1. Motivation and Background
The Paris Agreement to limit the rise in global average temperature requested the participating countries to submit concrete climate protection strategies [
1]. In order to achieve the targets set out in the Paris Agreement, the German government has set itself the goal of achieving greenhouse gas neutrality for electricity generation by 2045 [
2,
3]. To achieve this goal, fossil power plants are gradually being replaced by renewable power generation plants, which are mostly weather-dependent. To ensure grid stability, and thus a stable and reliable energy supply, the increase in fluctuating producers has the effect that fluctuations within the electricity grid must increasingly be compensated by consumption and storage.
In 2019, the industrial sector accounted for 42% of total electricity consumption in Germany [
4]. Consequently, it has considerable potential for what is termed demand-side management (DSM)—a method to synchronize power supply and demand by adjusting power consumption [
5,
6,
7]. Companies can play a significant role in grid stability by deploying available energy flexibility potentials and thus contribute to energy system transformation. At the same time, they can financially benefit from flexible electricity consumption by using market mechanisms for energy flexibility, such as responding to variable electricity prices or system services [
8].
For companies, deploying energy flexibility means increased complexity in production management since energy availability becomes an additional objective, which, in the worst case, could counteract logistic objectives. Possible degrees of freedom for making electricity consumption more flexible must first be identified and evaluated. Furthermore, energy-oriented planning must be set up while considering the electricity market conditions in addition to logistic objectives. In case of unexpected events in the manufacturing environment such as the failure of in-house generation systems or consumers (e.g., production systems), production control must also be able to react to resulting energy issues.
Since simulation is suitable for dealing with system complexity and examining existing systems without direct intervention and is a recognized tool for supporting decision-making processes in production and logistics [
9], it is a promising method for analyzing targets related to energy flexibility. Nevertheless, the simultaneous simulation of material and energy flows has so far been limited mainly to issues of energy efficiency as opposed to energy flexibility.
To provide orientation for practitioners, we discuss the fundamentals of energy flexibility and simulation in manufacturing systems in
Section 2 and the state-of-the-art in
Section 3 before we present simulation studies for different fields of application and objectives within the scope of energy-flexible production. To this end, we have selected five industrial use cases, which were developed in the project
SynErgie as part of the Kopernikus projects—one of the largest energy transition research initiatives of the German federal government. We present these use cases in
Section 4 and based thereon identify pitfalls that are particularly relevant for the simulation of energy flexibility measures (
Section 5). For this purpose, we establish the connection to the procedure model according to VDI 3633—a guideline for the simulation of systems in materials handling, logistics, and production—to show which aspects require special attention. Highlighting the advantages and disadvantages of these implementations can help to distribute the gained experience. It is assumed that sharing experiences in the simulation and modeling of energy-flexible production systems (
Section 6) based on representative industrial use cases can raise awareness of typical pitfalls and consequently contribute to more efficient simulation studies and robust results to support decisions for energy-flexible production systems in the future. We end with a conclusion and an outlook in
Section 7.
4. Use Cases: Approaches for Modeling and Simulation of Energy-Flexible Production Systems
4.1. Classification and Method
In the Kopernikus project
SynErgie, various energy-intensive industrial companies are examined regarding the energy flexibility of their processes. As shown in
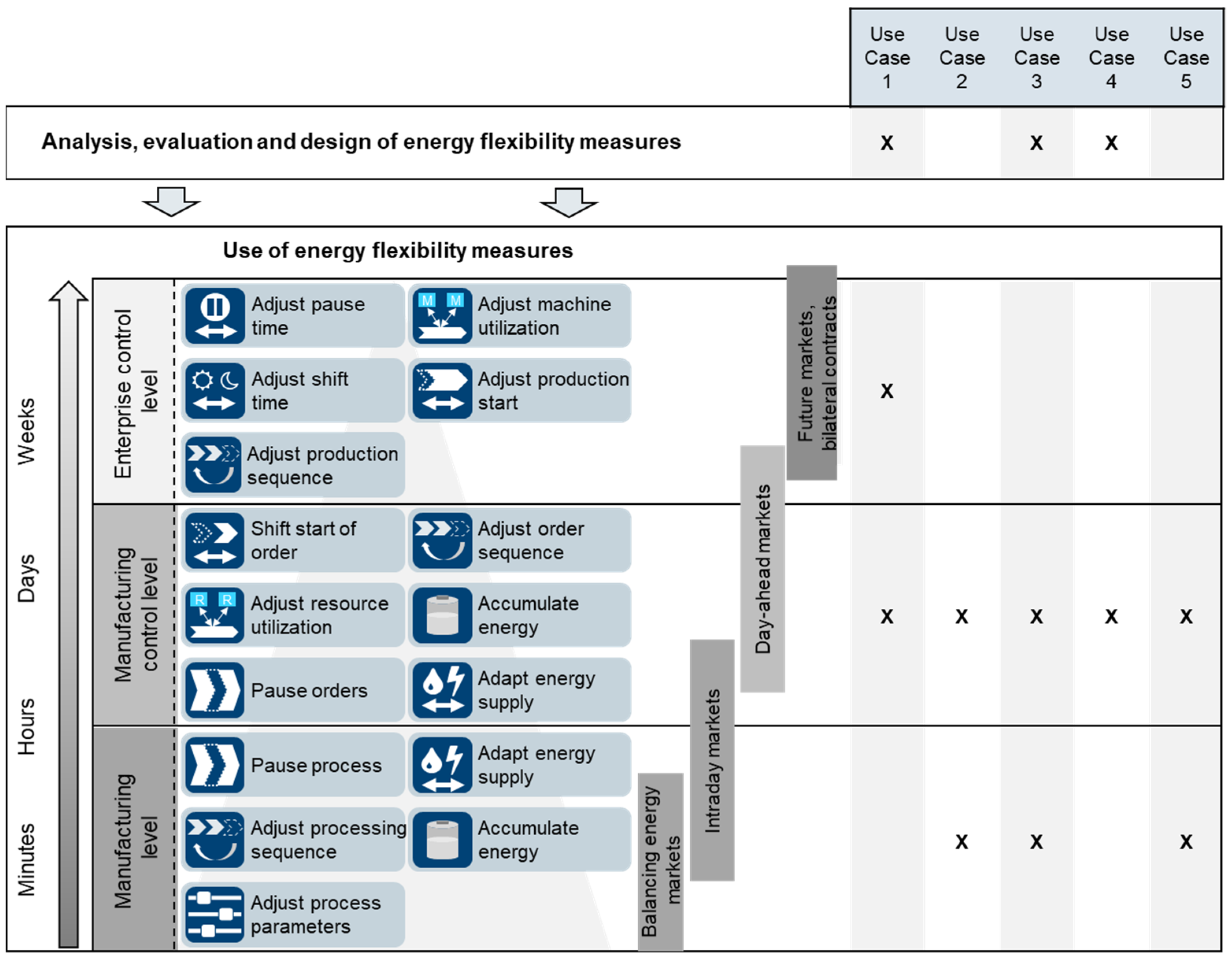
Section 2, the transitions to an energy-flexible factory system in individual-use cases differ in their energy flexibility measures, implementation levels, time horizons, and market potentials. Simulation can support this transition in the planning, implementation, and/or operation of energy flexibility measures. Depending on the requirements and objectives, which were developed together with the industrial partners, the chosen methods and system boundaries differ. Accordingly, simulation modeling of energy-flexible factories is characterized by great diversity. As
Figure 3 shows, the conducted use cases cover energy flexibility measures on every level of implementation of the energy-flexible factory, and thus they reflect a suitable cross-section of research in the field of simulation modeling of energy-flexible manufacturing. The set of use cases can highlight the specific complexity and differences in modeling individual industrial manufacturing processes. For example, in three of the use cases (1, 3, and 4), simulation already supports the analysis, evaluation, and design of energy flexibility measures, while in others, the use of simulation is limited to supporting the deployment and marketing of the flexibility (2, 5).
The literature contains a multitude of procedure models for simulation projects (cf. [
20]). All use cases conducted were modeled according to the standardized modeling process described in VDI guideline 3633 [
9]. The objective of the simulation was defined, followed by an analysis of the underlying process, which resulted in a concept model (sub-sections “Objective and process description” in
Section 4.2,
Section 4.3,
Section 4.4,
Section 4.5 and
Section 4.6). The information gathered about the production systems was then translated into technical restrictions and documented in a formalized way. Based on the formal model, the actual model was created (sub-section “Implementation” in
Section 4.2,
Section 4.3,
Section 4.4,
Section 4.5 and
Section 4.6). To increase acceptance and credibility, different verification and validation techniques were used, including animation, monitoring, and event validity tests of the individual modules, practical tests, plausibility tests, or comparison with real measurement data as proposed by Barlas [
45] and Rabe et al. [
46], for example. The structure of the following sections on the use cases is roughly based on the applied approach but refrains from going into detail about each phase and its results. Instead, the focus is on showing experiences from a broad field of simulation modeling of energy-flexible manufacturing and giving an insight into which methods and system boundaries were used depending on the objective and requirement of the use case. We give special attention to the coupling of material and energy flows.
4.2. Use Case 1: Simulation-Based Optimization Approach for Energy-Oriented Production Planning in Graphitization
Objective and process description:
Graphitization is the most energy-intensive and last chemical production step in the fabrication of graphite products. The amorphous carbon bodies are heated up to the required temperature of around 2600 to 3000 °C by resistance heating [
47]. In the underlying case, eight identical furnaces are available for this process step. The furnaces are fed with electrical energy by two transformers, which can be moved towards and connected with the specific furnace. The heating process is characterized by product-specific heating curves and can be divided into three phases: in phase one, the material is preheated to ensure constant temperature distribution; in phase two, the material to be graphitized is further heated, until the target temperature is reached in phase three. One of the transformers has only limited power and cannot map the entire graphitization process. This transformer can only be used for preheating and to partially parallelize two heating processes. A more detailed process description can be found in Bank et al. [
48].
The main objective of the developed simulation model was to implement the weekly energy-oriented production planning of a graphitization process to minimize electricity costs based on forecasts of electricity prices on the day-ahead market. We also conducted scenario analyses to investigate the impact of organizational and technical restrictions and evaluated the impact of an adjustment of shift assignments and the purchase of a second more powerful transformer. The model also includes the option to define a maximum load for peak load time windows as a restriction to avoid expensive peak loads.
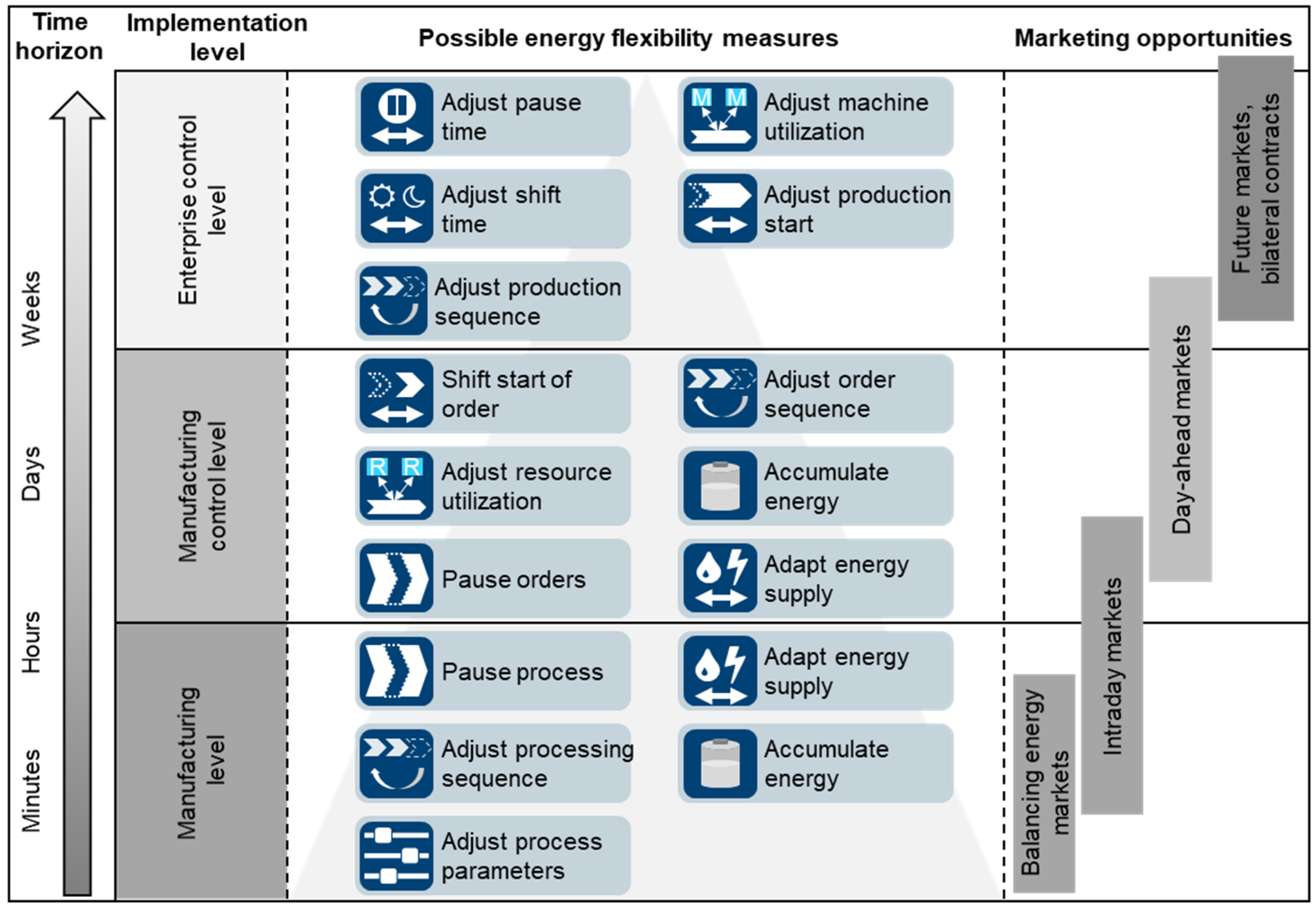
The energy flexibility measures identified and evaluated in the simulation studies can be summarized in the measures “shift start of orders”, “adjust order sequence”, and “adjust resource allocation” at the manufacturing control level (see
Figure 1).
Implementation:
To implement energy-oriented production planning, a simulation-based optimization approach was used. The production system was modeled in Tecnomatix Plant Simulation 13 [
49] and coupled with the genetic algorithm tool of Plant Simulation to automatically optimize the production plan regarding energy costs.
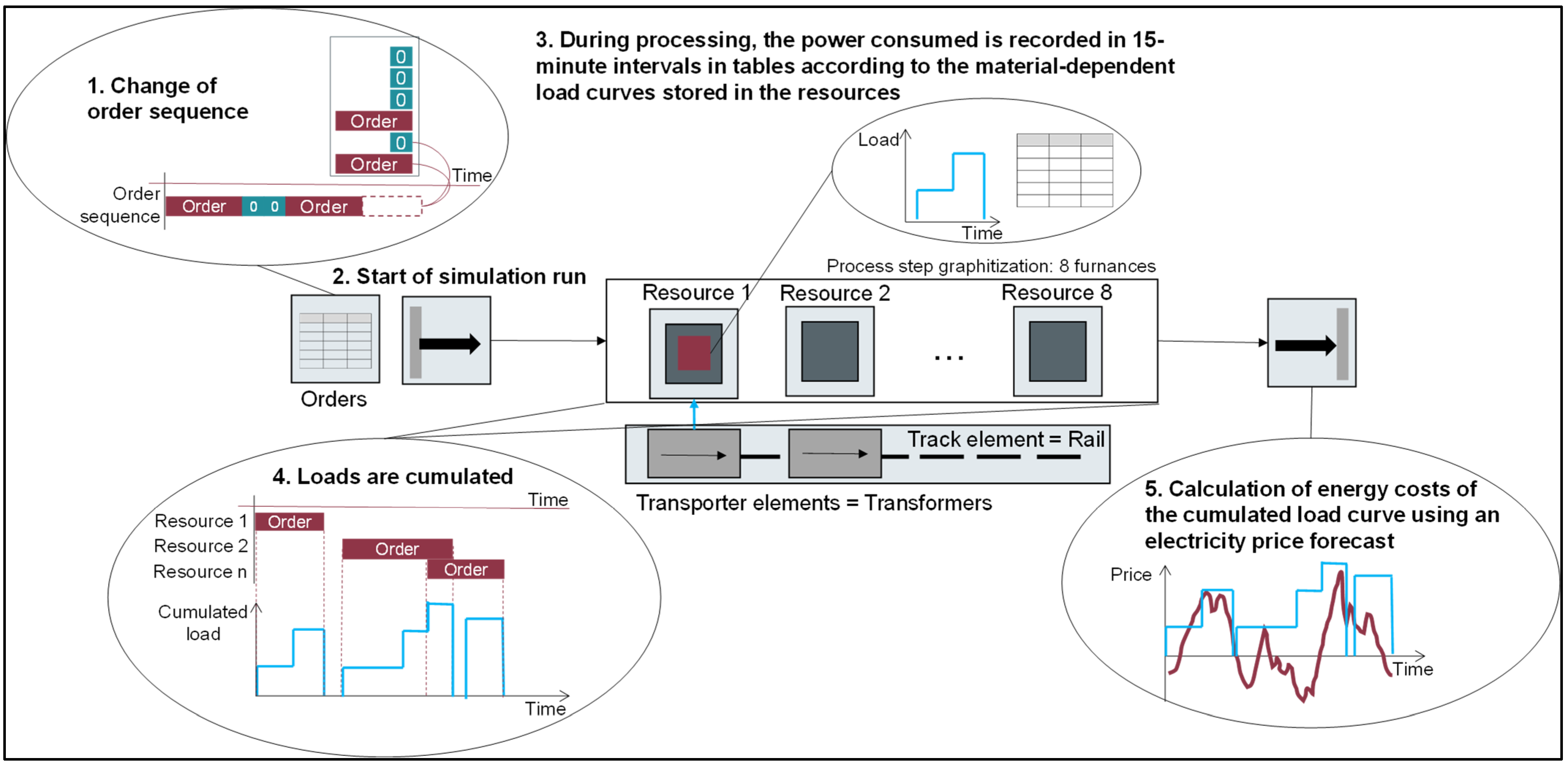
The simulation model shows the material flow with all relevant technical, organizational, and process-related restrictions. The mapping of the energy flow was integrated directly into the material flow simulation.
Figure 4 shows a schematic representation of the coupling of the material and energy flows in the respective use case. Energy data in the form of product-specific heating curves are stored in the resource components representing the furnaces, read, and documented in discrete time steps of 15 min linked to the machine state.
To map the scheduling problem with the Genetic Algorithm tool of Plant Simulation, the problem was transferred into a sequencing problem in combination with an allocation problem. To optimize the sequence and the start times of orders, machine utilization is automatically filled up to 100% by dummy orders of 15 min and an electricity consumption of 0 kW, making it possible to fine-tune the production schedule within fixed intervals of 15 min. Additionally, the allocation problem determines whether each oven is preheated and therefore optimizes the parallelization of processes. The target variable to be optimized is the total energy costs in the defined planning horizon. The coupling of simulation and optimization in this use case is hierarchical: the simulation is integrated into the optimization [
9]. Here, the simulation model serves as an evaluation function and represents the relation between influencing variables and the target variable, while the optimization sets parameter configurations for each simulation run and aims to find the best set of parameters. Input parameters of each simulation run are parameters for setting the initial state of the production system, a set of orders, shift schedules, peak load time windows, and an electricity price forecast. The result is (near) optimal scheduling with its associated load curve.
4.3. Use Case 2: Simulation of Bulk Forming for Energy-Oriented Production Control
Objective and process description:
The investigated company supplies leading Original Equipment Manufacturers with both powertrain components as well as engineering services. At the company’s production sites, powertrain components are produced by bulk forming in high numbers—averaging at several thousand per order. The raw material is first cut into coils to portion the amount of material needed for further processing. Then, forming is carried out in two steps. The first forming step involves most material movement, while the second forming step—which is called calibrating—creates the final geometry with a much smaller forming volume. Before the actual forming process, in each of the two forming operations, the batch of semi-finished products has to undergo a separation process to sequence individual parts from the batch, which are then conveyed through several induction coils. The sturdily linked conveyor is set up so that these semi-finished products reach the desired temperature when placed in the bottom half of the forming tool by a robotic pick system. Depending on the finished form, multistage forming may be required, with the component passing through adjacent forming increments for each stroke. This shows that several parts can be processed either sequentially or in parallel for the forming operation.
The simulation study was motivated by the company’s need for greater transparency regarding its current planning methods and improvements to reduce energy costs without significantly impacting output. Planning is intended to interact beneficially with several other energy measures such as peak load monitoring with automated machine cut-off.
In the underlying use case, the three following energy flexibility measures were identified: “adjust order sequence”, “shift start of orders” at the manufacturing control level, as well as “adjust process parameters” by varying the speed of production (energy intensity of single processes) at the manufacturing level.
Implementation:
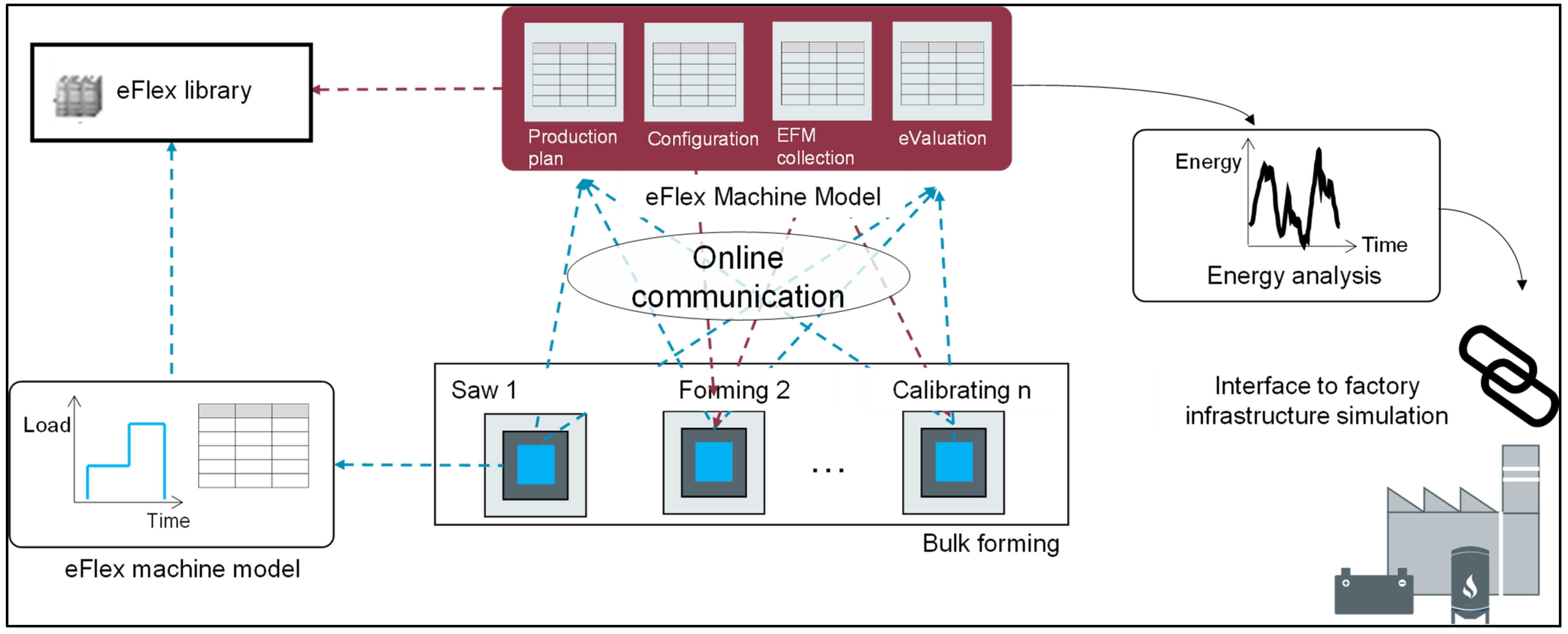
We determined that complete energy-sensitive production planning was not a fitting solution for the complex real-world application with different stakeholders and heterogeneous systems. Rather, it was a matter of defining and trying out different sets of rules to work in an integrated way with the existing systems and restrictions to enable further energy-sensitive considerations. The production system was modeled in Tecnomatix Plant Simulation 14. Energy consideration was included in the model with the previously mentioned eFlex-Tool [
50]. This allows for defined machine states and corresponding loads, so the energy profile does not translate to a specific resolution but is dependent on the events triggering state transitions. These are usually induced by either material availability, machine stochastics (e.g., machine failures), or a user-defined instance for load alterations. The latter was then used as an interface to the intended system of rules. The system’s logistical load was retrieved by type classes that were identified through a thorough analysis of historic production data.
Figure 5 shows a schematic representation of the coupling of the material and energy flows in the respective use case.
A variant’s performance was measured based on energy-related costs, which were calculated using scenarios. One scenario reflected the current situation of energy procurement, while others represented different future developments of energy supply economics, such as peak load prices, energy prices, and different levels of self-produced electricity from regenerative sources.
4.4. Use Case 3: Simulation-Based Techno-Economic Analysis of the Optimal Design of Refrigeration Plants in the Context of Energy Flexibility
Objective and process description:
Cooling systems in the food industry account for eight percent of the total primary energy demand of refrigeration technology in Germany. Food production has the highest electricity demand for refrigeration applications of all industrial sectors [
51]. The cooling system considered in the use case has two temperature levels at approximately 1.5 °C and 8 °C inlet temperatures. Thermal energy storage tanks are available at both temperature levels. These can be used for the energy-flexible operation of the cooling unit. In times of low electricity prices, for example, the storage tanks can be charged, so that the refrigeration system can be switched off during high-price phases without violating the cooling requirements. This enables flexible application of an energy capacity of 770 kW. In case of a redesign of the refrigeration supply system, different storage technologies and sizes could extend the duration of the flexible state.
In this use case, it was to be examined to what extent energy flexibility can be increased by using alternative storage technologies or sizes. Since the alternatives involve different investments, the total costs are of particular relevance. Modeling all storage options makes it possible to select the most suitable technology and size for the application.
In the underlying use case, the following energy flexibility measure was identified: “accumulate energy”. This measure can be deployed at the manufacturing control level as well as at the manufacturing level.
Implementation:
The software used to simulate the cooling system is Dymola [
52]—a development environment of the modeling language Modelica. Dymola is a continuous simulation environment and offers a variety of libraries and models for technically oriented modeling. The models are designed to make parameterization as simple as possible for the user. The modeling type is therefore a combination of physical and data-based modeling.
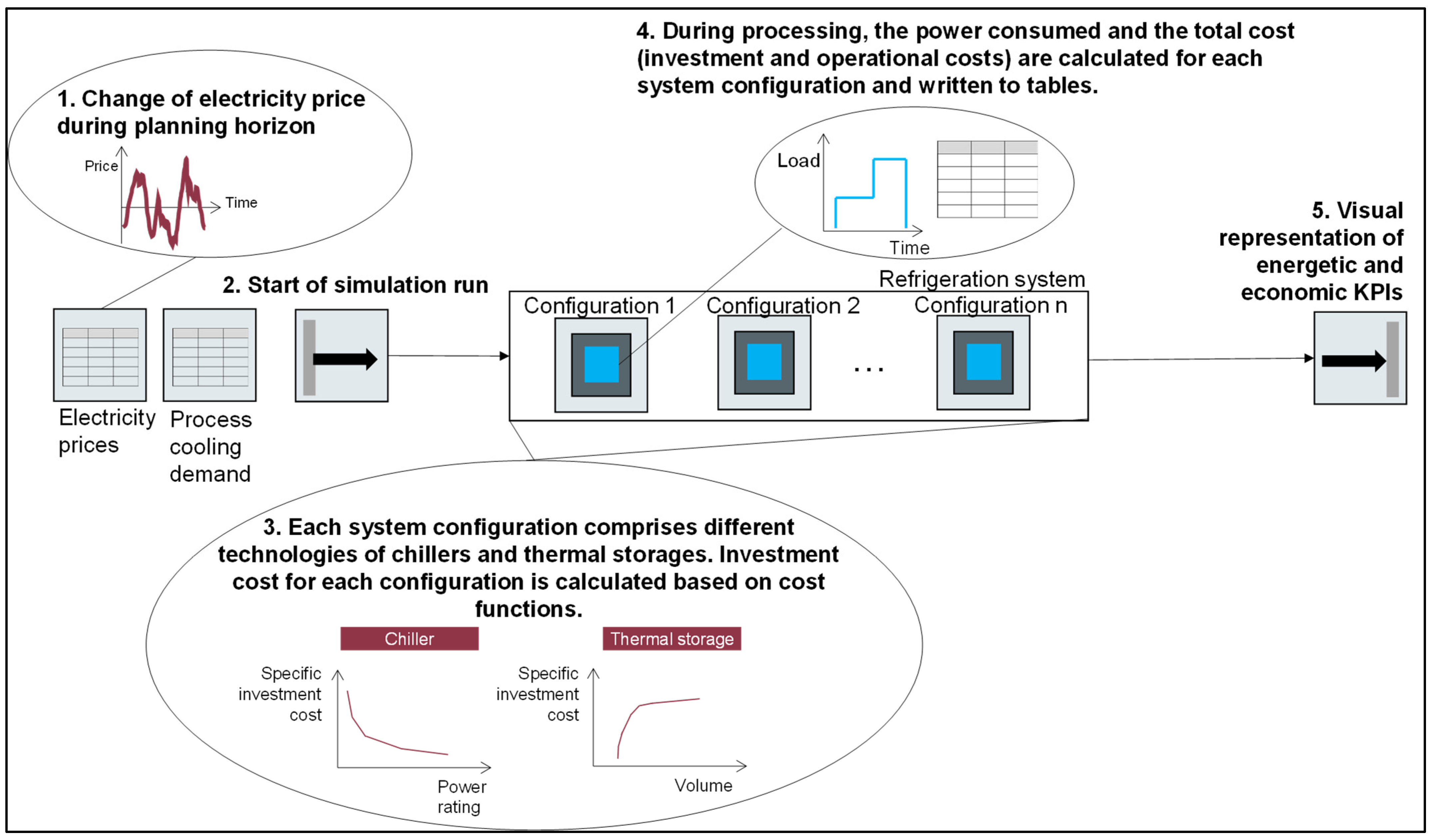
Figure 6 shows a schematic representation of the energy flow in the respective use case. In this use case, no material flow is mapped. The essential components are the refrigeration compressor, the condenser, the evaporator, and the energy storage. The model of the refrigeration compressor is essentially based on two characteristic maps. These maps depict the electrical power consumption and the thermal power generated as a function of the condensing and evaporation temperature. The condenser model is represented by a wet cooling tower. The achievable outlet temperature from the condenser is determined by the prevailing air humidity and air temperature. For energy storage, models for sensitive thermal energy storage and latent ice energy storage have been developed. Different ice storage technologies including encapsulated ice, ice harvesting, ice slurry, and ice on coils are considered. The models are implemented through physical modeling.
The storage alternatives represent the scope of the solution for the design of the cooling supply system. The model for each alternative is simulated considering the forecasted electricity prices, cooling demand, and weather conditions. To optimize the operation strategy of the refrigeration unit (more precisely, the compressor), the simulation model is coupled with an algorithm that was specifically developed for this application and implemented in the Python programming language. The algorithm developed ensures that the storage is charged and discharged in such a way that the electricity costs are lowest and the cooling demand is always covered. Finally, the energy demand and the energy costs are determined for each alternative. In combination with the investments incurred, a comparison can be made regarding the total costs. This enables the user to select the optimum system configuration for the application.
The simulation is carried out as part of a techno-economic analysis with a focus on energy demand and energy costs. Exact mapping of the course of the electrical power consumption is therefore less relevant. Likewise, thermal mixing processes in the storage tank and pressure losses in the thermal pipe network are only approximated. The models otherwise contain all energy-relevant components. Care has been taken to ensure that the required parameters are easily available to the user, e.g., via manufacturer specifications.
4.5. Use Case 4: Simulation-Based Analysis of Energy Flexibility Measures in Aluminum Production
Objective and process description:
Primary aluminum production is one of the most energy-intensive industries. It is produced worldwide via the electrolytic decomposition of aluminum oxide (alumina) in cryolite melts according to the principle invented by Hall and Héroult in 1886 [
53]. In the underlying case, one production line consisting of 120 electrolysis cells has been converted to flexible production operation, i.e., to work as a virtual battery. The aim is to vary the line’s nominal power of 90 MW by up to ±25%. During flexible operation, the stability of the electrolytic production process must be maintained. Factors that determine process stability include the raw material flow. During the production process, the molten bath surface freezes and forms a hard crust. Pneumatically activated crust breakers periodically penetrate the hard crust to allow raw material addition. The raw material (mostly alumina and aluminum fluoride) is conveyed via compressed air in a large-scale pipeline network. Several material buffers in the supply network, together with other pneumatic actuators, ensure a continuous material supply to the primary process stage.
The main objective of the developed simulation model was to analyze the effects of implemented energy flexibility measures at the main process level on the production infrastructure and to identify bottlenecks in material flows.
In the underlying use case, the following energy flexibility measure was identified: “adjust process parameters”. In preparation for subsequent analyses of energy flexibility potentials in the production infrastructure (“accumulate energy”), the model was enabled to approximate the total compressed air demand and the corresponding energy demand for compressed air generation.
Implementation:
To identify bottlenecks in material flows, the production system was modeled in Tecnomatix Plant Simulation 14. First, the production system was analyzed to identify the relevant system components. These components were then modeled by adapting basic class objects provided by the software and integrated in an object-oriented modeling library. Using a bottom-up approach, higher-level system units were created by combining the adapted basic objects. The next higher-level system unit is an electrolysis cell, which includes elements such as a reservoir for liquid aluminum, dosing devices for alumina and aluminum fluoride, crust breakers, and alumina containers. Several serial electrolysis cells form a complete conveying row.
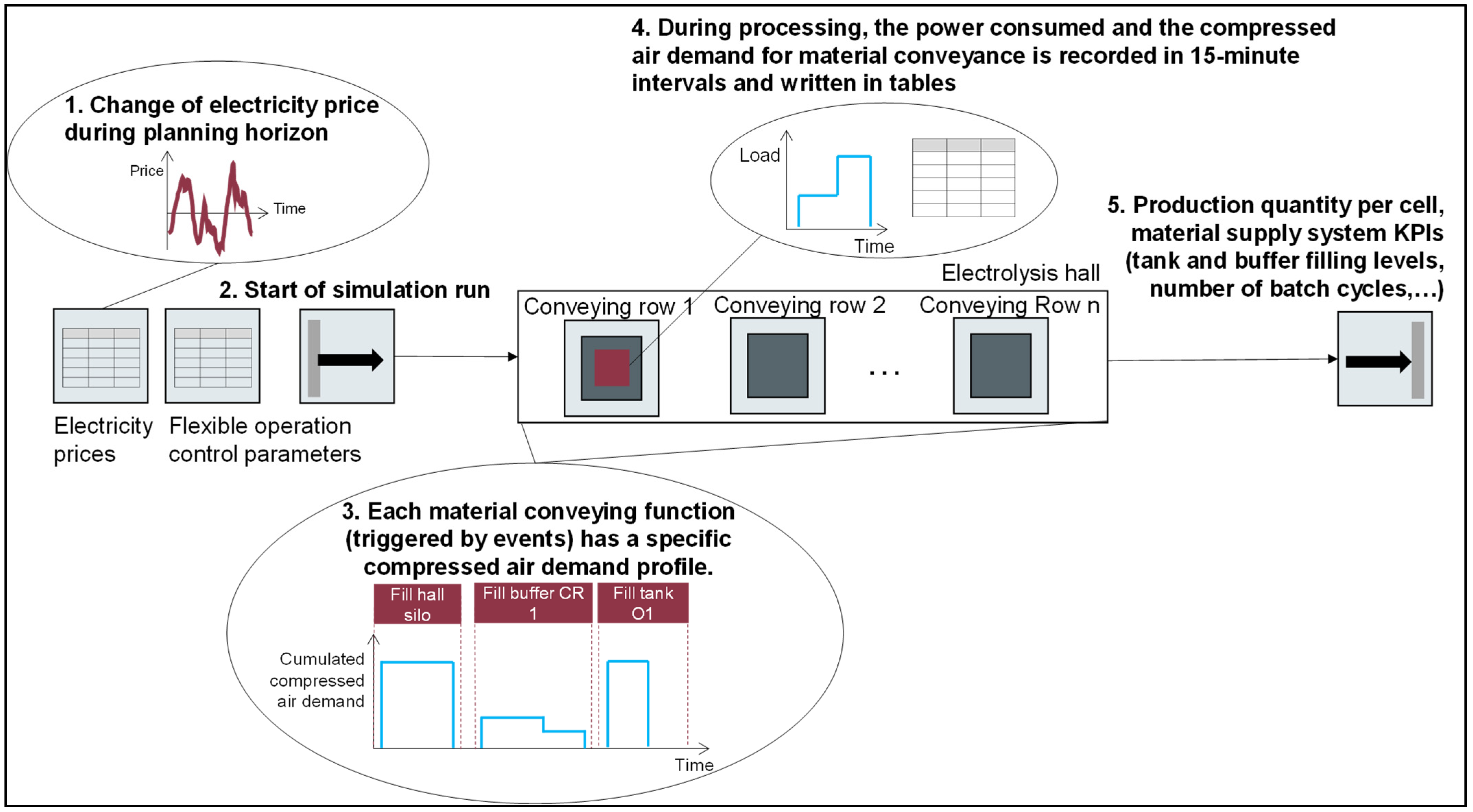
Figure 7 shows a schematic representation of the coupling of material and energy flow in the respective use case. A complete production hall comprises a network of several parallel conveying rows, the supply pipeline network, alumina silos as well as additional conveying units (e.g., pressure conveying vessels, airlifts and fluidization channels). Halls and other conveying units were modeled as single stations from the category material flow. Silos, containers and dosing devices were modeled using objects from the category liquids. Coupling of the material flow with the electrical energy demand is realized through the software-internal energy function. The coupling of the material flow with the compressed air demand for material supply is realized through methods that are triggered in certain constellations of material flow and, for example, write the compressed air demand for certain conveying tasks in tables.
The user interface mimics the control center of the pneumatic conveying system on site. Users need to select the conveying path of alumina from the delivery point at the nearby port to the hall silos. Additionally, they can set the amount of alumina transported per conveying cycle of the pressure conveying vessels in the different subsystems. They also have to enter specifications regarding the material supply. The initial system state is defined by the filling levels of material buffers. As the central input parameter, users need to specify the amperage at the production hall level for the desired time horizon. Each simulation run outputs the quantity of aluminum produced for the specified time horizon, the material buffer filling levels, and the total compressed air demand for material conveyance.
The simulation model includes the relevant system components of the primary production stage and the material supply chain of alumina. Possible extensions of the model could include the material supply of aluminum fluoride, which is strongly interconnected with the exhaust gas treatment in the central dry adsorption plant. Material supply functions demanding the most compressed air were modeled; however, other process-related functions and their compressed air demand were neglected (e.g., filling and venting of pressure conveying vessels). These could be included in future versions of the model.
4.6. Use Case 5: Energy-Oriented Production with Hybrid and Bivalent Facilities to Reduce Energy Costs and Contribute to a Flexible Control of Reserve Markets
Objective and process description:
Metal die casting is an energy-intensive manufacturing technology whose energy flexibility potential and possibilities of peak load shaving are to be integrated into production planning. Different thermal processes such as cooling, melting, or heating and other processes such as storage and compressed air supply are very suitable for providing energy flexibility [
54]. Basically, die casting can be divided into cold and hot-chamber die casting [
55]. The most commonly used magnesium die casting alloy AZ91 usually requires melt temperatures of 660 to 680 °C, which can be provided on a fuel basis or using electricity [
53].
The main objective of the developed simulation model was to implement an energy-oriented supply of a melting and a compressed air process, to minimize energy costs, and also to provide energy flexibility on the balancing energy market without compromising the ability to deliver the manufactured products.
In this simulated use case, the complete process was modeled. In addition to the melting process, including mold temperature control, compressed air supply, and hydraulics, cooling was also considered. The energy flexibility performance of these technologies is very dependent on the workload, the manufactured product, and additional parameters. A simulation model was used to simulate the different driving behaviors and the associated potential load to determine the energy flexibility and its potential to reduce energy costs. Currently, the crucible furnaces are electrically operated, and the required compressed air is generated with electric compressors. This simulation also modeled that the process could use natural gas to increase energy flexibility—taking into account the corresponding energy efficiency losses such as ramping up, cooling down, losses, etc., according to Köse et al. [
56].
We identified three energy flexibility measures for mapping and analyzing in the simulation: “adapt energy supply”, “pause process”, and “accumulate energy” on the manufacturing level.
Implementation:
The simulation model for energy-flexible production planning for die-cast metal parts was implemented in AnyLogic 8.2 [
57]. AnyLogic offers the possibility of linking the mapping of causal relationships and the continuous simulation of technical processes with the discrete process simulation of production systems in an integrated modeling environment. After successfully modeling the system, the model was calibrated during validation using real data.
The level of energy flexibility is highly dependent on the product. Especially in the melting process, the energy consumption depends on the shot weight and the production cycle time. This can be automatically loaded and linked in AnyLogic and does not have to be generated again for each run. The heating curve of the melt, including the phase change and the cooling rate, was calculated and verified with measurements. According to the current temperature of the furnace, different cooling gradients are available.
The compressed air consumption and the heat consumption of the building were determined from past values and as a function of the production plan. The two processes with flexible energy sources—the compressors and crucible furnaces—are operated depending on the electricity price. For this purpose, the model calculates the marginal costs, considering the current output, energy generation efficiency, and electricity prices.
The decisive factor for offering energy flexibility by pausing production is the current order situation and the length and balancing of the energy consumption. If the forecast for meeting the current output quantity is positive, the process can be paused. If the forecast is negative, no balancing energy call can be carried out.
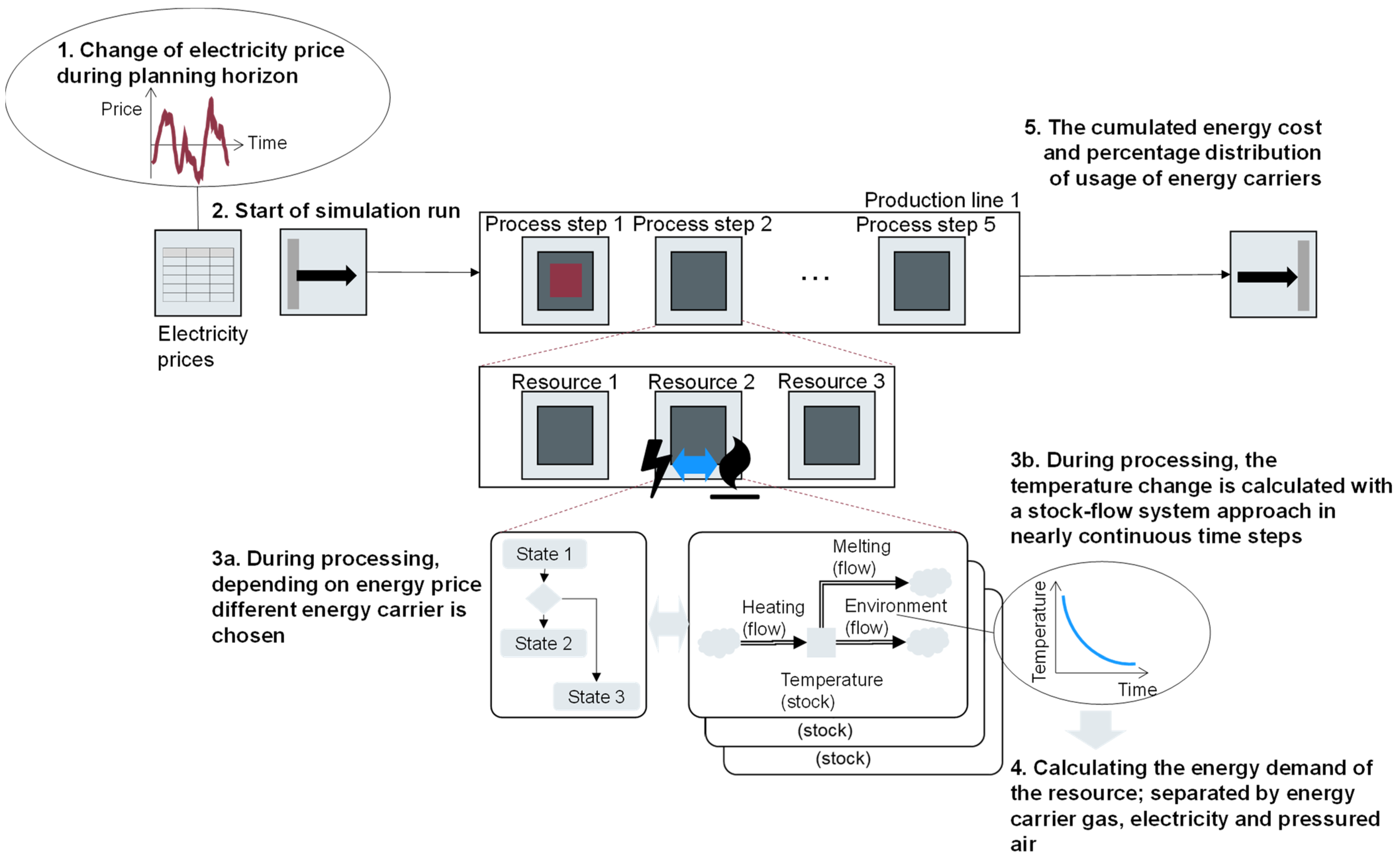
In addition to the material flow, the simulation model also shows the thermal and electrical details for evaluating the energy efficiency in the process (see
Figure 8). The ovens’ thermal and electrical energy, e.g., is modeled as a stock-flow model with subordinate differential equations. These are based on the physical relationships and the measured transfer functions. The time resolution of the simulation is in 1 s steps. The simulation objects were mapped directly to the actual production objects.
The process states were shown in state diagrams, resulting in an event-oriented simulation based on these states and their changes. The influences of the different states on the physical system and the backflow of energetic effects are coupled via the functionally described interrelationships. This means that the variables change partly discretely and partly continuously over time.
5. Pitfalls of Simulation Modeling for Energy-Flexible Production Systems
In
Section 4, we outlined experiences in the simulation modeling of energy flexibility in discrete manufacturing across a wide range of applications. We highlighted the coupling of energy and material flows and showed the range of possible objectives and restrictions in different industrial use cases that increase the complexity and individuality of simulation studies. To complement this, we consolidate challenges in simulation and modeling of energy-flexible production systems, assign these to known pitfalls in simulation studies, and derive recommendations for action (
Section 5 and
Section 6).
There is a consensus in the scientific literature that certain challenges or rather pitfalls must be considered in modeling and simulation. Being aware of these pitfalls and taking appropriate countermeasures at an early stage leads to a more efficient execution of simulation studies and a more targeted use of simulation models. The pitfalls particularly relevant to the modeling and simulation of energy-flexible production systems were identified using the following approach:
Evaluation of pitfalls in simulation studies from the literature [
58,
59,
60,
61];
Assessment, based on the experience gained from the use cases in the project SynErgie, of whether a pitfall is amplified by the consideration of energy flexibility in production. These pitfalls should therefore be considered especially in simulation studies of energy-flexible production systems.
Using this approach, we derived seven pitfalls for the modeling and simulation of energy-flexible production systems (see
Table 1).
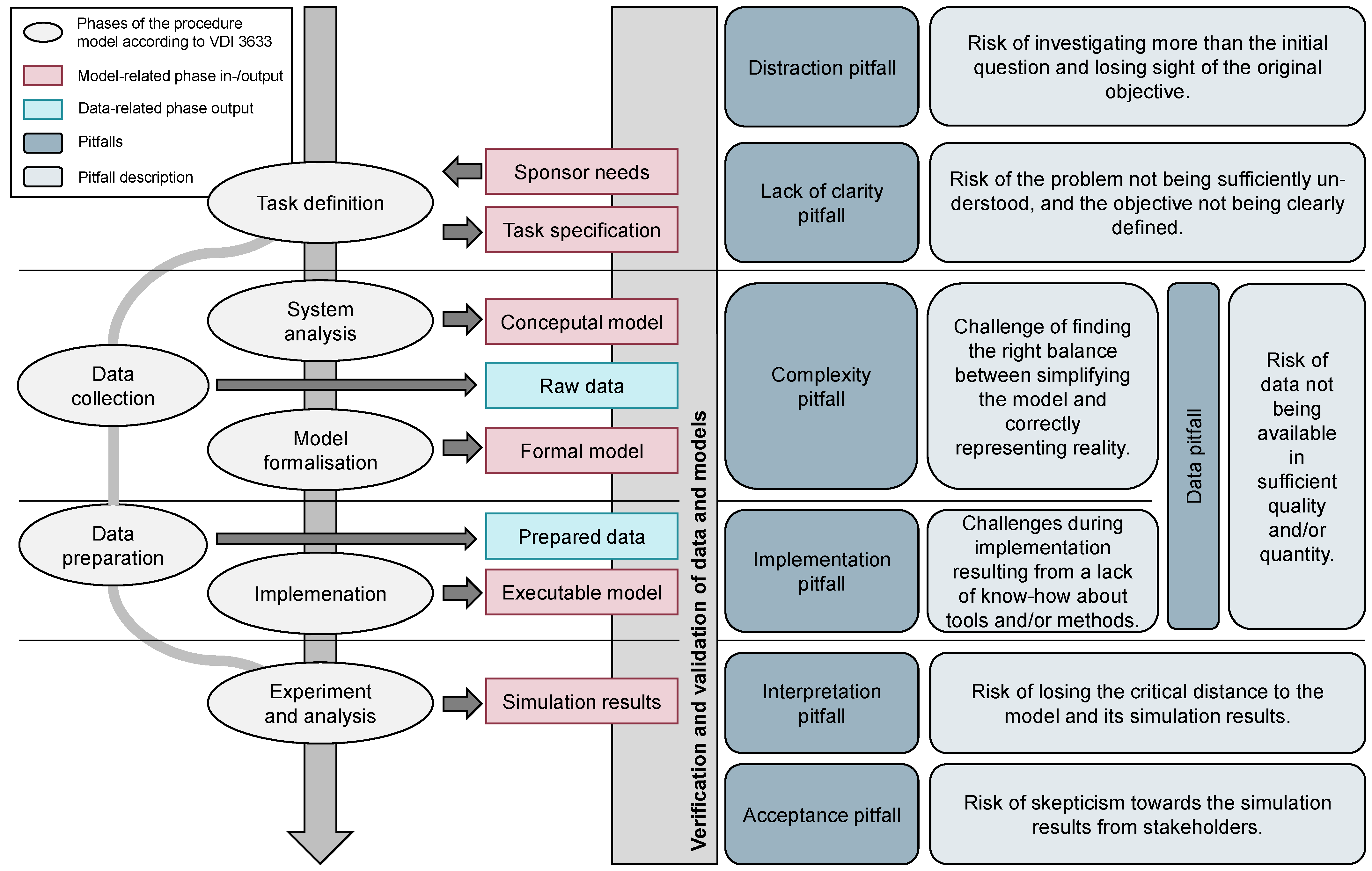
In order to take appropriate countermeasures, it is not only necessary to know the pitfalls, but also to be aware of when they occur in the process of conducting a simulation study. Therefore, these pitfalls have been assigned to certain steps of the procedure model for simulation studies according to VDI guideline 3633 [
9] (see
Figure 9). It is also important to remember that countermeasures may still need to be initiated at the beginning even if pitfalls do not occur before certain stages of the process.
Distraction and lack of clarity pitfalls already occur in the first phase of the procedure model: the task definition. Even though the distraction pitfall must already be addressed in this phase, it is important to keep this pitfall in mind during the further course of the project and to perform a comparison with the task specification at regular intervals. During the system analysis and the model formalization, the complexity pitfall should be considered in particular, whereas in the implementation phase, it is primarily the implementation pitfall that is relevant. The data pitfall must be considered in the data collection and data preparation phases. At the end of the project, in the experimentation and analysis phase, the interpretation pitfall within the project team and the acceptance pitfall vis-à-vis the stakeholders are then particularly relevant.
6. How to Avoid These Pitfalls—Experiences and Lessons Learned
The following section presents experiences as well as recommendations for action to mitigate and avoid individual pitfalls.
6.1. Distraction Pitfall
The high number of stakeholders in energy flexibility simulation studies increases the potential for losing sight of the initial research question. In addition, the distraction pitfall arises from the many market participation options, market actors, and energy procurement and flexibility options in the energy market itself. Several strategies to cope with this pitfall were applied in the use cases. One key element is a comprehensive collection of requirements of all involved stakeholders. In addition to VDI guideline 5207, the following specific areas must be considered: energy management, energy procurement, logistics, process safety, and facility management. It is important to understand that different stakeholders have varying and sometimes opposing objectives and expectations. To manage that, it can help to assign specific roles to each stakeholder, e.g., which department or person is a beneficiary and which department only provides information. Defining the objectives together is a difficult task, but it reduces the risk of new objectives being added during the project. If this is not possible, then there must be clear communication with all stakeholders, for example, through regular meetings. When scheduling meetings and data acquisition, it is crucial to keep in mind that not all stakeholders will be available each time, which requires the pre-planning of those activities. Finally, relevant subsystems and components must be identified early to include as much data as necessary but as little as possible. In conclusion, the following recommendations to avoid the distraction pitfall are made:
Survey of all stakeholder requirements at the beginning of the project;
Assignment of roles to all stakeholders;
Joint definition of objectives with all stakeholders;
Regular meetings with all stakeholders;
Consideration of availability of stakeholders;
Early identification of subsystems and components.
6.2. Lack of Clarity Pitfall
Considering energy flexibility as an additional target figure increases the risk that the problem at hand is not sufficiently understood and that the objective of a simulation study is defined only vaguely. It evolves from the additional economical and energetic scopes of production, which have to be included in simulation models. Several measures were undertaken during the use cases to avoid the lack of clarity pitfall.
A minimum requirement for defining clear-cut objectives is to clearly describe and delineate the production (sub)systems to be analyzed. Here, it helps to proactively involve the relevant process-near stakeholders (e.g., the production department) because, in general, no one has better access to the production system and better knowledge of the purpose of exploiting energy flexibility. As part of this system definition process, it is recommended to go beyond the description of the physical production system and define the virtual system representation (model) together with the stakeholders. This approach can help to identify all relevant aspects that affect the energy-flexible characteristics of the system before defining the objectives. Based on the developed definition of the virtual system, it is possible to define clear-cut objectives for the simulation study. The responsible stakeholders must have the same understanding of the simulation study’s objectives as well as the underlying energy market mechanisms. It is recommended to link the definition of the objectives to the desired energy flexibility measures as this allows a more fine-grained view.
The creation of a harmonized project plan is strongly linked to the definition of the objectives and should consider enough time and capacity for each (sub)objective. It should be a focal point during the execution of the simulation study and is a valuable tool to continuously visualize the milestones associated with the defined project objectives. Other methods of visualizing the objectives for the simulation study and the model capabilities (e.g., on a simple flip chart or poster) have also proven useful to increase clarity throughout the studies. In addition, discussing possible solutions with the stakeholders can support a further development and ultimately achieving the objectives.
Different modeling approaches may be required, especially if multiple energy flexibility measures with different effect mechanisms are to be analyzed. In some cases, it may suffice to choose a different modeling approach at the subsystem level; in others, a different modeling approach may require comprehensive changes at the system model level.
Throughout the entire simulation study, the continuous dialog between stakeholders and the project team is crucial to detect potential deviations from the defined objectives as early as possible and to adjust the objectives accordingly or to define possible countermeasures, if required. Usually, other departments (e.g., (energy) procurement) in the company also investigate specific research topics, such as energy flexibility, not only from a technical point of view, which may lead to relevant results for the further progress of the simulation study. In this context, positive results were also achieved with agile development methods. In conclusion, the following recommendations to avoid the lack of clarity pitfall are made:
In-depth analysis and description of the relevant production (sub)systems at the beginning of the project;
Joint definition of specific clear-cut objectives with all relevant stakeholders;
Creation of and compliance with a clear project plan (in terms of content and time);
Application of suitable project management methods or techniques to ensure a continuous information flow between all stakeholders.
6.3. Complexity Pitfall
The objectives of energy flexibility simulations range from an assessment to provide transparency on energy consumption and identify energy flexibility measures over the analysis of different measures by comparing alternatives to a direct intervention in operations to implement these measures. Depending on the objective, there are specific requirements regarding simulation time, accuracy of simulation results, and efforts. Furthermore, the combined consideration of material and energy flows in the simulation increases the number of parameters and interdependencies. This pitfall creates a conflict situation if the decision-makers’ expectations for the level of detail of the process model exceed the resources for modeling, simulation studies, and the effort for the validation and interpretation of the results.
Simulation studies that combine material and energy flows are particularly complex because the requirements of energy and material flows diverge significantly. One challenge already mentioned is the simulation paradigm: while energy flows should preferably be represented in a continuous simulation, it is usually easier to represent material flows using discrete-event simulation. A look at the energy market clearly shows that companies have to meet many requirements as well as possess the relevant know-how to participate in it successfully from an economic point of view. Energy forecasts, energy market, and energy procurement knowledge, qualified staff, risk management in energy supply and prices, knowledge of political and economic developments, energy-oriented production planning and control are just a few examples.
Nevertheless, several starting points for avoiding this pitfall can be derived from the experience of the use cases. Limiting complexity should already be considered when defining the system to be modeled. For this purpose, it is necessary to precisely define the relevant subprocesses together with the stakeholders and to determine the level of detail at which they are to be modeled. In all use cases, the available project scope was used as a decision criterion for the scope of the model and the scope of the simulation studies. It is advisable to divide production and the production infrastructure into subprocesses. These must be clearly defined and modeled at different levels of detail depending on the objective to be considered.
Another aspect of the complexity pitfall is the high number of parameters resulting from the supplemented energy indicators and electricity price forecasts, among others. Every system parameter used should therefore be questioned as to whether it has an impact on the relevant target values. This can be assessed as part of a sensitivity analysis or regression analysis.
An additional increase in complexity arises when the models have to map physical relationships. In energy-oriented simulations, this occurs in particular when thermal energy flows are simulated that interact with production. Energy-intensive industries often operate their own combined heat and power plants, heating networks, heat storage systems, or cooling systems. The required combination of continuous and discrete simulation could be realized through an object-oriented/agent-based approach.
When developing simulation studies, a large number of orders with several variants can greatly increase the scope of the parameterization of scenarios. In order to reduce the scope and still map all relevant stakeholder questions, it is advisable to group orders with a similar load profile into type representatives. With a reasonable number of type representatives, the simulation effort is reduced, and the results can be presented more clearly. In conclusion, the following recommendations to avoid the complexity pitfall are made:
Define the system boundaries and dividing it into subsystems;
Clearly define the scope of the simulation;
Question the need for each system parameter, based on the effects on the system;
Check whether a mathematical optimization can be used instead of simulation studies to avoid the high, error-prone configuration effort in simulation studies;
If a combination of continuous and discrete simulation is required, object-based or agent-based approaches should be considered;
If there is a high number of different orders, type representatives should be formed in order to limit the scope.
6.4. Implementation Pitfall
The implementation pitfall refers to the simulation interfaces that include energy prices and external control signals in a simulation study. Those effects need to be simplified but be still realistic enough to allow for proper technical and economical evaluation.
As long as 15 min intervals are sufficient when considering energy consumption, the representation of energy is usually not a high hurdle for simulation programs. In this case, conventional selection criteria should be used to choose the simulation software. In any case, the respective energy and logistic requirements for the simulation must be clarified at an early stage. Once a simulation program has been selected, high costs will arise if questions cannot be answered adequately at a later stage. To gather the requirements, it is crucial to involve all relevant stakeholders at the beginning of the project. In energy simulation, this can involve people who have not yet played a role in conventional simulation projects, such as the company’s energy manager or energy purchasing department.
Another aspect is the question of know-how in software application. In many cases, workarounds can be found if appropriate users work with the software. In this way, minor gaps in the software can be circumvented. However, if unknown software is used, there is a significantly higher risk of making mistakes, and the effort in modeling and simulation runs may be significantly higher than the benefit. In addition, the functional possibilities are much better exploited in familiar programs than in unknown programs, so that a functional advantage of a program may not be exploited. In each case, the technical requirements should be clarified exactly in advance, and a critical comparison of the available software programs should take place.
Special attention should be paid to the question of choosing between discrete and continuous simulation. In any case, continuous simulation is more suitable for energy consideration. However, it should be questioned which aspect is more important in the simulation. Are logistic problems answered taking rough energetic aspects into account, or is it important to represent the energy flow in as much detail as possible? In addition, it must be clarified how energy states change within a process step. If the fluctuations in the energy flow are negligible, e.g., because the states are set for such a short time, it may be possible to dispense with the representation of the energetic state. The question of an appropriate level of detail should be raised in principle to generate a modeling method that is as efficient and as effective as possible. It can help to structure the problems and then to use different modeling paradigms for subproblems. Some publications already describe the coupling of discrete and continuous simulations. All in all, expectations of detailed modeling should not be overestimated, and a realistic balance between detail and benefit should be considered in every decision. In conclusion, the following recommendations to avoid the implementation pitfall are made:
Clarify energetic and logistic requirements for the simulation at an early stage;
Critically compare the technical requirements with possible software programs;
Consider that it can be an advantage that the functional possibilities are much better exploited in known programs than in unknown programs with functional advantage;
When choosing a continuous or discrete simulation, consider to which level of detail material and energy flow have to be represented to achieve the objective;
It can help to structure the problems and to use different modeling paradigms for subproblems.
6.5. Data Pitfall
The data pitfall refers to the need of energy market and energy consumption data of facilities which must be included within the simulation study. Both can be hard to acquire and validate. With the help of electricity and gas meters for registering power or load profile measurement as well as other measurement technologies, energy data could be provided in sufficient granularity. In the case of load profile measurement, the meters record consumption every 15 min for electricity and every 60 min for natural gas. For data protection reasons, however, some of the data has to be anonymized. Online solutions often cannot be implemented due to various corporate guidelines. Security and confidentiality issues are usually specified by the companies and must be strictly adhered to in order to avoid subsequent anonymization and approval loops. The selection of the simulation approach should be made depending on the available database and granularity. Due to the highly dynamic nature of the energy market, the right modeling approaches must be determined to study energy flexibility measures. Depending on the situation, a combination of methods (multimethod modeling, e.g., system dynamics with discrete event modeling) can also be helpful. During the entire simulation study, it is essential to document meetings and operate an active data management system. In this context, the importance of obtaining or requesting the relevant data at an early stage should also be mentioned.
Before implementation, the input data must be subjected to a plausibility check. The data accuracy is compared with the simulation procedure and the expected accuracy of the results. In order to avoid errors, it is recommended to involve in-house experts in the data acquisition process. Ultimately, it must be possible to implement theoretically and technically feasible measures in practice. Obstacles are, for example, dependencies between processes or a loss of quality. In addition, care should be taken as to which unit is used and how the time stamp is set. Regarding the load profile measurement and the prices traded on the spot market, an interval of 15 or 60 min, for example, is suitable. On the other hand, ramp-up and activation times often require shorter intervals. During the measurement, considerable amounts of data are generated over time. It must be ensured that the software tools used have a corresponding upper limit for data that can be read in. In conclusion, the following recommendations to avoid the data pitfall are made:
Clarify, record and adequately validate the required data basis at an early stage;
Approve in a timely manner;
Consider and adjust units and time stamps to each other accordingly.
6.6. Interpretation Pitfall
Data and results from the model may be misleading or incorrect. In the case of deterministic models, the results can easily be checked for plausibility and compared with reference values from previous planning. However, simulation models often represent application-specific and individual solutions, such as investigating the ability of energy-intensive plants to react quickly and with the least possible financial outlay to changes in the energy market. Due to the high susceptibility of non-standardized solutions to errors, the verification and validation of these models are crucial. This is all the truer the greater the direct impact of simulation on production. In fact, it is particularly important to avoid this pitfall in simulations that intervene in operations, since losing critical distance and using the model in an inappropriate context directly impacts production. Consequently, the purpose of the simulation gives an initial indication of how much validation effort is required.
Within the framework of a post-simulation study with known production and known energy consumption for a reference period, interim results can be regularly presented and discussed with experts. In workshops, parameters such as ramp-up and activation times to offer energy flexibility can be checked for plausibility. In all circumstances, expert know-how is elementary for validating the results.
In conclusion, the following recommendations to avoid the interpretation pitfall are made:
Constant critical questioning of the simulation behavior and the results;
Validation of simulation results (e.g., energy consumption) over a test period;
Double-checking and discussing with experts;
Clear documentation of the simulation study and validation of the model.
6.7. Acceptance Pitfall
To avoid the risk of a high degree of skepticism towards the simulation results from third parties, several strategies were applied in the use cases. It is not only recommended to define requirements for the model consulting all stakeholders in the task definition phase, but to regularly update them during the creation process. Experience shows that agile development methods are suitable for this purpose. Visualizations of material and energy flows, simulation runs, and/or results also help to increase acceptance. Adopting layout, terms, and wording, as well as specific metrics known to the stakeholders from their everyday work, can also have a positive impact on acceptance. Simulation studies often do not take enough time for extensive validation of the model and its results, although validation is essential for acceptance of the model. Validation with in-house experts is particularly suitable for creating acceptance at the management level. The acceptance pitfall requires all stakeholders to have fundamental knowledge of the external benefits of energy market participation as well as internal target figures for production planning and control. Any contrasting production decisions could result in complex internal planning and control mechanisms and must be well orchestrated. In conclusion, the following recommendations to avoid the acceptance pitfall are made:
Regular coordination with all stakeholders;
Visualization of simulation runs and results;
Use of company-internal layout, terms, and wording;
Consideration and thorough preparation of stakeholder-specific metrics;
Scheduling enough time for thorough validation of the results.
7. Discussion and Outlook
Based on industrial use cases, this paper presented application-related experiences for the simulation modeling of energy-flexible manufacturing with a focus on the coupling of energy and material flows. The selection of use cases includes a representative cross-section of research in the relevant field and shows the range of possible objectives and framework conditions in different industrial use cases. This is expressed in the diversity of the investigated processes, their energy flexibility measures, the objectives of the simulation studies, and consequently, the chosen methods and set boundary conditions. For known pitfalls in simulation studies, we determined the extent to which they are amplified by considering energy flexibility. We identified seven pitfalls that pose a particular challenge in simulating energy-flexible manufacturing due to the added complexity.
To provide practitioners with recommendations for action, we assigned the pitfalls to the phases of the procedure model according to VDI guideline 3633 where they are most likely to occur and showed possible solutions and measures for avoiding the respective pitfalls.
We found that the consistent management of all stakeholders in the project is particularly important to reduce a large part of the pitfalls because of the large number of stakeholders involved in the simulation of energy-flexible manufacturing, including some who are not otherwise involved in simulation studies. To this end, we recommend a survey of all stakeholder needs at the beginning of the project, the assignment of roles, the common definition of objectives, and appropriate project management methods or techniques to ensure a continuous flow of information among all stakeholders.
In addition, it is of great importance to clarify energetic, logistical, and resulting technical requirements for models and software at an early stage in the project, document these in the requirements’ specification, and regularly review them with relevant stakeholders. It is important to identify and analyze subsystems and components early on and to use different modeling paradigms for subproblems where appropriate.
Since there are no standardized models or tools for simulating energy flexibility, validation and verification are highly important. Therefore, there should be constant critical questioning of simulation behavior and results, as well as double-checking and discussion with experts. Sufficient time needs to be allocated for a thorough validation of the results.
Therefore, based on the experience gained from five use cases, this paper answers the following research questions:
How can simulation support the deployment of energy flexibility measures in an implementation-oriented way?
How can simulation studies of energy flexible production systems be conducted more efficiently in the future by avoiding certain pitfalls?
Future work may reveal further pitfalls that are not directly related to energy flexibility but only occur, for example, when quality, energy efficiency, or production planning are modeled and analyzed simultaneously. In addition, there has also been a lack of validation of the recommended actions to avoid these pitfalls. This could be verified and validated in a completely new use case in the future.


 ,
, 









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}