High Pressure Oxydesulphurisation of Coal—A Parametric Study

Abstract
:1. Introduction
- Operate at or near ambient temperature to minimize energy requirements and limit degradation of the coal matrix;
- The reaction should be fast in order to minimize residence time, which primarily determines the reactor size;
- Above 90% product recovery;
- Chemicals should be low in cost or by-products produced should have significant value.
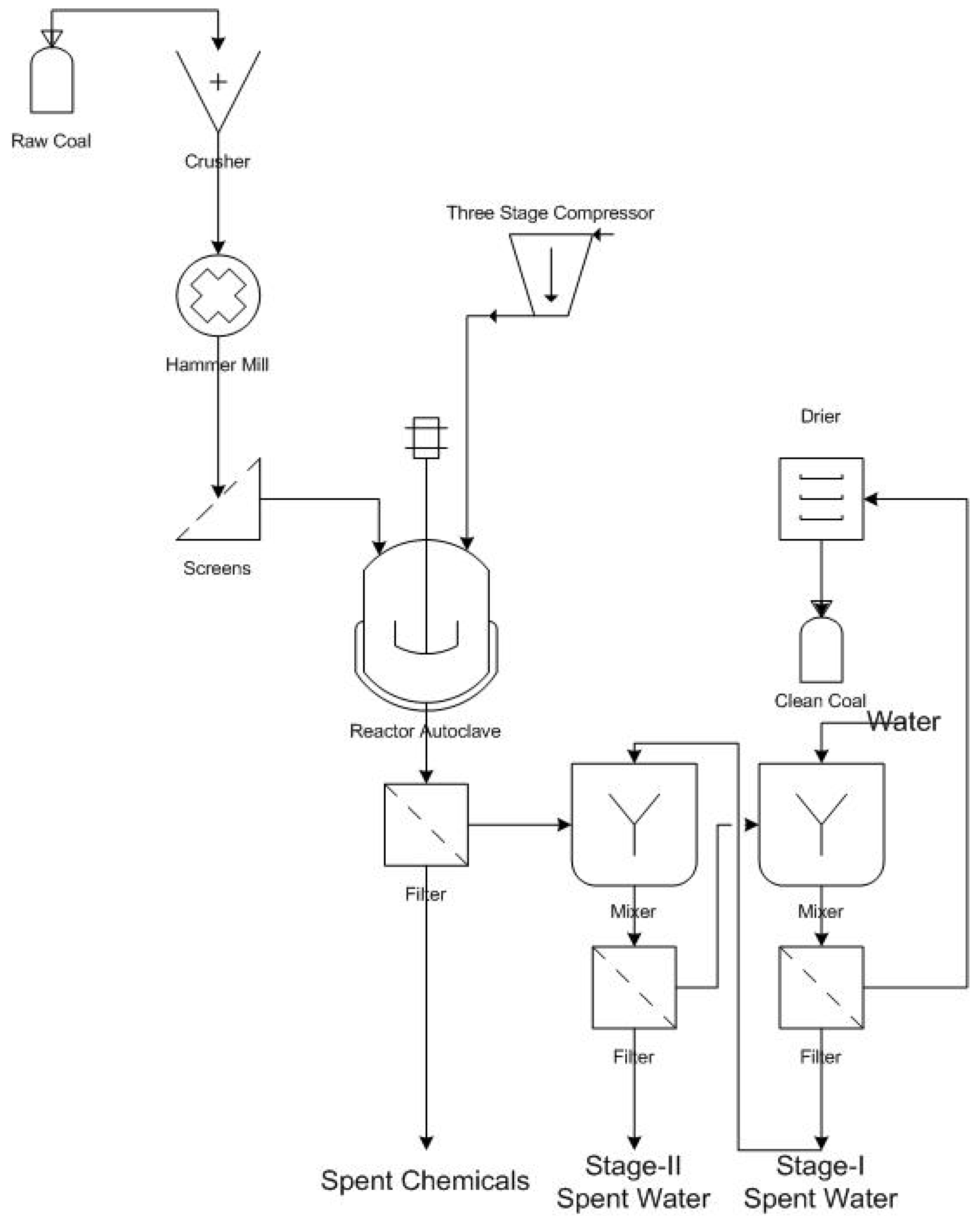
2. Materials and Methods
2.1. Analytical Techniques
2.2. Calculations
2.3. Reaction Procedure


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | POW* (A) | POW (B) | Silverdale | Harworth |
|---|---|---|---|---|
| Total sulphur % | 2.39 | 2.54 | 7.64 | 4.60 |
| Pyritic sulphur % | 1.15 | 1.26 | 6.09 | 3.06 |
| Sulphate sulphur % | 0.07 | 0.10 | 0.04 | 0.07 |
| Organic sulphur % | 1.17 | 1.18 | 1.51 | 1.46 |
| Ash % | 17.44 | 13.03 | 30.54 | 49.64 |
| GCV** (kJ/g) | 25.63 | 28.80 | 22.64 | 11.79 |
| Carbon % | 68.79 | 71.04 | 55.61 | 29.64 |
| Hydrogen % | 5.38 | 5.42 | 4.64 | 2.38 |
| Nitrogen % | 1.00 | 1.00 | 0.56 | 1.00 |
| Oxygen % | 2.09 | 4.21 | 0.44 | 10.86 |
| Particle size (μm) | 51 | 25 | 24 | 23 |
3. Results and Discussions
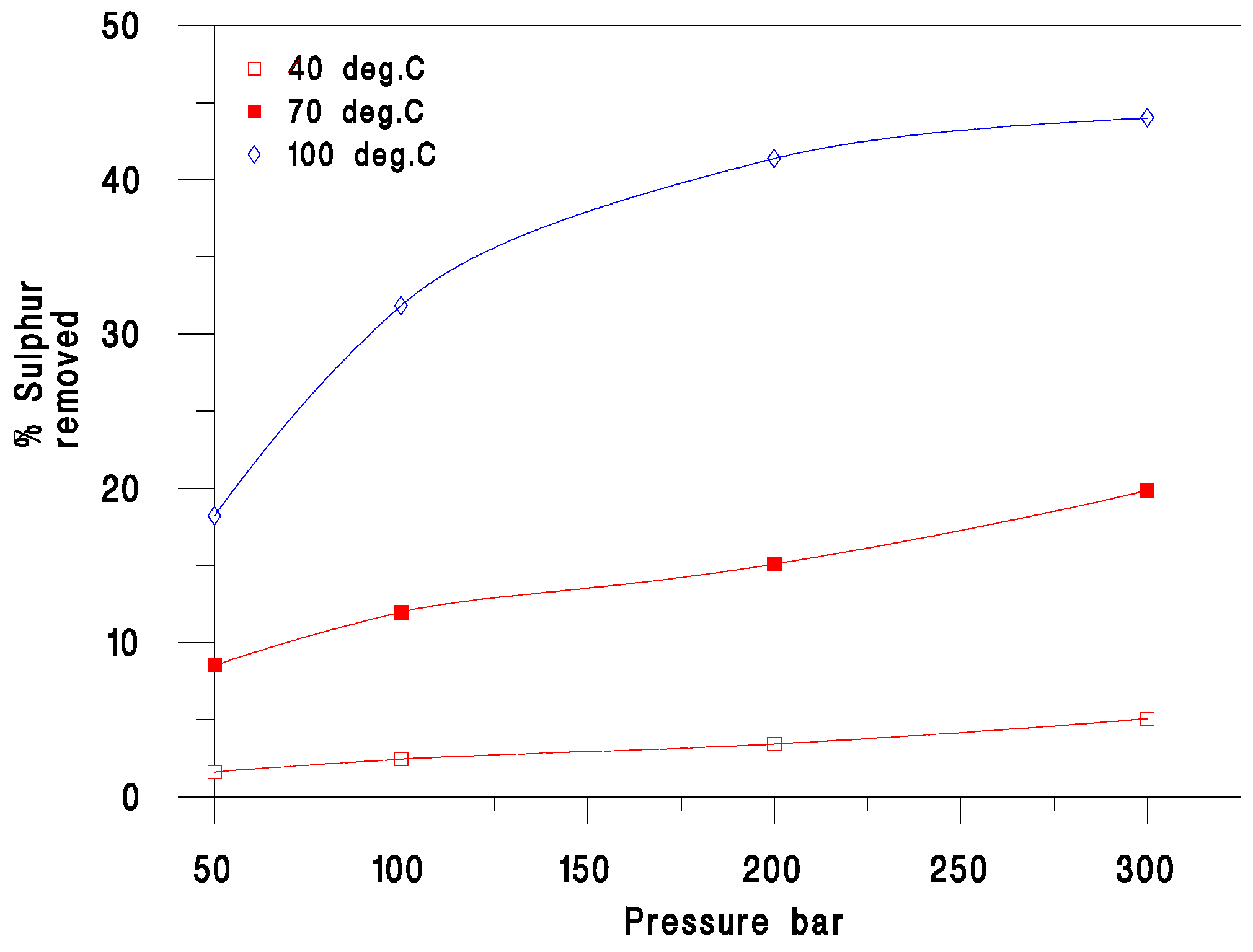
3.1. Effect of Air Pressure on Sulphur Removal









- The decrease in the pH of the leachate;
- The formation of an iron oxide (hematite) layer on the surface of pyrite particle(s) [22].
| Coal | Carbon Loss (%) | Increase in Oxygen (%) |
|---|---|---|
| Prince of Wales | 3.9–6.7 | 2.1–11.0 |
| Silverdale | 3.9–6.9 | 0.4–7.4 |
| Harworth | 3.9–6.8 | 10.9–15.2 |
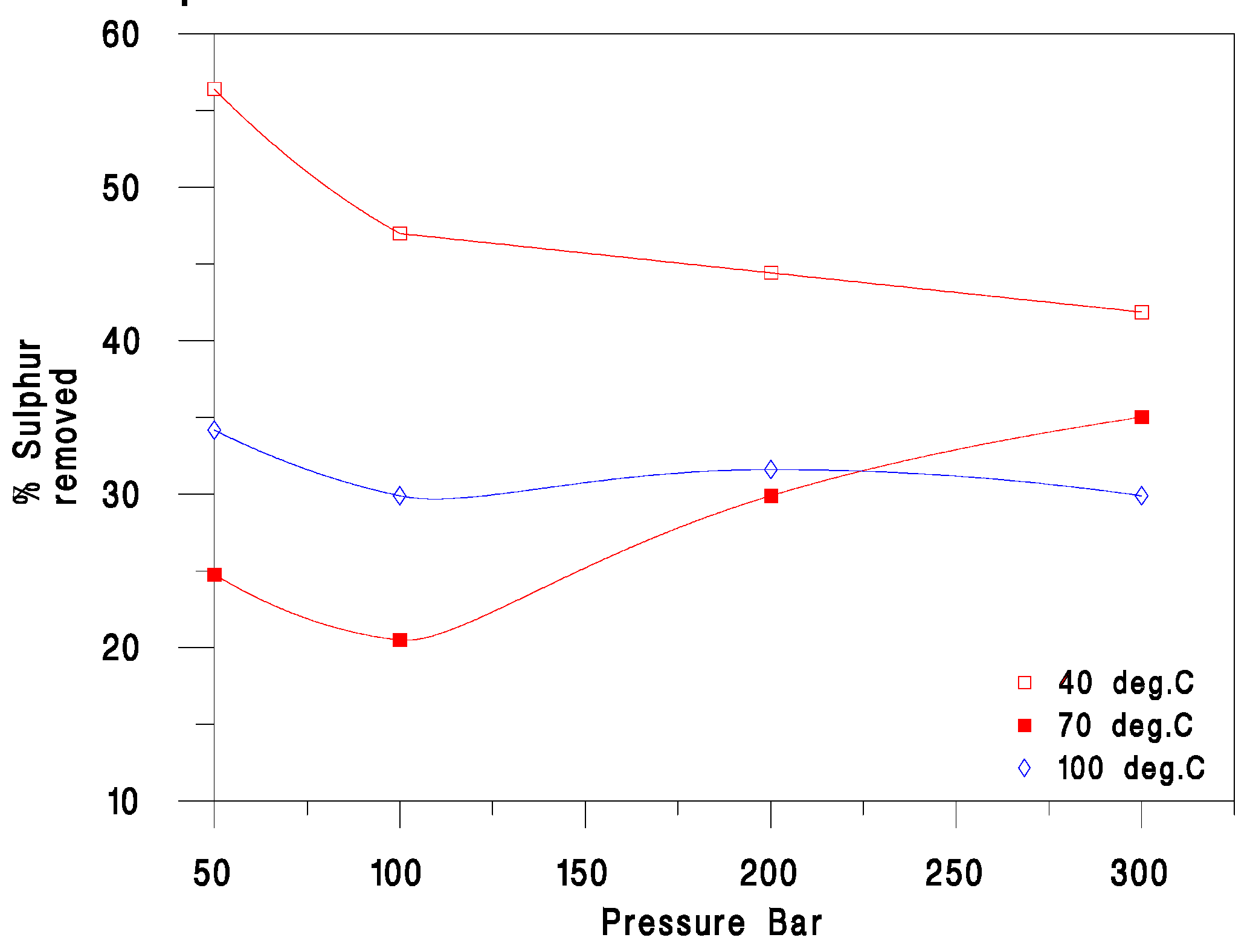
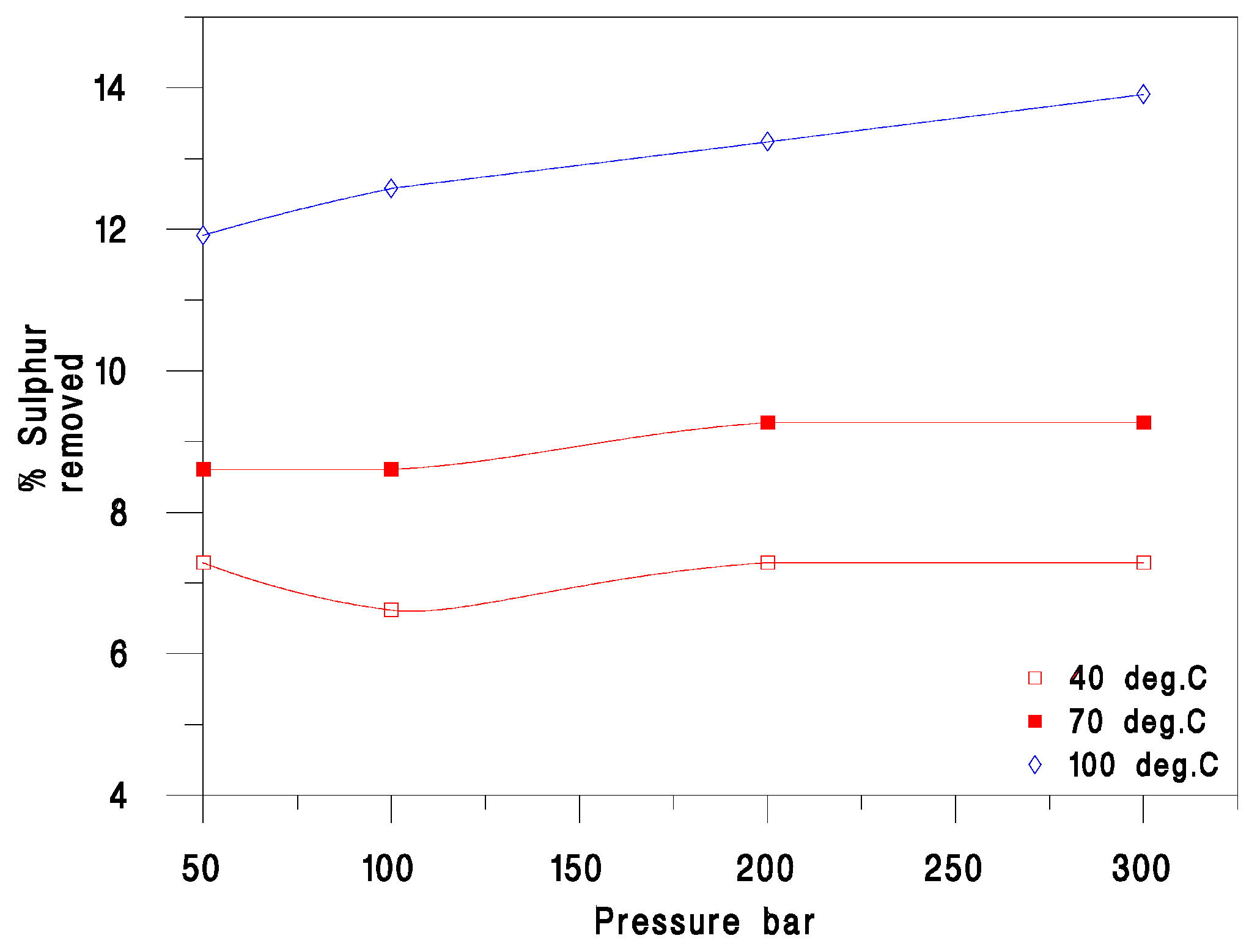
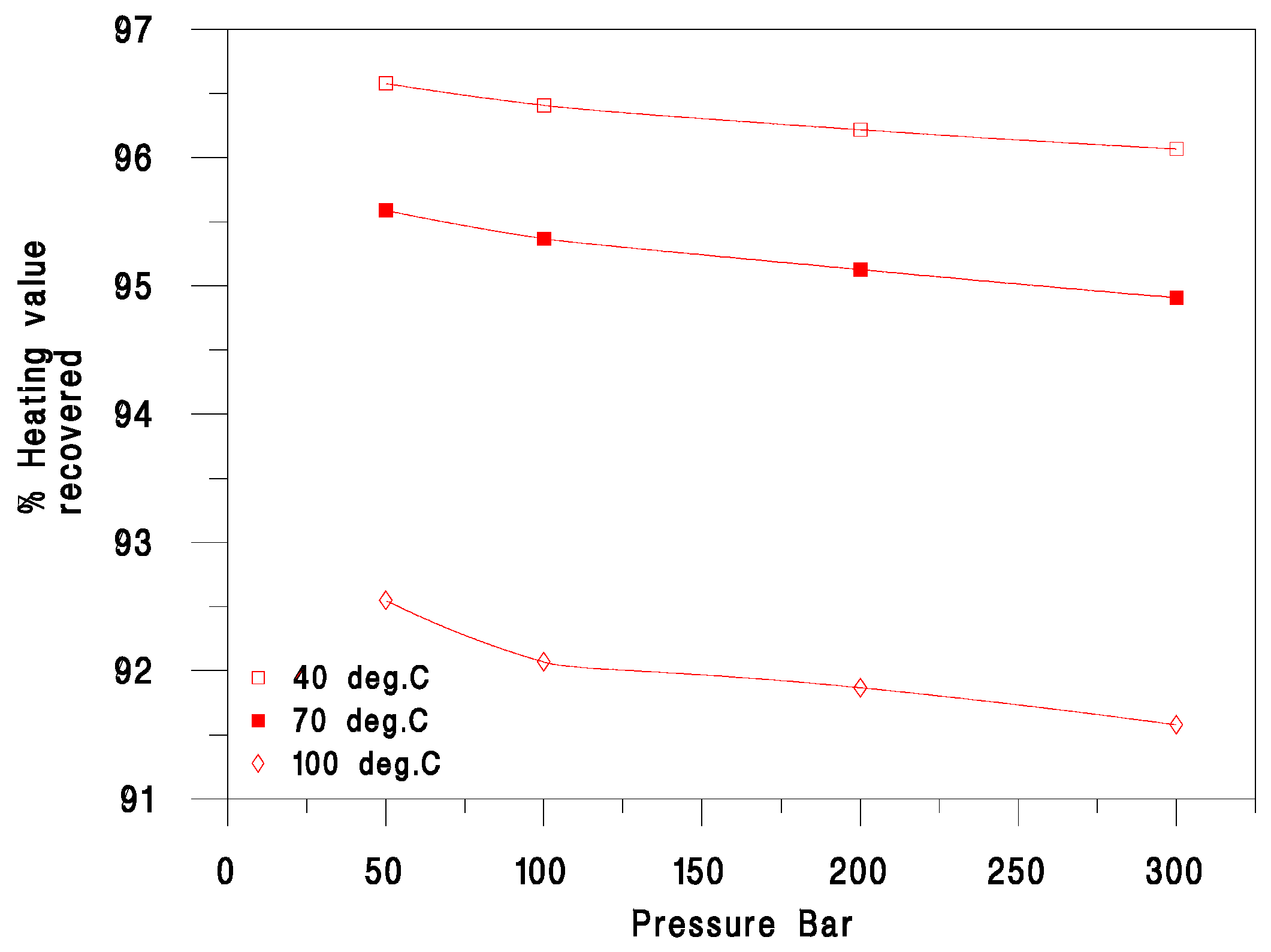
3.2. Effect of Pure Oxygen Pressure on Sulphur Removal




4. Conclusions
Acknowledgments
References
- Vejahati, F.; Xu, Z.; Gupta, R. Trace elements in coal: Associations with coal and minerals and their behavior during coal utilization—A review. Fuel 2010, 89, 904–911. [Google Scholar] [CrossRef]
- Laskowski, J.S. Coal Surface Properties. In Developments in Mineral Processing; Elsevier: New York, NY, USA, 2001; Volume 14, pp. 31–94. [Google Scholar]
- Hippo, E.J.; Crelling, J.C.; Palmer, S.E.; Kruge, M.A. Organic Sulfur Compounds in Coals. In Proceedings of 14th Annual Conference on Fuel, Electric Power Research Institute, Palo Alto, CA, USA, 3–5 January 1990; pp. 6/1–6/28.
- Robinson, K. Reaction engineering of direct coal liquefaction. Energies 2009, 2, 976–1006. [Google Scholar] [CrossRef]
- Olszewska, D. Application of modified montmorillonite for desulphurisation during the combustion of hard coal. Fuel Process. Technol. 2011, 92, 2412–2419. [Google Scholar] [CrossRef]
- Olszewska, D. Application of XPS method in the research into Ni ion-modified montmorillonite as a SO2 sorbent. Fuel Process. Technol. 2012, 95, 90–95. [Google Scholar] [CrossRef]
- Marcewicz Kuba, A.; Olszewska, D. The activity of SO2 removal from combustion gases by the desonox type catalyst supported on montmorillonite and zeolite. Polish J.Chem. 2008, 82, 43–47. [Google Scholar]
- Zhu, B. Advanced environmental/energy technology: Desulfurisation and fuel cell cogeneration. Fuel Cells Bull. 1999, 2, 9–12. [Google Scholar] [CrossRef]
- Shui, H.; Cai, Z.; Xu, C. Recent advances in direct coal liquefaction. Energies 2010, 3, 155–170. [Google Scholar] [CrossRef]
- Chriswell, C.D.; Markuszewski, R.; Norton, G.A. Use of NaOH alone vs. NaOH-KOH mixtures for the Removal of Sulphur and Ash from Coal by the Molten Caustic Leaching Process. In Processing and Utilisation of High Sulphur Coals IV; Dugan, P.R., Quigley, D.R., Attia, Y.A., Eds.; Elsevier: New York, NY, USA, 1991; pp. 385–397. [Google Scholar]
- Norton, G.A.; Bluhm, D.D.; Markuszewski, R.; Chriswell, C.D. Application of Microwave Energy to Caustic Cleaning of Coal. In Processing and Utilisation of High Sulphur Coals IV; Dugan, P.R., Quigley, D.R., Attia, Y.A., Eds.; Elsevier: New York, NY, USA, 1991; pp. 425–438. [Google Scholar]
- Demirbas, A.; Balat, M. Coal desulphurisation via different methods. Energy Sources 2004, 26, 541–550. [Google Scholar] [CrossRef]
- Yaman, S.; Kücükbayrak, S. Effect of oxydesulphurization on the combustion characteristics of coal. Thermochim. Acta 1997, 293, 109–115. [Google Scholar] [CrossRef]
- Palmer, S.R.; Hippo, E.J.; Dorai, X.A. Chemical coal cleaning using selective oxidation. Fuel 1994, 73, 161–169. [Google Scholar] [CrossRef]
- Palmer, S.R.; Hippo, E.J.; Dorai, X.A. Selective oxidation pretreatments for the enhanced desulphurisation of coal. Fuel 1995, 74, 193–200. [Google Scholar] [CrossRef]
- Palmer, S.R.; Hippo, E.J.; Kruge, M.A.; Crelling, J.C. Characterization and selective removal of organic sulfur from IIIinois basin coals. Coal Prep. 1992, 10, 93–106. [Google Scholar] [CrossRef]
- Pietrzak, R.; Wachowska, H. The influence of oxidation with HNO3 on the surface composition of high-sulphur coals: XPS study. Fuel Process. Technol. 2006, 87, 1021–1029. [Google Scholar] [CrossRef]
- Pietrzak, R.; Grzybek, T.; Wachowska, H. XPS study of pyrite-free coals subjected to different oxidizing agents. Fuel 2007, 86, 2616–2624. [Google Scholar] [CrossRef]
- Jorjani, E.; Rezai, B.; Vossoughi, M.; Osanloo, M.; Abdollahi, M. Oxidation pretreatment for enhancing desulphurisation of coal with sodium butoxide. Miner. Eng. 2004, 17, 545–552. [Google Scholar] [CrossRef]
- Demirbaş, A. Desulphurisation of coal using biomass ash. Energy Sources 2002, 24, 1099–1105. [Google Scholar] [CrossRef]
- British Standards Institution. Methods for Analysis and Testing of Coal and Coke. Ultimate Analysis of Coal-AMD 7689; BSI BS 1016-6; British Standards Institution: London, UK, 1993. [Google Scholar]
- Burkin, A.R.; Edwards, A.M. The Formation of Insoluble Iron Oxide Coatings during the Alkali Pressure Leaching of Pyrite. In Proceedings of 6th International Congress of Moneral Processing, Cannes, France, 26 May–2 June 1963; pp. 159–167.
- Warren, I.H. The generation of sulphuric acid from pyrite by pressure leaching. Aust. J. Appl. Sci. 1956, 7, 346–358. [Google Scholar]
- Habashi, F. Recent Advances in Pressure Hydrometallurgy. In Proceedings of International Conference on Advances in Chemical Metallurgy, Bombay, India, 3–6 January 1979.
© 2013 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution license ( http://creativecommons.org/licenses/by/3.0/).
Share and Cite
Ghauri, M.; Inayat, A.; Bashir, M.T.; Ali, S.B.; Cliffe, K.R. High Pressure Oxydesulphurisation of Coal—A Parametric Study. Energies 2013, 6, 1930-1943. https://doi.org/10.3390/en6041930
Ghauri M, Inayat A, Bashir MT, Ali SB, Cliffe KR. High Pressure Oxydesulphurisation of Coal—A Parametric Study. Energies. 2013; 6(4):1930-1943. https://doi.org/10.3390/en6041930
Chicago/Turabian StyleGhauri, Moinuddin, Abrar Inayat, Muhammad Tariq Bashir, Salmiaton B. Ali, and Keith R. Cliffe. 2013. "High Pressure Oxydesulphurisation of Coal—A Parametric Study" Energies 6, no. 4: 1930-1943. https://doi.org/10.3390/en6041930
APA StyleGhauri, M., Inayat, A., Bashir, M. T., Ali, S. B., & Cliffe, K. R. (2013). High Pressure Oxydesulphurisation of Coal—A Parametric Study. Energies, 6(4), 1930-1943. https://doi.org/10.3390/en6041930