Performance Analysis of an Integrated Fixed Bed Gasifier Model for Different Biomass Feedstocks



Abstract
:1. Introduction
2. Simulation Model Development
2.1. Process Model Simulator
- (1)
- stream class specification;
- (2)
- property method selection;
- (3)
- system component specification (from databank) and identifying conventional and non-conventional components;
- (4)
- defining the process flowsheet (using unit operation blocks and connecting material and energy streams);
- (5)
- specifying feed streams (flow rate, composition, and thermodynamic condition);
- (6)
- specifying unit operation blocks (thermodynamic condition, chemical reactions, etc.).
2.2. Assumptions
- (1)
- the model is steady state, kinetic free and isothermal;
- (2)
- chemical reactions take place at an equilibrium state in the gasifier, and there is no pressure loss;
- (3)
- all elements except sulphur contact at uniformly and take part in the chemical reaction;
- (4)
- all gases are ideal gases, including H2, CO, CO2, steam (H2O), N2 and CH4;
- (5)
- char contains volatile matters composed of carbon, H2 and O2;
- (6)
- tars are assumed as non- equilibrium products to reduce the hydrodynamic complexity [13].
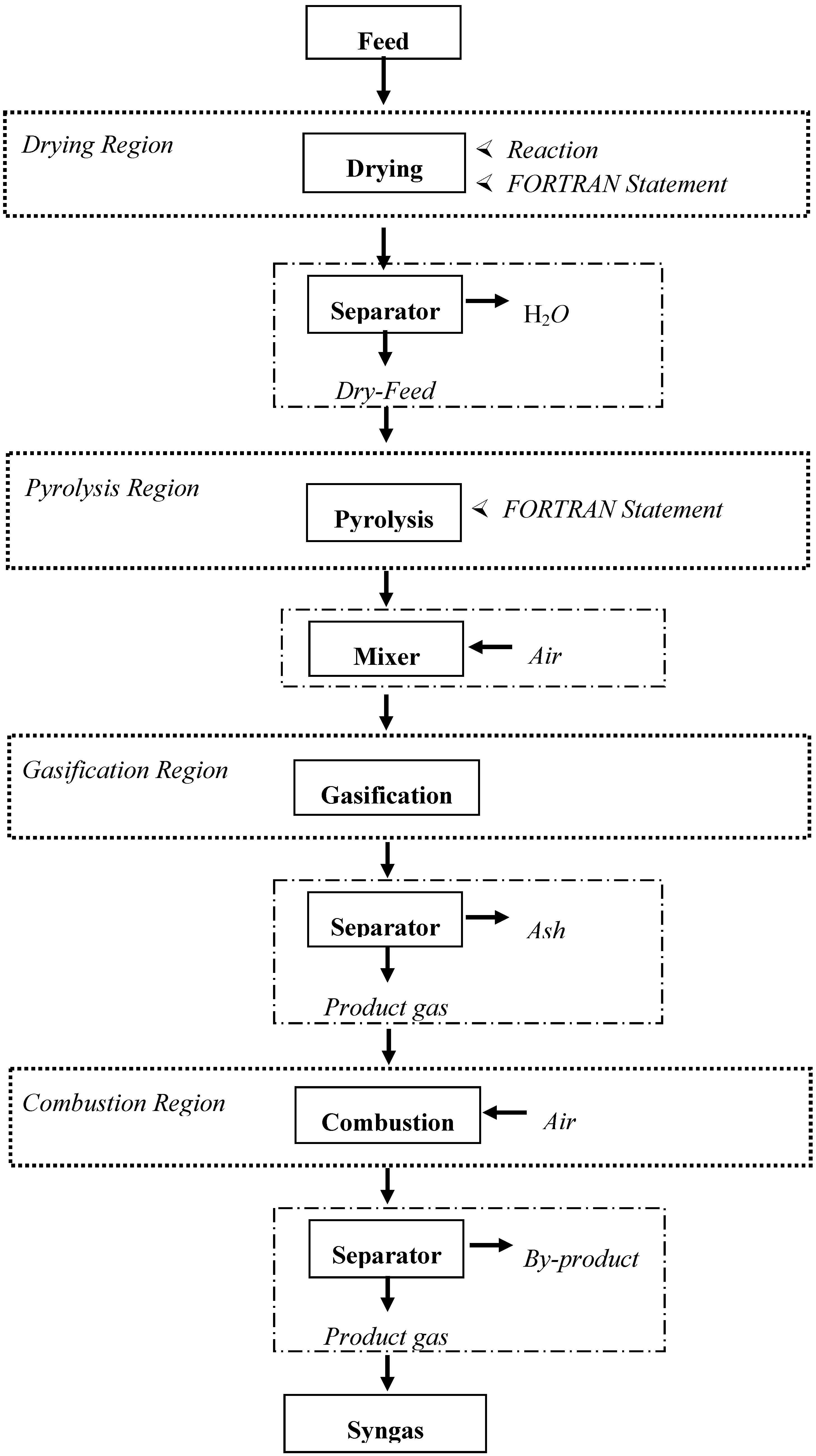
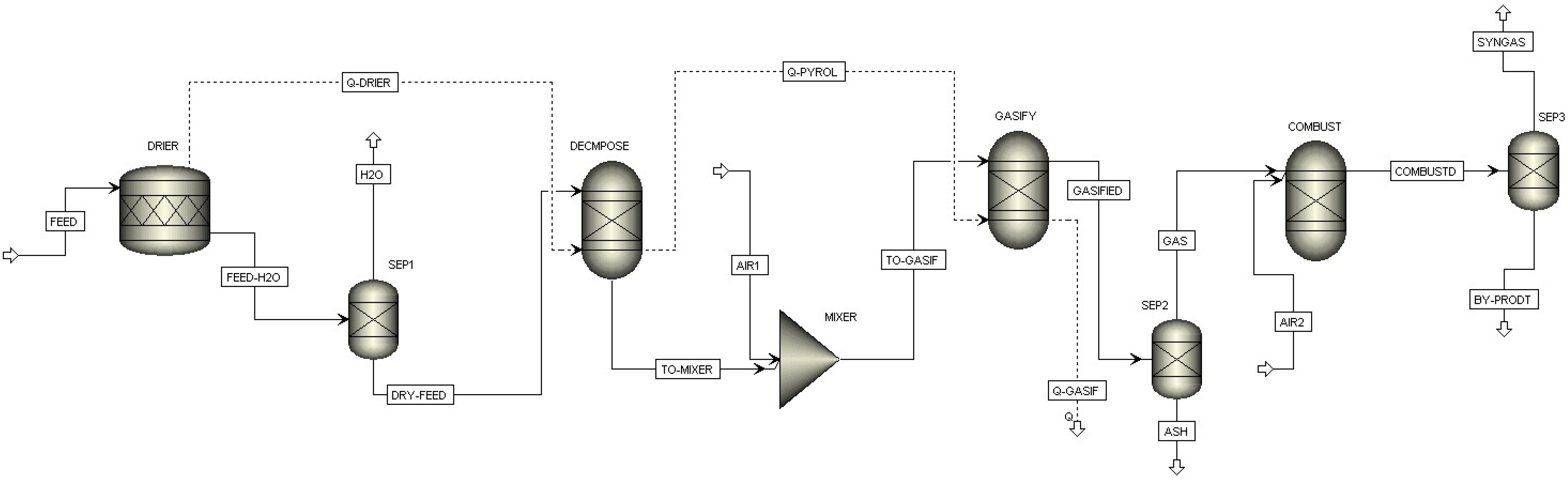
2.3. Model Description



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Feedstocks | Data source | Proximate analysis (%) | Ultimate analysis | |||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Moisture content | Fixed carbon | Volatile matter | Ash | C | H | O | N | S | ||
| Wood | BEST Energies Australia Pty Ltd. Report [14] | 25 | 16.3 | 82.6 | 1.1 | 50.3 | 6.03 | 42.33 | 0.21 | 0 |
| Coffee bean husks | Wilson et al. [15] | 10.1 | 83.2 | 14.3 | 2.5 | 49.4 | 6.1 | 41.2 | 0.7 | 0.07 |
| Green wastes | BEST Energies Australia Pty Ltd. Report [14] | 48 | 19.6 | 72 | 8.4 | 46.6 | 5.5 | 38.61 | 0.71 | 0.18 |
| MSWs | Naveed et al. [11] | 12 | 15.47 | 38.29 | 46.24 | 36.4 | 4.97 | 10.15 | 1.44 | 0.802 |
| Food wastes | Naveed et al. [11] | 29.3 | 14.6 | 51.1 | 4.9 | 56.65 | 8.76 | 23.54 | 3.95 | 0.19 |
| MSWs | Chen et al. [10] | 48 | 7.7 | 46.15 | 46.15 | 30.77 | 4.62 | 17.3 | 0.77 | 0.39 |
| Model parameter | Feed | Air | Gasifier |
|---|---|---|---|
| Flow rate (kg/h) | 10 | 1–10 | - |
| Pressure (bar) | 1 | 1 | 1 |
| Temperature (°C) | 25 | 25 | 500–1000 |
2.3.1. Physical Property Method
2.3.2. Model Sequence
2.3.2.1. Drying
2.3.2.2. Decomposition
2.3.2.3. Gasification
2.3.2.4. Combustion
3. Results and Discussion
3.1. Model Validation
| Feedstock | Measurement | H2 | CO | CO2 | CH4 | N2 | Others |
|---|---|---|---|---|---|---|---|
| MSWs | Experimental (%) | 4.58 | 14.89 | 8.4 | 1.54 | 67.34 | 3.3 |
| Model (%) | 5.2 | 18.5 | 7.75 | 1.32 | 62.38 | 2.7 | |
| Difference | +0.62 | +3.61 | −0.65 | −0.22 | −5.0 | −0.6 | |
| Relative difference (%) | 13.53 | 24.24 | 7.73 | 14.28 | 7.42 | 18.18 | |
| Food wastes | Experimental (%) | 5.13 | 11.29 | 10.13 | 2.56 | 67.01 | 3.88 |
| Model (%) | 4.89 | 12.09 | 11.38 | 3.2 | 65.72 | 2.72 | |
| Difference | −0.24 | +0.8 | +1.25 | −0.64 | −1.29 | 1.16 | |
| Relative difference (%) | 4.67 | 7.08 | 12.33 | 25.0 | 1.92 | 29.89 |
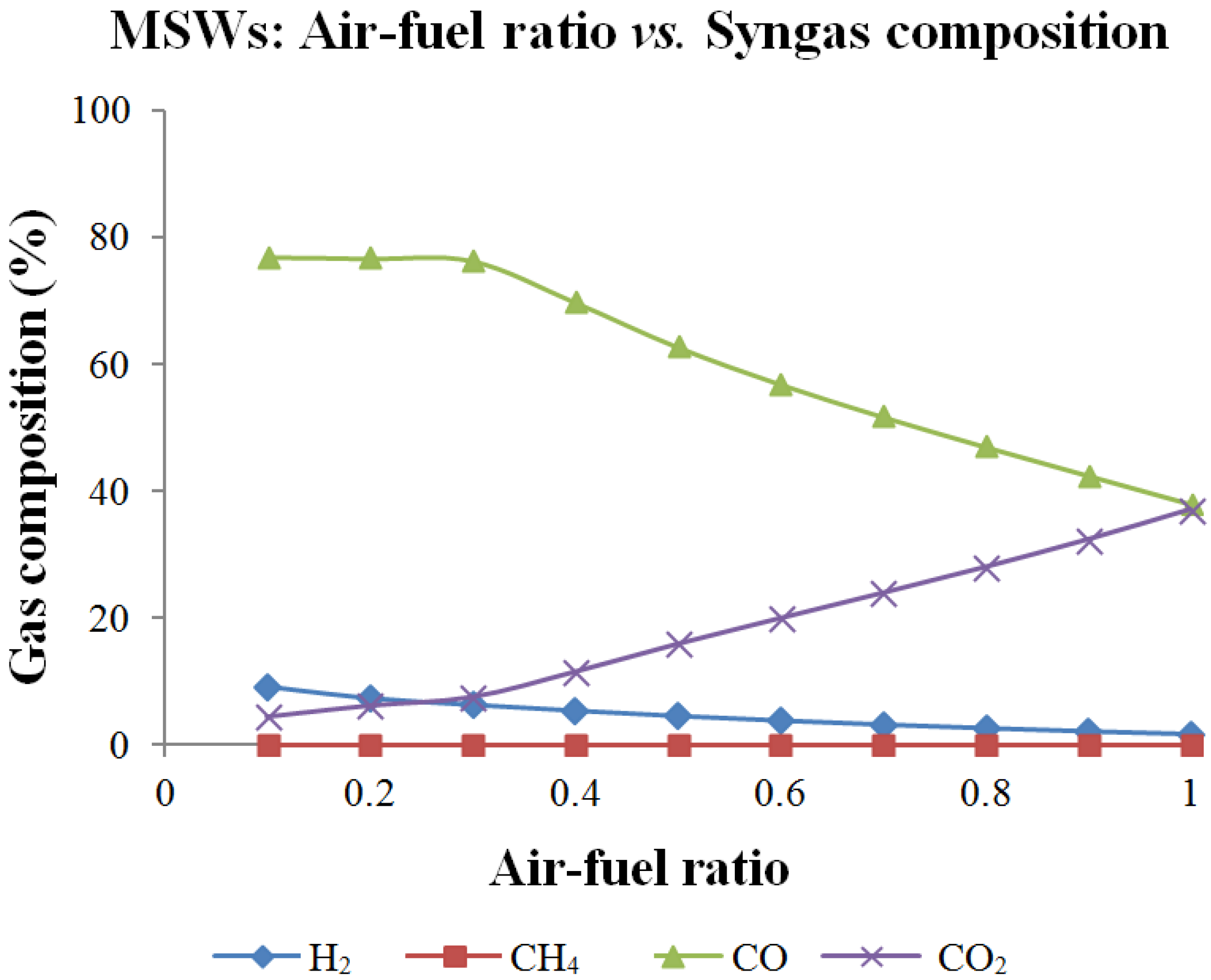
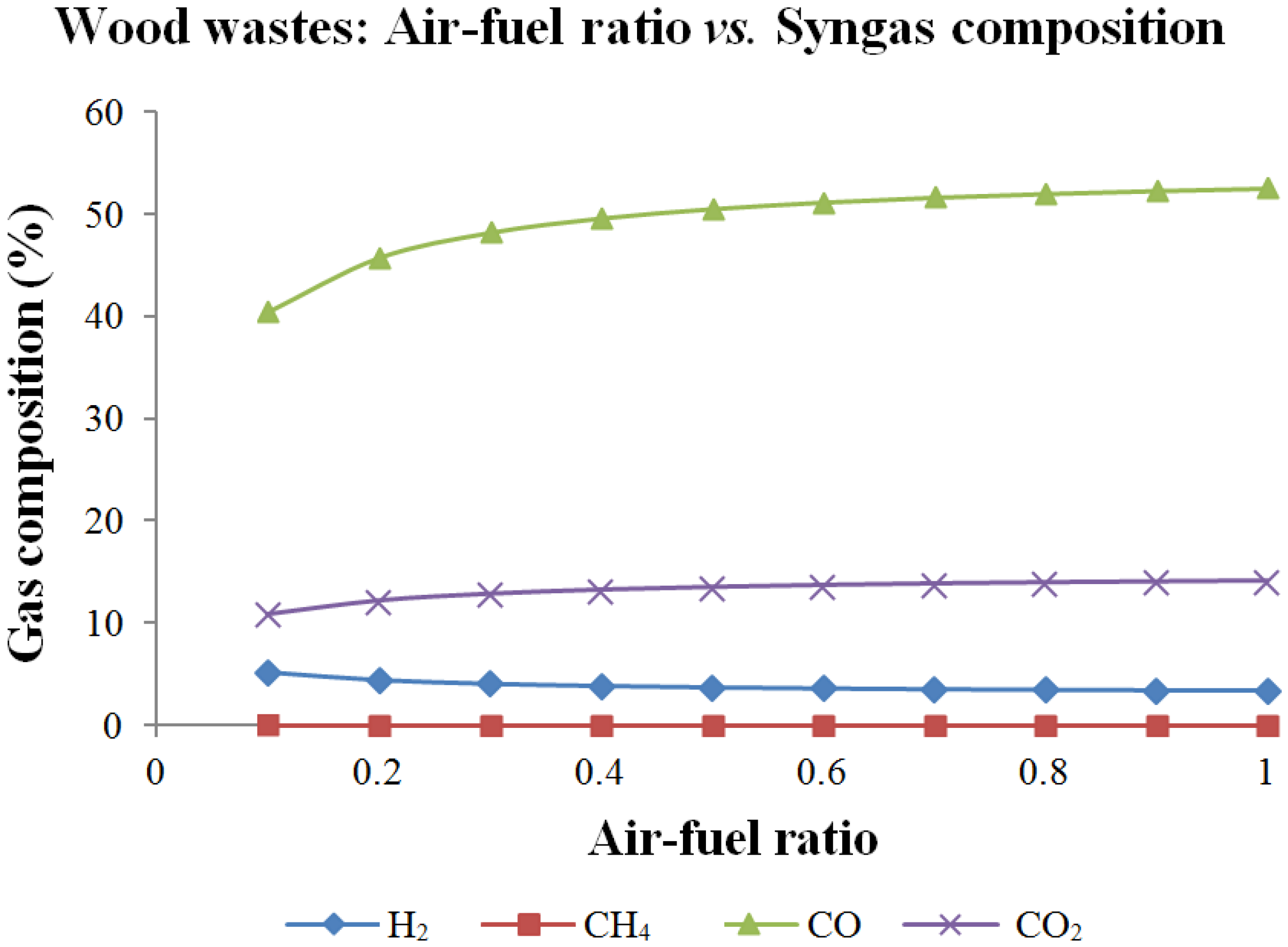
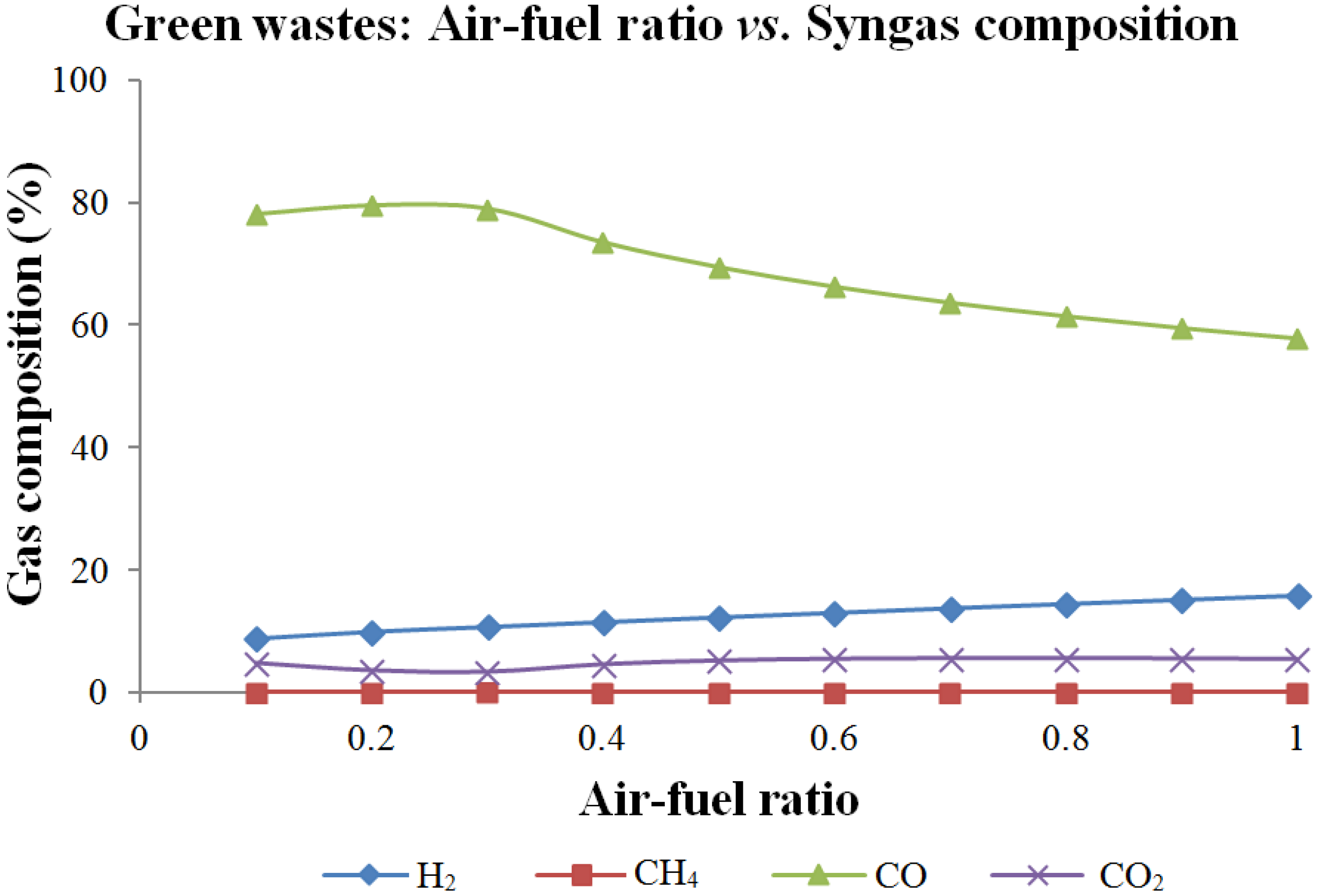
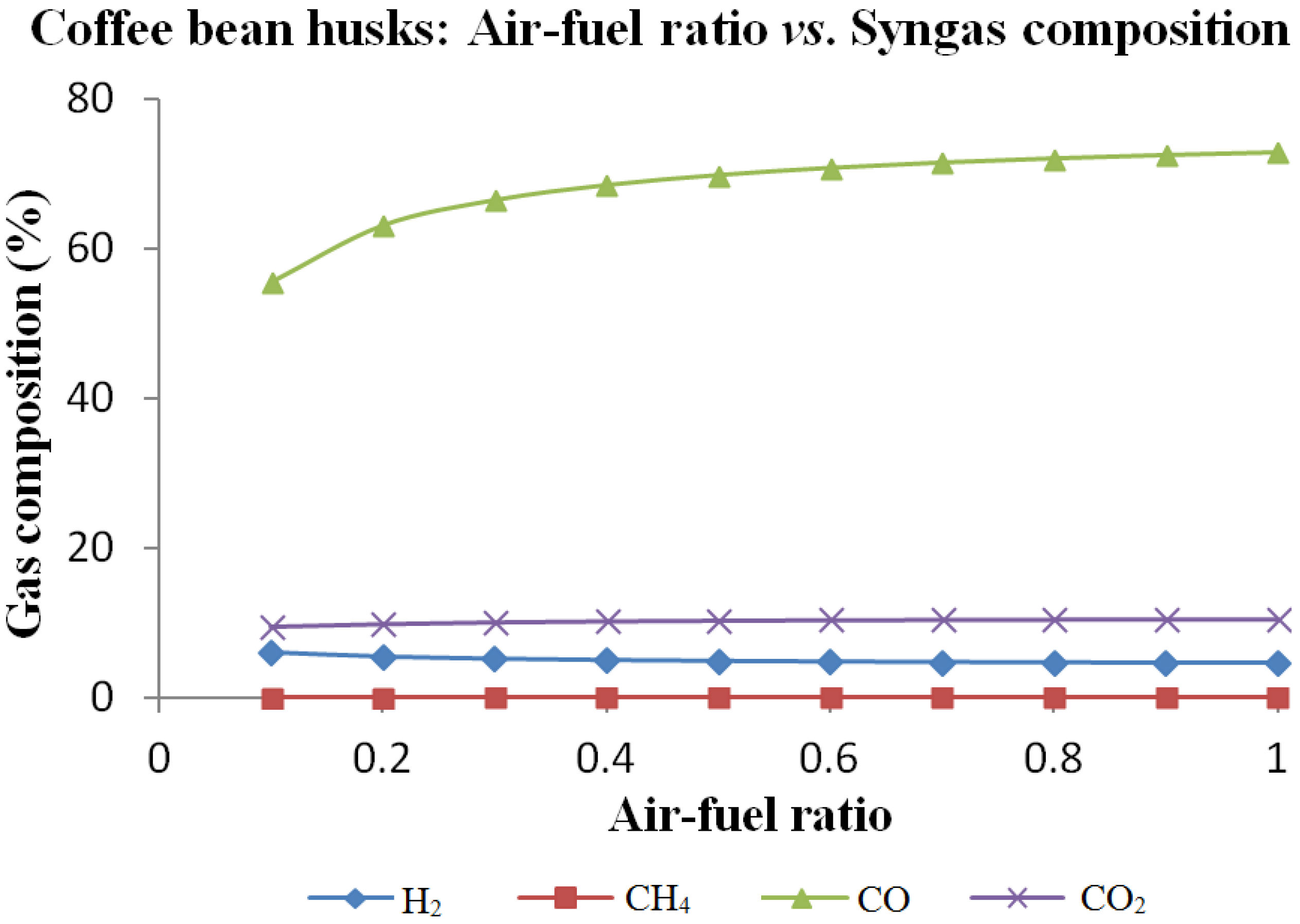
3.2. Effect of Air-Fuel Ratio




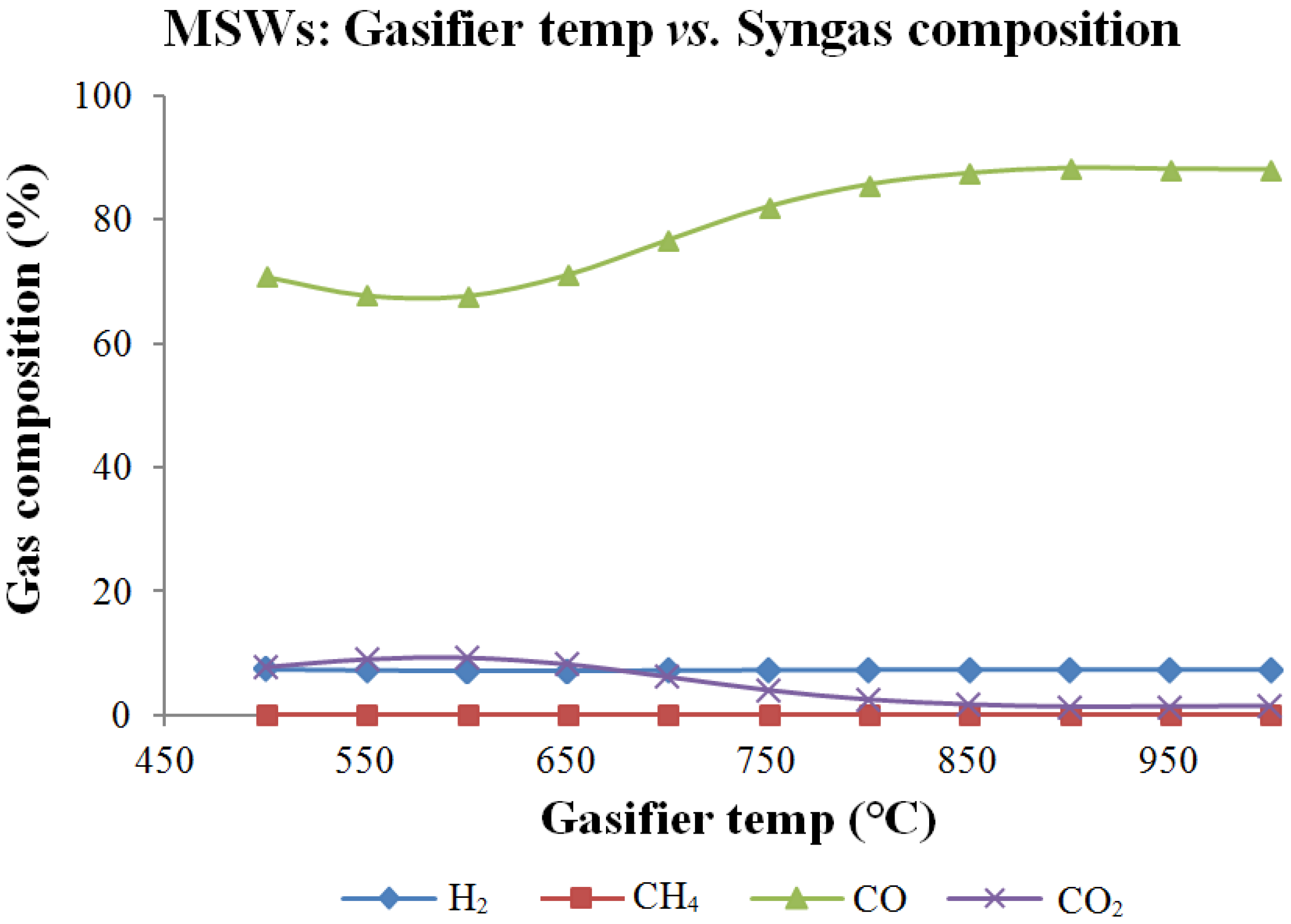
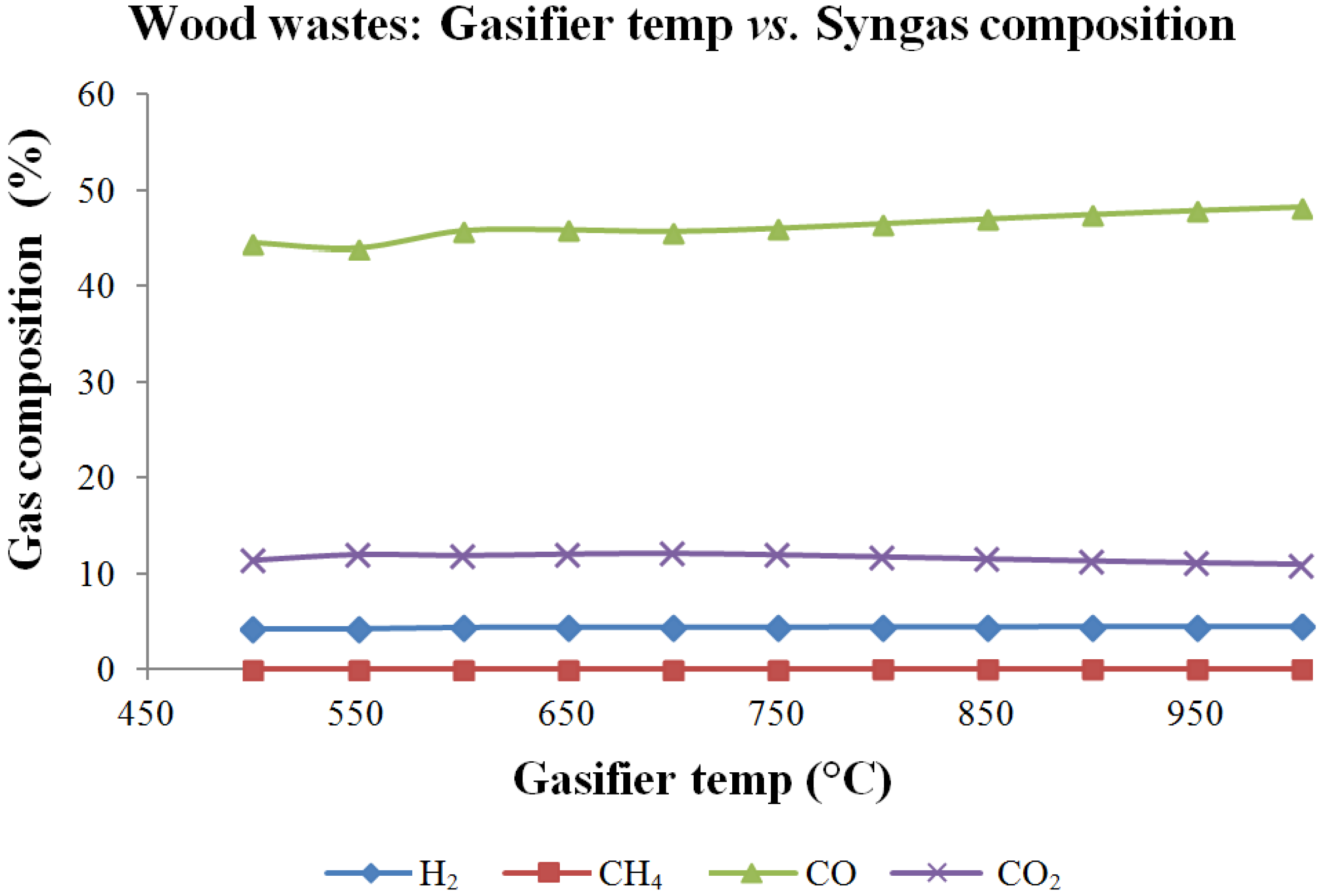
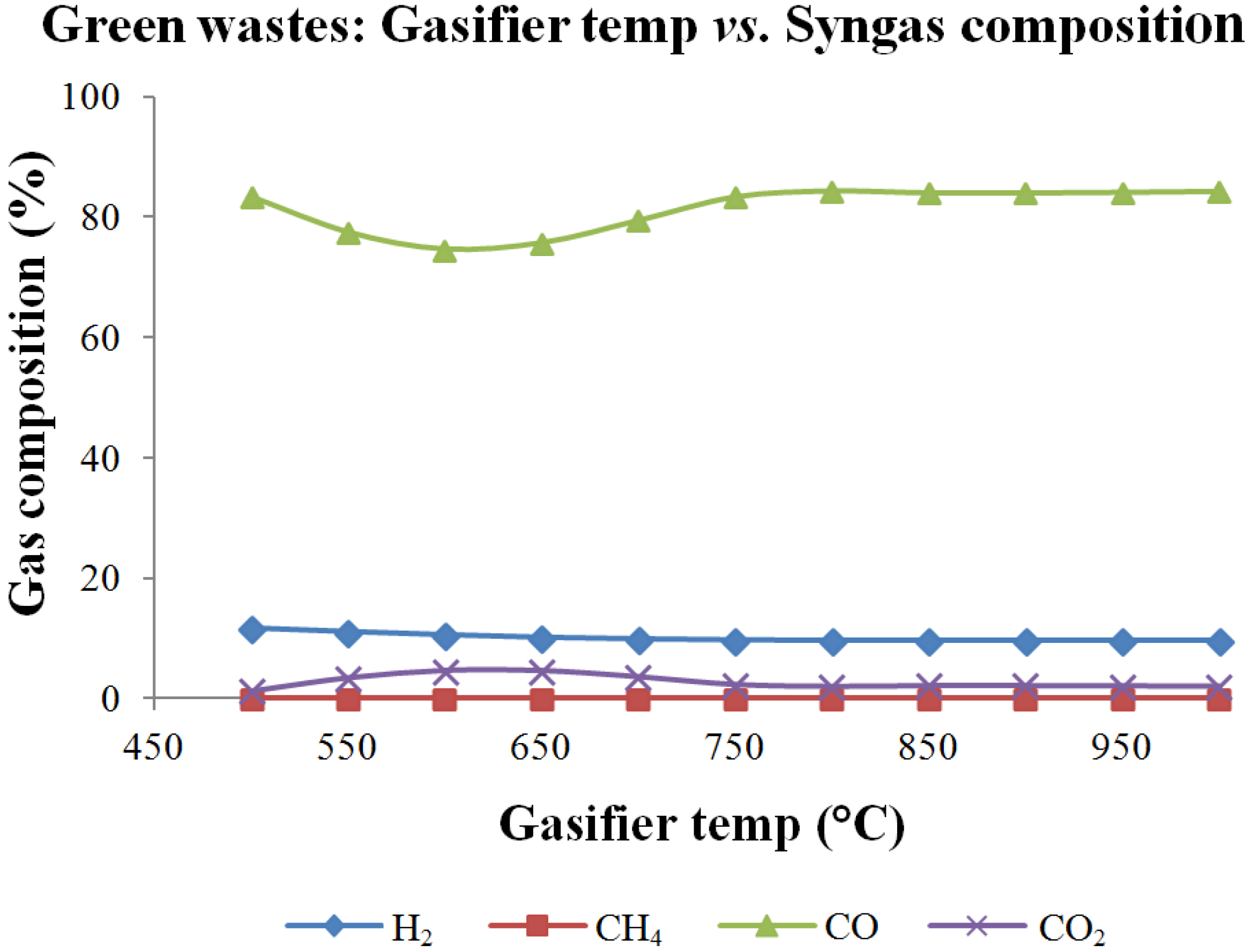
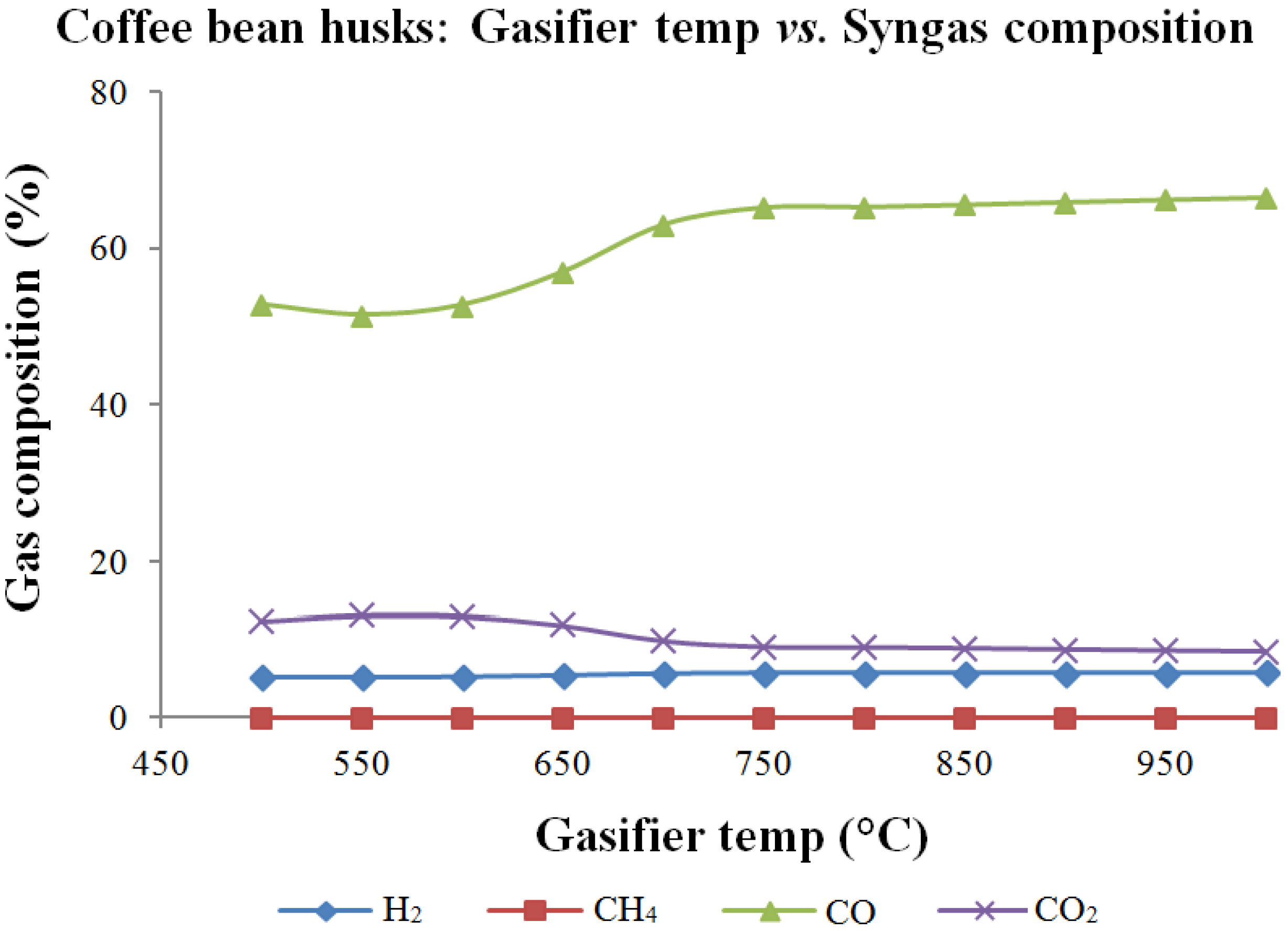
3.3. Effect of Gasifier Temperature




4. Conclusions
Conflicts of Interest
References
- European Commission, Directorate-General for Research and Innovation. World Energy Technology Outlook—2050; European Commission: Brussels, Belgium, 2006. [Google Scholar]
- Jingjing, L.; Xing, Z.; DeLaquil, P.; Larson, E.D. Biomass energy in China and its potential. Energy Sustain. Dev. 2001, 5, 66–80. [Google Scholar] [CrossRef]
- Rezaiyan, J.; Cheremisinoff, N.P. Gasification Technologies: A Primer for Engineers and Scientists; CRC Press: Boca Raton, FL, USA, 2005. [Google Scholar]
- Doherty, W.; Reynolds, A.; Kennedy, D. Simulation of a Circulating Fluidised Bed Biomass Gasifier Using Aspen Plus: A Performance Analysis. In Proceedings of the 21st International Conference on Efficiency, Cost, Optimization, Simulation and Environmental Impact of Energy Systems, Crakow-Gliwice, Poland, 24–27 June 2008; pp. 1241–1248.
- Ma, M.; Müller, M.; Richter, J.; Kriegel, R.; Böhning, D.; Beckmann, M.; Glüsing, J.; Ruhe, N. Investigation of combined catalyst and oxygen carrier systems for the partial oxidation of naphthalene as model tar from biomass gasification. Biomass Bioenergy 2012, 53, 65–71. [Google Scholar] [CrossRef]
- Font Palma, C.; Martin, A.D. Model based evaluation of six energy integration schemes applied to a small-scale gasification process for power generation. Biomass Bioenergy 2013, 54, 201–210. [Google Scholar]
- Mavukwana, A.; Jalama, K.; Ntuli, F.; Harding, K. Simulation of Sugarcane Bagasse Gasification Using Aspen Plus. In Proceedings of the International Conference on Chemical and Environmental Engineering (ICCEE), Johannesburg, South Africa, 15–16 April 2013; pp. 70–74.
- Kuo, P.-C.; Wu, W.; Chen, W.-H. Gasification performances of raw and torrefied biomass in a downdraft fixed bed gasifier using thermodynamic analysis. Fuel 2013, 117, 1231–1241. [Google Scholar] [CrossRef]
- Ramzan, N.; Ashraf, A.; Naveed, S.; Malik, A. Simulation of hybrid biomass gasification using Aspen plus: A comparative performance analysis for food, municipal solid and poultry waste. Biomass Bioenergy 2011, 35, 3962–3969. [Google Scholar] [CrossRef]
- Chen, C.; Jin, Y.Q.; Yan, J.H.; Chi, Y. Simulation of municipal solid waste gasification in two different types of fixed bed reactors. Fuel 2013, 103, 58–63. [Google Scholar] [CrossRef]
- Naveed, S.; Malik, A.; Ramzan, N.; Akram, M. A comparative study of gasification of food waste (FW), poultry waste (PW), municipal solid waste (MSW) and used tires (UT). Nucleus 2009, 46, 77–81. [Google Scholar]
- Zheng, L.; Furimsky, E. Aspen simulation of cogeneration plants. Energy Convers. Manag. 2003, 44, 1845–1851. [Google Scholar] [CrossRef]
- Emun, F.; Gadalla, M.; Majozi, T.; Boer, D. Integrated gasification combined cycle (IGCC) process simulation and optimization. Comput. Chem. Eng. 2010, 34, 331–338. [Google Scholar] [CrossRef]
- Batch Pyrolysis Trial: Green Waste and Waste Wood; BEST Energies Australia Pty Ltd.: Somersby, Australia, 2009; ITA Ref No: NS12111486.
- Wilson, L.; Yang, W.; Blasiak, W.; John, G.; Mhilu, C. Thermal characterization of tropical biomass feedstocks. Energy Convers. Manag. 2011, 52, 191–198. [Google Scholar] [CrossRef]
- Skoulou, V.; Zabaniotou, A.; Stavropoulos, G.; Sakelaropoulos, G. Syngas production from olive tree cuttings and olive kernels in a downdraft fixed-bed gasifier. Int. J. Hydrog. Energy 2008, 33, 1185–1194. [Google Scholar] [CrossRef]
- Reed, T.B.; Graboski, M.S.; Levie, B. Fundamentals, Development & Scaleup of the Air Oxygen Stratified Downdraft Gasifier; Biomass Energy Foundation Press: Golden, CO, USA, 1994. [Google Scholar]
- Cimini, S.; Prisciandaro, M.; Barba, D. Simulation of a waste incineration process with flue-gas cleaning and heat recovery sections using Aspen Plus. Waste Manag. 2005, 25, 171–175. [Google Scholar] [CrossRef] [PubMed]
- Chen, C.; Jin, Y.Q.; Yan, J.H.; Chi, Y. Simulation of municipal solid waste gasification for syngas production in fixed bed reactors. J. Zhejiang Univ. Sci. A Appl. Phys. Eng. 2010, 11, 619–628. [Google Scholar] [CrossRef]
© 2013 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution license (http://creativecommons.org/licenses/by/3.0/).
Share and Cite
Begum, S.; Rasul, M.G.; Akbar, D.; Ramzan, N. Performance Analysis of an Integrated Fixed Bed Gasifier Model for Different Biomass Feedstocks. Energies 2013, 6, 6508-6524. https://doi.org/10.3390/en6126508
Begum S, Rasul MG, Akbar D, Ramzan N. Performance Analysis of an Integrated Fixed Bed Gasifier Model for Different Biomass Feedstocks. Energies. 2013; 6(12):6508-6524. https://doi.org/10.3390/en6126508
Chicago/Turabian StyleBegum, Sharmina, Mohammad G. Rasul, Delwar Akbar, and Naveed Ramzan. 2013. "Performance Analysis of an Integrated Fixed Bed Gasifier Model for Different Biomass Feedstocks" Energies 6, no. 12: 6508-6524. https://doi.org/10.3390/en6126508
APA StyleBegum, S., Rasul, M. G., Akbar, D., & Ramzan, N. (2013). Performance Analysis of an Integrated Fixed Bed Gasifier Model for Different Biomass Feedstocks. Energies, 6(12), 6508-6524. https://doi.org/10.3390/en6126508