Corrosion Repair of Pipelines Using Modern Composite Materials Systems: A Numerical Performance Evaluation †

Abstract
:1. Introduction
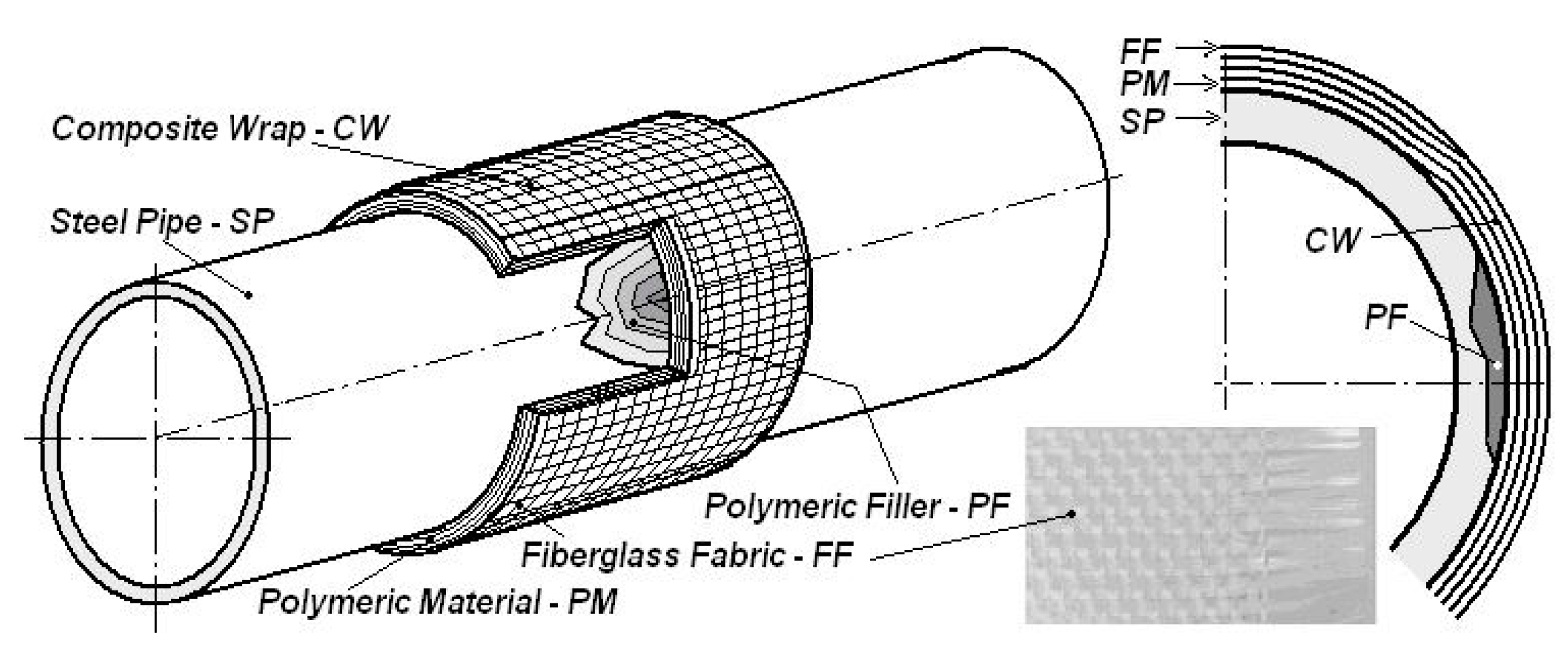
2. Characterization of the Composite Materials Repair Systems
- (1)
- the substrate (pipe/pipe component to be repaired);
- (2)
- the procedure for the substrate surface preparation in the area to be repaired;
- (3)
- the polymeric filler, used to fill the defect area and thus to reconstruct the substrate configuration;
- (4)
- the repairing wrap made of a composite material and its components (polymeric resin matrix and reinforcing fibers or composite material layers bonded by a polymeric adhesive);
- (5)
- the repair procedure (application and quality verification procedures).
- (1)
- layered systems, obtained by wrapping a composite band/tape with the help of an adhesive;
- (2)
- wet lay-up systems of monolithic type, obtained by applying successive layers of polymeric resin and reinforcing fibers/fabric;
- (3)
- hybrid systems, using complex materials, by combining the components of the systems 1 and 2.
- (1)
- elastic constants: the tensile modulus in the circumferential direction, Ecc, and in the axial direction, Eac; the Poisson ratio in the circumferential direction, μc, and the shear modulus, Gc;
- (2)
- tensile strength, at least in the circumferential direction: short-term, Rmcc, and long-term, Rmclc;
- (3)
- elongation at break, at least in the circumferential direction, Acc.
- temperature derating factor (for all materials): ft = 0.977;
- allowable strain for both directions (axial and circumferential) for type II composite: εacc = 0.0031;
- allowable strain for both directions for the other four types of composite materials: εacc = 0.0024.
3. Reinforcement Effect Evaluation and Design of the Composite Material Repair Systems
- (1)
- Dimensional characteristics of the steel pipe: nominal outside diameter, De; nominal wall thickness, tn (for an accurate assessment, effective values from the damaged area are needed); the relative pipe thickness, trp, its internal radius, ap, and its external radius, bp, defined as follows:
- (2)
- Mechanical properties of the steel pipe to be repaired: Young modulus, Ep; yield strength, Ryp (usually expressed by the proof strength, total extension, Rt0.5p); tensile strength, Rmp; percentage elongation after fracture, Afp; Poisson ratio, μp; toughness properties.
- (3)
- Design conditions and the normal operating conditions of the repaired pipe: design pressure, pc; supplementary loads (not considered in the present paper); maximum and minimum operating temperatures. In addition, the allowable stress, σap, and the maximum allowable operating pressure, pao ≥ pc, of the pipe should also be calculated, using the equations:where fd is the design factor for the pipeline. In this paper, Location Class 1 has been considered in the calculation, corresponding to an assumed value of the pipeline design factor: fd = 0.72.
- (4)
- Characteristic dimensions of the metal loss defect detected in the steel pipe wall: maximum depth, dmax; axial/longitudinal extent, sp; circumferential extent, cp. Relative defect depth and length could also be calculated, using the equations:
- (5)
- The original method from the American Standard ASME B31.G [36], based on the following equations:where:
- (1)
- (2)
- Selection of the type of composite material wrap used for repair;
- (3)
- Design of the composite wrap geometry, i.e., definition of its characteristic dimensions (thickness, tcw, and length, lcw);
- (4)
- (5)
- Final confirmation and adjustment/correction of the design solution (proposed values for tcw and lcw), using eventually a finite elements numerical analysis.
- The method proposed in [39], by the manufacturer of the type V composite material, based on the following equation (processed by the authors):
- The method based on the formulation proposed by Alexander in [40] for the assessment of the bursting pressure of a pipeline repaired with a composite wrap, resulting in the equation:where:
- Finally, the method developed by the authors [21,22,23]: considering the pipe a multi-layered tube (with the composite wrap as the outer layer and an equivalent steel pipe as the inner layer) and formulating the analytical condition for this tube to withstand the pressure pc, it results:in which:where aep and bep are respectively the internal and external radius corresponding to an equivalent pipe without any defect, made of the same steel as the damaged pipe, defined as having the same mechanical strength as the pipe area with defect. The values of aep, bep and the wall thickness of this equivalent pipe, tep, are obtained using the following equations:
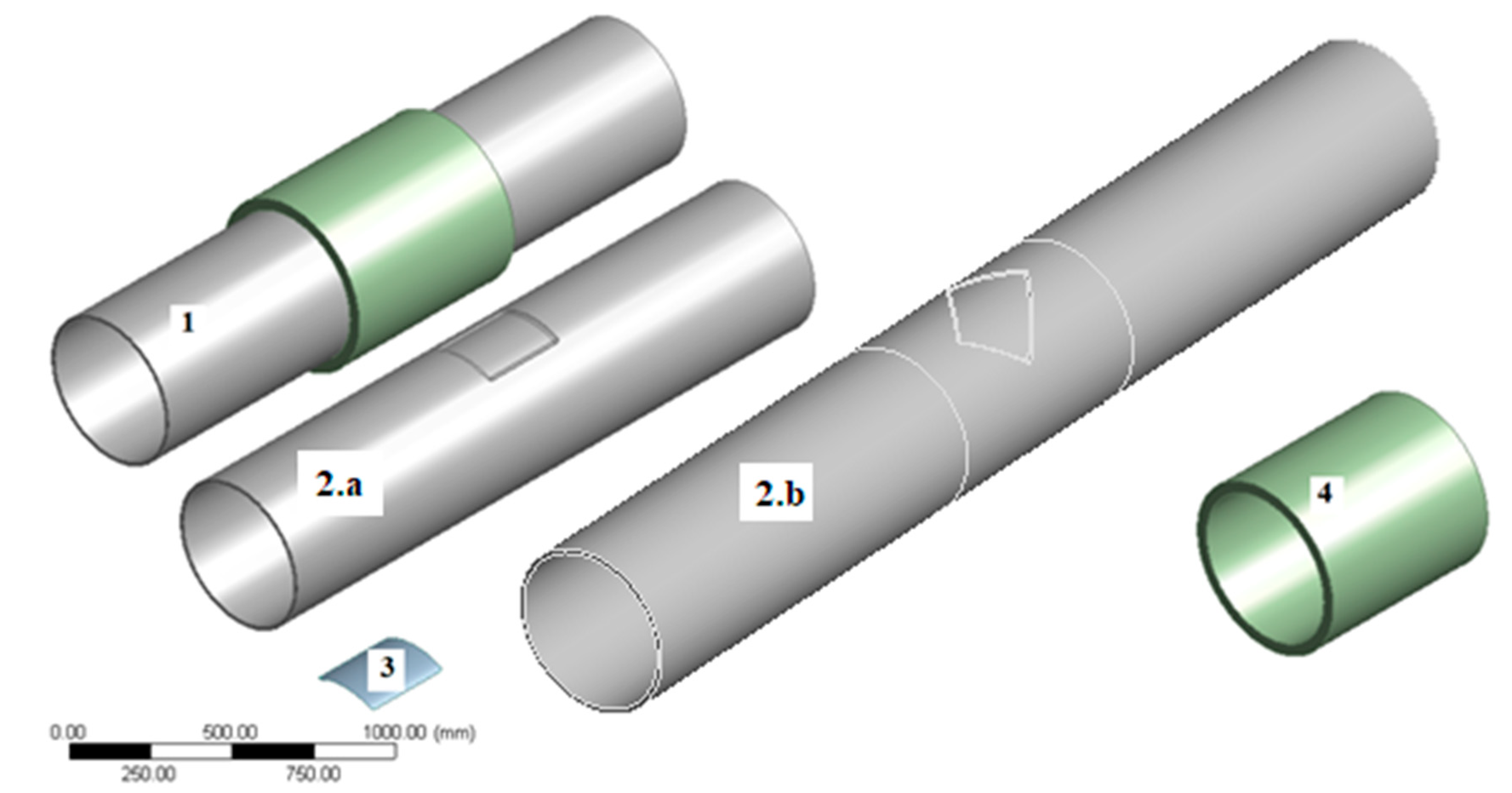
4. Investigated Case Studies
5. Finite Elements Simulations and Results
- − non-linear mechanical mesh, with Curvature proximity and Capture curvature ON;
- − non-linear mechanical mesh, with Curvature proximity and Capture curvature OFF;
- − mechanical mesh.
6. Sensitivity Analysis of the Defect Orientation and Fillet Radius
- At first, a composite wrap thickness, tcw, has been calculated analytically (based on the allowable stress limit, as defined in Section 4, σap = 209 MPa) in each case, using the same four methods as for straight defects, described by the Equations (13), (14), (15), (17) and (19), but considering the defect axial extent sp, which is not equal, if α ≠ 0, with its actual length, lp;
- Then, a finite element analysis has been performed, considering in each case the highest tcw value from the four assessed with the analytical methods used, and the results (in terms of von Mises equivalent stress values) have been compared with the case of the straight defect.
- fillet radius at the defect bottom edges and at its corners;
- defect orientation with respect to the longitudinal axis of the steel pipe;
- defect relative depth.
6.1. Influence of the Fillet Radius on the Stress Distribution
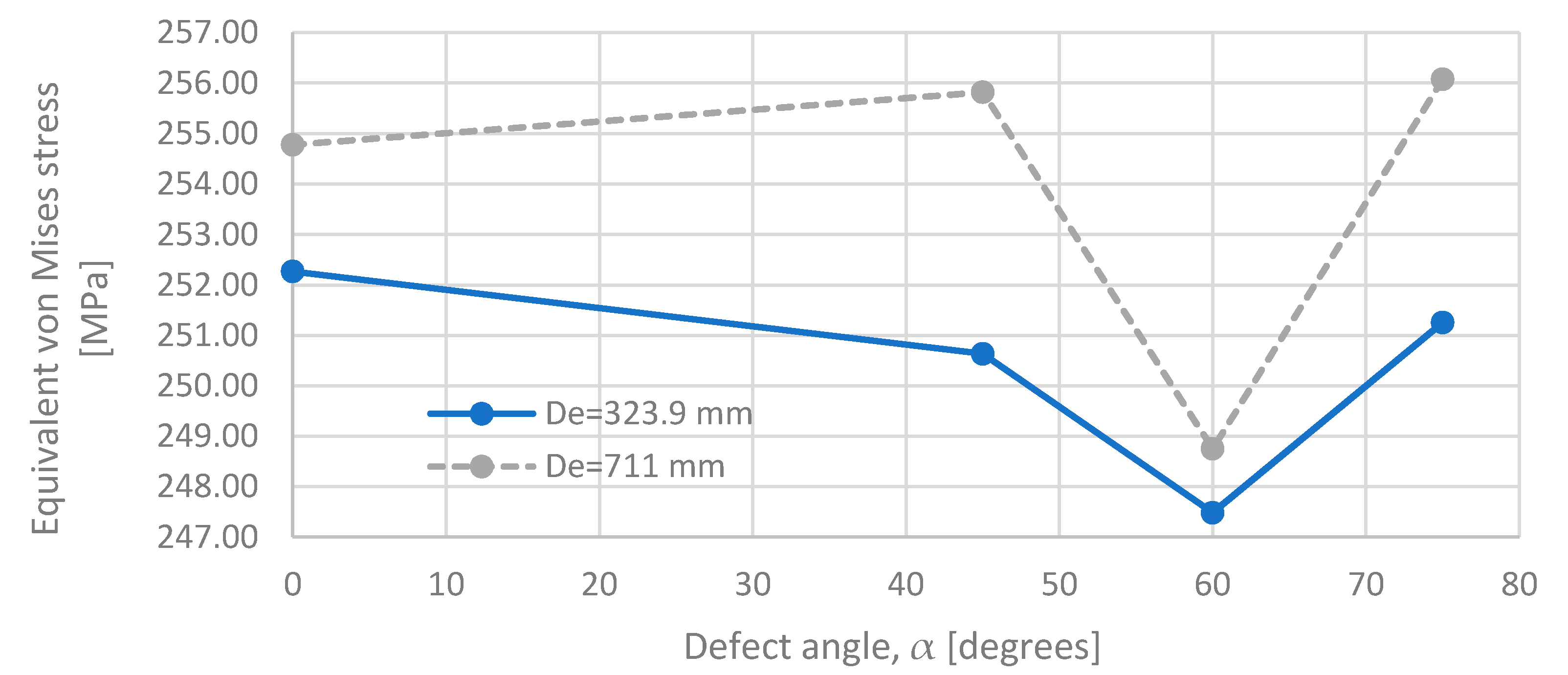
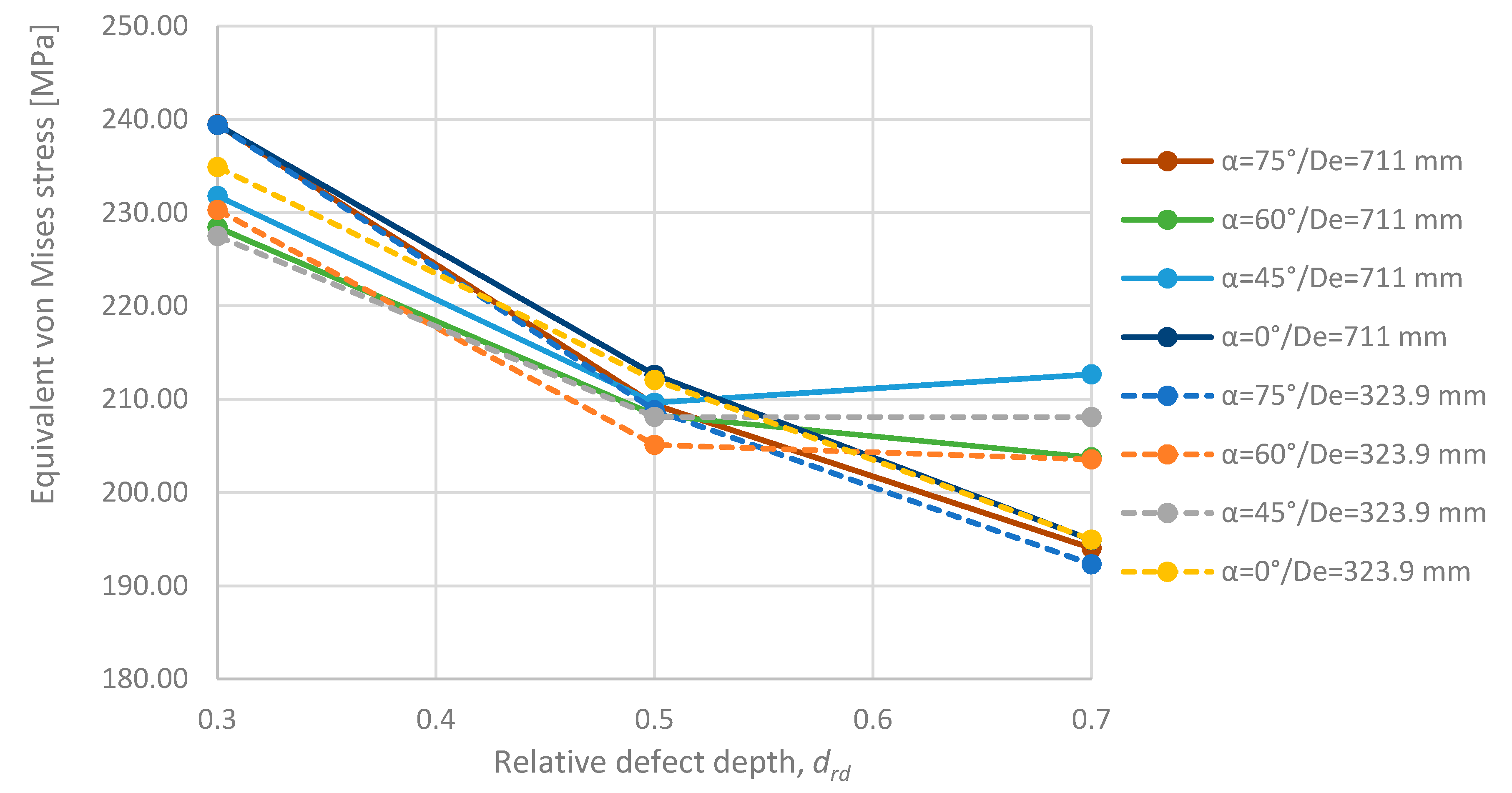
6.2. Influence of the Defect Orientation on the Stress Distribution
- The general equivalent stress variation tendencies for a given relative defect depth are similar for both steel pipes considered and for both composite types;
- For the relative defect depths of 0.3 and 0.5, the equivalent stress tends to decrease with the defect orientation, up to the inclination angle of 60 degrees (which corresponds to the largest axial extent value), followed by an increase for the 75 degrees angle; this is valid for both composite types;
- For the relative defect depth of 0.7, the equivalent stress increases with the defect inclination angle up to 45 degrees, then it decreases for the following angle values: 60 and 75 degrees.
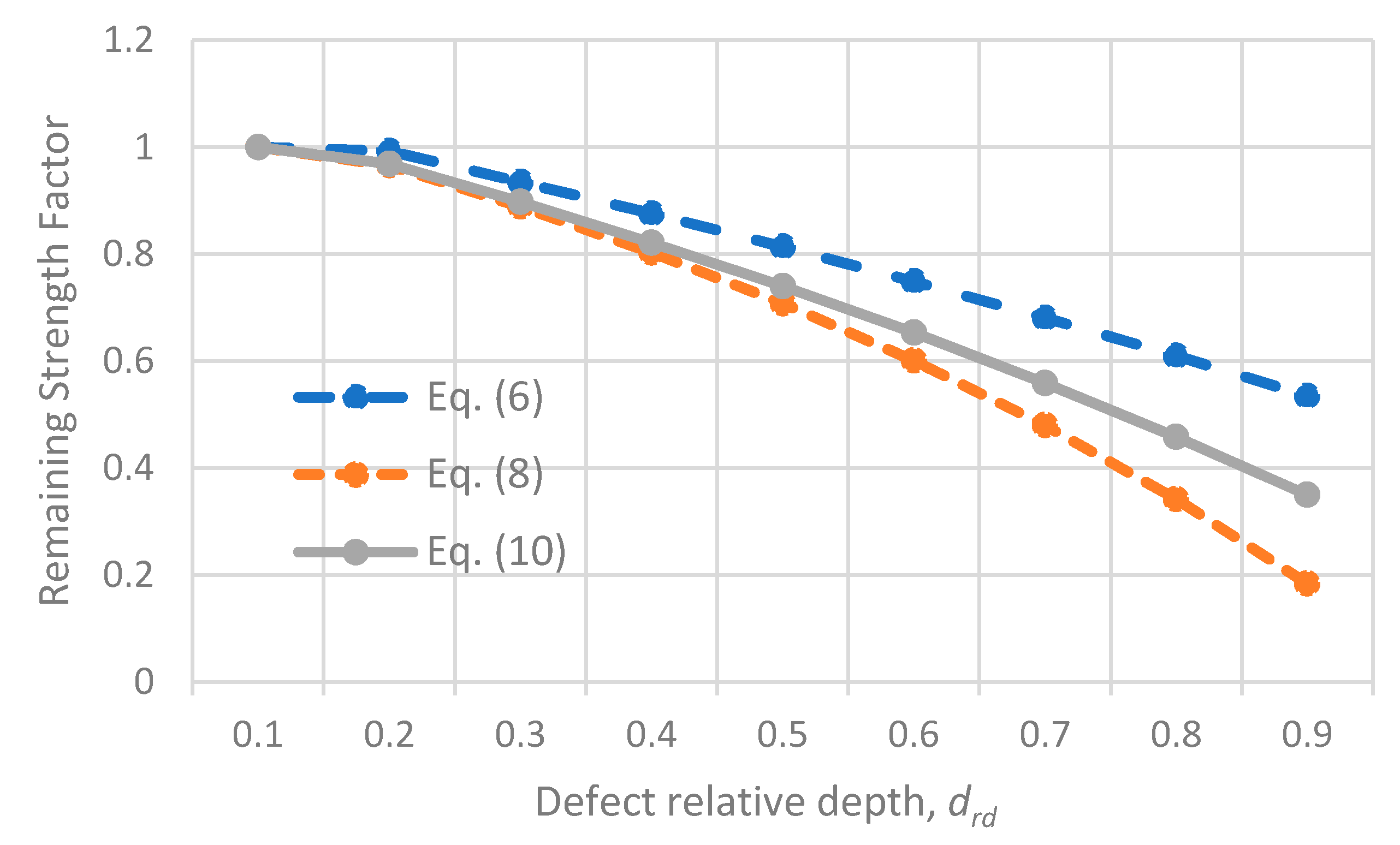
6.3. Influence of the Defect Depth on the Stress Distribution
7. Conclusions
- The repair method investigated is advantageous, allowing for operative maintenance works without removing the pipeline from service. However, at present, there is no design method widely accepted for the definition of the characteristic thickness of the composite wrap, tcw.
- The composite repair systems using materials with greater values of the tensile strength and especially of the Young modulus (having values closer to the ones of the steel) are more effective in restoring the mechanical strength of a damaged (corroded) pipeline.
- The results of the analyses detailed in [21] showed that the most adequate method for the composite wrap thickness design (giving the closest results to FEA simulations) are the one proposed by the ASME and ISO norms [29,38], using Equations (13) and (14), followed by the one developed by the authors in [22,23], based on Equation (19).
- As our FEA investigations have proven that the influence of the actual width of the metal loss defect on the state of stress in a steel pipe repaired using composite materials is relatively small, the composite wrap thickness needed for repair can be safely assessed using the analytical methods mentioned in this paper, even if they do not consider the defect width value.
- The finite elements analysis of the influence of the defect orientation and fillet radius (used to machine the damaged pipe area) upon the stress distribution have demonstrated the following:
- ○
- It is useful to decide on machining the defect area as an inclined rectangle, as it will reduce the workload without not affecting the pipe safety;
- ○
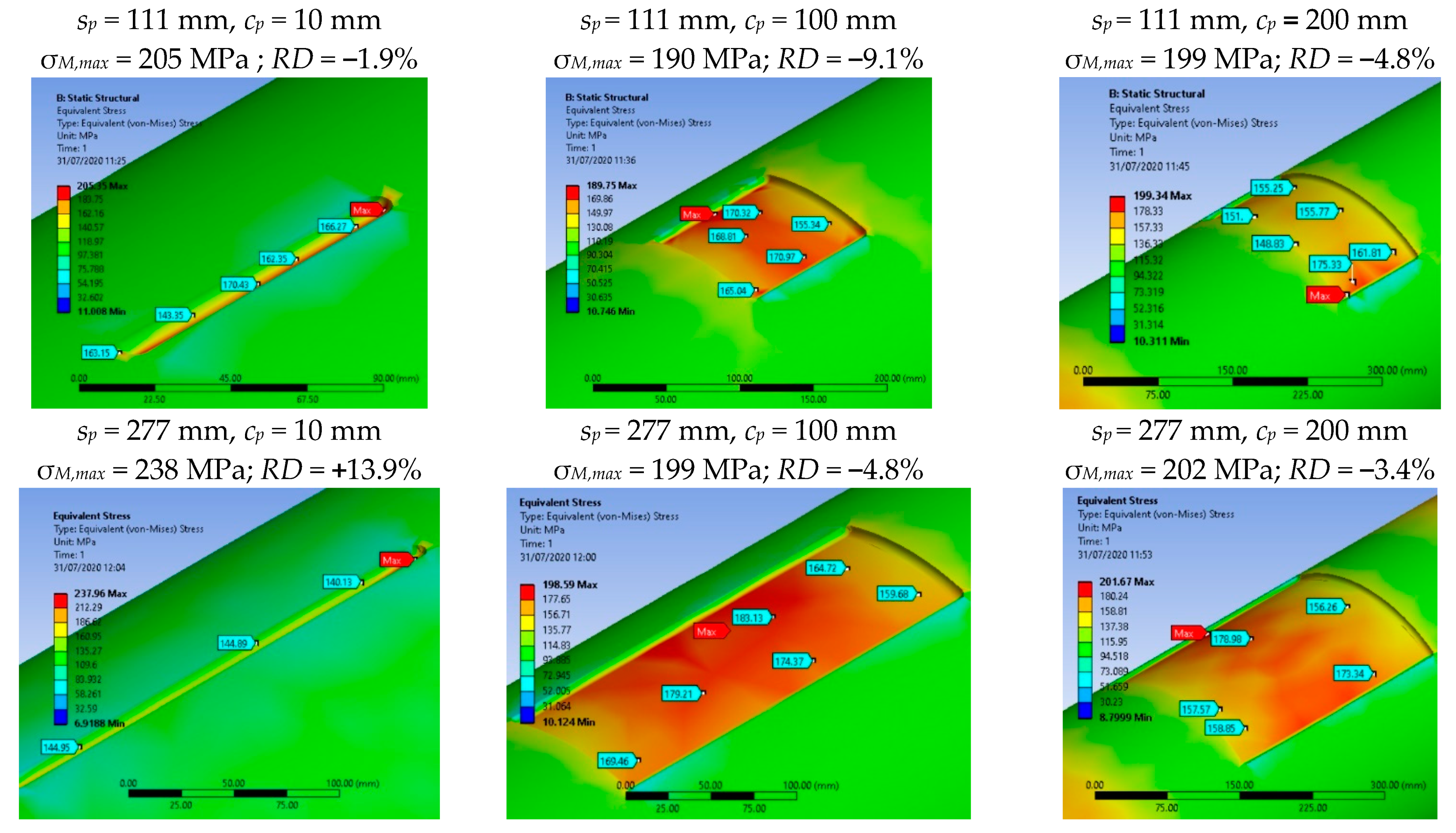
- The angle of the defect orientation (excluding the straight defect case) influences the maxima for the equivalent von Mises stress, but only within a range of around 10%;
- ○
- The fillet radius used to machine the bottom of the defect and its corners has a significant influence on the stress distribution for all considered defect orientations;
- ○
- In the case of inclined defects, the maxima for the equivalent von mises stress migrates towards the rounded corners (as can be seen in Figure 10);
- ○
- The FEA results reveals good concordance with the analytical results when using Equations (13) and (14) to assess the wrap thickness for type III composite.
Author Contributions
Funding
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Nomenclature
| Acc | elongation at break of the composite material in the circumferential direction |
| ap | internal radius of the steel pipe |
| bp | external radius of the steel pipe |
| cp | metal loss defect circumferential extent |
| De | steel pipe outside diameter |
| dmax | maximum depth of the metal loss pipe defect |
| drd = dmax/tn | relative depth of the metal loss defect |
| Eac | Young modulus of the composite material in the axial direction |
| Ecc | Young modulus of the composite material in the circumferential direction |
| Ep | Young modulus of the steel pipe |
| f | service factor used for composite design |
| ft | temperature derating factor, used for composite design |
| fd | pipe design factor |
| lcw | composite wrap length |
| pao = MAWP/MAOP | maximum allowable working / operating pressure of the steel pipe |
| pc | pipe design pressure |
| pd = RSF pao | maximum (safe) operating pressure for a steel pipe with defects |
| Rmp | tensile strength of the steel pipe |
| Rmcc | short-term tensile strength of the composite material in the circumferential direction |
| Rmclc | long-term tensile strength of the composite material in the circumferential direction (defined as being greater or equal to 1000 h) |
| RSF | Remaining Strength Factor (of a damaged/corroded steel pipe) |
| Ryp | yield strength of the steel pipe |
| sp | metal loss defect longitudinal / axial extent |
| srd | relative length of the metal loss defect |
| tcw | composite material wrap thickness |
| tn | nominal wall thickness of the steel pipe |
| trp = tn/De | steel pipe relative thickness |
| εacc | allowable (long-term) strain of the composite material in the circumferential direction |
| σacc | allowable (long-term) stress of the composite material in the circumferential direction |
| σap | steel pipe allowable stress |
| μp | Poisson ratio of the steel pipe |
| μc | Poisson ratio of the composite material in the circumferential direction |
References
- Dumitrescu, A.; Zecheru, G.; Diniță, A. Characterisation of Volumetric Surface Defects. In Non-Destructive Testing and Repair of Pipelines; Barkanov, E.N., Dumitrescu, A., Parinov, I.A., Eds.; Springer International Publishing AG: Cham, Switzerland, 2018; pp. 117–135. [Google Scholar]
- Zecheru, G.; Bârsan, M.F.; Drăghici, G.; Dumitrescu, A. Technological solutions for preventing hydrogen induced cracking when repairing by welding hydrocarbons transmission pipelines—Part I. Sudura 2015, XXV-4, 20–45. [Google Scholar]
- Zecheru, G.; Bârsan, M.F.; Drăghici, G.; Dumitrescu, A. Technological solutions for preventing hydrogen induced cracking when repairing by welding hydrocarbons transmission pipelines—Part II. Sudura 2016, XXVI-1, 14–39. [Google Scholar]
- Zhao, W.; Zhang, T.; Wang, Y.; Qiao, J.; Wang, Z. Corrosion Failure Mechanism of Associated Gas Transmission Pipeline. Materials 2018, 11, 1935. [Google Scholar] [CrossRef] [Green Version]
- Mansoori, H.; Mirzaee, R.; Esmaeilzadeh, F.; Vojood, A.; Dowrani, A.S. Pitting corrosion failure analysis of a wet gas pipeline. Eng. Fail. Anal. 2017, 82, 16–25. [Google Scholar] [CrossRef]
- Zhang, H.; Lan, H.Q. A review of internal corrosion mechanism and experimental study for pipelines based on multiphase flow. Corros. Rev. 2017, 35, 425–444. [Google Scholar] [CrossRef]
- Ifezue, D. Root cause failure analysis of corrosion in wet gas piping. J. Fail. Anal. Prev. 2017, 17, 971–978. [Google Scholar] [CrossRef]
- Kovalenko, S.Y.; Rybakov, A.O.; Klymenko, A.V.; Shytova, L.H. Corrosion of the internal wall of a field gas pipeline. Mater. Sci. 2012, 48, 225–230. [Google Scholar] [CrossRef]
- Mirshamsi, M.; Rafeeyan, M. Speed control of inspection pig in gas pipelines using sliding mode control. J. Proc. Control 2019, 77, 134–140. [Google Scholar] [CrossRef]
- Li, X.; Zhang, S.; Liu, S.; Jiao, Q.; Dai, L. An experimental evaluation of the probe dynamics as a probe pig inspects internal convex defects in oil and gas pipelines. Measurement 2015, 63, 49–60. [Google Scholar] [CrossRef]
- Xie, M.; Tian, Z. A review on pipeline integrity management utilizing in-line inspection data. Eng. Fail. Anal. 2018, 92, 222–239. [Google Scholar] [CrossRef]
- Li, X.; Zhang, S.; Liu, S.; Zhu, X.; Zhang, K. Experimental study on the probe dynamic behaviour of feeler pigs in detecting internal corrosion in oil and gas pipelines. J. Nat. Gas Sci. Eng. 2015, 26, 229–239. [Google Scholar] [CrossRef]
- Bhadran, V.; Shukla, A.; Karki, H. Non-contact flaw detection and condition monitoring of subsurface metallic pipelines using magnetometric method. Mat. Today Proc. 2020, 28, 860–864. [Google Scholar] [CrossRef]
- Barkanov, E.N.; Dumitrescu, A.; Parinov, I.A. (Eds.) Non-Destructive Testing and Repair of Pipelines; Springer International Publishing AG: Cham, Switzerland, 2018; pp. 3–106. [Google Scholar]
- Wanga, X.; Tse, P.W.; Mechefske, C.K.; Hua, M. Experimental investigation of reflection in guided wave—Base inspection for the characterization of pipeline defects. NDT&E Int. 2010, 43, 365–374. [Google Scholar]
- Tse, P.W.; Wang, X. Characterization of pipeline defect in guided-waves based inspection through matching pursuit with the optimized dictionary. NDT&E Int. 2013, 54, 171–182. [Google Scholar]
- Clough, M.; Fleming, M.; Dixona, S. Circumferential guided wave EMAT system for pipeline screening using shear horizontal ultrasound. NDT&E Int. 2017, 86, 20–27. [Google Scholar]
- Lowea, P.S.; Sandersonb, R.; Pedrama, S.K.; Boulgourisb, N.V.; Mudgeb, P. Inspection of pipelines using the first longitudinal guided wave mode. Phys. Procedia 2015, 70, 338–342. [Google Scholar] [CrossRef] [Green Version]
- El Mountassir, M.; Mourot, G.; Yaacoubi, S.; Maquin, D. Damage Detection and Localization in Pipeline Using Sparse Estimation of Ultrasonic Guided Waves Signals. IFAC PapersOnLine 2018, 51–24, 941–948. [Google Scholar] [CrossRef]
- Kudina, E.; Bukharov, S.; Sergienko, V.; Dumitrescu, A. Comparative Analysis of Existing Technologies for Composite Repair Systems. In Non-Destructive Testing and Repair of Pipelines; Barkanov, E.N., Dumitrescu, A., Parinov, I.A., Eds.; Springer International Publishing AG: Cham, Switzerland, 2018; pp. 241–267. [Google Scholar]
- Dumitrescu, A.; Diniță, A. Efficiency Assessment of the Composite Material Repair Systems Intended for Corrosion Damaged Pipelines. In Proceedings of the 38th International Conference on Ocean, Offshore & Arctic Engineering (OMAE 2019), Glasgow, Scotland, UK, 9–14 June 2019. Paper No. 96279. [Google Scholar]
- Zecheru, G.; Drăghici, G.; Dumitrescu, A.; Yukhymets, P. Design of Composite Material Reinforcing Sleeves Used to Repair Transmission Pipelines. PGUP Bull. Tech. Ser. 2014, LXVI, 105–117. [Google Scholar]
- Zecheru, G.; Dumitrescu, A.; Diniță, A.; Yukhymets, P. Design of Composite Repair Systems. In Non-destructive Testing and Repair of Pipelines; Barkanov, E.N., Dumitrescu, A., Parinov, I.A., Eds.; Springer International Publishing AG: Cham, Switzerland, 2018; pp. 269–285. [Google Scholar]
- Valadi, Z.; Bayesteh, H.; Mohammadi, S. XFEM fracture analysis of cracked pipeline with and without FRP composite repairs. Mech. Adv. Mat. Struct. 2020, 27, 1888–1899. [Google Scholar] [CrossRef]
- Abd-Elhady, A.; Sallam, H.E.; Alarifi, I.; Malik, R.; El-Bagory, T. Investigations of fatigue crack propagation in steel pipeline repaired by glass fiber reinforced polymer. Compos. Struct. 2020, 242, 123–130. [Google Scholar] [CrossRef]
- Rabczuk, T.; Gracie, R.; Song, J.-H.; Belytscho, T. Immersed particle method for fluid-structure interaction. Int. J. Numer. Methods Eng. 2010, 81, 48–71. [Google Scholar] [CrossRef]
- Chau-Dinh, T.; Zi, G.; Lee, P.-S.; Rabczuk, T.; Song, J.-H. Phantom-node method for shell models with arbitrary cracks. Comput. Struct. 2012, 92–93, 242–256. [Google Scholar] [CrossRef]
- Zecheru, G.; Dumitrescu, A.; Yukhymets, P.; Dmytriienko, R. Development of an Experimental Programme for Industrial Approbation. In Non-Destructive Testing and Repair of Pipelines; Barkanov, E.N., Dumitrescu, A., Parinov, I.A., Eds.; Springer International Publishing AG: Cham, Switzerland, 2018; pp. 401–416. [Google Scholar]
- ASME. Part 4—Nonmetallic and Bonded Repairs. In PCC-2-2015 Repair of Pressure Equipment and Piping; The American Society of Mechanical Engineers: New York, NY, USA, 2015; pp. 139–196. [Google Scholar]
- Zecheru, G.; Dumitrescu, A.; Drăghici, G.; Yukhymets, P. Reinforcement Effects Obtained by Applying Composite Material Sleeves to Repair Transmission Pipelines. Mater. Plast. 2016, 53, 252–258. [Google Scholar]
- Dmytriienko, R.; Prokopchuk, S.; Paliienko, O. Inner Pressure Testing of Full-Scale Pipe Samples. In Non-Destructive Testing and Repair of Pipelines; Barkanov, E.N., Dumitrescu, A., Parinov, I.A., Eds.; Springer International Publishing AG: Cham, Switzerland, 2018; pp. 417–429. [Google Scholar]
- Diniță, A.; Lambrescu, I.; Chebakov, M.; Dumitru, G. Finite Element Stress Analysis of Pipelines with Advanced Composite Repair. In Non-Destructive Testing and Repair of Pipelines; Barkanov, E.N., Dumitrescu, A., Parinov, I.A., Eds.; Springer International Publishing AG: Cham, Switzerland, 2018; pp. 289–309. [Google Scholar]
- Lyapin, A.; Chebakov, M.; Dumitrescu, A.; Zecheru, G. Finite-Element Modeling of a Damaged Pipeline Repaired Using the Wrap of a Composite Material. Mech. Compos. Mater. 2015, 51, 333–340. [Google Scholar] [CrossRef]
- Zecheru, G.; Yukhymets, P.; Drăghici, G.; Dumitrescu, A. Methods for Determining the Remaining Strength Factor of Pipelines with Volumetric Surface Defects. Rev. Chim. 2015, 66, 710–717. [Google Scholar]
- Zecheru, G.; Dumitrescu, A.; Yukhymets, P.; Gopkalo, A.; Mihovski, M. Assessment of the Remaining Strength Factor and Residual Life of Damaged Pipelines. In Non-Destructive Testing and Repair of Pipelines; Barkanov, E.N., Dumitrescu, A., Parinov, I.A., Eds.; Springer International Publishing AG: Cham, Switzerland, 2018; pp. 137–152. [Google Scholar]
- ASME. B31G-2009 Manual for Determining the Remaining Strength of Corroded Pipelines; The American Society of Mechanical Engineers: New York, NY, USA, 2009. [Google Scholar]
- DNV. RP-F101 Corroded Pipelines. Recommended Practice; Det Norske Veritas A.S.: Hovik, Norway, 2015. [Google Scholar]
- ISO. TS 24817:2006 Petroleum, Petrochemical and Natural Gas Industries—Composite Repairs for Pipework—Qualification and Design, Installation, Testing and Inspection. Technical Specification; International Organization for Standardization: Geneva, Switzerland, 2006. [Google Scholar]
- Williamson, T.D. RES-Q Wrap Design & Installation of RES-QTM Composite Wrap on Pipelines; T.D. Williamson S.A.: Tulsa, OK, USA, 2012. [Google Scholar]
- Alexander, C. Pipeline integrity. Remediation and Repair. In Southern Gas Association Conference, Linking People, Ideas, Information; Southern Gas Association: Houston, TX, USA, 2007. [Google Scholar]
- ISO. ISO 3183 Petroleum and Natural Gas Industries—Steel Pipe for Pipeline Transportation Systems; International Organization for Standardization: Geneva, Switzerland, 2007. [Google Scholar]
- ASME. B31.8:2009 Gas Transmission and Distribution Piping Systems; The American Society of Mechanical Engineers: New York, NY, USA, 2009. [Google Scholar]
- Lambrescu, I. About the Influence of the Machined Defect Shape and Position on the Stress Distribution for Pipelines with Volumetric Defects, The Annals of “Dunărea de Jos” Univ. of Galati, Fascicle IX. Metall. Mater. Sci. 2019, 1, 5–12. [Google Scholar]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Type of Composite | I | II | III | IV | V |
|---|---|---|---|---|---|
| Arming material | glass fibers | glass fibers | glass fibers | aramid fibers | carbon fibers |
| Tensile modulus Ecc, GPa | 34.0…38.0 | 7.9…8.7 | 33.8…34.5 | 48.0…49.3 | 67.5…69.8 |
| Tensile modulus Eac, GPa | 7.8…8.7 (a) | 5 (b) | 6.1…11.1 (a) | 18.8…19.6 | 26.5…27.4 |
| Poisson’s ratio μc | 0.30…0.32 (a) | 0.15…0.23 | 0.22…0.25 | 0.18…0.19 | 0.30…0.33 |
| Shear modulus Gc, GPa | 3.1…6.5 (a) | - | 3.1…5.9 | 4.2…5.5 | 6.5…6.8 (a) |
| Tensile strength Rmcc, MPa | 580…620 | 72…190 | 630…650 | 188…205 | 822…1020 |
| Elongation at break Acc, % | 1.0…1.1 | 2.8…3.7 | 1.0…1.2 | 1.3…1.4 | 0.25 (c) |
| Case Study No. | 1 | 2 | |
|---|---|---|---|
| Pipeline nominal outside diameter, De | mm | 323.9 | 711 |
| inch | 12.75 | 28 | |
| Nominal wall thickness, tn (a) | mm | 9.5 | 20.6 |
| Pipeline design pressure, pc (b) | MPa | 12.2 | 12.1 |
| Pipeline MAOP/MAWP, pao (c) | MPa | 12.6 | 12.5 |
| Defect relative depth, drd | - | 0.3; 0.5; 0.7 | |
| Defect maximum depth, dmax | mm | 2.85; 4.75; 6.65 | 6.18; 10.3; 14.42 |
| Defect actual length, lp | mm | 220 | 440 |
| Defect actual width, wp | mm | 150 | 330 |
| Defect angle, α (d) | degrees | 0; 45; 60; 75 | |
| Case | 1 | 2 | 3 | 4 | 5 |
|---|---|---|---|---|---|
| Average wrap element size [mm] | 4.15 | 8.3 | 12 | 15 | 20 |
| Average filler element size [mm] | 1.425 | 2.85 | 5 | 7 | 10 |
| Equivalent VonMises stress [MPa] | 291.3 | 291.33 | 291.24 | 291.29 | 291.26 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Dumitrescu, A.; Minescu, M.; Dinita, A.; Lambrescu, I. Corrosion Repair of Pipelines Using Modern Composite Materials Systems: A Numerical Performance Evaluation. Energies 2021, 14, 615. https://doi.org/10.3390/en14030615
Dumitrescu A, Minescu M, Dinita A, Lambrescu I. Corrosion Repair of Pipelines Using Modern Composite Materials Systems: A Numerical Performance Evaluation. Energies. 2021; 14(3):615. https://doi.org/10.3390/en14030615
Chicago/Turabian StyleDumitrescu, Andrei, Mihail Minescu, Alin Dinita, and Ionut Lambrescu. 2021. "Corrosion Repair of Pipelines Using Modern Composite Materials Systems: A Numerical Performance Evaluation" Energies 14, no. 3: 615. https://doi.org/10.3390/en14030615
APA StyleDumitrescu, A., Minescu, M., Dinita, A., & Lambrescu, I. (2021). Corrosion Repair of Pipelines Using Modern Composite Materials Systems: A Numerical Performance Evaluation. Energies, 14(3), 615. https://doi.org/10.3390/en14030615