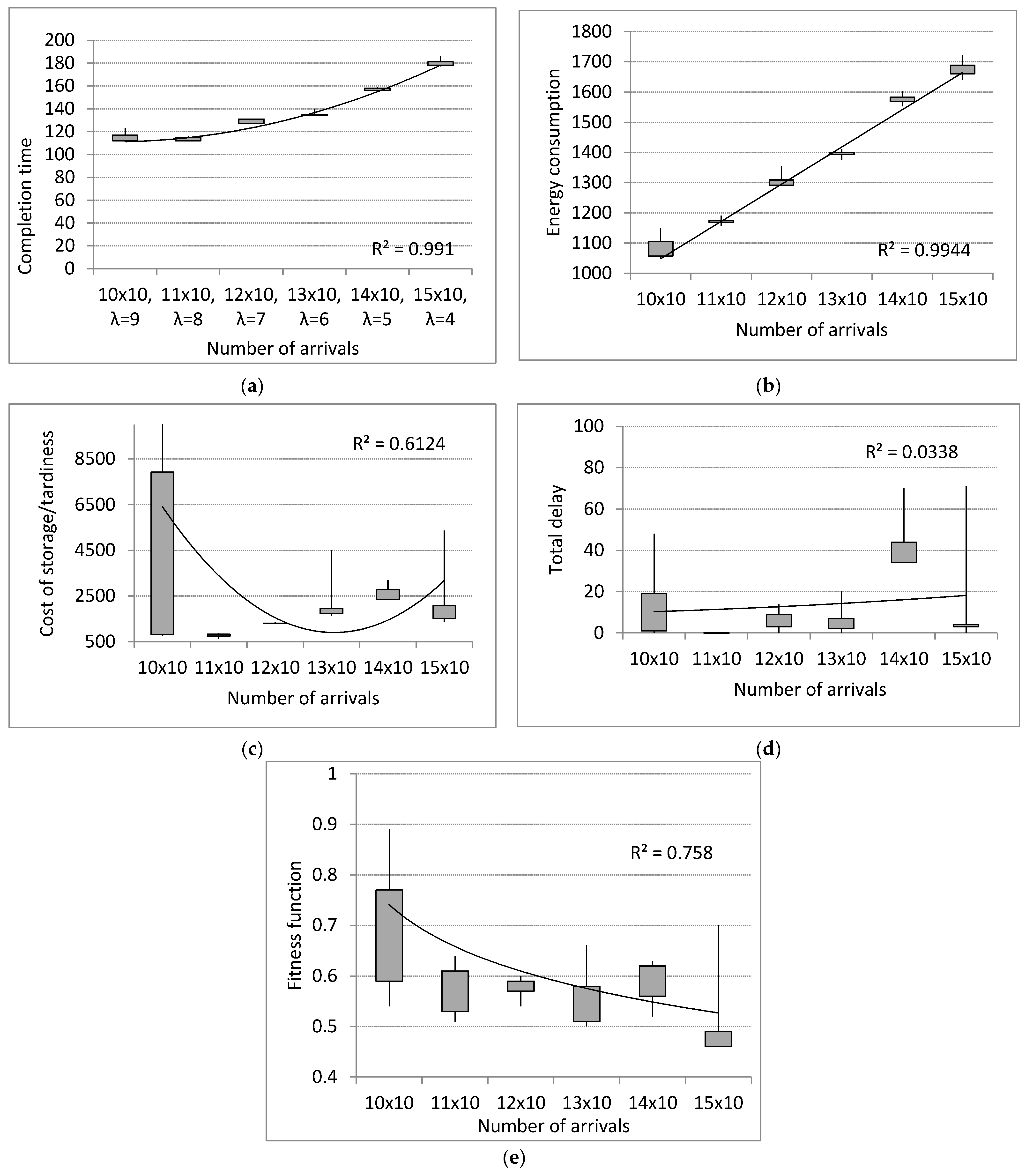
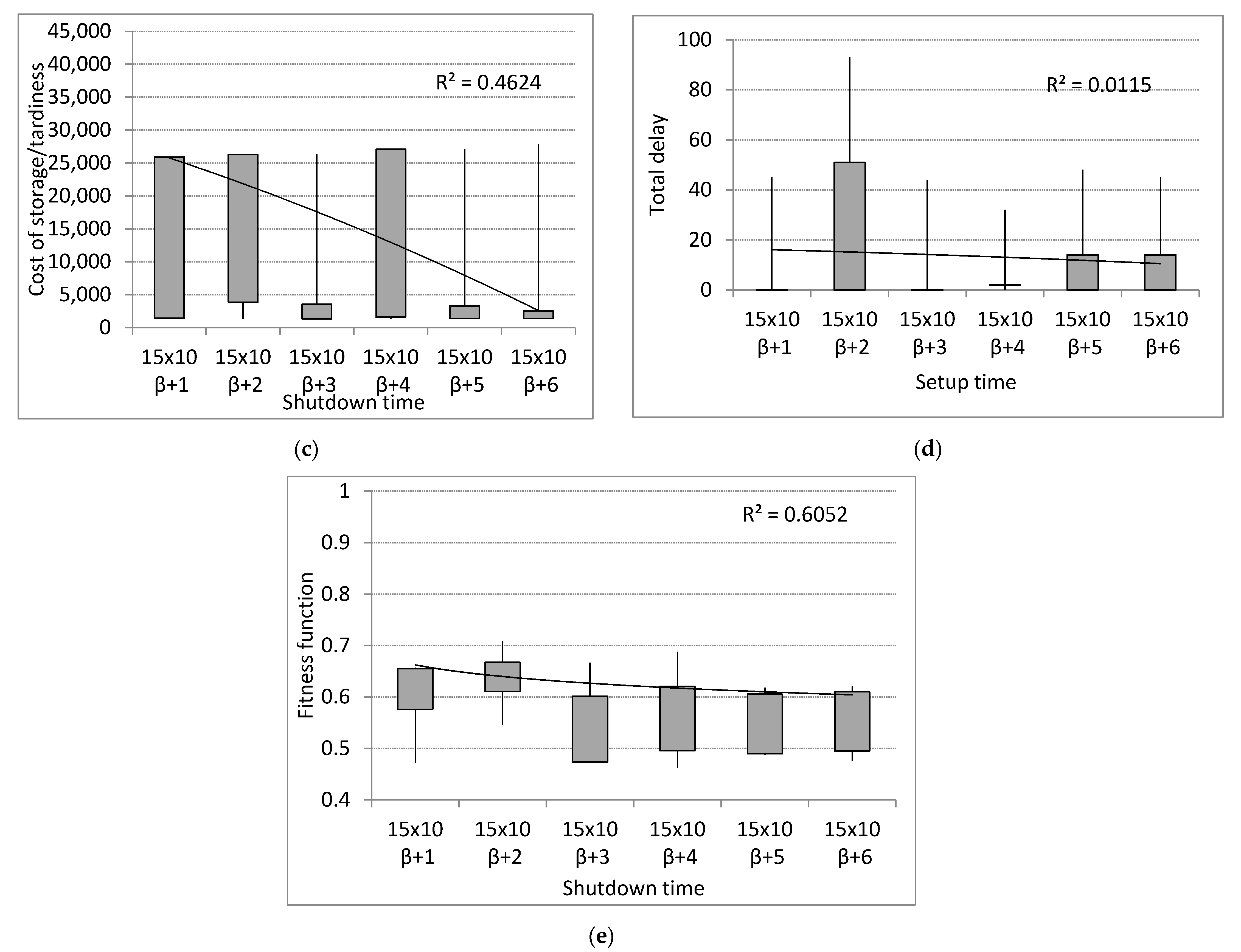
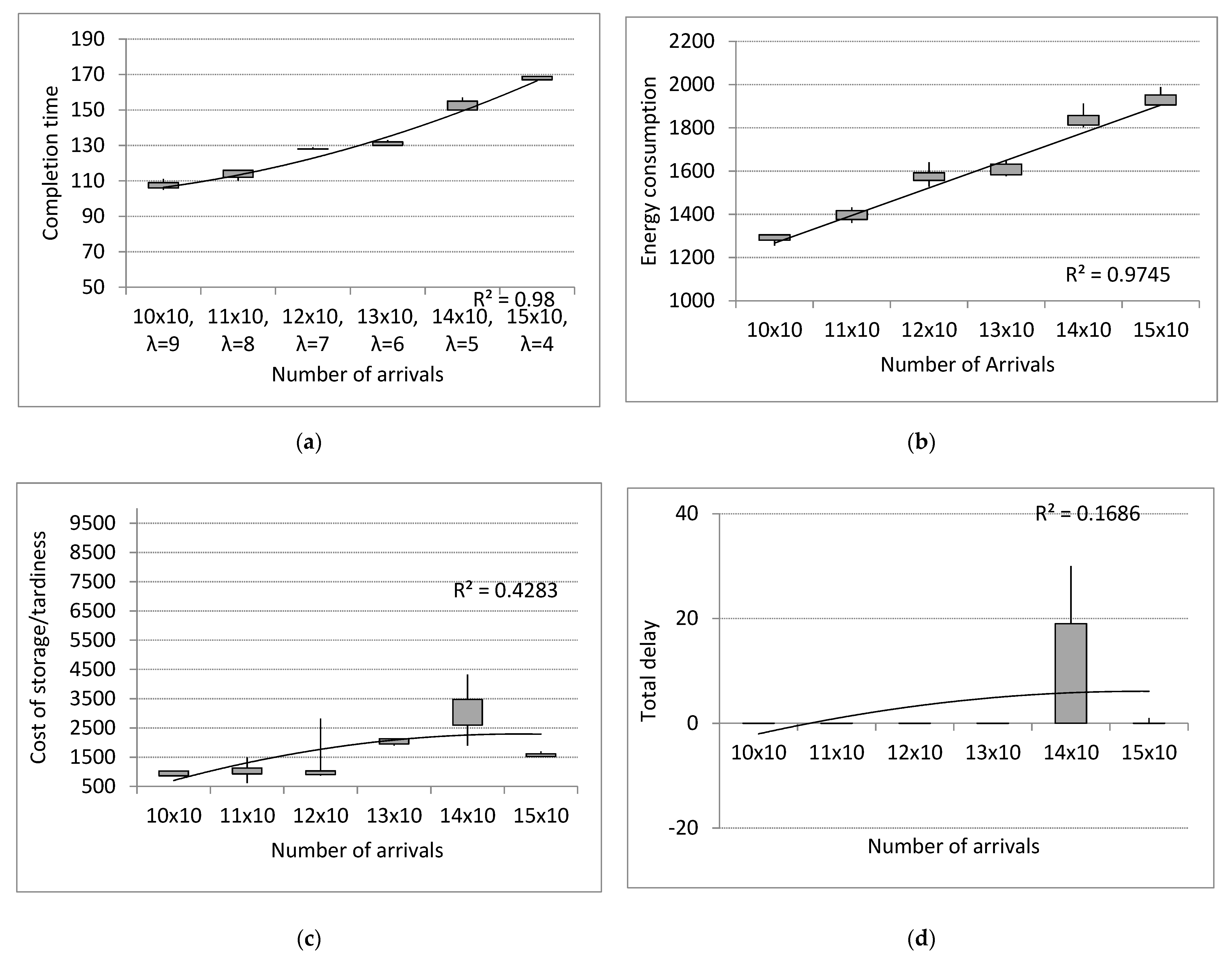
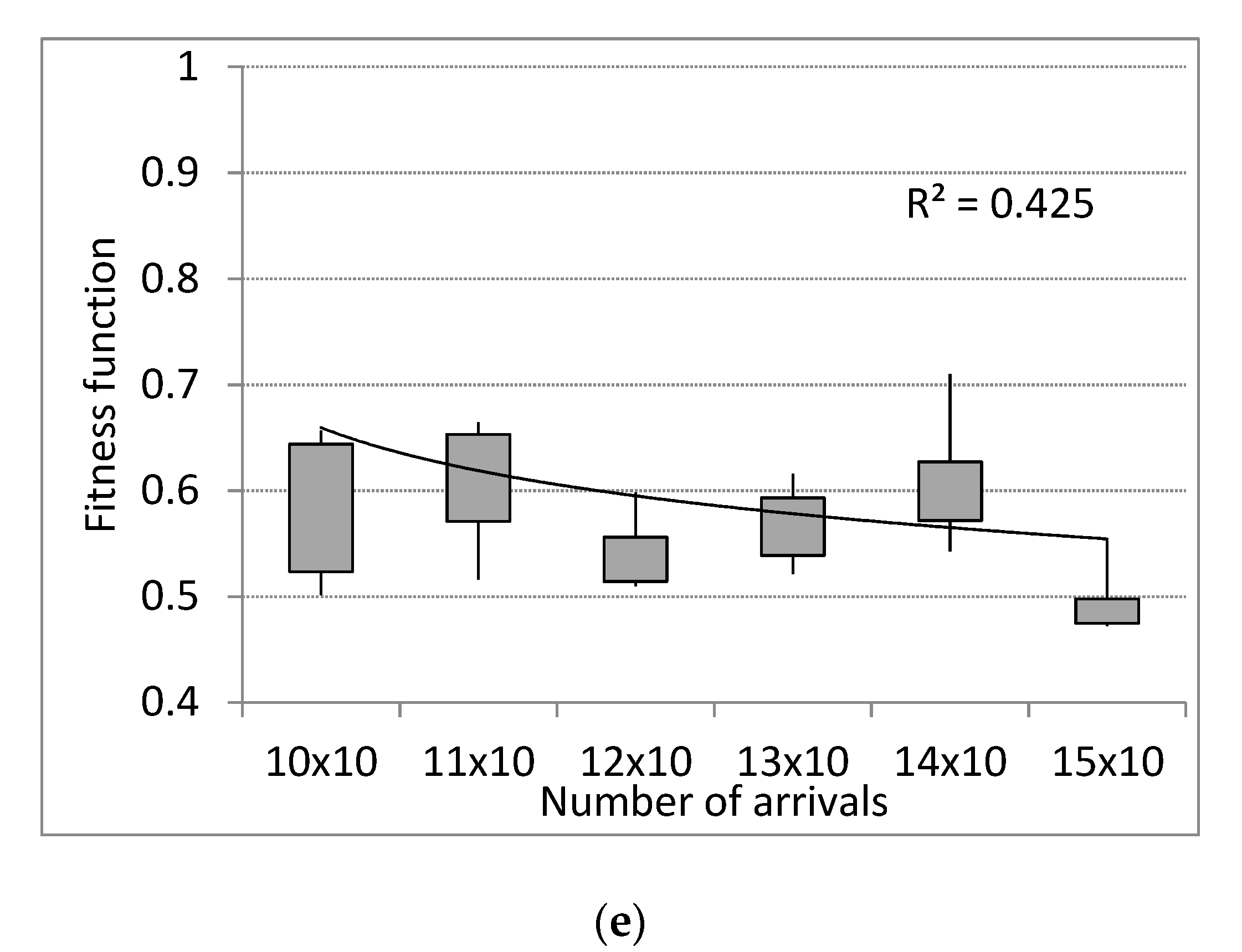
3.1. The Influence of Interarrival Time on Criteria for the Serial-Parall Flow
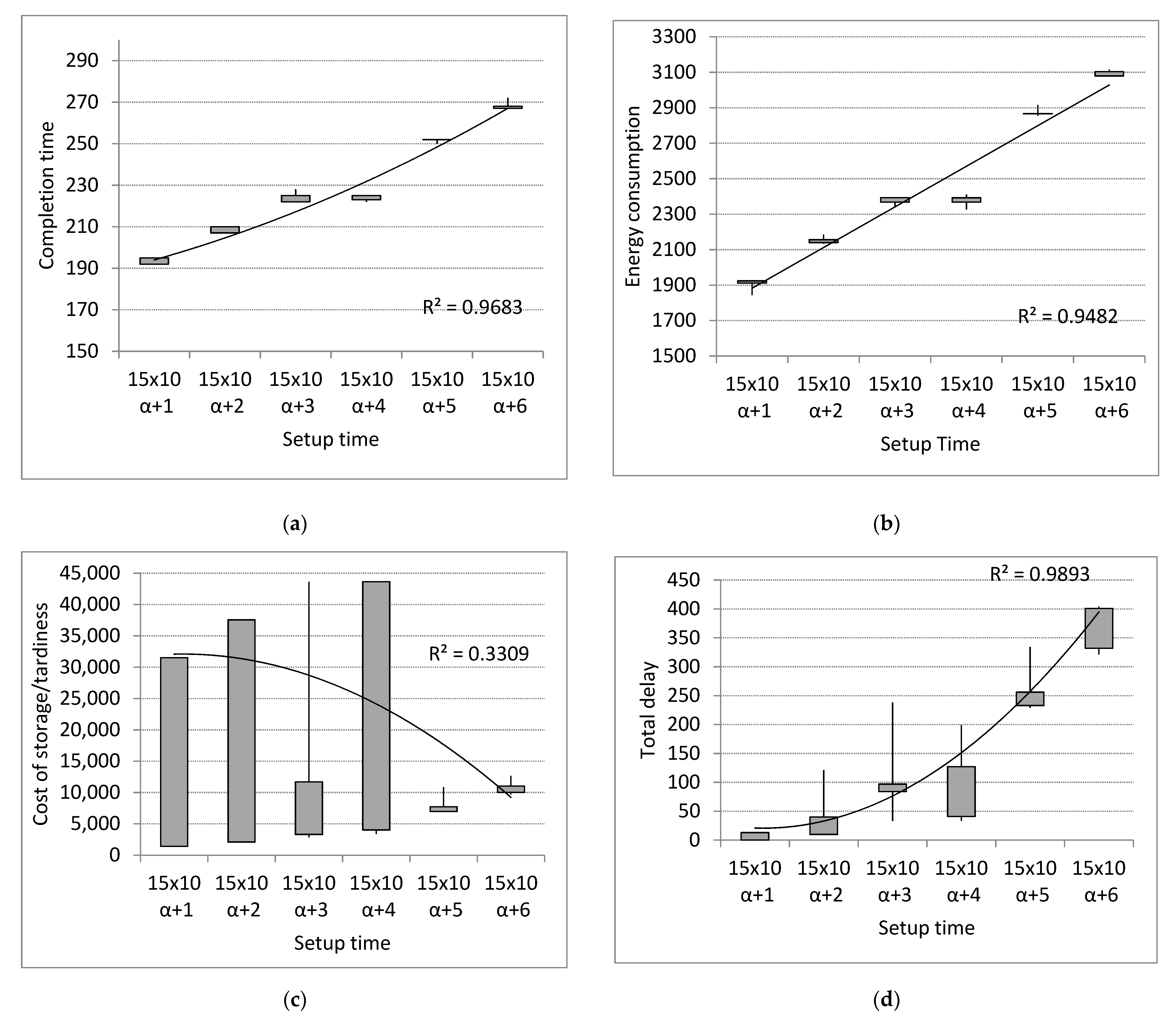
3.2. The Influence of Setup Times on Criteria for the Problem 15 × 10 and the Serial–Parallel Flow
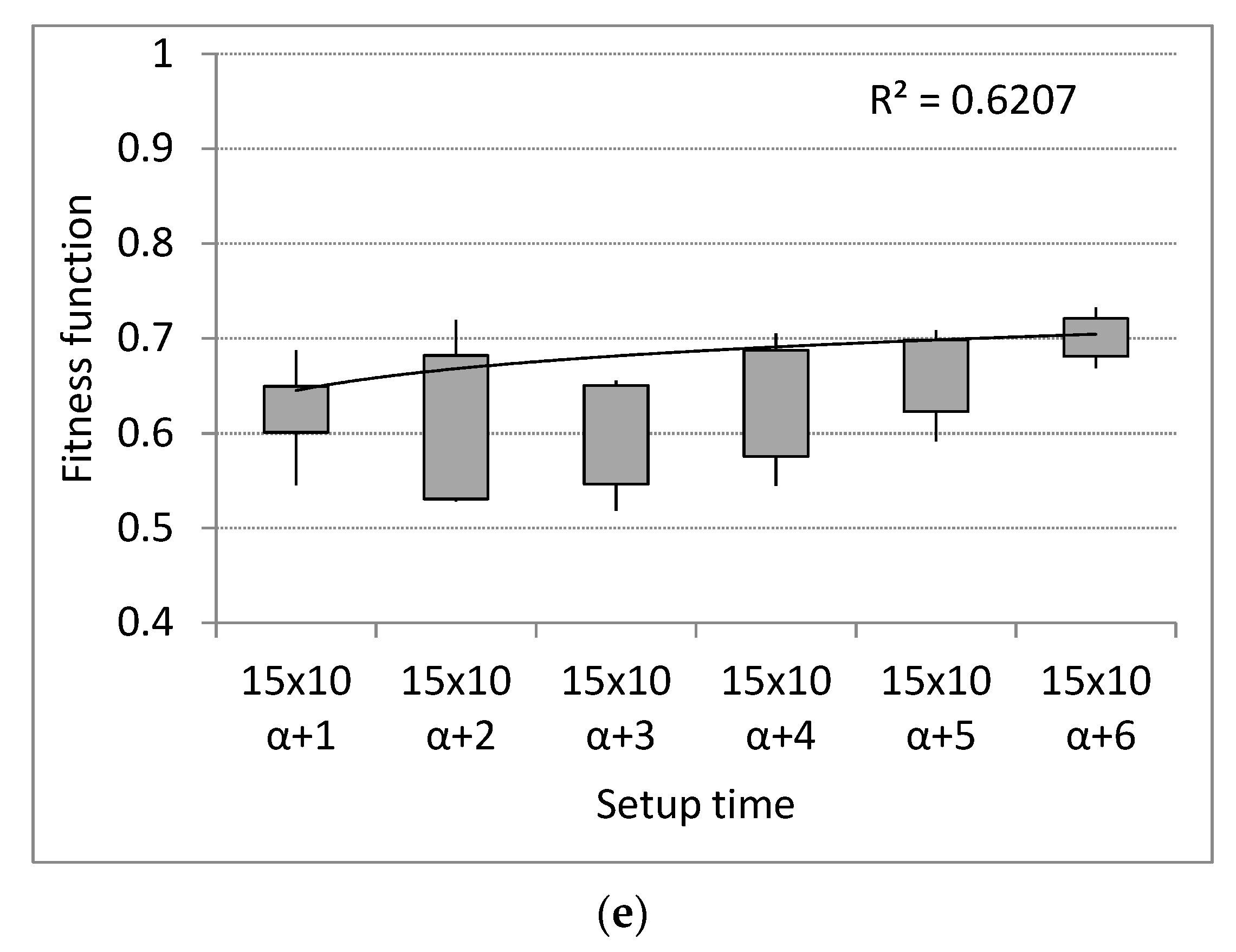
3.3. The Influence of Shutdown Times on Criteria for the Problem 15 × 10 and the Serial–Parallel Flow
3.4. The influence of Interarrival Time on Criteria for the Serial Flow
3.5. The Influence of Interarrival Time on Criteria for the Parallel Flow
4. Summary Discussion of the Results
- The serial flow (Figure 19b) and serial-parallel flow (Figure 16b) of arriving tasks achieves minimum cost of energy consumption (in range from 1050 to 1700). The parallel flow of arriving tasks achieves the worst quality schedules (energy consumption cost in the range from 1280 to 1980 (min)) (Figure 20b).
- The parallel flow of arriving tasks achieves minimum values of the costs of tardiness or premature execution (Figure 20c).
- Observation and sensitivity analysis of the process, counting successive successfully processed tasks, to changing “input” parameters of the system, such as input buffer size n, setup times α, and shutdown times β may provide useful information for optimization of the flow shop operation. For example, extending the shutdown times (by 1 to 6 min) has very little effect on makespan criterion for the serial-parallel flow (18a).
5. Conclusions
- The multi-objective scheduling model has been developed that takes into account four objectives;
- The parameters for setup and shutdown with energy consumption were incorporated into the algorithm.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Menghi, R.; Papetti, A.; Germani, M.; Marconi, M. Energy efficiency of manufacturing systems: A review of energy assessment methods and tools. J. Clean. Prod. 2019, 240, 118276. [Google Scholar] [CrossRef]
- Renna, P.; Materi, S. A literature review of energy efficiency and sustainability in manufacturing systems. Appl. Sci. 2021, 11, 7366. [Google Scholar] [CrossRef]
- Bozek, A. Energy cost-efficient task positioning in manufacturing systems. Energies 2020, 13, 5034. [Google Scholar] [CrossRef]
- Chung, K.H.; Hur, D. Towards the design of P2P energy trading scheme based on optimal energy scheduling for prosumers. Energies 2020, 13, 5177. [Google Scholar] [CrossRef]
- Herenčić, L.; Ilak, P.; Rajšl, I. Effects of local electricity trading on power flows and voltage levels for different elasticities and prices. Energies 2019, 12, 4708. [Google Scholar] [CrossRef] [Green Version]
- Mihet-Popa, L.; Saponara, S. Power converters, electric drives and energy storage systems for electrified transportation and smart grid applications. Energies 2021, 14, 4142. [Google Scholar] [CrossRef]
- Sihag, N.; Sangwan, K.S. A systematic literature review on machine tool energy consumption. J. Clean. Prod. 2020, 275, 123125. [Google Scholar] [CrossRef]
- Garai, A.; Chowdhury, S.; Sarkar, B.; Roy, T.K. Cost-effective subsidy policy for growers and biofuels-plants in closed-loop supply chain of herbs and herbal medicines: An interactive bi-objective optimization in T-environment. Appl. Soft Comput. 2020, 100, 106949. [Google Scholar] [CrossRef]
- Bhuniya, S.; Pareek, S.; Sarkar, B.; Sett, B.K. A smart production process for the optimum energy consumption with maintenance policy under a supply chain management. Processes 2021, 9, 19. [Google Scholar] [CrossRef]
- Marinakis, V.; Koutsellis, T.; Nikas, A.; Doukas, H. Ai and data democratisation for intelligent energy management. Energies 2021, 14, 4341. [Google Scholar] [CrossRef]
- Vandana; Singh, S.R.; Yadav, D.; Sarkar, B.; Sarkar, M. Impact of energy and carbon emission of a supply chain management with two-level trade-credit policy. Energies 2021, 14, 1569. [Google Scholar] [CrossRef]
- Rocha, A.D.; Freitas, N.; Alemão, D.; Guedes, M.; Martins, R.; Barata, J. Event-Driven Interoperable Manufacturing Ecosystem for Energy Consumption Monitoring. Energies 2021, 14, 3620. [Google Scholar] [CrossRef]
- Fahad, M.; Shahid, A.; Manumachu, R.R.; Lastovetsky, A. A comparative study of methods for measurement of energy of computing. Energies 2019, 12, 2204. [Google Scholar] [CrossRef] [Green Version]
- Zhou, L.; Li, J.; Li, F.; Meng, Q.; Li, J.; Xu, X. Energy consumption model and energy efficiency of machine tools: A comprehensive literature review. J. Clean. Prod. 2016, 112, 3721–3734. [Google Scholar] [CrossRef]
- Grigor’ev, S.N.; Kuznetsov, A.P.; Volosova, M.A.; Koriath, H.J. Classification of metal-cutting machines by energy efficiency. Russ. Eng. Res. 2014, 34, 136–141. [Google Scholar] [CrossRef]
- Gahm, C.; Denz, F.; Dirr, M.; Tuma, A. Energy-efficient scheduling in manufacturing companies: A review and research framework. Eur. J. Oper. Res. 2016, 248, 744–757. [Google Scholar] [CrossRef]
- Gao, K.; Huang, Y.; Sadollah, A.; Wang, L. A review of energy-efficient scheduling in intelligent production systems. Complex Intell. Syst. 2019, 6, 237–249. [Google Scholar] [CrossRef] [Green Version]
- Nouiri, M.; Bekrar, A.; Trentesaux, D. An energy-efficient scheduling and rescheduling method for production and logistics systems. Int. J. Prod. Res. 2019, 58, 3263–3283. [Google Scholar] [CrossRef]
- De Courchelle, I.; Guérout, T.; Da Costa, G.; Monteil, T.; Labit, Y. Green energy efficient scheduling management. Simul. Model. Pract. Theory 2018, 93, 208–232. [Google Scholar] [CrossRef]
- Nouiri, M.; Trentesaux, D.; Bekrar, A. Towards energy efficient scheduling of manufacturing systems through collaboration between cyber physical production and energy systems. Energies 2019, 12, 4448. [Google Scholar] [CrossRef] [Green Version]
- Cui, W.; Li, L.; Lu, Z. Energy-efficient scheduling for sustainable manufacturing systems with renewable energy resources. Nav. Res. Logist. 2019, 66, 154–173. [Google Scholar] [CrossRef]
- Saddikuti, V.; Pesaru, V. NSGA Based Algorithm for Energy Efficient Scheduling in Cellular Manufacturing. Procedia Manuf. 2019, 39, 1002–1009. [Google Scholar] [CrossRef]
- Wang, S.; Liu, M.; Chu, F.; Chu, C. Bi-objective optimization of a single machine batch scheduling problem with energy cost consideration. J. Clean. Prod. 2016, 137, 1205–1215. [Google Scholar] [CrossRef] [Green Version]
- Jiang, Q.; Liao, X.; Zhang, R.; Lin, Q. Energy-Saving Production Scheduling in a Single-Machine Manufacturing System by Improved Particle Swarm Optimization. Math. Probl. Eng. 2020, 2020, 8870917. [Google Scholar] [CrossRef]
- Shrouf, F.; Ordieres-Meré, J.; García-Sánchez, A.; Ortega-Mier, M. Optimizing the production scheduling of a single machine to minimize total energy consumption costs. J. Clean. Prod. 2014, 67, 197–207. [Google Scholar] [CrossRef]
- Chen, L.; Wang, J.; Xu, X. An energy-efficient single machine scheduling problem with machine reliability constraints. Comput. Ind. Eng. 2019, 137, 106072. [Google Scholar] [CrossRef]
- Zhou, S.; Jin, M.; Du, N. Energy-efficient scheduling of a single batch processing machine with dynamic job arrival times. Energy 2020, 209, 118420. [Google Scholar] [CrossRef]
- Wang, G.; Li, X.; Gao, L.; Li, P. An effective multi-objective whale swarm algorithm for energy-efficient scheduling of distributed welding flow shop. Ann. Oper. Res. 2021, 297, 1–33. [Google Scholar] [CrossRef]
- Ho, M.H.; Hnaien, F.; Dugardin, F. Electricity cost minimisation for optimal makespan solution in flow shop scheduling under time-of-use tariffs. Int. J. Prod. Res. 2020, 59, 1041–1067. [Google Scholar] [CrossRef]
- Tang, D.; Dai, M.; Salido, M.A.; Giret, A. Energy-efficient dynamic scheduling for a flexible flow shop using an improved particle swarm optimization. Comput. Ind. 2016, 81, 82–95. [Google Scholar] [CrossRef]
- Wu, X.; Shen, X.; Cui, Q. Multi-objective flexible flow shop scheduling problem considering variable processing time due to renewable energy. Sustainbility 2018, 10, 841. [Google Scholar] [CrossRef] [Green Version]
- Yan, J.; Li, L.; Zhao, F.; Zhang, F.; Zhao, Q. A multi-level optimization approach for energy-efficient flexible flow shop scheduling. J. Clean. Prod. 2016, 137, 1543–1552. [Google Scholar] [CrossRef]
- Kong, L.; Wang, L.; Li, F.; Wang, G.; Fu, Y.; Liu, J. A New Sustainable Scheduling Method for Hybrid Flow-Shop Subject to the Characteristics of Parallel Machines. IEEE Access 2020, 8, 79998–80009. [Google Scholar] [CrossRef]
- Meng, L.; Zhang, C.; Shao, X.; Ren, Y.; Ren, C. Mathematical modelling and optimisation of energy-conscious hybrid flow shop scheduling problem with unrelated parallel machines. Int. J. Prod. Res. 2018, 57, 1119–1145. [Google Scholar] [CrossRef] [Green Version]
- Chen, J.; Wang, L.; Peng, Z. A collaborative optimization algorithm for energy-efficient multi-objective distributed no-idle flow-shop scheduling. Swarm Evol. Comput. 2019, 50. [Google Scholar] [CrossRef]
- Wang, G.; Li, X.; Gao, L.; Li, P. Energy-efficient distributed heterogeneous welding flow shop scheduling problem using a modified MOEA/D. Swarm Evol. Comput. 2021, 62, 100858. [Google Scholar] [CrossRef]
- Wu, X.; Che, A. Energy-efficient no-wait permutation flow shop scheduling by adaptive multi-objective variable neighborhood search. Omega 2019, 94, 102117. [Google Scholar] [CrossRef]
- Zhang, B.; Pan, Q.K.; Gao, L.; Meng, L.L.; Li, X.Y.; Peng, K.K. A Three-Stage Multiobjective Approach Based on Decomposition for an Energy-Efficient Hybrid Flow Shop Scheduling Problem. IEEE Trans. Syst. Man Cybern. Syst. 2019, 50, 4984–4999. [Google Scholar] [CrossRef]
- Wang, J.J.; Wang, L. A Knowledge-Based Cooperative Algorithm for Energy-Efficient Scheduling of Distributed Flow-Shop. IEEE Trans. Syst. Man Cybern. Syst. 2018, 50, 1805–1819. [Google Scholar] [CrossRef]
- Lu, C.; Gao, L.; Yi, J.; Li, X. Energy-Efficient Scheduling of Distributed Flow Shop with Heterogeneous Factories: A Real-World Case from Automobile Industry in China. IEEE Trans. Ind. Inform. 2020, 17, 6687–6696. [Google Scholar] [CrossRef]
- Zhou, R.; Lei, D.; Zhou, X. Multi-Objective Energy-Efficient Interval Scheduling in Hybrid Flow Shop Using Imperialist Competitive Algorithm. IEEE Access 2019, 7, 85029–85041. [Google Scholar] [CrossRef]
- Ebrahimi, A.; Jeon, H.W.; Lee, S.; Wang, C. Minimizing total energy cost and tardiness penalty for a scheduling-layout problem in a flexible job shop system: A comparison of four metaheuristic algorithms. Comput. Ind. Eng. 2020, 141, 106295. [Google Scholar] [CrossRef]
- Jiang, T.; Zhang, C.; Sun, Q.M. Green Job Shop Scheduling Problem with Discrete Whale Optimization Algorithm. IEEE Access 2019, 7, 43153–43166. [Google Scholar] [CrossRef]
- Yin, L.; Li, X.; Gao, L.; Lu, C.; Zhang, Z. Energy-efficient job shop scheduling problem with variable spindle speed using a novel multi-objective algorithm. Adv. Mech. Eng. 2017, 9. [Google Scholar] [CrossRef] [Green Version]
- Wang, H.; Jiang, Z.; Wang, Y.; Zhang, H.; Wang, Y. A two-stage optimization method for energy-saving flexible job-shop scheduling based on energy dynamic characterization. J. Clean. Prod. 2018, 188, 575–588. [Google Scholar] [CrossRef]
- Gong, X.; De Pessemier, T.; Martens, L.; Joseph, W. Energy- and labor-aware flexible job shop scheduling under dynamic electricity pricing: A many-objective optimization investigation. J. Clean. Prod. 2019, 209. [Google Scholar] [CrossRef] [Green Version]
- Mokhtari, H.; Hasani, A. An energy-efficient multi-objective optimization for flexible job-shop scheduling problem. Comput. Chem. Eng. 2018, 209, 1078–1094. [Google Scholar] [CrossRef]
- Mousavi, M.; Yap, H.J.; Musa, S.N.; Tahriri, F.; Md Dawal, S.Z. Multi-objective AGV scheduling in an FMS using a hybrid of genetic algorithm and particle swarm optimization. PLoS ONE 2017, 104, 339–352. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Yin, L.; Li, X.; Lu, C.; Gao, L. Energy-efficient scheduling problem using an effective hybrid multi-objective evolutionary algorithm. Sustainbility 2016, 8, 1268. [Google Scholar] [CrossRef] [Green Version]
- Utama, D.M.; Widodo, D.S. An energy-efficient flow shop scheduling using hybrid harris hawks optimization. Bull. Electr. Eng. Inform. 2021, 10, 1154–1163. [Google Scholar] [CrossRef]
- Gutowski, T.; Dahmus, J.; Thiriez, A. Electrical energy requirements for manufacturing processes. In Proceedings of the Proceedings of the 13th CIRP International Conference on Life Cycle Engineering, LCE 2006, Leuven, Belgium, 31 May–2 June 2006. [Google Scholar]
- Paprocka, I.; Kampa, A.; Gołda, G. The effects of a machine failure on the robustness of job shop systems-the predictive-reactive approach. Int. J. Mod. Manuf. Technol. 2019, 11, 72–79. Available online: https://ijmmt.ro/vol11no22019/11_Iwona_Paprocka.pdf (accessed on 8 August 2021).
- Paprocka, I. Evaluation of the effects of a machine failure on the robustness of a job shop system-proactive approaches. Sustain. 2018, 11, 65. [Google Scholar] [CrossRef] [Green Version]
- Shoeb, M. Implementation of Lean Manufacturing System for Successful Production System in Manufacturing Industries. Int. J. Eng. Res. Appl. 2017, 7, 41–46. [Google Scholar] [CrossRef]
- Fowler, J.W.; Mönch, L. A survey of scheduling with parallel batch (p-batch) processing. Eur. J. Oper. Res. 2021. [Google Scholar] [CrossRef]
- Paprocka, I.; Kempa, W.M.; Kalinowski, K.; Grabowik, C. A production scheduling model with maintenance. Adv. Mater. Res. 2014, 1036, 885–890. [Google Scholar] [CrossRef]
- Paprocka, I.; Urbanek, D. A numerical example of total production maintenance and robust scheduling application for a production system efficiency increasing. J. Mach. Eng. 2012, 12, 62–79. [Google Scholar]
- Paprocka, I. Total production maintenance and robust scheduling for a production system efficiency increasing. J. Mach. Eng. 2012, 12, 52–61. [Google Scholar]
- Barosz, P.; Gołda, G.; Kampa, A. Efficiency Analysis of Manufacturing Line with Industrial Robots and Human Operators. Appl. Sci. 2020, 10, 2862. [Google Scholar] [CrossRef] [Green Version]
- Kampa, A.; Gołda, G. Modelling and simulation method for production process automation in steel casting foundry. Arch. Foundry Eng. 2018. [Google Scholar] [CrossRef]
- Foit, K.; Gołda, G.; Kampa, A. Integration and evaluation of intra-logistics processes in flexible production systems based on oee metrics, with the use of computer modelling and simulation of agvs. Processes 2020, 8, 1648. [Google Scholar] [CrossRef]
- Kempa, W.M.; Paprocka, I. Analytical Solution for Time-Dependent Queue-Size Behavior in the Manufacturing Line with Finite Buffer Capacity and Machine Setup and Closedown Times. Appl. Mech. Mater. 2015, 809–810, 1360–1365. [Google Scholar] [CrossRef]
- Paprocka, I.; Kempa, W.M.; Krenczyk, D. Analysis of queue-size behaviour and throughput of a system with buffer controlled by a rope and production speed controlled by a drum. Int. J. Mod. Manuf. Technol. 2019, XI, 128–136. [Google Scholar]
- Liaw, C.F. Hybrid genetic algorithm for the open shop scheduling problem. Eur. J. Oper. Res. 2000, 124, 28–42. [Google Scholar] [CrossRef]
- Arroyo, J.E.C.; Armentano, V.A. Genetic local search for multi-objective flowshop scheduling problems. Eur. J. Oper. Res. 2005, 167, 717–738. [Google Scholar] [CrossRef]
- Wang, X.; Gao, L.; Zhang, C.; Shao, X. A multi-objective genetic algorithm based on immune and entropy principle for flexible job-shop scheduling problem. Int. J. Adv. Manuf. Technol. 2010, 51, 757–767. [Google Scholar] [CrossRef]
























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| System Type | Approach | Criteria/Objectives | Energy Factors | ||||
|---|---|---|---|---|---|---|---|
| Single machine | 5 | Math/integer programming | 10 | Single objective | 13 | Energy consumption | 33 |
| Flow shop | 15 | Evolutionary/genetic/swarm algorithm | 20 | Bi-objectives | 11 | Setup | 5 |
| Job shop | 6 | Heuristics/hybrid | 8 | Multi-objectives | 9 | Shutdown | 1 |
| Specific | 7 | Tariff/Price | 8 | ||||
| DNA Library | Generated Chromosomes | 1 | 2 | 3 | 4 | |||
| (n) | 1 | 2 | 4 | 3 | ||||
| 1 | 2 | 3 | 4 | 1 | 3 | 2 | 4 | |
| 4 | 3 | 2 | 1 | |||||
| uk+1 | [1110 0110 1011 0010] | |
| uk | [1100 1010 0111 0010] | |
| HD | [0010 1100 1100 0000] | |
| mHD | =5 + 22 + 22 = 13 | |
| uk+1 | [1110 0110 1011 0010] | |
| the first gene change | uk | [1010 0111 0010 1100] |
| HD | [0100 0001 1001 1110] | |
| mHD | =7 + 22 + 24 = 27 | |
| uk+1 | [1110 0110 1011 0010] | |
| the second gene change | uk | [0111 0010 1100 1010] |
| HD | [1001 0100 0111 1000] | |
| mHD | =7 + 24 = 23 | |
| uk+1 | [1110 0110 1011 0010] | |
| the third gene change | uk | [0010 1100 1010 0111] |
| HD | [1100 1010 0001 0101] | |
| mHD | =7 + 22 = 11 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kampa, A.; Paprocka, I. Analysis of Energy Efficient Scheduling of the Manufacturing Line with Finite Buffer Capacity and Machine Setup and Shutdown Times. Energies 2021, 14, 7446. https://doi.org/10.3390/en14217446
Kampa A, Paprocka I. Analysis of Energy Efficient Scheduling of the Manufacturing Line with Finite Buffer Capacity and Machine Setup and Shutdown Times. Energies. 2021; 14(21):7446. https://doi.org/10.3390/en14217446
Chicago/Turabian StyleKampa, Adrian, and Iwona Paprocka. 2021. "Analysis of Energy Efficient Scheduling of the Manufacturing Line with Finite Buffer Capacity and Machine Setup and Shutdown Times" Energies 14, no. 21: 7446. https://doi.org/10.3390/en14217446
APA StyleKampa, A., & Paprocka, I. (2021). Analysis of Energy Efficient Scheduling of the Manufacturing Line with Finite Buffer Capacity and Machine Setup and Shutdown Times. Energies, 14(21), 7446. https://doi.org/10.3390/en14217446