1. Introduction
During the last decade, carbon capture, utilization, and storage (CCUS) technologies received increasing attention from our society as solutions to reduce CO
2 emissions and mitigate global warming. Currently, CCUS technologies are being progressively researched, demonstrated, and implemented in power plants and other industries around the globe. This study is part of the EU H2020 project “DMX
TM Demonstration in Dunkirk (3D)”. The 3D project aims to reduce the CO
2 emissions from the steelmaking industry, which currently make up around 5% of the global industrial CO
2 emissions [
1]. The main objectives of the 3D project are to demonstrate the efficiency of the DMX
TM process, developed by IFP Energies Nouvelles (IFPEN), and to implement the first CCS units at ArcelorMittal’s steel production site in Dunkirk.
The liquefaction of CO
2 is an essential process between the capturing process and safe tank transport. For tank transport, CO
2 needs to be kept at its liquid state at a low pressure. A. Aspelund et al. suggested that CO
2 is most efficiently transported at approximately 6.5 bar and −51.2 °C [
2]. However, liquefaction at such pressure is very energy consuming and hence not optimal for the CCS sequestration. The optimal transport conditions shall be evaluated from both the cost of ship transport and the CO
2 conditioning process. For the 3D project, a detailed analysis of ship transport is conducted by [
3].
The energy requirement for the liquefaction process is typically 90–120 kWh/ton CO
2 [
4]. This corresponds to approximately 4% of total power produced at a power plant [
5]. Despite the fact that CO
2 liquefaction is an energy-consuming process, most CCUS research is devoted to the capture, transport, and storage processes, and the conditioning processes are comparatively overlooked.
A few recent studies compared the energy consumption and cost of various liquefaction approaches.
H. Deng et al. (2019) modelled a closed-cycle CO
2 liquefaction process with ammonia as the refrigerant. In their design, the captured CO
2 gas is compressed to a high pressure at which it is liquefied using ammonia. Afterward, the liquefied CO2 is expanded to the transport pressure. They compared the cost of the process for CO
2 transport pressures from7 to 70 bar and found that the liquefaction cost is highest at 7 bar, while the minimum is obtained at around 40–50 bar [
6]. However, transporting CO
2 at high pressures can be costly. The most desired transport pressures are around 7 to 20 bar. Therefore, optimal process configurations to produce liquid CO
2 in this pressure range are needed.
A. Alabdulkarem et al. (2012) compared different open- and closed-cycle CO
2 liquefaction designs for pipeline transport. However, the CO
2 liquefaction pressure investigated in their study is 6 bar, at which the saturation temperature is −57 °C [
7]. Liquefaction at such low temperatures is impractical using most refrigerants, including ammonia. In addition, their study focuses on producing liquid CO
2 at high transport pressures, which is not suitable for ship transport.
L. Øi et al. (2016) also compared standard open and closed CO
2 liquefaction processes with ammonia as the main refrigerant. Although they found that the multistage refrigeration process has the lowest net duty and operating cost, their process parameters and configurations are not optimized [
8].
Y. Seo et al. (2016) compared three open-cycle designs (Linde Hampson system) with the closed-cycle designs for ship-based transport. They calculated the CAPEX and OPEX of the designs, and found that the closed-cycle has the lowest life cycle cost (LCC) [
9].
Although the conventional refrigeration technologies for CO
2 liquefaction have been compared, no study focuses on optimizing the open and closed CO
2 liquefaction processes at the most efficient transport pressure range from 7 to 15 bar [
9,
10,
11,
12,
13]. S. Roussanaly et al. (2021) compared the transport cost of 7 and 15 barg shipping. They examined different scenarios, including transport between harbors versus transport to an offshore site, CO2 pressures prior to conditioning, impurities, and ship capacities. They concluded that while transporting CO
2 at 15 barg is the most technologically mature, in most cases, the 7 barg option is more cost-efficient [
12]. Therefore, more research on optimizing CO2 liquefaction processes in this pressure range is needed. In this study, the total power consumption of various CO
2 liquefaction process concepts, which is the main process parameter for calculating the OPEX of gas liquefaction processes, is compared and optimized.
Captured Gas Compositions
The feed stream used in this work is a CO
2 gas captured from a steel mill in Dunkirk. The process flowsheet for the steel mill is not shown here. The DMX
TM CO
2 capture process that is used to capture the CO
2 gas is described in detail in [
14,
15]. The steam compositions are shown in
Table 1. The steam pressure is 6 bar, and the temperature is 60 °C.
4. Results and Discussion
Table 10 shows the results of all designs explored in this work. Among all the designs, the process with the lowest power consumption is the ammonia process with precoolers (closed-cycle configuration 3). The total power consumption is 4.4% lower than that of the closed-cycle base design. It is worth mentioning that a different way to precool CO
2 is to use a new refrigeration cycle with a second refrigerant. Despite the fact that precooling CO
2 is a feasible way to optimize the closed-cycle liquefaction process, constructing a new refrigeration loop with other refrigerants can be complex and costly. In the closed-cycle configuration 3, the ammonia cycle is efficiently used to produce intermediate temperature liquid ammonia streams for precooling. By doing so, the ammonia flow rates to the first two compressor stages are slightly decreased, leading to reduced power consumption.
When comparing the open and closed liquefaction cycles, it is clear that closed-cycle liquefaction is more energy efficient. However, an advantage of using the open-cycle liquefaction is to liquefy CO2 at low pressures, which is not feasible using the closed-cycle concepts with the refrigerants investigated in this study. Even though liquefying CO2 at low pressures can be very energy consuming, it might still be advantageous in the CCS operation, as the CO2 transport process tends to be cheaper with lower CO2 transport pressures. Additionally, the closed-cycle liquefaction process might have a higher CAPEX compared to the open-cycle process, as a large amount of refrigerant is required.
When comparing the refrigerants, ammonia is the best choice for 15 bar, as the designs with ammonia require 10% less compressor power than propane. However, the saturation pressure of ammonia at −33 °C is 1 atm, making it barely suitable for liquefaction, whereas for propane, the saturation pressure is 1.5 atm. Therefore, if the liquefaction pressure of CO2 is reduced, propane can still be used as a refrigerant.
Different closed-cycle configurations are also investigated. The results show that improving the heat curves improves the net power consumption. However, superheating ammonia increases the discharge temperature of compressors, resulting in an increase in net power consumption.
5. Conclusions
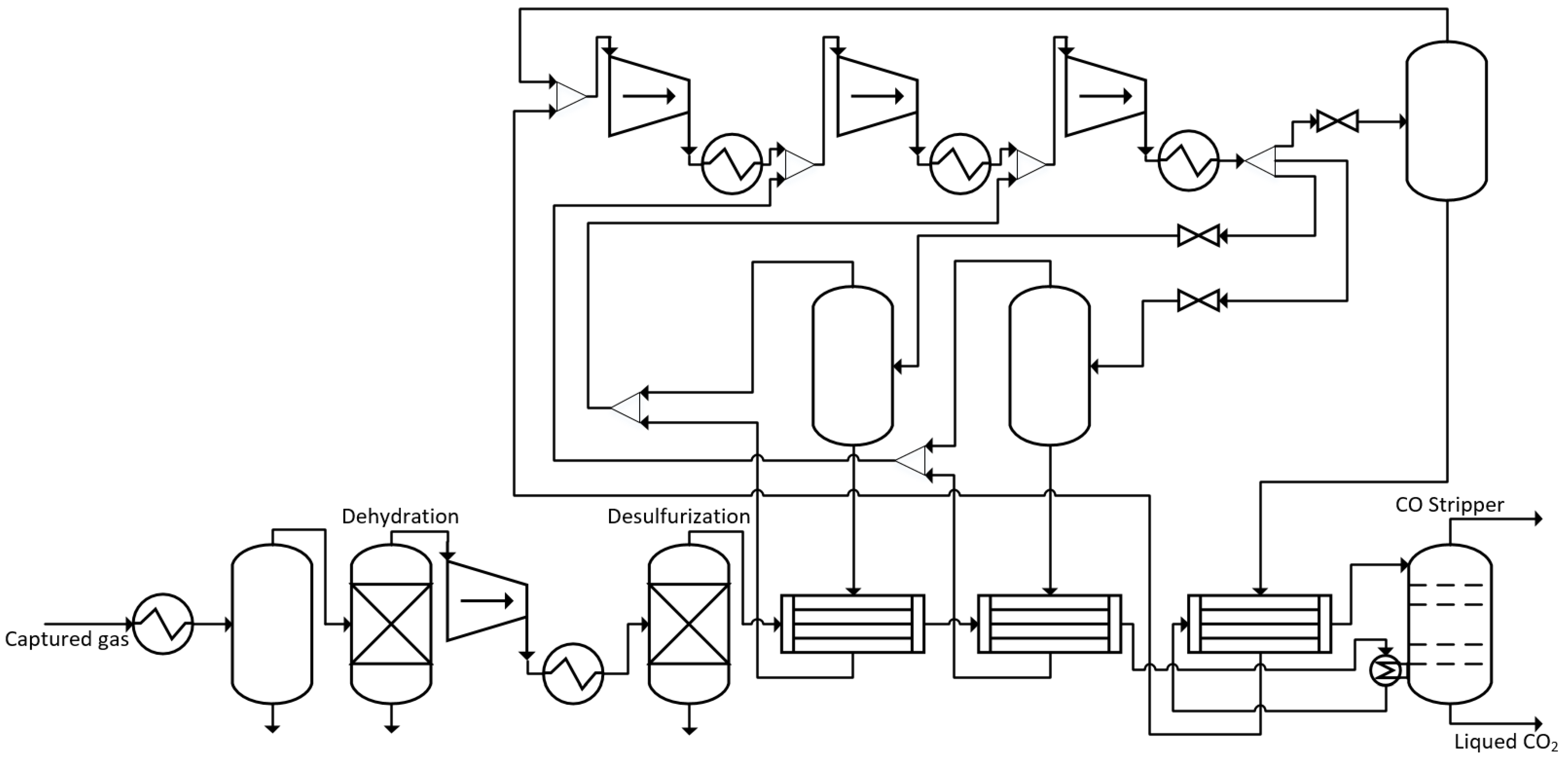
In this work, the ship-based conditioning process for the 3D project is investigated. The purification technologies for water and hydrogen sulfide removal are reviewed. For the 3D project, it is recommended to use molecular sieves or adsorption technologies to remove water and activated carbon to remove H2S. CO can be removed with a stripper. The top stream of the CO stripper is still a CO2-rich stream, and it is suggested to recycle this stream back to the capture unit. Different designs for liquefaction are explored. By comparing the results, we find that:
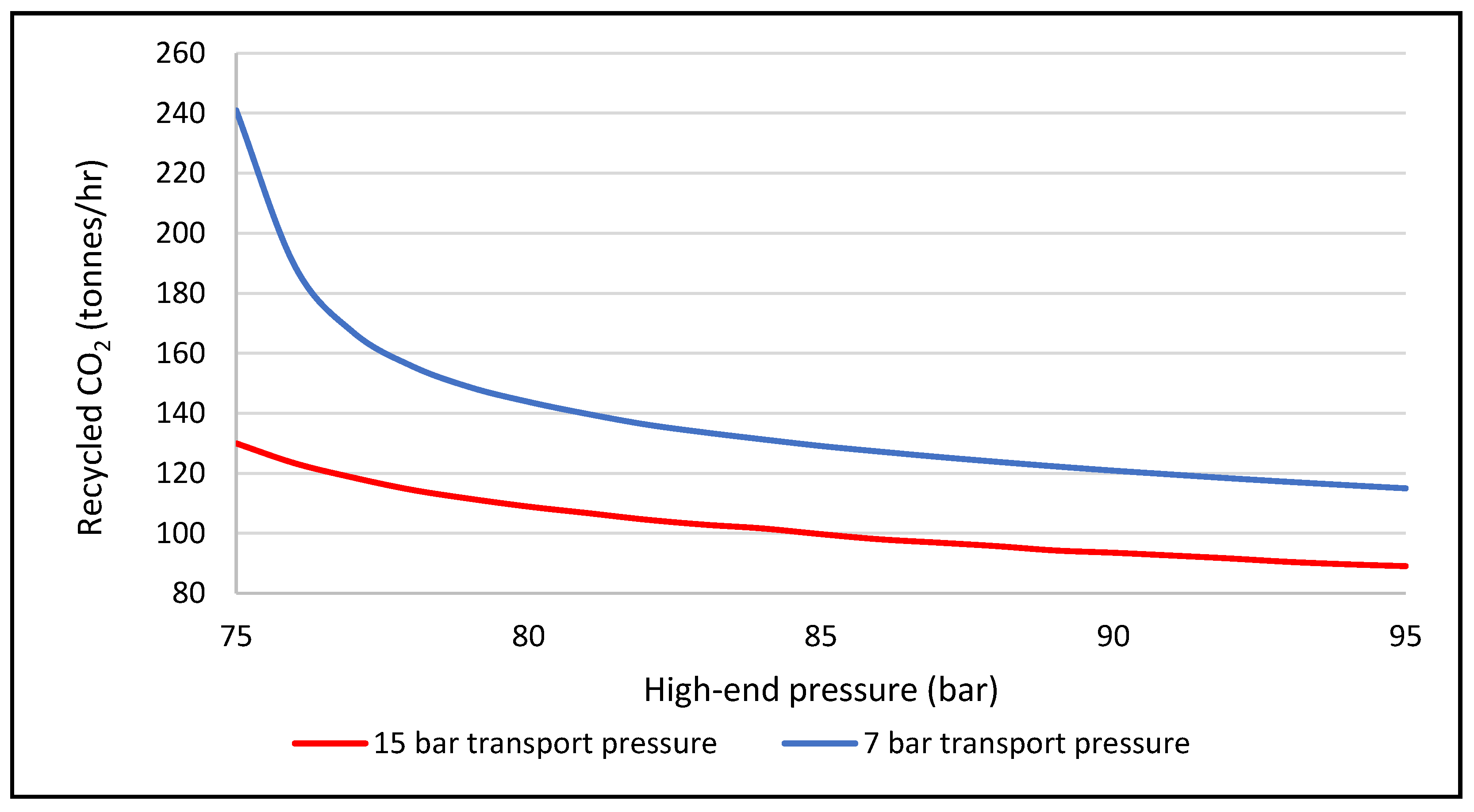
For all designs, liquefaction of CO2 for 15 bar transport case requires much less energy than the 7 bar transport case;
The most energy efficient open-cycle liquefaction design is to combine a turbine with a valve;
For closed-cycle designs, both ammonia and propane are unsuitable for liquefying CO2 at 7 bar. Additionally, using ammonia as the refrigerant is more energy efficient compared to propane;
The most energy efficient closed-cycle liquefaction design is with precoolers, to cool CO2 before liquefaction.
We conclude that if the transport pressure is 7 bar, the open-cycle liquefaction method shall be used. However, the power consumption for liquefying CO2 at 15 bar with a closed-cycle design is much less than that of any open-cycle designs. Investigating the compression ratios, the minimal total compression power consumption is identified, and amounts to 57.9 kWh/ton CO2.





















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}