
Co-Gasification of Polyethylene and Biomass in Catalytic Bed Material


Abstract
:1. Introduction
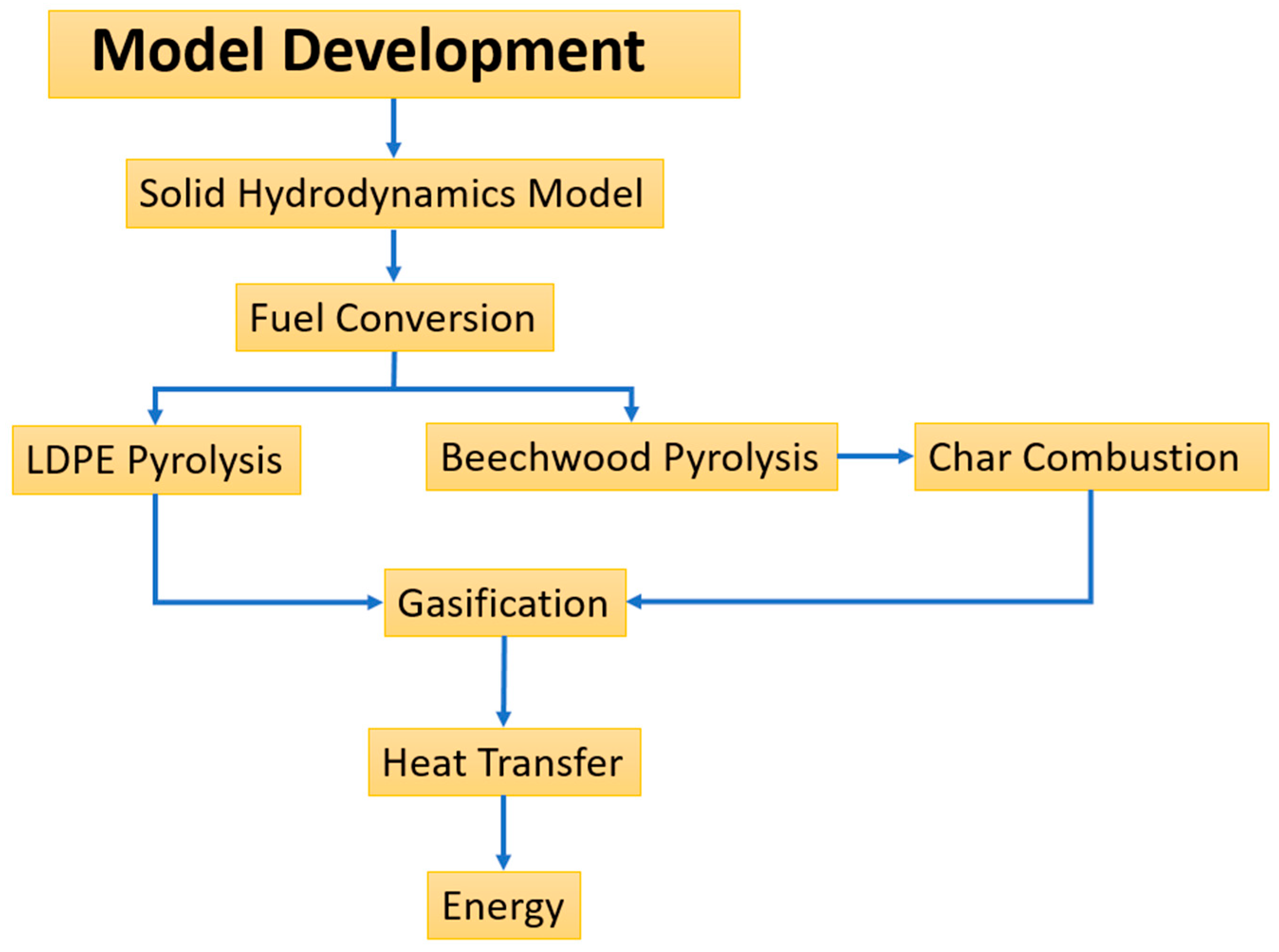
2. Model Description
2.1. Modelling of Bed Hydrodynamics
Drag Model
2.2. Fuel Conversion
2.2.1. Biomass Drying
2.2.2. Biomass Devolatilization
2.2.3. LDPE Pyrolysis
2.3. Char Combustion
2.4. Homogeneous Gasification Model
2.5. Energy Model
2.6. Mass and Heat Transfer Model
Radiation Model
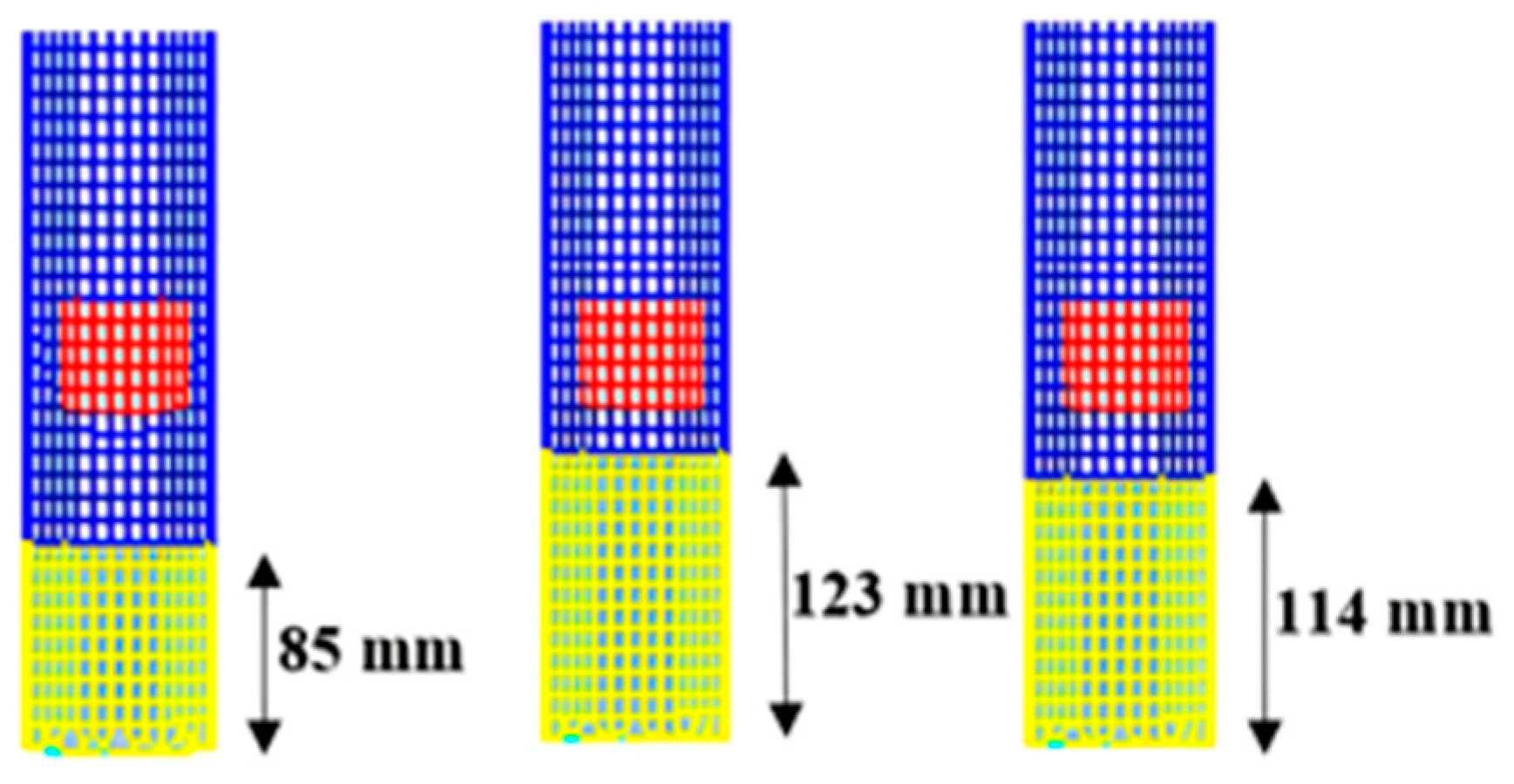
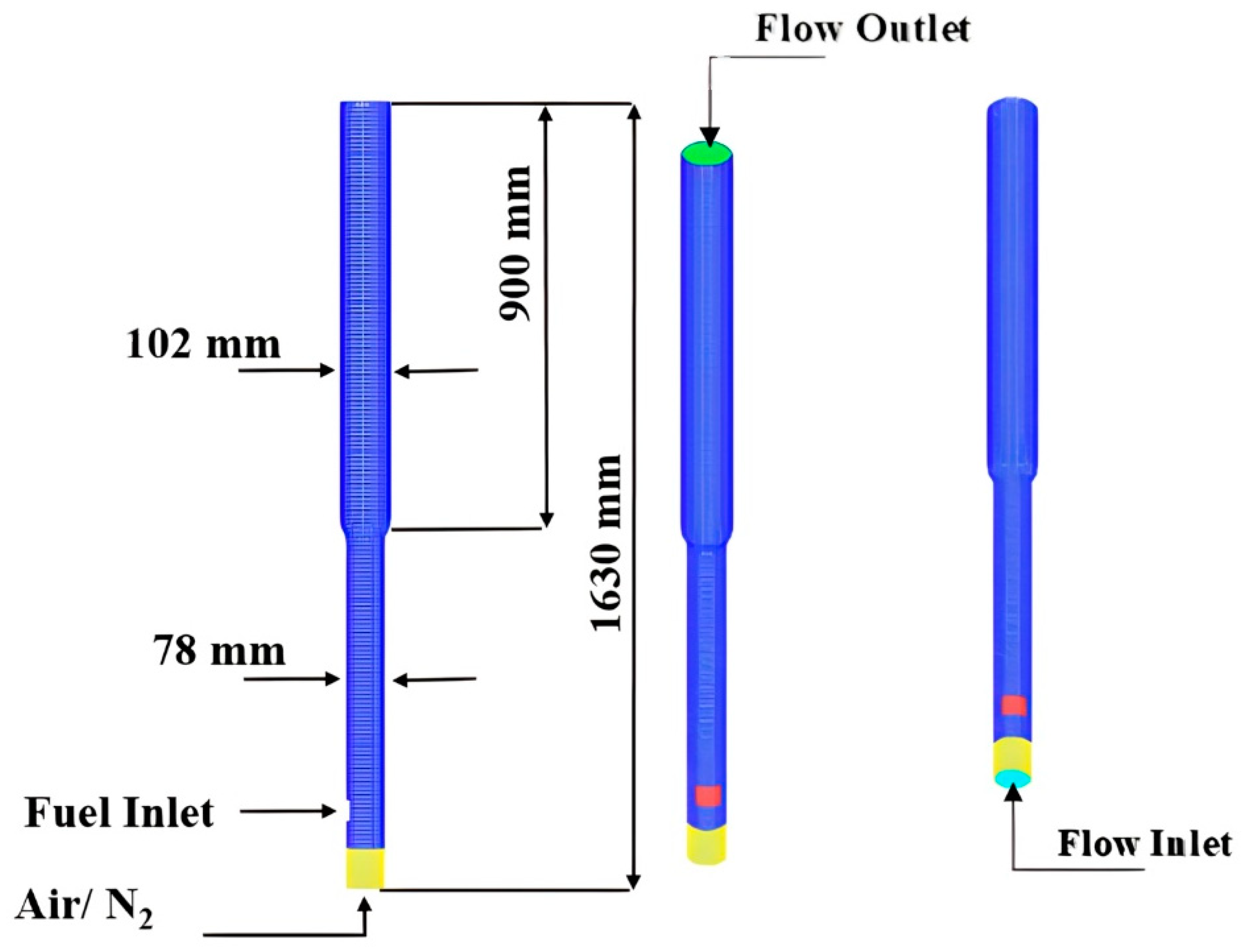
3. Experimental Setup and Grid
4. Results and Discussion
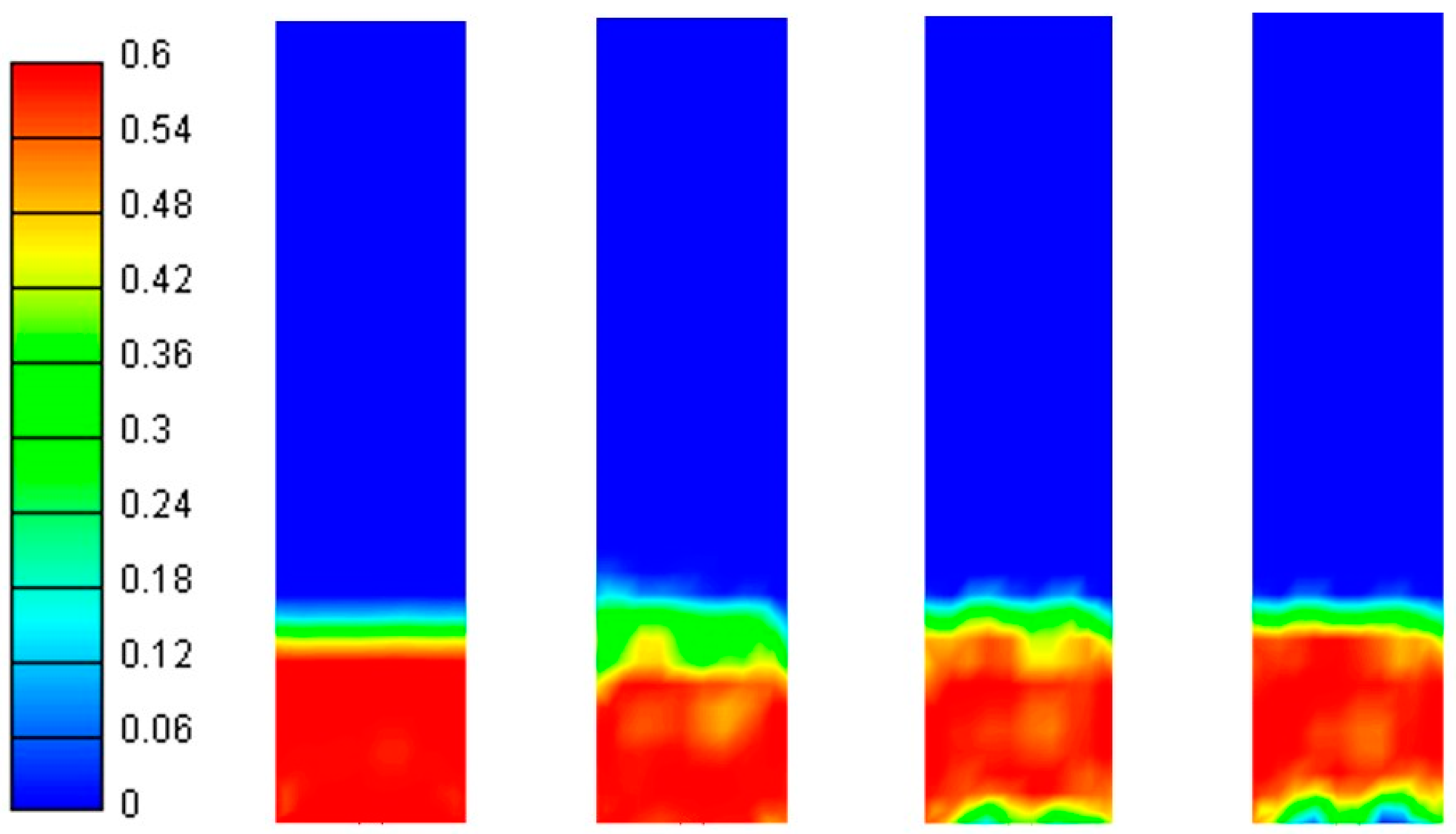
4.1. Solid Bed Hydrodynamics
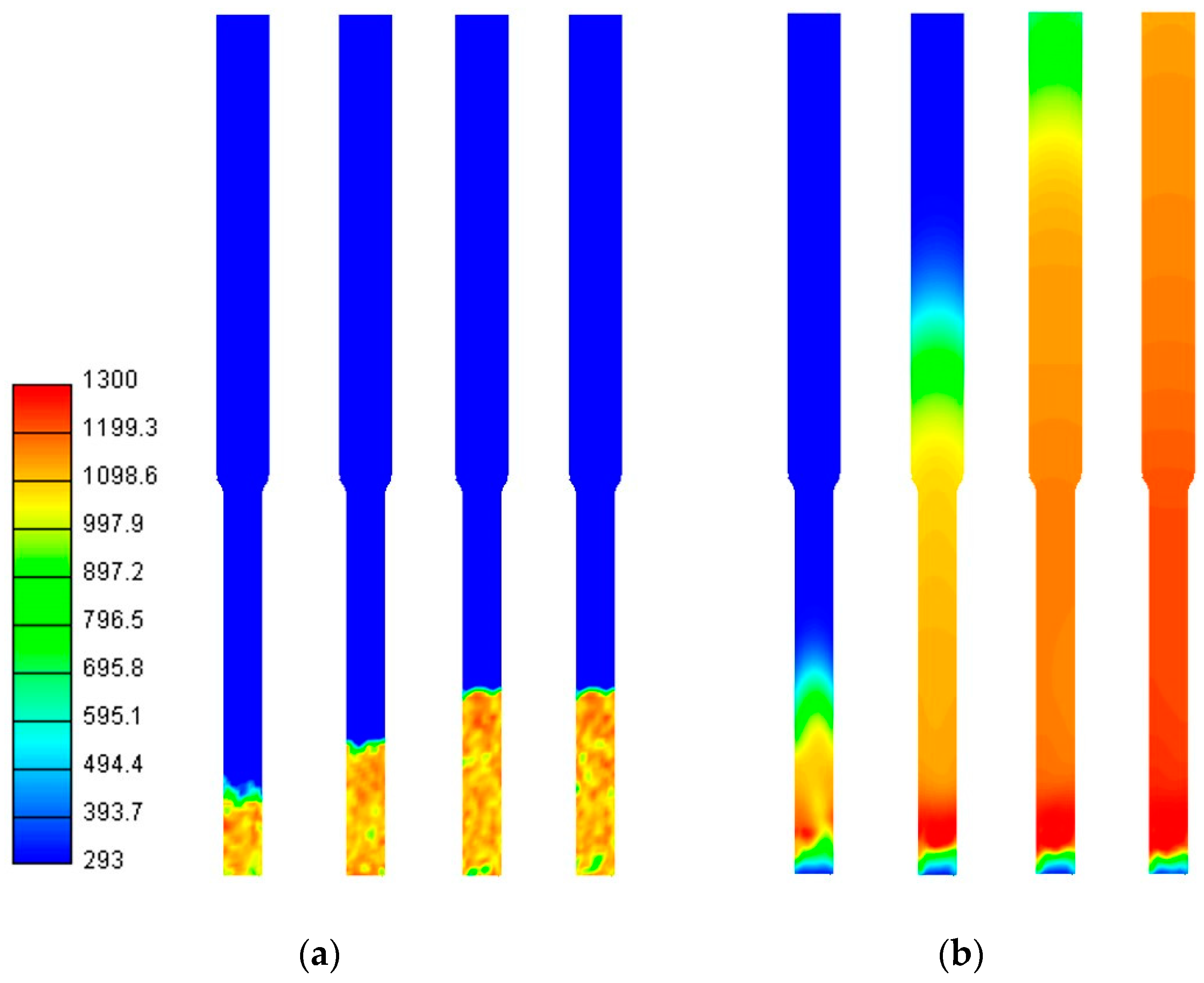
4.2. Solid and Gas Temperature Distribution
4.3. Fuel Conversion
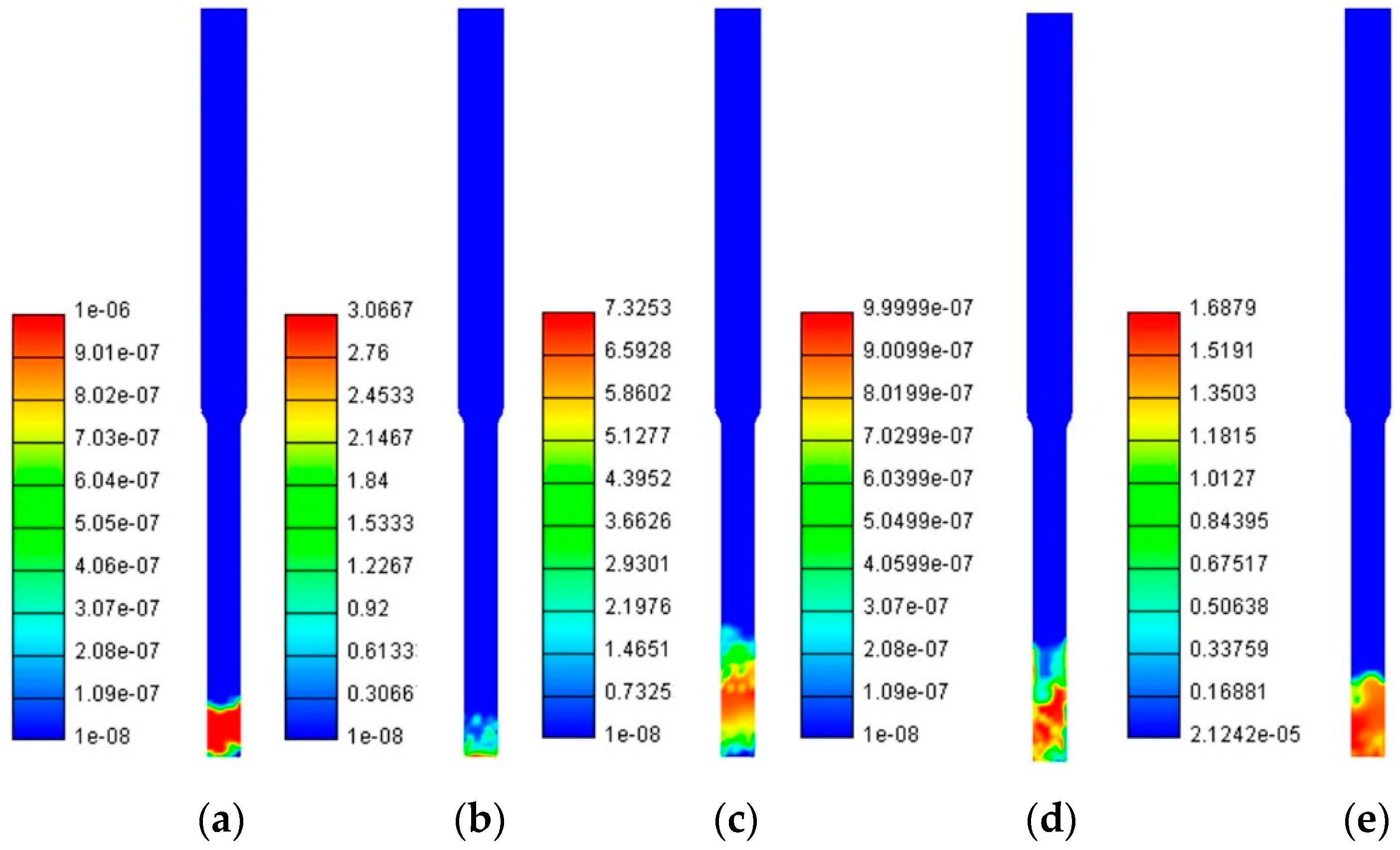
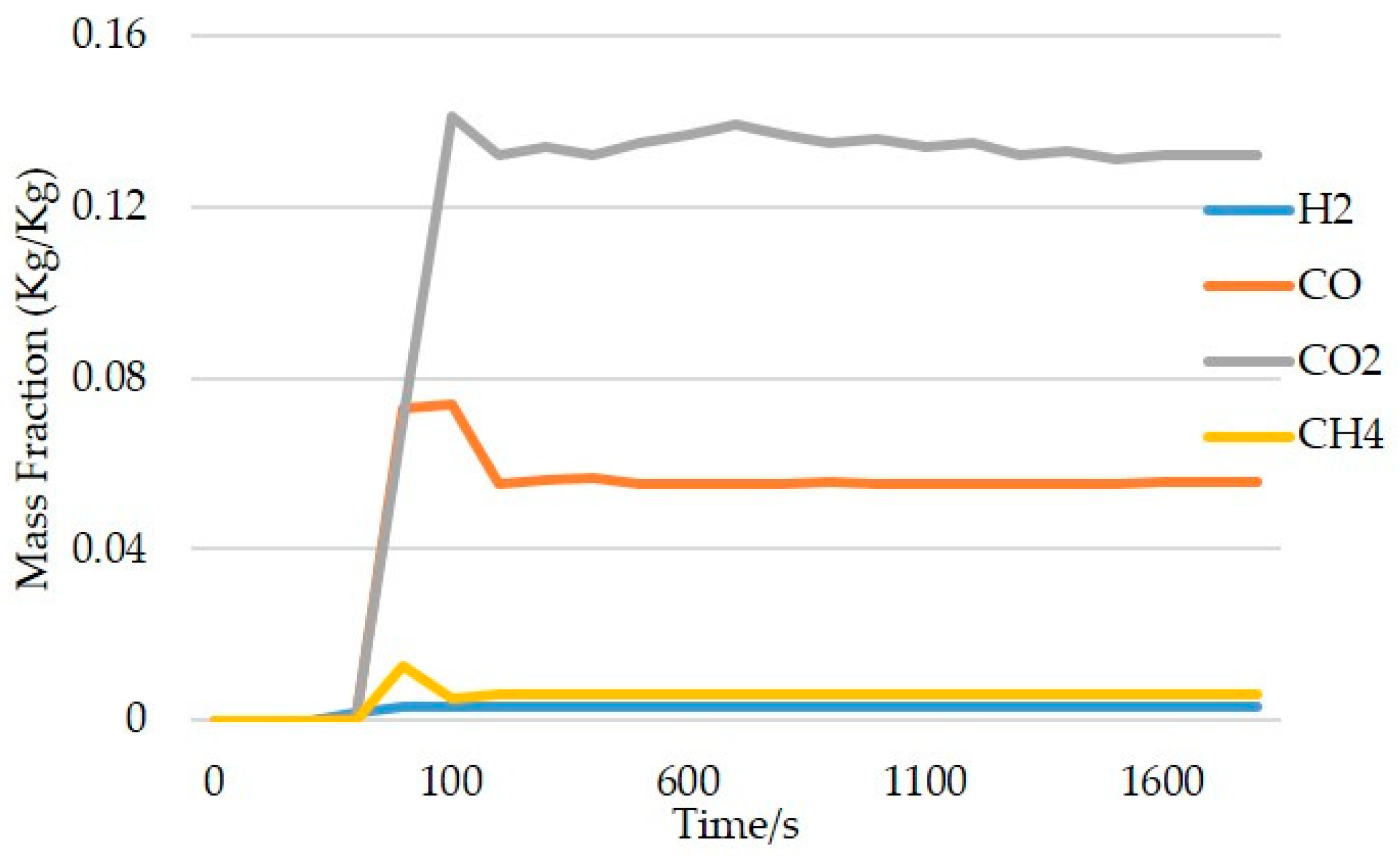
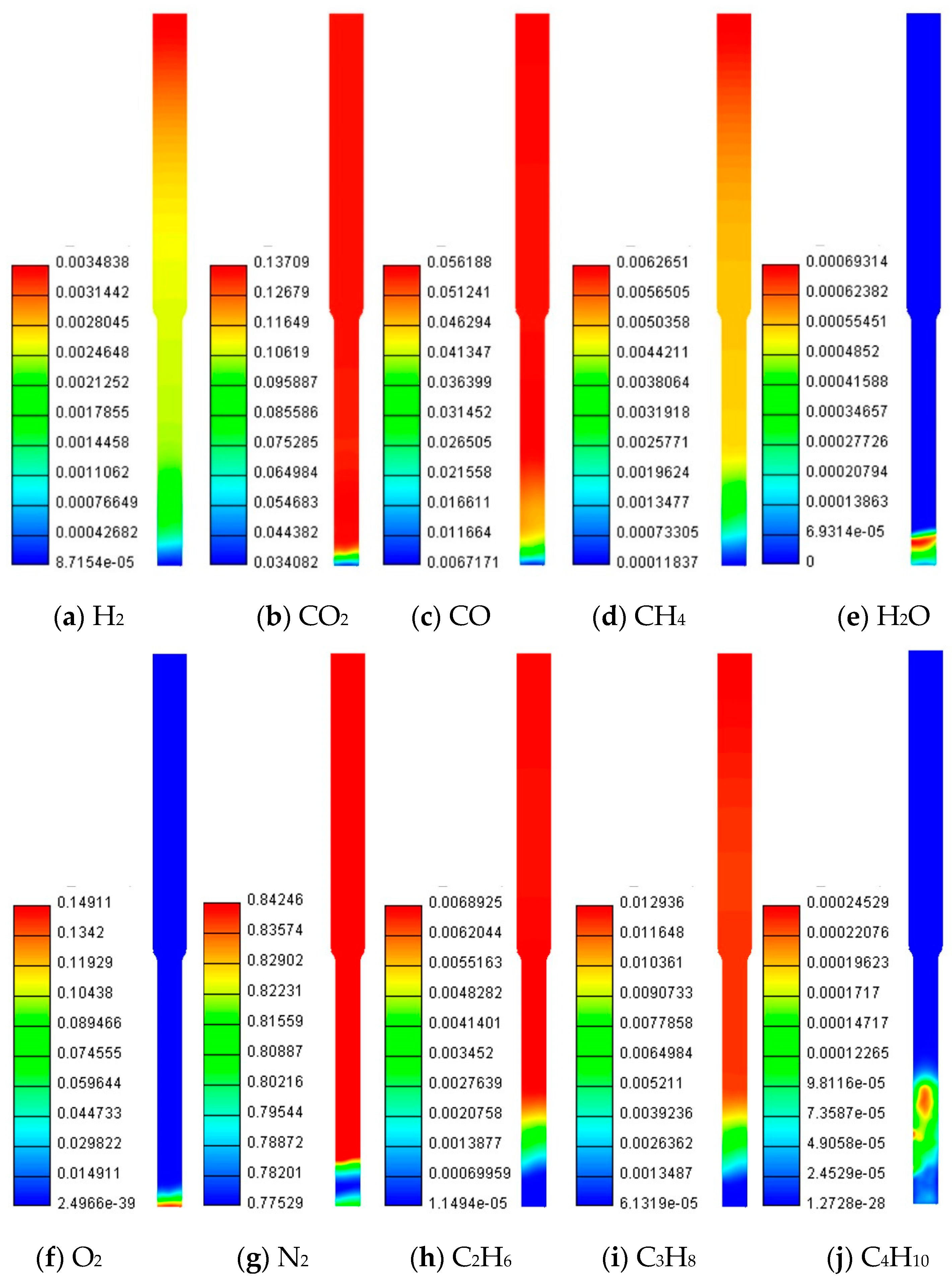
4.4. Equilibrium and Species Concentrations
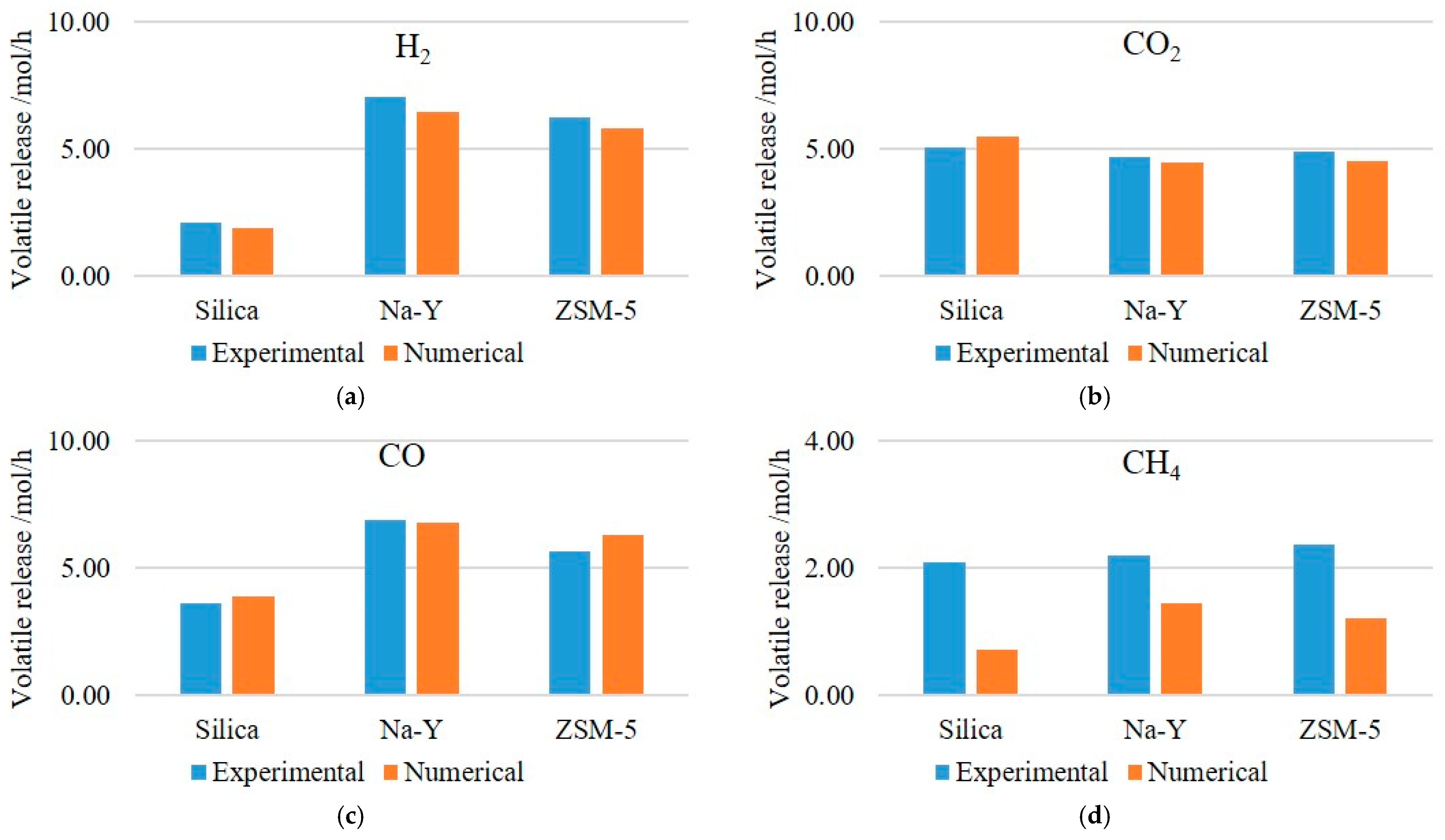
4.5. Numerical and Experimental Results Comparison
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
Nomenclature
| CFD | Computational Fluid Dynamics | LDPE | Low-Density Polyethylene |
| Pre-exponential factor (s−1) | Area-volume ratio (m−1) | ||
| Specific heat (J.kg−1.K−1) | Drag Coefficient (−) | ||
| Combustion model constant (−) | Combustion model constant (−) | ||
| Particle diameter (m) | Equivalent diameter (m) | ||
| H | Enthalpy (J kg−1) | Activation energy (j mol−1) | |
| Radiation intensity (W m−2) | k | Thermal conductivity (W m−1 K−1) | |
| K | Char reaction constants (m s−1) | M | Molecular weight (kg mol−1) |
| LH | Latent Heat (J/kg) | Source term (Wm−3) | |
| P | Pressure (Pa) | Fuel consumption rate (kg m−3 s−1) | |
| Ideal gas constant (j mol−1 K−1) | Generation or consumption rates of various components (kg m−3 s−1) | ||
| s | Cell face area (m2) | Solid temperature (K) | |
| Gas temperature (K) | Fuel mass fraction (kg/kg) | ||
| t | Time (s) | Instantaneous velocity (ms−1) | |
| Velocity (ms−1) | Volume (m3) | ||
| Product mass fraction (kg/kg) | Oxidizer mass fraction (kg/kg) | ||
| Greek Symbols | |||
| Emissivity | Solid fraction (−) | ||
| Sphericity (−) | Density (kg m−3 s−1) | ||
| 𝜎 | Stefan-Boltzmann constant (W m−1 K−4) | Stress tensor (N m−2) | |
| Turbulent time scale (s−1) | Inertial loss (m−1) | ||
| Char oxidation parameter (−) | |||
| Subscripts | |||
| c | Consumption | g | Gas phase |
| s | Solid phase | p | Particle |
| eff | Effective | moist | Moisture |
| wood | Dry wood | char | Char |
References
- Kedzierski, M.; Frère, D.; Le Maguer, G.; Bruzaud, S. Why is there plastic packaging in the natural environment? Understanding the roots of our individual plastic waste management behaviours. Sci. Total Environ. 2020, 740, 139985. [Google Scholar] [CrossRef] [PubMed]
- DAWE. National Plastics Plan 2021; December. CC BY 4.0; Department of Agriculture, Water and the Environment: Parkes, Canberra, Australia, 2021. [Google Scholar]
- Fazil, A.; Kumar, S.; Mahajani, S.M. Downdraft co-gasification of high ash biomass and plastics. Energy 2022, 243, 123055. [Google Scholar] [CrossRef]
- Nardella, F.; Bellavia, S.; Mattonai, M.; Ribechini, E. Co-pyrolysis of wood and plastic: Evaluation of synergistic effects and kinetic data by evolved gas analysis-mass spectrometry (EGA-MS). J. Anal. Appl. Pyrolysis 2021, 159, 105308. [Google Scholar] [CrossRef]
- Lopez, G.; Erkiaga, A.; Amutio, M.; Bilbao, J.; Olazar, M. Effect of polyethylene co-feeding in the steam gasification of biomass in a conical spouted bed reactor. Fuel 2015, 153, 393–401. [Google Scholar] [CrossRef]
- Moghadam, R.A.; Yusup, S.; Uemura, Y.; Chin, B.L.F.; Lam, H.L.; Al Shoaibi, A. Syngas production from palm kernel shell and polyethylene waste blend in fluidized bed catalytic steam co-gasification process. Energy 2014, 75, 40–44. [Google Scholar] [CrossRef]
- Raj, R.; Singh, D.K.; Tirkey, J.V. Co-gasification of plastic waste blended with coal and biomass: A comprehensive review. Environ. Technol. Rev. 2023, 12, 614–642. [Google Scholar] [CrossRef]
- Buentello-Montoya, D.A.; Duarte-Ruiz, C.A.; Maldonado-Escalante, J.F. Co-gasification of waste PET, PP and biomass for energy recovery: A thermodynamic model to assess the produced syngas quality. Energy 2023, 266, 126510. [Google Scholar] [CrossRef]
- Wu, C.; Williams, P.T. Pyrolysis–gasification of plastics, mixed plastics and real-world plastic waste with and without Ni–Mg–Al catalyst. Fuel 2010, 89, 3022–3032. [Google Scholar] [CrossRef]
- Scala, F. Particle agglomeration during fluidized bed combustion: Mechanisms, early detection and possible countermeasures. Fuel Process. Technol. 2018, 171, 31–38. [Google Scholar] [CrossRef]
- Plastics Europe. Plastics—The Facts 2017 An Analysis of European Plastics Production, Demand and Waste Data. 2017. Available online: https://plasticseurope.org/wp-content/uploads/2021/10/2017-Plastics-the-facts.pdf (accessed on 25 November 2022).
- Wang, C.-q.; Wang, H.; Fu, J.-g.; Liu, Y.-n. Flotation separation of waste plastics for recycling—A review. Waste Manag. 2015, 41, 28–38. [Google Scholar] [CrossRef]
- Wu, C.; Williams, P.T. Hydrogen production by steam gasification of polypropylene with various nickel catalysts. Appl. Catal. B Environ. 2009, 87, 152–161. [Google Scholar] [CrossRef]
- Elordi, G.; Olazar, M.; Lopez, G.; Artetxe, M.; Bilbao, J. Product Yields and Compositions in the Continuous Pyrolysis of High-Density Polyethylene in a Conical Spouted Bed Reactor. Ind. Eng. Chem. Res. 2011, 50, 6650–6659. [Google Scholar] [CrossRef]
- Mastellone, M.L.; Zaccariello, L.; Arena, U. Co-gasification of coal, plastic waste and wood in a bubbling fluidized bed reactor. Fuel 2010, 89, 2991–3000. [Google Scholar] [CrossRef]
- Aznar, M.P.; Caballero, M.A.; Sancho, J.A.; Francés, E. Plastic waste elimination by co-gasification with coal and biomass in fluidized bed with air in pilot plant. Fuel Process. Technol. 2006, 87, 409–420. [Google Scholar] [CrossRef]
- Acomb, J.C.; Nahil, M.A.; Williams, P.T. Thermal processing of plastics from waste electrical and electronic equipment for hydrogen production. J. Anal. Appl. Pyrolysis 2013, 103, 320–327. [Google Scholar] [CrossRef]
- Kumagai, S.; Alvarez, J.; Blanco, P.H.; Wu, C.; Yoshioka, T.; Olazar, M.; Williams, P.T. Novel Ni–Mg–Al–Ca catalyst for enhanced hydrogen production for the pyrolysis–gasification of a biomass/plastic mixture. J. Anal. Appl. Pyrolysis 2015, 113, 15–21. [Google Scholar] [CrossRef]
- Kumagai, S.; Hosaka, T.; Kameda, T.; Yoshioka, T. Removal of toxic HCN and recovery of H2-rich syngas via catalytic reforming of product gas from gasification of polyimide over Ni/Mg/Al catalysts. J. Anal. Appl. Pyrolysis 2017, 123, 330–339. [Google Scholar] [CrossRef]
- Feng, G. Pyrolysis of Waste Plastics into Fuels; University of Canterbury: Christchurch, New Zealand, 2010. [Google Scholar]
- Lappas, A.A.; Kalogiannis, K.G.; Iliopoulou, E.F.; Triantafyllidis, K.S.; Stefanidis, S.D. Catalytic pyrolysis of biomass for transportation fuels. Wiley interdisciplinary reviews: Energy and Environment 2012, 1, 285–297. [Google Scholar] [CrossRef]
- Jerzak, W.; Gao, N.; Kalemba-Rec, I.; Magdziarz, A. Catalytic intermediate pyrolysis of post-extraction rapeseed meal by reusing ZSM-5 and Zeolite Y catalysts. Catal. Today 2022, 404, 63–77. [Google Scholar] [CrossRef]
- Fernandez, E.; Santamaria, L.; Artetxe, M.; Amutio, M.; Arregi, A.; Lopez, G.; Bilbao, J.; Olazar, M. Conditioning the volatile stream from biomass fast pyrolysis for the attenuation of steam reforming catalyst deactivation. Fuel 2022, 312, 122910. [Google Scholar] [CrossRef]
- Diba, M.F.; Karim, M.R.; Naser, J. Fluidized bed CFD using simplified solid-phase coupling. Powder Technol. 2020, 375, 161–173. [Google Scholar] [CrossRef]
- Bell, R.A. Numerical Modelling of Multi-Particle Flows in Bubbling Gas-Solid Fluidised Beds. Ph.D. Thesis, Swinburne University of Technology, Hawthorn, Australia, 2000. [Google Scholar]
- Porteiro, J.; Collazo, J.; Patino, D.; Granada, E.; Moran Gonzalez, J.C.; Míguez, J.L. Numerical modeling of a biomass pellet domestic boiler. Energy Fuels 2009, 23, 1067–1075. [Google Scholar] [CrossRef]
- Porteiro, J.; Míguez, J.; Granada, E.; Moran, J. Mathematical modelling of the combustion of a single wood particle. Fuel Process. Technol. 2006, 87, 169–175. [Google Scholar] [CrossRef]
- Xiong, Q.; Xu, F.; Pan, Y.; Yang, Y.; Gao, Z.; Shu, S.; Hong, K.; Bertrand, F.; Chaouki, J. Major trends and roadblocks in CFD-aided process intensification of biomass pyrolysis. Chem. Eng. Process. Process Intensif. 2018, 127, 206–212. [Google Scholar] [CrossRef]
- Gómez, M.; Porteiro, J.; Patiño, D.; Míguez, J. CFD modelling of thermal conversion and packed bed compaction in biomass combustion. Fuel 2014, 117, 716–732. [Google Scholar] [CrossRef]
- Zhu, H.L.; Zhang, Y.S.; Materazzi, M.; Aranda, G.; Brett, D.J.L.; Shearing, P.R.; Manos, G. Co-gasification of beech-wood and polyethylene in a fluidized-bed reactor. Fuel Process. Technol. 2019, 190, 29–37. [Google Scholar] [CrossRef]
- AVL FIRE User Guide (2020) CFD-Solver_v2020_01_CFD—Solver. Available online: https://www.avl.com/en-au/simulation-solutions/software-offering/simulation-tools-a-z/avl-fire-m (accessed on 20 of April 2020).
- Karim, M.R.; Naser, J. Progress in Numerical Modelling of Packed Bed Biomass Combustion. In Proceedings of the 19th Australasian Fluid Mechanics Conference, Melbourne, Australia, 8–11 December 2014. [Google Scholar]
- Ergun, S.; Orning, A.A. Fluid Flow through Randomly Packed Columns and Fluidized Beds. Ind. Eng. Chem. 1949, 41, 1179–1184. [Google Scholar] [CrossRef]
- Gidaspow, D. 9—Kinetic theory approach. In Multiphase Flow and Fluidization; Gidaspow, D., Ed.; Academic Press: San Diego, CA, USA, 1994; pp. 239–296. [Google Scholar] [CrossRef]
- Karim, M.R.; Naser, J. Numerical study of the ignition front propagation of different pelletised biomass in a packed bed furnace. Appl. Therm. Eng. 2018, 128, 772–784. [Google Scholar] [CrossRef]
- Lv, P.; Chang, J.; Wang, T.; Wu, C.; Tsubaki, N. A Kinetic Study on Biomass Fast Catalytic Pyrolysis. Energy Fuels 2004, 18, 1865–1869. [Google Scholar] [CrossRef]
- Lu, C.; Song, W.; Lin, W. Kinetics of biomass catalytic pyrolysis. Biotechnol. Adv. 2009, 27, 583–587. [Google Scholar] [CrossRef]
- Xiong, Q.; Yang, Y.; Xu, F.; Pan, Y.; Zhang, J.; Hong, K.; Lorenzini, G.; Wang, S. Overview of Computational Fluid Dynamics Simulation of Reactor-Scale Biomass Pyrolysis. ACS Sustain. Chem. Eng. 2017, 5, 2783–2798. [Google Scholar] [CrossRef]
- Xiong, Q.; Kong, S.-C. High-Resolution Particle-Scale Simulation of Biomass Pyrolysis. ACS Sustain. Chem. Eng. 2016, 4, 5456–5461. [Google Scholar] [CrossRef]
- Ismail, T.M.; Abd El-Salam, M.; Monteiro, E.; Rouboa, A. Fluid dynamics model on fluidized bed gasifier using agro-industrial biomass as fuel. Waste Manag. 2018, 73, 476–486. [Google Scholar] [CrossRef] [PubMed]
- McNeill, I.C.; Memetea, L.; Cole, W.J. A study of the products of PVC thermal degradation. Polym. Degrad. Stab. 1995, 49, 181–191. [Google Scholar] [CrossRef]
- Mcneill, I.C. 15—Thermal Degradation. In Comprehensive Polymer Science and Supplements; Elsevier: Amsterdam, The Netherlands, 1989; Volume 15, pp. 451–500. [Google Scholar]
- Collazo, J.; Porteiro, J.; Patino, D.; Granada, E. Numerical modeling of the combustion of densified wood under fixed-bed conditions. Fuel 2012, 93, 149–159. [Google Scholar] [CrossRef]
- Ravelli, S.; Perdichizzi, A.; Barigozzi, G. Description, applications and numerical modelling of bubbling fluidized bed combustion in waste-to-energy plants. Prog. Energy Combust. Sci. 2008, 34, 224–253. [Google Scholar] [CrossRef]
- Al-Abbas, A.H.; Naser, J.; Dodds, D. CFD modelling of air-fired and oxy-fuel combustion of lignite in a 100 KW furnace. Fuel 2011, 90, 1778–1795. [Google Scholar] [CrossRef]
- Al-Abbas, A.H.; Naser, J. Effect of chemical reaction mechanisms and NO x modeling on air-fired and oxy-fuel combustion of lignite in a 100-kW furnace. Energy Fuels 2012, 26, 3329–3348. [Google Scholar] [CrossRef]
- Al-Abbas, A.H.; Naser, J. Numerical study of one air-fired and two oxy-fuel combustion cases of propane in a 100 kW furnace. Energy Fuels 2012, 26, 952–967. [Google Scholar] [CrossRef]
- Bhuiyan, A.A.; Naser, J. Computational modelling of co-firing of biomass with coal under oxy-fuel condition in a small scale furnace. Fuel 2015, 143, 455–466. [Google Scholar] [CrossRef]
- Zhang, Y.; Wu, C.; Nahil, M.A.; Williams, P. Pyrolysis–Catalytic Reforming/Gasification of Waste Tires for Production of Carbon Nanotubes and Hydrogen. Energy Fuels 2015, 29, 3328–3334. [Google Scholar] [CrossRef]
- Bhuiyan, A.A.; Naser, J. Numerical modelling of oxy fuel combustion, the effect of radiative and convective heat transfer and burnout. Fuel 2015, 139, 268–284. [Google Scholar] [CrossRef]
- Spalding, D.B. Mixing and chemical reaction in steady confined turbulent flames. Symp. (Int.) Combust. 1971, 13, 649–657. [Google Scholar] [CrossRef]
- Magnussen, B.F.; Hjertager, B.H. On mathematical modeling of turbulent combustion with special emphasis on soot formation and combustion. In Proceedings of the Symposium (International) on Combustion, Cambridge, MA, USA, 15–20 August 1976; Elsevier: Amsterdam, The Netherlands, 1976; pp. 719–729. [Google Scholar]
- Wakao, N.; Funazkri, T. Effect of fluid dispersion coefficients on particle-to-fluid mass transfer coefficients in packed beds: Correlation of Sherwood numbers. Chem. Eng. Sci. 1978, 33, 1375–1384. [Google Scholar] [CrossRef]
- Wakao, N.; Kaguei, S.; Funazkri, T. Effect of fluid dispersion coefficients on particle-to-fluid heat transfer coefficients in packed beds: Correlation of Nusselt numbers. Chem. Eng. Sci. 1979, 34, 325–336. [Google Scholar] [CrossRef]
- Lockwood, F.; Shah, N. A new radiation solution method for incorporation in general combustion prediction procedures. In Proceedings of the Symposium (International) on Combustion, Waterloo, ON, Canada, 7–22 August 1980; Elsevier: Amsterdam, The Netherlands, 1981; pp. 1405–1414. [Google Scholar]
- Karim, M.R.; Naser, J. CFD modelling of combustion and associated emission of wet woody biomass in a 4 MW moving grate boiler. Fuel 2018, 222, 656–674. [Google Scholar] [CrossRef]
- Rapagnà, S.; Jand, N.; Kiennemann, A.; Foscolo, P. Steam-Gasification of Biomass in a Fluidized-Bed of Olivine Particles. Biomass Bioenergy 2000, 19, 187–197. [Google Scholar] [CrossRef]
- Olson, D.H.; Haag, W.O.; Lago, R.M. Chemical and physical properties of the ZSM-5 substitutional series. J. Catal. 1980, 61, 390–396. [Google Scholar] [CrossRef]
- Rajagopalan, K.; Peters, A.W.; Edwards, G.C. Influence of zeolite particle size on selectivity during fluid catalytic cracking. Appl. Catal. 1986, 23, 69–80. [Google Scholar] [CrossRef]
- Karim, M.R.; Ovi, I.; Naser, J. A CFD model for biomass combustion in a packed bed furnace. AIP Conf. Proc. 2016, 1754, 50026. [Google Scholar]
- Shrestha, S.; Gan, J.Q.; Zhou, Z.Y. Micromechanical analysis of bubbles formed in fluidized beds operated with a continuous single jet. Powder Technol. 2019, 357, 398–407. [Google Scholar] [CrossRef]
- Wu, K.; de Martín, L.; Mazzei, L.; Coppens, M.-O. Pattern formation in fluidized beds as a tool for model validation: A two-fluid model based study. Powder Technol. 2016, 295, 35–42. [Google Scholar] [CrossRef]
- Diba, M.F.; Karim, M.R.; Naser, J. Numerical modelling of a bubbling fluidized bed combustion: A simplified approach. Fuel 2020, 277, 118170. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Kinetics of beechwood pellet devolatilization | |
| Kinetics of LDPE | |
| Bed Material | Density/kg/m3 | Bed Height/mm |
|---|---|---|
| Silica sand | 2640 | 85 |
| ZSM-5 Zeolite | 1790 | 123 |
| Na-Y Zeolite | 1920 | 114 |
| Silica | Errorsilica | Na-Y | ErrorNa-Y | ZSM-5 | Errorzsm-5 | ||
|---|---|---|---|---|---|---|---|
| H2 | Experimental | 2.14 | 0.26 | 7.08 | 0.60 | 6.26 | 0.46 |
| Numerical | 1.88 | 6.48 | 5.80 | ||||
| CO2 | Experimental | 5.09 | −0.41 | 4.68 | 0.18 | 4.90 | 0.36 |
| Numerical | 5.50 | 4.50 | 4.54 | ||||
| CO | Experimental | 3.63 | −0.25 | 6.90 | 0.10 | 5.67 | −0.63 |
| Numerical | 3.88 | 6.80 | 6.30 | ||||
| CH4 | Experimental | 2.10 | 1.38 | 2.20 | 0.75 | 2.38 | 1.18 |
| Numerical | 0.72 | 1.45 | 1.20 | ||||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Fernando, W.D.S.; Naser, J. Co-Gasification of Polyethylene and Biomass in Catalytic Bed Material. Energies 2024, 17, 1804. https://doi.org/10.3390/en17081804
Fernando WDS, Naser J. Co-Gasification of Polyethylene and Biomass in Catalytic Bed Material. Energies. 2024; 17(8):1804. https://doi.org/10.3390/en17081804
Chicago/Turabian StyleFernando, Warnakulasooriya Dinoja Sammani, and Jamal Naser. 2024. "Co-Gasification of Polyethylene and Biomass in Catalytic Bed Material" Energies 17, no. 8: 1804. https://doi.org/10.3390/en17081804
APA StyleFernando, W. D. S., & Naser, J. (2024). Co-Gasification of Polyethylene and Biomass in Catalytic Bed Material. Energies, 17(8), 1804. https://doi.org/10.3390/en17081804