
Analysis of Reasons for Reduced Strength of Multiply Conveyor Belt Splices


Abstract
:1. Introduction
2. Theoretical Background
2.1. The Mathematical Model
- the textile plies in the belt core are considered to be elastic elements subject to Hooke’s law,
- due to the low elastic modulus value of rubber, which is incomparably smaller than in the case of the plies, normal stresses in the layers of rubber between the plies and in the belt covers were ignored,
- the stresses in the textile plies are balanced in the belt cross-section, which is located at a finite distance from the failure location,
- in the area where load disturbances are observed, the layer between the plies is subject to non-dilatational strains,
- the rubber between the plies is treated as a linear elastic body subject to Hooke’s law.
- the values of longitudinal elasticity moduli for textile plies in the spliced belts are different,
- the differences in elasticity moduli values between individual plies of the same belt are negligibly small in comparison to the difference between the spliced belts,
- when tensioning the undamaged belt core, strain in individual plies is equal.
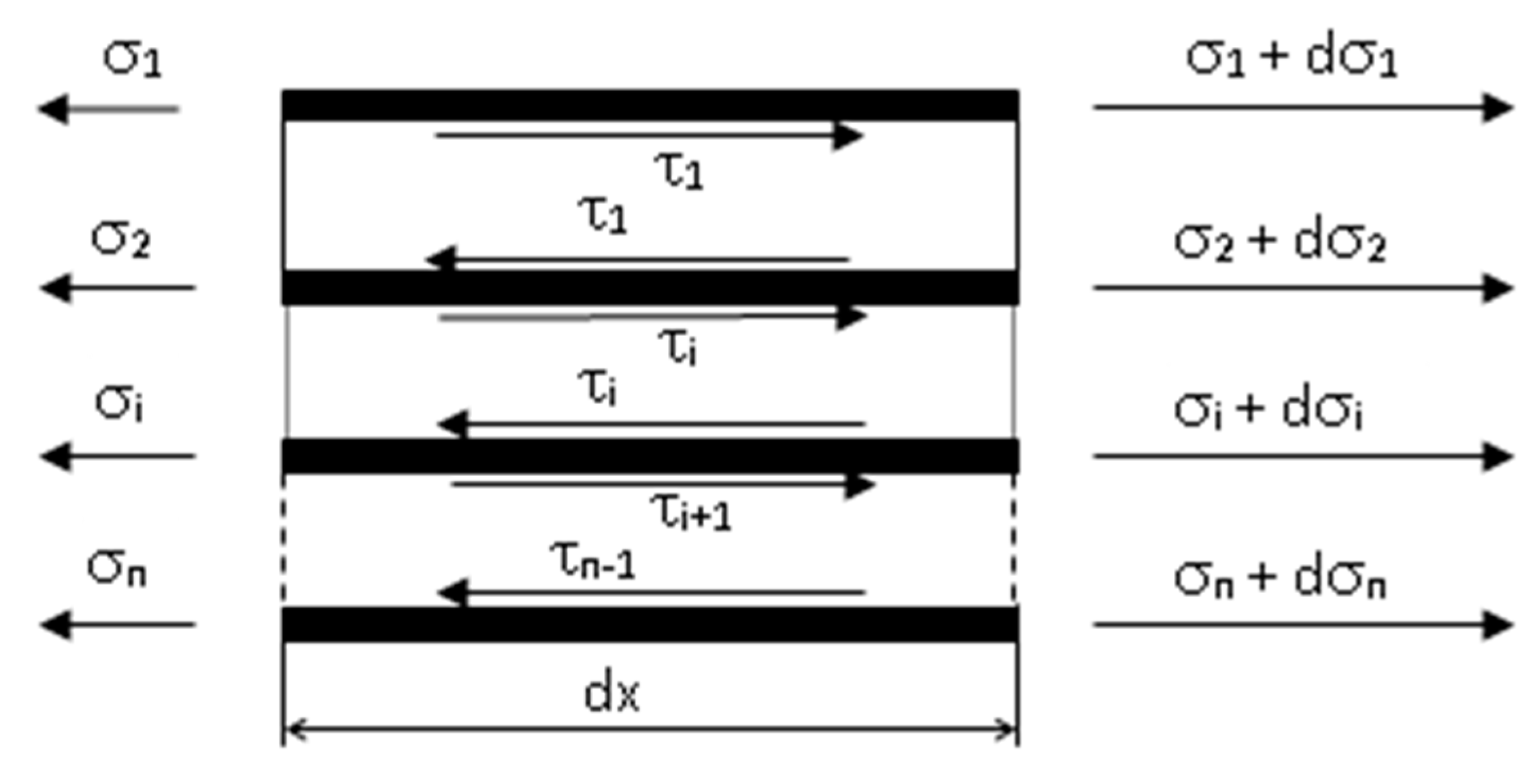
- the case for an ith ply, where 1 ≤ i < n, and n is the number of plies in the belt, is described by Equation (1),
- the case for an nth ply is described by Equation (2),
- for the first ply (i = 1),
- for plies from the second one (i = 2) to the penultimate one (i = n − 1),
- for the last, external ply in the cross-section (i = n),
2.2. Calculation Results
- the mechanical properties of the splices in the belts were uniform,
- the mechanical properties of the splices in the belts were not uniform.
3. Materials and Methods
3.1. Problem Formulation
- the number of textile plies in the belt core,
- the length of the splice step,
- adhesive properties of the bonding materials,
- strength properties of the textile plies,
- strength properties of the rubber between the plies and of the adhesives,
- the splicing technology.
- the coming apart of the plies, if the shear strength of the adhesive bond is exceeded,
- the breaking of textile plies in the belt core, if their tensile strength is exceeded.
3.2. Conveyor Belt Splice Specimens
3.2.1. Laboratory Splices
3.2.2. Industrial Splices
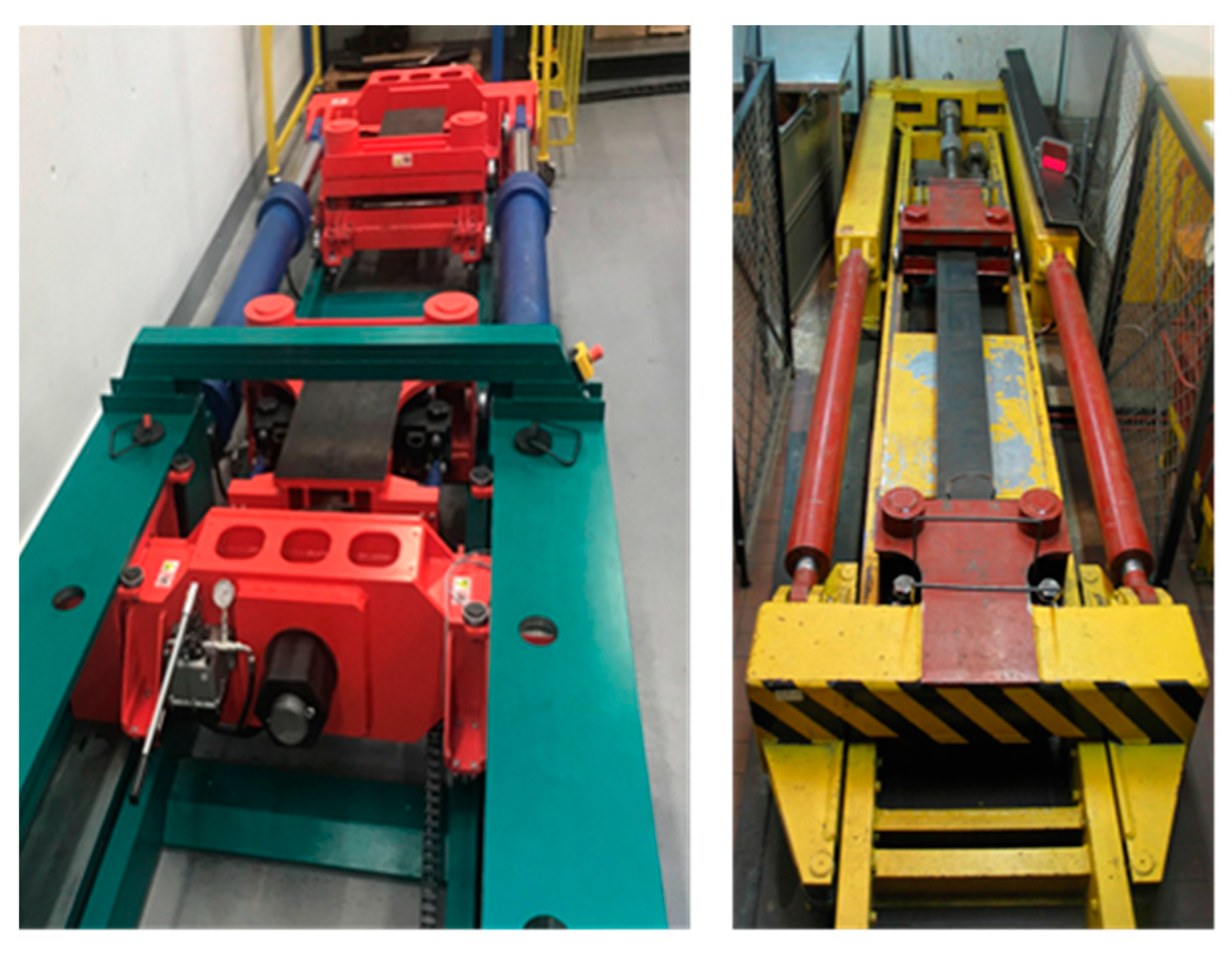
3.3. Methods of Experimental Research—Tests of Conveyor Belts and Their Splices
3.3.1. Splice Strength Tests
3.3.2. Delamination Strength Tests of the Adhesive Bond
3.3.3. Testing the Shear Strength of the Adhesive Bond
3.3.4. Belt Strength Tests
3.3.5. Tests of Belt Modulus of Elasticity
4. Results and Discussion
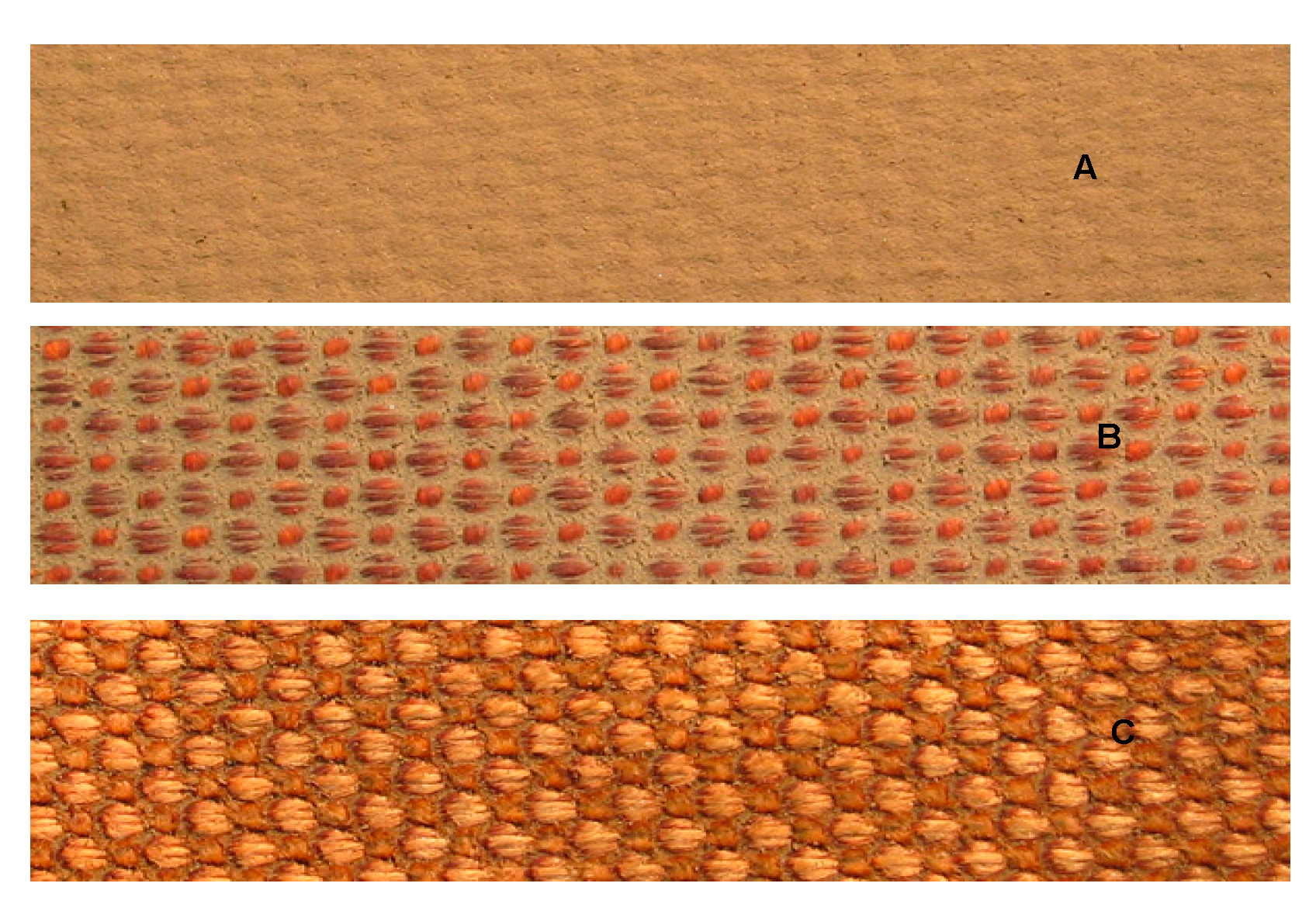
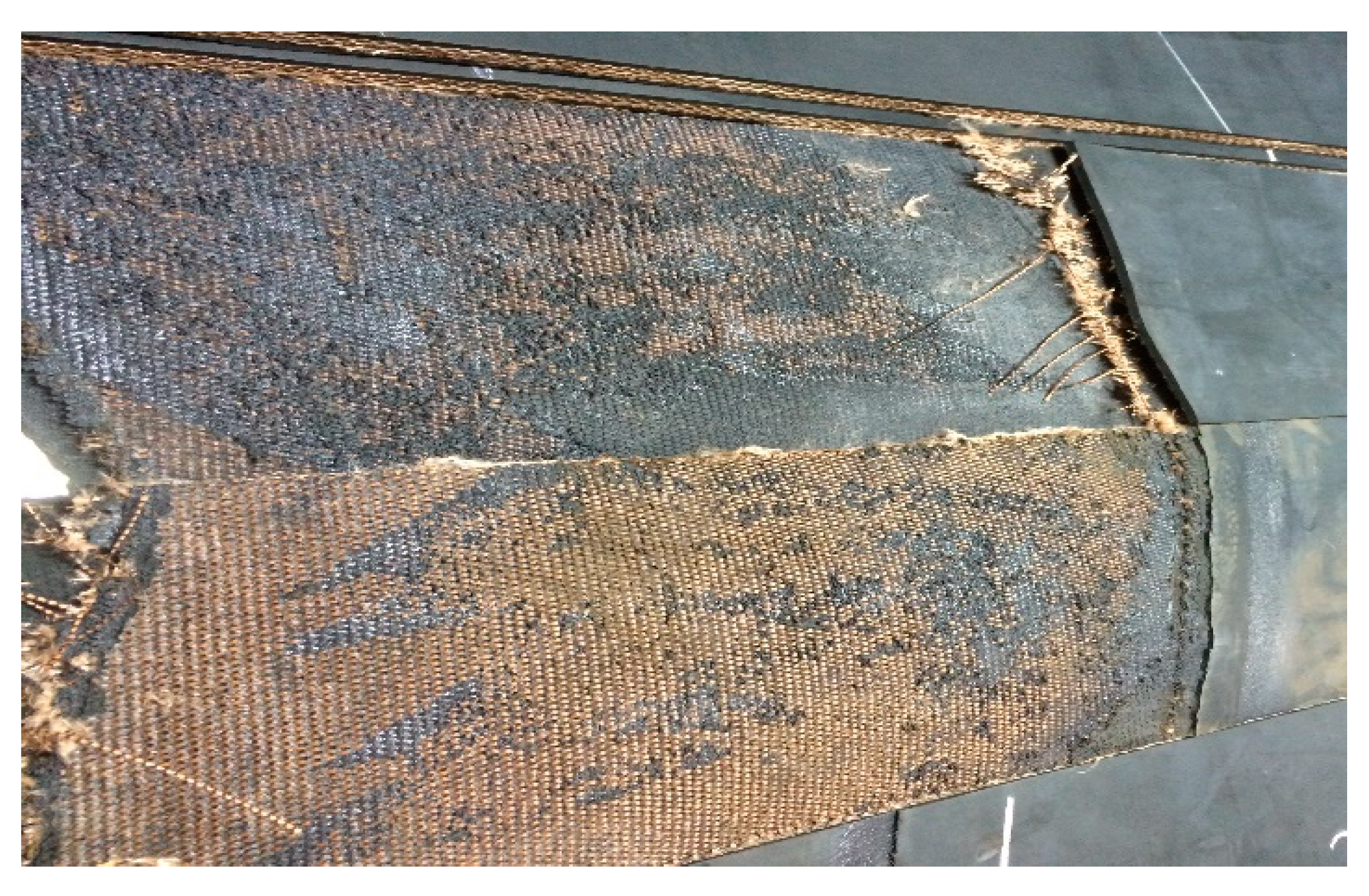
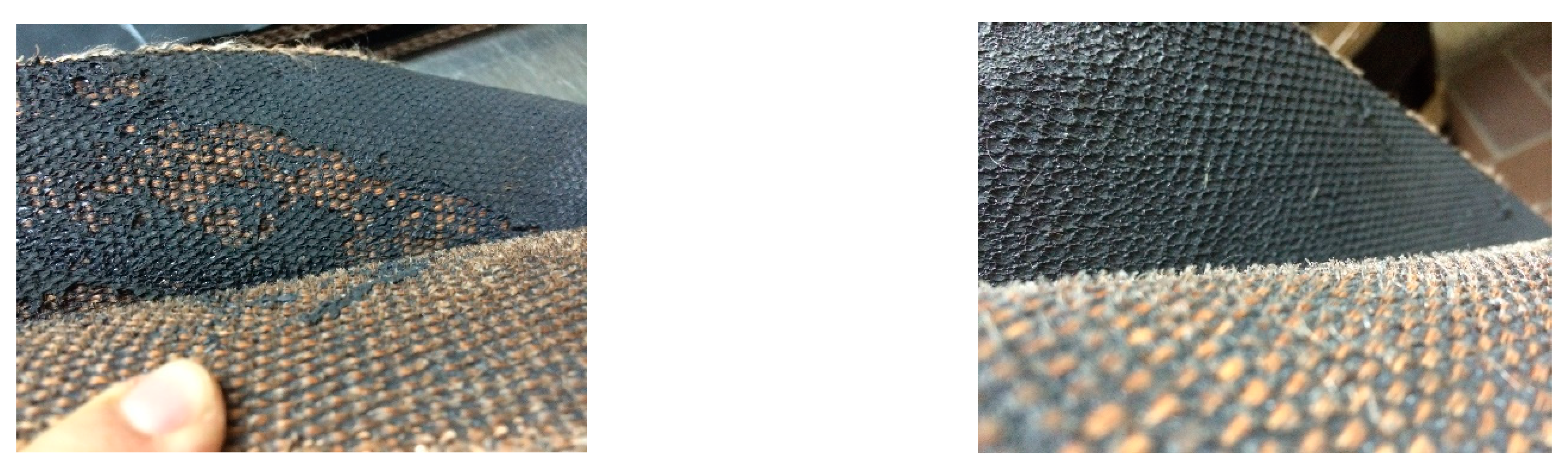
4.1. The Influence of Ply Roughening on the Strength Parameters of Splices
4.2. Different Properties of Spliced Belts Influencing Splice Strength
5. Conclusions
- The laboratory tests of belts and splices, which were performed in both laboratory conditions and in actual mining plants, confirmed the conclusions of the theoretical considerations pointing to differences between the mechanical properties of spliced belts as one of the reasons behind reduced splice strength.
- In multiply conveyor belt splices, stresses concentrate both in the plies and in the adhesive bond located in the cross-sections of the ply contact points, leading to reduced splice strength. However, tests of some splices made in industrial installations show strengths lower than expected from the losses due to stress concentrations and reduced number of plies in the splice. Investigations allowed an observation that the reason behind such cases lies in the inappropriate preparation of belt plies in the process of splicing.
- As the plies are cleaned and roughened with excessive intensity in order to remove residual friction rubber, the ply fabric becomes exposed and the belt strength is reduced, in effect leading to reduced splice strength. The strength loss may reach up to several tens of percent. The roughening of plies in vulcanized splices also lowers their shear and delamination strength.
- The tests demonstrated that the highest strength parameters were observed in the case of splices in which the plies were not cleaned from the friction rubber, and therefore this procedure should be performed only if required in order to level irregularities or reduce the thickness of the friction rubber. The roughening procedure cannot cause the fabric of the plies to become exposed, as this inevitably damages the fabric.
- The research results also indicate that the observed decrease in the strength of the same type of belts provided by different manufacturers is due to different mechanical properties of the plies, and in this case, to different elastic moduli. Knowledge about the belt modulus of elasticity is therefore crucial for rationally designing belt splices, analyzing their dynamics and improving the effective usage of the belt, which is the most expensive and the most important element of a belt conveyor.
- Tests of selected conveyor belts indicated that plies of the same type show different mechanical properties if provided by different manufacturers. This fact is due to the use of different materials and belt manufacturing technologies.
- The laboratory tests of full-length splices demonstrated that properly made splices of identical belts meet or even exceed the strength requirements offered in current standards.
- The laboratory tests of the belts and splices confirmed the conclusions of belt splice tests performed in the mining plants and pointed to the difference between the mechanical properties of the spliced belts as one of the reasons behind reduced splice strength.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Kawalec, W.; Suchorab, N.; Konieczna-Fuławka, M.; Król, R. Specific Energy Consumption of a Belt Conveyor System in a Continuous Surface Mine. Energies 2020, 13, 5214. [Google Scholar] [CrossRef]
- Mu, Y.; Yao, T.; Jia, H.; Yu, X.; Zhao, B.; Zhang, X.; Ni, C.; Du, L. Optimal scheduling method for belt conveyor system in coal mine considering silo virtual energy storage. Appl. Energy 2020, 275, 115368. [Google Scholar] [CrossRef]
- Zimroz, R.; Krol, R. Failure analysis of belt conveyor systems for condition monitoring purposes. Min. Sci. 2009, 128, 36, 255–270. [Google Scholar]
- Ambriško, Ľ.; Marasová, D. Experimental Research of Rubber Composites Subjected to Impact Loading. Appl. Sci. 2020, 10, 8384. [Google Scholar] [CrossRef]
- Andrejiova, M.; Grincova, A.; Marasova, D. Analysis of tensile properties of worn fabric conveyor belts with renovated cover and with the different carcass type. Eksploatacja i Niezawodność—Maint. Reliab. 2020, 22, 472–481. [Google Scholar] [CrossRef]
- Marasova, D.; Ambrisko, L.; Andrejiova, M. Examination of the process of damaging the top covering layer of a conveyor belt applying the FEM. Measurement 2017, 112, 47–52. [Google Scholar] [CrossRef]
- Molnar, W.; Nugent, S.; Lindroos, M.; Apostol, M.; Varga, M. Ballistic and numerical simulation of impacting goods on conveyor belt rubber. Polym. Test. 2015, 42, 1–7. [Google Scholar] [CrossRef]
- Rudawska, A.; Madleňák, R.; Madleňáková, L.; Droździel, P. Investigation of the effect of operational factors on conveyor belt mechanical properties. Appl. Sci. 2020, 10, 4201. [Google Scholar] [CrossRef]
- Bajda, M.; Blazej, R.; Jurdziak, L.; Hardygóra, M. Impact of differences in the durability of vulcanized and adhesive joints on the operating costs of conveyor belts in underground mines. Scientific Papers of the Institute of Mineral and Energy Economy. Pol. Acad. Sci. 2017, 99, 71–88. [Google Scholar]
- Doroszuk, B.; Król, R. Conveyor belt wear caused by material acceleration in transfer stations. Min. Sci. 2019, 26, 189–201. [Google Scholar] [CrossRef]
- Jurdziak, L. The conveyor belt wear index and its application in belts replacement policy. In Proceedings of the Ninth International Symposium on Mine Planning and Equipment Selection, Athens, Greece, 6−9 November 2000; Balkema, A.A.: Rotterdam, The Netherlands; pp. 589–594. [Google Scholar]
- Temerzhanov, A.; Stolpovskikh, I.; Sladkowski, A. Analysis of reliability parameters of conveyor belt joints. Transp. Probl. 2012, 7, 107–112. [Google Scholar]
- Bancroft, B.; Ch, F.; Pilarski, T. Belt Vision System for Monitoring Mechanical Splices. In Proceedings of the Conference materials: Longwall USA International Exhibition and Conference, Pittsburgh, PA, USA, 3–5 June 2003. [Google Scholar]
- U.S. Department of Energy’s. Effective Conveyor Belt Inspection for Improving Mining Productivity. U.S. Department of Energy Office of Energy Efficiency and Renewable Energy. 2004. Available online: http://www.nrec.ri.cmu.edu/projects/belt_inspection/tech/effectconvey.pdf (accessed on 11 May 2017).
- Kozłowski, T.; Wodecki, J.; Zimroz, R.; Błazej, R.; Hardygóra, M. Diagnostics of Conveyor Belt Splices. Appl. Sci. 2020, 10, 6259. [Google Scholar] [CrossRef]
- Mazurkiewicz, D. Monitoring the condition of adhesive-sealed belt conveyors in operation. Eksploat. Niezawodn. Maint. Reliab. 2005, 3, 41–49. [Google Scholar]
- Bajda, M.; Błażej, R.; Hardygóra, M. Impact of selected parameters on the fatigue strength of splices on multiply textile conveyor belts. IOP Conf. Ser. Earth Environ. Sci. 2016. [Google Scholar] [CrossRef]
- Błażej, R.; Bajda, M.; Hardygóra, M. Monitoring creep and stress relaxation in splices on multiply textile rubber conveyor belts. Acta Montan. Slovaca 2017, 22, 116–125. [Google Scholar]
- Heitzmann, P.; Froböse, T.; Wakatsuki, A.; Overmeyer, L. Optimization of textile conveyor belt splices using Finite Element Method (FEM). Logist. J. 2016. [Google Scholar] [CrossRef]
- Long, X.; Li, X.; Long, H. Analysis of influence of multiple steel cords on splice strength. J. Adhes. Sci. Technol. 2018, 32, 2753–2763. [Google Scholar] [CrossRef]
- Xianguo, L.; Xinyu, L.; Zhenqian, S.; Changyun, M. Analysis of Strength Factors of Steel Cord Conveyor Belt Splices Based on the FEM. Adv. Mater. Sci. Eng. 2019. [Google Scholar] [CrossRef] [Green Version]
- Hardygóra, M.; Bajda, M.; Błażej, R. Laboratory testing of conveyor textile belt joints used in underground mines. Min. Sci. 2015, 22, 161–169. [Google Scholar] [CrossRef]
- Kirjanów, A. Analysis of the results of the strength tests of finger splices. Min. Sci. 2015, 22, 31–37. [Google Scholar] [CrossRef]
- Wozniak, D. Laboratory tests of indentation rolling resistance of conveyor belts. Measurement (London) 2020, 150, 107065. [Google Scholar] [CrossRef]
- Bajda, M.; Błażej, R.; Hardygóra, M.; Jurdziak, L. Project NCBiR no PBS3/A2/17/2015. In Joints of Multi-Ply Conveyor Belts with Increased Functional Durability (Złącza Wieloprzekładkowych Taśm Przenośnikowych o Zwiększonej Trwałości Eksploatacyjnej); Wrocław University of Science and Technology: Wroclaw, Poland, 2018; in press. (In Polish) [Google Scholar]
- Bajda, M.; Blazej, R.; Jurdziak, L. Partial replacements of conveyor belt loop analysis with regard to its reliability. In Proceedings of the 17th International Multidisciplinary Scientific GeoConference SGEM, Albena, Bulgaria, 27 June–6 July 2017; pp. 645–652. [Google Scholar] [CrossRef]
- Madziarz, M. Wpływ Konstrukcji i Technologii Wykonywania Połączeń Tkaninowych Taśm Przenośnikowych na Ich Wytrzymałość (Influence of the Splice Design and the Splicing Technology in Textile Conveyor Belts on Their Strength); Wrocław University of Science and Technology, doctoral dissertation: Wroclaw, Poland, 1998. (In Polish) [Google Scholar]
- Błażej, R. Wpływ Właściwości Mechanicznych Rdzenia Taśm Przenośnikowych Tkaninowo-Gumowych na Wytrzymałość ich Połączeń (The Influence of the Mechanical Properties of the Core of Rubber-Textile Conveyor Belts on Splice Strength). Ph.D. Dissertation, Wrocław University of Science and Technology, Wroclaw, Poland, 2001. (In Polish). [Google Scholar]
- Research project no 8T12A 03521. Optimization of the Construction of Multi-Ply Conveyor Belt Splices; Wrocław University of Science and Technology, Mining Institute: Wroclaw, Poland, 2004. [Google Scholar]
- International Standard ISO 14890. Conveyor Belts—Specification for Rubber or Plastics Covered Conveyor Belts of Textile Construction for General Use; European Committee for Standarization: Brussels, Belgium, 2013. [Google Scholar]
- Polish Standard PN-C-94147. Rubber products. In Guiding Principles for Conveyor Belts Jointing by Vulcanization; Polski Komitet Normalizacyjny PKN: Warsaw, Poland, 1997. [Google Scholar]
- International Standard ISO 252. Conveyor belts. Adhesion between constitutive elements. In Test Methods; European Committee for Standarization: Brussels, Belgium, 2018. [Google Scholar]
- International Standard ISO 283. Textile conveyor belts. Full thickness tensile strength, elongation at break and elongation at the reference load. In Test Method; European Committee for Standarization: Brussels, Belgium, 2016. [Google Scholar]
- International Standard ISO 9856. Conveyor belts. In Determination of Elastic and Permanent Elongation and Calculation of Elastic Modulus; European Committee for Standarization: Brussels, Belgium, 2005. [Google Scholar]
- The official website of the Belt Conveying Laboratory. Available online: www.ltt.pwr.edu.pl (accessed on 25 August 2020).
- Furmanik, K.; Pracik, M. Experimental identification of rheological parameters standard model of belt conveyor. Mechanics 2011, 2, 25–33. [Google Scholar]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Difference between Elasticity Moduli for the Plies E1 < E2 | Maximum Stress Concentration in Comparison to: | |||||||
|---|---|---|---|---|---|---|---|---|
| Stresses in Splices of Identical Belts | Stresses in Undamaged Belt | |||||||
| σ1/σ0 | σ2/σ0 | σ3/σ0 | σ4/σ0 | σ1/σ01 | σ2/σ02 | σ3/σ03 | σ4/σ04 | |
| at the end of step 1 | ||||||||
| 50% | 0.83 | - | 1.09 | 1.08 | 1.24 | - | 1.59 | 1.12 |
| 40% | 0.86 | - | 1.07 | 1.06 | 1.28 | - | 1.56 | 1.1 |
| 30% | 0.89 | - | 1.05 | 1.05 | 1.33 | - | 1.53 | 1.09 |
| 20% | 0.93 | - | 1.03 | 1.03 | 1.39 | - | 1.5 | 1.07 |
| 10% | 0.96 | - | 1.02 | 1.02 | 1.43 | - | 1.49 | 1.06 |
| at the beginning of step 2 | ||||||||
| 50% | 0.79 | - | 1.11 | 1.1 | 1.18 | - | 1.62 | 1.14 |
| 40% | 0.83 | - | 1.09 | 1.08 | 1.24 | - | 1.59 | 1.12 |
| 30% | 0.85 | - | 1.08 | 1.07 | 1.27 | - | 1.58 | 1.11 |
| 20% | 0.9 | - | 1.05 | 1.05 | 1.35 | - | 1.53 | 1.09 |
| 10% | 0.94 | - | 1.03 | 1.03 | 1.4 | - | 1.5 | 1.07 |
| at the end of step 2 | ||||||||
| 50% | 0.88 | 0.89 | - | 1.22 | 0.92 | 1.3 | - | 1.82 |
| 40% | 0.9 | 0.91 | - | 1.19 | 0.94 | 1.33 | - | 1.78 |
| 30% | 0.92 | 0.94 | - | 1.14 | 0.96 | 1.37 | - | 1.7 |
| 20% | 0.94 | 0.96 | - | 1.1 | 0.98 | 1.4 | - | 1.64 |
| 10% | 0.97 | 0.99 | - | 1.04 | 1.01 | 1.45 | - | 1.55 |
| at the beginning of step 3 | ||||||||
| 50% | 0.88 | 0.89 | - | 1.24 | 0.92 | 1.28 | - | 1.85 |
| 40% | 0.89 | 0.91 | - | 1.2 | 0.93 | 1.33 | - | 1.79 |
| 30% | 0.91 | 0.93 | - | 1.16 | 0.95 | 1.36 | - | 1.73 |
| 20% | 0.94 | 0.95 | - | 1.11 | 0.98 | 1.39 | - | 1.66 |
| 10% | 0.96 | 0.96 | - | 1.07 | 0.99 | 1.42 | - | 1.6 |
| Splice No. | Belt Type | Splice Tensile Strength | Splice Strength Loss | |
|---|---|---|---|---|
| Required [kN/m] | Measured [kN/m] | [%] | ||
| 1 | EP 1800/5 | 1224 | 663 | 46 |
| 2 | EP 1800/5 | 1224 | 653 | 47 |
| 3 | GTP 1250/3 | 708 | 530 | 25 |
| 4 | P 630/3 | 357 | 220 | 38 |
| 5 | GTP 2000/4 | 1275 | 897 | 30 |
| 6 | GTP 2000/4 | 1700 1 | 1375 | 19 |
| 7 | GTP 1800/4 | 1147 | 888 | 23 |
| 8 | GTP 1800/4 | 1147 | 800 | 30 |
| 9 | GTP 2500/5 | 21,251 | 1814 | 15 |
| 10 | GTP 1250/3 | 708 | 576 | 19 |
| 11 | GTP 1400/4 | 892 | 592 | 34 |
| 12 | GTP 2000/4 | 1265 | 700 1 | 45 |
| No. | Belt Type | Splice Tensile Strength, [kN/m] | Belt Strength Loss in the Splice Area, [%] | |
|---|---|---|---|---|
| outside the Splice | in the Splice | |||
| 1 | EP 1800/5 | 1802 | 1243 | 31 |
| 11 | GTP 1400/4 | 1395 | 746 | 46 |
| 12 | GTP 2000/4 | 1985 | 1392 | 30 |
| Belt Symbol | Specimen Designation | Belt Tensile Strength | |
|---|---|---|---|
| [kN/m] | [%] | ||
| EP 1000/2 | A | 1135 | 100 |
| EP 1000/2 | B | 1073 | 94 |
| EP 1000/2 | C | 519 | 46 |
| No. | Belt Type | Specimen Designation | Shear Strength | Delamination Strength | ||
|---|---|---|---|---|---|---|
| [MPa] | [%] | [N/mm] | [%] | |||
| 1 | EP 2000/4 | Belt No. 1 | 3.08 | 100 | 8.4 | 100 |
| 2 | Splice A | 2.69 | 87 | 7.8 | 93 | |
| 3 | Splice C | 2.07 | 67 | 5.0 | 59 | |
| 4 | GPM 2000/4 | Belt No. 2 | 3.75 | 100 | 10.8 | 100 |
| 5 | Splice A | 2.68 | 71 | 10.9 | 101 | |
| 6 | Splice B | 2.71 | 72 | 4.3 | 40 | |
| 7 | Splice C | 1.58 | 42 | 2.3 | 21 | |
| 8 | GPM 2000/4 | Belt No. 3 | 4.23 | 100 | 10.7 | 100 |
| 9 | Splice A | 3.05 | 72 | 6.6 | 62 | |
| 10 | Splice B | 2.67 | 63 | 5.3 | 49 | |
| 11 | Splice C | 1.80 | 42 | 4.1 | 38 | |
| Load Range, [kN] | Percentage of Nominal Load, [%] | Longitudinal Elasticity Modulus of Belt Core, Ep [kN/m]∙103 | ||
|---|---|---|---|---|
| Belt No. 1 | Belt No. 2 | Belt No. 3 | ||
| 2–4 | 10–20 | 2.6 | 0.8 | 1.1 |
| 4–6 | 20–40 | 2.0 | 0.8 | 1.0 |
| 6–8 | 30–40 | 1.1 | 1.1 | 1.5 |
| 8–10 | 40–50 | 1.3 | 1.3 | 1.8 |
| 10–12 | 50–60 | 1.8 | 1.6 | 1.9 |
| 12–14 | 60–70 | 2.2 | 1.7 | 2.7 |
| 14–16 | 70–80 | 2.4 | 1.9 | 2.6 |
| 16–18 | 80–90 | 3.0 | 2.2 | 2.5 |
| 18–20 | 90–100 | 3.7 | 2.1 | 3.0 |
| 10–20 | 50–100 | 2.7 | 1.9 | 2.3 |
| 14–20 | 70–100 | 2.8 | 2.0 | 2.3 |
| Splice Symbol (Numbers of Spliced Belts) | Mean Splice Rupture Strength, [kN/m] | Splice Strength vs. the Required Value, [%] | Splice Strength vs. the Strength Recorded for Splices of Identical Belts, [%] | Splice Strength vs. the Nominal Belt Strength, [%] | ||
|---|---|---|---|---|---|---|
| 1-1 | 2-2 | 3-3 | ||||
| 1-1 | 670 | 105 | - | - | - | 67 |
| 2-2 | 635 | 100 | - | - | - | 64 |
| 3-3 | 780 | 122 | - | - | - | 78 |
| 1-2 | 468 | 73 | 70 | 74 | - | 47 |
| 1-3 | 605 | 95 | 90 | - | 78 | 61 |
| 2-3 | 613 | 96 | - | 97 | 79 | 61 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bajda, M.; Hardygóra, M. Analysis of Reasons for Reduced Strength of Multiply Conveyor Belt Splices. Energies 2021, 14, 1512. https://doi.org/10.3390/en14051512
Bajda M, Hardygóra M. Analysis of Reasons for Reduced Strength of Multiply Conveyor Belt Splices. Energies. 2021; 14(5):1512. https://doi.org/10.3390/en14051512
Chicago/Turabian StyleBajda, Mirosław, and Monika Hardygóra. 2021. "Analysis of Reasons for Reduced Strength of Multiply Conveyor Belt Splices" Energies 14, no. 5: 1512. https://doi.org/10.3390/en14051512
APA StyleBajda, M., & Hardygóra, M. (2021). Analysis of Reasons for Reduced Strength of Multiply Conveyor Belt Splices. Energies, 14(5), 1512. https://doi.org/10.3390/en14051512