
Effect of Acid Pretreatment on the Primary Products of Biomass Fast Pyrolysis




Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials and Sample Preparation
2.2. Acid Pretreatment
2.3. Compositional Analysis of Raw and Pretreated Biomass Sample
2.4. Proximate Analysis
2.5. FTIR Spectroscopy
2.6. TGA Experiment
2.7. Determination of Inorganic Material Present in the Biomass
2.8. Py-GC-MS/FID
3. Results and Discussion
3.1. Weight Loss of Pretreated Biomass
3.2. Compositional Analysis of Pretreated Biomass
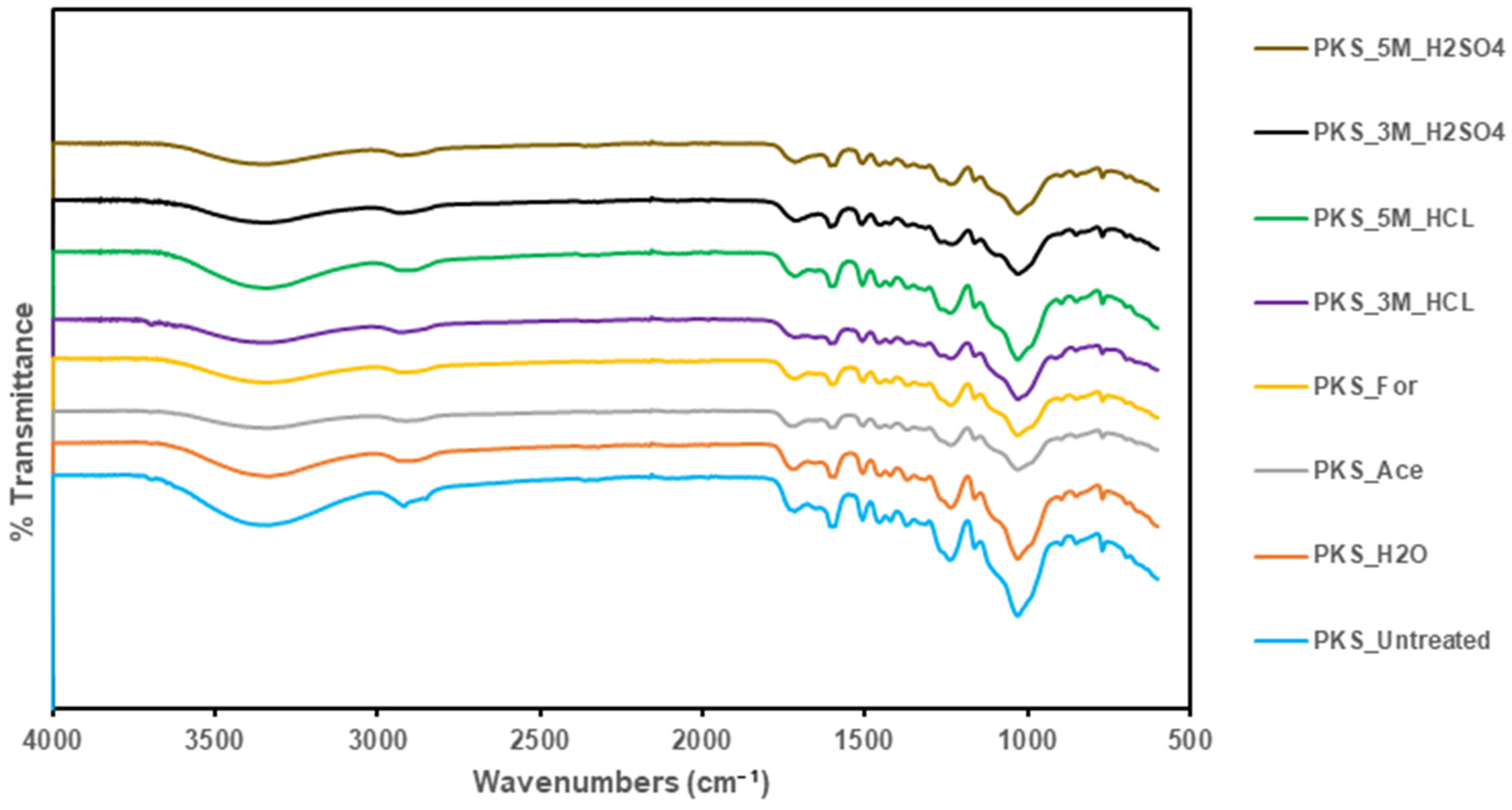
3.3. FTIR Analysis of the Biomass Samples
3.4. Thermogravimetric Analysis of Raw and Pretreated Biomass
3.5. Effects of Pretreatment on the Contents of Inorganic Materials
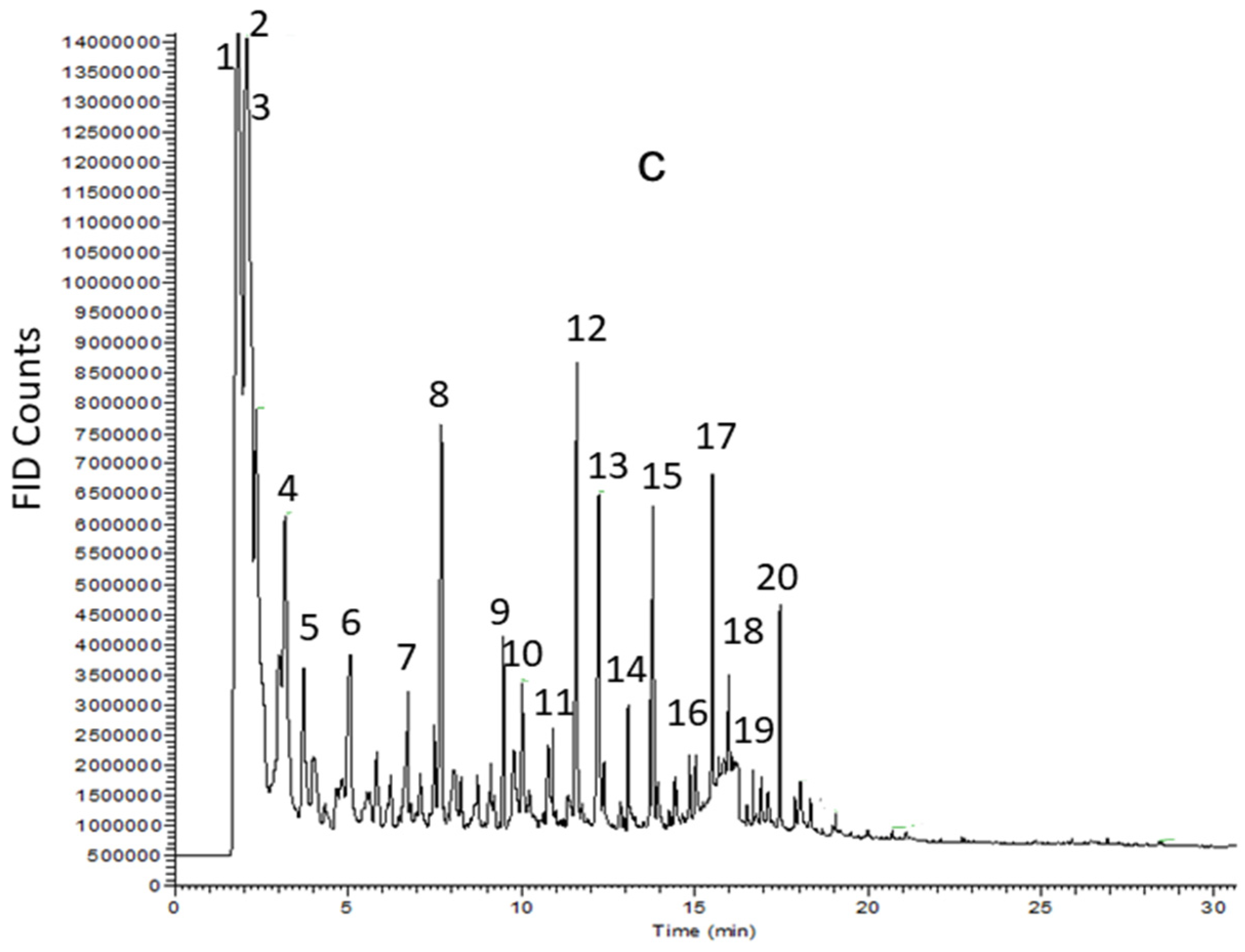
3.6. Effect of Pretreatment on the Primary Pyrolysis Products
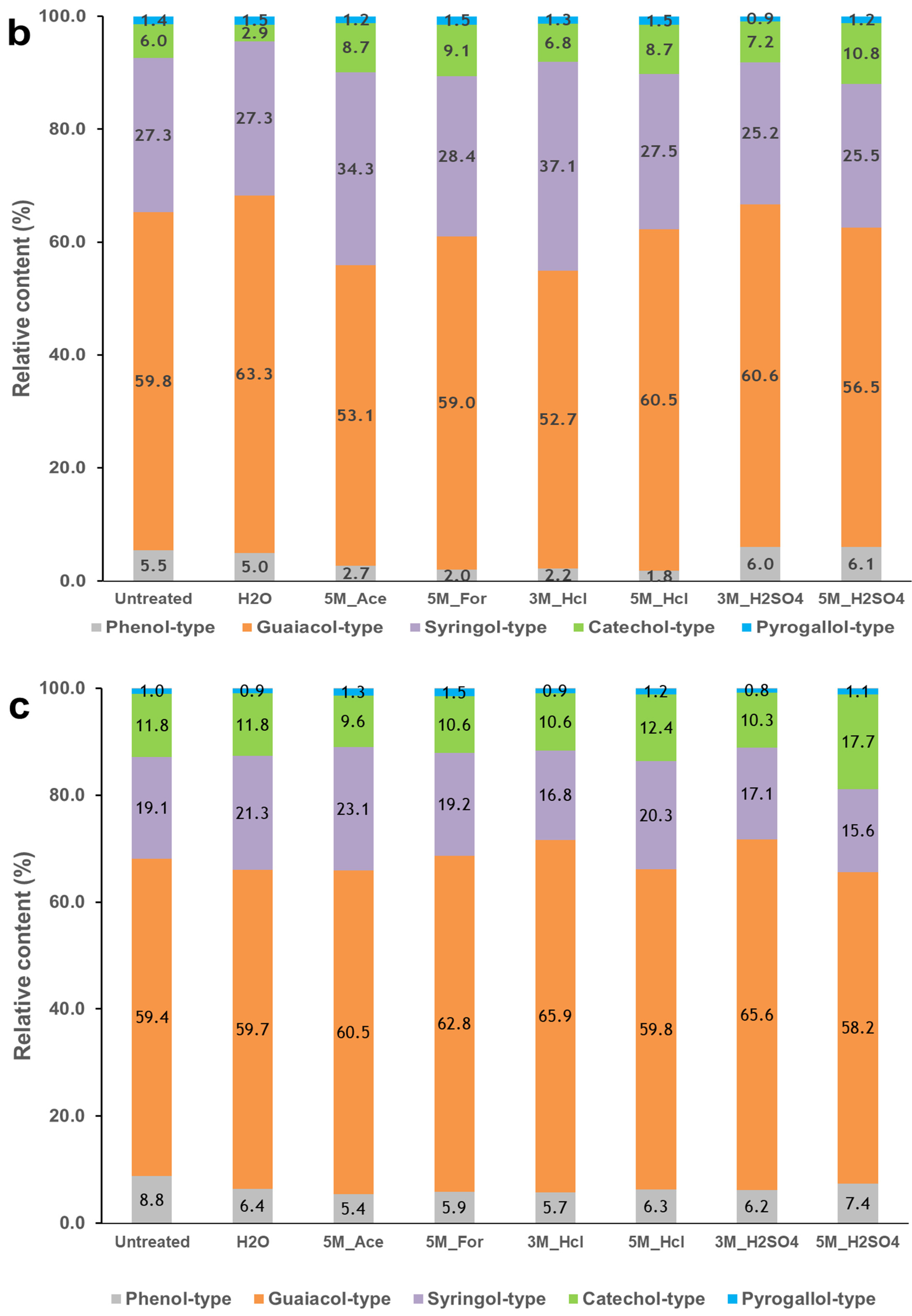
3.6.1. Effect of Pretreatment on the Product Distribution of the Phenolic Compounds
3.6.2. Effect of Pretreatment on the Product Distribution of Anhydrous Sugar and Other Low-Molecular-Weight Compounds
- Anhydrous sugar
- Furans
- Ketones, Aldehydes and Acids
3.6.3. Comparison of the Pyrolysis Product from PKS and the Woody Biomasses (MAH and IRO)
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Stefanidis, S.D.; Heracleous, E.; Patiaka, D.T.; Kalogiannis, K.G.; Michailof, C.M.; Lappas, A.A. Optimization of bio-oil yields by demineralization of low quality biomass. Biomass Bioenergy 2015, 83, 105–115. [Google Scholar] [CrossRef]
- Eom, I.-Y.; Kim, J.-Y.; Lee, S.-M.; Cho, T.-S.; Yeo, H.; Choi, J.-W. Comparison of pyrolytic products produced from inorganic-rich and demineralized rice straw (Oryza sativa L.) by fluidized bed pyrolyzer for future biorefinery approach. Bioresour. Technol. 2013, 128, 664–672. [Google Scholar] [CrossRef] [PubMed]
- Raveendran, K.; Ganesh, A.; Khilar, K.C. Influence of mineral matter on biomass pyrolysis characteristics. Fuel 1995, 74, 1812–1822. [Google Scholar] [CrossRef]
- Brown, T.R.; Wright, M.M.; Brown, R.C. Estimating profitability of two biochar production scenarios: Slow pyrolysis vs fast pyrolysis. Biofuels Bioprod. Biorefin. 2011, 5, 54–68. [Google Scholar] [CrossRef]
- Xin, X.; Pang, S.; de Miguel Mercader, F.; Torr, K.M. The effect of biomass pretreatment on catalytic pyrolysis products of pine wood by Py-GC/MS and principal component analysis. J. Anal. Appl. Pyrolysis 2019, 138, 145–153. [Google Scholar] [CrossRef]
- Liu, X.; Bi, X.T. Removal of inorganic constituents from pine barks and switchgrass. Fuel Process. Technol. 2011, 92, 1273–1279. [Google Scholar] [CrossRef]
- Dong, Q.; Zhang, S.; Zhang, L.; Ding, K.; Xiong, Y. Effects of four types of dilute acid washing on moso bamboo pyrolysis using Py–GC/MS. Bioresour. Technol. 2015, 185, 62–69. [Google Scholar] [CrossRef]
- Usino, D.O.; Ylitervo, P.; Moreno, A.; Sipponen, M.H.; Richards, T. Primary interactions of biomass components during fast pyrolysis. J. Anal. Appl. Pyrolysis 2021, 159, 105297. [Google Scholar] [CrossRef]
- Leijenhorst, E.J.; Wolters, W.; van de Beld, L.; Prins, W. Inorganic element transfer from biomass to fast pyrolysis oil: Review and experiments. Fuel Process. Technol. 2016, 149, 96–111. [Google Scholar] [CrossRef]
- Oudenhoven, S.R.G.; Westerhof, R.J.M.; Kersten, S.R.A. Fast pyrolysis of organic acid leached wood, straw, hay and bagasse: Improved oil and sugar yields. J. Anal. Appl. Pyrolysis 2015, 116, 253–262. [Google Scholar] [CrossRef]
- Patwardhan, P.R.; Satrio, J.A.; Brown, R.C.; Shanks, B.H. Influence of inorganic salts on the primary pyrolysis products of cellulose. Bioresour. Technol. 2010, 101, 4646–4655. [Google Scholar] [CrossRef] [PubMed]
- Scott, D.S.; Paterson, L.; Piskorz, J.; Radlein, D. Pretreatment of poplar wood for fast pyrolysis: Rate of cation removal. J. Anal. Appl. Pyrolysis 2001, 57, 169–176. [Google Scholar] [CrossRef]
- Wang, H.; Srinivasan, R.; Yu, F.; Steele, P.; Li, Q.; Mitchell, B.; Samala, A. Effect of Acid, Steam Explosion, and Size Reduction Pretreatments on Bio-oil Production from Sweetgum, Switchgrass, and Corn Stover. Appl. Biochem. Biotechnol. 2012, 167, 285–297. [Google Scholar] [CrossRef] [PubMed]
- Wang, W.; Lemaire, R.; Bensakhria, A.; Luart, D. Review on the catalytic effects of alkali and alkaline earth metals (AAEMs) including sodium, potassium, calcium and magnesium on the pyrolysis of lignocellulosic biomass and on the co-pyrolysis of coal with biomass. J. Anal. Appl. Pyrolysis 2022, 163, 105479. [Google Scholar] [CrossRef]
- Chandler, D.S.; Resende, F.L.P. Effects of warm water washing on the fast pyrolysis of Arundo Donax. Biomass Bioenergy 2018, 113, 65–74. [Google Scholar] [CrossRef]
- Deng, L.; Zhang, T.; Che, D. Effect of water washing on fuel properties, pyrolysis and combustion characteristics, and ash fusibility of biomass. Fuel Process. Technol. 2013, 106, 712–720. [Google Scholar] [CrossRef]
- Chen, D.; Zheng, Z.; Fu, K.; Zeng, Z.; Wang, J.; Lu, M. Torrefaction of biomass stalk and its effect on the yield and quality of pyrolysis products. Fuel 2015, 159, 27–32. [Google Scholar] [CrossRef]
- Zheng, A.; Zhao, Z.; Chang, S.; Huang, Z.; Wang, X.; He, F.; Li, H. Effect of torrefaction on structure and fast pyrolysis behavior of corncobs. Bioresour. Technol. 2013, 128, 370–377. [Google Scholar] [CrossRef] [PubMed]
- Zhang, F.; Xu, L.; Xu, F.; Jiang, L. Different acid pretreatments at room temperature boost selective saccharification of lignocellulose via fast pyrolysis. Cellulose 2021, 28, 81–90. [Google Scholar] [CrossRef]
- Chen, D.; Mei, J.; Li, H.; Li, Y.; Lu, M.; Ma, T.; Ma, Z. Combined pretreatment with torrefaction and washing using torrefaction liquid products to yield upgraded biomass and pyrolysis products. Bioresour. Technol. 2017, 228, 62–68. [Google Scholar] [CrossRef]
- Chen, D.; Cen, K.; Jing, X.; Gao, J.; Li, C.; Ma, Z. An approach for upgrading biomass and pyrolysis product quality using a combination of aqueous phase bio-oil washing and torrefaction pretreatment. Bioresour. Technol. 2017, 233, 150–158. [Google Scholar] [CrossRef]
- Chen, D.; Wang, Y.; Liu, Y.; Cen, K.; Cao, X.; Ma, Z.; Li, Y. Comparative study on the pyrolysis behaviors of rice straw under different washing pretreatments of water, acid solution, and aqueous phase bio-oil by using TG-FTIR and Py-GC/MS. Fuel 2019, 252, 1–9. [Google Scholar] [CrossRef]
- Rodríguez-Machín, L.; Arteaga-Pérez, L.E.; Vercruysse, J.; Pérez-Bermúdez, R.A.; Prins, W.; Ronsse, F. Py-GC/MS based analysis of the influence of citric acid leaching of sugarcane residues as a pretreatment to fast pyrolysis. J. Anal. Appl. Pyrolysis 2018, 134, 465–475. [Google Scholar] [CrossRef]
- Yan, P.; Liu, X.; Xu, Z.; Zhang, Z.C. Markedly Different Decomposition Temperature and Products of Biomass Pyrolysis at Low Temperature—Differentiation of Acids in Their Effects on Pretreatment. Sustain. Chem. 2021, 2, 8–23. [Google Scholar] [CrossRef]
- Ma, Y.; Zhang, H.; Yang, H.; Zhang, Y. The effect of acid washing pretreatment on bio-oil production in fast pyrolysis of rice husk. Cellulose 2019, 26, 8465–8474. [Google Scholar] [CrossRef]
- Chen, D.; Gao, D.; Huang, S.; Capareda, S.C.; Liu, X.; Wang, Y.; Zhang, T.; Liu, Y.; Niu, W. Influence of acid-washed pretreatment on the pyrolysis of corn straw: A study on characteristics, kinetics and bio-oil composition. J. Anal. Appl. Pyrolysis 2021, 155, 105027. [Google Scholar] [CrossRef]
- Zhou, S.; Osman, N.B.; Li, H.; McDonald, A.G.; Mourant, D.; Li, C.-Z.; Garcia-Perez, M. Effect of sulfuric acid addition on the yield and composition of lignin derived oligomers obtained by the auger and fast pyrolysis of Douglas-fir wood. Fuel 2013, 103, 512–523. [Google Scholar] [CrossRef]
- Wang, S.; Dai, G.; Yang, H.; Luo, Z. Lignocellulosic biomass pyrolysis mechanism: A state-of-the-art review. Prog. Energy Combust. Sci. 2017, 62 (Suppl. C), 33–86. [Google Scholar] [CrossRef]
- Chen, D.; Gao, D.; Capareda, S.C.; Huang, S.; Wang, Y. Effects of hydrochloric acid washing on the microstructure and pyrolysis bio-oil components of sweet sorghum bagasse. Bioresour. Technol. 2019, 277, 37–45. [Google Scholar] [CrossRef]
- Mourant, D.; Wang, Z.; He, M.; Wang, X.S.; Garcia-Perez, M.; Ling, K.; Li, C.-Z. Mallee wood fast pyrolysis: Effects of alkali and alkaline earth metallic species on the yield and composition of bio-oil. Fuel 2011, 90, 2915–2922. [Google Scholar] [CrossRef]
- Dai, L.; He, C.; Wang, Y.; Liu, Y.; Yu, Z.; Zhou, Y.; Fan, L.; Duan, D.; Ruan, R. Comparative study on microwave and conventional hydrothermal pretreatment of bamboo sawdust: Hydrochar properties and its pyrolysis behaviors. Energy Convers. Manag. 2017, 146, 1–7. [Google Scholar] [CrossRef]
- Álvarez-Chávez, B.J.; Godbout, S.; Raghavan, V. Optimization of microwave-assisted hydrothermal pretreatment and its effect on pyrolytic oil quality obtained by an auger reactor. Biofuel Res. J. 2021, 8, 1316–1329. [Google Scholar] [CrossRef]
- Uchegbulam, I.; Momoh, E.O.; Agan, S.A. Potentials of palm kernel shell derivatives: A critical review on waste recovery for environmental sustainability. Clean. Mater. 2022, 6, 100154. [Google Scholar] [CrossRef]
- Owoyemi, J.M.; Zakariya, H.O.; Elegbede, I.O. Sustainable wood waste management in Nigeria. Environ. Socio-Econ. Stud. 2016, 4, 1–9. [Google Scholar] [CrossRef] [Green Version]
- Sluiter, A. Determination of Structural Carbohydrates and Lignin in Biomass. Available online: http://purl.access.gpo.gov/GPO/LPS94089 (accessed on 30 May 2022).
- Chopda, R.; Ferreira, J.A.; Taherzadeh, M.J. Biorefining Oat Husks into High-Quality Lignin and Enzymatically Digestible Cellulose with Acid-Catalyzed Ethanol Organosolv Pretreatment. Processes 2020, 8, 435. [Google Scholar] [CrossRef] [Green Version]
- Usino, D.O.; Supriyanto; Ylitervo, P.; Pettersson, A.; Richards, T. Influence of Temperature and Time on Initial Pyrolysis of Cellulose and Xylan. J. Anal. Appl. Pyrolysis 2020, 147, 104782. [Google Scholar] [CrossRef]
- Supriyanto; Usino, D.O.; Ylitervo, P.; Dou, J.; Sipponen, M.H.; Richards, T. Identifying the primary reactions and products of fast pyrolysis of alkali lignin. J. Anal. Appl. Pyrolysis 2020, 151, 104917. [Google Scholar] [CrossRef]
- Lu, Q.; Yang, X.-C.; Dong, C.-Q.; Zhang, Z.-F.; Zhang, X.-M.; Zhu, X.-F. Influence of pyrolysis temperature and time on the cellulose fast pyrolysis products: Analytical Py-GC/MS study. J. Anal. Appl. Pyrolysis 2011, 92, 430–438. [Google Scholar] [CrossRef]
- Azadi, P.; Inderwildi, O.R.; Farnood, R.; King, D.A. Liquid fuels, hydrogen and chemicals from lignin: A critical review. Renew. Sustain. Energy Rev. 2013, 21, 506–523. [Google Scholar] [CrossRef]
- Zeng, Y.; Zhao, S.; Yang, S.; Ding, S.-Y. Lignin plays a negative role in the biochemical process for producing lignocellulosic biofuels. Curr. Opin. Biotechnol. 2014, 27, 38–45. [Google Scholar] [CrossRef]
- Muhammad, M.; Marwan, M.; Munawar, E.; Zaki, M. Experimental study of CO2 utilization as a density modification agent for maximizing palm shells and kernels separation efficiency. S. Afr. J. Chem. Eng. 2022, 42, 283–289. [Google Scholar] [CrossRef]
- Adetayo, O.; Dahunsi, B.I.O. Variations of Density and Compressive Strength Before and After Charring of Some Selected Construction Timber Species of Southwestern Nigeria 1*. FUOYE J. Eng. Technol. 2017, 2, 43–46. [Google Scholar] [CrossRef]
- Rahman, A.A.; Sulaiman, F.; Abdullah, N. Influence of Washing Medium Pre-treatment on Pyrolysis Yields and Product Characteristics of Palm Kernel Shell. J. Phys. Sci. 2016, 27, 53–75. [Google Scholar]
- Wei, H.; Yingting, Y.; Jingjing, G.; Wenshi, Y.; Junhong, T. Lignocellulosic Biomass Valorization: Production of Ethanol. In Encyclopedia of Sustainable Technologies; Abraham, M.A., Ed.; Elsevier: Oxford, UK, 2017; pp. 601–604. [Google Scholar]
- Jiang, L.; Zheng, A.; Zhao, Z.; He, F.; Li, H.; Liu, W. Obtaining fermentable sugars by dilute acid hydrolysis of hemicellulose and fast pyrolysis of cellulose. Bioresour. Technol. 2015, 182, 364–367. [Google Scholar] [CrossRef]
- Esteghlalian, A.; Hashimoto, A.G.; Fenske, J.J.; Penner, M.H. Modeling and optimization of the dilute-sulfuric-acid pretreatment of corn stover, poplar and switchgrass. Bioresour. Technol. 1997, 59, 129–136. [Google Scholar] [CrossRef]
- Asadieraghi, M.; Wan Daud, W.M.A. Characterization of lignocellulosic biomass thermal degradation and physiochemical structure: Effects of demineralization by diverse acid solutions. Energy Convers. Manag. 2014, 82, 71–82. [Google Scholar] [CrossRef]
- Yao, L.; Yoo, C.G.; Pu, Y.; Meng, X.; Muchero, W.; Tuskan, G.; Tschaplinski, T.; Ragauskas, A.; Yang, H. Physicochemical changes of cellulose and their influences on Populus trichocarpa digestibility after different pretreatments. Bioresources 2019, 14, 9658–9676. [Google Scholar] [CrossRef]
- Mazlan, N.A.; Samad, K.A.; Zulkifli, S.N.; Yussof, H.W.; Saufi, S.M.; Jahim, J. Effect of different pretreatment methods on structural carbohydrates of kenaf fiber. IOP Conf. Ser. Mater. Sci. Eng. 2020, 736, 052007. [Google Scholar] [CrossRef]
- Ruiz Cuilty, K.; Ballinas-Casarrubias, L.; Rodríguez de San Miguel, E.; de Gyves, J.; Robles-Venzor, J.C.; González-Sánchez, G. Cellulose recovery from Quercus sp. sawdust using Ethanosolv pretreatment. Biomass Bioenergy 2018, 111, 114–124. [Google Scholar] [CrossRef]
- Kshirsagar, S.D.; Waghmare, P.R.; Chandrakant Loni, P.; Patil, S.A.; Govindwar, S.P. Dilute acid pretreatment of rice straw, structural characterization and optimization of enzymatic hydrolysis conditions by response surface methodology. RSC Adv. 2015, 5, 46525–46533. [Google Scholar] [CrossRef]
- Kamireddy, S.R.; Li, J.; Abbina, S.; Berti, M.; Tucker, M.; Ji, Y. Converting forage sorghum and sunn hemp into biofuels through dilute acid pretreatment. Ind. Crop. Prod. 2013, 49, 598–609. [Google Scholar] [CrossRef]
- Ogunkanmi, J.O.; Kulla, D.M.; Omisanya, N.O.; Sumaila, M.; Obada, D.O.; Dodoo-Arhin, D. Extraction of bio-oil during pyrolysis of locally sourced palm kernel shells: Effect of process parameters. Case Stud. Therm. Eng. 2018, 12, 711–716. [Google Scholar] [CrossRef]
- Sindhu, R.; Binod, P.; Satyanagalakshmi, K.; Janu, K.U.; Sajna, K.V.; Kurien, N.; Sukumaran, R.K.; Pandey, A. Formic Acid as a Potential Pretreatment Agent for the Conversion of Sugarcane Bagasse to Bioethanol. Appl. Biochem. Biotechnol. 2010, 162, 2313–2323. [Google Scholar] [CrossRef] [PubMed]
- Ohanaka, A.U.C.; Duruanyim, V.O.; Etuk, I.; Uchegbu, M.; Ifeanyi Charles, O. Physico-Chemical Composition of Palm Kernel Shell Ash (PKSA) as a Potential Mineral Supplement in Livestock Nutrition. In Emerging Challenges Facing Animal Agriculture in Nigeria and the Way Forward, Proceedings of the 42nd Annual Conference of the Nigerian Society for Animal Production, Omu-Aran, Nigeria, 26––30 March 2017; Nigerian Society for Animal Production: Omu-Aran, Nigeria, 2017. [Google Scholar]
- Zhou, S.; Wang, Z.; Liaw, S.-S.; Li, C.-Z.; Garcia-Perez, M. Effect of sulfuric acid on the pyrolysis of Douglas fir and hybrid poplar wood: Py-GC/MS and TG studies. J. Anal. Appl. Pyrolysis 2013, 104, 117–130. [Google Scholar] [CrossRef]
- Wigley, T.; Yip, A.C.K.; Pang, S. Pretreating biomass via demineralisation and torrefaction to improve the quality of crude pyrolysis oil. Energy 2016, 109, 481–494. [Google Scholar] [CrossRef]
- Ma, Z.; Chen, D.; Gu, J.; Bao, B.; Zhang, Q. Determination of pyrolysis characteristics and kinetics of palm kernel shell using TGA–FTIR and model-free integral methods. Energy Convers. Manag. 2015, 89, 251–259. [Google Scholar] [CrossRef]
- Keskin, T.; Nalakath Abubackar, H.; Arslan, K.; Azbar, N. Chapter 12—Biohydrogen Production from Solid Wastes. In Biohydrogen, 2nd ed.; Pandey, A., Mohan, S.V., Chang, J.-S., Hallenbeck, P.C., Larroche, C., Eds.; Elsevier: Amsterdam, The Netherlands, 2019; pp. 321–346. [Google Scholar]
- Nowakowski, D.J.; Jones, J.M.; Brydson, R.M.D.; Ross, A.B. Potassium catalysis in the pyrolysis behaviour of short rotation willow coppice. Fuel 2007, 86, 2389–2402. [Google Scholar] [CrossRef]
- Carpenter, D.; Westover, T.L.; Czernik, S.; Jablonski, W. Biomass feedstocks for renewable fuel production: A review of the impacts of feedstock and pretreatment on the yield and product distribution of fast pyrolysis bio-oils and vapors. Green Chem. 2014, 16, 384–406. [Google Scholar] [CrossRef]
- Draude, K.M.; Kurniawan, C.B.; Duff, S.J.B. Effect of oxygen delignification on the rate and extent of enzymatic hydrolysis of lignocellulosic material. Bioresour. Technol. 2001, 79, 113–120. [Google Scholar] [CrossRef]
- Zhu, L.; O’Dwyer, J.P.; Chang, V.S.; Granda, C.B.; Holtzapple, M.T. Structural features affecting biomass enzymatic digestibility. Bioresour. Technol. 2008, 99, 3817–3828. [Google Scholar] [CrossRef]
- Kleinert, M.; Barth, T. Phenols from Lignin. Chem. Eng. Technol. 2008, 31, 736–745. [Google Scholar] [CrossRef]
- Choi, G.-G.; Oh, S.-J.; Lee, S.-J.; Kim, J.-S. Production of bio-based phenolic resin and activated carbon from bio-oil and biochar derived from fast pyrolysis of palm kernel shells. Bioresour. Technol. 2015, 178, 99–107. [Google Scholar] [CrossRef]
- Rutkowski, P. Pyrolysis of cellulose, xylan and lignin with the K2CO3 and ZnCl2 addition for bio-oil production. Fuel Process. Technol. 2011, 92, 517–522. [Google Scholar] [CrossRef]
- Azeez, A.M.; Meier, D.; Odermatt, J.; Willner, T. Fast Pyrolysis of African and European Lignocellulosic Biomasses Using Py-GC/MS and Fluidized Bed Reactor. Energy Fuels 2010, 24, 2078–2085. [Google Scholar] [CrossRef]
- Peng, C.; Zhang, G.; Yue, J.; Xu, G. Pyrolysis of lignin for phenols with alkaline additive. Fuel Process. Technol. 2014, 124, 212–221. [Google Scholar] [CrossRef]
- Dong, C.-Q.; Zhang, Z.-F.; Lu, Q.; Yang, Y.-P. Characteristics and mechanism study of analytical fast pyrolysis of poplar wood. Energy Convers. Manag. 2012, 57, 49–59. [Google Scholar] [CrossRef]
- Romero-García, A.G.; Prado-Rúbio, O.A.; Contreras-Zarazúa, G.; Ramírez-Márquez, C.; Segovia-Hernández, J.G. Simultaneous design and controllability optimization for the reaction zone for furfural bioproduction. In Computer Aided Chemical Engineering; Kiss, A.A., Zondervan, E., Lakerveld, R., Özkan, L., Eds.; Elsevier: Amsterdam, The Netherlands, 2019; Volume 46, pp. 133–138. [Google Scholar]
- Collard, F.-X.; Blin, J. A review on pyrolysis of biomass constituents: Mechanisms and composition of the products obtained from the conversion of cellulose, hemicelluloses and lignin. Renew. Sustain. Energy Rev. 2014, 38, 594–608. [Google Scholar] [CrossRef]
- Mamman, A.S.; Lee, J.-M.; Kim, Y.-C.; Hwang, I.T.; Park, N.-J.; Hwang, Y.K.; Chang, J.-S.; Hwang, J.-S. Furfural: Hemicellulose/xylosederived biochemical. Biofuels Bioprod. Biorefin. 2008, 2, 438–454. [Google Scholar] [CrossRef]
- Mathew, A.K.; Abraham, A.; Mallapureddy, K.K.; Sukumaran, R.K. Chapter 9—Lignocellulosic Biorefinery Wastes, or Resources? In Waste Biorefinery; Bhaskar, T., Pandey, A., Mohan, S.V., Lee, D.-J., Khanal, S.K., Eds.; Elsevier: Amsterdam, The Netherlands, 2018; pp. 267–297. [Google Scholar]
- Brown, R.C.; Radlein, D.; Piskorz, J. Pretreatment Processes to Increase Pyrolytic Yield of Levoglucosan from Herbaceous Feedstocks. In Chemicals and Materials from Renewable Resources; American Chemical Society: Washington, DC, USA, 2001; Volume 784, pp. 123–132. [Google Scholar]
- Saynik, P.B.; Moholkar, V.S. Investigations in influence of different pretreatments on A. donax pyrolysis: Trends in product yield, distribution and chemical composition. J. Anal. Appl. Pyrolysis 2021, 158, 105276. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample Type | Cellulose (wt.%) | Lignin (wt.%) | Xylan (wt.%) | Arabinose (wt.%) | Galactose (wt.%) |
|---|---|---|---|---|---|
| PKS_Untreated | 8.4 ± 1.3 | 57.2 ± 0.7 | 3.3 ± 0.0 | 0.0 ± 0.0 | 0.4 ± 0.0 |
| PKS_H2O | 9.2 ± 1.0 | 57.6 ± 0.8 | 2.9 ± 0.2 | 0.0 ± 0.0 | 0.3 ± 0.0 |
| PKS_Ace | 7.8 ± 0.9 | 55.7 ± 0.0 | 3.4 ± 0.0 | 0.0 ± 0.0 | 0.3 ± 0.0 |
| PKS_For | 8.0 ± 1.2 | 55.6 ± 0.1 | 3.2 ± 0.0 | 0.0 ± 0.0 | 0.4 ± 0.0 |
| PKS_3M_HCl | 11.2 ± 1.2 | 53.7 ± 3.2 | 2.8 ± 0.0 | 0.0 ± 0.0 | 0.3 ± 0.0 |
| PKS_5M_HCl | 11.0 ± 1.1 | 53.0 ± 0.2 | 3.0 ± 0.3 | 0.0 ± 0.0 | 0.2 ± 0.0 |
| PKS_3M_H2SO4 | 10.4 ± 1.1 | 58.1 ± 0.3 | 2.6 ± 0.0 | 0.0 ± 0.0 | 0.3 ± 0.0 |
| PKS_5M_H2SO4 | 10.0 ± 0.2 | 56.7 ± 1.3 | 3.0 ± 0.4 | 0.0 ± 0.0 | 0.3 ± 0.0 |
| MAH_Untreated | 27.5 ± 0.6 | 31.9 ± 1.6 | 2.0 ± 0.6 | 0.1 ± 0.0 | 0.2 ± 0.1 |
| MAH_H2O | 28.9 ± 0.7 | 32.0 ± 1.3 | 2.0 ± 0.5 | 0.1 ± 0.0 | 0.2 ± 0.0 |
| MAH_Ace | 30.4 ± 0.2 | 30.7 ± 1.5 | 2.1 ± 0.4 | 0.2 ± 0.0 | 0.1 ± 0.1 |
| MAH_For | 29.3 ± 1.3 | 32.2 ± 0.0 | 1.6 ± 0.0 | 0.2 ± 0.0 | 0.1 ± 0.0 |
| MAH_3M_ HCl | 29.9 ± 0.3 | 33.4 ± 0.8 | 2.5 ± 0.1 | 0.1 ± 0.0 | 0.2 ± 0.0 |
| MAH_5M_ HCl | 32.0 ± 0.3 | 30.5 ± 0.1 | 2.6 ± 0.0 | 0.1 ± 0.0 | 0.2 ± 0.0 |
| MAH_3M_H2SO4 | 28.0 ± 1.4 | 40.9 ± 2.3 | 1.5 ± 0.0 | 0.1 ± 0.0 | 0.1 ± 0.0 |
| MAH_5M_H2SO4 | 27.9 ± 1.3 | 37.1 ± 0.8 | 1.6 ± 0.1 | 0.1 ± 0.0 | 0.1 ± 0.0 |
| IRO_Untreated | 25.0 ± 0.3 | 38.4 ± 0.9 | 2.1 ± 0.0 | 0.1 ± 0.0 | 0.1 ± 0.0 |
| IRO_H2O | 28.8 ± 0.1 | 34.6 ± 0.3 | 2.2 ± 0.1 | 0.1 ± 0.0 | 0.1 ± 0.0 |
| IRO_Ace | 26.9 ± 0.3 | 36.4 ± 1.0 | 2.3 ± 0.1 | 0.1 ± 0.0 | 0.1 ± 0.0 |
| IRO_For | 27.1 ± 0.1 | 38.3 ± 0.1 | 2.2 ± 0.1 | 0.1 ± 0.0 | 0.1 ± 0.0 |
| IRO_3M_ HCl | 29.2 ± 0.1 | 40.9 ± 1.2 | 2.1 ± 0.0 | 0.1 ± 0.0 | 0.1 ± 0.0 |
| IRO_5M_ HCl | 30.8 ± 0.1 | 36.4 ± 0.1 | 2.2 ± 0.0 | 0.1 ± 0.0 | 0.1 ± 0.0 |
| IRO_3M_H2SO4 | 27.7 ± 0.7 | 42.6 ± 0.3 | 1.3 ± 0.4 | 0.1 ± 0.0 | 0.1 ± 0.1 |
| IRO_5M_H2SO4 | 27.4 ± 0.7 | 43.1 ± 3.1 | 1.4 ± 0.1 | 0.1 ± 0.0 | 0.1 ± 0.0 |
| Feedstock | PKS (wt.%) | MAH (wt.%) | IRO (wt.%) |
|---|---|---|---|
| Proximate analysis | |||
| Moisture content | 2.2 ± 0.0 | 3.9 ± 0.0 | 3.8 ± 0.1 |
| Ash | 0.9 ± 0.0 | 2.6 ± 0.1 | 4.8 ± 0.0 |
| Volatile matter | 76.7 ± 1.0 | 82.5 ± 0.6 | 78.6 ± 0.1 |
| Fixed carbon | 20.3 | 11.1 | 12.9 |
| Calorific value (HHV, MJ/kg) | 20.7 ± 0.2 | 18.9 ± 0.1 | 19.5 ± 0.2 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Usino, D.O.; Sar, T.; Ylitervo, P.; Richards, T. Effect of Acid Pretreatment on the Primary Products of Biomass Fast Pyrolysis. Energies 2023, 16, 2377. https://doi.org/10.3390/en16052377
Usino DO, Sar T, Ylitervo P, Richards T. Effect of Acid Pretreatment on the Primary Products of Biomass Fast Pyrolysis. Energies. 2023; 16(5):2377. https://doi.org/10.3390/en16052377
Chicago/Turabian StyleUsino, David O., Taner Sar, Päivi Ylitervo, and Tobias Richards. 2023. "Effect of Acid Pretreatment on the Primary Products of Biomass Fast Pyrolysis" Energies 16, no. 5: 2377. https://doi.org/10.3390/en16052377
APA StyleUsino, D. O., Sar, T., Ylitervo, P., & Richards, T. (2023). Effect of Acid Pretreatment on the Primary Products of Biomass Fast Pyrolysis. Energies, 16(5), 2377. https://doi.org/10.3390/en16052377