
Optimal Process Parameters for a Thermal-Sprayed Molybdenum-Reinforced Zirconium Diboride Composite on a Dummy Substrate

 ,
,  ,
, 
Abstract
:1. Introduction
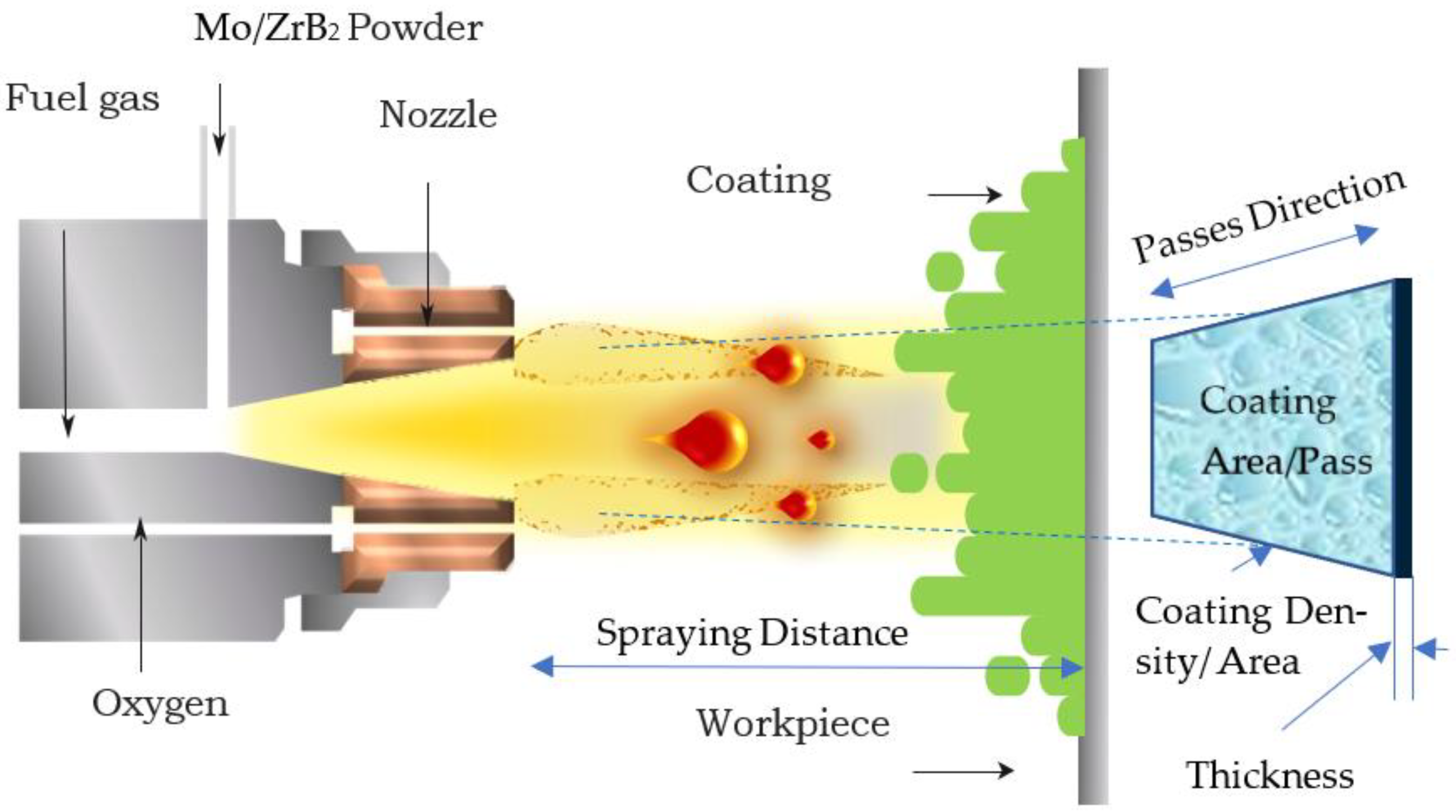
2. Materials and Methods
2.1. Materials
2.2. Process Parameters
2.3. Design of Experiment (DOE)
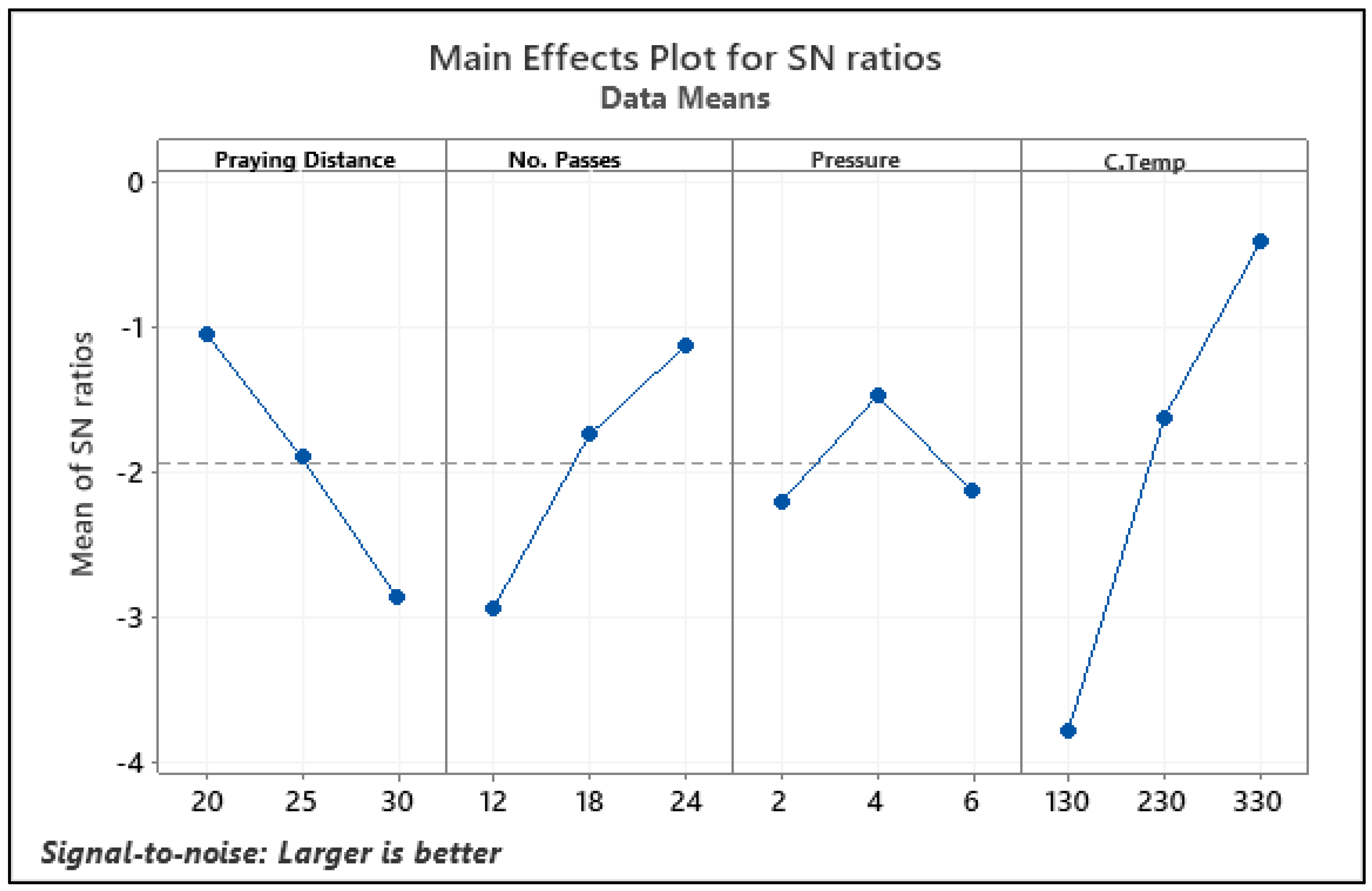
Signal-to-Noise Ratio Analysis
2.4. Experimental Procedures
2.5. Sample Preparation and Measurement
2.6. Validation
3. Results
3.1. Taguchi Method
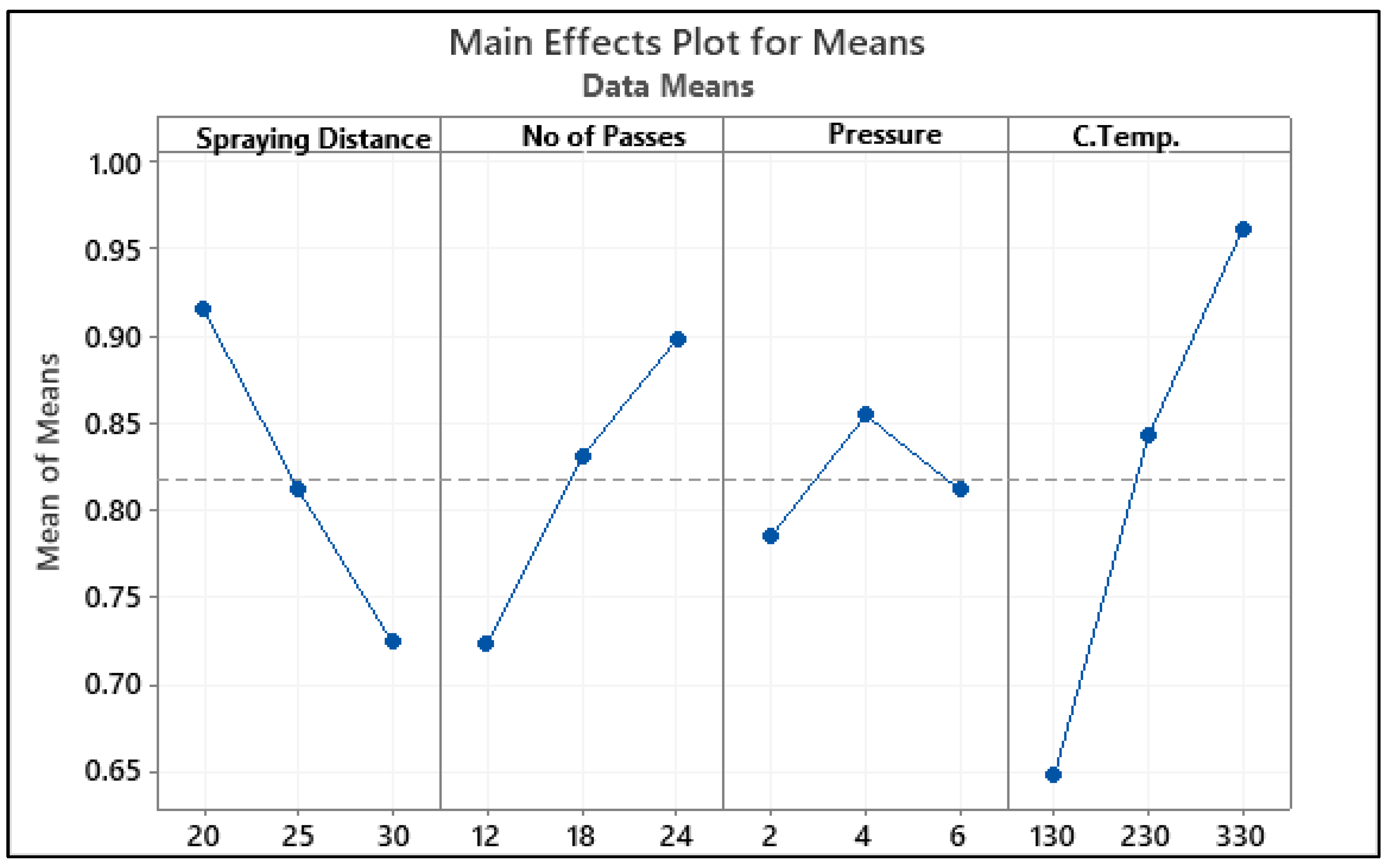
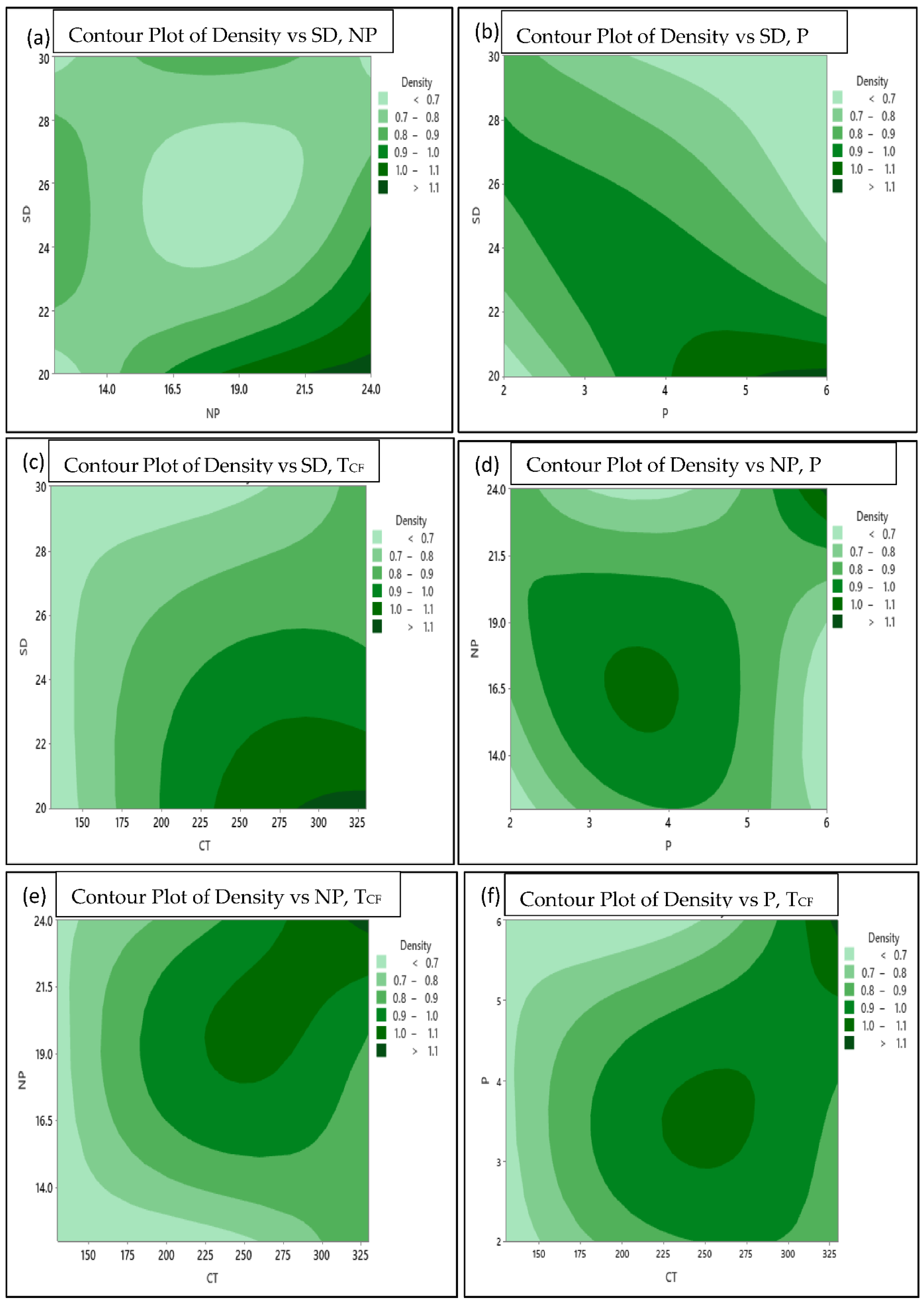
3.2. Effect of Process Parameters on the Coating Density
3.3. Optimum Selected Parameters for Cd
3.4. Confirmation Test
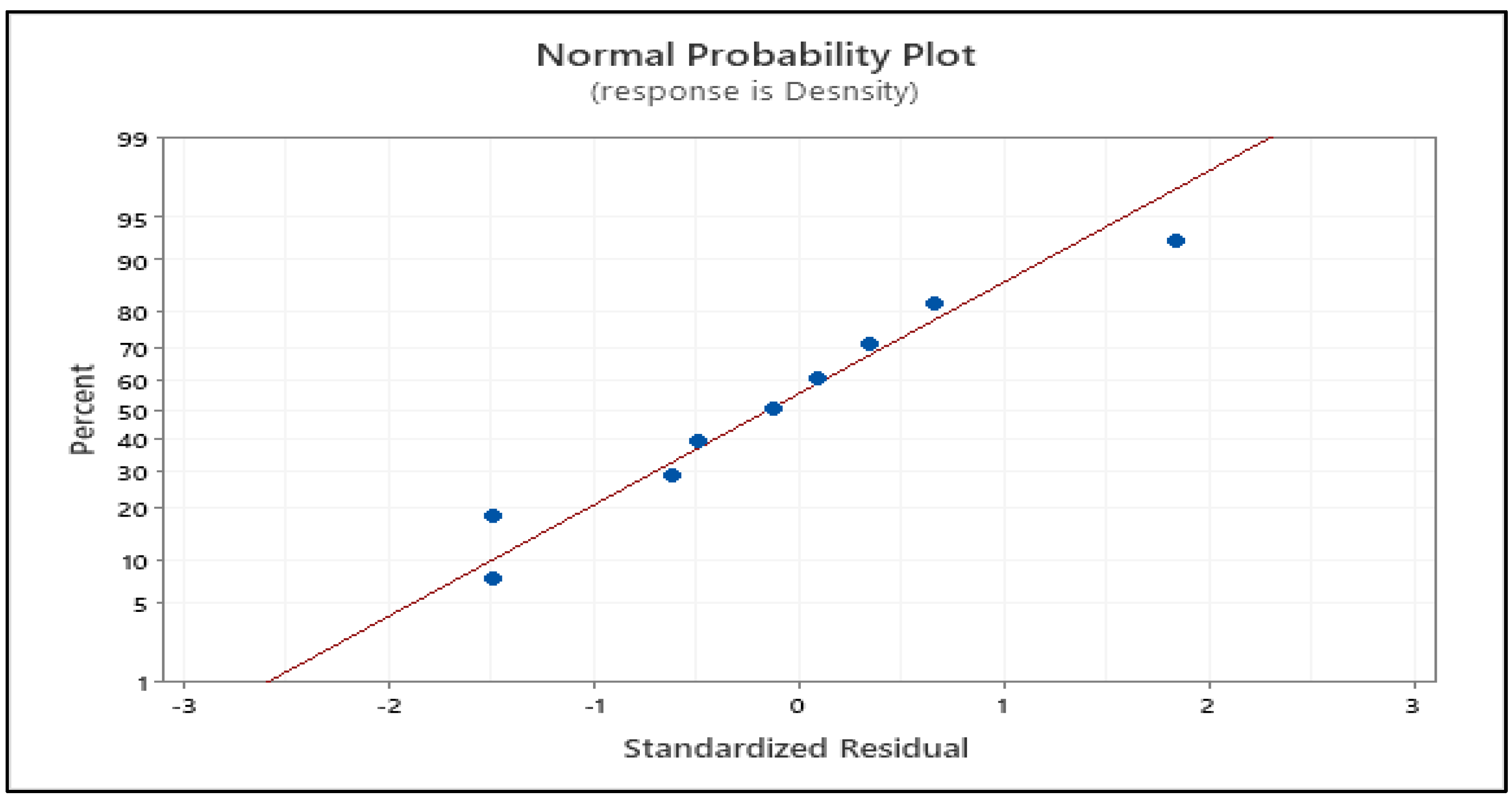
3.5. Analysis of Variance (ANOVA)
3.6. Modeling
(R2 = 96.11%)
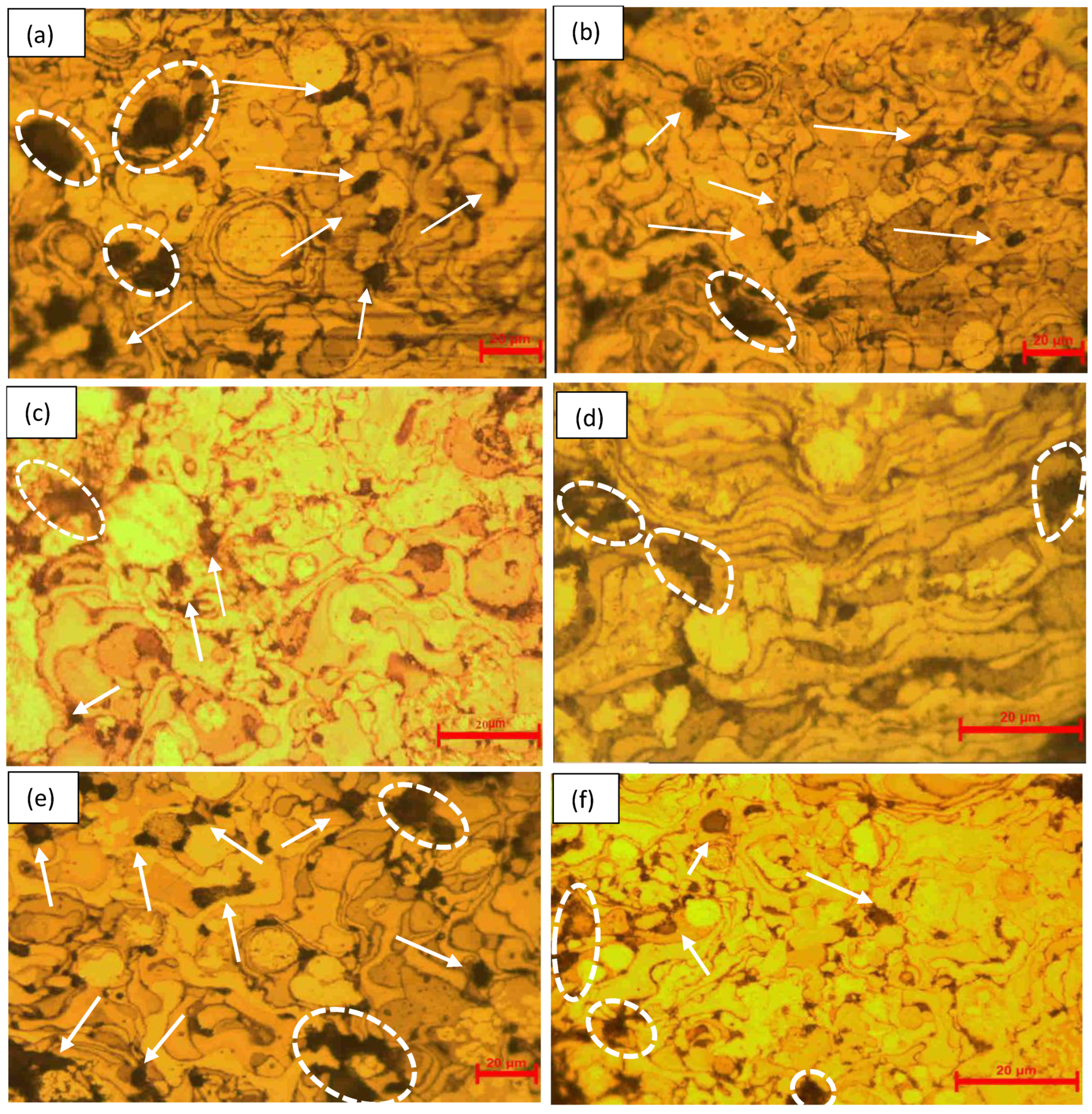
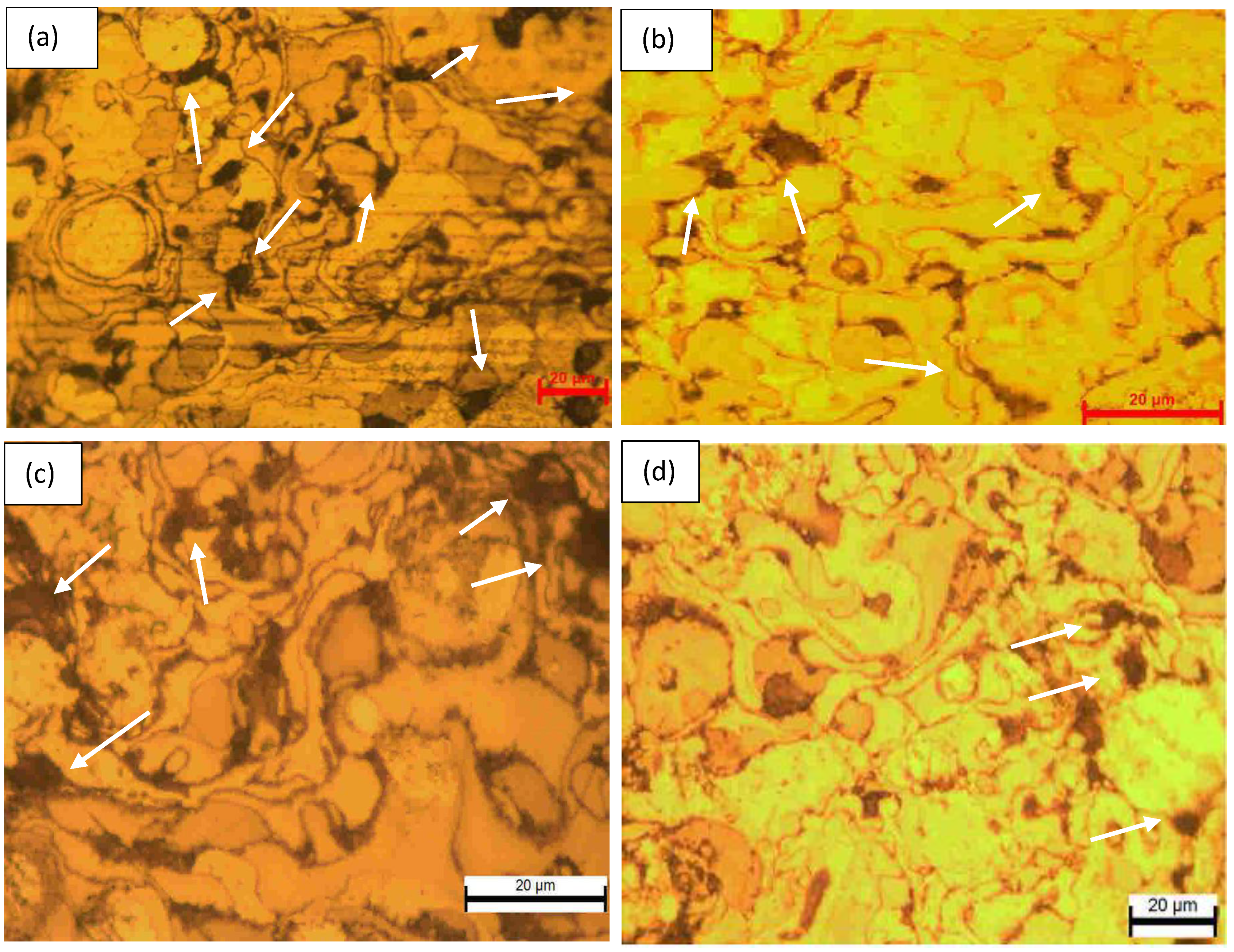
3.7. Morphological Analysis
4. Conclusions
- Using the Taguchi approach, the ideal coating parameters for achieving a high coating density (Cd) were determined to be SD = 20 cm, NP = 24, P = 4 bar and TCF = 330 °C ((SD.)1-(NP.)3-P2-(S.T.)3). It was noted that the Taguchi-determined optimal coating setting had a 42.55% increase in Cd.
- It was observed from the ANOVA that the coating density (Cd) was significantly influenced by the coat-face temperature, followed by the number of passes, spraying distance and pressure, with contributions of 6.29, 17.89, 17.42 and 3.35%, respectively;
- It can be inferred from the well-founded optimal coating parameters that TS might be a promising method for achieving an extremely dense coating surface;
- The projected and experimental outcomes showed a strong level of agreement, according to the mathematical model of the Cd that was built. As a result, the generated model was able to choose the appropriate thermal spraying parameters without the need for test experiments.
- From the OM images, the TS coating exhibited a good microstructure due to the accumulation of the optimal spraying distance, coat-face temperature, number of passes and pressure, resulting in coatings that were very dense, porous-free and well-bonded to the substrate.
- We advise conducting further research to determine how TS process parameters affect microhardness.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Kout, A.; Müller, H. Parameter optimization for spray coating. Adv. Eng. Softw. 2009, 40, 1078–1086. [Google Scholar] [CrossRef]
- Kiilakoski, J.; Trache, R.; Björklund, S.; Joshi, S.; Vuoristo, P. Process parameter impact on suspension-HVOF-sprayed Cr2O3 coatings. J. Therm. Spray Technol. 2019, 28, 1933–1944. [Google Scholar] [CrossRef] [Green Version]
- Cai, Z.; Deng, S.; Liao, H.; Zeng, C.; Montavon, G. The effect of spray distance and scanning step on the coating thickness uniformity in cold spray process. J. Therm. Spray Technol. 2014, 23, 354–362. [Google Scholar] [CrossRef]
- Gujba, A.K.; Mahdipoor, M.S.; Medraj, M. Water droplet impingement erosion performance of WC-based coating sprayed by HVAF and HVOF. Wear 2021, 484, 203904. [Google Scholar] [CrossRef]
- Hanson, T.C.; Settles, G.S. Particle temperature and velocity effects on the porosity and oxidation of an HVOF corrosion-control coating. J. Therm. Spray Technol. 2003, 12, 403–415. [Google Scholar] [CrossRef]
- Prasad, R.V.; Rajesh, R.; Thirumalaikumarasamy, D.; Vignesh, S.; Sreesabari, S. Sensitivity analysis and optimisation of HVOF process inputs to reduce porosity and maximise hardness of WC-10Co-4Cr coatings. Sādhanā 2021, 46, 1–23. [Google Scholar] [CrossRef]
- Meghwal, A.; Anupam, A.; Murty, B.S.; Berndt, C.C.; Kottada, R.S.; Ang, A.S.M. Thermal spray high-entropy alloy coatings: A review. J. Therm. Spray Technol. 2020, 29, 857–893. [Google Scholar] [CrossRef]
- Hunter, C.E.; Gardner, T.P.; Zakrajsek, C.E. Simultaneous Optimization of Diesel Engine Parameters for Low Emissions Using Taguchi Methods. SAE Trans. 1990, 99, 2068–2078. [Google Scholar]
- Young, W.B.; McComb, J.A. New Piston Ring Face Coatings Using Design of Experiments. SAE Trans. 1990, 99, 1228–1235. [Google Scholar]
- Babu, M.V.; Kumar, R.K.; Prabhakar, O.; Shankar, N.G. Simultaneous optimization of flame spraying process parameters for high quality molybdenum coatings using Taguchi methods. Surf. Coatings Technol. 1996, 79, 276–288. [Google Scholar] [CrossRef]
- Nataraj, M.; Arunachalam, V.P.; Dhandapani, N. Optimizing diesel engine parameters for low emissions using Taguchi method: Variation risk analysis approach—Part I. Indian J. Eng. Mater. Sci. 2005, 12, 169–181. [Google Scholar]
- Katoh, Y.; Byun, T.; Nanstad, R.K. Materials Fabricated for FUTURIX-MI Experiment; Oak Ridge National Laboratory: Oak Ridge, TN, USA, 2005. [Google Scholar]
- Kuwabara, K.; Sakamoto, S.; Kida, O.; Ishino, T.; Kodama, T.; Nakajima, H.; Hirakawa, Y. Corrosion resistance and electrical resistivity of zrb 2 monolithic refractory. Refractories 2004, 56, 116. [Google Scholar]
- Chamberlain, A.L.; Fahrenholtz, W.G.; Hilmas, G.E.; Ellerby, D.T. High-strength zirconium diboride-based ceramics. J. Am. Ceram. Soc. 2004, 87, 1170–1172. [Google Scholar] [CrossRef]
- Rani, A.P.D.A.M.A. The Undersigned Certify That They Have Read, and Recommend to the Postgraduate Studies Programme for Acceptance This Thesis for the Fulfillment ofthe Requirements n.d. Available online: http://utpedia.utp.edu.my (accessed on 21 August 2022).
- Murata, Y. Cutting Tool Tips and Ceramics Containing Hafnium Nitride and Zirconium Diboride. U.S. Patent No. 3,487,594, 6 January 1970. [Google Scholar]
- Sung, J.; Goedde, D.M.; Girolami, G.S.; Abelson, J.R. Remote-plasma chemical vapor deposition of conformal ZrB 2 films at low temperature: A promising diffusion barrier for ultralarge scale integrated electronics. J. Appl. Phys. 2002, 91, 3904–3911. [Google Scholar] [CrossRef]
- Huang, B.; Zhang, C.; Zhang, G.; Liao, H. Wear and corrosion resistant performance of thermal-sprayed Fe-based amorphous coatings: A review. Surf. Coatings Technol. 2019, 377, 124896. [Google Scholar] [CrossRef]
- Zhang, H.; Hu, Y.; Hou, G.; An, Y.; Liu, G. The effect of high-velocity oxy-fuel spraying parameters on microstructure, corrosion and wear resistance of Fe-based metallic glass coatings. J. Non-Cryst. Solids 2014, 406, 37–44. [Google Scholar] [CrossRef]
- Chandra Yadaw, R.; Kumar Singh, S.; Chattopadhyaya, S.; Kumar, S.; CSingh, R. Tribological behavior of thin film coating—A review. Int. J. Eng. Technol. 2018, 7, 1656. [Google Scholar] [CrossRef]
- Metco, S. An Introduction to Thermal Spray. Issue 2013, 4, 24. [Google Scholar]
- Mohammed, H.G.; Albarody, T.M.B.; Susilawati, S.; Gohari, S.; Doyan, A.; Prayogi, S.; Bilad, M.R.; Alebrahim, R.; Saeed, A.A.H. Process Optimization of in situ magnetic-anisotropy spark plasma sintering of M-type-based barium hexaferrite BaFe12O19. Materials 2021, 14, 2650. [Google Scholar] [CrossRef]
- Sarikaya, O. Effect of some parameters on microstructure and hardness of alumina coatings prepared by the air plasma spraying process. Surf. Coat. Technol. 2005, 190, 388–393. [Google Scholar] [CrossRef]
- Han, T.; Zhao, Z.; Gillispie, B.A.; Smith, J.R. Effects of spray conditions on coating formation by the kinetic spray process. J. Therm. Spray Technol. 2005, 14, 373–383. [Google Scholar] [CrossRef]
- Technology, T.S.; Tucker, R.C. Introduction to Coating Design and Processing. Therm. Spray Technol. 2018, 5, 76–88. [Google Scholar] [CrossRef]
- Kumar, S.; Kumar, R. Influence of processing conditions on the properties of thermal sprayed coating: A review. Surf. Eng. 2021, 37, 1339–1372. [Google Scholar] [CrossRef]
- Łatka, L.; Pawłowski, L.; Winnicki, M.; Sokołowski, P.; Małachowska, A.; Kozerski, S. Review of functionally graded thermal sprayed coatings. Appl. Sci. 2020, 10, 5153. [Google Scholar] [CrossRef]
- Dinh, V.C.; Nguyen, T.H.; Nguyen, K.L. Application of taguchi method and anova techniques to maximize hvof spraying to wc-12co. Key Eng. Mater. 2020, 854, 109–116. [Google Scholar] [CrossRef]
- Andreola, F.; Leonelli, C.; Romagnoli, M. Techniques Used to Determine Porosity. Am. Ceram. Soc. Bull. 2000, 79, 49–52. [Google Scholar]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Symbols | Process Parameters | Units | Levels | ||
|---|---|---|---|---|---|
| 1 | 2 | 3 | |||
| SD | Spraying Distance | cm | 20 | 25 | 30 |
| NP | No of Passes | - | 12 | 18 | 24 |
| P | Nitrogen Pressure | Bar | 2 | 4 | 6 |
| Tcf | Coat-Face Temperature | °C | 130 | 230 | 330 |
| Run | Spraying Distance (cm) | No. of Passes | Pressure (Bar) | Coat-Face Temperature (°C) |
|---|---|---|---|---|
| 1 | 20 | 12 | 2 | 130 |
| 2 | 20 | 18 | 4 | 230 |
| 3 | 20 | 24 | 6 | 330 |
| 4 | 25 | 12 | 4 | 330 |
| 5 | 25 | 18 | 6 | 130 |
| 6 | 25 | 24 | 2 | 230 |
| 7 | 30 | 12 | 6 | 230 |
| 8 | 30 | 18 | 2 | 330 |
| 9 | 30 | 24 | 4 | 130 |
| Dimensions | 25 × 15 × 2 mm |
| Finish | Compatible with polyester, vinyl and epoxy |
| Weave pattern | Plain |
| Yarn description | Warp: ECG 75 1/3-Fill: ECG 50 1/0 |
| Count: ends × picks (mm) | 431.8–482.6 × 812.8–914.4 |
| Weight | 7.80–9.60 oz/yd2 |
| Coating Parameters | Results S/N Ratios | |||||
|---|---|---|---|---|---|---|
| Exp. Runs | Spraying Distance (cm) | No. of Passes | Pressure (Bar) | Coat-Face Temp. (°C) | Cd | Cd |
| 1 | 20 | 12 | 2 | 130 | 0.61940 | −4.16058 |
| 2 | 20 | 18 | 4 | 230 | 0.99172 | −0.07222 |
| 3 | 20 | 24 | 6 | 330 | 1.13560 | 1.10451 |
| 4 | 25 | 12 | 4 | 330 | 0.90000 | −0.91515 |
| 5 | 25 | 18 | 6 | 130 | 0.65040 | −3.73639 |
| 6 | 25 | 24 | 2 | 230 | 0.88730 | −1.03859 |
| 7 | 30 | 12 | 6 | 230 | 0.65000 | −3.74173 |
| 8 | 30 | 18 | 2 | 330 | 0.85040 | −1.40753 |
| 9 | 30 | 24 | 4 | 130 | 0.67320 | −3.43712 |
| Symbol | Process Parameters | Mean S/N Ratio | ||||
|---|---|---|---|---|---|---|
| Level 1 | Level 2 | Level 3 | Max-Min | Rank | ||
| SD | Spraying Distance (cm) | −1.0428 | −1.8967 | −2.8621 | 1.8214 | 2 |
| NP | No. of Passes | −2.9392 | −1.7387 | −1.1237 | 1.200 | 3 |
| P | Pressure (Bar) | −2.2022 | −1.4748 | −2.1245 | 0.0777 | 4 |
| TCF | TCF (°C) | −3.7780 | −1.6175 | −0.4061 | 2.1605 | 1 |
| Optimal Process Parameters | |||
|---|---|---|---|
| Initial Process Parameters | Prediction | Experimental | |
| Levels | (SD)2-(NP)2-P2-(TCF)2 | (SD)1-(NP)3-P2-(TCF)3 | (SD)1-(NP)2-P3-(TCF)3 |
| Cd | 0.6504 | 0.998 | 1.1300 |
| S/N ratio (dB) | −3.729 | 1.0618 | |
| Improvement in S/N ratio (dB) | 4.79 | ||
| Percentage of the increment in Cd | 42.55% | ||
| Source | Degree of Freedom | Sum of Square | Means Square | % Contribution |
|---|---|---|---|---|
| SD (CM) | 2 | 4.9714 | 2.48568 | 17.42 |
| NP | 2 | 5.1150 | 2.55750 | 17.89 |
| P (bar) | 2 | 0.9573 | 0.47864 | 3.35 |
| TCF (°C) | 2 | 17.5056 | 8.75281 | 61.29 |
| Total | 8 | 28.5492 | - | 100 |
| Run | Experimental | Predicted | Residual | Error% |
|---|---|---|---|---|
| Cd% | Cd% | |||
| 1 | 0.65512 | 0.6194 | 0.03572 | 5.452 |
| 3 | 1.17148 | 1.1356 | 0.03588 | 3.062 |
| 5 | 0.6738 | 0.6504 | 0.0234 | 3.472 |
| 6 | 0.89238 | 0.8873 | 0.00508 | 0.569 |
| 8 | 0.8663 | 0.8504 | 0.0159 | 1.835 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mihoob, M.M.; Mohammed, H.G.; Albarody, T.M.B.; Ahmad, F.; Alnarabiji, M.S. Optimal Process Parameters for a Thermal-Sprayed Molybdenum-Reinforced Zirconium Diboride Composite on a Dummy Substrate. Energies 2022, 15, 9415. https://doi.org/10.3390/en15249415
Mihoob MM, Mohammed HG, Albarody TMB, Ahmad F, Alnarabiji MS. Optimal Process Parameters for a Thermal-Sprayed Molybdenum-Reinforced Zirconium Diboride Composite on a Dummy Substrate. Energies. 2022; 15(24):9415. https://doi.org/10.3390/en15249415
Chicago/Turabian StyleMihoob, Muftah M., Haetham G. Mohammed, Thar Mohammed Badri Albarody, Faiz Ahmad, and Mohamad Sahban Alnarabiji. 2022. "Optimal Process Parameters for a Thermal-Sprayed Molybdenum-Reinforced Zirconium Diboride Composite on a Dummy Substrate" Energies 15, no. 24: 9415. https://doi.org/10.3390/en15249415
APA StyleMihoob, M. M., Mohammed, H. G., Albarody, T. M. B., Ahmad, F., & Alnarabiji, M. S. (2022). Optimal Process Parameters for a Thermal-Sprayed Molybdenum-Reinforced Zirconium Diboride Composite on a Dummy Substrate. Energies, 15(24), 9415. https://doi.org/10.3390/en15249415