Collection of Thermal Energy Available from a Biogas Plant for Leachate Treatment in an Urban Landfill: A Sicilian Case Study




Abstract
:1. Introduction
2. Framework of the Study Area
3. Description of the Hypothesized Designed Solutions
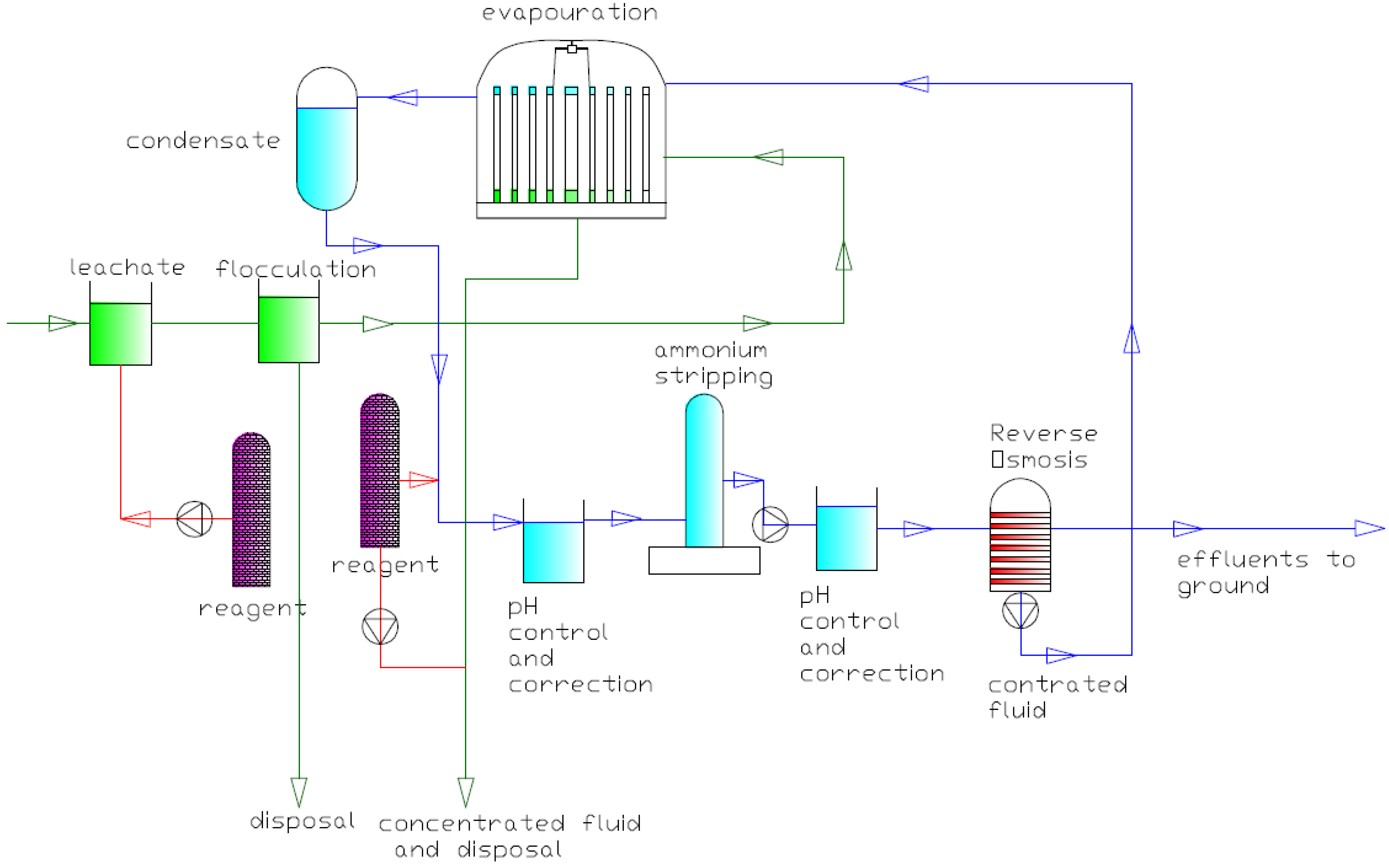
- Scenario 1: leachate evaporation is provided by a two stage evaporative process, performed in two different chambers. In the first chamber the leachate, warmed up to an initial temperature of 70 °C, starts evaporating at the absolute pressure of 27.08 kPa. The steam generated in the first chamber is condensed in the evaporator of the second chamber which operates at 50 °C temperature and 12.5 kPa pressure. The distillate coming from the evaporative unit is treated by reverse osmosis.
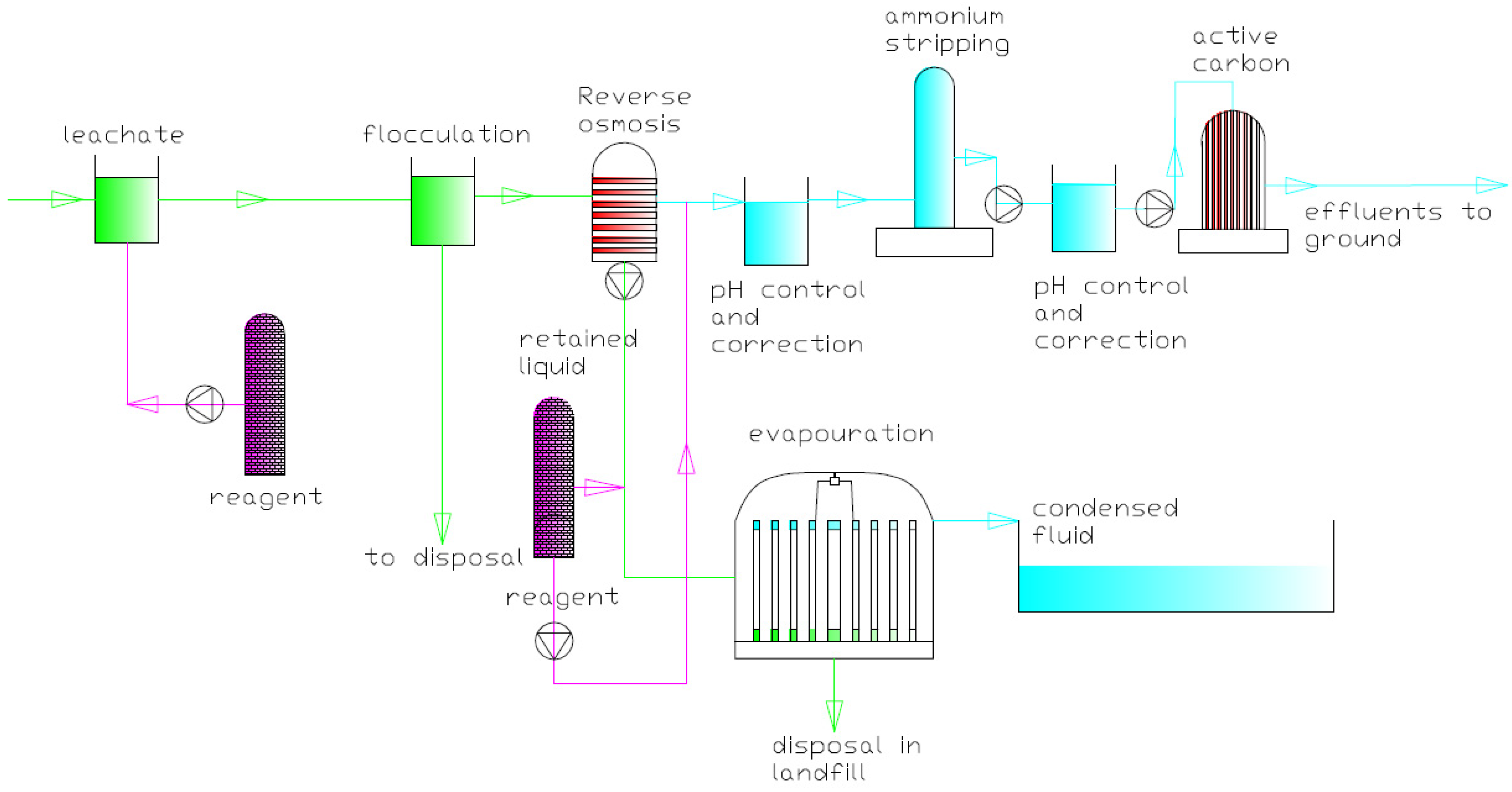
- Scenario 2: leachate is sent to a reverse osmosis plant, after a flocculation treatment. The retained phase of the osmosis membrane is sent to an evaporation unit where it is evaporated at controlled pressure and at 65 °C temperature. The distillate of the evaporation unit, cooled down to 25 °C, will be used for the counter-wash of osmotic membranes.
- pH, 7.5–8;
- Total suspended solids, 2000–3000 mg/L;
- BOD5, 4000 mg/L;
- COD, 10,000 mg/L;
- Chlorides (Cl), 4000 mg/L;
- Ammonia Nitrogen (NH4+), 2500 mg/L;
- Phenols, 0.27 mg/L;
- Fe, 45.2 mg/L;
- Mn, 3.8 mg/L;
- Cu, 0.25 mg/L;
- Zn, 0.68 mg/L;
- Pb, 0.45 mg/L;
- Cd, 0.98 mg/L;
- Cr, 0.65 mg/L;
- Ni, 0.78 mg/L.
- a unit for storage and correction of pH;
- a flocculation unit;
- six double-effect vacuum evaporators with forced circulation with a potential capacity of 50 m3/day;
- a condensing unit equipped with an air condenser;
- a pH adjustment unit;
- a stripping unit for the absorption of ammonia from the condensate, with air-closed circuit, i.e., without emission in the atmosphere;
- a pH adjustment unit;
- a reverse osmosis section with potential treatment capacity of 220 m3/day;
- reagent storage, concentrated residue, process water.


- 250 m3/day of leachate to treat;
- 237 m3/day of treated effluent;
- 13 m3/day of concentrate.
- Inlet flow, about 220 m3/day;
- Outlet flow 154 m3/day (70% of the inlet flow);
- Concentrate 66 m3/day (30% of the inlet flow).
- a storage and pH adjustment unit;
- a flocculation unit used for separation of metals;
- a 250 m3/day reverse osmosis unit;
- a unit for pH adjustments;
- a stripping unit for ammonia absorption, equipped with a closed air circuit to avoid any emissions to the atmosphere;
- a unit for pH adjustments;
- an activated carbon adsorption unit;
- three 50 m3/day mono-effect evaporators with forced circulation;
- an air condenser unit for cooling down the condensate;
- a condensate collection unit used for backwashing of the membranes.

- 250 m3/day of leachate to treat;
- 150 m3/day of treated effluent;
- 100 m3/day of concentrate.

- retained fluid 100 m3/day;
- 75 m3/day of distillate;
- 25 m3/day of concentrate.
4. Economic Analysis

{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Disposed product | Current scenario |
|---|---|
| Production (peak) | 250,000 liters/day |
| Current cost for disposal | 0.06 €/liter |
| Average annual cost for disposal(for a quantity of 75.000 m3/year ) | 4,500,000 € |
| Type of costs | Scenario 1 |
|---|---|
| Cost of the investment | 3,500,000 € |
| Depreciation | 350,000 € |
| Hourly consumption of the evaporator kW + dry cooler | 75 kWh |
| Hourly cost per kW | 0.08 €/kWh |
| Energetic cost per hour | 30 €/h |
| Osmosis plant power | 27 kW |
| Hourly cost per kW | 0.08 €/kWh |
| Energetic cost per hour | 2.16 €/h |
| Total Energetic cost per hour | 32.16 €/h |
| Concentrate disposal cost | 234,000 €/year |
| Maintenance cost + chemicals | 130,000 €/ year |
| Total annual cost of the treatment | 2,555,472 €/ year |
| Annual savings | 1,944,528 €/ year |
| Type of costs | Scenario 1 |
|---|---|
| Cost of the investment | 3,000,000 € |
| Depreciation | 300,000 € |
| Hourly consumption of the evaporator kW | 75 kWh |
| Hourly cost per kW | 0.08 €/kWh |
| Energetic cost per hour | 18 €/h |
| Osmosis plant power | 180 kW |
| Hourly cost per kW | 0.08 €/kWh |
| Energetic cost per hour | 14.4 €/h |
| Total Energetic cost per hour | 32.4 €/h |
| Maintenance cost + chemicals | 70,000 €/ year |
| Concentrate disposal cost | 450,000 €/year |
| Total annual cost of the treatment | 1,773,280 €/ year |
| Annual savings | 2,726,720 €/year |
| Specific costs (€/m3) | Current Situation (€/m3) | Scenario 1 (€/m3) | Scenario 2 (€/m3) |
|---|---|---|---|
| Depreciation | - | 4.67 | 4 |
| Total energetic costs | - | 3.09 | 3.11 |
| Maintenance cost + chemicals | - | 1.73 | 0.93 |
| Cost of the concentrate disposal | - | 3.12 | 6 |
| Cost of thermal energy | - | 15 | 10 |
| Total cost of the treatment | 60 | 34.07 | 23.64 |
| Savings | - | 25.93 | 36.36 |
5. Conclusions
Acknowledgments
References
- Messineo, A.; Panno, D. Municipal waste management in Sicily: Practices and challenges. Waste Manag. 2008, 28, 1201–1208. [Google Scholar] [CrossRef] [PubMed]
- Kinnaman, T.C. The economics of municipal solid waste management. Waste Manag. 2009, 29, 2615–2617. [Google Scholar] [CrossRef] [PubMed]
- Antizar-Ladislao, B.; Turrion-Gomez, J.L. Decentralized energy from waste systems. Energies 2010, 3, 194–205. [Google Scholar] [CrossRef]
- Messineo, A.; Marchese, F. Performance evaluation of hybrid RO/MEE systems powered by a WTE plant. Desalination 2008, 229, 82–93. [Google Scholar] [CrossRef]
- Butterworth, W.R. The technology of waste, biofuels and global warming in viable closed loop, sustainable operations. Energies 2009, 2, 1192–1200. [Google Scholar] [CrossRef]
- Asdrubali, F.; Cotana, F.; Messineo, A. On the evaluation of solar greenhouses efficiency in building simulation during the heating period. Energies 2012, 5, 1864–1880. [Google Scholar] [CrossRef]
- Goh, Y.R.; Zakaria, R.; Yang, Y.B.; Nasserzadeh, V.; Swithenbank, J. Reduction of NOx during incineration of municipal solid waste by a fundamental combustion technique. J. Inst. Energy 2003, 76, 72–79. [Google Scholar]
- Marvuglia, A.; Messineo, A. Monitoring of wind farms’ power curves using machine learning techniques. Appl. Energy 2012, 98, 574–583. [Google Scholar] [CrossRef]
- Yang, Y.B.; Goh, Y.R.; Zakaria, R.; Nasserzadeh, V.; Swithenbank, J. Mathematical modelling of MSW incineration on a travelling bed. Waste Manag. 2002, 22, 369–380. [Google Scholar] [CrossRef] [PubMed]
- Rapporto Rifiuti Urbani; Istituto Superiore per la Protezione e la Ricerca Ambientale (ISPRA): Rome, Italy, 2010; ISBN 978-88-448-0430-5.
- Sicilian Environmental Protection Agency (ARPA). Available online: http://www.arpa.sicilia.it (accessed on 2 July 2012).
- Ozcan, K.; Balkaya, N.; Bilgili, E.; Demir, G.; Ucan, N.; Bayat, C. Modeling of methane distribution in a landfill using genetic algorithms. Environ. Eng. Sci. 2009, 26, 441–449. [Google Scholar] [CrossRef]
- Molins, S.; Maayer, K.U.; Scheutz, C.; Kjeldsen, P. Transport and reaction process affecting the attenuation of landfill gas in cover soils. J. Environ. Qual. 2008, 37, 459–468. [Google Scholar] [CrossRef] [PubMed]
- Yu, L.; Batlle, F.; Carrera, J.; Lloret, A. Gas flow to a vertical gas extraction well in deformable MSW landfills. J. Hazard. Mater. 2009, 168, 1404–1416. [Google Scholar] [CrossRef] [PubMed]
- Renou, S.; Givaudan, J.G.; Poulain, S.; Dirassouyan, F.; Moulin, P. Landfill leachate treatment: Review and opportunity. J. Hazard. Mater. 2008, 150, 468–493. [Google Scholar] [CrossRef] [PubMed]
- Decreto Legislativo 13 gennaio 2003, n. 36. Attuazione della direttiva 1999/31/CE relativa alle discariche di rifiuti. (GU n. 59 del 12.03.2003—Suppl. Ordinario n. 40). Available online: http://www.camera.it/parlam/leggi/deleghe/03036dl.htm (accessed on 26 September 2012).
- Decreto Legislativo 3 aprile 2006, n. 152. Norme in materia ambientale. (GU n. 88 del 14.04.2006—Suppl. Ordinario n. 96). Available online: http://www.camera.it/parlam/leggi/deleghe/06152dl.htm (accessed on 26 September 2012).
- Panno, D.; Messineo, A.; Dispenza, A. Cogeneration plant in a pasta factory, energy saving and environmental benefit. Energy 2007, 32, 746–754. [Google Scholar] [CrossRef]
- Messineo, A.; Volpe, R.; Marvuglia, A. Ligno-cellulosic biomass exploitation for power generation: A case study in Sicily. Energy 2012, 45, 613–625. [Google Scholar] [CrossRef]
- Messineo, A.; Volpe, R.; Asdrubali, F. Evaluation of net energy obtainable from combustion of stabilised olive mill by-products. Energies 2012, 5, 1384–1397. [Google Scholar] [CrossRef]
- Wiszniowski, J.; Robert, D.; Surmacz-Gorska, J.; Miksch, K.; Weber, J.V. Landfill leachate treatment methods: A review. Environ. Chem. Lett. 2006, 4, 51–61. [Google Scholar] [CrossRef]
- De Marchis, M.; Napoli, E.; Armenio, V. Turbulence structures over irregular rough surfaces. J. Turbul. 2010, 11, 1–32. [Google Scholar] [CrossRef]
- Jenkins, B.M.; Mannapperuma, J.D.; Bakker, R.R. Biomass leachate treatment by reverse osmosis. Fuel Process. Technol. 2003, 81, 223–246. [Google Scholar] [CrossRef]
- Regulatory Authority for Electricity and Gas (AEEG). Available online: http://www.autorita.energia.it (accessed on 10 July 2012).
© 2012 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution license (http://creativecommons.org/licenses/by/3.0/).
Share and Cite
Messineo, A.; Freni, G.; Volpe, R. Collection of Thermal Energy Available from a Biogas Plant for Leachate Treatment in an Urban Landfill: A Sicilian Case Study. Energies 2012, 5, 3753-3767. https://doi.org/10.3390/en5103753
Messineo A, Freni G, Volpe R. Collection of Thermal Energy Available from a Biogas Plant for Leachate Treatment in an Urban Landfill: A Sicilian Case Study. Energies. 2012; 5(10):3753-3767. https://doi.org/10.3390/en5103753
Chicago/Turabian StyleMessineo, Antonio, Gabriele Freni, and Roberto Volpe. 2012. "Collection of Thermal Energy Available from a Biogas Plant for Leachate Treatment in an Urban Landfill: A Sicilian Case Study" Energies 5, no. 10: 3753-3767. https://doi.org/10.3390/en5103753
APA StyleMessineo, A., Freni, G., & Volpe, R. (2012). Collection of Thermal Energy Available from a Biogas Plant for Leachate Treatment in an Urban Landfill: A Sicilian Case Study. Energies, 5(10), 3753-3767. https://doi.org/10.3390/en5103753