
Numerical Investigation of the Enhanced Stirring Characteristics of a Multi-Lance Top-Blowing Continuous Converting Furnace for Lance Arrangement and Variable-Velocity Blowing


 ,
, {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Numerical Model
2.1. Basic Assumptions
- (1)
- Oxygen is an ideal compressible gas for a gas source.
- (2)
- Ignore the influence of the charging and discharging ports on the converter flow field.
- (3)
- Only consider the spray gun’s impact in the oxygen–rich air on the melt and the diffusion of the stirring form.
- (4)
- Do not consider the chemical reaction inside the melt bath.
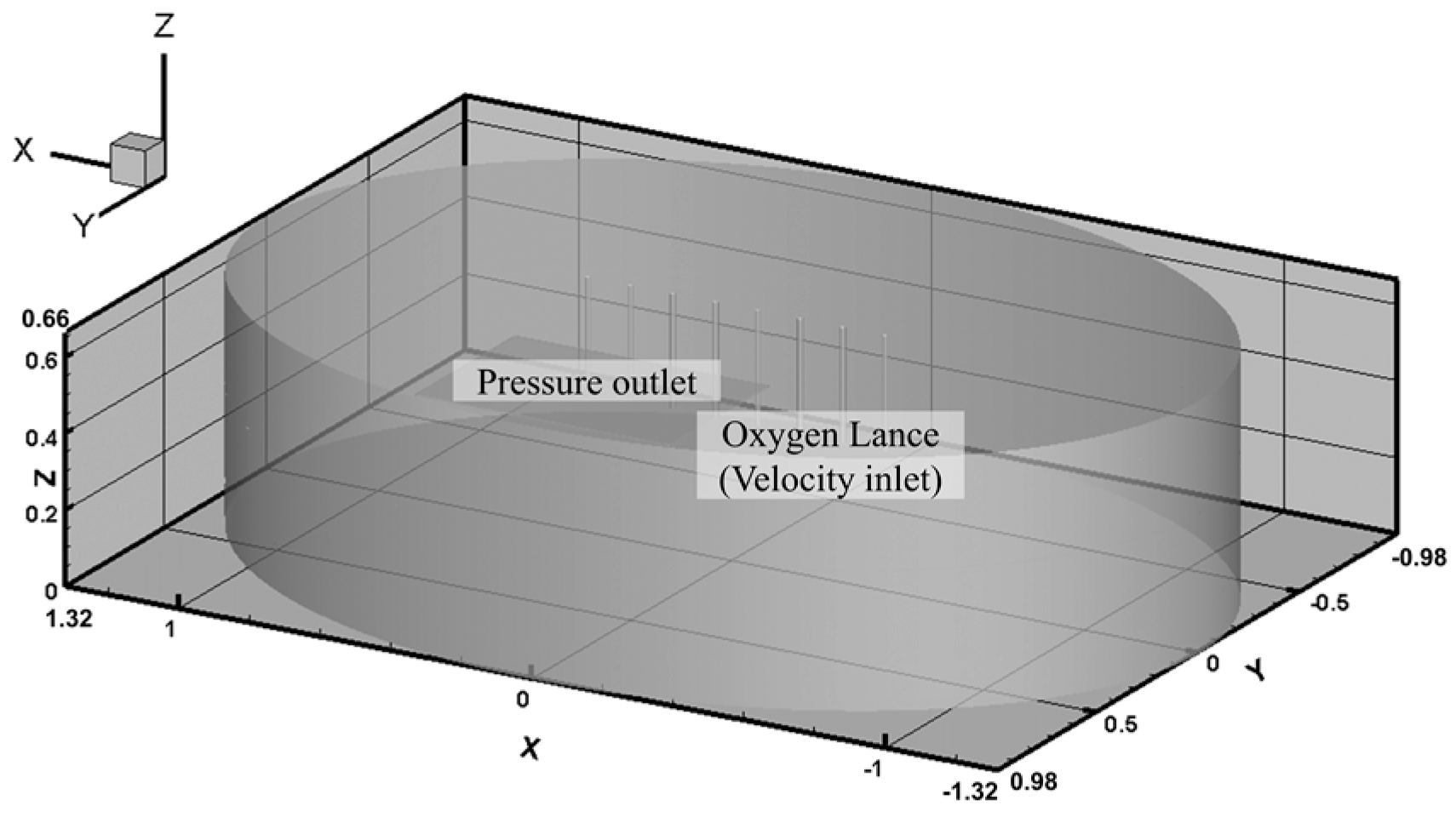
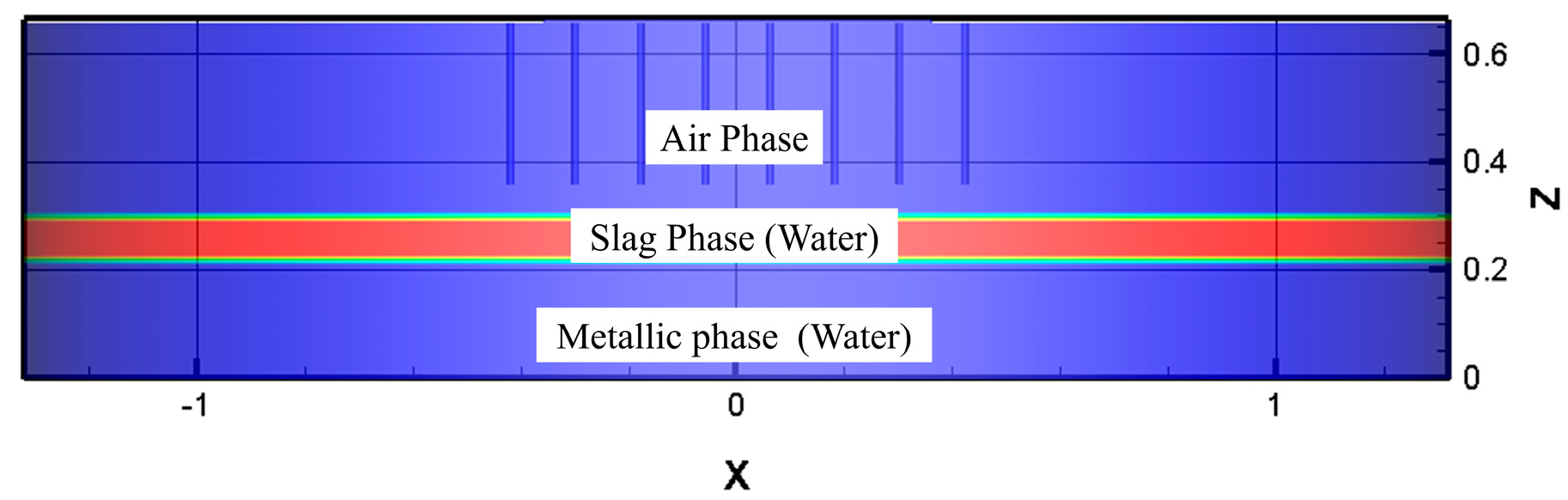
2.2. Model Establishment
2.3. Governing Equation
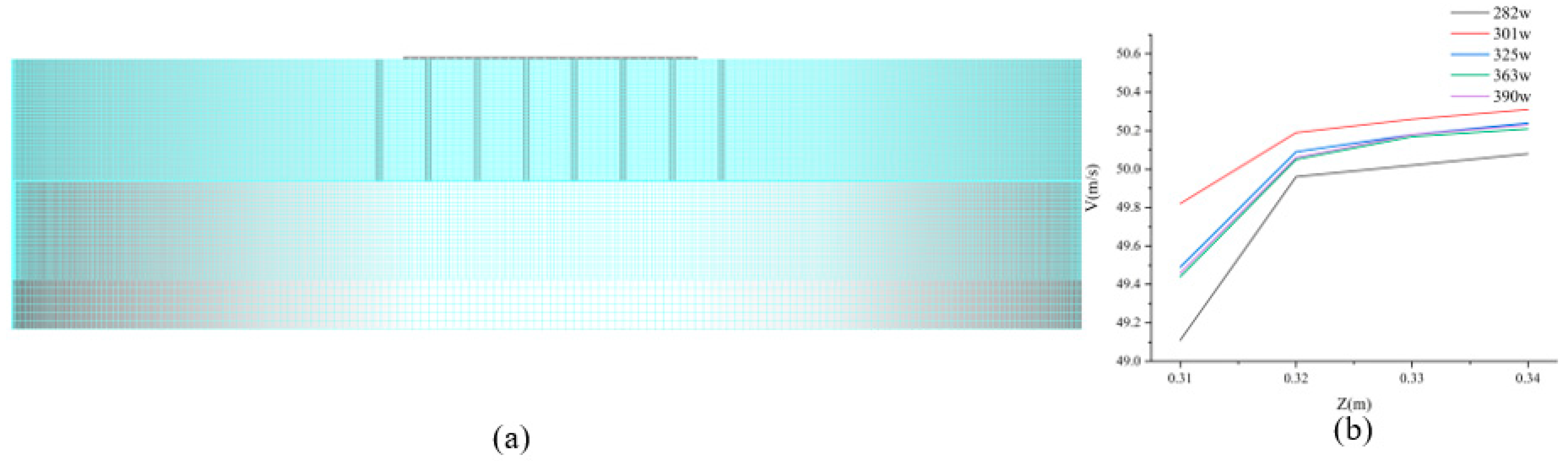
2.4. Mesh Generation
3. Model-Verification Experiment
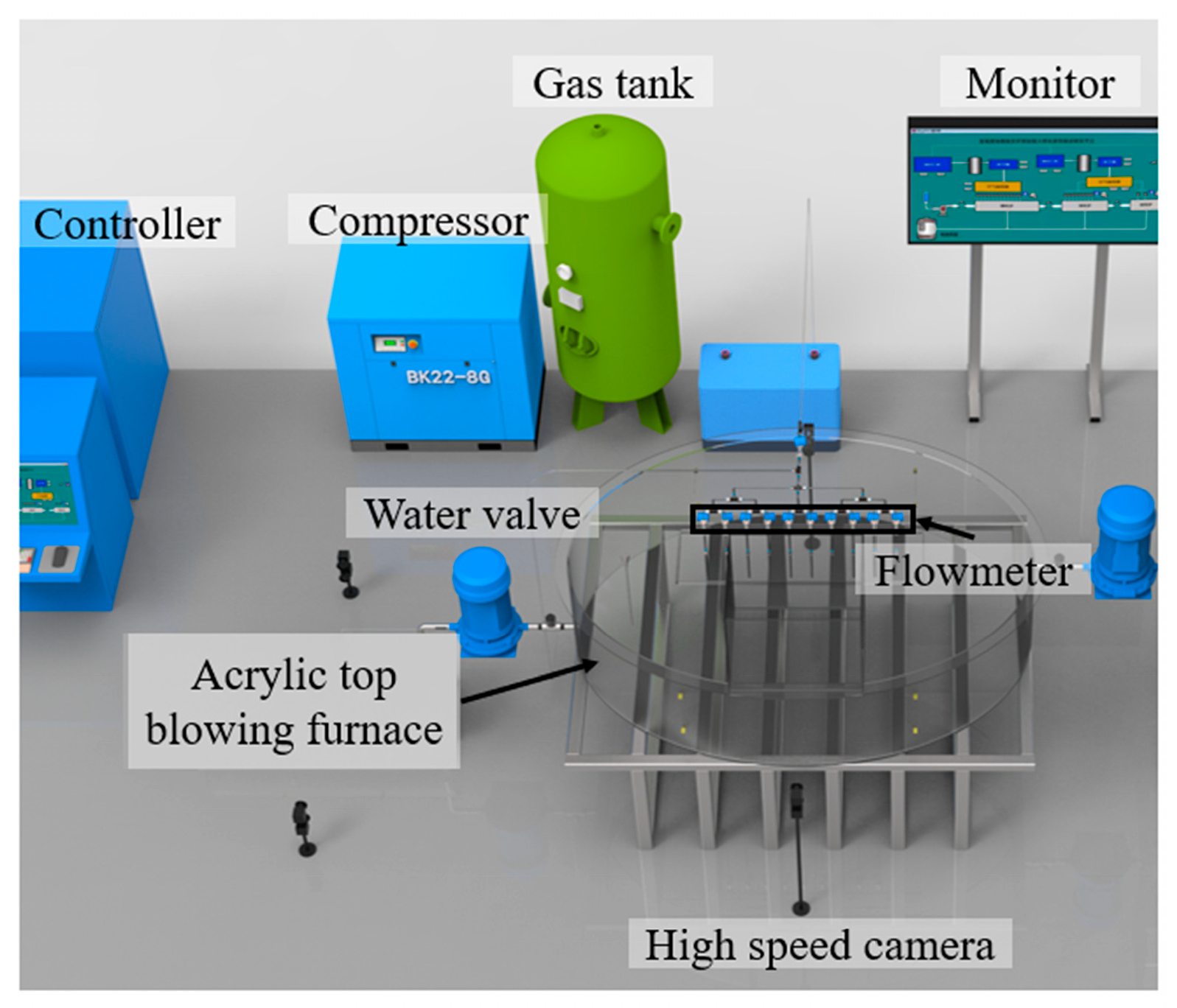
3.1. Experimental Apparatus
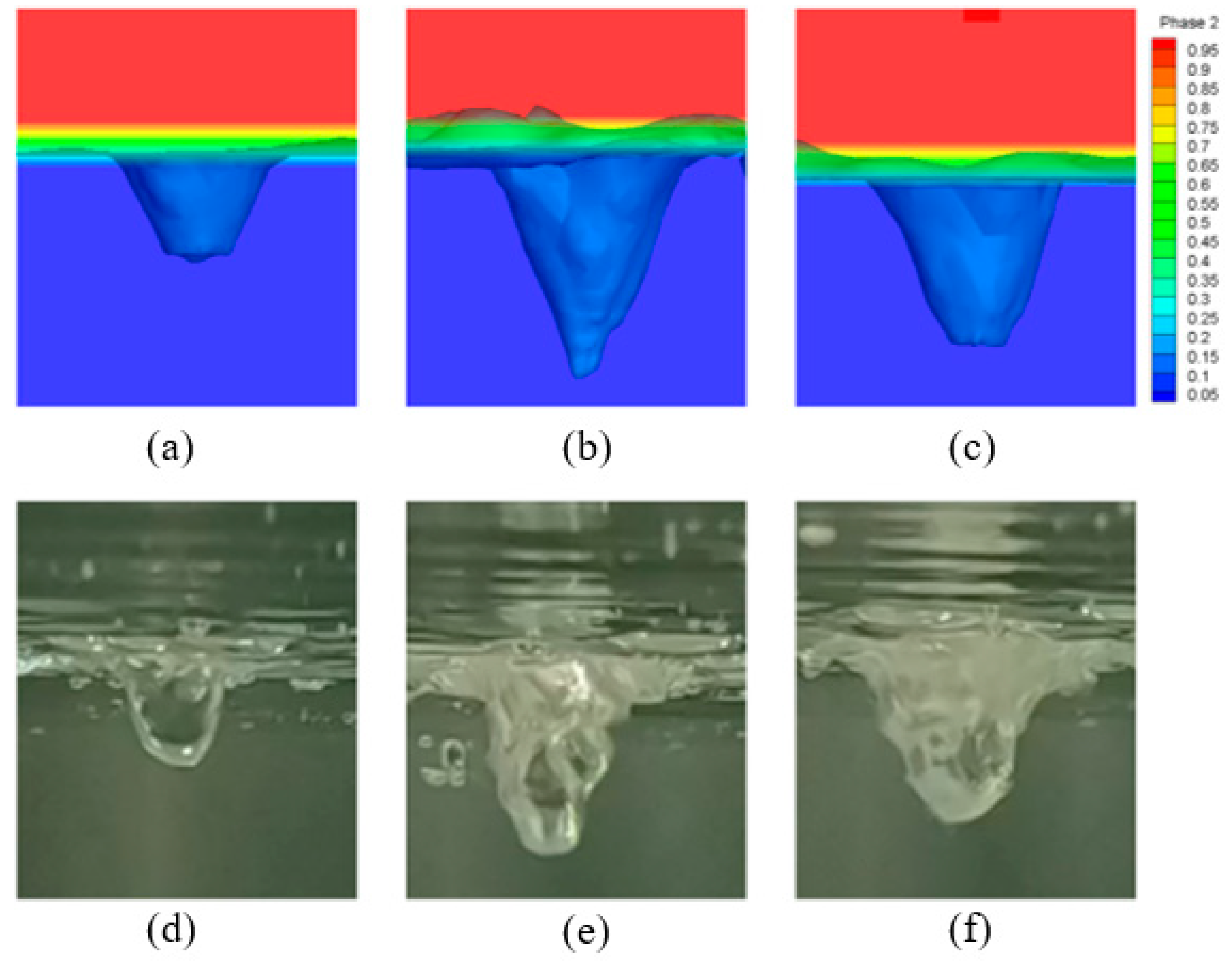
3.2. Experimental Verification
4. Results and Discussion
4.1. The Effect of Lance Arrangement on Stirring Ability
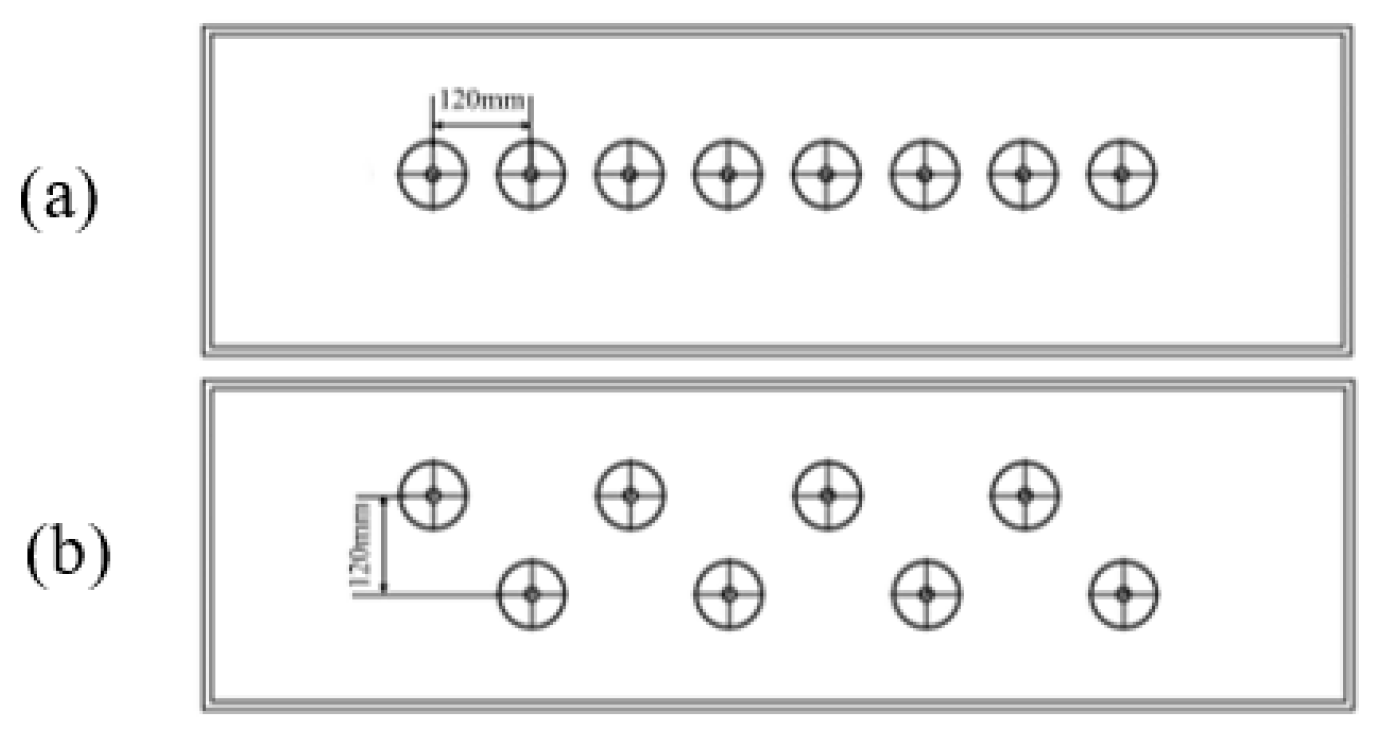
4.1.1. Design of Lance Arrangement Scheme
4.1.2. Flow–Field Pattern
4.1.3. Turbulent Energy Analysis
4.1.4. SA Enhanced Mixing Characteristics
4.2. Variable–Velocity Blowing Enhanced Stirring Investigation
4.2.1. Variable–Velocity Wave–Blowing Scheme Design
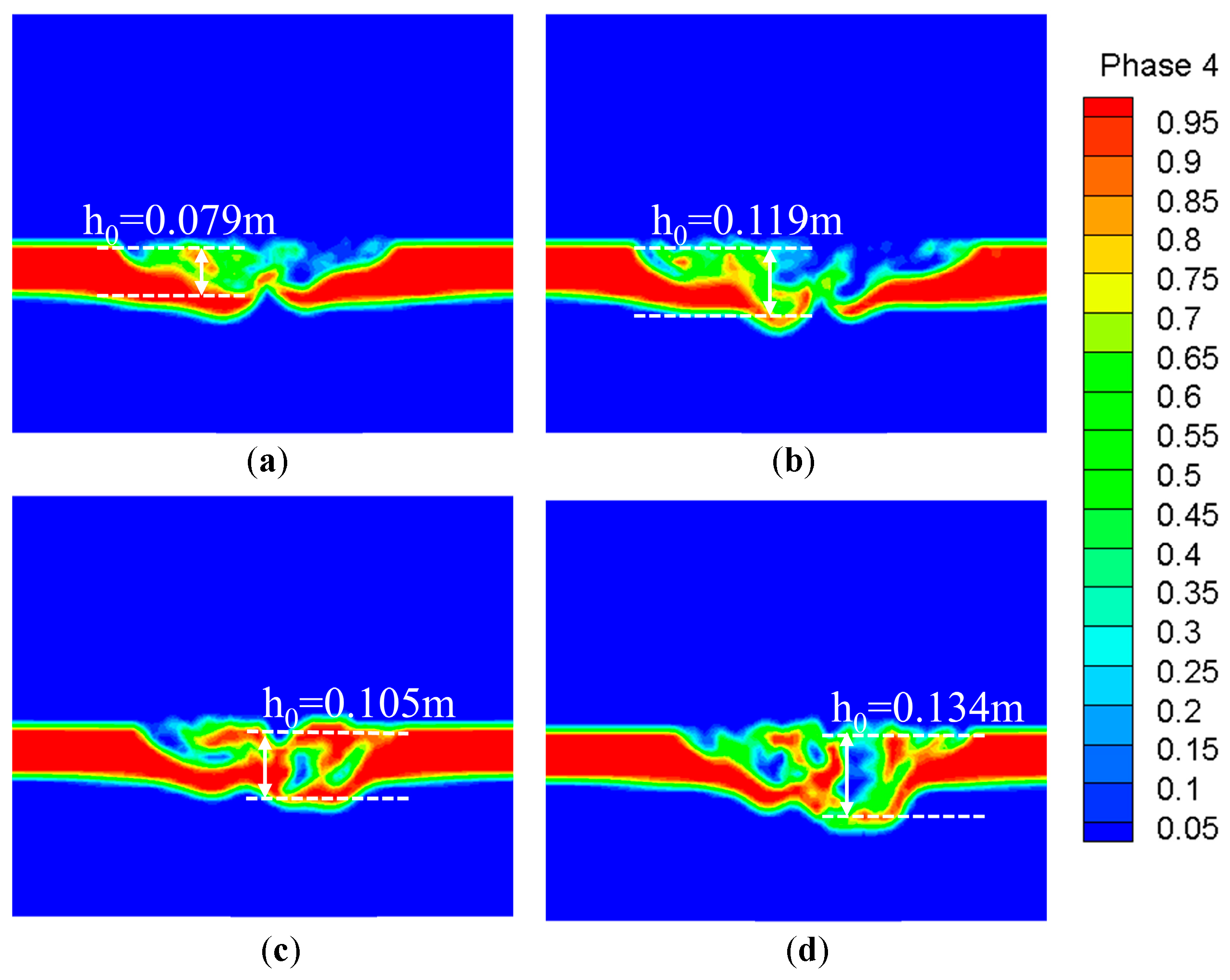
4.2.2. Flow–Field Pattern
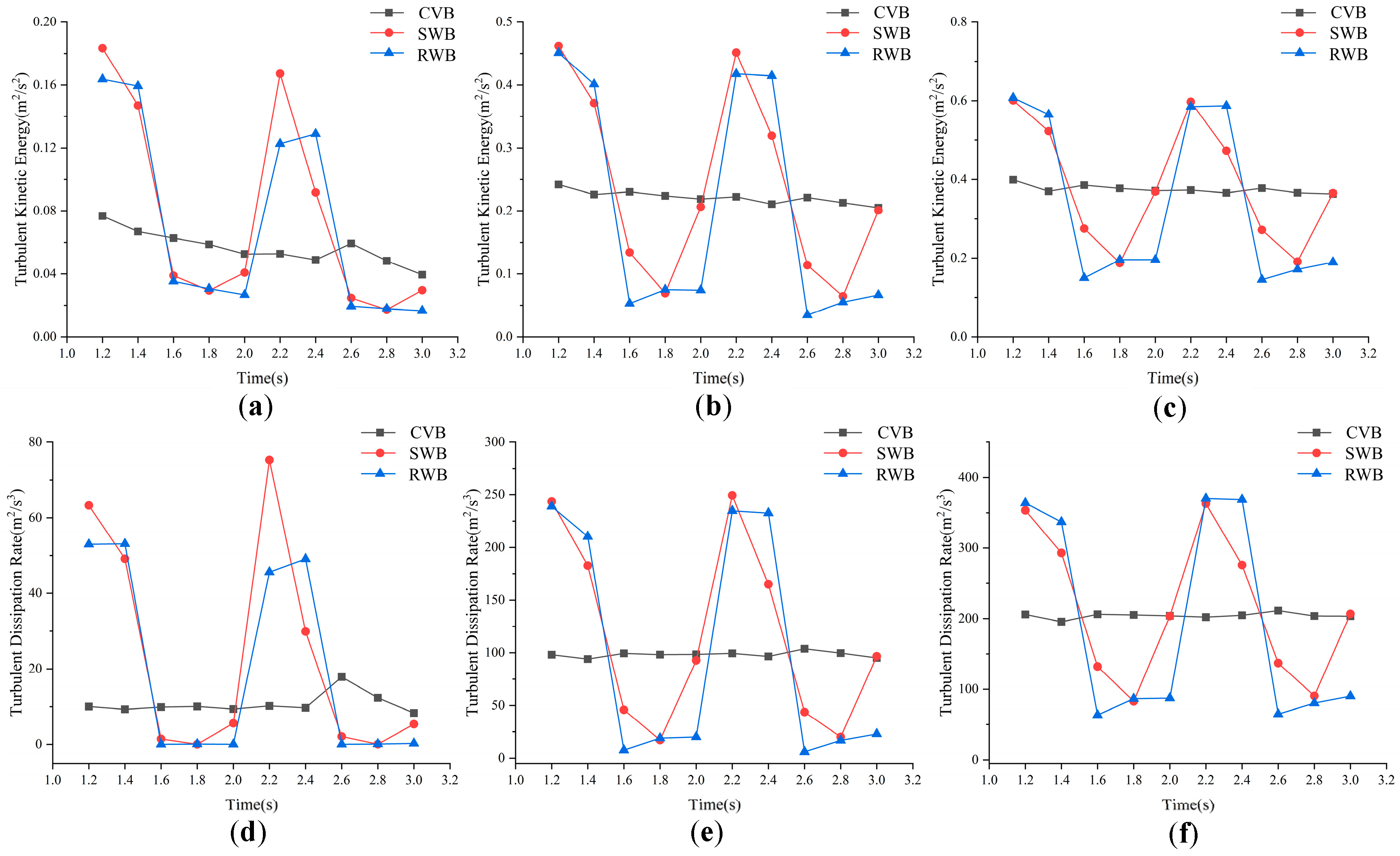
4.2.3. Turbulent Energy Analysis
4.2.4. SWB Enhanced Mixing Characteristics
5. Conclusions
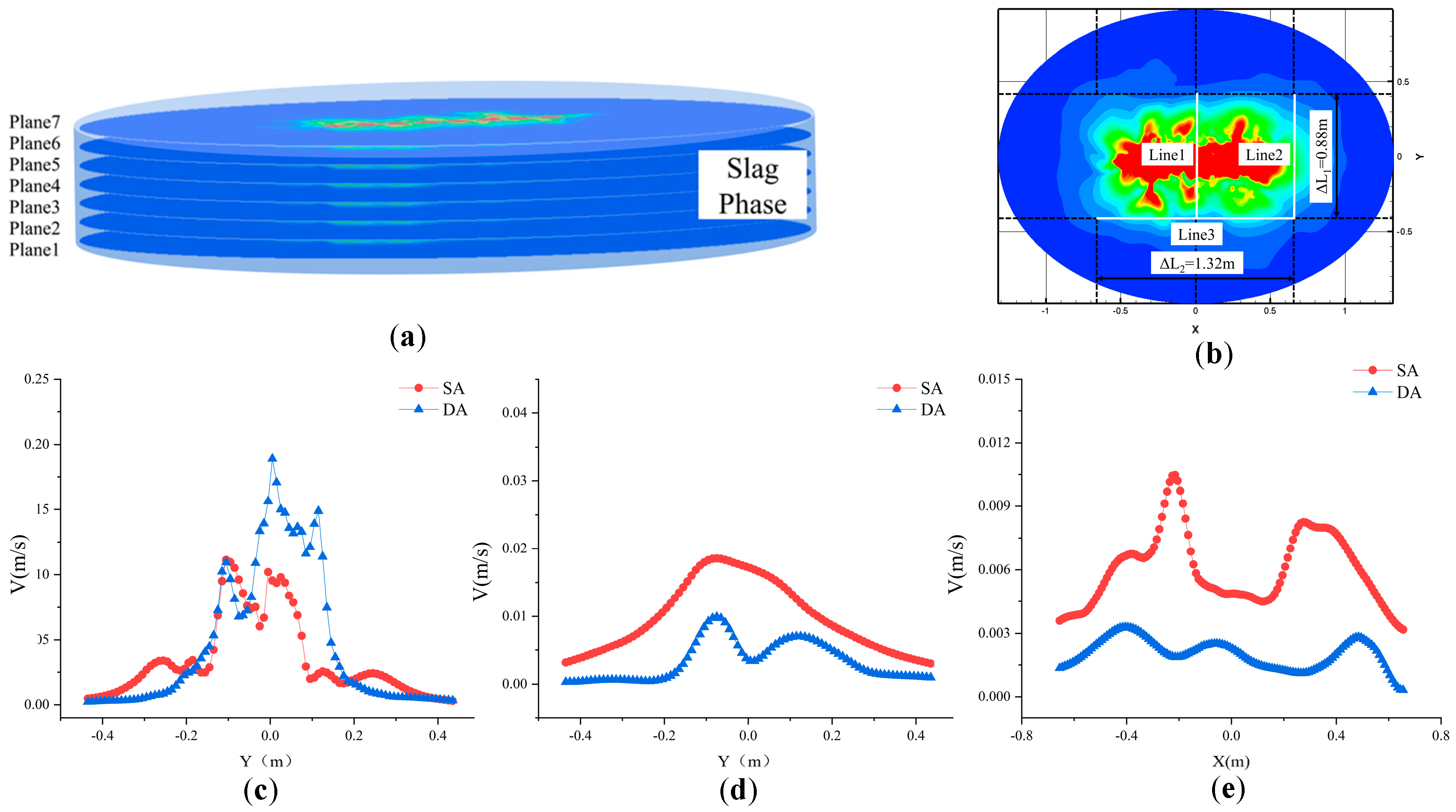
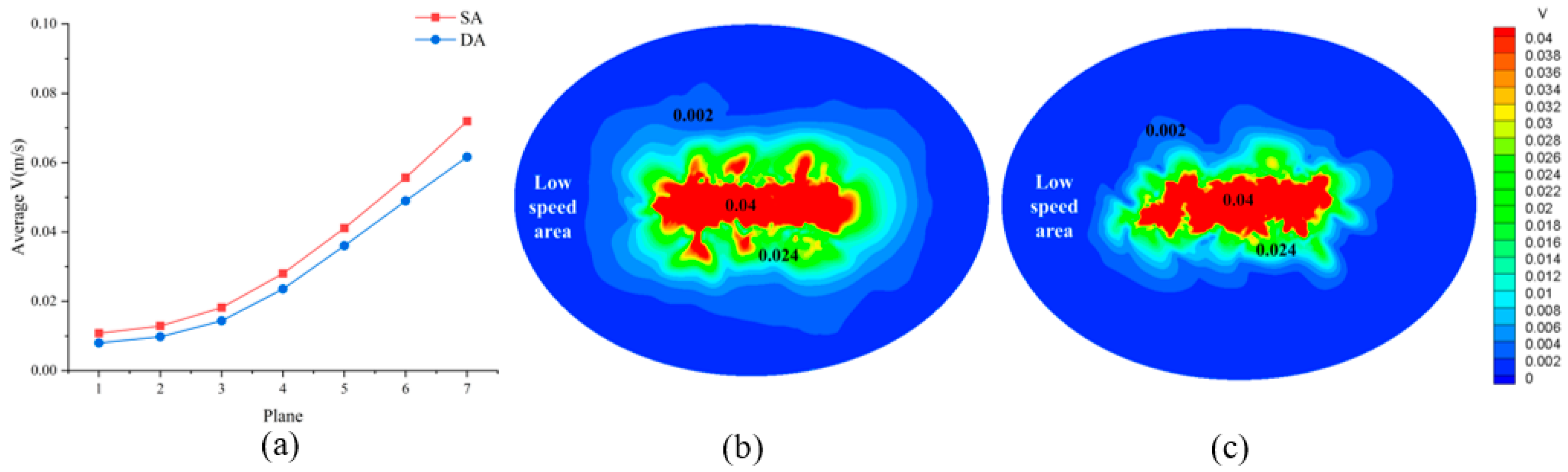
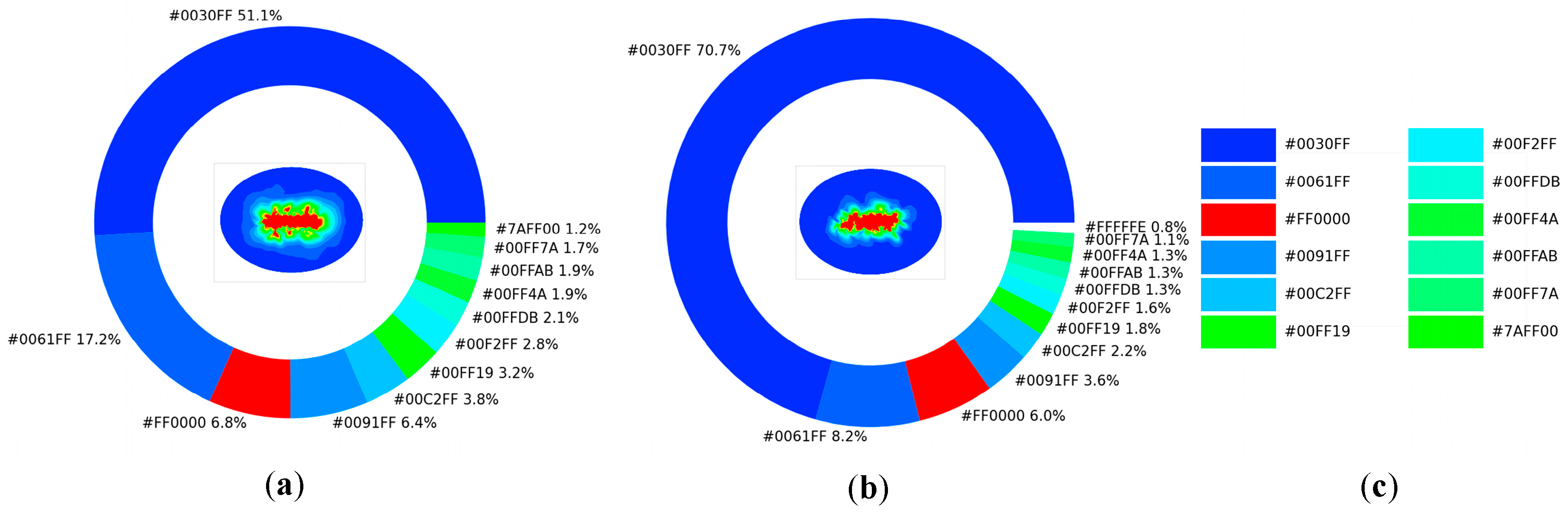
- Compared with DA, SA can increase the impact area of the oxygen–rich air jet and expand the contact area between the oxygen–rich air and the copper slag. The average velocity of the SA slag phase is 117.93% higher than that of DA, and the percentage of low–velocity area of SA is 27.72% smaller than that of DA. The momentum–transfer ability of SA in the slag phase is better than that of DA, which can effectively improve the stirring effect in the slag phase.
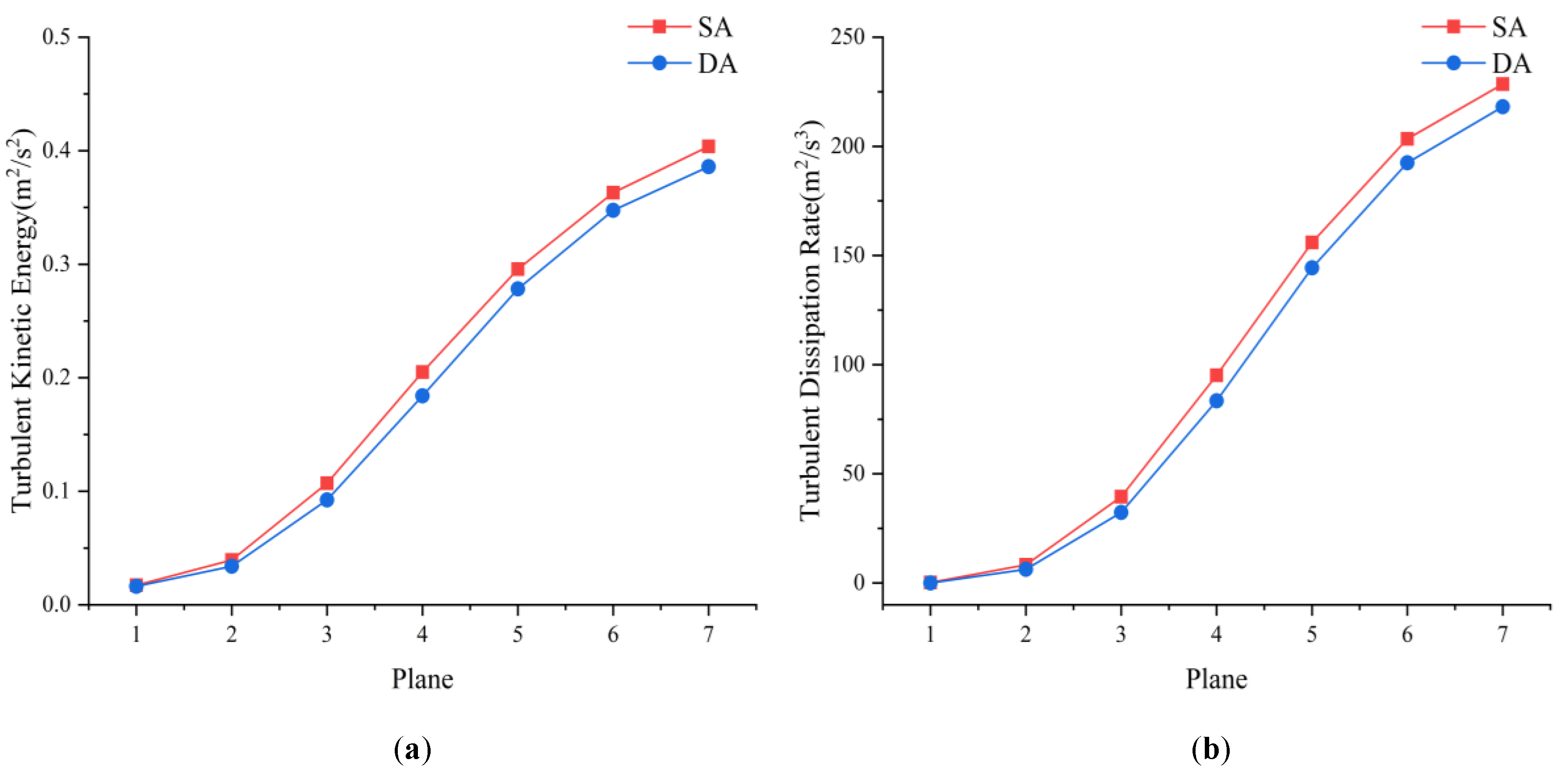
- There is energy dissipation between the two rows of DA lances, and the local area below the SA lances is in a state of disequilibrium with other locations, making the macro flow direction toward the furnace wall. The unstable feature of the SA local area is conducive to the flow of the slag phase, which improves the reaction rate of oxygen–rich air and copper slag.
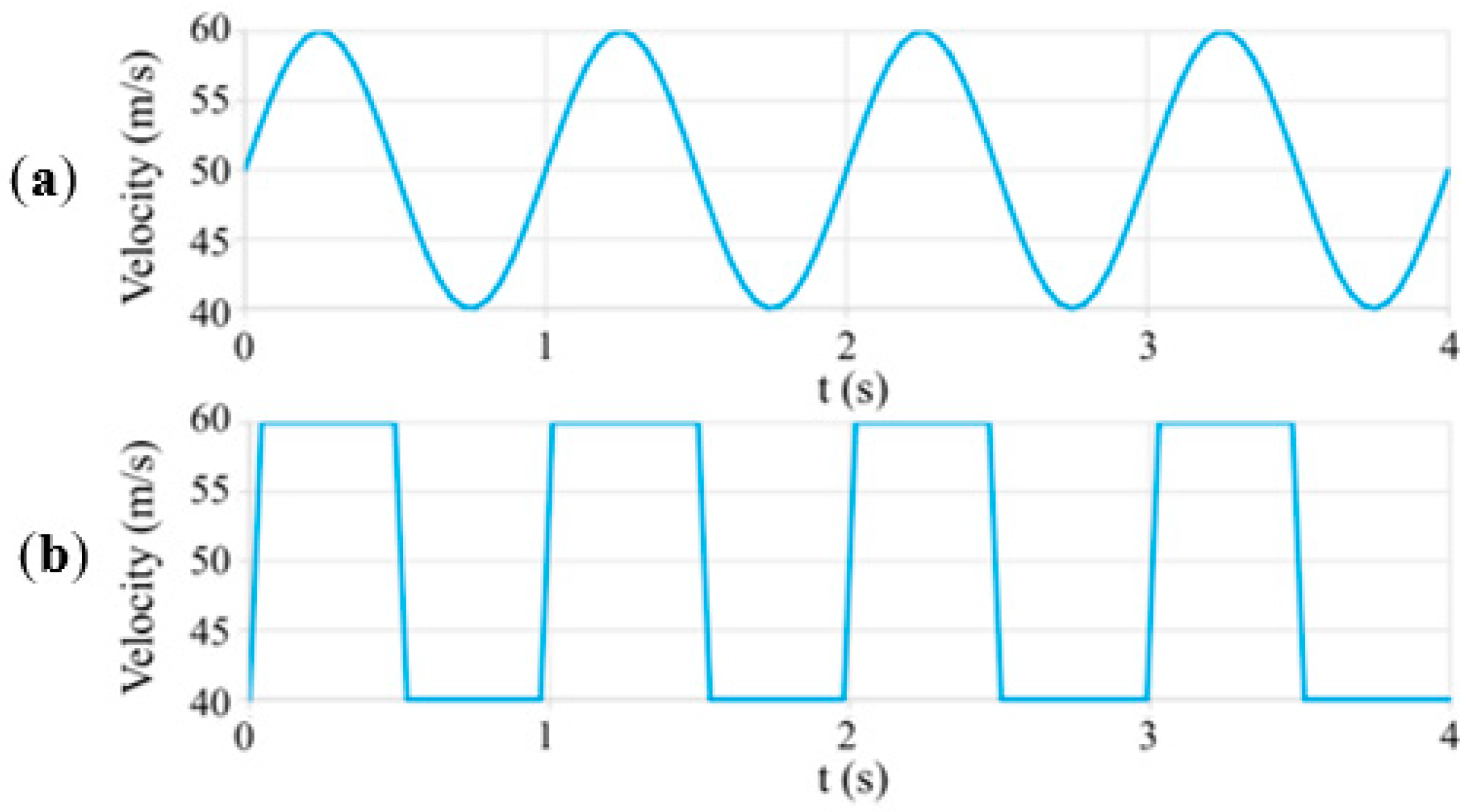
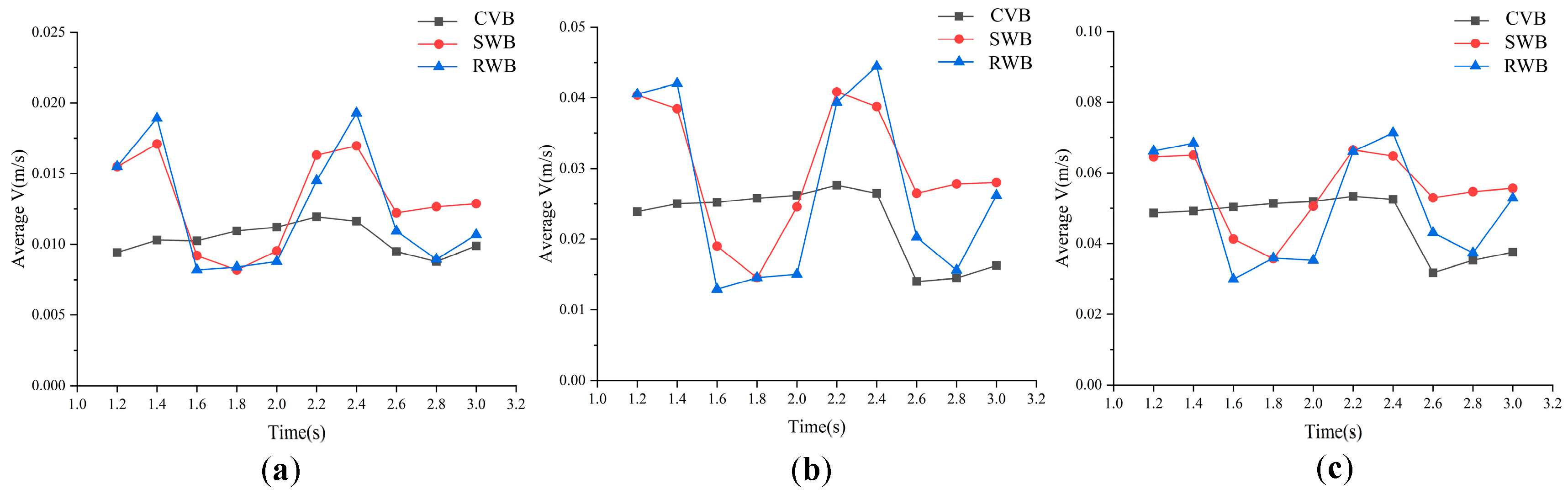
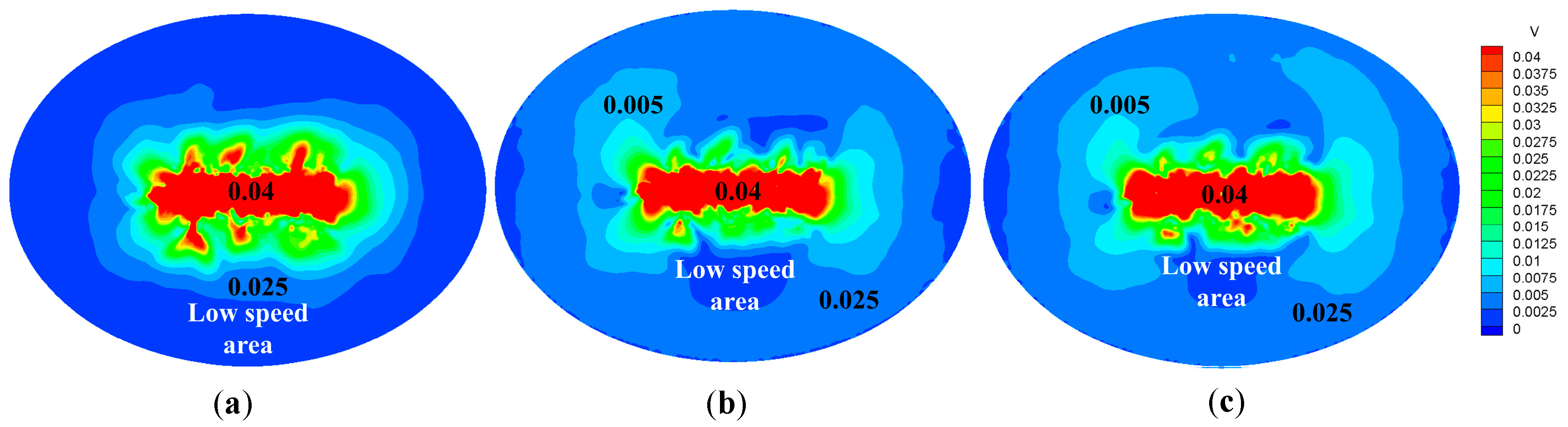
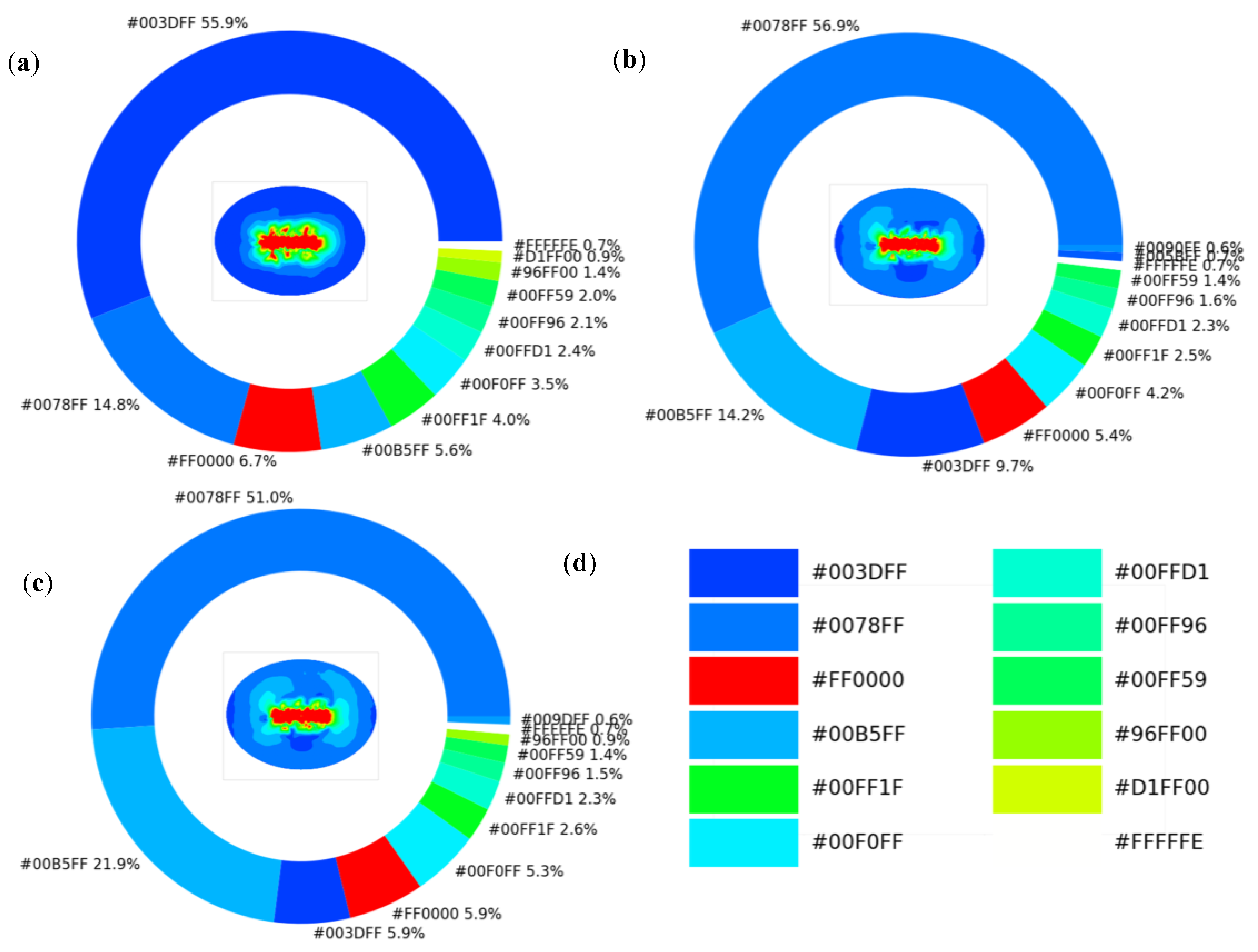
- CVB is unable to break the inherent flow in the low–velocity area. SWB reduced the proportion of the low–velocity area compared to CSB by 82.65%. RWB’s low–velocity area compared to that of CSB was significantly reduced by 89.45%. Variable–velocity blowing makes the jet and slag fluid velocity inverse difference value change and improves the slag mass–transfer effect and fluidity. The variable velocity of SWB, with its smooth waveform velocity control, has the ability to buffer the flow–field velocity’s sharp reduction and is conducive to the smooth operation of the top–blowing furnace.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Zhou, S.; Guo, X.; Tian, B.; Li, B.; Wei, Y. Investigation on Direct-to-Blister Smelting of Chalcocite via Thermodynamics and Experiment. Metals 2020, 11, 19. [Google Scholar] [CrossRef]
- Sokolovskaya, L.V.; Kvyatkovskiy, S.A.; Kozhakhmetov, S.M.; Semenova, A.S.; Seisembayev, R.S. Effect of Reducing Agent on Structure and Thermal Properties of Autogenous Copper Sulfide Concentrate Smelting Slags. Metallurgist 2021, 65, 529–537. [Google Scholar] [CrossRef]
- Zhao, B.; Liao, J. Development of Bottom-Blowing Copper Smelting Technology: A Review. Metals 2022, 12, 190. [Google Scholar] [CrossRef]
- He, J.; Zhang, M.; Chen, H.; Guo, S.; Zhu, L.; Xu, J.; Zhou, K. Enhancement of leaching copper by organic agents from waste printed circuit boards in a sulfuric acid solution. Chemosphere 2022, 307, 135924. [Google Scholar] [CrossRef] [PubMed]
- Li, J.; Ge, X.; Liu, Q. The Development, Industrial Application and Future of Copper Smelting Technology by Three Continuous Furnaces in Thermal Operation which means Oxygen-enriched Side-blowing Smelting Furnace-Multi-lance Top-blowing Continuous Converting Furnace-Pyrometallurgical Anode Refining Furnace. Nonferrous Metall. Equip. 2021, 35, 64–67+75. [Google Scholar]
- Song, K.; Jokilaakso, A. Transport phenomena in copper bath smelting and converting processes–A review of experimental and modeling studies. Miner. Process. Extr. Metall. Rev. 2022, 43, 107–121. [Google Scholar] [CrossRef]
- Chibwe, D.K.; Akdogan, G.; Aldrich, C.; Taskinen, P. Modelling of mixing, mass transfer and phase distribution in a Peirce–Smith converter model. Can. Metall. Q. 2013, 52, 176–189. [Google Scholar] [CrossRef]
- Chibwe, D.K.; Akdogan, G.; Taskinen, P.; Eksteen, J.J. Modelling of fluid flow phenomena in Peirce-Smith copper converters and analysis of combined blowing concept. J. S. Afr. Inst. Min. Metall. 2015, 115, 363–374. [Google Scholar] [CrossRef]
- Zhao, H.L.; Yin, P.; Zhang, L.F.; Wang, S. Water model experiments of multiphase mixing in the top-blown smelting process of copper concentrate. Int. J. Miner. Metall. Mater. 2016, 23, 1369–1376. [Google Scholar] [CrossRef]
- Wang, R.; Zhang, B.; Hu, C.; Liu, C.; Jiang, M. Physical Modeling of Slag Foaming in Combined Top and Bottom Blowing Converter. JOM 2022, 74, 151–158. [Google Scholar] [CrossRef]
- Li, Q.; Li, M.; Kuang, S.; Zou, Z. Numerical simulation of the interaction between supersonic oxygen jets and molten slag–metal bath in steelmaking BOF process. Metall. Mater. Trans. B 2015, 46, 1494–1509. [Google Scholar] [CrossRef]
- Dong, P.; Zheng, S.; Zhu, M. Numerical Study on Gas-Metal-Slag Interaction with Single-Flow Postcombustion Oxygen Lance in the Steelmaking Process of a Top-Blown Converter. JOM 2022, 74, 1509–1520. [Google Scholar] [CrossRef]
- Yang, K.; Wang, Y.; Li, M.; Li, X.; Wang, H.; Xiao, Q. Modeling topological nature of gas–liquid mixing process inside rectangular channel using RBF-NN combined with CEEMDAN-VMD. Chem. Eng. Sci. 2023, 267, 118353. [Google Scholar] [CrossRef]
- Wang, Y.; Wang, S.; Wei, Y.; Zhang, T.; Li, S. Numerical simulation of gas-liquid mixed top blowing to enhance momentum diffusion. Appl. Therm. Eng. 2020, 181, 12. [Google Scholar] [CrossRef]
- Liu, G.Q.; Li, J.N.; Xu, D.; Zheng, B. Energy balance between multiple supersonic jets and molten bath in BOF steelmaking. Ironmak. Steelmak. 2022, 49, 726–736. [Google Scholar] [CrossRef]
- Jia, H.; Li, Y.; Liu, K.; Feng, L. Study on jet characteristics of a dual-structure converter oxygen lance based on hydrodynamics. AIP Adv. 2022, 12, 075026. [Google Scholar] [CrossRef]
- Hu, S.; Zhu, R.; Liu, R.; Dong, K. Research on the Flow Properties and Erosion Characteristics in Combined Blown Converter at Steelmaking Temperature. In TMS Annual Meeting & Exhibition; Springer: Cham, Switzerland, 2018; pp. 159–171. [Google Scholar]
- Zhao, H.; Lu, T.; Liu, F.; Yin, P.; Wang, S. Computational fluid dynamics study on a top-blown smelting process with lance failure in an Isa furnace. JOM 2019, 71, 1643–1649. [Google Scholar] [CrossRef]
- Li, Y.; Lou, W.T.; Zhu, M.Y. Numerical simulation of gas and liquid flow in steelmaking converter with top and bottom combined blowing. Ironmak. Steelmak. 2013, 40, 505–514. [Google Scholar] [CrossRef]
- Seshadri, V.; Rodrigues, E.F.; da Silva, C.A.; da Silva, I.A.; de Castro Lima, B.S.; Mattioli, C.G.; Carmozine Prado, M.T. Modeling and CFD Simulations of Multiphase Melt Flows in Steelmaking Converters under Combined Blow Conditions. In 5th International Symposium on High-Temperature Metallurgical Processing; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2014; pp. 435–442. [Google Scholar]
- Li, M.; Li, L.; Li, Q.; Zou, Z. Modeling of mixing behavior in a combined blowing steelmaking converter with a filter-based Euler–Lagrange model. JOM 2018, 70, 2051–2058. [Google Scholar] [CrossRef]
- Park, J.H.; Park, S.S.; Han, X.F.; Yi, K.W. Numerical analysis on fluid flow and heat transfer in the smelting furnace of mitsubishi process for Cu refining. Met. Mater. Int. 2016, 22, 118–128. [Google Scholar] [CrossRef]
- Lim, S.M.; Yi, K.W. Copper Penetration of a Lance in a Smelting Furnace of the Mitsubishi Process. Met. Mater. Int. 2022, 28, 907–918. [Google Scholar]
- Lim, S.M.; Park, S.S.; Yi, K.W. Extension of Lance Life by Change of Height of Lances in the Smelting Furnace of Mitsubishi Process. Met. Mater. Int. 2021, 27, 3721–3729. [Google Scholar]


















Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, W.; Wang, S.; Xu, J.; Hu, J.; Wang, H.; Zhai, Y.; Xiao, Q.; Deng, G.; Li, D. Numerical Investigation of the Enhanced Stirring Characteristics of a Multi-Lance Top-Blowing Continuous Converting Furnace for Lance Arrangement and Variable-Velocity Blowing. Energies 2023, 16, 2412. https://doi.org/10.3390/en16052412
Li W, Wang S, Xu J, Hu J, Wang H, Zhai Y, Xiao Q, Deng G, Li D. Numerical Investigation of the Enhanced Stirring Characteristics of a Multi-Lance Top-Blowing Continuous Converting Furnace for Lance Arrangement and Variable-Velocity Blowing. Energies. 2023; 16(5):2412. https://doi.org/10.3390/en16052412
Chicago/Turabian StyleLi, Wenjie, Shibo Wang, Jianxin Xu, Jianhang Hu, Hua Wang, Yuling Zhai, Qingtai Xiao, Ge Deng, and Dongbo Li. 2023. "Numerical Investigation of the Enhanced Stirring Characteristics of a Multi-Lance Top-Blowing Continuous Converting Furnace for Lance Arrangement and Variable-Velocity Blowing" Energies 16, no. 5: 2412. https://doi.org/10.3390/en16052412
APA StyleLi, W., Wang, S., Xu, J., Hu, J., Wang, H., Zhai, Y., Xiao, Q., Deng, G., & Li, D. (2023). Numerical Investigation of the Enhanced Stirring Characteristics of a Multi-Lance Top-Blowing Continuous Converting Furnace for Lance Arrangement and Variable-Velocity Blowing. Energies, 16(5), 2412. https://doi.org/10.3390/en16052412