2.1. Electromagnetic Design and Analysis of the Induction Motor
Pn, Eff, PF, Lstk, Dg, W1, , , , , and are the rated output, rated efficiency, rated power factor, core length, stator’s inner diameter, number of turns, stator winding resistance, rotor aluminum bar resistance, stator leakage reactance, rotor leakage reactance, and magnetization reactance.
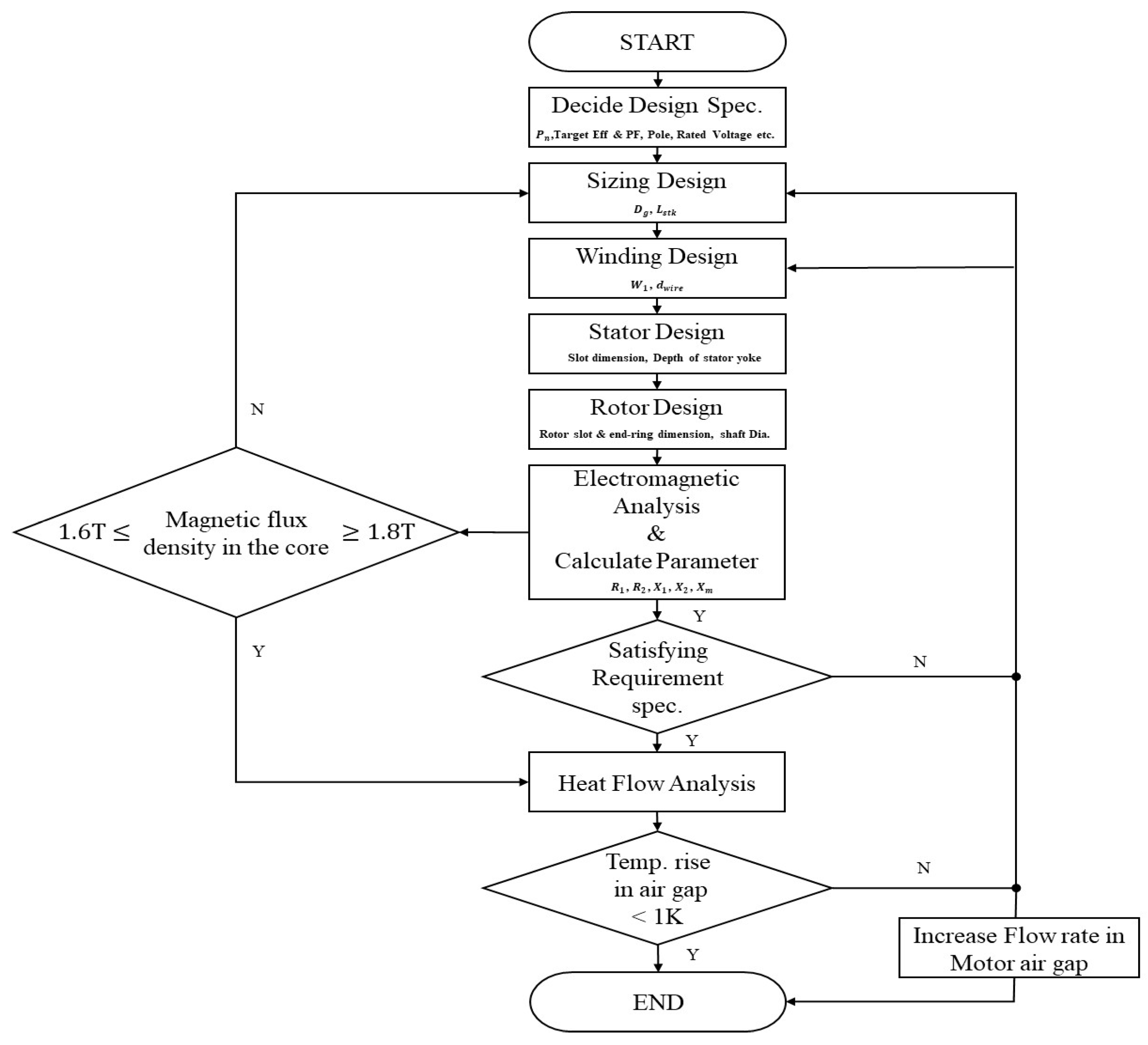
The design of the cryogenic submerged induction motor was carried out according to the design flow chart in
Figure 2.
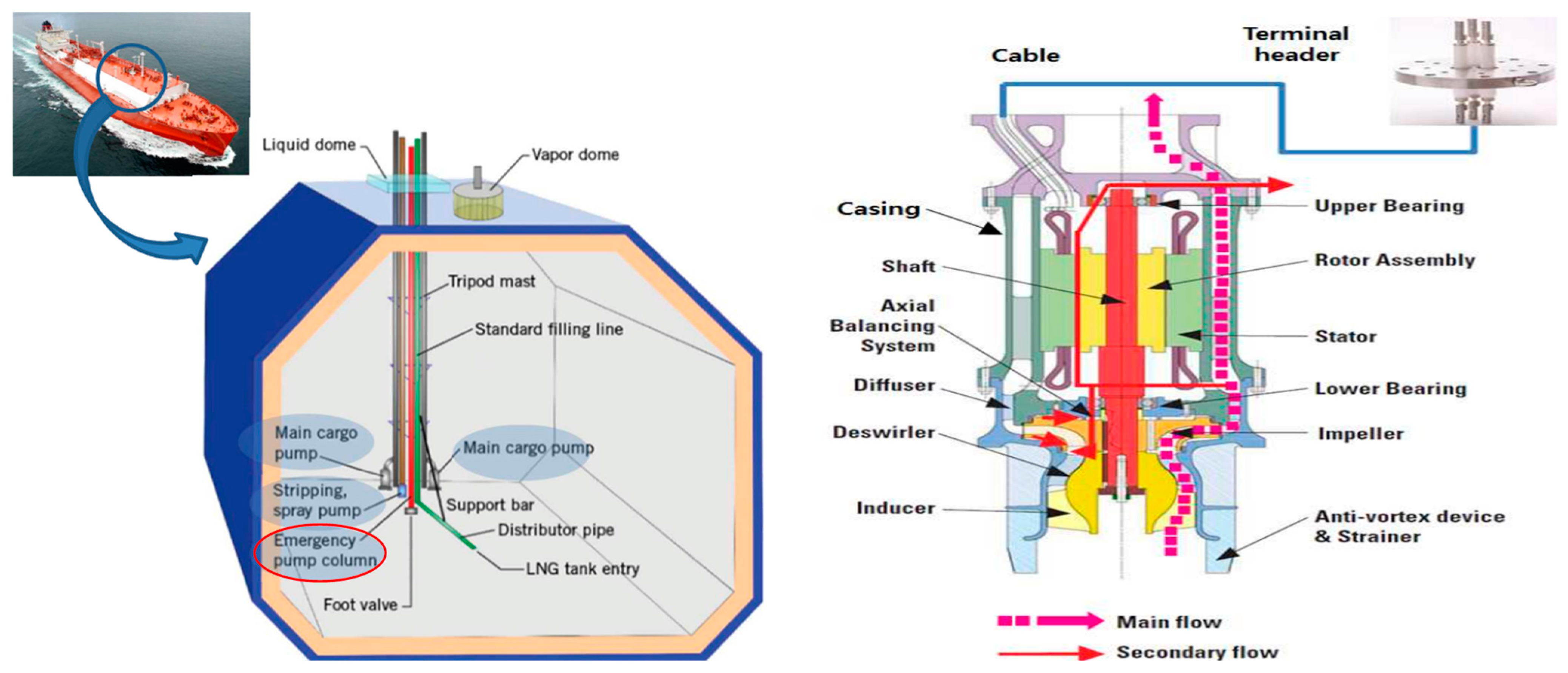
Firstly, the rated output, target efficiency, power factor, and number of poles should be determined as design specifications. Then, considering the Direct on Line (DOL) starting condition, limits on the starting torque and starting current should be determined. In this paper, the rated output of the motor was determined as 200 kW, considering a 10% margin on the brake horsepower (BHP) of the pump according to the design specifications of the emergency pump, as shown in
Table 1, following the API610 standard. Additionally, to ensure trouble-free operation during the startup of the emergency pump, the design requirements for the starting torque and starting current were provided, as shown in
Table 2.
Considering the condition where the motor is installed integrally inside the emergency pump, the main sizing design of the motor involved setting constraints on the stator’s outer diameter to be 388 mm and the core length to be less than or equal to 340 mm. Therefore, using Equation (1) and the recommended dimensional ratio from
Table 3 based on the number of poles, since the number of poles according to the rotating speed was two poles, the stator’s inner diameter was determined to be 249 mm [
9].
where
,
Lstk,
p1, and
Dg are the pole pitch, core length, pole pair, and stator’s inner diameter.
The number of stator slots was determined to be 42 slots based on the number of poles, while the number of rotor slots was chosen to be approximately 15% less, at 36 slots, to reduce stray load losses. In the winding design, the number of series turns of the stator were designed considering the magnetic flux generated per pole according to the air gap magnetic flux density [
13,
14,
15,
16].
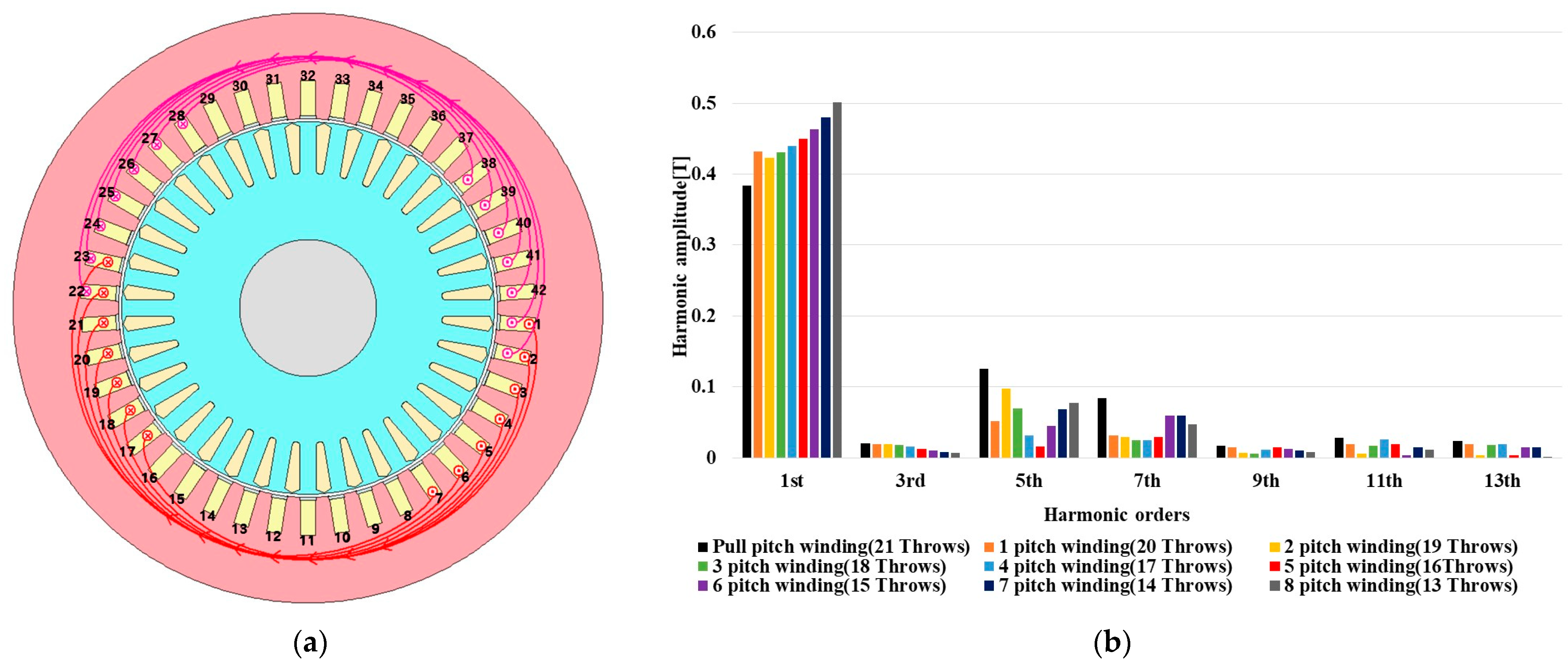
As shown in
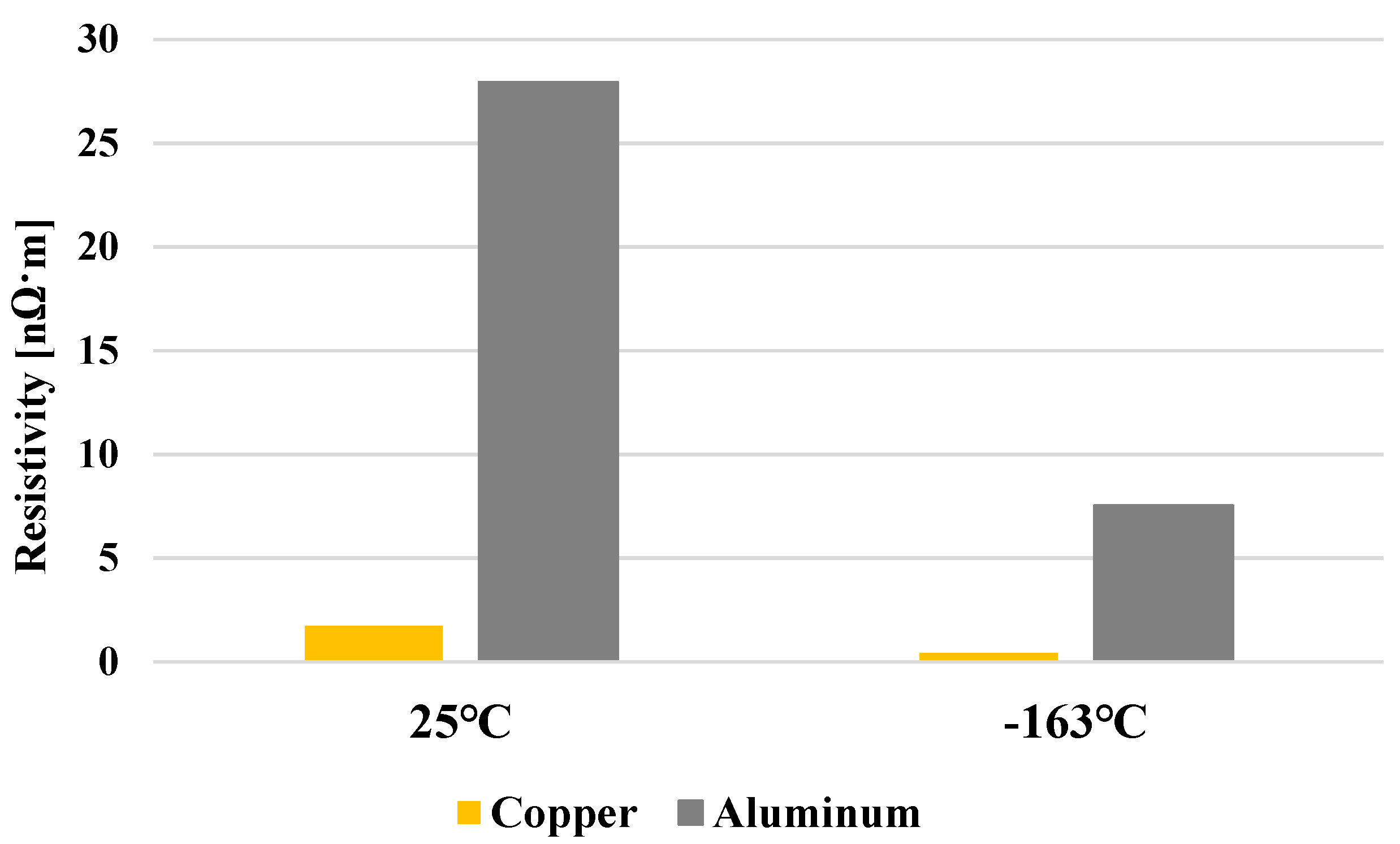
Figure 3, to reduce the harmonics of magnetic flux in the air gap, the winding of one phase was distributed across seven slots based on the combination of the number of slots per pole, and a 16/21 short pitch winding was applied. By applying a 16/21 short pitch winding, the fifth harmonic was reduced by 86.8%, and the seventh harmonic was reduced by 64.3%. The temperature variation in the resistivity of the copper conductor, as depicted in
Figure 4 and Equation (2), was applied to the sizing design of the coil and the stator design.
where
,
,
,
, and
are the resistivity at
degrees Celsius, the resistivity at zero degrees Celsius, the temperature coefficient of resistivity, the temperature at
, and the temperature at zero degrees Celsius, respectively.
Since cryogenic motors operate submerged in LNG fluid at −163 °C, it is necessary to improve the starting torque characteristics with low rotor aluminum bar resistance due to the cryogenic temperature. The torque of an induction motor can be calculated as Equation (3).
where
,
,
, s,
,
,
,
, and
are the phase voltage, stator winding resistance, rotor aluminum bar resistance, slip, stator leakage reactance, rotor leakage reactance, magnetization reactance, number of pole pairs, and angular velocity.
In previous studies on the design of cryogenic motors, the resistance of the rotor aluminum bar was reduced to improve the low starting torque characteristics by applying a slot size reduction design that considers changes in resistance with the temperature in the rotor slot area applied in room temperature designs [
8,
11]. To improve the starting torque characteristics under cryogenic conditions, increasing the resistance of the rotor’s aluminum bars through rotor slot reduction may lead to increased losses in the rotor’s aluminum bar, potentially causing efficiency reduction issues.
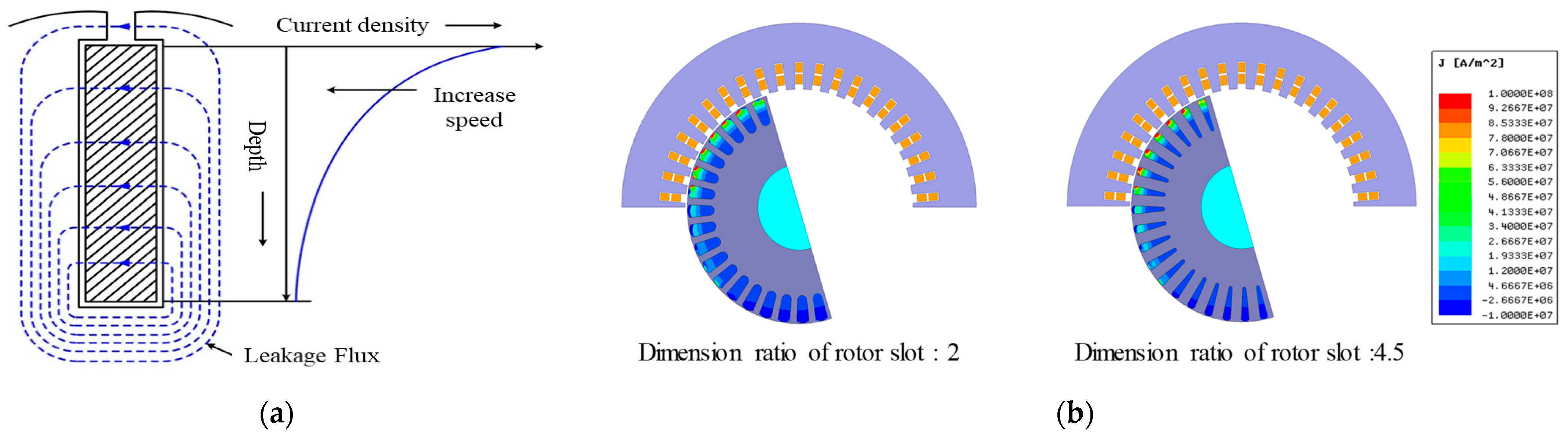
In this paper, deep slots were used to improve the starting torque characteristics, considering the liquefied natural gas installation environment. As shown in
Figure 5, the deeper the slots, the larger the leakage reactance inside the rotor slots. During startup, since slip is significant, the leakage reactance is larger than during the rated operation. Therefore, the current is concentrated on the surface of the rotor bar, resulting in a similar effect to increased rotor resistance. This corresponds to a reduction in the area through which current flows in the rotor aluminum bar, resulting in an increase in rotor resistance during startup. Therefore, in this study, an optimization design of the rotor slot considering the Deep Bar Effect was conducted, aiming to minimize the reduction in the rotor slot and improve the starting torque, rather than simply reducing the rotor slot [
17].
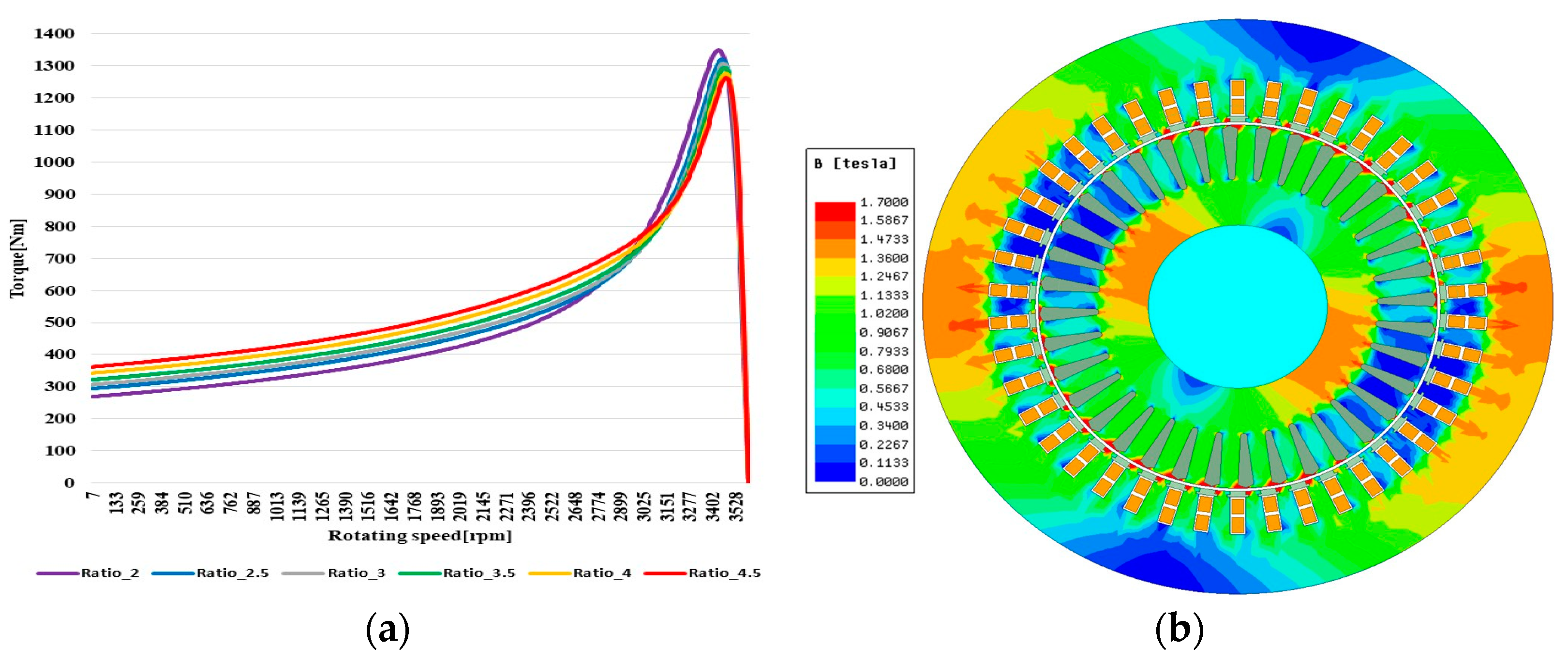
When the dimension ratio between the rotor slot width and length was set to 2, 2.5, 3, 3.5, 4, and 4.5, it was observed that the starting torque increased as the dimension ratio increased. Specifically, there was a 17.4% improvement in the starting torque at a ratio of 4.5 compared to 2, as shown in
Figure 6a. After considering the saturation of the stator and rotor magnetic flux density, the final design model was selected with a dimension ratio of 4.5, as depicted in
Figure 6b. The design parameters of the final model are presented in
Table 4.
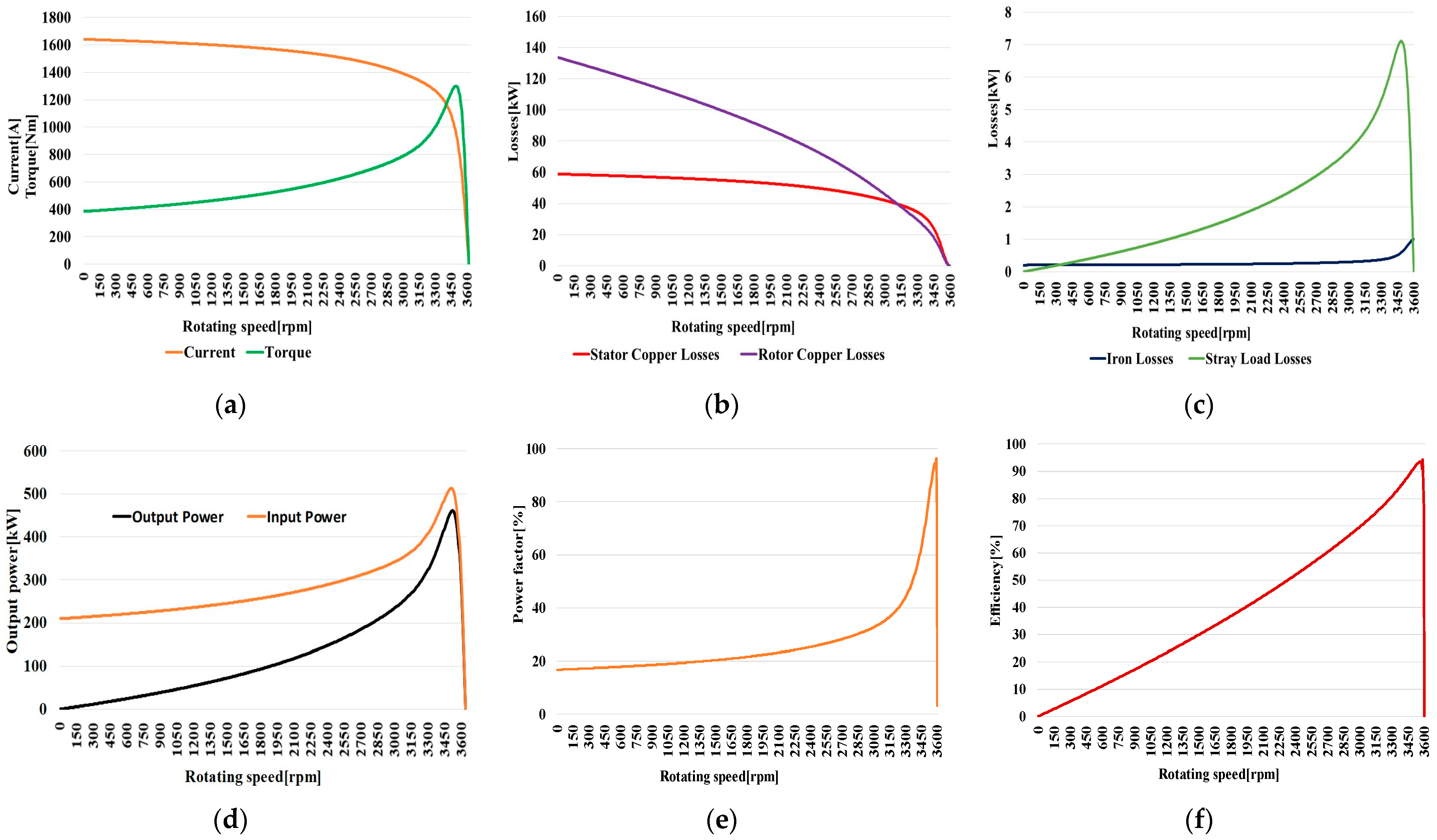
Figure 7 shows the performance characteristic curves of the final design model derived through electromagnetic analysis. The rated operating point of the final design model is 3574 rpm. The design performance characteristics at the rated operating point are the same as those in
Table 5 and
Table 6. Furthermore,
Table 5 and
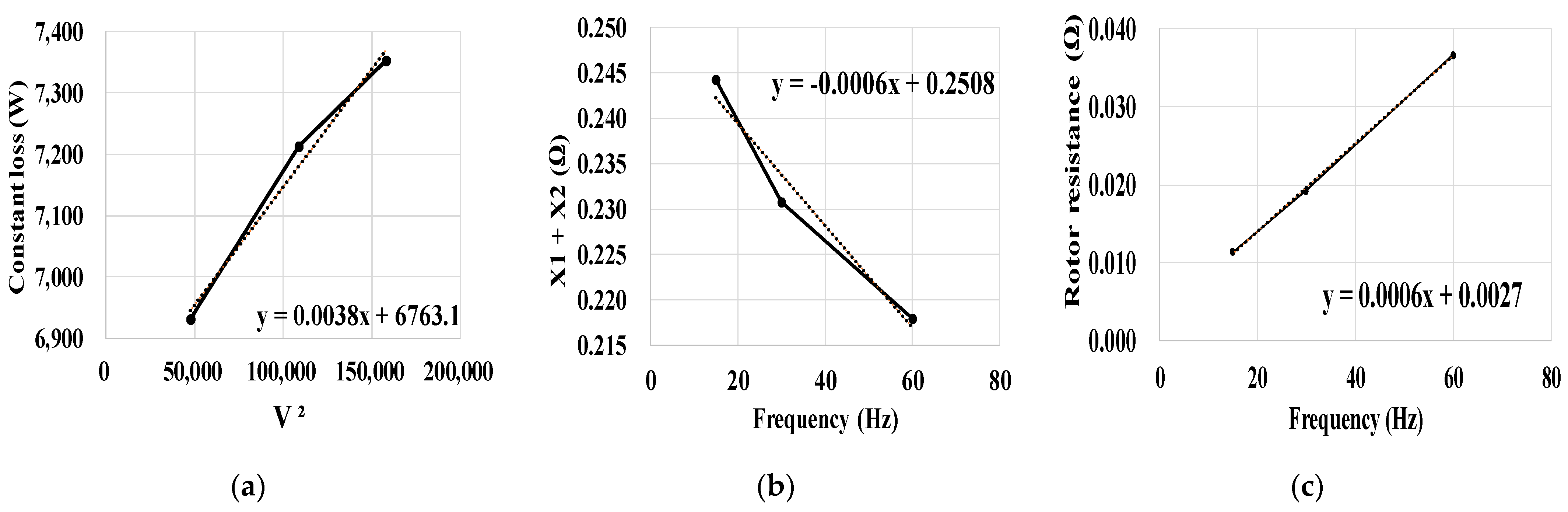
Table 6 compare the electromagnetic analysis results of the rated and starting characteristics between the final design model of ratio 4.5 and the basic design model of ratio 2. While there is not a significant difference in the rated characteristics between the basic design model and the final design model, the starting torque of the final design model, which underwent optimized rotor dimension design to minimize the reduction in the rotor slots and improve the starting torque, is increased by 17.4%. The test results obtained from the no-load loss separation test were examined and evaluated to determine the friction loss, which was then applied in the design efficiency calculations. The stray load loss was calculated by applying 1.5% of the rated output as specified in IEEE 112.
2.2. Heat Flow Analysis
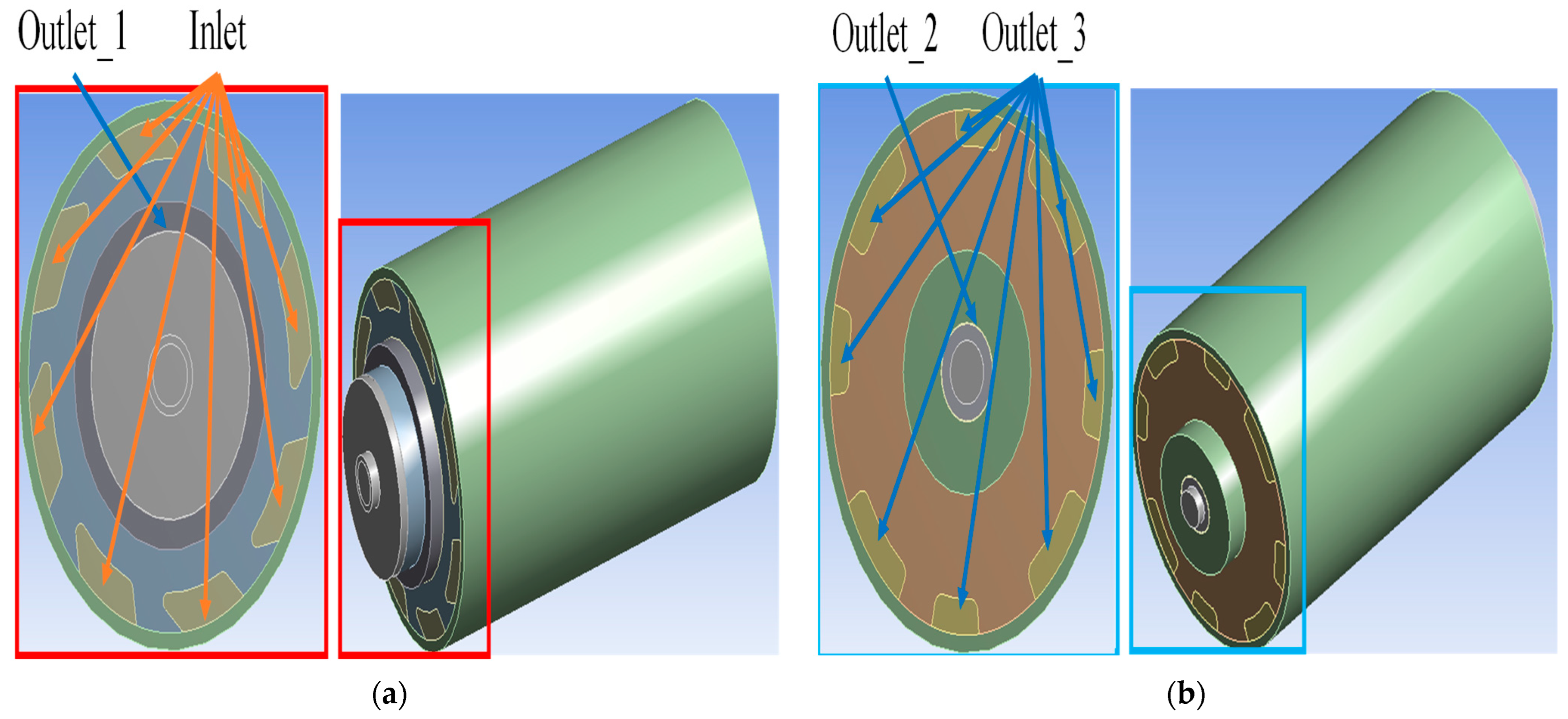
For the heat flow analysis, the motor’s stator winding losses, rotor bar losses, core losses, and stray load losses were applied as heat sources, and thermal safety verification was performed analytically considering the pump’s main flow path and LNG flowing in the motor’s air gap. For validating the adequacy of the motor design and ensuring thermal safety, thermal flow analysis was conducted under the condition where 1%, 0.75%, 0.5%, and 0.25% of the rated flow rate entered the secondary flow path (motor’s air gap), while the remaining flow rate flowed through the main flow path of the pump. The analysis conditions are as shown in
Figure 8 and
Table 7. The material properties were assumed to remain constant with temperature changes, and the heat source was applied to the stator winding losses, rotor bar losses, and iron losses. Stray load losses were applied to the core. The heat flow analysis results in the air gap are depicted in
Figure 9. At 1% of the rated flow rate, the temperature was analyzed as 110.435 K (−162.565 °C). At 0.75%, it was 110.743 K (−162.257 °C), at 0.5%, it was 111.305 K (−161.695 °C), and at 0.25%, it was 112.337 K (−160.663 °C). Based on these results, decisions regarding the electromagnetic redesign of the motor should consider the temperature increase in the motor’s air gap, which varies depending on the flow rate through the secondary flow path. To ensure thermal safety, the final condition was set to 1%, and the analysis results at this condition are shown in
Figure 10. The temperature rose by 4.25 K in the stator winding, as shown in
Figure 10b, and the temperature rose by 3.94 K in the rotor aluminum bar, as shown in
Figure 10c. Additionally, the temperature rose by 2.48 K in the stator core, as shown in
Figure 10d, and the temperature rose by 2.24 K in the rotor core, as shown in
Figure 10e. As shown in
Figure 9a, there was little temperature increase in the air gap of the motor, with a temperature increase of 0.435 K.


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}