
Methane Pyrolysis in Molten Potassium Chloride: An Experimental and Economic Analysis


 ,
,
Abstract
:1. Introduction
2. Methods
2.1. Preparation of Molten KCl for Methane Pyrolysis
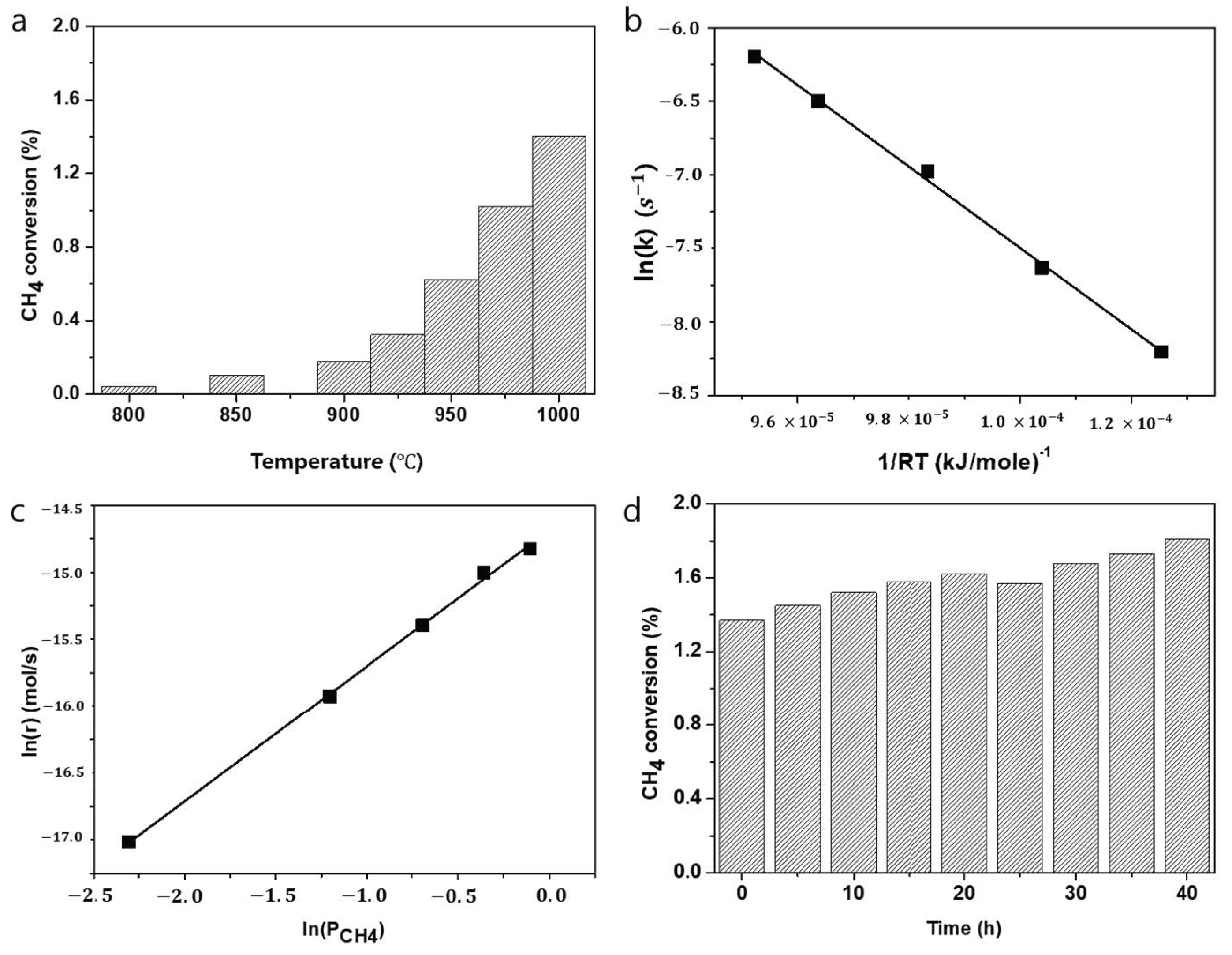
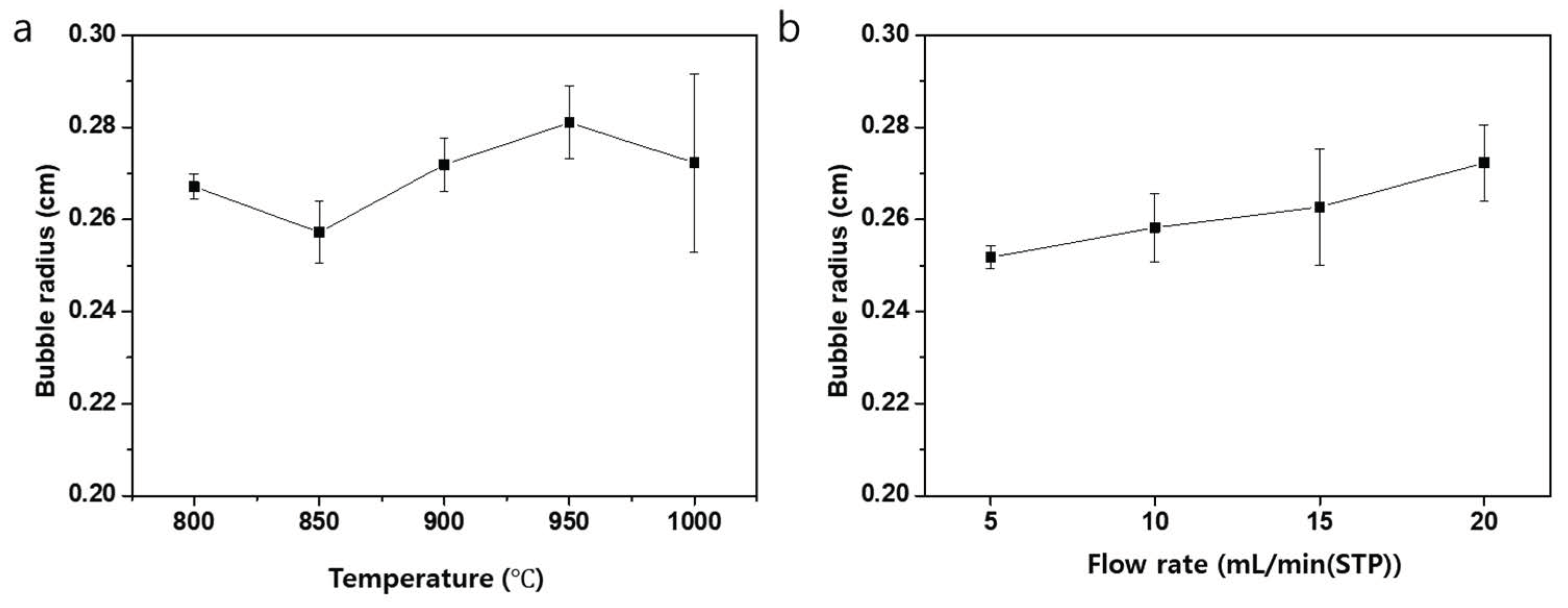
2.2. Methane Pyrolysis Kinetics in the Differential Molten Salt Reactor
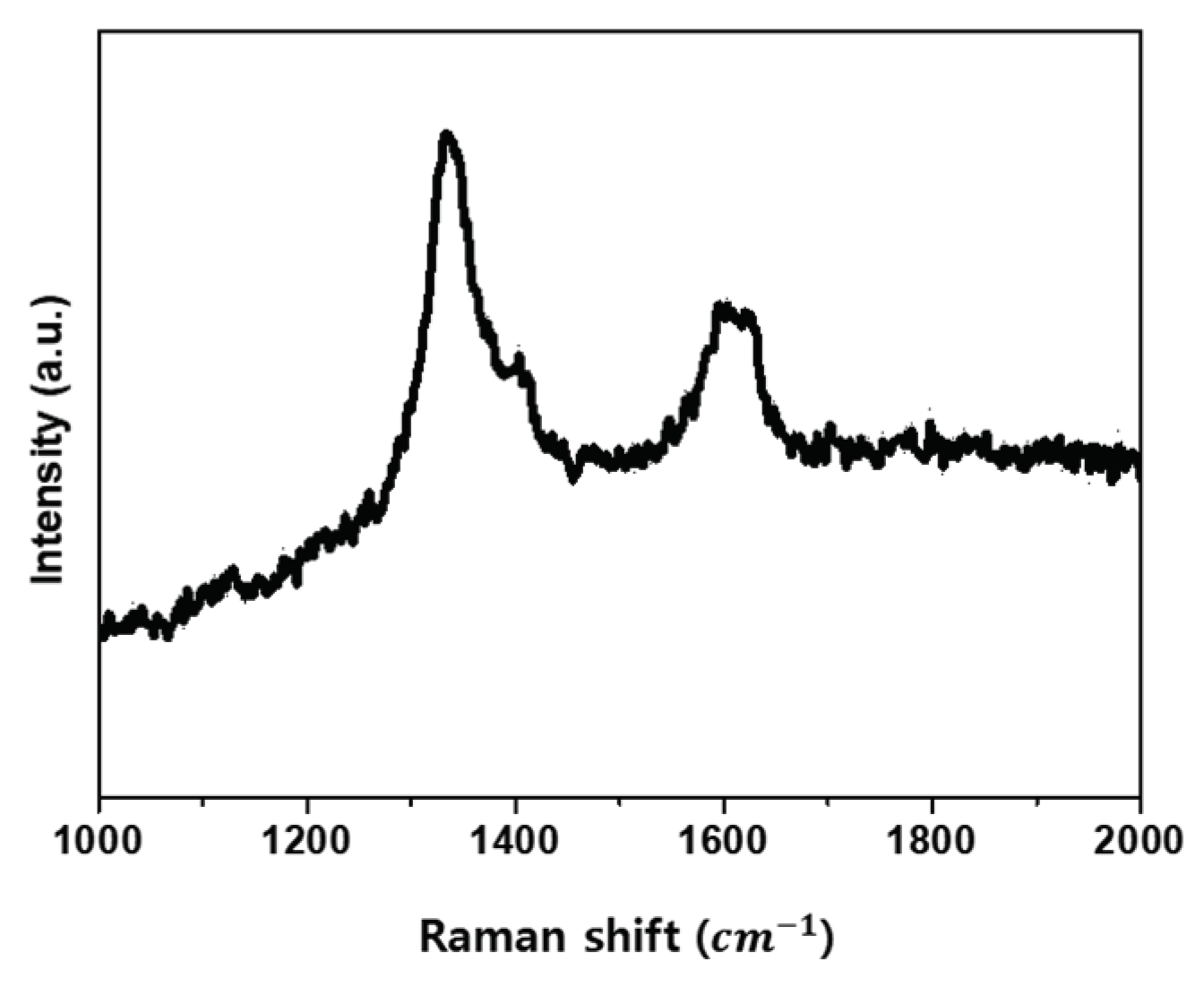
2.3. Characterization of the Carbon Produced
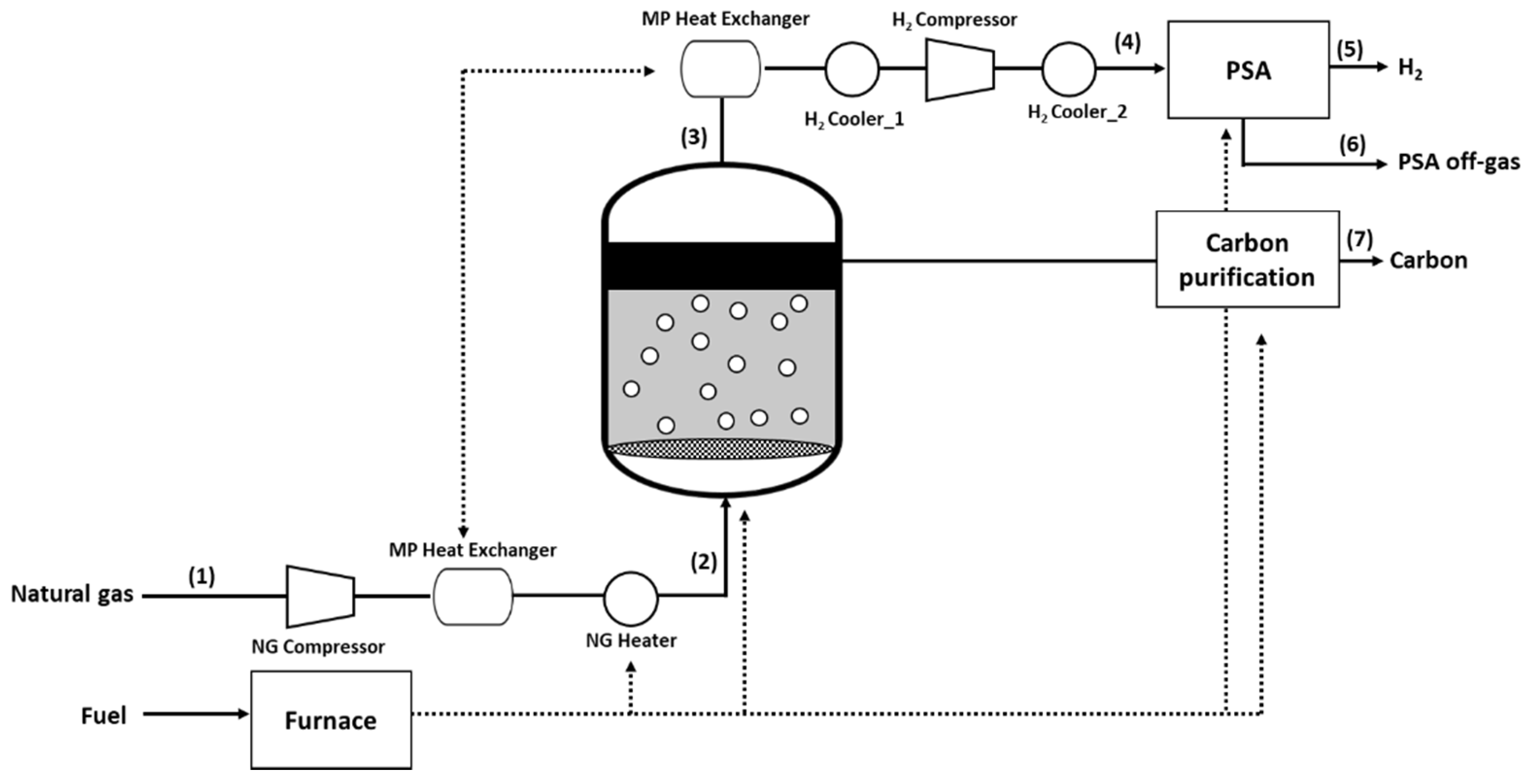
2.4. Process Simulation
3. Results and Discussion
3.1. Effectiveness of the Catalytic Activity of Molten KCl
3.2. Purification of the Carbon Cake
3.3. Process Simulation and Economic Feasibility
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Peters, G.P.; Andrew, R.M.; Canadell, J.G.; Friedlingstein, P.; Jackson, R.B.; Korsbakken, J.I.; Le Quéré, C.; Peregon, A. Carbon dioxide emissions continue to grow amidst slowly emerging climate policies. Nat. Clim. Chang. 2020, 10, 3–6. [Google Scholar] [CrossRef]
- Gielen, D.; Boshell, F.; Saygin, D.; Bazilian, M.D.; Wagner, N.; Gorini, R. The role of renewable energy in the global energy transformation. Energy Strategy Rev. 2019, 24, 38–50. [Google Scholar] [CrossRef]
- Pickl, M.J. The renewable energy strategies of oil majors–From oil to energy? Energy Strategy Rev. 2019, 26, 100370. [Google Scholar] [CrossRef]
- Dawood, F.; Anda, M.; Shafiullah, G.M. Hydrogen production for energy: An overview. Int. J. Hydrogen Energy 2020, 45, 3847–3869. [Google Scholar] [CrossRef]
- Abe, J.O.; Popoola, A.P.I.; Ajenifuja, E.; Popoola, O.M. Hydrogen energy, economy and storage: Review and recommendation. Int. J. Hydrogen Energy 2019, 44, 15072–15086. [Google Scholar] [CrossRef]
- Parkinson, B.; Matthews, J.W.; McConnaughy, T.B.; Upham, D.C.; McFarland, E.W. Techno-Economic Analysis of Methane Pyrolysis in Molten Metals: Decarbonizing Natural Gas. Chem. Eng. Technol. 2017, 40, 1022–1030. [Google Scholar] [CrossRef]
- Parkinson, B.; Balcombe, P.; Speirs, J.F.; Hawkes, A.D.; Hellgardt, K. Levelized cost of CO2 mitigation from hydrogen production routes. Energy Environ. Sci. 2019, 12, 19–40. [Google Scholar] [CrossRef]
- Grigoriev, S.A.; Fateev, V.N.; Bessarabov, D.G.; Millet, P. Current status, research trends, and challenges in water electrolysis science and technology. Int. J. Hydrogen Energy 2020, 45, 26036–26058. [Google Scholar] [CrossRef]
- Chi, J.; Yu, H. Water electrolysis based on renewable energy for hydrogen production. Chin. J. Catal. 2018, 39, 390–394. [Google Scholar] [CrossRef]
- Guéret, C.; Daroux, M.; Billaud, F. Methane pyrolysis: Thermodynamics. Chem. Eng. Sci. 1997, 52, 815–827. [Google Scholar] [CrossRef]
- Muradov, N. Catalysis of methane decomposition over elemental carbon. Catal. Commun. 2001, 2, 89–94. [Google Scholar] [CrossRef]
- Abbas, H.F.; Wan Daud, W.M.A. Hydrogen production by methane decomposition: A review. Int. J. Hydrogen Energy 2010, 35, 1160–1190. [Google Scholar] [CrossRef]
- Li, Y.; Li, D.; Wang, G. Methane decomposition to COx-free hydrogen and nano-carbon material on group 8–10 base metal catalysts: A review. Catal. Today 2011, 162, 1–48. [Google Scholar] [CrossRef]
- Parkinson, B.; Tabatabaei, M.; Upham, D.C.; Ballinger, B.; Greig, C.; Smart, S.; McFarland, E. Hydrogen production using methane: Techno-economics of decarbonizing fuels and chemicals. Int. J. Hydrogen Energy 2018, 43, 2540–2555. [Google Scholar] [CrossRef]
- Chen, C.-J.; Back, M.H.; Back, R.A. The Thermal Decomposition of Methane. I. Kinetics of the Primary Decompositionto C2H6 + H2; Rate Constant for the Homogeneous Unimolecular Dissociation of Methane and its Pressure Dependence. Can. J. Chem. 1975, 53, 3580–3590. [Google Scholar] [CrossRef] [Green Version]
- Chen, C.-J.; Back, M.H.; Back, R.A. The thermal decomposition of methane. II. Secondary reactions, autocatalysis and carbon formation; non-Arrhenius behaviour in the reaction of CH3 with ethane. Can. J. Chem. 1976, 54, 3175–3184. [Google Scholar] [CrossRef]
- Ermakova, M.A.; Ermakov, D.Y.; Kuvshinov, G.G.; Plyasova, L.M. New Nickel Catalysts for the Formation of Filamentous Carbon in the Reaction of Methane Decomposition. J. Catal. 1999, 187, 77–84. [Google Scholar] [CrossRef]
- Takenaka, S.; Serizawa, M.; Otsuka, K. Formation of filamentous carbons over supported Fe catalysts through methane decomposition. J. Catal. 2004, 222, 520–531. [Google Scholar] [CrossRef]
- Avdeeva, L.B.; Kochubey, D.I.; Shaikhutdinov, S. Cobalt catalysts of methane decomposition: Accumulation of the filamentous carbon. Appl. Catal. A Gen. 1999, 177, 43–51. [Google Scholar] [CrossRef]
- Keipi, T.; Tolvanen, K.E.S.; Tolvanen, H.; Konttinen, J. Thermo-catalytic decomposition of methane: The effect of reaction parameters on process design and the utilization possibilities of the produced carbon. Energy Convers. Manag. 2016, 126, 923–934. [Google Scholar] [CrossRef]
- Beebe, T.P.; Goodman, D.W.; Kay, B.D.; Yates, J.T. Kinetics of the activated dissociative adsorption of methane on the low index planes of nickel single crystal surfaces. J. Chem. Phys. 1987, 87, 2305–2315. [Google Scholar] [CrossRef]
- Muradov, N.; Smith, F.; T-Raissi, A. Catalytic activity of carbons for methane decomposition reaction. Catal. Today 2005, 102–103, 225–233. [Google Scholar] [CrossRef]
- Wang, H.Y.; Lua, A.C. Methane decomposition using Ni–Cu alloy nano-particle catalysts and catalyst deactivation studies. Chem. Eng. J. 2015, 262, 1077–1089. [Google Scholar] [CrossRef]
- Villacampa, J.I.; Royo, C.; Romeo, E.; Montoya, J.A.; Del Angel, P.; Monzón, A. Catalytic decomposition of methane over Ni-Al2O3 coprecipitated catalysts: Reaction and regeneration studies. Appl. Catal. A Gen. 2003, 252, 363–383. [Google Scholar] [CrossRef]
- Choudhary, V.R.; Banerjee, S.; Rajput, A.M. Continuous Production of H2 at Low Temperature from Methane Decomposition over Ni-Containing Catalyst Followed by Gasification by Steam of the Carbon on the Catalyst in Two Parallel Reactors Operated in Cyclic Manner. J. Catal. 2001, 198, 136–141. [Google Scholar] [CrossRef]
- Kang, D.; Lee, J.W. Enhanced methane decomposition over nickel–carbon–B2O3 core–shell catalysts derived from carbon dioxide. Appl. Catal. B Environ. 2016, 186, 41–55. [Google Scholar] [CrossRef]
- Steinberg, M. Fossil fuel decarbonization technology for mitigating global warming. Int. J. Hydrogen Energy 1999, 24, 771–777. [Google Scholar] [CrossRef] [Green Version]
- Serban, M.; Lewis, M.A.; Marshall, C.L.; Doctor, R.D. Hydrogen Production by Direct Contact Pyrolysis of Natural Gas. Energy Fuels 2003, 17, 705–713. [Google Scholar] [CrossRef]
- Plevan, M.; Geißler, T.; Abánades, A.; Mehravaran, K.; Rathnam, R.K.; Rubbia, C.; Salmieri, D.; Stoppel, L.; Stückrad, S.; Wetzel, T. Thermal cracking of methane in a liquid metal bubble column reactor: Experiments and kinetic analysis. Int. J. Hydrogen Energy 2015, 40, 8020–8033. [Google Scholar] [CrossRef]
- Geißler, T.; Plevan, M.; Abánades, A.; Heinzel, A.; Mehravaran, K.; Rathnam, R.K.; Rubbia, C.; Salmieri, D.; Stoppel, L.; Stückrad, S.; et al. Experimental investigation and thermo-chemical modeling of methane pyrolysis in a liquid metal bubble column reactor with a packed bed. Int. J. Hydrogen Energy 2015, 40, 14134–14146. [Google Scholar] [CrossRef]
- Chester, U.D.; Vishal, A.; Alexander, K.; Snodgrass, Z.R.; Gordon, M.J.; Horia, M.; McFarland, E.W. Catalytic molten metals for the direct conversion of methane to hydrogen and separable carbon. Science 2017, 358, 917–921. [Google Scholar] [CrossRef] [Green Version]
- Palmer, C.; Tarazkar, M.; Kristoffersen, H.H.; Gelinas, J.; Gordon, M.J.; McFarland, E.W.; Metiu, H. Methane Pyrolysis with a Molten Cu–Bi Alloy Catalyst. ACS Catal. 2019, 9, 8337–8345. [Google Scholar] [CrossRef]
- Rahimi, N.; Kang, D.; Gelinas, J.; Menon, A.; Gordon, M.J.; Metiu, H.; McFarland, E.W. Solid carbon production and recovery from high temperature methane pyrolysis in bubble columns containing molten metals and molten salts. Carbon 2019, 151, 181–191. [Google Scholar] [CrossRef]
- Kang, D.; Rahimi, N.; Gordon, M.J.; Metiu, H.; McFarland, E.W. Catalytic methane pyrolysis in molten MnCl2-KCl. Appl. Catal. B Environ. 2019, 254, 659–666. [Google Scholar] [CrossRef]
- Kang, D.; Palmer, C.; Mannini, D.; Rahimi, N.; Gordon, M.J.; Metiu, H.; McFarland, E.W. Catalytic Methane Pyrolysis in Molten Alkali Chloride Salts Containing Iron. ACS Catal. 2020, 10, 7032–7042. [Google Scholar] [CrossRef]
- Palmer, C.; Tarazkar, M.; Gordon, M.J.; Metiu, H.; McFarland, E.W. Methane pyrolysis in low-cost, alkali-halide molten salts at high temperatures. Sustain. Energy Fuels 2021, 5, 6107–6123. [Google Scholar] [CrossRef]
- Leal Pérez, B.J.; Medrano Jiménez, J.A.; Bhardwaj, R.; Goetheer, E.; van Sint Annaland, M.; Gallucci, F. Methane pyrolysis in a molten gallium bubble column reactor for sustainable hydrogen production: Proof of concept & techno-economic assessment. Int. J. Hydrogen Energy 2021, 46, 4917–4935. [Google Scholar] [CrossRef]
- Yuan, W.; Sammons, N.E.; McGlocklin, K.H.; Eden, M.R. Economic analysis and process integration of hydrogen production strategies. In 18 European Symposium on Computer Aided Process Engineering; Braunschweig, B., Joulia, X., Eds.; Elsevier: Amsterdam, The Netherlands, 2008; Volume 25, pp. 1083–1088. ISBN 978-0444532275. [Google Scholar]
- Keipi, T.; Tolvanen, H.; Konttinen, J. Economic analysis of hydrogen production by methane thermal decomposition: Comparison to competing technologies. Energy Convers. Manag. 2018, 159, 264–273. [Google Scholar] [CrossRef]
- Cheon, S.; Byun, M.; Lim, D.; Lee, H.; Lim, H. Parametric Study for Thermal and Catalytic Methane Pyrolysis for Hydrogen Production: Techno-Economic and Scenario Analysis. Energies 2021, 14, 6102. [Google Scholar] [CrossRef]
- Seider, W.; Seader, J.; Lewin, D. Product and Process Design Principles: Synthesis, Analysis, and Evaluation; John Wiley & Sons: Hoboken, NJ, USA, 2016. [Google Scholar]
- Cruellas, A.; Bakker, J.J.; van Sint Annaland, M.; Medrano, J.A.; Gallucci, F. Techno-economic analysis of oxidative coupling of methane: Current state of the art and future perspectives. Energy Convers. Manag. 2019, 198, 111789. [Google Scholar] [CrossRef]
- Turton, R.; Bailie, R.; Whiting, W. Analysis, Synthesis and Design of Chemical Processes; Pearson Education: Upper Saddle River, NJ, USA, 2014. [Google Scholar]
- Bhaskar, A.; Assadi, M.; Somehsaraei, H.N. Can methane pyrolysis based hydrogen production lead to the decarbonisation of iron and steel industry? Energy Convers. Manag. X 2021, 10, 100079. [Google Scholar] [CrossRef]
- Chen, J.; Tyagi, R.D.; Li, J.; Zhang, X.; Drogui, P.; Sun, F. Economic assessment of biodiesel production from wastewater sludge. Bioresour. Technol. 2018, 253, 41–48. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Hoffman, Z. Simulation and Economic Evaluation of Coal Gasification with SETS Reforming Process for Power Production. Master’s Thesis, Louisiana State University (LSU), Bat. Rouge, LA, USA, 2005. Available online: https//digitalcommons.lsu.edu/gradschool_theses/2269/ (accessed on 21 October 2021).
- Feedstock, E. Equipment Design and Cost Estimation for Small Modular Biomass Systems, Synthesis Gas Cleanup, and Oxygen Separation Equipment; National Renewable Energy Laboratory: Golden, CO, USA; Nexant Inc.: San Francisco, CA, USA, 2006. [Google Scholar]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Properties | Descriptions | References |
|---|---|---|
| NG compositions (mol %) | 94% CH4; 3% CO2; 2% N2; 1% other hydrocarbons | |
| H2 production capacity | 0.75 kg s−1 | [37] |
| CEPCI | 655.9 (2021) | [40] |
| Discount rate | 0.045 | |
| Lifetime | 20 years | |
| NG lower heating value (LHVNG) | 46.502 MJ kg−1 (2019 year) | [37] |
| NG price | USD 0.005 MJLHV−1 | [42] |
| LP steam (160 °C) price | USD 13.28 GJ−1 (2014 year) | [43] |
| MP steam (184 °C) price | USD 14.19 GJ−1 (2014 year) | [43] |
| HP steam (254 °C) price | USD 17.7 GJ−1 (2014 year) | [43] |
| Cooling water price | USD 12 ton−1 (2018 year) | [14] |
| Electricity price | USD 56 MWh−1 | [44] |
| Labor cost | USD 11 h−1 (2018 year) | [45] |
| Other costs including maintenance | 3% of (Capital cost—Supplement) USD y−1 | [40] |
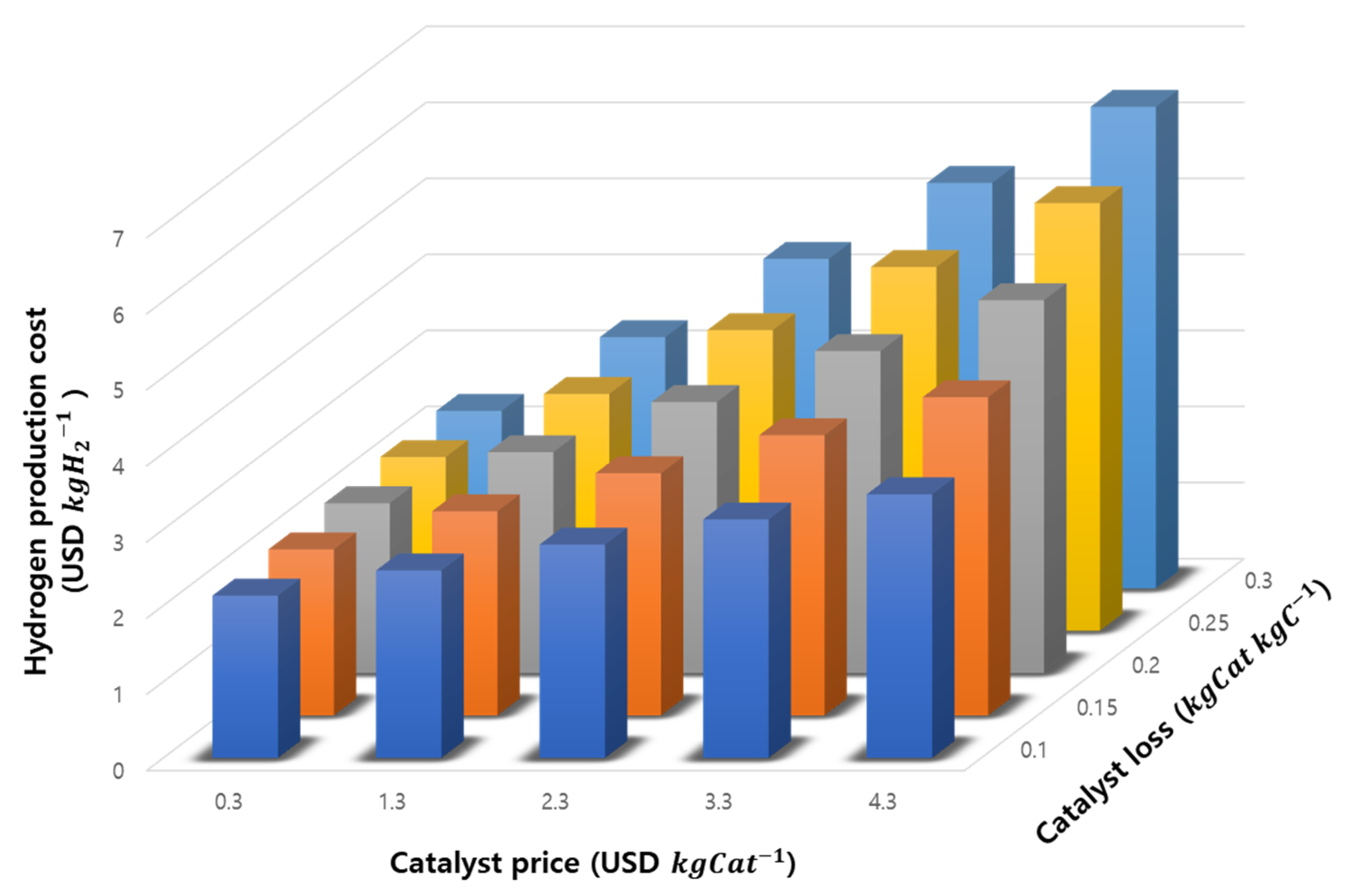
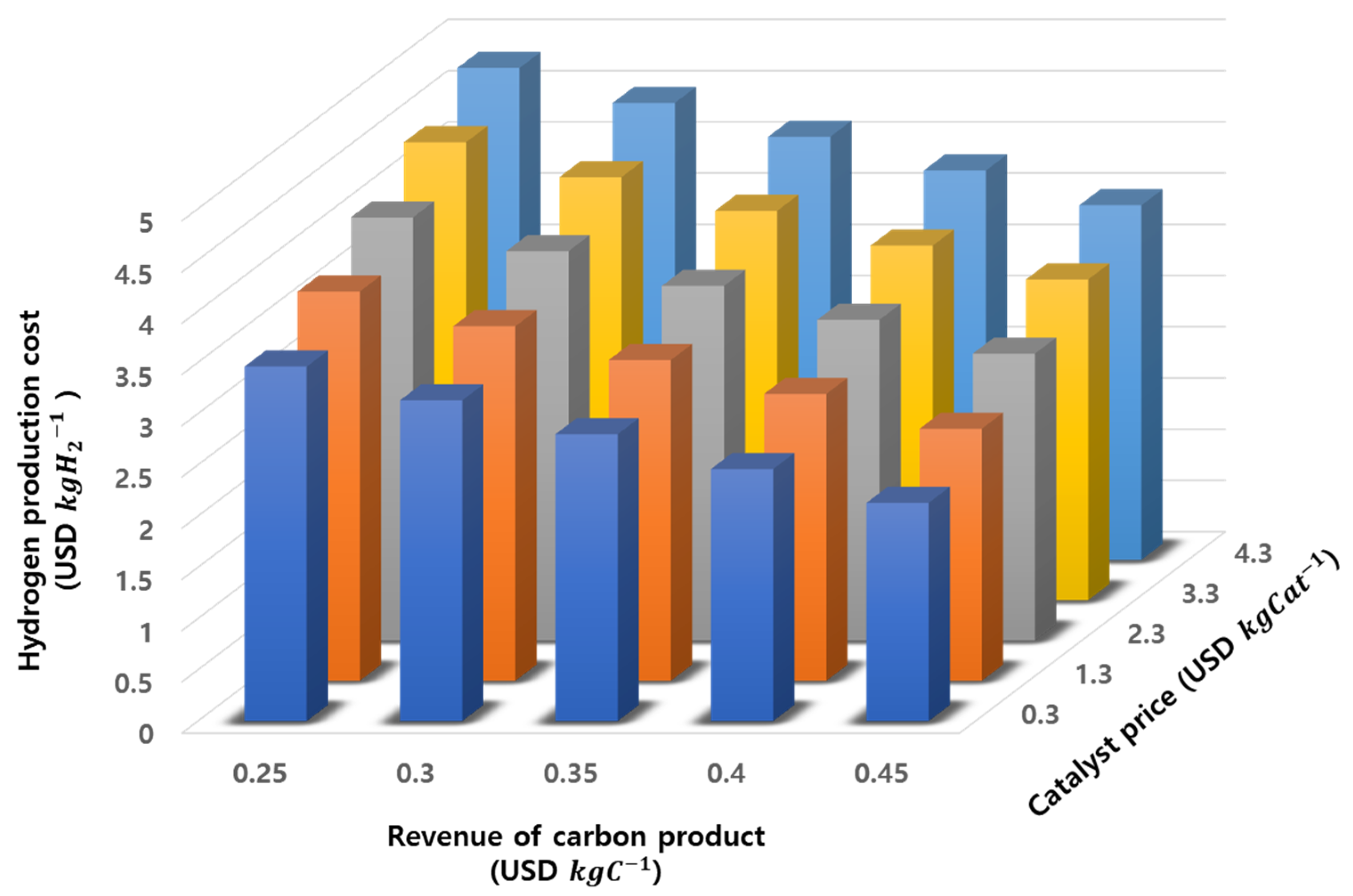
| Molten catalyst price | USD 0.3~4.3 kgCat−1 | |
| Molten catalyst loss | USD 0.1~0.3 kgCat kgC−1 | |
| Carbon revenue | USD 0.25~0.45 kgC−1 | |
| Bubble column reactor | (lb) | [41] |
| PSA | (2005 year) | [46] |
| Heat exchanger | USD (2010 year) | [41] |
| : tube-length correction | ||
| , | ||
| A: heat exchange surface area (ft2) | ||
| Fired heater | USD (2010 year) | [41] |
| : material factor | ||
| , Q: MMBtu/h | ||
| Compressor | USD (2010 year) | [41] |
| : material factor | ||
| : hp |
| Methods | C (at%) | Cl (at%) | K (at%) |
|---|---|---|---|
| Warm water washing (50 °C) | 93.4 | 3.1 | 3.5 |
| HCl washing (50 °C) | 96.2 | 2.2 | 1.6 |
| Sonication in water (50 °C) | 95.7 | 1.8 | 2.5 |
| Heating under vacuum (1000 °C) | 95.2 | 1.8 | 3.0 |
| Heating under flowing Ar (1200 °C) | 97.2 | 1.3 | 1.5 |
| (1) | (2) | (3) | (4) | (5) | (6) | (7) | |
|---|---|---|---|---|---|---|---|
| Temperature (°C) | 25 | 1000 | 1000 | 54.4 | 54.4 | 54.4 | 1000 |
| Pressure (bar) | 1.01 | 5.00 | 5.00 | 10.10 | 10.10 | 10.10 | 5.00 |
| Mass Flows (tonne h−1) | 17.18 | 17.18 | 8.17 | 8.17 | 2.72 | 5.45 | 9.01 |
| Mole fraction | |||||||
| CH4 | 0.94 | 0.94 | 0.11 | 0.11 | 0 | 0.47 | 0 |
| CO2 | 0.03 | 0.03 | 0.02 | 0.02 | 0 | 0.07 | 0 |
| H2 | 0 | 0 | 0.86 | 0.86 | 1.00 | 0.38 | 0 |
| N2 | 0.02 | 0.02 | 0.01 | 0.01 | 0 | 0.05 | 0 |
| C (including salt impurities) | 0 | 0 | 0 | 0 | 0 | 0 | 1.00 |
| Other hydrocarbons | 0.01 | 0.01 | <0.01 | <0.01 | 0 | 0.03 | 0 |
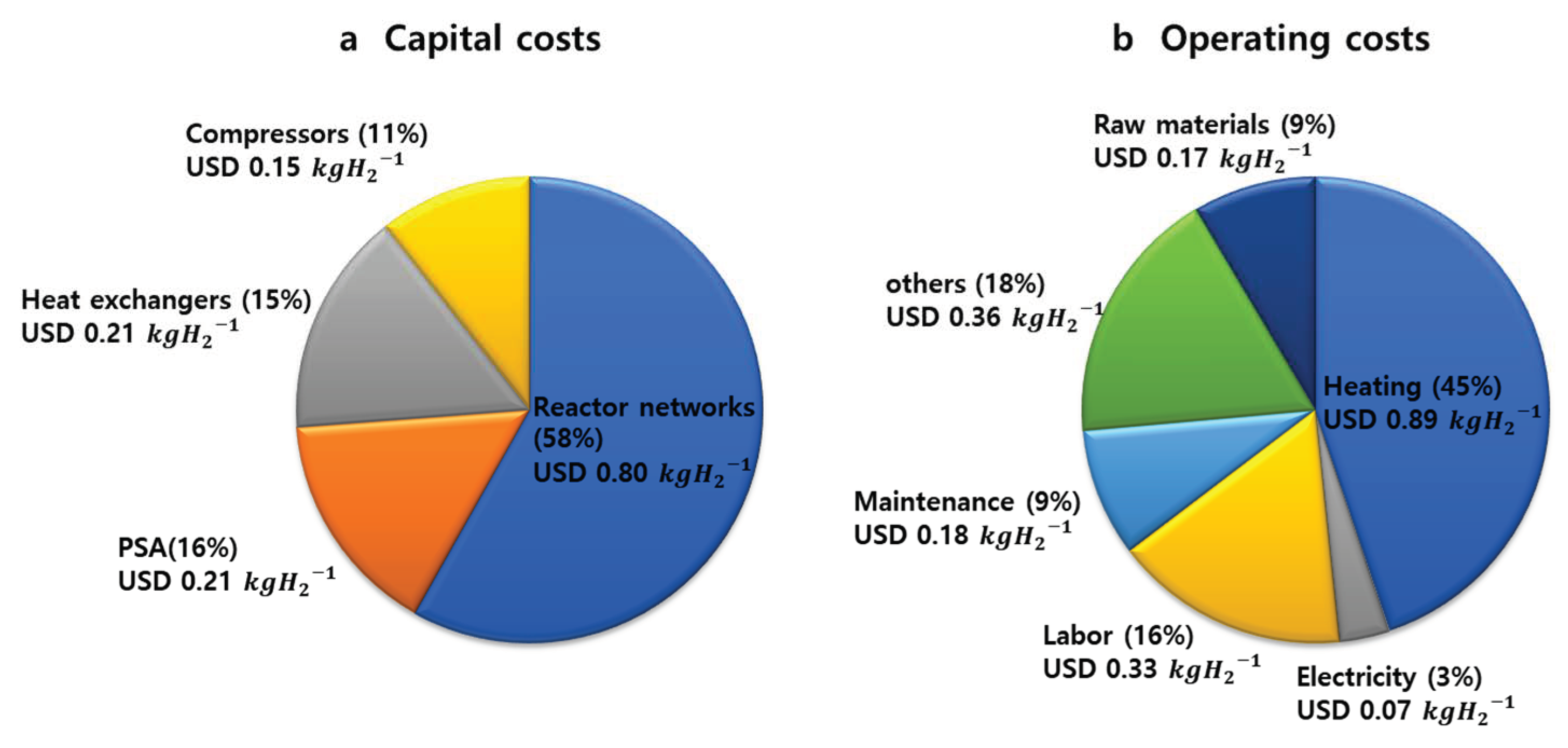
| Capital costs (USD kgH2−1) | |||||||
| Reactor | PSA | Heat exchangers | Compressors | Sum | |||
| 0.80 | 0.21 | 0.21 | 0.15 | 1.37 | |||
| Operating costs (USD kgH2−1) | |||||||
| Heating | Cooling | Electricity | Labor | Maintenance | Ohers | Raw materials | Sum |
| 0.89 | <0.01 | 0.07 | 0.33 | 0.18 | 0.36 | 0.17 | 2.00 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Boo, J.; Ko, E.H.; Park, N.-K.; Ryu, C.; Kim, Y.-H.; Park, J.; Kang, D. Methane Pyrolysis in Molten Potassium Chloride: An Experimental and Economic Analysis. Energies 2021, 14, 8182. https://doi.org/10.3390/en14238182
Boo J, Ko EH, Park N-K, Ryu C, Kim Y-H, Park J, Kang D. Methane Pyrolysis in Molten Potassium Chloride: An Experimental and Economic Analysis. Energies. 2021; 14(23):8182. https://doi.org/10.3390/en14238182
Chicago/Turabian StyleBoo, Jinho, Eun Hee Ko, No-Kuk Park, Changkook Ryu, Yo-Han Kim, Jinmo Park, and Dohyung Kang. 2021. "Methane Pyrolysis in Molten Potassium Chloride: An Experimental and Economic Analysis" Energies 14, no. 23: 8182. https://doi.org/10.3390/en14238182
APA StyleBoo, J., Ko, E. H., Park, N. -K., Ryu, C., Kim, Y. -H., Park, J., & Kang, D. (2021). Methane Pyrolysis in Molten Potassium Chloride: An Experimental and Economic Analysis. Energies, 14(23), 8182. https://doi.org/10.3390/en14238182