
Comprehensive Review on Potential Contamination in Fuel Ethanol Production with Proposed Specific Guideline Criteria

 ,
, 
 ,
,  , ,
, ,  and
and 
Abstract
:Contents
- Introduction
- Ethanol Production from Different Types of Feedstock
- Impact of Different Feedstocks on Impurities in Fuel Ethanol
- 3.1
- Conversion of Sugar-Containing Feedstock
- 3.1.1
- Attached Distillery
- 3.1.2
- Autonomous Distillery
- 3.1.3
- Comparison of Contamination between an Attached Distillery and Autonomous Distillery for Sugarcane-Based Feedstock
- 3.2
- Conversion of Starch-Containing Feedstocks
- 3.2.1
- Wet Milling Distillery
- 3.2.2
- Dry Milling Distillery
- 3.2.3
- Comparison between Dry Milling and Wet Milling for Ethanol Production
- 3.3
- Conversion of Lignocellulosic Feedstock
- 3.3.1
- Lignocellulose Composition
- 3.3.2
- Ethanol Production from Lignocellulosic Biomass
- 3.3.3
- Lignocellulosic Pretreatment
- 3.3.4
- Lignocellulosic Hydrolysate Detoxification
- 3.3.5
- Hydrolysis of Cellulose
- Fermentation
- 4.1
- Fermentation Media
- 4.2
- Contamination during Fermentation
- 4.2.1
- Bacterial Contamination
- 4.2.2
- Byproducts Generated by Yeast
- 4.2.3
- Sulfur Dioxide as an Antioxidant
- 4.2.4
- Sulfuric Acid as pH Regulator and Antimicrobial Agent
- 4.2.5
- Addition of Defoamer
- 4.3
- Chemical Use for Fermentation Gas Removal
- Ethanol Recovery
- 5.1
- Distillation Process
- 5.2
- Stillage Recycles
- 5.3
- The Fate of Electrolytes during Distillation
- 5.4
- Dehydration Process
- Ethanol Storage
- 6.1
- Oxidative Degradation
- 6.2
- Increasing Water Content
- 6.3
- Sulfite Oxidation
- 6.4
- Carbon Dioxide
- 6.5
- Ester Hydrolysis
- 6.6
- Ethanol Quality Control Strategies during Storage
- Comparison Study of Contamination in Ethanol Derived from Different Feedstocks
- Specific Guidelines to Control Ethanol Quality during Production and Storage Periods
- Conclusions
- Recommendation and Future Perspectives
- References
1. Introduction

| Specification | Unit | European Union | USA | Brazil | Thailand | |||
|---|---|---|---|---|---|---|---|---|
| prEN 15376 | ASTM D-4806-16a | ANP Resolution nº 19 | TIS 2324 | TIS 640-1 | TIS 640-2 | |||
| Ethanol type | - | - | Anhydrous | Denatured anhydrous | Anhydrous | Denatured anhydrous | Anhydrous | Anhydrous |
| Ethanol | % by volume | Min. | - | - | 98 | - | - | - |
| Ethanol and higher saturated alcohols | % by volume, (% by mass) | Min. | (98.7) | 92.1 | (99.3) | 99 | 99.5 | 99.5 |
| Higher saturated mono-alcohols-C3-C5 | % by volume, (% by mass) | Max. | (2) | - | 3 | 2 | - | - |
| Methanol | % by volume, (% by mass) | Max. | (1) | 0.5 | 0.5 | 0.5 | 0.02 | 0.05 |
| Water content | % by volume, (% by mass) | Max. | (0.3) | 1 | (0.7) | 0.3 | - | - |
| Density at 20 °C | kg/m3 | Max. | - | - | 791.5 | - | 790–793 | - |
| Total acidity (as acetic acid) | mg/L, (% by mass) | Max. | (0.007) | 56 (0.007) | 30 | 30 | 30 | (0.005) |
| Electrical conductivity | µS/m | Max. | - | - | 300 | 500 | - | - |
| pHe | - | - | 6.5~9.0 | - | 6.5~9.0 | - | - | |
| Copper | mg/kg, (mg/L) | Max. | 0.1 | 0.1 | 0.07 | 0.07 | - | - |
| Inorganic chloride | mg/kg, (mg/L) | Max. | 1.5 | 6.7 (5) | 1 | (20) | - | - |
| Solvent-washed gum | mg/100 mL | Max. | - | 5 | - | 5 | - | - |
| Sulfur | mg/kg, (ppm) | Max. | 10 | (30) | Report | - | - | - |
| Total sulfate | mg/kg | Max. | 3 | 4 | 4 | - | - | - |
| Phosphorus content | mg/L | Max. | 0.15 | - | - | - | - | - |
| Non-volatile material | mg/100 mL, (% by mass) | Max. | 10 | - | 5 | - | 2.5 | (0.005) |
| Denaturant content | vol. % | Max. | - | 1.96~2.5 | - | - | - | - |
| Iron | mg/kg | Max. | - | - | 5 | - | - | - |
| Benzene | mL/kL | Max. | - | - | - | - | 2 | - |
| Acetaldehyde and acetal (as acetaldehyde) | % by volume, (% by mass) | Max. | - | - | - | - | 0.001 | (0.10) |
| Any other volatile impurity (as 4-methylpentan-2-ol) | mL/kL | Max. | - | - | - | - | 300 | - |
| Absorbance - Lower than 240 nm - 250 to 260 nm - 270 to 340 nm | Max. | - | - | - | - | 0.4 0.3 0.1 | - | |
| Sodium | % by mass | Max. | - | - | 0.0002 | - | - | - |
| Permanganate time | Minute | Min. | - | - | - | - | - | 15 |
| Aspect | - | Clear and colorless | Clear and colorless | Clear and no impurities | Clear, colorless and no visible suspended solids | Clear and colorless | Corresponding to ISO 2211 | |
2. Ethanol Production from Different Types of Feedstock
3. Impact of Different Feedstocks on Impurities in Fuel Ethanol
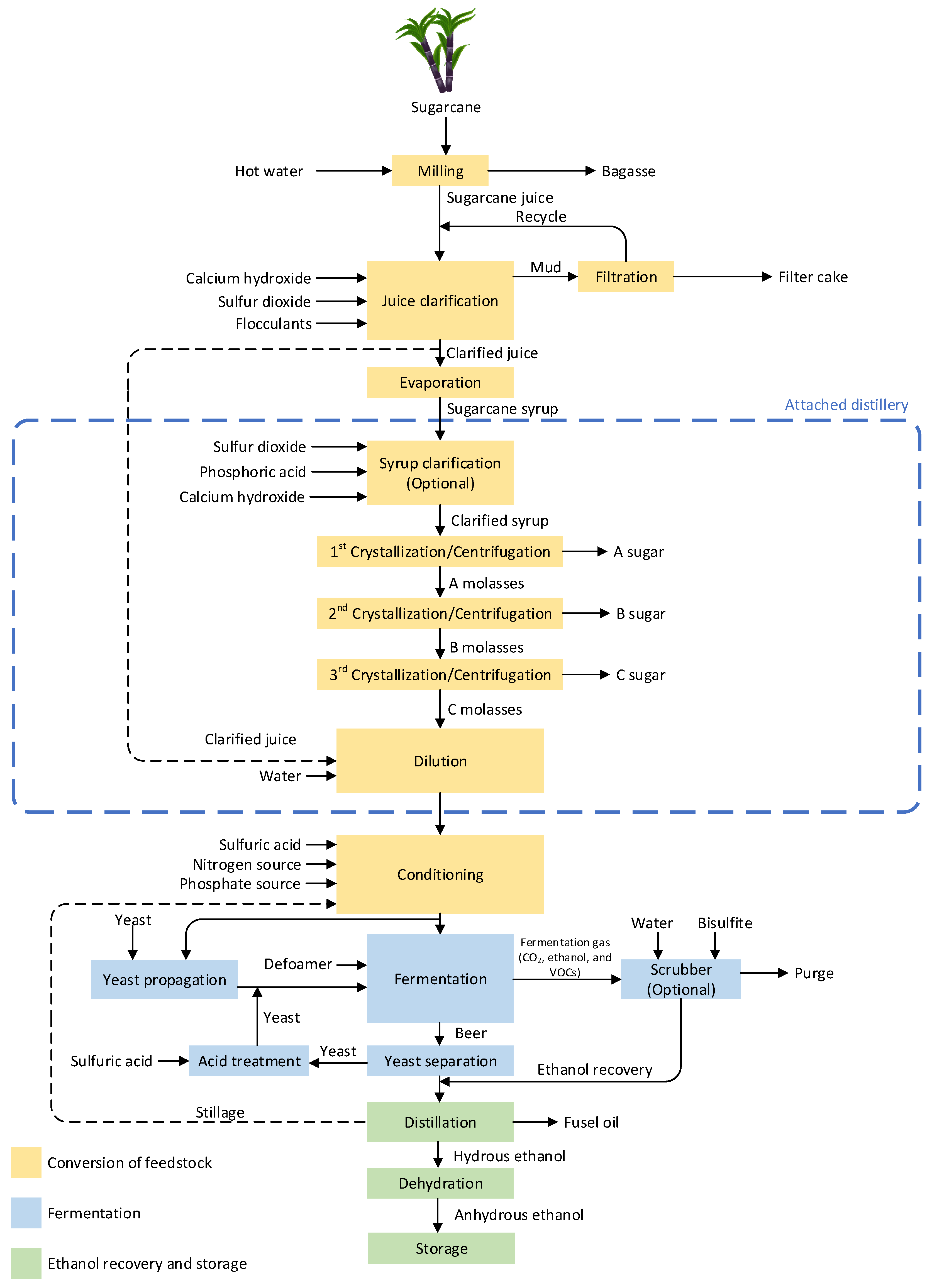
3.1. Conversion of Sugar-Containing Feedstock
3.1.1. Attached Distillery
- Sugarcane plantation and harvesting
- 2.
- Juice clarification
- 3.
- Evaporation
- 4.
- Crystallization and centrifugation (For attached distillery only)
- 5.
- Dilution (for attached distilleries only)
- Water used in the dilution step
- 6.
- Conditioning
- Synthetic zeolites
- Antiscalant
- Nitrogen source
- Phosphate source
3.1.2. Autonomous Distillery
3.1.3. Comparison of Contamination between an Attached Distillery and an Autonomous Distillery for Sugarcane-Based Feedstock
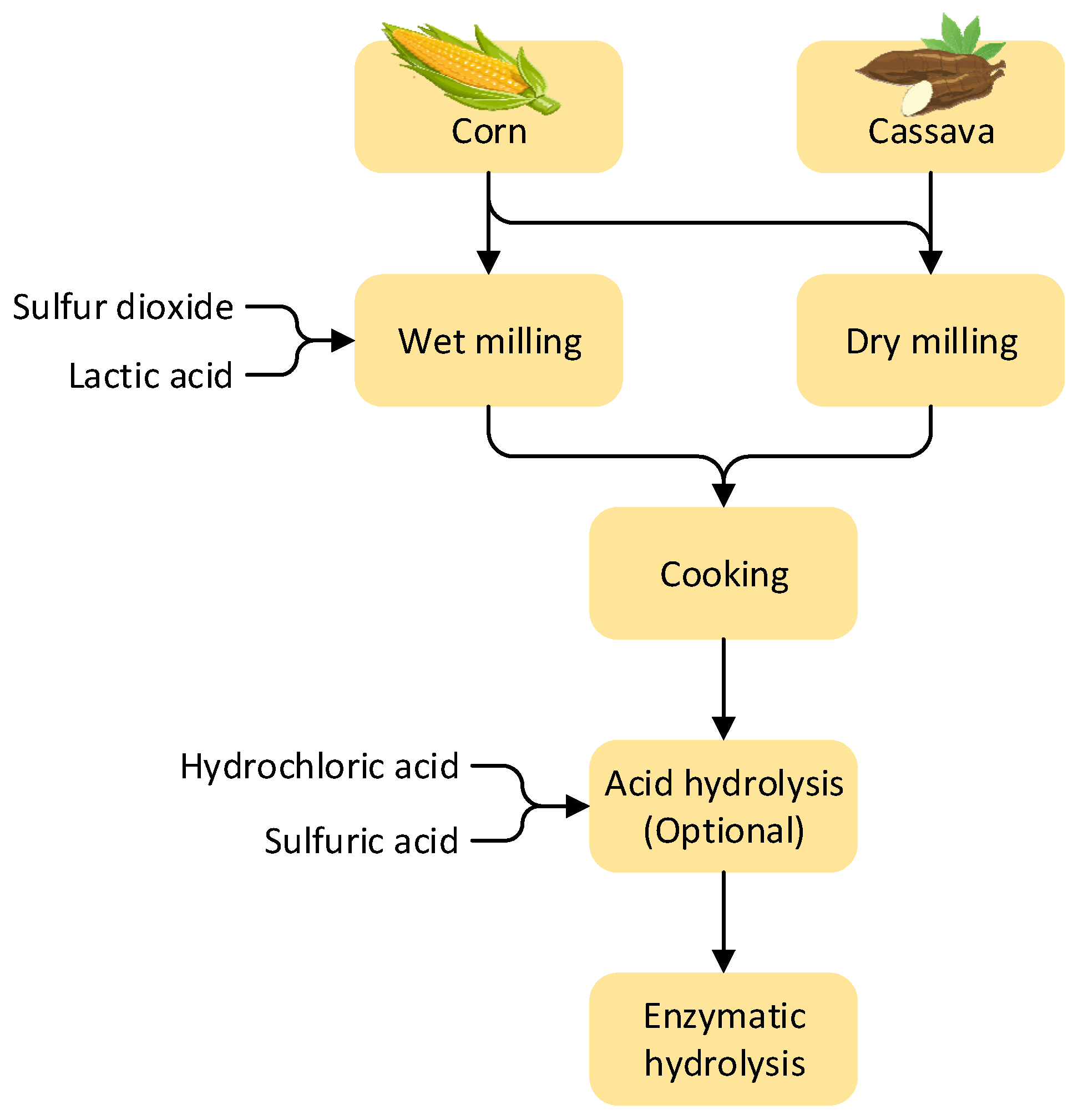
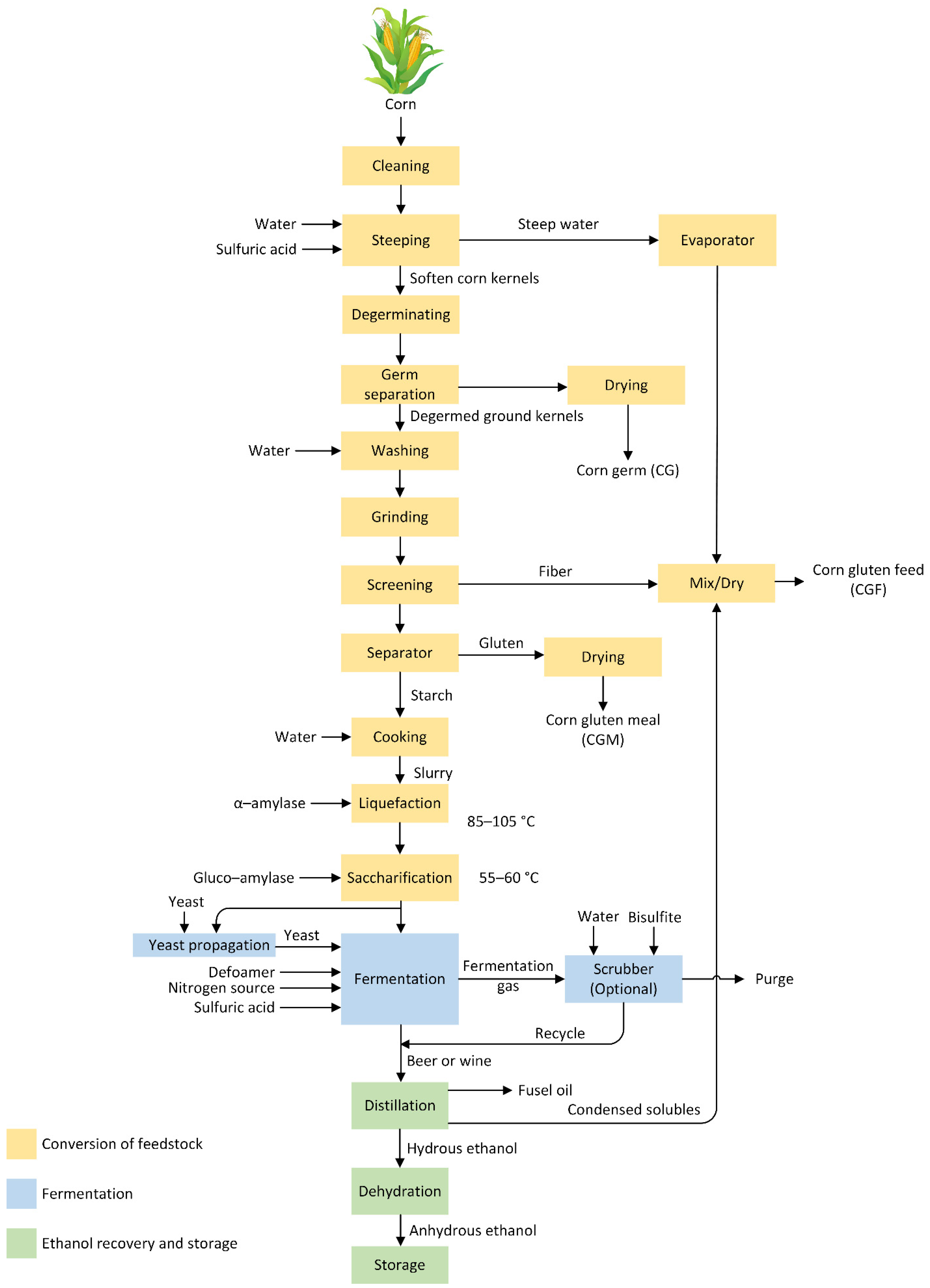
3.2. Conversion of Starch-Containing Feedstocks
3.2.1. Wet Milling Distillery
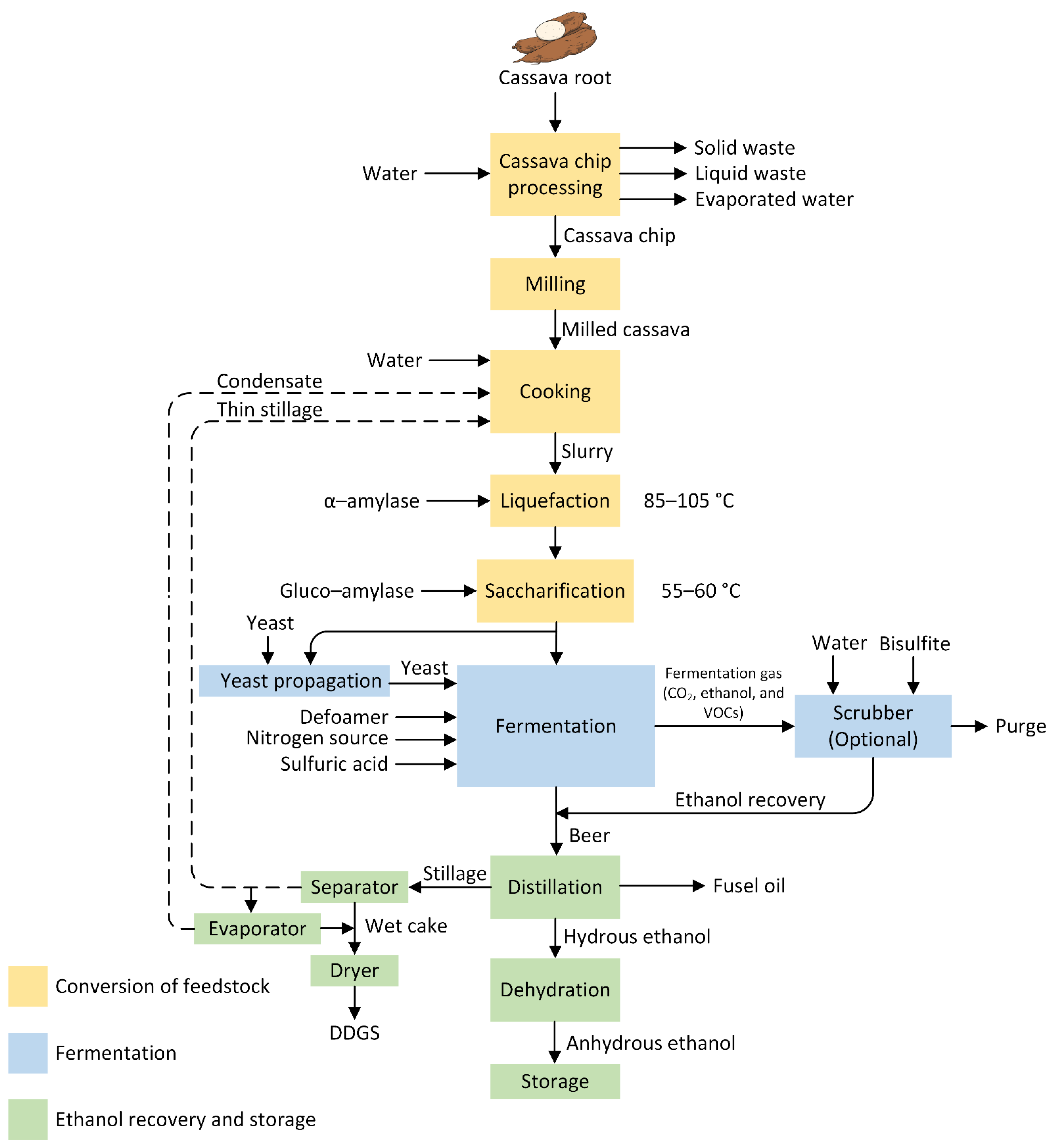
3.2.2. Dry Milling Distillery
- Cassava chip processing
- 2.
- Milling
- 3.
- Cooking
- 4.
- Starch hydrolysis process
- Enzyme hydrolysis
- Acidic hydrolysis
3.2.3. Comparison between Dry Milling and Wet Milling for Ethanol Production
3.3. Conversion of Lignocellulosic Feedstock
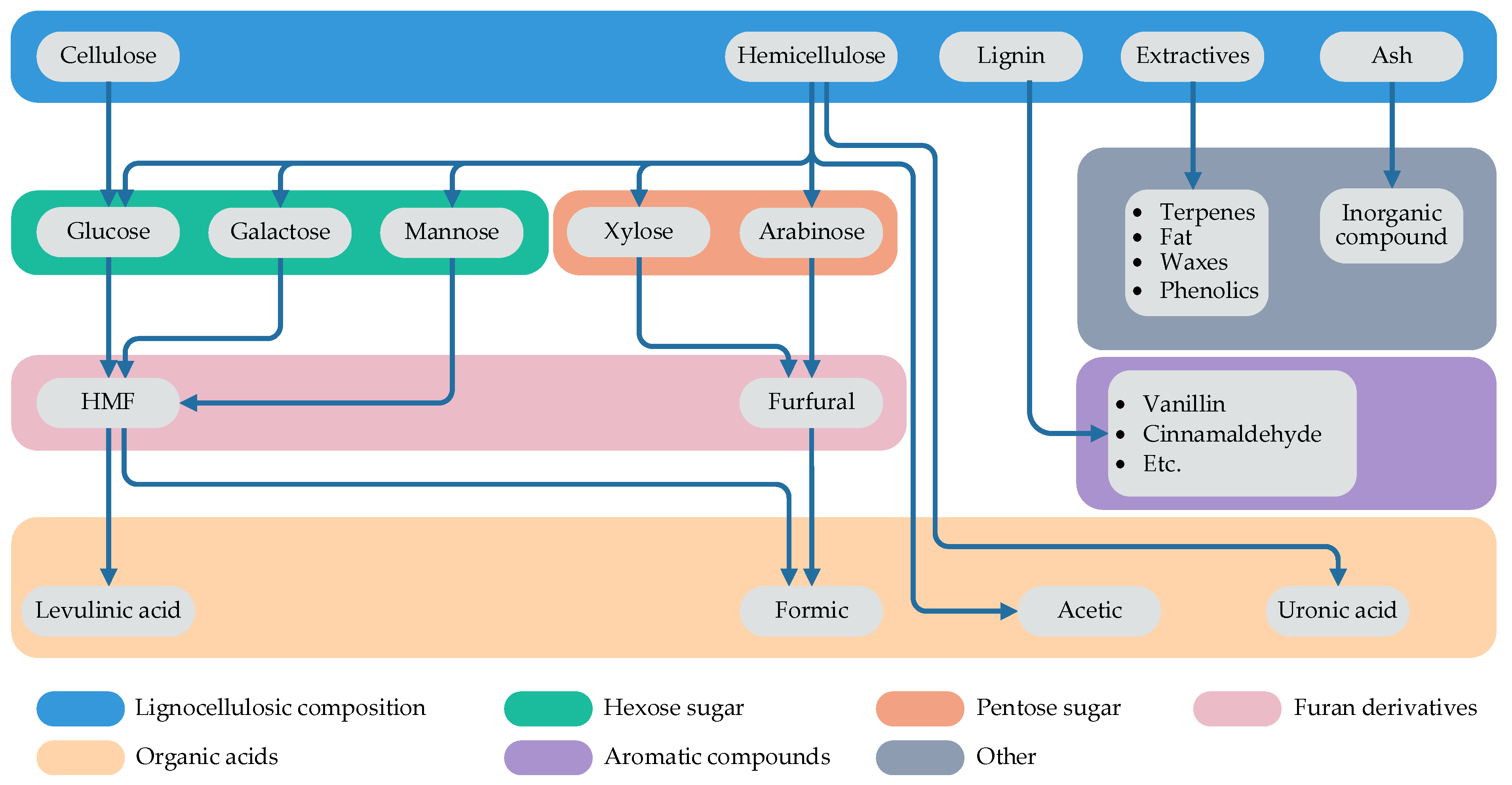
3.3.1. Lignocellulose Composition
- Cellulose
- 2.
- Hemicellulose
- 3.
- Lignin
- 4.
- Extractives
- 5.
- Ash
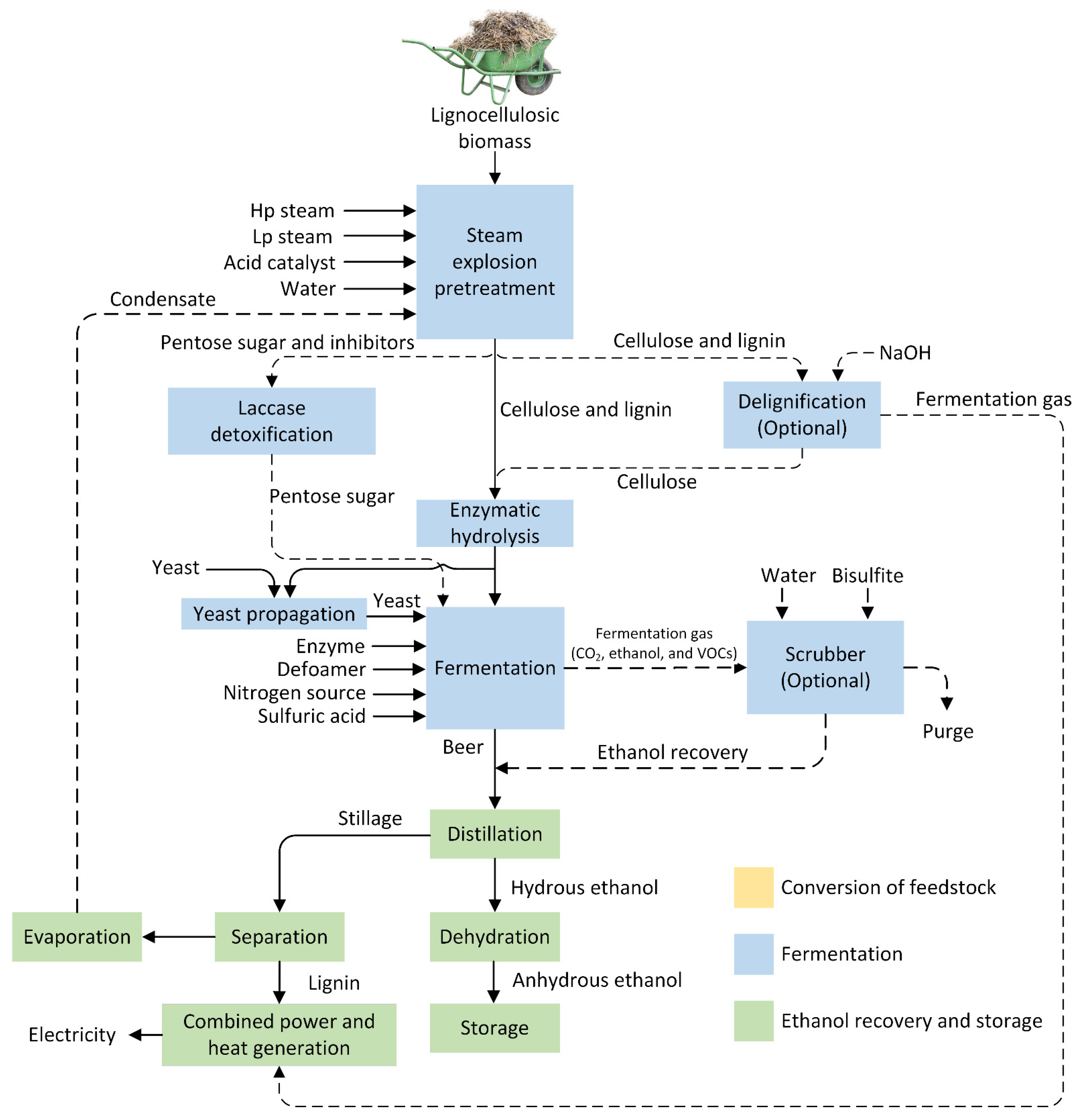
3.3.2. Ethanol Production from Lignocellulosic Biomass
3.3.3. Lignocellulosic Pretreatment
- Furan derivatives
- Organic acids
- Aromatic compounds
3.3.4. Lignocellulosic Hydrolysate Detoxification
3.3.5. Hydrolysis of Cellulose
- Enzymatic hydrolysis
- 2.
- Acidic hydrolysis
- Diluted acid hydrolysis
- Concentrated acidic hydrolysis
4. Fermentation
4.1. Fermentation Media
4.2. Contamination during Fermentation
4.2.1. Bacterial Contamination
4.2.2. Byproducts Generated by Yeast
4.2.3. Sulfur Dioxide as an Antioxidant
4.2.4. Sulfuric Acid as pH Regulator and Antimicrobial Agent
4.2.5. Addition of Defoamer
4.3. Chemical Use for Fermentation Gas Removal
5. Ethanol Recovery
5.1. Distillation Process
5.2. Stillage Recycles
5.3. The Fate of Electrolytes during Distillation
5.4. Dehydration Process
6. Ethanol Storage
6.1. Oxidative Degradation




6.2. Increasing Water Content
6.3. Sulfite Oxidation
6.4. Carbon Dioxide
6.5. Ester Hydrolysis

6.6. Ethanol Quality Control Strategies during Storage
- It reduces the water intake rate to the tank (maintains water content);
- Maintaining water content can minimize the cause of carboxylic formation from ester hydrolysis;
- Oxygen concentration, which is the cause of the oxidation reaction, can be minimized; as a result, the formation of acetaldehyde, acetic, and ethyl acetate is reduced.
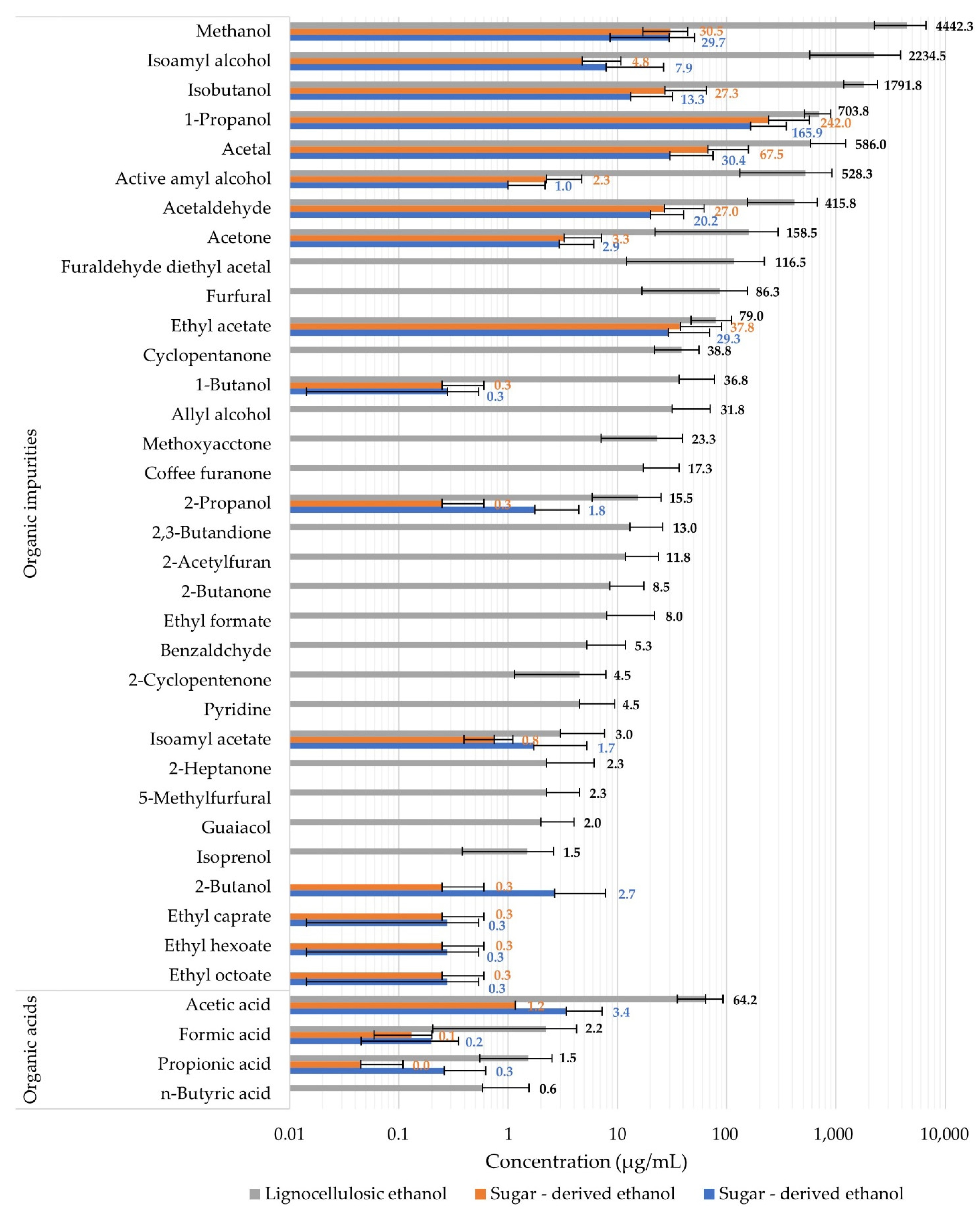
7. Comparison Study of Contamination in Ethanol Derived from Different Feedstocks
8. Specific Guidelines to Control Ethanol Quality during Production and Storage Periods
9. Conclusions
10. Recommendation and Future Perspectives
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Gallo, J.M.; Bueno, J.; Schuchardt, U. Catalytic transformations of ethanol for biorefineries. J. Braz. Chem. Soc. 2014, 25, 2229–2243. [Google Scholar] [CrossRef]
- Galante-Fox, J.; Von Bacho, P.; Notaro, C.; Zizelman, J. E-85 fuel corrosivity: Effects on port fuel injector durability performance. SAE Trans. 2007, 116, 989–994. [Google Scholar]
- Sriroth, K.; Wanlapatit, S.; Piyachomkwan, K. Cassava bioethanol. In Bioethanol; IntechOpen: London, UK, 2012. [Google Scholar]
- SEWPAC. Regulation Impact Statement Fuel Quality Standard: Ethanol (E85) Automotive Fuel; Department of Sustainability, Environment, Water, Population and Communities: Canberra, Australia, 2012. Available online: https://parlinfo.aph.gov.au/parlInfo/download/publications/tabledpapers/HSTP012629_2010-13/upload_pdf/12629_2010-13.pdf;fileType=application%2Fpdf#search=%22publications/tabledpapers/HSTP012629_2010-13%22 (accessed on 7 January 2021).
- Cortez, L.A.B. Sugarcane Bioethanol: R&D for Productivity and Sustainability; Blucher: São Paulo, Brazil, 2010. [Google Scholar]
- TTF. White Paper on Internationally Compatible Biofuel Standards. Tripartite Task Force. 2007. Available online: https://www.nist.gov/document/biofuelsreportpdf (accessed on 15 December 2020).
- McCormick, R.L.; Alleman, T.; Yanowitz, J. Sulfate Salts in Gasoline and Ethanol Fuels—Historical Perspective and Analysis of Available Data; National Renewable Energy Lab. (NREL): Golden, CO, USA, 2017.
- Stepien, Z.; Krasodomski, W. Investigation into Engine Deposit-Forming Tendency due to Sulfate Salt Contamination of Gasoline–Ethanol Blends. Energy Fuels 2019, 33, 4244–4253. [Google Scholar] [CrossRef]
- ASTM D5798-10a; Standard Specification for Fuel Ethanol (Ed70-Ed85) for Automotive Spark-Ignition Engines. ASTM International: West Conshohocken, PA, USA, 2011.
- Habe, H.; Shinbo, T.; Yamoto, T.; Sato, S.; Shimada, H.; Sakaki, K. Chemical analysis of impurities in diverse bioethanol samples. J. Jpn. Pet. Inst. 2013, 56, 414–422. [Google Scholar] [CrossRef] [Green Version]
- Christensen, E.; Fioroni, G.M.; Kim, S.; Fouts, L.; Gjersing, E.; Paton, R.S.; McCormick, R.L. Experimental and theoretical study of oxidative stability of alkylated furans used as gasoline blend components. Fuel 2018, 212, 576–585. [Google Scholar] [CrossRef]
- Haaz, E.; Fozer, D.; Toth, A.J. Development of Anhydrous Ethanol Purification: Reduction of Acetal Content and Vapor–Liquid Equilibrium Study of the Ethanol–Acetal Binary System. ACS Omega 2021, 6, 1289–1298. [Google Scholar] [CrossRef]
- Naegeli, D.W.; Lacey, P.I.; Alger, M.J.; Endicott, D.L. Surface corrosion in ethanol fuel pumps. SAE Trans. 1997, 106, 564–571. [Google Scholar]
- Hoekman, S.K.; Broch, A. Investigation into Filter Plugging Due to Sulfate Salt Contamination of Ethanol, Gasoline, and Gasoline-Ethanol Blends; Coordinating Research Council, Inc.: Alpharetta, GA, USA, 2018. [Google Scholar]
- Styarini, D.; Aristiawan, Y.; Aulia, F.; Abimanyu, H.; Sudiyani, Y. Determination of organic impurities in lignocellulosic bioethanol product by GC-FID. Energy Procedia 2013, 32, 153–159. [Google Scholar] [CrossRef] [Green Version]
- Sánchez, R.; Sánchez, C.; Lienemann, C.-P.; Todolí, J.-L. Metal and metalloid determination in biodiesel and bioethanol. J. Anal. At. Spectrom. 2015, 30, 64–101. [Google Scholar] [CrossRef]
- Sánchez, C.; Santos, S.; Sánchez, R.; Lienemann, C.-P.; Todolí, J.-L. Profiling of Organic Compounds in Bioethanol Samples of Different Nature and the Related Fractions. ACS Omega 2020, 5, 20912–20921. [Google Scholar] [CrossRef] [PubMed]
- RFA. Fuel Ethanol: Industry Guidelines, Specifications, and Procedures; Renewable Fuels Association: Washington, DC, USA, 2018. [Google Scholar]
- API 1626: 2010; Storing and Handling Ethanol and Gasoline-Ethanol Blends at Distribution Terminals and Service Stations. American Petroleum Institute: Washington, DC, USA, 1985.
- Costenoble, O. Worldwide Fuels Standards. In Overview of Specifications and Regulations on (Bio) Fuels; NEN–Netherlands Standardization Institute: Delft, The Netherlands, 2017. [Google Scholar]
- TIS 640-1; Ethanol for Pharmaceutical Use. Thai Industrial Standards Institute (TISI): Bangkok, Thailand, 2010.
- TIS 640-2; Ethanol for Industrial Use. Thai Industrial Standards Institute (TISI): Bangkok, Thailand, 2010.
- TIS 2324; Denatured Ethanol for Gasohol Production. Thai Industrial Standards Institute (TISI): Bangkok, Thailand, 2006.
- Vohra, M.; Manwar, J.; Manmode, R.; Padgilwar, S.; Patil, S. Bioethanol production: Feedstock and current technologies. J. Environ. Chem. Eng. 2014, 2, 573–584. [Google Scholar] [CrossRef]
- Nguyen, T.L.T.; Gheewala, S.H. Life cycle assessment of fuel ethanol from cane molasses in Thailand. Int. J. Life Cycle Assess. 2008, 13, 301. [Google Scholar] [CrossRef]
- Cardona, C.A.; Sanchez, O.J.; Gutierrez, L.F. Process Synthesis for Fuel Ethanol Production; CRC Press: Boca Raton, FL, USA, 2009. [Google Scholar]
- Modesto, M.; Nebra, S.A.; Zemp, R.J. Improving the Ethanol Production From Sugar Cane Biomass. In Proceedings of the ASME 8th Biennial Conference on Engineering Systems Design and Analysis, Torino, Italy, 4–7 July 2006; pp. 203–210. [Google Scholar]
- Dias, M.O.; Junqueira, T.L.; Cavalett, O.; Cunha, M.P.; Jesus, C.D.; Rossell, C.E.; Maciel Filho, R.; Bonomi, A. Integrated versus stand-alone second generation ethanol production from sugarcane bagasse and trash. Bioresour. Technol. 2012, 103, 152–161. [Google Scholar] [CrossRef] [Green Version]
- Fang, Z. Biofuels—Economy, Environment and Sustainability; IntechOpen: London, UK, 2013. [Google Scholar]
- de Castro, R.E.N.; de Brito Alves, R.M.; do Nascimento, C.A.O.; Giudici, R. Assessment of Sugarcane-Based Ethanol Production. In Fuel Ethanol Production from Sugarcane; IntechOpen: London, UK, 2018. [Google Scholar]
- Gilbert, R.A.; Shine, J., Jr.; Miller, J.; Rice, R.; Rainbolt, C. The effect of genotype, environment and time of harvest on sugarcane yields in Florida, USA. Field Crops Res. 2006, 95, 156–170. [Google Scholar] [CrossRef]
- Thai, C.C.; Doherty, W.O. The composition of sugarcane juices dervied from burnt cane and whole green cane crop. In Proceedings of the 33rd Annual Conference of the Australian Society of Sugar Cane Technologists 2011, Mackay, QLD, Australia, 4–6 May 2011; pp. 368–376. [Google Scholar]
- Solomon, S. Post-harvest deterioration of sugarcane. Sugar Tech 2009, 11, 109–123. [Google Scholar] [CrossRef]
- Canilha, L.; Chandel, A.K.; Suzane dos Santos Milessi, T.; Antunes, F.A.F.; Luiz da Costa Freitas, W.; das Graças Almeida Felipe, M.; da Silva, S.S. Bioconversion of sugarcane biomass into ethanol: An overview about composition, pretreatment methods, detoxification of hydrolysates, enzymatic saccharification, and ethanol fermentation. BioMed Res. Int. 2012, 2012, 989572. [Google Scholar] [CrossRef] [PubMed]
- de Souza Dias, M.O.; Maciel Filho, R.; Mantelatto, P.E.; Cavalett, O.; Rossell, C.E.V.; Bonomi, A.; Leal, M.R.L.V. Sugarcane processing for ethanol and sugar in Brazil. Environ. Dev. 2015, 15, 35–51. [Google Scholar] [CrossRef]
- Prati, P.; Moretti, R.H. Study of clarification process of sugar cane juice for consumption. Food Sci. Technol. 2010, 30, 776–783. [Google Scholar] [CrossRef] [Green Version]
- Thai, C.C.D.; Moghaddam, L.; Doherty, W.O.S. Calcium Phosphate Flocs and the Clarification of Sugar Cane Juice from Whole of Crop Harvesting. J. Agric. Food Chem. 2015, 63, 1573–1581. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Andrzejewski, B.; Eggleston, G.; Lingle, S.; Powell, R. Development of a sweet sorghum juice clarification method in the manufacture of industrial feedstocks for value-added fermentation products. Ind. Crops Prod. 2013, 44, 77–87. [Google Scholar] [CrossRef]
- Clarke, M.A. Sugar—Chemical compound. In Britannica; Encyclopædia Britannica, Inc.: Chicago, IL, USA, 2021. [Google Scholar]
- Laluce, C.; Leite, G.R.; Zavitoski, B.Z.; Zamai, T.T.; Ventura, R. Fermentation of sugarcane juice and molasses for ethanol production. In Sugarcane-Based Biofuels Bioproducts; Wiley: New York, NY, USA, 2016; pp. 53–86. [Google Scholar]
- Pina, E.A.; Palacios-Bereche, R.; Chavez-Rodriguez, M.F.; Ensinas, A.V.; Modesto, M.; Nebra, S.A. Reduction of process steam demand and water-usage through heat integration in sugar and ethanol production from sugarcane–Evaluation of different plant configurations. Energy 2017, 138, 1263–1280. [Google Scholar] [CrossRef]
- Gunther, F.A. Residue Reviews Residues of Pesticides and Other Foreign Chemicals in Foods and Feeds; Springer: New York, NY, USA, 1966; Volume 15. [Google Scholar]
- Jacques, K.A.; Lyons, T.P.; Kelsall, D.R. The Alcohol Textbook: A Reference for the Beverage, Fuel and Industrial Alcohol Industries; Nottingham University Press: Nottingham, UK, 2003. [Google Scholar]
- Pratt, P.L.; Bryce, J.H.; Stewart, G.G. The effects of osmotic pressure and ethanol on yeast viability and morphology. J. Inst. Brew. 2003, 109, 218–228. [Google Scholar] [CrossRef]
- Yokoyama, S.; Matsumura, Y. The Asian Biomass Handbook; The Japan Institute of Energy: Tokyo, Japan, 2008. [Google Scholar]
- Doran, P.M. Chapter 11—Unit Operations. In Bioprocess Engineering Principles, 2nd ed.; Doran, P.M., Ed.; Academic Press: London, UK, 2013; pp. 445–595. [Google Scholar]
- Todd, D.K.; Mays, L. Groundwater Hydrology; John Willey & Sons Inc.: New York, NY, USA, 1980; Volume 535. [Google Scholar]
- Babar, M. Hydrogeomorphology: Fundamentals, Applications and Techniques; New India Publishing Agency (NIPA): New Delhi, India, 2005. [Google Scholar]
- Schilling, K.E.; Jacobson, P.J.; Libra, R.D.; Gannon, J.M.; Langel, R.J.; Peate, D.W. Estimating groundwater age in the Cambrian–Ordovician aquifer in Iowa: Implications for biofuel production and other water uses. Environ. Earth Sci. 2017, 76, 2. [Google Scholar] [CrossRef]
- SivaRaman, H.; Chandwadkar, A.; Baliga, S.; Prabhune, A. Effect of synthetic zeolite on ethanolic fermentation of sugarcane molasses. Enzym. Microb. Technol. 1994, 16, 719–722. [Google Scholar] [CrossRef]
- Roque-Malherbe, R.; Delgado, R.; Contreras, C.; Lago, A. Behaviour of yeast fermentation in the presence of zeolite. Biotechnol. Lett. 1987, 9, 640–642. [Google Scholar] [CrossRef]
- Casey, E.; Mosier, N.S.; Adamec, J.; Stockdale, Z.; Ho, N.; Sedlak, M. Effect of salts on the Co-fermentation of glucose and xylose by a genetically engineered strain of Saccharomyces cerevisiae. Biotechnol. Biofuels 2013, 6, 83. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Castellar, M.R.; Aires-Barros, M.R.; Cabral, J.M.; Iborra, J.L. Effect of zeolite addition on ethanol production from glucose by Saccharomyces bayanus. J. Chem. Technol. Biotechnol. Int. Res. Process Environ. Clean Technol. 1998, 73, 377–384. [Google Scholar]
- Carioca, J.O.B.; Leal, M.R.L.V. 3.04-Ethanol Production from Sugar-Based Feedstocks. In Comprehensive Biotechnology, 2nd ed.; Moo-Young, M., Ed.; Elsevier: Amsterdam, The Netherlands, 2011; pp. 27–35. [Google Scholar]
- Russell, I. Understanding yeast fundamentals. In The Alcohol Textbook; Nottingham University Press: Nottingham, UK, 2003; Volume 4, pp. 531–537. [Google Scholar]
- Walker, G.M.; Walker, R.S. Enhancing yeast alcoholic fermentations. In Advances in Applied Microbiology; Elsevier: Amsterdam, The Netherlands, 2018; Volume 105, pp. 87–129. [Google Scholar]
- Hill, A.E.; Stewart, G.G. Free Amino Nitrogen in Brewing. Fermentation 2019, 5, 22. [Google Scholar] [CrossRef] [Green Version]
- Thomas, K.C.; Ingledew, W. Fuel alcohol production: Effects of free amino nitrogen on fermentation of very-high-gravity wheat mashes. Appl. Environ. Microbiol. 1990, 56, 2046–2050. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Nigam, D.; Asthana, M.; Kumar, A. Penicillium: A Fungus in the Wine and Beer Industries. In New and Future Developments in Microbial Biotechnology and Bioengineering; Elsevier: Amsterdam, The Netherlands, 2018; pp. 187–200. [Google Scholar]
- Lopes, A.C.A.; Eda, S.H.; Andrade, R.P.; Amorim, J.C.; Duarte, W.F. New Alcoholic Fermented Beverages—Potentials and Challenges. In Fermented Beverages; Elsevier: Amsterdam, The Netherlands, 2019; pp. 577–603. [Google Scholar]
- Lekkas, C.; Stewart, G.; Hill, A.; Taidi, B.; Hodgson, J. The importance of free amino nitrogen in wort and beer. Tech. Q.-Master Brew. Assoc. Am. 2005, 42, 113. [Google Scholar]
- Marullo, P.; Dubourdieu, D. Yeast selection for wine flavour modulation. In Managing Wine Quality; Elsevier: Amsterdam, The Netherlands, 2010; pp. 293–345. [Google Scholar]
- Sanchez, O.J.; Cardona, C.A. Trends in biotechnological production of fuel ethanol from different feedstocks. Bioresour. Technol. 2008, 99, 5270–5295. [Google Scholar] [CrossRef] [PubMed]
- Vidal, E.E.; de Billerbeck, G.M.; Simões, D.A.; Schuler, A.; François, J.M.; de Morais, M.A., Jr. Influence of nitrogen supply on the production of higher alcohols/esters and expression of flavour-related genes in cachaça fermentation. Food Chem. 2013, 138, 701–708. [Google Scholar] [CrossRef] [PubMed]
- Sanchez, N.; Ruiz, R.Y.; Infante, N.; Cobo, M. Bioethanol Production from Cachaza as Hydrogen Feedstock: Effect of Ammonium Sulfate during Fermentation. Energies 2017, 10, 2112. [Google Scholar] [CrossRef] [Green Version]
- Yue, G.; Yu, J.; Zhang, X.; Tan, T. The influence of nitrogen sources on ethanol production by yeast from concentrated sweet sorghum juice. Biomass Bioenergy 2012, 39, 48–52. [Google Scholar] [CrossRef]
- Fadel, M.; Keera, A.A.; Mouafi, F.E.; Kahil, T. High level ethanol from sugar cane molasses by a new thermotolerant Saccharomyces cerevisiae strain in industrial scale. Biotechnol. Res. Int. 2013, 2013, 253286. [Google Scholar] [CrossRef] [Green Version]
- Silva-Ortiz, P.; Maciel Filho, R. Comparative performance indexes for ethanol production based on autonomous and annexed sugarcane plants. Chem. Eng. Trans. 2018, 65, 625–630. [Google Scholar]
- Lopes, M.L.; de Lima Paulillo, S.C.; Godoy, A.; Cherubin, R.A.; Lorenzi, M.S.; Giometti, F.H.C.; Bernardino, C.D.; de Amorim Neto, H.B.; de Amorim, H.V. Ethanol production in Brazil: A bridge between science and industry. Braz. J. Microbiol. 2016, 47, 64–76. [Google Scholar] [CrossRef] [Green Version]
- Nikodinovic-Runic, J.; Guzik, M.; Kenny, S.T.; Babu, R.; Werker, A.; Connor, K.E. Carbon-rich wastes as feedstocks for biodegradable polymer (polyhydroxyalkanoate) production using bacteria. In Advances in Applied Microbiology; Elsevier: Amsterdam, The Netherlands, 2013; Volume 84, pp. 139–200. [Google Scholar]
- Hassan, Z.M.A. Glycerol Extraction from Final Molasses from Aljunied Sugar Factory, Sudan. Ph.D. Thesis, University of Gezira, Wad Madani, Sudan, 2016. [Google Scholar]
- Khoja, A.H.; Ali, E.; Zafar, K.; Ansari, A.A.; Nawar, A.; Qayyum, M. Comparative study of bioethanol production from sugarcane molasses by using Zymomonas mobilis and Saccharomyces cerevisiae. Afr. J. Biotechnol. 2015, 14, 2455–2462. [Google Scholar]
- Jackson, D.S.; Shandera, D.L., Jr. Corn wet milling: Separation chemistry and technology. In Advances in Food and Nutrition Research; Elsevier: Amsterdam, The Netherlands, 1995; Volume 38, pp. 271–300. [Google Scholar]
- Shandera, D.L., Jr.; Jackson, D.S. Effect of corn wet-milling conditions (sulfur dioxide, lactic acid, and steeping temperature) on starch functionality. Cereal Chem. 1996, 73, 632–637. [Google Scholar]
- Mumm, R.; Goldsmith, P.; Rausch, K.; Stein, H. Land usage attributed to corn ethanol production in the United States: Sensitivity to technological advances in corn grain yield, ethanol conversion, and co-product utilization. Biotechnol. Biofuels 2014, 7, 61. [Google Scholar] [CrossRef] [Green Version]
- Joyner, W.M. Compilation of Air-Pollutant Emission Factors Volume 1 Stationary Point and Area Sources Fourth Edition Supplement D; Environmental Protection Agency: Research Triangle Park, NC, USA, 1991; p. 137.
- Zhang, Y. Sulfur Concentration in Distiller’s Dried Grains with Soluble (DDGS) and Its Impact on Palatability and Pig Performance. National Pork Board; Report no. NPB-08–093; Available online: https://live.porkcheckoff.org/wp-content/uploads/2021/02/08-093-ZHANG-SIU.pdf (accessed on 23 December 2020).
- Abera, S.; Rakshit, S.K. Processing technology comparison of physicochemical and functional properties of cassava starch extracted from fresh root and dry chips. Starch-Stärke 2003, 55, 287–296. [Google Scholar] [CrossRef]
- Weber, E.J.; Cock, J.H.; Chouinard, A. Cassava Harvesting and Processing: Proceedings; IDRC: Ottawa, ON, Canada, 1978. [Google Scholar]
- Kuiper, L.; Ekmekci, B.; Hamelinck, C.; Hettinga, W.; Meyer, S.; Koop, K. Bio-Ethanol from Cassava; Ecofys Netherlands BV: Utrecht, The Netherlands, 2007; Volume 13, pp. 9–16. [Google Scholar]
- Marx, S. Cassava as feedstock for ethanol production: A global perspective. In Bioethanol Production from Food Crops; Elsevier: Amsterdam, The Netherlands, 2019; pp. 101–113. [Google Scholar]
- Sorapipatana, C.; Yoosin, S. Life cycle cost of ethanol production from cassava in Thailand. Renew. Sustain. Energy Rev. 2011, 15, 1343–1349. [Google Scholar] [CrossRef]
- Ademiluyi, F.; Mepba, H. Yield and properties of ethanol biofuel produced from different whole cassava flours. ISRN Biotechnol. 2013, 2013, 916481. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Białas, W.; Czerniak, A.; Szymanowska-Powałowska, D. Kinetic modeling of simultaneous saccharification and fermentation of corn starch for ethanol production. Acta. Biochim. Pol. 2014, 61, 153–162. [Google Scholar] [CrossRef] [PubMed]
- Wangpor, J.; Prayoonyong, P.; Sakdaronnarong, C.; Sungpet, A.; Jonglertjunya, W. Bioethanol production from cassava starch by enzymatic hydrolysis, fermentation and ex-situ nanofiltration. Energy Procedia 2017, 138, 883–888. [Google Scholar] [CrossRef]
- Salcedo-Mendoza, J.; Paternina-Urzola, S.; Lujan-Rhenals, D.; Figueroa-Flórez, J. Enzymatic modification of cassava starch (Corpoica M-Tai) around the pasting temperature. Dyna 2018, 85, 223–230. [Google Scholar] [CrossRef]
- Labout, J. Conversion of liquified starch into glucose using a novel glucoamylase system. Starch-Stärke 1985, 37, 157–161. [Google Scholar] [CrossRef]
- Yeunyaw, P.-n.; Yuwa-amornpitak, T. Bioconversion of cassava starch to bio-ethanol in a single step by co-cultures of Amylomyces rouxii and Saccharomyces cerevisiase. Songklanakarin J. Sci. Technol. 2018, 40, 776–783. [Google Scholar]
- Candra, K.P.; Kasma, K.; Ismail, I.; Murdianto, W.; Marwati, M.; Yuliani, Y. Optimization Method for the Bioethanol Production from Giant Cassava (Manihot Esculenta var. Gajah) Originated from East Kalimantan. Indones. J. Chem. 2019, 19, 176–182. [Google Scholar] [CrossRef] [Green Version]
- Kole, C.; Joshi, C.P.; Shonnard, D.R. Handbook of Bioenergy Crop Plants; CRC Press: Boca Raton, FL, USA, 2012. [Google Scholar]
- Onuki, S.; Koziel, J.A.; Jenks, W.S.; Cai, L.; Grewell, D.; van Leeuwen, J. Taking ethanol quality beyond fuel grade: A review. J. Inst. Brew. 2016, 122, 588–598. [Google Scholar] [CrossRef] [Green Version]
- Saville, B.; Griffin, W.; MacLean, H. Ethanol Production Technologies in the US: Status and Future Developments. In Global Bioethanol; Elsevier: Amsterdam, The Netherlands, 2016; pp. 163–180. [Google Scholar]
- Gnansounou, E.; Dauriat, A. Ethanol Fuel from Biomass: A Review. J. Sci. Ind. Res. 2005, 64, 809–821. [Google Scholar]
- Tran, T.; Le, P.; Mai, P.; Nguyen, Q. Bioethanol Production from Lignocellulosic Biomass; IntechOpen: London, UK, 2019. [Google Scholar]
- Triana, C.F. Towards Improved Ethanol Production from Lignocellulosic Biomass. Ph.D. Thesis, UCL (University College London), London, UK, 2016. [Google Scholar]
- Jönsson, L.J.; Alriksson, B.; Nilvebrant, N.-O. Bioconversion of lignocellulose: Inhibitors and detoxification. Biotechnol. Biofuels 2013, 6, 16. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Parsons, S.; McManus, M.C.; Taylor, C.M. Second-Generation Ethanol from Lignocellulose. In Greenhouse Gas Balances of Bioenergy Systems; Elsevier: Amsterdam, The Netherlands, 2018; pp. 193–206. [Google Scholar]
- Hayes, M.H.; Mylotte, R.; Swift, R.S. Humin: Its composition and importance in soil organic matter. In Advances in Agronomy; Elsevier: Amsterdam, The Netherlands, 2017; Volume 143, pp. 47–138. [Google Scholar]
- Saldívar, S.O.S.; Soto, F.E.A. Chemical Composition and Biosynthesis of Dietary Fiber Components. In Science and Technology of Fibers in Food Systems; Springer: Berlin/Heidelberg, Germany, 2020; pp. 15–43. [Google Scholar]
- Jung, H.J.; Oh, K.K.J.A.S. Production of Bio-Based Chemicals, Acetic Acid and Furfural, through Low-Acid Hydrothermal Fractionation of Pine Wood (Pinus densiflora) and Combustion Characteristics of the Residual Solid Fuel. Appl. Sci. 2021, 11, 7435. [Google Scholar] [CrossRef]
- Thakur, S.; Govender, P.P.; Mamo, M.A.; Tamulevicius, S.; Mishra, Y.K.; Thakur, V.K. Progress in lignin hydrogels and nanocomposites for water purification: Future perspectives. Vacuum 2017, 146, 342–355. [Google Scholar] [CrossRef] [Green Version]
- Whetten, R.; Sederoff, R. Lignin biosynthesis. Plant Cell 1995, 7, 1001. [Google Scholar] [CrossRef] [PubMed]
- Baloch, M.; Labidi, J.J.R.A. Lignin biopolymer: The material of choice for advanced lithium-based batteries. RSC Adv. 2021, 11, 23644–23653. [Google Scholar] [CrossRef]
- Jönsson, L.J.; Martín, C. Pretreatment of lignocellulose: Formation of inhibitory by-products and strategies for minimizing their effects. Bioresour. Technol. 2016, 199, 103–112. [Google Scholar] [CrossRef] [Green Version]
- Pattiya, A. Fast pyrolysis. In Direct Thermochemical Liquefaction for Energy Applications; Elsevier: Amsterdam, The Netherlands, 2018; pp. 3–28. [Google Scholar]
- Zając, G.; Szyszlak-Bargłowicz, J.; Gołębiowski, W.; Szczepanik, M. Chemical characteristics of biomass ashes. Energies 2018, 11, 2885. [Google Scholar] [CrossRef] [Green Version]
- de Jong, E.; Gosselink, R.J.A. Chapter 17—Lignocellulose-Based Chemical Products. In Bioenergy Research: Advances and Applications; Gupta, V.K., Tuohy, M.G., Kubicek, C.P., Saddler, J., Xu, F., Eds.; Elsevier: Amsterdam, The Netherlands, 2014; pp. 277–313. [Google Scholar]
- Shrotri, A.; Kobayashi, H.; Fukuoka, A. Chapter Two—Catalytic Conversion of Structural Carbohydrates and Lignin to Chemicals. In Advances in Catalysis; Song, C., Ed.; Academic Press: Cambridge, MA, USA, 2017; Volume 60, pp. 59–123. [Google Scholar]
- Isaacs, S.H. Ethanol Production by Enzymatic Hydrolysis: Parametric Analysis of a Base-Case Process; Solar Energy Research Institue: Golden, CO, USA, 1984.
- Dias, M.O.S.; Cunha, M.P.; Jesus, C.D.F.; Rocha, G.J.M.; Pradella, J.G.C.; Rossell, C.E.V.; Maciel Filho, R.; Bonomi, A. Second generation ethanol in Brazil: Can it compete with electricity production? Bioresour. Technol. 2011, 102, 8964–8971. [Google Scholar] [CrossRef] [Green Version]
- Baldino, C.; Berg, R.; Pavlenko, N.; Searle, S. Advanced alternative fuel pathways: Technology overview and status. Int. Counc. Clean Transp. 2019, 13, 1–31. [Google Scholar]
- Lee, H.; Hamid, S.B.A.; Zain, S. Conversion of lignocellulosic biomass to nanocellulose: Structure and chemical process. Sci. World J. 2014, 2014, 631013. [Google Scholar] [CrossRef] [PubMed]
- Rosales-Calderon, O.; Arantes, V. A review on commercial-scale high-value products that can be produced alongside cellulosic ethanol. Biotechnol. Biofuels 2019, 12, 240. [Google Scholar] [CrossRef] [Green Version]
- Khiyami, M.A.; Pometto, A.L.; Brown, R.C. Detoxification of corn stover and corn starch pyrolysis liquors by Pseudomonas putida and Streptomyces setonii suspended cells and plastic compost support biofilms. J. Agric. Food Chem. 2005, 53, 2978–2987. [Google Scholar] [CrossRef] [PubMed]
- Prosen, E.M.; Radlein, D.; Piskorz, J.; Scott, D.S.; Legge, R.L. Microbial utilization of levoglucosan in wood pyrolysate as a carbon and energy source. Biotechnol. Bioeng. 1993, 42, 538–541. [Google Scholar] [CrossRef]
- Balat, M. Production of bioethanol from lignocellulosic materials via the biochemical pathway: A review. Energy Convers. Manag. 2011, 52, 858–875. [Google Scholar] [CrossRef]
- Wang, K.; Chen, J.; Sun, S.-N.; Sun, R.-C. Steam explosion. In Pretreatment of Biomass; Elsevier: Amsterdam, The Netherlands, 2015; pp. 75–104. [Google Scholar]
- Pang, S.C.; Voon, L.K.; Chin, S.F. Controlled Depolymerization of Cellulose Fibres Isolated from Lignocellulosic Biomass Wastes. Int. J. Polym. Sci. 2018, 2018, 6872893. [Google Scholar] [CrossRef] [Green Version]
- Walker, D.J.; Gallagher, J.; Winters, A.; Somani, A.; Ravella, S.R.; Bryant, D.N. Process optimization of steam explosion parameters on multiple lignocellulosic biomass using Taguchi method—A critical appraisal. Front. Energy Res. 2018, 6, 46. [Google Scholar] [CrossRef] [Green Version]
- Sanchez, N.; Ruiz, R.; Hacker, V.; Cobo, M. Impact of bioethanol impurities on steam reforming for hydrogen production: A review. Int. J. Hydrogen Energy 2020, 45, 11923–11942. [Google Scholar] [CrossRef]
- Zabed, H.; Sahu, J.; Boyce, A.N.; Faruq, G. Fuel ethanol production from lignocellulosic biomass: An overview on feedstocks and technological approaches. Renew. Sustain. Energy Rev. 2016, 66, 751–774. [Google Scholar] [CrossRef]
- López-Linares, J.C.; Ballesteros, I.; Tourán, J.; Cara, C.; Castro, E.; Ballesteros, M.; Romero, I. Optimization of uncatalyzed steam explosion pretreatment of rapeseed straw for biofuel production. Bioresour. Technol. 2015, 190, 97–105. [Google Scholar] [CrossRef] [PubMed]
- Kucharska, K.; Rybarczyk, P.; Hołowacz, I.; Łukajtis, R.; Glinka, M.; Kamiński, M. Pretreatment of lignocellulosic materials as substrates for fermentation processes. Molecules 2018, 23, 2937. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Salakkam, A.; Plangklang, P.; Sittijunda, S.; Kongkeitkajorn, M.B.; Lunprom, S.; Reungsang, A. Bio-hydrogen and Methane Production from Lignocellulosic Materials. In Biomass for Bioenergy-Recent Trends and Future Challenges; IntechOpen: London, UK, 2019. [Google Scholar]
- Mergner, R.; Janssen, R.; Rutz, D.; de Bari, I.; Sissot, F.; Chiaramonti, D.; Giovannini, A.; Pescarolo, S.; Nistri, R. Lignocellulosic Ethanol Process and Demonstration. In A Handbook Part I; WIP Renewable Energies: Munich, Germany, 2013. [Google Scholar]
- Travaini, R.; Otero, M.D.M.; Coca, M.; Da-Silva, R.; Bolado, S. Sugarcane bagasse ozonolysis pretreatment: Effect on enzymatic digestibility and inhibitory compound formation. Bioresour. Technol. 2013, 133, 332–339. [Google Scholar] [CrossRef] [PubMed]
- Baruah, J.; Nath, B.K.; Sharma, R.; Kumar, S.; Deka, R.C.; Baruah, D.C.; Kalita, E. Recent trends in the pretreatment of lignocellulosic biomass for value-added products. Front. Energy Res. 2018, 6, 141. [Google Scholar] [CrossRef]
- Harmsen, P.; Lips, S.; Bakker, R. Pretreatment of Lignocellulose for Biotechnological Production of Lactic Acid; Wageningen UR FBR: Wageningen, The Netherlands, 2013. [Google Scholar]
- Refaat, A.A. 5.13—Biofuels from Waste Materials. In Comprehensive Renewable Energy; Sayigh, A., Ed.; Elsevier: Oxford, UK, 2012; pp. 217–261. [Google Scholar]
- Zhang, J.; Zhou, H.; Liu, D.; Zhao, X. Chapter 2—Pretreatment of lignocellulosic biomass for efficient enzymatic saccharification of cellulose. In Lignocellulosic Biomass to Liquid Biofuels; Yousuf, A., Pirozzi, D., Sannino, F., Eds.; Academic Press: Cambridge, MA, USA, 2020; pp. 17–65. [Google Scholar]
- Peral, C. Chapter 5—Biomass Pretreatment Strategies (Technologies, Environmental Performance, Economic Considerations, Industrial Implementation). In Biotransformation of Agricultural Waste and By-Products; Poltronieri, P., D’Urso, O.F., Eds.; Elsevier: Amsterdam, The Netherlands, 2016; pp. 125–160. [Google Scholar]
- Limayem, A.; Ricke, S.C. Lignocellulosic biomass for bioethanol production: Current perspectives, potential issues and future prospects. Prog. Energy Combust. Sci. 2012, 38, 449–467. [Google Scholar] [CrossRef]
- Sebayang, A.; Masjuki, H.; Ong, H.C.; Dharma, S.; Silitonga, A.; Mahlia, T.; Aditiya, H. A perspective on bioethanol production from biomass as alternative fuel for spark ignition engine. RSC Adv. 2016, 6, 14964–14992. [Google Scholar] [CrossRef]
- da Costa Lopes, A.M.; João, K.G.; Rubik, D.F.; Bogel-Łukasik, E.; Duarte, L.C.; Andreaus, J.; Bogel-Łukasik, R. Pre-treatment of lignocellulosic biomass using ionic liquids: Wheat straw fractionation. Bioresour. Technol. 2013, 142, 198–208. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Sindhu, R.; Binod, P.; Pandey, A. Biological pretreatment of lignocellulosic biomass–An overview. Bioresour. Technol. 2016, 199, 76–82. [Google Scholar] [CrossRef]
- Muñoz, R.; Gonzalez-Fernandez, C. Microalgae-Based Biofuels and Bioproducts: From Feedstock Cultivation to END-Products; Woodhead Publishing: Cambridge, UK, 2017. [Google Scholar]
- Sjulander, N.; Kikas, T. Origin, Impact and Control of Lignocellulosic Inhibitors in Bioethanol Production—A Review. Energies 2020, 13, 4751. [Google Scholar] [CrossRef]
- Kumar, A.K.; Sharma, S. Recent updates on different methods of pretreatment of lignocellulosic feedstocks: A review. Bioresour. Bioprocess. 2017, 4, 7. [Google Scholar] [CrossRef] [Green Version]
- Sandström, A.G.; Almqvist, H.; Portugal-Nunes, D.; Neves, D.; Lidén, G.; Gorwa-Grauslund, M.F. Saccharomyces cerevisiae: A potential host for carboxylic acid production from lignocellulosic feedstock? Appl. Microbiol. Biotechnol. 2014, 98, 7299–7318. [Google Scholar] [CrossRef]
- Neureiter, M.; Danner, H.; Thomasser, C.; Saidi, B.; Braun, R. Dilute-acid hydrolysis of sugarcane bagasse at varying conditions. Appl. Biochem. Biotechnol. 2002, 98, 49–58. [Google Scholar] [CrossRef]
- Larsson, S.; Palmqvist, E.; Hahn-Hägerdal, B.; Tengborg, C.; Stenberg, K.; Zacchi, G.; Nilvebrant, N.-O. The generation of fermentation inhibitors during dilute acid hydrolysis of softwood. Enzym. Microb. Technol. 1999, 24, 151–159. [Google Scholar] [CrossRef]
- Cantarella, M.; Cantarella, L.; Gallifuoco, A.; Spera, A.; Alfani, F. Effect of inhibitors released during steam-explosion treatment of poplar wood on subsequent enzymatic hydrolysis and SSF. Biotechnol. Prog. 2004, 20, 200–206. [Google Scholar] [CrossRef] [PubMed]
- Liu, Z.; Slininger, P.; Dien, B.; Berhow, M.; Kurtzman, C.; Gorsich, S. Adaptive response of yeasts to furfural and 5-hydroxymethylfurfural and new chemical evidence for HMF conversion to 2, 5-bis-hydroxymethylfuran. J. Ind. Microbiol. Biotechnol. 2004, 31, 345–352. [Google Scholar] [CrossRef]
- Iwaki, A.; Kawai, T.; Yamamoto, Y.; Izawa, S. Biomass conversion inhibitors furfural and 5-hydroxymethylfurfural induce formation of messenger RNP granules and attenuate translation activity in Saccharomyces cerevisiae. Appl. Environ. Microbiol. 2013, 79, 1661–1667. [Google Scholar] [CrossRef] [Green Version]
- Deng, F.; Cheong, D.-Y.; Aita, G.M. Optimization of activated carbon detoxification of dilute ammonia pretreated energy cane bagasse enzymatic hydrolysate by response surface methodology. Ind. Crops Prod. 2018, 115, 166–173. [Google Scholar] [CrossRef]
- Monlau, F.; Sambusiti, C.; Antoniou, N.; Zabaniotou, A.; Solhy, A.; Barakat, A. Pyrochars from bioenergy residue as novel bio-adsorbents for lignocellulosic hydrolysate detoxification. Bioresour. Technol. 2015, 187, 379–386. [Google Scholar] [CrossRef]
- Cannella, D.; Sveding, P.V.; Jørgensen, H. PEI detoxification of pretreated spruce for high solids ethanol fermentation. Appl. Energy 2014, 132, 394–403. [Google Scholar] [CrossRef]
- Nguyen, N.; Fargues, C.; Guiga, W.; Lameloise, M.-L. Assessing nanofiltration and reverse osmosis for the detoxification of lignocellulosic hydrolysates. J. Membr. Sci. 2015, 487, 40–50. [Google Scholar] [CrossRef]
- Horváth, I.S.; Sjöde, A.; Nilvebrant, N.-O.; Zagorodni, A.; Jönsson, L.J. Selection of anion exchangers for detoxification of dilute-acid hydrolysates from spruce. In Proceedings of the Twenty-Fifth Symposium on Biotechnology for Fuels and Chemicals, Breckenridge, CO, USA, 4–7 May 2003; pp. 525–538. [Google Scholar]
- Cavka, A.; Jönsson, L.J. Detoxification of lignocellulosic hydrolysates using sodium borohydride. Bioresour. Technol. 2013, 136, 368–376. [Google Scholar] [CrossRef] [Green Version]
- Marton, G.; Dencs, J.; Koukios, E.G. Integrated Technologies in the Biomass Utilization. In Biomass for Energy and the Environment; Chartier, P., Ferrero, G.L., Henius, U.M., Hultberg, S., Sachau, J., Wiinblad, M., Eds.; Pergamon: Oxford, UK, 1996; pp. 1782–1787. [Google Scholar]
- Wang, L.-Q.; Cai, L.-Y.; Ma, Y.-L. Study on inhibitors from acid pretreatment of corn stalk on ethanol fermentation by alcohol yeast. RSC Adv. 2020, 10, 38409–38415. [Google Scholar] [CrossRef]
- Ximenes, E.; Kim, Y.; Mosier, N.; Dien, B.; Ladisch, M. Deactivation of cellulases by phenols. Enzym. Microb. Technol. 2011, 48, 54–60. [Google Scholar] [CrossRef]
- Martín, C.; Galbe, M.; Wahlbom, C.F.; Hahn-Hägerdal, B.; Jönsson, L.J. Ethanol production from enzymatic hydrolysates of sugarcane bagasse using recombinant xylose-utilising Saccharomyces cerevisiae. Enzym. Microb. Technol. 2002, 31, 274–282. [Google Scholar] [CrossRef]
- Cho, D.H.; Lee, Y.J.; Um, Y.; Sang, B.-I.; Kim, Y.H. Detoxification of model phenolic compounds in lignocellulosic hydrolysates with peroxidase for butanol production from Clostridium beijerinckii. Appl. Microbiol. Biotechnol. 2009, 83, 1035–1043. [Google Scholar] [CrossRef] [PubMed]
- Freitas, J.V.; Nogueira, F.G.; Farinas, C.S. Coconut shell activated carbon as an alternative adsorbent of inhibitors from lignocellulosic biomass pretreatment. Ind. Crops Prod. 2019, 137, 16–23. [Google Scholar] [CrossRef]
- Wang, W.; Yang, S.; Hunsinger, G.B.; Pienkos, P.T.; Johnson, D.K. Connecting lignin-degradation pathway with pre-treatment inhibitor sensitivity of Cupriavidus necator. Front. Microbiol. 2014, 5, 247. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Zha, Y.; Muilwijk, B.; Coulier, L.; Punt, P.J. Inhibitory compounds in lignocellulosic biomass hydrolysates during hydrolysate fermentation processes. J. Bioprocess Biotech. 2012, 2, 112–122. [Google Scholar] [CrossRef] [Green Version]
- Monisha, T.R.; Ismailsab, M.; Masarbo, R.; Nayak, A.S.; Karegoudar, T.B. Degradation of cinnamic acid by a newly isolated bacterium Stenotrophomonas sp. TRMK2. 3 Biotech 2018, 8, 368. [Google Scholar] [CrossRef]
- Guo, Z.-P.; Olsson, L. Physiological responses to acid stress by Saccharomyces cerevisiae when applying high initial cell density. FEMS Yeast Res. 2016, 16, fow072. [Google Scholar] [CrossRef] [Green Version]
- Stagge, S.; Cavka, A.; Jönsson, L.J. Identification of benzoquinones in pretreated lignocellulosic feedstocks and inhibitory effects on yeast. AMB Express 2015, 5, 62. [Google Scholar] [CrossRef] [Green Version]
- Yan, Z.; Gao, X.; Gao, Q.; Bao, J. Mechanism of tolerance to the lignin-derived inhibitor p-benzoquinone and metabolic modification of biorefinery fermentation strains. Appl. Environ. Microbiol. 2019, 85, e01443-19. [Google Scholar] [CrossRef] [PubMed]
- Steinbach, D.; Kruse, A.; Sauer, J. Pretreatment technologies of lignocellulosic biomass in water in view of furfural and 5-hydroxymethylfurfural production-a review. Biomass Convers. Biorefin. 2017, 7, 247–274. [Google Scholar] [CrossRef]
- Świątek, K.; Gaag, S.; Klier, A.; Kruse, A.; Sauer, J.; Steinbach, D. Acid Hydrolysis of Lignocellulosic Biomass: Sugars and Furfurals Formation. Catalysts 2020, 10, 437. [Google Scholar] [CrossRef] [Green Version]
- Klinke, H.B.; Ahring, B.K.; Schmidt, A.S.; Thomsen, A.B. Characterization of degradation products from alkaline wet oxidation of wheat straw. Bioresour. Technol. 2002, 82, 15–26. [Google Scholar] [CrossRef]
- Martín, C.; Klinke, H.B.; Marcet, M.; García, L.; Hernandez, E.; Thomsen, A.B. Study of the phenolic compounds formed during pretreatment of sugarcane bagasse by wet oxidation and steam explosion. Holzforschung 2007, 61, 483–487. [Google Scholar] [CrossRef]
- Larsson, S.; Reimann, A.; Nilvebrant, N.-O.; Jönsson, L.J. Comparison of different methods for the detoxification of lignocellulose hydrolyzates of spruce. Appl. Biochem. Biotechnol. 1999, 77, 91–103. [Google Scholar] [CrossRef]
- Mitchell, V.D.; Taylor, C.M.; Bauer, S. Comprehensive analysis of monomeric phenolics in dilute acid plant hydrolysates. BioEnergy Res. 2014, 7, 654–669. [Google Scholar] [CrossRef]
- Pan, G.X.; Bolton, J.L.; Leary, G.J. Determination of Ferulic and p-Coumaric Acids in Wheat Straw and the Amounts Released by Mild Acid and Alkaline Peroxide Treatment. J. Agric. Food Chem. 1998, 46, 5283–5288. [Google Scholar] [CrossRef]
- Akin, D.; Mitchell, R.; Vogel, K. Cell-Wall Composition and Accessibility to Hydrolytic Enzymes is Differentially Altered in Divergently Bred Switchgrass (Panicum virgatum L.) Genotypes. Appl. Biochem. Biotechnol. 2008, 150, 1. [Google Scholar] [CrossRef]
- Ludwig, C.H.; Sarkanen, K. Lignins: Occurrence, Formation, Structure and Reactions; Wiley-Interscience: New York, NY, USA, 1971. [Google Scholar]
- Saa, J.M.; Morey, J.; Rubido, C. Oxidative degradation approach to p-quinones. J. Org. Chem. 1986, 51, 4471–4473. [Google Scholar] [CrossRef]
- Chandel, A.K.; da Silva, S.S.; Singh, O.V. Detoxification of lignocellulosic hydrolysates for improved bioethanol production. Biofuel Prod.-Recent Dev. Prospect. 2011, 10, 225. [Google Scholar]
- Palmqvist, E.; Hahn-Hägerdal, B. Fermentation of lignocellulosic hydrolysates. I: Inhibition and detoxification. Bioresour. Technol. 2000, 74, 17–24. [Google Scholar] [CrossRef]
- Fernandes, D.L.A.; Pereira, S.R.; Serafim, L.S.; Evtuguin, D.V.; Xavier, A.M.R.B. Second Generation Bioethanol from Lignocellulosics: Processing of Hardwood Sulphite Spent Liquor; Pinheiro Lima, M.A., Ed.; IntechOpen: London, UK, 2012; pp. 123–152. [Google Scholar]
- Pan, L.; He, M.; Wu, B.; Wang, Y.; Hu, G.; Ma, K. Simultaneous concentration and detoxification of lignocellulosic hydrolysates by novel membrane filtration system for bioethanol production. J. Clean. Prod. 2019, 227, 1185–1194. [Google Scholar] [CrossRef]
- Weng, Y.H.; Wei, H.J.; Tsai, T.Y.; Lin, T.H.; Wei, T.Y.; Guo, G.L.; Huang, C.P. Separation of furans and carboxylic acids from sugars in dilute acid rice straw hydrolyzates by nanofiltration. Bioresour. Technol. 2010, 101, 4889–4894. [Google Scholar] [CrossRef]
- Liu, S.; Amidon, T.E.; David Wood, C. Membrane filtration: Concentration and purification of hydrolyzates from biomass. J. Biobased Mater. Bioenergy 2008, 2, 121–134. [Google Scholar] [CrossRef]
- Sagehashi, M.; Nomura, T.; Shishido, H.; Sakoda, A.J.B.t. Separation of phenols and furfural by pervaporation and reverse osmosis membranes from biomass–superheated steam pyrolysis-derived aqueous solution. Bioresour. Technol. 2007, 98, 2018–2026. [Google Scholar] [CrossRef]
- Domínguez, E.; Río, P.G.d.; Romaní, A.; Garrote, G.; Domingues, L. Hemicellulosic Bioethanol Production from Fast-Growing Paulownia Biomass. Processes 2021, 9, 173. [Google Scholar] [CrossRef]
- Fonseca, B.G.; Moutta, R.d.O.; Ferraz, F.d.O.; Vieira, E.R.; Nogueira, A.S.; Baratella, B.F.; Rodrigues, L.C.; Hou-Rui, Z.; da Silva, S.S. Biological detoxification of different hemicellulosic hydrolysates using Issatchenkia occidentalis CCTCC M 206097 yeast. J. Ind. Microbiol. Biotechnol. 2011, 38, 199–207. [Google Scholar] [CrossRef]
- Palmqvist, E.; Hahn-Hägerdal, B.; Szengyel, Z.; Zacchi, G.; Rèczey, K. Simultaneous detoxification and enzyme production of hemicellulose hydrolysates obtained after steam pretreatment. Enzym. Microb. Technol. 1997, 20, 286–293. [Google Scholar] [CrossRef]
- Yang, B.; Dai, Z.; Ding, S.-Y.; Wyman, C.E.J.B. Enzymatic hydrolysis of cellulosic biomass. Biofuels 2011, 2, 421–449. [Google Scholar] [CrossRef] [Green Version]
- Amarasekara, A.S. Handbook of Cellulosic Ethanol; John Wiley & Sons: Hoboken, NJ, USA, 2013. [Google Scholar]
- Hamelinck, C.N.; Van Hooijdonk, G.; Faaij, A.P. Ethanol from lignocellulosic biomass: Techno-economic performance in short-, middle-and long-term. Biomass Bioenergy 2005, 28, 384–410. [Google Scholar] [CrossRef]
- Wolfaardt, F.J.; Leite Fernandes, L.G.; Cangussu Oliveira, S.K.; Duret, X.; Görgens, J.F.; Lavoie, J.-M. Recovery approaches for sulfuric acid from the concentrated acid hydrolysis of lignocellulosic feedstocks: A mini-review. Energy Convers. Manag. X 2021, 10, 100074. [Google Scholar] [CrossRef]
- Tanjore, D.; Richard, T.L. A systems view of lignocellulose hydrolysis. In Advances in Bioprocess Technology; Springer: Berlin/Heidelberg, Germany, 2015; pp. 387–419. [Google Scholar]
- Parawira, W.; Tekere, M. Biotechnological strategies to overcome inhibitors in lignocellulose hydrolysates for ethanol production. Crit. Rev. Biotechnol. 2011, 31, 20–31. [Google Scholar] [CrossRef] [PubMed]
- Claassen, P.; Van Lier, J.; Contreras, A.L.; Van Niel, E.; Sijtsma, L.; Stams, A.; de Vries, S.; Weusthuis, R. Utilisation of biomass for the supply of energy carriers. Appl. Microbiol. Biotechnol. 1999, 52, 741–755. [Google Scholar] [CrossRef]
- Sutton, M.; Barr, S. Food Biotechnology; ED-Tech Press: Waltham Abbey, UK, 2018. [Google Scholar]
- Stanbury, P.F.; Whitaker, A.; Hall, S.J. Chapter 4—Media for industrial fermentations. In Principles of Fermentation Technology, 3rd ed.; Stanbury, P.F., Whitaker, A., Hall, S.J., Eds.; Butterworth-Heinemann: Oxford, UK, 2017; pp. 213–272. [Google Scholar]
- Novozymes. Yeast Micronutrient and Growth Factor Requirements. 2017. Available online: https://www.novozymes.com/-/media/Project/Novozymes/Website/website/document-library/Advance-your-business/Bioenergy/Yeast-Micronutrient-Requirements-2017.pdf (accessed on 18 February 2021).
- Chandrasena, G. Role of Metal Ions in Fermentative Metabolism of Yeast. Ph.D. Thesis, University of Abertay, Dundee, Scotland, 1996. [Google Scholar]
- Ishola, M.M. Novel Application of Membrane Bioreactors in Lignocellulosic Ethanol Production: Simultaneous Saccharification, Filtration and Fermentation (SSFF). Ph.D. Thesis, University of Borås, Swedish Centre for Resource Recovery, Borås, Sweden, 2014. [Google Scholar]
- Chaudhary, A.; Karita, S. Screening of yeast isolates from flowers for effective ethanol production. Turk. J. Biol. 2017, 41, 890–900. [Google Scholar] [CrossRef] [PubMed]
- Bluestein, H.; Greenglass, B.; Holmberg, W. Ethanol Fuels: Reference Guide; Solar Energy Research Institue: Golden, CO, USA, 1982.
- Ingledew, W. Yeasts: Physiology, nutrition and ethanol production. In Alcohol Text Book, 5th ed.; Nottingham University Press: Nottingham, UK, 2009; pp. 101–114. [Google Scholar]
- Walker, G.; Birch, R.; Chandrasena, G.; Maynard, A. Magnesium, calcium, and fermentative metabolism in industrial yeasts. J. Am. Soc. Brew. Chem. 1996, 54, 13–18. [Google Scholar] [CrossRef]
- Anthony, A.; Nwabueze, U. Simultaneous effect of divalent cation in hydrolyzed cassava starch medium used by immobilized yeast for ethanol production. Afr. J. Food Sci. 2009, 3, 217–222. [Google Scholar]
- Stehlik-Tomas, V.; Gulan Zetić, V.; Stanzer, D.; Grba, S.; Vahčić, N. Zinc, copper and manganese enrichment in yeast Saccharomyces cerevisae. Food Technol. Biotechnol. 2004, 42, 115–120. [Google Scholar]
- de Nicola, R.; Hall, N.; Bollag, T.; Thermogiannis, G.; Walker, G.M. Zinc accumulation and utilization by wine yeasts. Int. J. Wine Res. 2009, 1, 85–94. [Google Scholar] [CrossRef]
- Jones, R.P.; Gadd, G.M. Ionic nutrition of yeast—physiological mechanisms involved and implications for biotechnology. Enzym. Microb. Technol. 1990, 12, 402–418. [Google Scholar] [CrossRef]
- Kispal, G.; Sipos, K.; Lange, H.; Fekete, Z.; Bedekovics, T.; Janáky, T.; Bassler, J.; Aguilar Netz, D.J.; Balk, J.; Rotte, C. Biogenesis of cytosolic ribosomes requires the essential iron–sulphur protein Rli1p and mitochondria. EMBO J. 2005, 24, 589–598. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Durán, M.A.; Dantur, K.; Ruiz, R.M.; Romero, E.R.; Zossi, S.; Gusils, C. Effect of the clarification pH of sorghum juice on the composition of essential nutrients for fermentation. FEMS Microbiol. Lett. 2018, 365, fny083. [Google Scholar] [CrossRef] [PubMed]
- Raheja, G.; Gill, R.K.; Kumar, S.; Mahmood, S.; Mahmood, A. Effect of sodium on Saccharomyces cerevisiae invertase activity. Indian J. Exp. Biol. 1998, 36, 493–496. [Google Scholar] [PubMed]
- Connolly, C. Bacterial contaminants and their effects on alcohol production. In The Alcohol Textbook; Nottingham University Press: Nottingham, UK, 1999; Volume 317, p. 334. [Google Scholar]
- Mahboubi, A.; Cayli, B.; Bulkan, G.; Doyen, W.; de Wever, H.; Taherzadeh, M. Removal of Bacterial Contamination from Bioethanol Fermentation System Using Membrane Bioreactor. Fermentation 2018, 4, 88. [Google Scholar] [CrossRef] [Green Version]
- Skinner, K.A.; Leathers, T.D. Bacterial contaminants of fuel ethanol production. J. Ind. Microbiol. Biotechnol. Bioprocess Eng. 2004, 31, 401–408. [Google Scholar] [CrossRef]
- Basso, L.C.; Basso, T.O.; Rocha, S.N. Ethanol production in Brazil: The industrial process and its impact on yeast fermentation. Biofuel Prod.-Recent Dev. Prospect. 2011, 1530, 85–100. [Google Scholar]
- Madigan, M.T.; Martinko, J.M.; Parker, J. Brock Biology of Microorganisms; Prentice Hall: Upper Saddle River, NJ, USA, 1997; Volume 11. [Google Scholar]
- Hofvendahl, K.; Hahn–Hägerdal, B. Factors affecting the fermentative lactic acid production from renewable resources1. Enzym. Microb. Technol. 2000, 26, 87–107. [Google Scholar] [CrossRef]
- Beckner, M.; Ivey, M.L.; Phister, T.G. Microbial contamination of fuel ethanol fermentations. Lett. Appl. Microbiol. 2011, 53, 387–394. [Google Scholar] [CrossRef]
- Gans, J.; Wolinsky, M.; Dunbar, J. Computational improvements reveal great bacterial diversity and high metal toxicity in soil. Science 2005, 309, 1387–1390. [Google Scholar] [CrossRef]
- Bischoff, K.M.; Liu, S.; Leathers, T.D.; Worthington, R.E.; Rich, J.O. Modeling bacterial contamination of fuel ethanol fermentation. Biotechnol. Bioeng. 2009, 103, 117–122. [Google Scholar] [CrossRef]
- Lv, H.; Sun, Y.; Zhang, M.; Geng, Z.; Ren, M. Removal of Acetic Acid from Fuel Ethanol Using Ion-Exchange Resin. Energy Fuels 2012, 26, 7299–7307. [Google Scholar] [CrossRef]
- Oliva-Neto, P.d.; Dorta, C.; Carvalho, A.F.A.; Lima, V.d.; Silva, D.d. The Brazilian technology of fuel ethanol fermentation—yeast inhibition factors and new perspectives to improve the technology. Mater. Processes Energy Commun. Curr. Res. Technol. Dev. 2013, 1, 371–379. [Google Scholar]
- Maiorella, B.; Blanch, H.W.; Wilke, C.R. By-product inhibition effects on ethanolic fermentation by Saccharomyces cerevisiae. Biotechnol. Bioeng. 1983, 25, 103–121. [Google Scholar] [CrossRef] [PubMed]
- Campbell, I. Chapter 4—Yeast and fermentation. In Whisky; Russell, I., Bamforth, C.W., Stewart, G.G., Eds.; Academic Press: San Diego, CA, USA, 2003; pp. 115–150. [Google Scholar]
- Sanchez, N.; Cobo, M.; Rodriguez-Fontalvo, D.; Uribe-Laverde, M.Á.; Ruiz-Pardo, R.Y. Bioethanol Production from Sugarcane Press-Mud: Assessment of the Fermentation Conditions to Reduce Fusel Alcohol. Fermentation 2021, 7, 194. [Google Scholar] [CrossRef]
- Sanchez, N.; Ruiz, R.Y.; Cifuentes, B.; Cobo, M. Controlling sugarcane press-mud fermentation to increase bioethanol steam reforming for hydrogen production. Waste Manag. 2019, 98, 1–13. [Google Scholar] [CrossRef]
- Gomes, M.T.; Rocha, T.A.; Duarte, A.C.; Oliveira, J.P. Determination of sulfur dioxide in wine using a quartz crystal microbalance. Anal. Chem. 1996, 68, 1561–1564. [Google Scholar] [CrossRef] [Green Version]
- Ilet, D. Aspects of the analysis, role, and fate of sulphur dioxide in beer: A review. Tech. Q. 1995, 32, 213–221. [Google Scholar]
- Cartwright, C.P.; Rose, A.H.; Calderbank, J.; Keenan, M.H. Solute transport. Yeasts 1989, 3, 5–56. [Google Scholar]
- da Silva-Neto, J.M.; Covre, E.A.; Rosa, B.C.; Ceccato-Antonini, S.R. Can ethanol partially or fully replace sulfuric acid in the acid wash step of bioethanol production to fight contamination by Lactobacillus fermentum? Braz. J. Chem. Eng. 2020, 37, 323–332. [Google Scholar] [CrossRef]
- Theodore, S.; Sai, P. Esterification of ethanol with sulfuric acid: A kinetic study. Can. J. Chem. Eng. 2001, 79, 54–64. [Google Scholar] [CrossRef]
- Bennett, G. The Merck Index: An Encyclopedia of Chemicals, Drugs and Biologicals, 11th ed.; Budavari, S., Ed.; Merck and Co. Inc.: Rahway, NJ, USA, 1989; 2274p, ISBN 911910-28-X. [Google Scholar]
- Pimentel, J.; Richardson, K. Eliminating the Need of Acidification in Bioethanol Production. U.S. Patent Application 14/077,113, 15 May 2014. [Google Scholar]
- Nielsen, J.C.; de Oliveira Lino, F.S.; Rasmussen, T.G.; Thykær, J.; Workman, C.T.; Basso, T.O. Industrial antifoam agents impair ethanol fermentation and induce stress responses in yeast cells. Appl. Microbiol. Biotechnol. Bioeng. 2017, 101, 8237–8248. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Blasco, L.; Viñas, M.; Villa, T.G. Proteins influencing foam formation in wine and beer: The role of yeast. Int. Microbiol. 2011, 14, 61–71. [Google Scholar] [PubMed] [Green Version]
- Keith Westwood, Y.-Y.F. Katarzyna WOLINSKA, Agnieszka RACJA-FERREIRA. Antifoam Agents. Worldwide Applications WO2013021177A1, 14 February 2013. [Google Scholar]
- Routledge, S. The Effect of Antifoams upon Recombinant Protein Production in Yeast. Ph.D. Thesis, Aston University, Birmingham, UK, 2012. [Google Scholar]
- Grosz, R.; Stephanopoulos, G. Physiological, biochemical, and mathematical studies of micro-aerobic continuous ethanol fermentation by Saccharomyces cerevisiae. I: Hysteresis, oscillations, and maximum specific ethanol productivities in chemostat culture. Biotechnol. Bioeng. 1990, 36, 1006–1019. [Google Scholar] [CrossRef] [PubMed]
- Duerschner, C.A. Biofiltration of Volatile Organic Compounds Emitted at Ethanol Plants. Ph.D. Thesis, University of Nebraska, Lincoln, NE, USA, 2019. [Google Scholar]
- Sonnek, D.W.; Loest, G.W. Multi-Stage Scrubbing System and Method for Ethanol Vent Streams. U.S. Patent 8,512,448, 20 August 2013. [Google Scholar]
- Woldemariam, D.; Kullab, A.; Khan, E.U.; Martin, A. Recovery of ethanol from scrubber-water by district heat-driven membrane distillation: Industrial-scale technoeconomic study. Renew. Energy 2018, 128, 484–494. [Google Scholar] [CrossRef]
- Gryta, M.; Morawski, A.W.; Tomaszewska, M. Ethanol production in membrane distillation bioreactor. Catal. Today 2000, 56, 159–165. [Google Scholar] [CrossRef]
- Hussain, M.A.M.; Pfromm, P.H. Reducing the Energy Demand of Cellulosic Ethanol through Salt Extractive Distillation Enabled by Electrodialysis. Sep. Sci. Technol. 2013, 48, 1518–1528. [Google Scholar] [CrossRef] [Green Version]
- Singh, R.S.; Pandey, A.; Gnansounou, E. Biofuels: Production and Future Perspectives; CRC Press: Boca Raton, FL, USA, 2016. [Google Scholar]
- Bartocci, A. New Ethanol Scrubber Reduces Plant Capital & Operating Cost. In Proceedings of the 2009 International Fuel Ethanol Workshop and Expo, Denver, CO, USA, 15–18 June 2009. [Google Scholar]
- Brady, D.; Pratt, G.C. Volatile organic compound emissions from dry mill fuel ethanol production. J. Air Waste Manag. Assoc. 2007, 57, 1091–1102. [Google Scholar] [CrossRef]
- Ishida, S.; Oshima, N.; Kurita, K.; Suzuki, I.; Ohno, H. Process for Treating Aldehydes. U.S. Patent US429765A, 30 September 1975. [Google Scholar]
- Onuki, S.; Koziel, J.A.; van Leeuwen, J.H.; Jenks, W.S.; Grewell, D.; Cai, L. Ethanol production, purification, and analysis techniques: A review. In Proceedings of the 2008 Providence, Providence, RI, USA, 29 June–2 July 2008; p. 1. [Google Scholar]
- Friedl, A. Bioethanol from Sugar and Starch. In Energy from Organic Materials (Biomass): A Volume in the Encyclopedia of Sustainability Science and Technology, 2nd ed.; Kaltschmitt, M., Ed.; Springer: New York, NY, USA, 2019; pp. 905–924. [Google Scholar]
- Stenberg, K.; Tengborg, C.; Galbe, M.; Zacchi, G.; Palmqvist, E.; Hahn-Hägerdal, B. Recycling of process streams in ethanol production from softwoods based on enzymatic hydrolysis. Appl. Biochem. Biotechnol. 1998, 70, 697. [Google Scholar] [CrossRef]
- Stout, B.A. Handbook of Energy for World Agriculture; Elsevier: Amsterdam, The Netherlands, 2012. [Google Scholar]
- Nguyen, T.L.T.; Gheewala, S.H. Fuel ethanol from cane molasses in Thailand: Environmental and cost performance. Energy Policy 2008, 36, 1589–1599. [Google Scholar] [CrossRef]
- Mangmeechai, A.; Pavasant, P. Water footprints of Cassava-and Molasses-based ethanol production in Thailand. Nat. Resour. Res. 2013, 22, 273–282. [Google Scholar] [CrossRef]
- Schill, S.R. Sulfur Compounded in Ethanol Regulations. Ethanol Prod. Mag. 2016. Available online: http://www.ethanolproducer.com/articles/13513/sulfur-compounded-in-ethanol-regulations (accessed on 12 October 2020).
- Zhang, Q.; Du, J.; Jin, Y.; Zhao, Z.; Li, Y. SO2 reduction in distilled grape spirits by three methods. J. Inst. Brew. 2013, 119, 314–320. [Google Scholar] [CrossRef]
- Edwards, T.J.; Newman, J.; Prausnitz, J.M. Thermodynamics of aqueous solutions containing volatile weak electrolytes. AIChE J. 1975, 21, 248–259. [Google Scholar] [CrossRef]
- Huang, H.-J.; Ramaswamy, S.; Tschirner, U.W.; Ramarao, B. Separation and Purification processes for lignocellulose-to-bioalcohol production. In Bioalcohol Production; Elsevier: Amsterdam, The Netherlands, 2010; pp. 246–277. [Google Scholar]
- Ramos, W.B.; Figueiredo, M.F.; Brito, R.P. Optimization of extractive distillation process with a single column for anhydrous ethanol production. In Computer Aided Chemical Engineering; Elsevier: Amsterdam, The Netherlands, 2014; Volume 33, pp. 1411–1416. [Google Scholar]
- Ortuño-Boter, D.; Plesu, V.; Ruiz, A.E.B.; Ruiz, J.B.; Iancu, P.; Llorens, J. Enhanced Distillation Based on Feed Impurities. In Computer Aided Chemical Engineering; Elsevier: Amsterdam, The Netherlands, 2016; Volume 38, pp. 1923–1928. [Google Scholar]
- Morigami, Y.; Kondo, M.; Abe, J.; Kita, H.; Okamoto, K. The first large-scale pervaporation plant using tubular-type module with zeolite NaA membrane. Sep. Purif. Technol. 2001, 25, 251–260. [Google Scholar] [CrossRef]
- Innospec. DCI-11 Corrosion Inhibitor for Gasoline-Alcohol Fuels; Innospec: Leuna, Germany, 2007. [Google Scholar]
- Jeuland, N.; Montagne, X.; Gautrot, X. Potentiality of ethanol as a fuel for dedicated engine. Oil Gas Sci. Technol. 2004, 59, 559–570. [Google Scholar] [CrossRef] [Green Version]
- Moyo, F. Effects of Water on the Stress Corrosion Cracking of Carbon Steel in Ethanolic Media. Ph.D. Thesis, University of the Witwatersrand, Johannesburg, South Africa, 2013. [Google Scholar]
- Lehninger, A. Translation of the Second Edition of: Biochemistry, the Molecular Basis of Cell Structure and Function; Worth Publishers Inc.: New York, NY, USA, 1972. [Google Scholar]
- Batista, F.R.; Meirelles, A.J. A strategy for controlling acetaldehyde content in an industrial plant of bioethanol. IFAC Proc. Vol. 2009, 42, 928–933. [Google Scholar] [CrossRef] [Green Version]
- Caetano, L.G.; Takeuchi, R.M.; Santos, A.L.; de Oliveira, M.F.; Stradiotto, N.R. Voltammetric determination of ethyl acetate in ethanol fuel using a Fe3+/Nafion®-coated glassy carbon electrode. Fuel 2013, 106, 837–842. [Google Scholar] [CrossRef] [Green Version]
- Singh, R. Ethanol corrosion in pipelines. Mater. Perform. 2009, 48, 53–55. [Google Scholar]
- Kane, R.; Eden, D.; Maldonado, J.G.; Srinivasan, S.; Brongers, M.P.; Agarwal, A.K.; Beavers, J. Stress Corrosion Cracking of Carbon Steel in Fuel Grade Ethanol: Review, Experience, Survey, Field Monitoring, and Laboratory Testing: Downstream Segment; American Petroleum Institute: Washington, DC, USA, 2007. [Google Scholar]
- Cummings, J. Effects of Fuel Ethanol Quality on Vehicle System Components; 0148-7191; SAE Technical Paper; SAE International: Warrendale, PA, USA, 2011. [Google Scholar]
- Biernat, K. Storage Stability of Fuels; IntechOpen: London, UK, 2015. [Google Scholar]
- Nakajima, K.; Yahagi, Y. Corrosive Wear of Steel With Gasoline-Ethanol-Water. J. Lubr. Technol. 1983, 105, 552–557. [Google Scholar] [CrossRef]
- Saska, M.; Zossi, B.S.; Liu, H.-l. Removal of colour in sugar cane juice clarification by defecation, sulfitation and carbonation. Int. Sugar J. 2010, 112, 258. [Google Scholar]
- Ilett, D.R.; Simpson, W.J. Loss of sulphur dioxide during storage of bottled. Food Res. Int. 1995, 28, 393–396. [Google Scholar] [CrossRef]
- Dalmolin, I.; Skovroinski, E.; Biasi, A.; Corazza, M.; Dariva, C.; Oliveira, J.V. Solubility of carbon dioxide in binary and ternary mixtures with ethanol and water. Fluid Phase Equilib. 2006, 245, 193–200. [Google Scholar] [CrossRef]
- Bureman, P. Good Ethanol Storage Practices. Biofuels Int. 2012. Available online: https://www.slideshare.net/pebureman/ethanol-storage-best-practices (accessed on 22 September 2020).
- Schreier, P.; Drawert, F.; Junker, A. Identification of volatile constituents from grapes. J. Agric. Food Chem. 1976, 24, 331–336. [Google Scholar] [CrossRef]
- Ramey, D.D.; Ough, C.S. Volatile ester hydrolysis or formation during storage of model solutions and wines. J. Agric. Food Chem. 1980, 28, 928–934. [Google Scholar] [CrossRef]
- Monteiro, M.; Ambrozin, A.; Santos, A.; Contri, P.; Kuri, S. Evaluation of metallic corrosion caused by alcohol fuel and some contaminants. In Materials Science Forum; Trans Tech Publications Ltd.: Freienbach, Switzerland, 2010; pp. 1024–1029. [Google Scholar]
- Mathur, I. Differences between Corn and Sugar Cane Derived Ethanol for Fuels. Available online: https://www.haltermannsolutions.com/differences-corn-sugar-cane-derived-ethanol-fuels (accessed on 15 September 2019).
- Weaver, J.W.; Skaggs, S.A.; Spidle, D.L.; Stone, G.C. Composition and Behavior of Fuel Ethanol, Volume EPA/600/R-09/037; Athens, G.A., Ed.; US Environmental Protection Agency: Washington, DC, USA, 2009.
- Donati, G.L.; Amais, R.S.; Schiavo, D.; Nóbrega, J.A. Determination of Cr, Ni, Pb and V in gasoline and ethanol fuel by microwave plasma optical emission spectrometry. J. Anal. At. Spectrom. 2013, 28, 755–759. [Google Scholar] [CrossRef]
- Luecke, J.; McCormick, R.L. Electrical conductivity and pHe response of fuel ethanol contaminants. Energy Fuels 2014, 28, 5222–5228. [Google Scholar] [CrossRef]
- Lamon, J. Sulfites Production and Management by Wine Yeast During Alcoholic Fermentation. Available online: https://www.winemak-in.com/en/publications/sulfites-production-and-management-by-wine-yeast-during-alcoholic-fermentation (accessed on 7 February 2021).
- Bernardi, R.; JORGE, L.M.d.M.; Paraiso, P.R. Kinetic modeling of sugarcane juice clarification by ozonation in batch reactor with ozone saturation control. Food Sci. Technol. 2019, 39, 81–84. [Google Scholar] [CrossRef] [Green Version]
- Vijayanand, A.; Soumyadip, G. Method of Desulphitation of Carbohydrates. Worldwide Applications WO2016090213A1, 9 June 2016. [Google Scholar]
- Binder, T.P.; Beggin, J.R.; Hilaly, A.K.; Karcher, L.P.; Solheim, L.P.; Soper, J.G.; Zenthoefer, B.L. Method for Removing Sulfur Compounds from an Alcohol Stream. U.S. Patent Application 11/784,052, 11 October 2007. [Google Scholar]
- Udeh, H.; Kgatla, T.; Jideani, A. Effect of mineral ion addition on yeast performance during very high gravity wort fermentation. Int. J. Biol. Biomol. Agric. Food Biotechnol. Eng. 2014, 8, 1208–1216. [Google Scholar]
- Piotrowski, J.S.; Zhang, Y.; Sato, T.; Ong, I.; Keating, D.; Bates, D.; Landick, R. Death by a thousand cuts: The challenges and diverse landscape of lignocellulosic hydrolysate inhibitors. Front. Microbiol. 2014, 5, 90. [Google Scholar] [CrossRef]
- Elena, P.; Gabriela, R.; Traian, H. Current approaches to efficient biotechnological production of ethanol. Innov. Rom. Food Biotechnol. 2009, 4, 1–11. [Google Scholar]
- WWFC. Ethanol Guidelines; World Wide Fuel Charter Committee 2009; Available online: http://oica.net/wp-content/uploads/ethanol-guideline-final-26mar09.pdf (accessed on 11 December 2021).
- IFQC. Setting a Quality Standard for Fuel Ethanol; International Fuel Quality Center: Houston, TX, USA, 2004. [Google Scholar]
- Slunecka, T. Protecting Distillers Grains from Sulfur Build-Up. Available online: http://www.ethanolproducer.com/articles/5660/protecting-distillers-grains-from-sulfur-build-up (accessed on 18 February 2021).
- Slaughter, J. The effects of carbon dioxide on yeasts. In Biotechnology Applications in Beverage Production; Springer: Dordrecht, Germany, 1989; pp. 49–64. [Google Scholar]
- Jones, R.P.; Greenfield, P.F. Effect of carbon dioxide on yeast growth and fermentation. Enzym. Microb. Technol. 1982, 4, 210–223. [Google Scholar] [CrossRef]
- Marcus, Y.; Glikberg, S. Recommended methods for the purification of solvents and tests for impurities: Methanol and ethanol. Pure Appl. Chem. 1985, 57, 855–864. [Google Scholar] [CrossRef]
- Byrne, S.; Howell, G. Acetaldehyde: How to Limit Its Formation during Fermentation; Aust, N.Z., Ed.; Grapegrower Winemaker: Sydney, NSW, Australia, 2017; pp. 68–69. [Google Scholar]
- Jackowetz, J.N.; Dierschke, S.; Mira de Orduña, R. Multifactorial analysis of acetaldehyde kinetics during alcoholic fermentation by Saccharomyces cerevisiae. Food Res. Int. 2011, 44, 310–316. [Google Scholar] [CrossRef]
- Qian, X.; Malmali, M.; Wickramasinghe, S. Membranes for the removal of fermentation inhibitors from biofuel production. In Membrane Technologies for Biorefining; Elsevier: Amsterdam, The Netherlands, 2016; pp. 219–240. [Google Scholar]
- Dzialo, M.C.; Park, R.; Steensels, J.; Lievens, B.; Verstrepen, K.J. Physiology, ecology and industrial applications of aroma formation in yeast. FEMS Microbiol. Rev. 2017, 41, S95–S128. [Google Scholar] [CrossRef] [Green Version]
- Ibraheem, O.; Ndimba, B.K. Molecular adaptation mechanisms employed by ethanologenic bacteria in response to lignocellulose-derived inhibitory compounds. Int. J. Biol. Sci. 2013, 9, 598. [Google Scholar] [CrossRef] [Green Version]
- Larsson, S. Ethanol from Lignocellulose-Fermentation Inhibitors, Detoxification and Genetic Engineering of Saccharomyces Cerevisiae for Enhanced Resistance. Ph.D. Thesis, Lund University, Lund, Sweden, 2000. [Google Scholar]
- Whiting, G. Organic acid metabolism of yeasts during fermentation of alcoholic beverages—A review. J. Inst. Brew. 1976, 82, 84–92. [Google Scholar] [CrossRef]
- Bideaux, C.; Alfenore, S.; Cameleyre, X.; Molina-Jouve, C.; Uribelarrea, J.-L.; Guillouet, S.E. Minimization of glycerol production during the high-performance fed-batch ethanolic fermentation process in Saccharomyces cerevisiae, using a metabolic model as a prediction tool. Appl. Environ. Microbiol. 2006, 72, 2134–2140. [Google Scholar] [CrossRef] [Green Version]
- Navarrete, C.; Nielsen, J.; Siewers, V. Enhanced ethanol production and reduced glycerol formation in fps1∆ mutants of Saccharomyces cerevisiae engineered for improved redox balancing. AMB Express 2014, 4, 86. [Google Scholar] [CrossRef] [Green Version]
- Zhang, A.; Chen, X. Improve Ethanol Yield Through Minimizing Glycerol Yield in Ethanol Fermentation of Saccharomyces cerevisiae. Chin. J. Chem. Eng. 2008, 16, 620–625. [Google Scholar] [CrossRef]
- Ohimain, E.I. Methanol contamination in traditionally fermented alcoholic beverages: The microbial dimension. Springerplus 2016, 5, 1607. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Blumenthal, P.; Steger, M.C.; Einfalt, D.; Rieke-Zapp, J.; Quintanilla Bellucci, A.; Sommerfeld, K.; Schwarz, S.; Lachenmeier, D.W. Methanol Mitigation during Manufacturing of Fruit Spirits with Special Consideration of Novel Coffee Cherry Spirits. Molecules 2021, 26, 2585. [Google Scholar] [CrossRef] [PubMed]
- Yang, X.; Wang, K.; Wang, H.; Zhang, J.; Tang, L.; Mao, Z. Control of pH by acetic acid and its effect on ethanol fermentation in an integrated ethanol–methane fermentation process. RSC Adv. 2016, 6, 57902–57909. [Google Scholar] [CrossRef]
- Wilkinson, P.M.; Doldersum, B.; Cramers, P.H.M.R.; Van Dierendonck, L.L. The kinetics of uncatalyzed sodium sulfite oxidation. Chem. Eng. Sci. 1993, 48, 933–941. [Google Scholar] [CrossRef]
- Chapman, E.; Cummings, J.; Conran, D. Effects of gasoline and ethanol fuel corrosion inhibitors on powertrain intake valve deposits. SAE Int. J. Fuels Lubr. 2013, 6, 63–79. [Google Scholar] [CrossRef]
- Sridhar, N.; Price, K.; Buckingham, J.; Dante, J. Stress corrosion cracking of carbon steel in ethanol. Corrosion 2006, 62, 687–702. [Google Scholar] [CrossRef]
- Pedraza-Basulto, G.; Arizmendi-Morquecho, A.; Miramontes, J.C.; Borunda-Terrazas, A.; Martinez-Villafane, A.; Chacón-Nava, J. Effect of water on the stress corrosion cracking behavior of API 5L-X52 steel in E95 blend. Int. J. Electrochem. Sci. 2013, 8, 5421–5437. [Google Scholar]
- Hauffe, K.; Bender, R. Unalloyed steels and cast steel. In Corrosion Handbook; Wiley: New York, NY, USA, 2008. [Google Scholar]
- Moreira, A.R.; Panossian, Z.; Pimenta, G.S.; de Oliveira, V. Effect of Total Acidity and Water Content on Ethanol Corrosiveness (E100). In Proceedings of the CORROSION 2015, Dallas, TX, USA, 15–19 March 2015. [Google Scholar]
- Lou, X.; Singh, P.M. Role of water, acetic acid and chloride on corrosion and pitting behaviour of carbon steel in fuel-grade ethanol. Corros. Sci. 2010, 52, 2303–2315. [Google Scholar] [CrossRef]
- Golisz, S.R.; Yang, J.S.; Johnson, R.D. Understanding the effect of CO2 on the pHe of fuel ethanol. Fuel 2017, 199, 1–3. [Google Scholar] [CrossRef]
- Lou, X.; Yang, D.; Singh, P.M. Effect of ethanol chemistry on stress corrosion cracking of carbon steel in fuel-grade ethanol. Corrosion 2009, 65, 785–797. [Google Scholar] [CrossRef]
- Sowards, J.W.; Weeks, T.S.; McColskey, J.D. The influence of simulated fuel-grade ethanol on fatigue crack propagation in pipeline and storage-tank steels. Corros. Sci. 2013, 75, 415–425. [Google Scholar] [CrossRef]
- Moreira, A.R.; Panossian, Z.; Pimenta, G.S.; de Oliveira, V.; Brugnelli, R.A. Effect of Inert Gases (Pure Nitrogen, Nitrogen And Carbon Dioxide Mixtures) On the Corrosiveness of Anhydrous Ethanol (E100). In Proceedings of the CORROSION 2011, Houston, TX, USA, 28 March 2011. [Google Scholar]
- Belincanta, J.; Alchorne, J.; Teixeira da Silva, M. The brazilian experience with ethanol fuel: Aspects of production, use, quality and distribution logistics. Braz. J. Chem. Eng. 2016, 33, 1091–1102. [Google Scholar] [CrossRef] [Green Version]
- Saharin, S.B. Vaporization and Autoignition Characteristics of Ethanol and 1-Propanol Droplets: Influence of Water. Ph.D. Thesis, Université de Bourgogne, Dijon, France, 2013. [Google Scholar]
- Matějovský, L.s.; Macák, J.; Pospíšil, M.; Staš, M.; Baroš, P.; Krausová, A. Study of Corrosion Effects of Oxidized Ethanol–Gasoline Blends on Metallic Materials. Energy Fuels 2018, 32, 5145–5156. [Google Scholar] [CrossRef]
- Somboon, T.; Phatchana, R.; Tongpoothorn, W.; Sansuk, S. A simple and green method for determination of ethanol in liquors by the conductivity measurement of the uncatalyzed esterification reaction. LWT 2022, 154, 112593. [Google Scholar] [CrossRef]
- Hoang, T.-D.; Nghiem, N. Recent Developments and Current Status of Commercial Production of Fuel Ethanol. Fermentation 2021, 7, 314. [Google Scholar] [CrossRef]
- Eldeeb, M.A.; Akih-Kumgeh, B. Recent Trends in the Production, Combustion and Modeling of Furan-Based Fuels. Energies 2018, 11, 512. [Google Scholar] [CrossRef] [Green Version]
- Sarkar, B.; Mridha, B.; Pareek, S. A sustainable smart multi-type biofuel manufacturing with the optimum energy utilization under flexible production. J. Clean. Prod. 2022, 332, 129869. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}






| Type of Pretreatments | Methods | Chemical/Enzyme Addition | Concerns |
|---|---|---|---|
| Physical | Mechanical | No additives | - |
| Pyrolysis | No additives | ||
| Physical-chemical | Acid-catalyzed steam explosion | Sulfuric acid, sulfur dioxide, or carbon dioxide | |
| Uncatalyzed steam explosion | No additives | ||
| Liquid hot water (LHW) | Hot water |
| |
| Ammonium fiber explosion | Ammonia |
| |
| Carbon dioxide explosion | Carbon dioxide | ||
| Chemical | Ozonolysis | Ozone |
|
| Dilute acidic hydrolysis | Sulfuric acid, hydrochloric acid, nitric acid, phosphoric acid | ||
| Concentrated-acid hydrolysis | Sulfuric acid, peracetic acid | ||
| Alkaline hydrolysis | Sodium hydroxide, calcium hydroxide, hydrogen peroxide | ||
| Oxidative delignification | An oxidizing agent such as hydrogen peroxide, ozone, oxygen, or air |
| |
| Wet oxidation | Water, sodium carbonate, sulfuric acid | ||
| Organosolv process | Organic solvents (methanol, ethanol, acetone, ethylene glycol, triethylene glycol), sulfuric acid, hydrochloric acid, ethyl acetate | ||
| Ionic liquid (ILs) | 1-Ethyl-3-methylimidazolium acetate, 1-Butyl-3-methylimidazolium chloride | ||
| Biological | Fungal | Cellulases, hemicellulase, ligninases, laccase, and quinone-reducing enzymes |
|
| Bio-Organosolv | Ethanol |
|
| Compound Type | Compound | Reaction | Possible Methods Originated | Effects | Some Detoxification Methods |
|---|---|---|---|---|---|
| Furans derivatives | Hydroxymethyl furfural (HMF) | Degradation of hexose sugar [26,139] | Diluted acid [104,140,141], concentrated acid [104], steam explosion [142], liquid hot water [107], hydrothermal processing [104] | Adsorption with activated coal [145], pyrochar [146], PEI polymer [147], nanofiltration [148], anion exchange resin [149] | |
| Furfural | Degradation of pentose sugar [26,139] | Diluted acid [104,141], concentrated acid, steam explosion [142], liquid hot water [107], hydrothermal processing [104] | Adsorption with activated coal [145], pyrochar [146], PEI polymer [147], nanofiltration [148], anion exchange resin [149], sodium borohydride [150] | ||
| Organic acids | Acetic | Hemicellulose hydrolysis [26,139] | Mild alkaline [104], diluted acid [141,151], concentrated acid, liquid hot water [107], hydrothermal processing [104], oxidative [104], steam explosion [104,142] | Nanofiltration [148], adsorption with PEI polymer [147], anion exchange resin [149] | |
| Formic | Degradation of HMF and furfural [26,139] | Diluted acid [141], steam explosion [142], liquid hot water [107] | Adsorption with PEI polymer [147], anion exchange resin [149] | ||
| Levulinic acid | Degradation of HMF [26,139] | Acid, steam explosion [142], dilute acid [141] | Adsorption with activated coal [145], anion exchange resin [149] | ||
| Aromatic compounds | Vanillin | Depolymerization of lignin [104,139] | Mild alkaline [104], steam explosion [127,142] | Laccase enzyme [154], peroxidase enzyme [155], nanofiltration [148], anion exchange resin [149], adsorption with activated coal [156] | |
| Cinnamaldehyde | Depolymerization of lignin [104,139] | Mild alkaline [104], steam explosion [127] | Laccase enzyme [154], anion exchange resin [149] | ||
| Benzoic acid | Degradation of lignin [157] | Acid [96,104], steam explosion [127] | Benzoic acid reduces growth rate and biomass yield [158]. | Not available | |
| Cinnamic acid | Degradation of lignin [159] | Acid [96,104], steam explosion [127] | Cinnamic acid hindered yeast growth in ethanol fermentation [160]. | Not available | |
| p-benzoquinone (BQ) | Oxidation of lignin and lignin-derived compounds [161] | Acid [96,104], steam explosion [127] | BQ at 20 to 200 ppm severely inhibited microorganism’s cell growth and fermentability [162]. | Sodium borohydride [150] | |
| 2,6-Dimethoxy-1,4-benzoquinone (DMBQ) | Oxidation of lignin and syringyl-type compounds [161] | Acid [96,104], steam explosion [127] | DMBQ had a negative impact on balanced ethanol yield and productivity than on glucose consumption [161]. | Sodium borohydride [150] |
| Element | Impact on Ethanol Production | Concentration in the Fermentation Medium | ||
|---|---|---|---|---|
| Positive Effect | Negative Effect | Minimum Required | Marginal | |
| Potassium (K+) |
|
| 160 ppm | 400 ppm |
| Magnesium (Mg2+) |
|
| 50 ppm | 24,000 ppm |
| Zinc (Zn2+) | 0.3 ppm | 2 or 60 ppm depending on Mn concentration | ||
| Calcium (Ca2+) |
|
| 180 ppm | 1000 ppm |
| Manganese (Mn+) |
| 0.11 ppm | 550 ppm | |
| Iron (Fe2+) |
| 0.2 ppm | 500 ppm | |
| Copper (Cu2+) |
|
| 0.06 ppm | 1 ppm |
| Sodium (Na+) |
| - | 115 ppm at acidic pH | |
| Chloride (Cl−) |
| - | 500 ppm | |
| Sulfate (SO42−) |
| - | Depending on the cationic of sulfate | |
| Fluoride (F−) |
| - | 160 ppm | |
| Nitrates (NO3−) and Nitrites (NO2−) |
| - | 50 ppm | |
| Tin (Sn2+) |
| - | 360 ppm | |
| Tellurium (Te) and beryllium (Be) |
| - | 350 ppm | |
| Nickel (Ni) |
| - | 185 ppm | |
| Categories of Volatile Organic Compounds (VOCs) | |
|---|---|
| Soluble | Insoluble |
| Ethanol Formic acid Lactic acid Acetic acid Amyl Alcohol Formaldehyde | Acetone Acrolein Acetaldehyde Ethyl Acetate |
| Concentration | Elements |
|---|---|
| >1 mg/L | Na |
| 10 µg/L–1 mg/L | Mg, Cr, Fe, Ni, Cu, Zn, Al, Si |
| <10 µg/L | Ba, V, Mo, Mn, Co, Ag, Cd, Ga, Tl, Sn, Pb, As, Bi, Se |
| Stage | Source of Contaminants | Contaminants | Concern | Control Strategies | |
|---|---|---|---|---|---|
Conversion of feedstock | Sugarcane | Juice clarification | Sulfur dioxide |
|
|
Cassava | Cassava composition | Cysteine | - | ||
| Methionine | |||||
| Lignocellulosic biomass  | Lignocellulosic feedstock components | Lignin |
| ||
| Hemicellulose | |||||
| Pretreatment | HMF |
|
| ||
| Furfural | |||||
| Acetic acid | |||||
| Formic acid | |||||
| Levulinic acid | |||||
| Phenolic compounds | |||||
| 2-furoic acid | |||||
| Furanic compounds | |||||
| Sulfur components |
|
| |||
| Water | Calcium |
| |||
| Magnesium | |||||
| Sodium | |||||
| Chloride |
| ||||
| Sulfate | |||||
Fermentation | Nitrogen source | Ammonium sulfate |
|
| |
| Control of Aldehyde Emissions | Sodium bisulfite |
| |||
| Fermentation byproducts | Carbon dioxide | ||||
| Acetaldehyde |
|
| |||
| Acrolein |
|
| |||
| Acetic acid | |||||
| Sulfite |
|
| |||
| 1-Propanol |
| ||||
| Formic acid |
|
| |||
| Glycerol |
| ||||
| Lactic acid |
| ||||
| Methanol |
|
| |||
| pH regulator, antimicrobial agent | Sulfuric acid |
| |||
| Ethanol Recovery  | Distillation | Sulfite |
| ||
|
| ||||
| Dehydration | - | - | - | ||
| Ethanol storage  | Sulfite oxidation | Sulfate |
|
| |
| Water pickup | Water |
| |||
| The reaction of carbon dioxide and water | Carbonic acid |
| |||
| Ester hydrolysis | Carboxylic acid and alcohol |
| |||
| Ethanol oxidation | Acetaldehyde and acetic acid |
| |||
| Esterification between acetic and ethanol | Ethyl acetate |
|
| ||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wongsurakul, P.; Termtanun, M.; Kiatkittipong, W.; Lim, J.W.; Kiatkittipong, K.; Pavasant, P.; Kumakiri, I.; Assabumrungrat, S. Comprehensive Review on Potential Contamination in Fuel Ethanol Production with Proposed Specific Guideline Criteria. Energies 2022, 15, 2986. https://doi.org/10.3390/en15092986
Wongsurakul P, Termtanun M, Kiatkittipong W, Lim JW, Kiatkittipong K, Pavasant P, Kumakiri I, Assabumrungrat S. Comprehensive Review on Potential Contamination in Fuel Ethanol Production with Proposed Specific Guideline Criteria. Energies. 2022; 15(9):2986. https://doi.org/10.3390/en15092986
Chicago/Turabian StyleWongsurakul, Peerawat, Mutsee Termtanun, Worapon Kiatkittipong, Jun Wei Lim, Kunlanan Kiatkittipong, Prasert Pavasant, Izumi Kumakiri, and Suttichai Assabumrungrat. 2022. "Comprehensive Review on Potential Contamination in Fuel Ethanol Production with Proposed Specific Guideline Criteria" Energies 15, no. 9: 2986. https://doi.org/10.3390/en15092986
APA StyleWongsurakul, P., Termtanun, M., Kiatkittipong, W., Lim, J. W., Kiatkittipong, K., Pavasant, P., Kumakiri, I., & Assabumrungrat, S. (2022). Comprehensive Review on Potential Contamination in Fuel Ethanol Production with Proposed Specific Guideline Criteria. Energies, 15(9), 2986. https://doi.org/10.3390/en15092986