Wood residues are considered attractive for being cheap and suitable as feedstock. Direct combustion is the traditional way of processing them in pulp mills. Alternative processes can be divided into physical, thermo-chemical and biochemical processes,
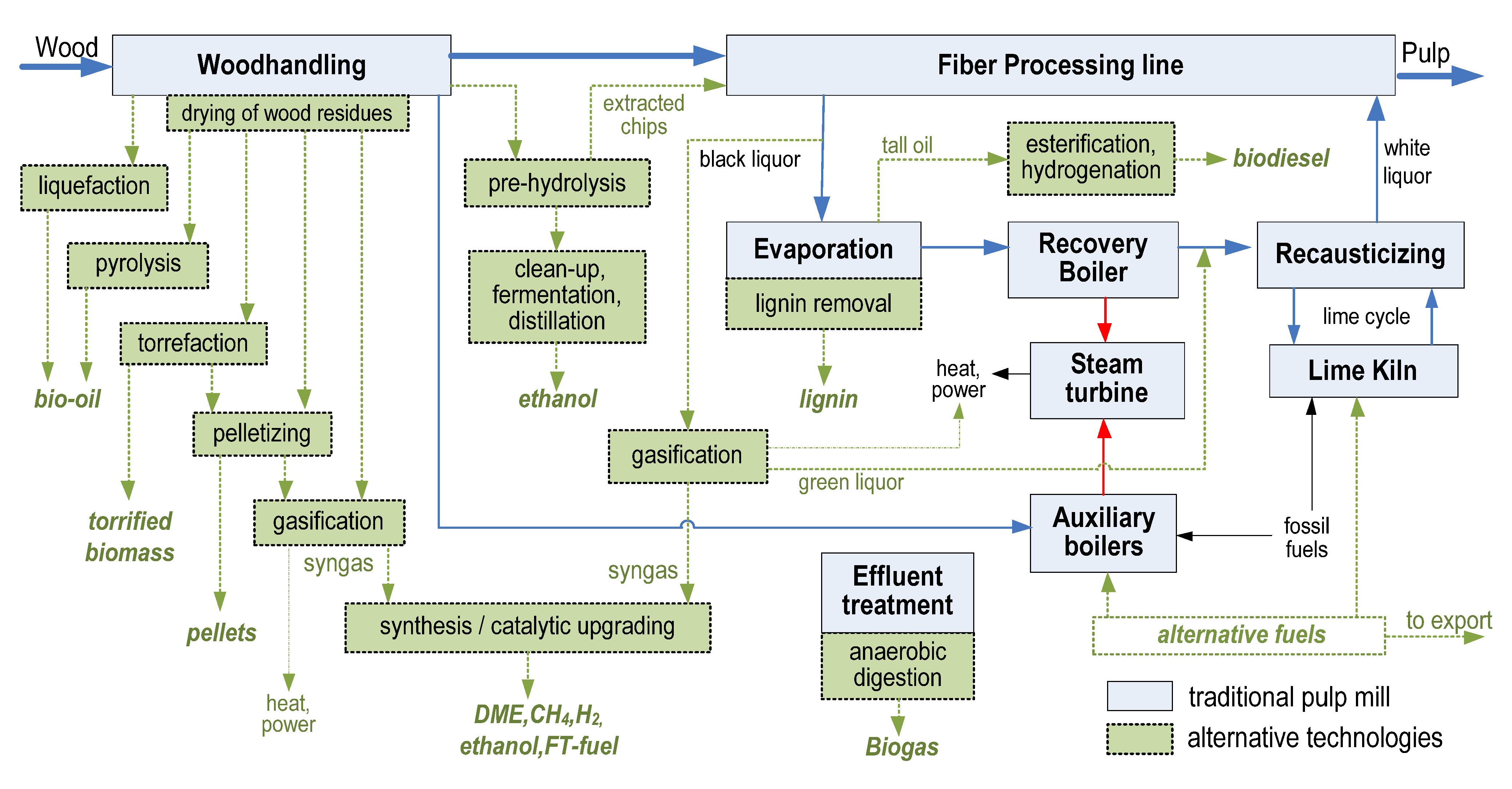
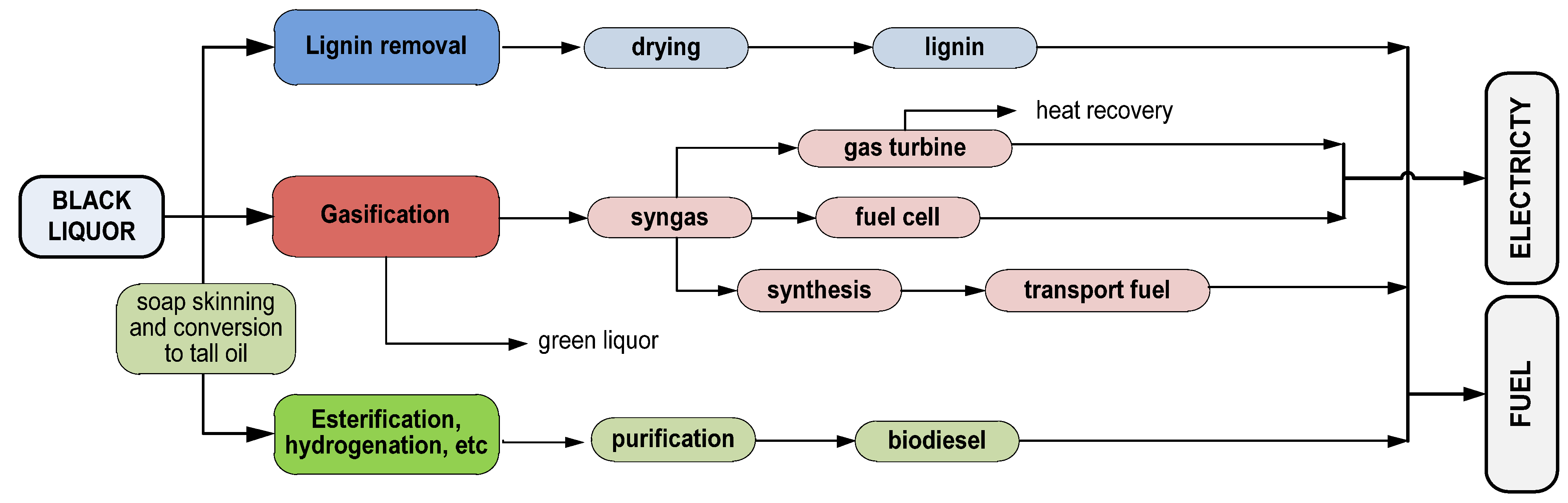
Figure 3. If economically feasible, not only can generated wood waste be used as raw material but additional wood and bark brought from the forest can also be processed. One drawback is the high water content of biomass, which can range from 35% to 60% [
18]. The value depends on the weather conditions and storage period after cutting the tree. For the optimum use in the pelletizing, torrefaction, gasification or pyrolysis processes, the moisture content has to be reduced to 10%–15%, which is typically not required with direct combustion in efficient boilers. A drying pre-stage is then needed to fulfill the requirements. For such achievement, drying technologies using waste heat are available as reported by Johansson
et al. [
19]. Some dryers allow the use of, for example, hot water at 65–90 °C as a heat source.
Figure 3.
Alternative technologies for biomass conversion to biofuels.
4.1.1. Pelletizing of Wood Residues
The pelletizing process is not necessarily only a physical process. There is usually the drying stage of biomass, which is a separate process that involves heat and mass transfer. However, almost no conversion of biomass occurs either by thermo-chemical or biochemical processes. In this article, the classification of a physical process is considered as being the occurrence of a significant change in biomass bulk density [
20]. The bulk density of sawdust, for example, can be increased from 150 kg/m
3 to 600 kg/m
3 by pelletizing [
18]. Advantages of this include improved handling, reduced transport costs and ability for stable storing. The pellets can be used as an environmentally friendly substitute to fossil fuels such as coal and petroleum products. End users also include the residential market and commercial power generation facilities, especially in central Europe.
Most pellets sold today are produced from sawmill by-products. They can also be produced from torrefied biomass, bark and residues streams such as tree tops and branches. A large part of the production cost of pellets is connected to the drying process. Anderson
et al. [
21] presented and evaluated different energy efficient options for integrating drying and pelletizing with a modern energy efficient pulp mill process. The results of the study indicated that the most attractive integrated drying technology option is the flue gas dryer, using flue gases from the black liquor recovery boiler. Because modern recovery boilers typically operate with high efficiency using the flue gas to produce hot pressurized water, the modern biomass dryers can use low pressure steam or other sources of waste heat.
4.1.2. Torrefaction
The objective of torrefaction is to create a solid biofuel with high energy density. The process occurs between 220 and 300 °C in the absence of oxygen, although some authors recommend not exceeding the limit of 280 °C to retain reasonable energy efficiency [
22]. Under these conditions the moisture is removed and hemicellulose degraded, causing the release of acetic acid, fractions of phenol and other compounds of low heating value [
23]. Lignin also suffers a slight polymerization. The resulting material is more brittle and has intermediate characteristics between coal and biomass.
The process causes a reduction in the energy content of the biomass because of partial devolatilization, but given the much higher reduction in mass, the energy density of the biomass increases. The average is a loss of 10% to 17% energy for 30% to 38% of original mass. A good review on biomass upgrading by torrefaction was recently published by van der Stelt
et al. [
24]. They emphasize that different reaction conditions (temperature, inert gas, reaction time) and wood type lead to different solid, liquid and gaseous products. As temperature and time increase, for example, the solid yield decreases and heating value (kJ/kg) increases.Another feature of torrefaction is that it reduces the hydroscopic property of biomass. As a consequence, torrefied product absorbs less moisture when stored. The fuel quality makes torrefied biomass very attractive for combustion and gasification applications in general [
25,
26]. Prins
et al. [
25] show that the thermodynamic losses are reduced if the biomass is torrefied prior to gasification.
There are different types of reactors that could be applied for the torrefaction process: rotary drum, screw conveyor, compact moving bed, microwave or belt conveyor. Although the heat integration for torrefaction can be designed in different ways, the developers typically apply the same basic concept in which the torrefaction gases are combusted in an afterburner [
27]. The flue gas then provides, directly or indirectly, the heat necessary for the drying and torrefaction processes.
According to
Table 3, one eucalyptus pulp mill producing 1.5M Adt/a of bleached pulp, for example, could generate approximately 390,000 t/a of dry wood waste that could be possibly torrefied. The biomass could be then converted to pellets for export. Determining the appropriate design for the heat integration in the mill is very important.
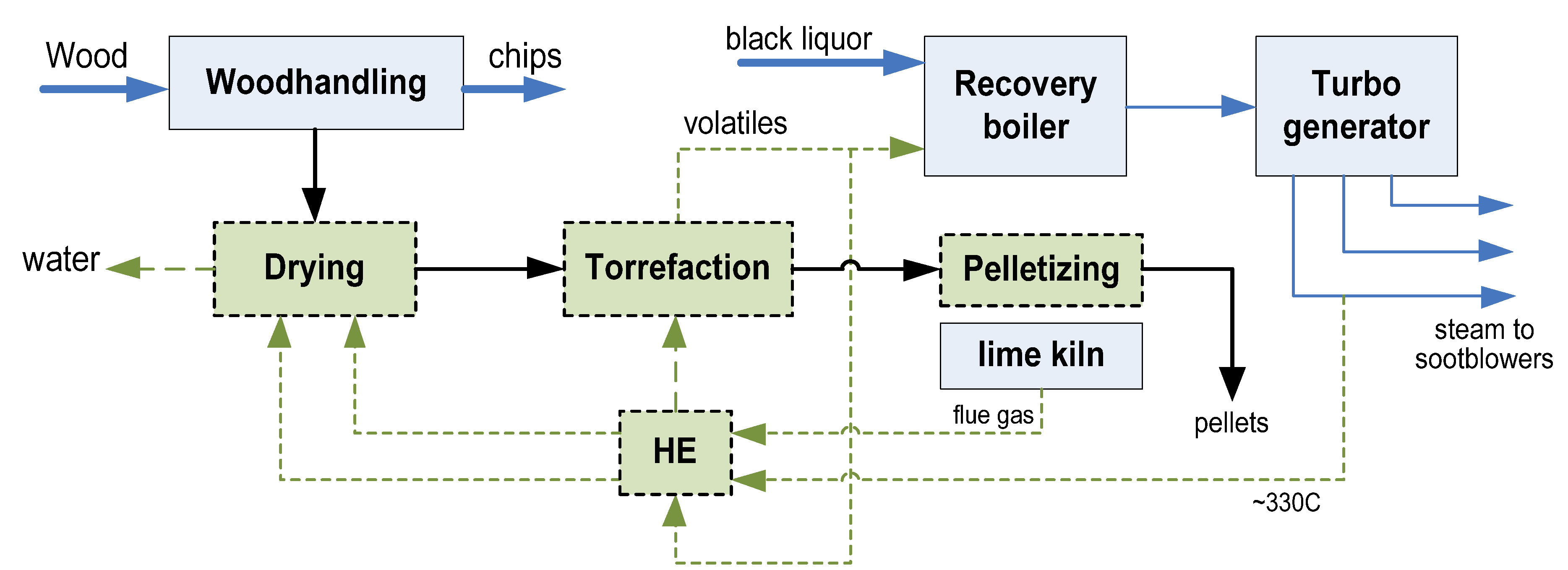
Figure 4 suggests the direct heating of the biomass by using reheated volatiles gases. One disadvantage is that the concentration of organic acids and cyclic organic components will increase during the torrefaction process [
27]. In addition, the energy content of the gases has to be sufficient to thermally balance the torrefaction process. Two options could be the use of flue gas from lime kiln or medium pressure steam. The optimized product and process can also depend on the customer requirements.
Figure 4.
Optional process for integrated torrefaction in a pulp mill.
Figure 4.
Optional process for integrated torrefaction in a pulp mill.
4.1.3. Pyrolysis
Pyrolysis is a thermal decomposition that takes place in the absence of oxygen, except in the case where partial combustion is allowed to provide thermal energy needed for this process. Large hydrocarbon molecules of biomass are broken down into smaller molecules. The pyrolysis can be broadly classified into slow and fast depending on the heating rate [
28]. By also varying the residence time in the reaction zone and the final temperature, it is possible to change the relative yields of the solid, liquid and gaseous products of pyrolysis,
Table 4.
Table 4.
Examples of variation in the product yield of pyrolysis [
29].
Table 4.
Examples of variation in the product yield of pyrolysis [29].
| Process | Temperature (°C) | Residence Time | Product Yield (wt %, solid, liquid, gas) |
|---|
| Slow pyrolysis | 316 | 200 s | 32–38, 28–32, 25–29 |
| 510 | 30 s | 22–28, 23–29, 40–48 |
| Fast pyrolysis | 343 | 5 s | 29–34, 46–53, 11–15 |
| 510 | 1 s | 9–13, 64–71, 17–24 |
| Mild pyrolysis (Torrefaction) | 243 | 1800 s | 85–91, 7–12, 2–5 |
| Carbonation | 357 | days | mostly charcoal |
| Gasification | 677 | 1800 s | 7–11, 4–7, 82–89 |
The liquid fraction is known as bio-oil or pyrolysis oil. Maximizing its production is an attractive way of converting biomass into liquid, which can be done through fast pyrolysis,
Table 4. The heating value of crude bio-oil is in the range of 16 and 19 MJ/kg [
30] and the operation at atmospheric pressure can lead to bio-oil yields higher than 70 wt %. It is important to point out however that a reasonable fraction (15–30 wt %) of the crude bio-oil consists of water from both the original moisture and reaction product. In addition, the biomass composition has a great influence on the preferred feedstock, since each lignocellulosic component decomposes with different kinetics. Moreover, pyrolysis reactions are catalyzed by alkali metal salts present in the biomass, which can result in a decrease in the bio-oil yield. Currently there are several types of pyrolysis reactors that could be used: bubbling or circulating fluidized bed, fixing or moving bed, ultra-rapid, rotating cone or ablative. Each of these categories includes different proprietary technologies. According to Basu [
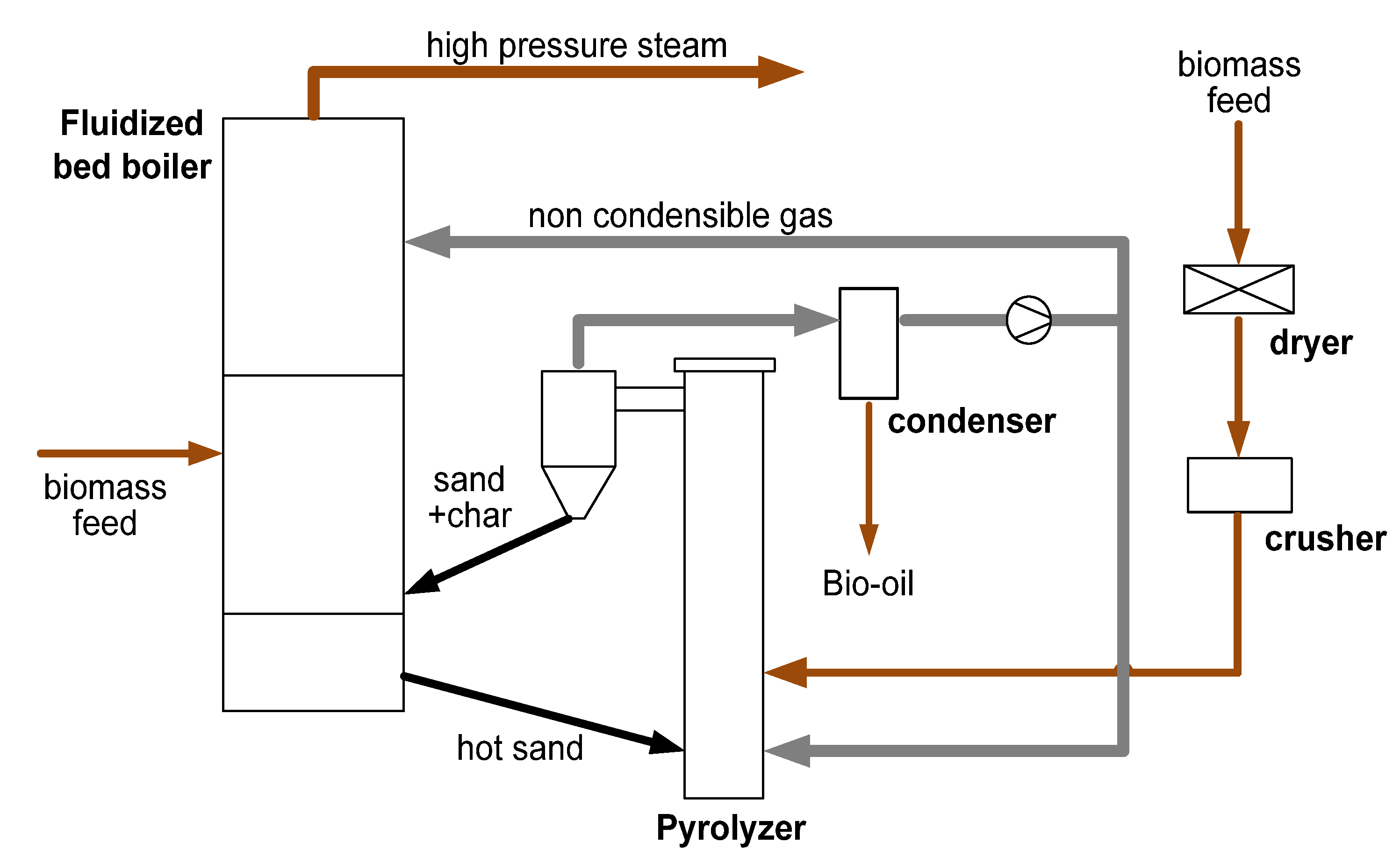
28], in most cases it is necessary to burn the solid and gas fractions generated during the pyrolysis to provide the heat required for the process. One example is the integrated combustion and pyrolysis process [
31], where the unit utilizes the hot sand of the fluidized bed boiler as a heat source,
Figure 5. The technology can be possibly implemented in existing pulp mills that already incinerate the wood residues in fluidized bed boilers.
Figure 5.
Example of integrated combustion and pyrolysis.
Figure 5.
Example of integrated combustion and pyrolysis.
Another example of commercial technology for fast pyrolysis is the Rapid Thermal Processing (RTP
TM) by Evergent [
32]. It is a fast thermal process in which biomass is rapidly heated to approximately 500 °C in the absence of oxygen. A circulating transported fluidized bed reactor system is at the heart of the process. Contact with hot sand vaporizes the biomass, which is then rapidly quenched, typically yielding 55 wt % to 80 wt % of bio-oil depending on the process conditions and wood species,
Table 5.
Table 5.
Examples of bio-oil yields [
33].
Table 5.
Examples of bio-oil yields [33].
| Species | Bio-oil yield % | Gross calorific value MJ/kg |
|---|
| Hardwood | 70–75 | 17.2–19.1 |
| Softwood | 70–80 | 17.0–18.6 |
| Hardwood bark | 60–65 | 16.7–20.2 |
| Softwood bark | 55–65 | 16.7–19.8 |
The phase-separation and polymerization of the liquids, as well as the corrosion trends in containers make storage of these liquids challenging [
34]. Aging, which leads to an increase in viscosity with time, can be reduced or controlled by the addition of alcohols such as ethanol or methanol [
35]. The bio-oil can be used for electricity generation in stationary diesel engines, boilers or turbines [
30]. One alternative for pulp mills is to consume the oil produced in the lime kilns to reduce the fossil fuel consumption. For this purpose, some improvements are still required. Due to the higher density and lower heating value of bio-oil compared to light fuel oil, the fuel feeding system should be re-designed. The adaptation of equipment material is also important to avoid high levels of erosion/corrosion, which can be attributed to the bio-oil acidity and the presence of alkali and ash. Treatment includes filtration of bio-oil and upgrading through emulsification [
36].
Another interesting and promising option is the upgrading of bio-oil to conventional transport fuel such as diesel, gasoline, kerosene, methane, jet fuels or LPG. This however requires full deoxygenation that can be accomplished, for example, by hydrotreating or integrated catalytic pyrolysis, followed by conventional refining. One implication of hydro-treatment is that the process requires high-pressure hydrogen, which is still not economically attractive. Regarding the integration of catalysis and pyrolysis, Bridgwater [
35] suggests that sophisticated catalytic systems are needed, since the process requires operation at a single temperature and sufficiently robust catalyst to withstand the temperature and mechanical environment. The upgrading of bio-oil therefore has been constantly improved to become more competitive.
4.1.4. Biomass Gasification
The gasification involves conversion of carbonaceous materials, such as biomass, into useful gases and chemicals. It requires a medium for reaction and an operation temperature of 600 to 1300 °C. The resulting gas mixture is called syngas (synthetic gas). The gasification medium can be supercritical water or gaseous (air, steam, O
2) and has a great influence on the syngas composition and heating value. The advantage of gasification is that the burning of the syngas is more efficient than the direct combustion of the fuel. It also gives more flexibility to the process. It can be burned directly in gas engines or used to produce, for example, hydrogen or DME [
37,
38]. Via the Fisher-Tropsch process, the syngas can be converted into fuel such as diesel and gasoline. Based on the gas-solid contacting mode, gasifiers are classified into three principal types: fixed or moving bed; fluidized bed and entrained flow. Each is further subdivided into specific types.
A gasification system consists of four main stages: feeding, gasifier reactor, gas cleaning, and utilization of combustible gas. These stages are in continuous development and differ according to their application. The cleaning is the most crucial challenge in the development of advanced gasification based processes. There are always high amounts of impurities in the syngas such as particulates, heavy metals, tars and nitrogen compounds. The tar is an unavoidable by-product that condenses in the low temperature zones of the pyrolysis or gasification reactors. Two consequences include plugging of equipment downstream and formation of tar aerosols [
27]. The situation has improved but tar removal remains an important part of the development of biomass gasifiers.
There are three main types of commercially used biomass gasifiers [
28]: fixed bed (especially for small scales); bubbling fluidized bed (BFB) and circulating fluidized bed (CFB). The latter is suitable for biomass gasification in scale over 60 MW [
39]. Typically it comprises of a riser, a cyclone, and a solid recycle device. When entering the riser, which serves as a reactor, the biofuel particles start to dry in the hot gas flows at temperatures of 850–950 °C. The release of combustible gas occurs after the remaining particles, which contain fixed carbon, are slowly gasified. The syngas contains all the formed volatiles. The gas passes by the cyclone to separate the solid particles from syngas. These particles are continuously returned to the riser’s bottom. The recycle rate of the solids and the fluidization velocity are high enough to maintain the riser in a special fluidization condition. Typically, the syngas has heating values of about 5.0–6.0 MJ/Nm
3 on dry basis using air as the oxidant. If oxygen is used as an oxidant, the syngas has heating values can reach 13.0–14.0 MJ/Nm
3 on a dry basis [
40].
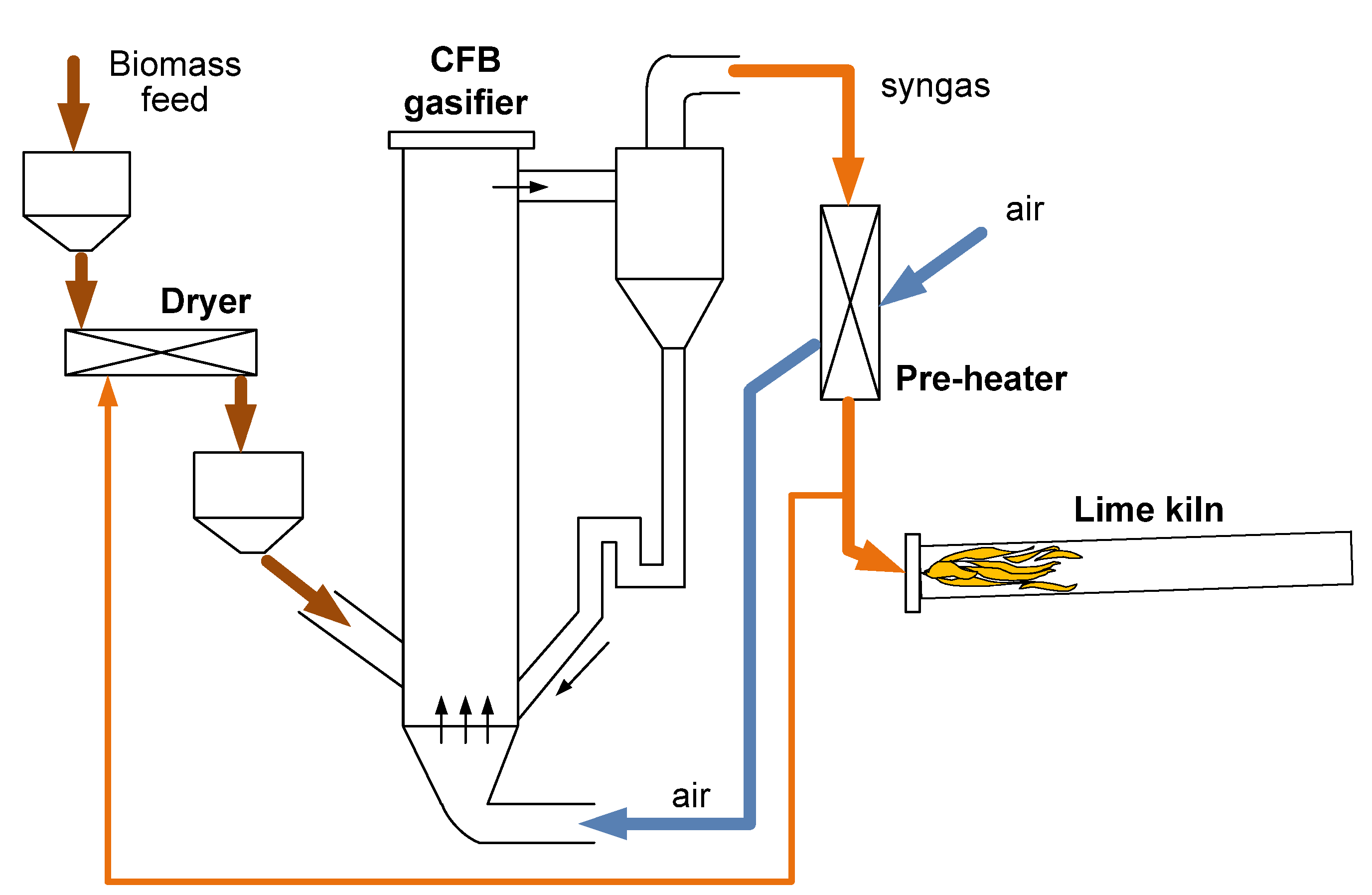
Fixed bed and circulating fluidized bed gasifier technology has been applied in pulp and paper industry producing lime kiln fuel from biomass. Most practical experience exists from using circulating fluidized bed gasification [
39]. In the eighties during the oil crises, circulating fluidized bed gasifiers were installed to produce fuel for lime kilns. The first commercial Foster Wheeler CFB gasifier (Former Ahlstrom Pyroflow CFB gasifiers) was supplied in 1983 to replace fuel oil in the lime kiln at Wisaforest mill in Finland, utilizing part of the generated gas for biomass drying [
41].
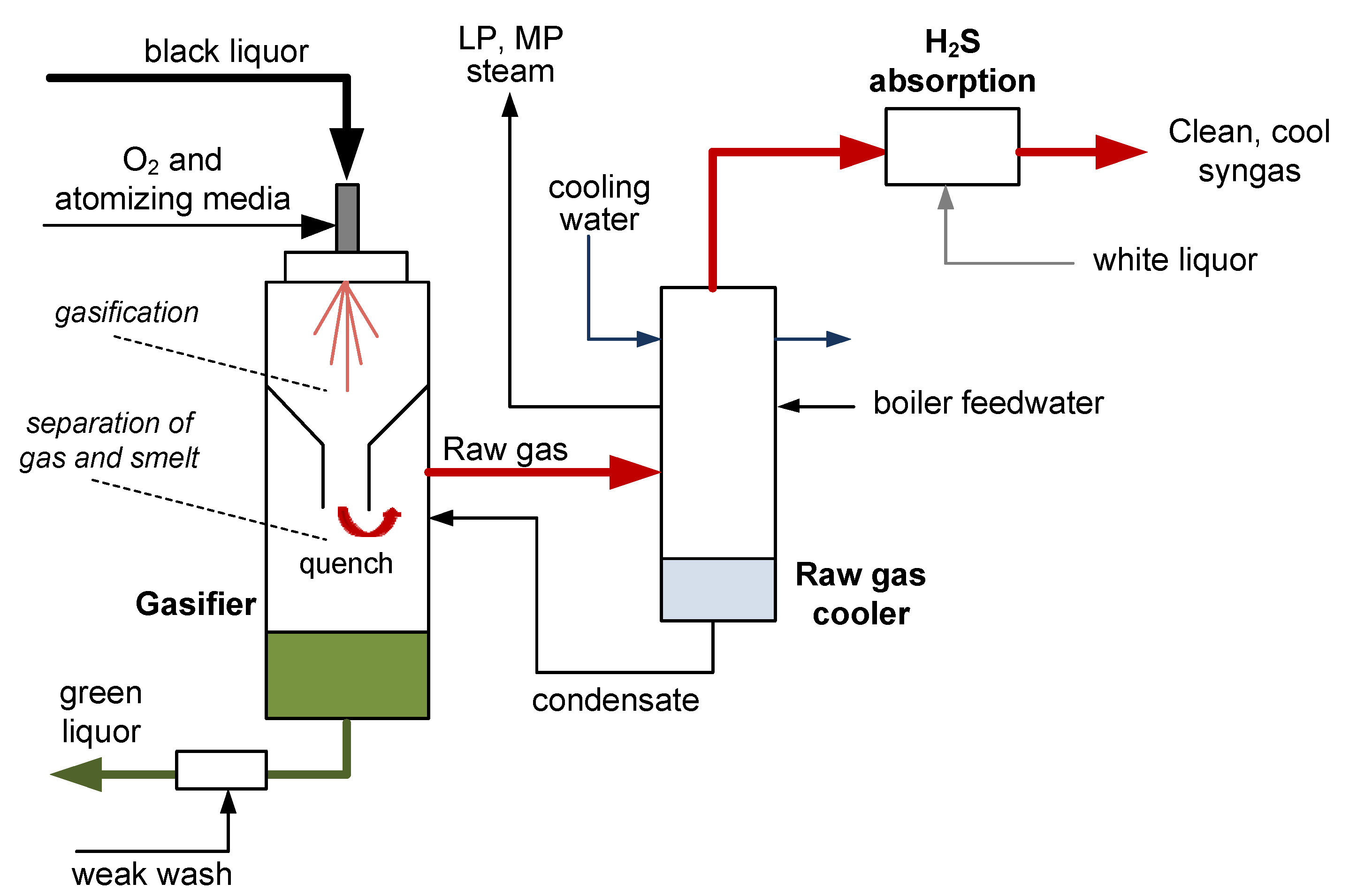
Figure 6 shows an overview of the use of syngas in lime kilns.
Figure 6.
Example of syngas as lime kiln fuel.
Figure 6.
Example of syngas as lime kiln fuel.
Since then, similar plants have been installed also in Sweden and Portugal. A biomass gasifier by Metso (former Götaverken) has been in function since 1987 in Södra Cell Värö pulp mill in Sweden [
42]. In a more recent case, a Finnish pulp mill in Joutseno plans to replace 100% of the natural gas in the lime kiln by implementing a gasification unit supplied by Carbona/Andritz [
43]. The wood residues are dried before gasification using waste heat available from mill. According to the project concept, the lime quality and burning efficiency will not be harmfully affected.
Two case studies involving biomass gasification integrated in the Billerud Karlsborg mill, Sweden, are analyzed by Wetterlund
et al. [
44]: BIGDME (Biomass Integrated Gasification Dimethyl Ether production) and BIGCC (Biomass Integrated Gasification Combined Cycle). They used some scenarios for 2030, with different prices of fossil fuels and different levels of CO
2 in the atmosphere. The annual cost of energy was then calculated for each concept and scenario. The results show that gasification of biomass for the production of electricity is more economically viable than the production of biofuels. It is important to point out that the conditions can differ from country to country due to differences in renewable energy policies or electricity market infrastructure. Currently there are, for example, large pulp mills being built in remote areas of Brazil. Selling substantial amount of electricity is sometimes not a good option since the connection to the local grid is limited. Guidelines could be then designed to stimulate the production and consumption of alternative biofuels.
4.1.5. Direct Liquefaction
Applications of direct liquefaction of biomass are cited by Behrendt
et al. [
45]. One interesting example is the hydrothermal liquefaction (HTL), where water is an important reactant and catalyst, and thus the biomass can be directly converted without an energy consuming drying step [
46]. In one application of this process, biomass is converted into an oily liquid by contacting water at elevated temperatures (300–350 °C) with high pressure (12–18 MPa) for a period between 5 and 20 min. The product yield (mass percentage of dry input material), is about 45% bio-oil, 25% gas (mostly CO
2), 20% water, and 10% dissolved organic materials [
45]. The bio-oil yield and quality however depend on the biomass specie and on many process conditions such as final liquefaction temperature, residence time, rate of biomass heating, size of particles and type of solvent media [
47]. Cheng
et al. [
48] for example showed that white pine sawdust can be effectively liquefied using co-solvent of 50 wt % aqueous alcohol (methanol or ethanol) at 300 °C for 15 min, which led to a bio-oil yield of 66 wt %.
In general the high heating values in these HTL oils are in the range of 30 and 37 MJ/kg [
46]. The oil however still contains high percentage of oxygen, making it more polar than crude oil. This causes some disadvantages such as relatively high water content, corrosive properties or thermal instability. The quality of the oil can be improved by subsequent hydro-treatment, which will increase productions costs. Although the HTL process is still under development, it has attracted increasing interest in processing biomass streams containing high water content.
4.1.6. Bioethanol from Hemicellulose
The production of ethanol from corn or sugarcane is relatively straightforward. They concentrate natural sugars that are easily fermented. However, production of ethanol from lignocellulosic biomass presents considerable challenges. Cellulose and hemicellulose have long-chain molecules made up of linked glucose sugar. They need a treatment step called hydrolysis to break up the larger chain of sugars into mono sugars. Yeasts and bacteria can then process these to produce ethanol. In pulp mills, hemicellulose can be extracted prior to pulping via hydrolysis and used for producing bioethanol,
Figure 7.
Figure 7.
Overview of hemicellulose recovery and bioethanol production.
Figure 7.
Overview of hemicellulose recovery and bioethanol production.
Different methods have been proposed for the aqueous phase extraction of hemicelluloses in combination with pulp production. In acidic pre-hydrolysis processes, hemicelluloses are hydrolyzed to oligomeric and monomeric sugars and dissolved in the hydrolyzate either in a dilute solution of a mineral acid, which acts as a catalyst of hydrolysis [
49,
50,
51], or auto catalytically (auto-hydrolysis, AH or hydrothermal). In both processes, the hydrolysis is catalyzed by hydronium ions (H
3O
+). In auto-hydrolysis, the acidic conditions are created through the cleavage of acetyl groups from xylan backbone and consequent release of acetic acid in hot water at a temperature of 130–175 °C [
50,
51,
52,
53,
54,
55,
56]. In alkaline conditions, hemicellulose extraction has been carried out with green liquor in a so-called near-neutral process [
57], with strong alkaline solutions at low temperatures [
12], or with white liquor [
58].
Table 6 shows experimental results from different pre-hydrolysis conditions with subsequent pulping of hydrolyzed chips. It can be observed that the auto-hydrolysis (AH) has been frequently tested. This process was already studied in the 50’s [
59], but with more emphasis on the pulp quality improvement. Currently, the process is being considered as an alternative for pulp mills that pursue a more thorough valorization of lignocellulosic components. The use of hot water can be favorable for many reasons: the PHL contains a reasonable amount of hemicellulose dissolved; the core fraction (cellulose) can be only slightly degraded; expenses with extra chemicals can be reduced; the use of water as aqueous phase is less harmful to the environment. In spite of these advantages, impacts on the mill operation are expected and have to be investigated. These include impacts on the equipment utilization capacity [
49,
56] or the treatment of hydrolysis water to avoid the input of non-process elements such as potassium and chlorine.
Table 6.
Impacts of different methods of pre-hydrolysis on the experimental cooking process.
Table 6.
Impacts of different methods of pre-hydrolysis on the experimental cooking process.
| Wood | Pre-hydrolysis conditions time, T, L:W, washing? | Extraction yield % | Pulping MaxT, sulfidity, EA 4, L:W | Overall pulping yield without (with) extraction, % | Extracted matter analysis wt % or g/L |
|---|
| E. globules [51] | AH (hot water) 3 h, 150 °C, 4:1, yes | 12.5 | 160 °C, 28%, 17.4%, 4:1 | 54.7 (45.1) | 1–4 g/L, as ethanol conc. |
| Acid (0.4 H2SO4) 2 2 h, 140 °C, 4:1, yes | 13.1 | 160 °C, 28%, 17.4%, 4:1 | 54.7 (39.7) | 6.8–9.6 g/L, as ethanol conc. |
| E. urograndis [52] | AH (hot water) 0.5 h, 165 °C, 3.5:1, no | 10.8 | 155 °C, 37%, 15.8%, 3.5:1 | 53.9 (41.9) | ~40% of dry PHL as xylan |
| Birch [58] | AH (hot water) 1.5 h, 150 °C, 3:1, no | 8.0 | 160 °C, 36%, 21%, 3.5:1 | 51.7 (43.2) | 11.75 g/L as xylan |
| Alkali (white liquor) 31 h, 160 °C, 3:1, no | 9.0 | 160 °C, 36%, 18%, 3.5:1 | 51.7 (46.0) | 3.62 g/L as xylan |
| North. hardw [57] | Alkali (green liquor) 1.8 h, 160 °C, 4:1, no | 9.0 | 160 °C, 30%, 14%, 4:1 | 48.0 (46.0) | 40%, as fermentable sugars |
| Aspen [12,50] | AH (hot water) 4.5 h, 150 °C, 4:1, no | 19.0 | 160 °C, 25%, 21%, 4:1 | 53.3 (39.7) | 46% as xylan |
| Alkali (1.67 M NaOH) 4 h, 90 °C, 4:1, no | 19.3 | 170 °C, 39.8%, 12%, 4:1 | 52.7 (53.3) | 27.3% as xylan |
| Pine [49,56] | Acid (0.5 H2SO4) 2 1 h, 150 °C, 5:1, yes | 14.0 | 165 °C, 30%, 16%, 4:1 | 46.6 (36.5) | ~70% carbohydrates (~50% hemicel.) |
| AH (hot water) 1.7 h, 150 °C, 4:1, no | 14.1 | 160 °C, 40%, 19.4%, 4:1 | 46.2 (40.0) | 48% carbohydrates |
The auto-hydrolysis process has some drawbacks, which include high investment and energy costs of the water pre-hydrolysis step as well as the expensive waste disposal of the PHL caused by the formation of sticky precipitates [
60]. The formation of these precipitates is attributed to condensation products created by fragments of lignin dissolved in the PHL. Their content is determined by the auto-hydrolysis duration. This change in the lignin reactivity during hydrolysis can make the processing of PHL very difficult, affecting also the efficiency of subsequent cooking operations [
61]. Since the content of degradation products are determined by the auto-hydrolysis duration, the time becomes an important aspect for the feasibility study. Although the auto-hydrolysis can reduce the impacts on pulp quality, it requires a post-hydrolysis step to increase the concentration of fermentable sugars for ethanol production [
51].
The temperature has also a great influence on the hydrolysis process. As an example, for the same extraction yield, the auto-hydrolysis time can be significantly reduced by increasing the water temperature. Drawing from
Table 1, however, one can conclude that a preferable condition for hemicellulose extraction is still not clear. Although it shows that the overall pulping yield is less affected with alkaline pre-hydrolysis, the amount of recovered xylan can be significantly lower when compared to dilute acid or auto hydrolysis. In the case of dilute acid, the cellulose can be highly degraded depending on the hydrolysis conditions [
49], which can lead to a poorer quality of pulp. It is important to bear in mind that since hemicelluloses are extracted prior to pulping, both the fiber line and chemical recovery can be affected. The specific effects therefore will strongly depend on the extraction process and the amount of wood extracted. The impact on the pulp yield will directly affect the specific consumption of wood and the black liquor yield.



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}









