
Co-Production of Olefins, Fuels, and Electricity from Conventional Pipeline Gas and Shale Gas with Near-Zero CO2 Emissions. Part I: Process Development and Technical Performance


Abstract
:1. Introduction

2. Process Model and Simulations

| Gas Type | CH4 | C2H6 | C3H8 | C4H10 | CO2 | N2 | Flowrate (Tonne/Day) | Energy Content, HHV MW (LHV) |
|---|---|---|---|---|---|---|---|---|
| Marcellus [20] | 0.872 | 0.095 | 0.025 | 0.000 | 0.005 | 0.003 | 1976 | 1228 (1111) |
| Fayetteville [20] | 0.97 | 0.015 | 0.000 | 0.000 | 0.015 | 0.000 | 2000 | 1232 (1111) |
| New Albany [20] | 0.889 | 0.015 | 0.018 | 0.000 | 0.078 | 0.000 | 2356 | 1231 (1111) |
| Haynesville [20] | 0.948 | 0.001 | 0.000 | 0.000 | 0.05 | 0.001 | 2200 | 1233 (1111) |
| Conventional Gas [21] | 0.939 | 0.032 | 0.007 | 0.004 | 0.01 | 0.008 | 2007 | 1231 (1111) |
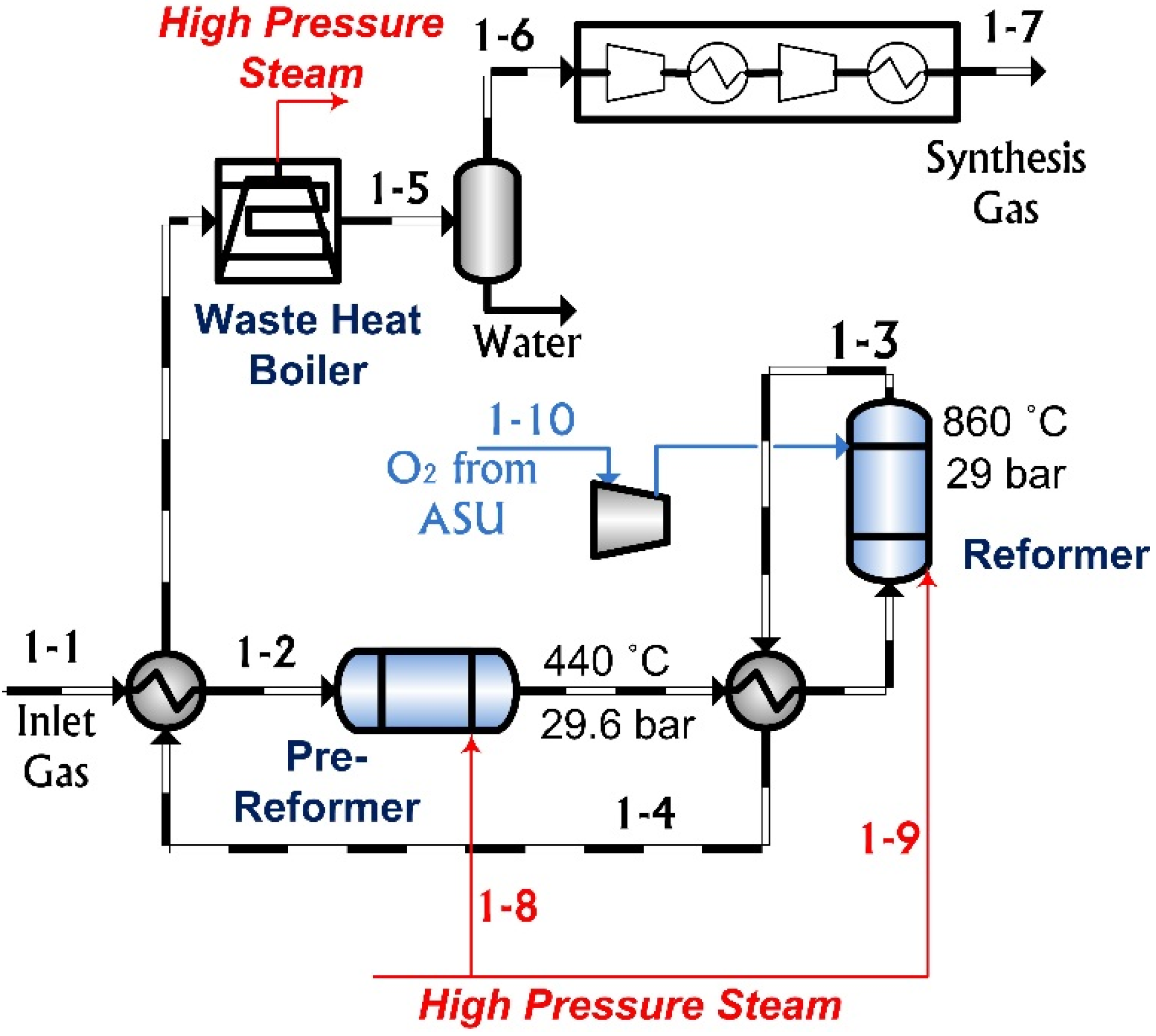
2.1. Natural Gas Reformer

2.2. Methanol & DME Production Unit

| Parameter ( | A | B (kJ/kmol) |
|---|---|---|
| K1 | 3453.38 | 0 |
| K2 (1/bar0.5) | 0.499 | 17,197 |
| K3 (1/bar) | 6.62 × 10−11 | 124,119 |
| K4 (m3/kmol) | 5.39 × 10−4 | 70,560.92 |
| K5 (m3/kmol) | 8.47 × 10−2 | 42,151.98 |
| kM1 (kmol/kgcat.bar2.sec) | 1.07 × 10−3 | 36,696 |
| kM2 (kmol/kgcat.bar.sec) | 1.22 × 107 | −94,765 |
| kD1 (kmol/kgcat.sec) | 1.49 × 101° | −143,666 |
| Keq,M1 (1/bar2) | 2.56 × 10−11 | 58,694.56 |
| Keq,M2 | 87.57 | −36,581.6 |
| Unit Operations | Parameters |
|---|---|
| MeOH reactor | Temperature: 250 °C, Pressure: 51 bar |
| RPlug reactor model | |
| MeOH flash drum | 35 °C, 50.5 bar |
| DME reactor | Temperature: 400 °C, Pressure: 15 bar |
| RPlug reactor model | |
| Tail gas removal | 25 stages, 49 bar |
| MeOH mass recovery: 98% | |
| MeOH purification | 30 stages, 30 bar, RadFrac model |
| MeOH mass recovery: 99.5% | |
| MeOH mole purity (industrial grade): 99.5% [25] | |
| DME purification | 30 stages, 13.5 bar, RadFrac model |
| DME mass recovery: 99.5% | |
| DME mole purity (fuel grade): 99.9% [26] |
2.3. Methanol to Olefins (MTO)
| Unit Operations | Parameters |
|---|---|
| Olefins production method | UOP/Hydro MTO process [32] |
| MTO reactor | RYield reactor model; Temperature: 400 °C, Pressure: 40 bar |
| MTO reactor catalyst | SAPO-34 [31] |
| Reactor selectivity | Experimental results by Wilson et al. [31] |
| Molar Selectivity: CH4: 0.013; C2H4: 0.43; C2H6: 0.008; C3H6: 0.418; C3H8: 0.005; C4H8: 0.108; C5H10: 0.017 | |
| CO2 removal | Amine type: DGA; Elec-NRTL model [19] |
| CO2 absorber | 20 stages, 2 bar |
| Amine regenerator | 20 stages, 1.5 bar |
| %CO2 removal | 99.9 |
| Olefin products recovery | |
| De-Ethanizer | 32 stages, 35 bar |
| Reflux ratio: 2.6; Boilup ratio: 4 | |
| %Ethane recovery: 99.8 | |
| Power consumption of refrigeration cycle: 0.35 MW/MW [33] | |
| De-Methanizer | 35 stages, 34 bar |
| Reflux ratio: 3.85; Boilup ratio: 1.03 | |
| %Methane removal: 99.99 | |
| Power consumption of refrigeration cycle: 1.21 MW/MW [33] | |
| C2 Splitter | 30 stages, 10 bar |
| Reflux ratio: 1.7; Boilup ratio: 29.8 | |
| %Ethylene recovery: 95; Ethylene mole purity (polymer grade): 99.9% [34] | |
| Power consumption of refrigeration cycle: 0.64 MW/MW [33] | |
| De-Propanizer | 30 stages, 25 bar |
| Reflux ratio: 6.0; Boilup ratio: 25.6 | |
| %Propylene recovery: 98; Propylene mole purity (polymer grade): 99.2% [35] |

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
2.4. Power Island
2.4.1. Option 1: Gas Combustion Turbines with Post-Combustion Capture

| Unit Operations | Parameters |
|---|---|
| Gas turbines (options 1, 3, and 4) | Model: Siemens V94.3A [46] |
| Outlet pressure: 1.1 bar | |
| Polytropic efficiency: 0.92, mechanical efficiency: 0.983 | |
| Number of turbine stages: 4 | |
| Maximum metal surface temperature (Tm,external): 850 °C | |
| Gas turbine model based upon algorithm presented by Wilcock [44] and Young [45] | |
| Steam turbines (all four options) | High pressure steam: 470 °C, 40.75 bar |
| Turbines outlet pressure (HP/IP/LP): 17/5.8/0.07 bar | |
| Turbines outlet temperature (HP/IP/LP): 351/230/42 °C | |
| Isentropic efficiency: 0.875, Mechanical efficiency: 0.983 | |
| Post combustion capture (option 1) | Amine type: DGA; Elec-NRTL model [19] %CO2 capture: 90 |
| CO2 absorber: 30 actual stages, 1.8 bar, CO2 Murphree efficiency: 0.33 [48] | |
| CO2 stripper: 30 actual stages, 1.3 bar, CO2 Murphree efficiency: 0.5 [48] | |
| Oxy-fuel combustion (option 2) | RGibbs reactor model. |
| Excess O2 | 3% (mole) [49] |
| O2/recycle CO2 ratio | 27% (mole) [49] |
| Air Separation Unit | Oxygen purity (molar): 0.995 [50] |
| Chemical looping combustion (options 3 and 4) | RGibbs model for both Air and Fuel reactors. See [51] for more details on Aspen model setup. |
| Residence time of Air & Fuel reactors | 300 s [52,53,54] |
| Iron oxide (option 3) | Air reactor temperature: 960 °C |
| Air/Solid rate: 1.312 (mole) | |
| Fuel reactor temperature: 710 °C | |
| Fe2O3 in/Fuel gas: 1.81 (mole) | |
| Nickel oxide (option 4) | Air reactor temperature: 1250 °C |
| Air/Ni rate: 2.39 (mole) | |
| Fuel reactor temperature: 700 °C | |
| NiO in/Fuel gas: 1.57 (mole) | |
| CO2 compression (all four options) | Compressor outlet pressure: 80 bar |
| Delivery condition: Temperature: 44 °C, Pressure: 153 bar |
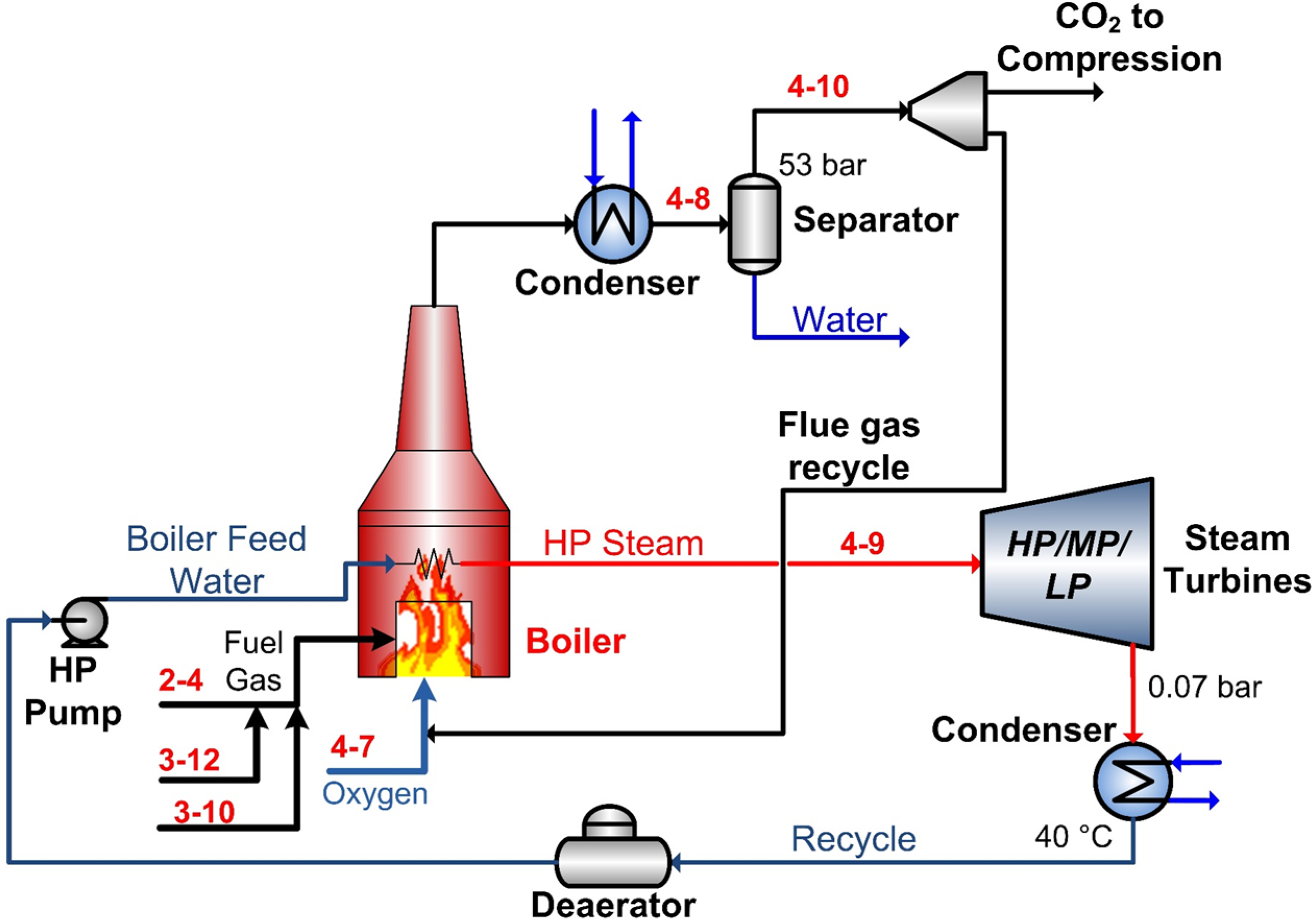
2.4.2. Option 2: Oxy-Fuel Combustion

2.4.3. Options 3 and 4: Chemical Looping Combustion

3. Thermal Analysis Results
| Optimization Scenario | Maximum DME Production | Maximum Olefin Production | ||||||||||||
| Stream No. | 1–1 | 2–8 | 2–10 | 3–9 | 3–14 | 4–6 | Stream No. | 1–1 | 2–8 | 2–10 | 3–9 | 3–14 | 4–6 | |
| Description | Shale Gas | MeOH | DME | Propylene | Ethylene | CO2 Liquid | Description | Shale Gas | MeOH | DME | Propylene | Ethylene | CO2 Liquid | |
| Temperature (°C) | 30.0 | - | 56.0 | - | - | 30.0 | Temperature (°C) | 30.0 | - | - | 35.7 | −51.8 | 30.0 | |
| Pressure (bar) | 30.0 | - | 13.5 | - | - | 153.0 | Pressure (bar) | 30.0 | - | - | 15.0 | 10.0 | 153.0 | |
| Total Flow (kg/h) | 83,363 | - | 76,862 | - | - | 72,830 | Total Flow (kg/h) | 83,363 | - | - | 8274 | 9474 | 72,285 | |
| Energy Input, HHV | 1232 MW | Energy Output, HHV | 641.77 MW | Energy Input, HHV | 1232 MW | Energy Output, HHV | 268.10 MW | |||||||
| Net Power Generation (Upstream of Pipeline) | 27.0 MW | Net Power Generation (Downstream of Pipeline) | 0 MW | Net Power Generation (Upstream of Pipeline) | 11.2 MW | Net Power Generation (Downstream of Pipeline) | 22.3 MW | |||||||
| Power Consumption (MW) | Power Consumption (MW) | |||||||||||||
| Reformer | 10.3 | MeOH & DME Synthesis | 2.4 | Reformer | 10.3 | MeOH & DME Synthesis | 4.3 | |||||||
| MTO process | 0.0 | Refrigeration | 0.0 | MTO process | 4.5 | Refrigeration | 4.8 | |||||||
| Optimization Scenario | Maximum Power Generation | Maximum Methanol Production | ||||||||||||
| Stream No. | 1–1 | 2–8 | 2–10 | 3–9 | 3–14 | 4–6 | Stream No. | 1–1 | 2–8 | 2–10 | 3–9 | 3–14 | 4–6 | |
| Description | Shale Gas | MeOH | DME | Propylene | Ethylene | CO2 Liquid | Description | Shale Gas | MeOH | DME | Propylene | Ethylene | CO2 Liquid | |
| Temperature (°C) | 30.0 | - | 56.0 | - | - | 30.0 | Temperature (°C) | 30.0 | 30.0 | - | - | - | 30.0 | |
| Pressure (bar) | 30.0 | - | 13.5 | - | - | 153.0 | Pressure (bar) | 30.0 | 30.0 | - | - | - | 153.0 | |
| Total Flow (kg/h) | 83,363 | - | 25,483 | - | - | 172,386 | Total Flow (kg/h) | 83,363 | 121,752 | - | - | - | 54,583 | |
| Energy Input, HHV | 1232 MW | Energy Output, HHV | 476.28 MW | Energy Input, HHV | 1232 MW | Energy Output, HHV | 686.2 MW | |||||||
| Net Power Generation (Upstream of Pipeline) | 274.3 MW | Net Power Generation (Downstream of Pipeline) | 0 MW | Net Power Generation (Upstream of Pipeline) | 12.9 MW | Net Power Generation (Downstream of Pipeline) | 0 MW | |||||||
| Power Consumption (MW) | Power Consumption (MW) | |||||||||||||
| Reformer | 10.3 | MeOH & DME Synthesis | 1.2 | Reformer | 10.3 | MeOH & DME Synthesis | 4.4 | |||||||
| MTO process | 0.0 | Refrigeration | 0.0 | MTO process | 3.4 | Refrigeration | 3.6 | |||||||
| Power Generation Option | Chemical Looping | Oxy-Fuel Combustion | Post Combustion | |
|---|---|---|---|---|
| Iron-Oxide | Nickel-Oxide | |||
| Efficiency, %HHV | 52.5 | 52.1 | 48.2 | 54.5 |
| %CO2 capture | 100 | 100 | 100 | 90 |
| Process Variables | ||||
| Recycle ratio of unreacted gases | 0.956 | 0.956 | 0.950 | 0.950 |
| MeOH ratio to the MTO section | 0.000 | 0.000 | 0.000 | 0.000 |
| MeOH ratio to the DME section | 1.000 | 1.000 | 1.000 | 0.700 |
| Product Portfolio (%) | ||||
| Net electricity | 5.0 | 4.2 | 1.0 | 11.1 |
| MeOH | 0.0 | 0.0 | 0.0 | 47.2 |
| DME | 95.0 | 95.8 | 99.0 | 41.7 |
| Olefins | 0.0 | 0.0 | 0.0 | 0.0 |
| Optimization Scenario | Maximum DME | Maximum Olefin | ||||||||
| Gas Type | Marcellus | Fayetteville | New Albany | Haynesville | Conventional Gas | Marcellus | Fayetteville | New Albany | Haynesville | Conventional Gas |
| %HHV | 51.9 | 52.1 | 51.8 | 52.1 | 52.5 | 21.9 | 22.0 | 22.5 | 22.7 | 22.8 |
| Product portfolio | ||||||||||
| %Power | 4.5 | 4.2 | 4.3 | 4.2 | 4.3 | 14.3 | 11.7 | 12.5 | 12.9 | 18.5 |
| %MeOH | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 |
| %DME | 95.5 | 95.8 | 95.7 | 95.8 | 95.7 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 |
| %Olefins | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 85.7 | 88.3 | 87.5 | 87.1 | 81.5 |
| Optimization Scenario | Maximum Power | Maximum MeOH | ||||||||
| Gas Type | Marcellus | Fayetteville | New Albany | Haynesville | Conventional Gas | Marcellus | Fayetteville | New Albany | Haynesville | Conventional Gas |
| %HHV | 38.8 | 38.8 | 38.7 | 38.7 | 40.3 | 55.4 | 55.1 | 56.8 | 57.1 | 55.6 |
| Product portfolio | ||||||||||
| %Power | 57.9 | 57.4 | 56.1 | 56.6 | 57.5 | 4.5 | 0.8 | 2.3 | 2.5 | 6.1 |
| %MeOH | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 95.5 | 99.2 | 97.7 | 97.5 | 93.9 |
| %DME | 42.1 | 42.6 | 43.9 | 43.4 | 42.5 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 |
| %Olefins | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 |
3.1. Different Feed Compositions
4. Conclusions
Supplementary Materials
Acknowledgments
Author Contributions
Nomenclature
Abbreviations
| ASU | Air separation unit |
| CLC | Chemical looping combustion |
| DGA | Diglycolamine |
| DME | Dimethyl ether |
| HHV | Higher heating value |
| HRSG | Heat recovery steam generator |
| LHV | Lower heating value |
| MDEA | Methyl diethanolamine |
Notations
| Ci | Concentration of component i, kmol/m3 |
| Keq,i | Equilibrium constant of reaction I |
| ki | Rate constant of reaction I |
| Ki | Adsoption constant I |
| pi | Partial pressure of component i, bar |
| ri | Rate of reaction i, kmol/kgcat.sec |
| R | Gas constant, 8.314 kj/kmol.K |
| T | Temperature, K |
Conflicts of Interest
References
- Bok, J.-K.; Lee, H.; Park, S. Robust investment model for long-range capacity expansion of chemical processing networks under uncertain demand forecast scenarios. Comput. Chem. Eng. 1998, 22, 1037–1049. [Google Scholar] [CrossRef]
- Adams, T.A., II. Challenges and opportunities in the design of new energy conversion systems. Comput. Aided Chem. Eng. 2014, 34, 5–14. [Google Scholar]
- Ren, T.; Patel, M.K.; Blok, K. Steam cracking and methane to olefins: Energy use, CO2 emissions and production costs. Energy 2008, 33, 817–833. [Google Scholar]
- Benchaita, T. Greenhouse Gas Emissions from New Petrochemical Plants; Technical Note No. IDB-TN-562; Inter-American Development Bank: Washington, DC, USA, 2013. [Google Scholar]
- Gao, L.; Li, H.; Chen, B.; Jin, H.; Lin, R.; Hong, H. Proposal of a natural gas-based polygeneration system for power and methanol production. Energy 2008, 33, 206–212. [Google Scholar] [CrossRef]
- Zhang, X.; Gundersen, T.; Roussanaly, S.; Brunsvold, A.L.; Zhang, S. Carbon chain analysis on a coal IGCC—CCS system with flexible multi-products. Fuel Process. Technol. 2012, 108, 146–153. [Google Scholar] [CrossRef]
- Floudas, C.A.; Elia, J.A.; Baliban, R.C. Hybrid and single feedstock energy processes for liquid transportation fuels: A critical review. Comput. Chem. Eng. 2012, 41, 24–51. [Google Scholar] [CrossRef]
- Adams, T.A., II; Barton, P.I. Combining coal gasification and natural gas reforming for efficient polygeneration. Fuel Process. Technol. 2011, 92, 639–655. [Google Scholar] [CrossRef]
- Adams, T.A., II; Barton, P.I. Combining coal gasification, natural gas reforming, and solid oxide fuel cells for efficient polygeneration with CO2 capture and sequestration. Fuel Process. Technol. 2011, 92, 2105–2115. [Google Scholar] [CrossRef]
- Cormos, C.-C. Assessment of flexible energy vectors poly-generation based on coal and biomass/solid wastes co-gasification with carbon capture. Int. J. Hydrog. Energy 2013, 38, 7855–7866. [Google Scholar] [CrossRef]
- Man, Y.; Yang, S.; Zhang, J.; Qian, Y. Conceptual design of coke-oven gas assisted coal to olefins process for high energy efficiency and low CO2 emission. Appl. Energ. 2014, 133, 197–205. [Google Scholar] [CrossRef]
- Hussain, D.; Dzombak, D.A.; Jaramillo, P.; Lowry, G.V. Comparative lifecycle inventory (LCI) of greenhouse gas (GHG) emissions of enhanced oil recovery (EOR) methods using different CO2 sources. Int. J. Greenh. Gas Control 2013, 16, 129–144. [Google Scholar] [CrossRef]
- Ju, F.; Chen, H.; Ding, X.; Yang, H.; Wang, X.; Zhang, S.; Dai, Z. Process simulation of single-step dimethyl ether production via biomass gasification. Biotechnol. Adv. 2009, 27, 599–605. [Google Scholar] [CrossRef] [PubMed]
- Semelsberger, T.A.; Borup, R.L. Thermodynamic equilibrium calculations of hydrogen production from the combined processes of dimethyl ether steam reforming and partial oxidation. J. Power Sources 2006, 155, 340–352. [Google Scholar] [CrossRef]
- Semelsberger, T.A.; Borup, R.L.; Greene, H.L. Dimethyl ether (DME) as an alternative fuel. J. Power Sources 2006, 156, 497–511. [Google Scholar] [CrossRef]
- Pyl, S.P.; Schietekat, C.M.; Reyniers, M.-F.; Abhari, R.; Marin, G.B.; van Geem, K.M. Biomass to olefins: Cracking of renewable naphtha. Chem. Eng. J. 2011, 176–177, 178–187. [Google Scholar] [CrossRef]
- Rezaei, P.S.; Shafaghat, H.; Daud, W.M.A.W. Production of green aromatics and olefins by catalytic cracking of oxygenate compounds derived from biomass pyrolysis: A review. Appl. Catal. A 2014, 469, 490–511. [Google Scholar] [CrossRef]
- Kaminsky, W.; Schlesselmann, B.; Simon, C. Olefins from polyolefins and mixed plastics by pyrolysis. J. Anal. Appl. Pyrolysis 1995, 32, 19–27. [Google Scholar] [CrossRef]
- Chen, C.C.; Mathias, P.M. Applied thermodynamics for process modeling. AlChE J. 2002, 48, 194–200. [Google Scholar] [CrossRef]
- Bullin, K.; Krouskop, P. Composition Variety Complicates Processing Plans for U.S. Shale Gas; Bryan Research and Engineering Inc.: Bryan, TX, USA, 2009. [Google Scholar]
- Haslbeck, J.L.; Kuehn, N.J.; Lewis, E.G.; Pinkerton, L.L.; Simpson, J.; Turner, M.J.; Varghese, E.; Woods, M.C. Cost and Performance Baseline for Fossil Energy Plants Volume 1: Bituminous Coal and Natural Gas to Electricity; DOE, U.S. Department of Energy: Pittsburgh, PA, USA, 2010. [Google Scholar]
- Adams, T.A., II; Barton, P.I. High-efficiency power production from natural gas with carbon capture. J. Power Sources 2010, 195, 1971–1983. [Google Scholar]
- Vanden bussche, K.M.; Froment, G.F. A steady-state kinetic model for methanol synthesis and the water gas shift reaction on a commercial Cu/ZnO/Al2O3 catalyst. J. Catal. 1996, 161, 1–10. [Google Scholar]
- Bercic, G.; Levec, J. Catalytic dehydration of methanol to dimethyl ether. Kinetic investigation and reactor simulation. Ind. Eng. Chem. Res. 1993, 32, 2478–2484. [Google Scholar] [CrossRef]
- Methanol Industrial Grade. Available online: http://www.alibaba.com/product-detail/2012-Methanol-99-5-_551002733.html (accessed on 1 June 2014).
- DiMethyl Ether. Available online: http://www.alibaba.com/product-detail/DiMethyl-Ether_1659793013.html (accessed on 1 June 2014).
- Khojasteh Salkuyeh, Y.; Adams, T.A., II. A new power, methanol, and DME polygeneration process using integrated chemical looping systems. Energy Convers. Manage. 2014, 88, 411–425. [Google Scholar]
- Taheri Najafabadi, A.; Fatemi, S.; Sohrabi, M.; Salmasi, M. Kinetic modeling and optimization of the operating condition of MTO process on SAPO-34 catalyst. J. Ind. Eng. Chem. 2012, 18, 29–37. [Google Scholar]
- Lee, Y.-J.; Baek, S.-C.; Jun, K.-W. Methanol conversion on SAPO-34 catalysts prepared by mixed template method. Appl. Catal., A 2007, 329, 130–136. [Google Scholar] [CrossRef]
- Chen, J.Q.; Bozzano, A.; Glover, B.; Fuglerud, T.; Kvisle, S. Recent advancements in ethylene and propylene production using the UOP/Hydro MTO process. Catal. Today 2005, 106, 103–107. [Google Scholar] [CrossRef]
- Wilson, S.; Barger, P. The characteristics of SAPO-34 which influence the conversion of methanol to light olefins. Microporous Mesoporous Mater. 1999, 29, 117–126. [Google Scholar] [CrossRef]
- Bell, D.A.; Towler, B.F.; Fan, M. Coal Gasification and Its Applications; William Andrew Publishing: Boston, MA, USA, 2011. [Google Scholar]
- GPSA. Engineering Data Book, 11th ed.; Gas Processors Suppliers Association: Tulsa, OK, USA, 1998. [Google Scholar]
- Ethylene, Polymer Purity. Available online: https://www.mathesongas.com/pdfs/products/Ethylene-Pure-Gas.pdf (accessed on 1 June 2014).
- Propylene, Polymer Grade. Available online: http://www.dow.com/productsafety/finder/pro.htm (accessed on 1 June 2014).
- Keil, F.J. Methanol-to-hydrocarbons: process technology. Microporous Mesoporous Mater. 1999, 29, 49–66. [Google Scholar] [CrossRef]
- Bahadori, A.; Mokhatab, S. Estimating design parameters in propane refrigerant systems. Pumps Systems 2007, 68–71. [Google Scholar]
- Mafi, M.; Amidpour, M.; Naeynian, S.M.M. Development in mixed refrigerant cycles used in olefin plants. In Proceedings of the 1st Annual Gas Processing Symposium; Elsevier: Amsterdam, The Netherland, 2009; pp. 154–161. [Google Scholar]
- Abu-Zahra, M.R.M.; Niederer, J.P.M.; Feron, P.H.M.; Versteeg, G.F. CO2 capture from power plants: Part II. A parametric study of the economical performance based on mono-ethanolamine. Int. J. Greenh. Gas Control 2007, 1, 135–142. [Google Scholar] [CrossRef]
- Moghtaderi, B. Review of the recent chemical looping process developments for novel energy and fuel applications. Energy Fuels 2011, 26, 15–40. [Google Scholar] [CrossRef]
- Tan, Y.; Douglas, M.A.; Thambimuthu, K.V. CO2 capture using oxygen enhanced combustion strategies for natural gas power plants. Fuel 2002, 81, 1007–1016. [Google Scholar] [CrossRef]
- Jin, H.; Ishida, M. A novel gas turbine cycle with hydrogen-fueled chemical-looping combustion. Int. J. Hydrogen Energy 2000, 25, 1209–1215. [Google Scholar] [CrossRef]
- Ishida, M.; Yamamoto, M.; Ohba, T. Experimental results of chemical-looping combustion with NiO/NiAl2O4 particle circulation at 1200 °C. Energy Convers. Manag. 2002, 43, 1469–1478. [Google Scholar] [CrossRef]
- Wilcock, R.C.; Young, J.B.; Horlock, J.H. The Effect of Turbine Blade Cooling on the Cycle Efficiency of Gas Turbine Power Cycles. J Eng. Gas Turb. Power. 2005, 127, 109–120. [Google Scholar] [CrossRef]
- Young, J.B.; Wilcock, R.C. Modeling the Air-Cooled Gas Turbine: Part 2—Coolant Flows and Losses. J. Turbomach. 2002, 124, 214–221. [Google Scholar] [CrossRef]
- Zhang, J.; Ma, L.; Li, Z.; Ni, W. Modeling an Air-Cooled Gas Turbine of the Integrated Gasification Combined Cycle in Aspen plus. In International Conference on Future Electrical Power and Energy Systems (ICFEPES); Elsevier Ltd.: Sanya, China, 2012; Volume 9, pp. 425–430. [Google Scholar]
- Abu-Zahra, M.R.M.; Schneiders, L.H.J.; Niederer, J.P.M.; Feron, P.H.M.; Versteeg, G.F. CO2 capture from power plants: Part I. A parametric study of the technical performance based on monoethanolamine. Int. J. Greenh. Gas Control 2007, 1, 37–46. [Google Scholar] [CrossRef]
- Mackenzie, D.H.; Prambil, F.C.; Daniels, C.A.; Bullin, J.A. Design & operation of a selective sweetening plant using MDEA. Energy Progress 1987, 7, 31–36. [Google Scholar]
- Hu, Y. CO2 capture from Oxy-Fuel Combustion Power Plants. Ph.D. Thesis, KTH Royal Institute of Technology: Stockholm, Sweden, 2011. [Google Scholar]
- Smith, A.R.; Klosek, J. A review of air separation technologies and their integration with energy conversion processes. Fuel Process. Technol. 2001, 70, 115–134. [Google Scholar] [CrossRef]
- Fan, L.S. Chemical Looping Systems For Fossil Energy Conversions; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2010. [Google Scholar]
- Kolbitsch, P.; Bolhàr-Nordenkampf, J.; Pröll, T.; Hofbauer, H. Operating experience with chemical looping combustion in a 120 kW dual circulating fluidized bed (DCFB) unit. Int. J. Greenh. Gas Control 2010, 4, 180–185. [Google Scholar] [CrossRef]
- Kolbitsch, P.; Pröll, T.; Bolhar-Nordenkampf, J.; Hofbauer, H. Design of a Chemical Looping Combustor using a Dual Circulating Fluidized Bed (DCFB) Reactor System. Chem. Eng. Technol. 2009, 32, 398–403. [Google Scholar] [CrossRef]
- Wolf, J.; Anheden, M.; Yan, J. Comparison of nickel- and iron-based oxygen carriers in chemical looping combustion for CO2 capture in power generation. Fuel 2005, 84, 993–1006. [Google Scholar] [CrossRef]
- Naskar, S.; Jana, K.; De, S. Comparative performance study of CO2 capture with Monoethyl and Diethyl Amines using Aspen Plus. Int. J. Emerging Technol. Adv. Eng. 2013, 3, 490–497. [Google Scholar]
- Pellegrini, G.; Strube, R.; Manfrida, G. Comparative study of chemical absorbents in postcombustion CO2 capture. Energy 2010, 35, 851–857. [Google Scholar] [CrossRef]
- Polasek, J.; Bullin, J. Selecting amines for sweetening units. Energy Prog. 1984, 4, 146–149. [Google Scholar]
- Manning, F.S.; Thompson, R.E. Oilfield Processing of Petroleum Volume 1: Natural Gas; Pennwell Books: Tulsa, OK, USA, 1991. [Google Scholar]
- Toftegaard, M.B.; Brix, J.; Jensen, P.A.; Glarborg, P.; Jensen, A.D. Oxy-fuel combustion of solid fuels. Prog. Energy Combust. Sci. 2010, 36, 581–625. [Google Scholar] [CrossRef]
- Tigges, K.; Klauke, F.; Bergins, C.; Busekrus, K.; Niesbach, J.; Ehmann, M.; Vollmer, B.; Buddenberg, T.; Wu, S.; Kukoski, A. Oxyfuel combustion retrofits for existing power stations. In Proceedings of the 33rd International Technical Conference on Coal Utilization & Fuel Systems, Clearwater, FL, USA, 1–5 June 2008; Sahkestad, B.A., Ed.; Coal Technologies Associates: Red Hook, NY, USA.
- Hong, J.; Chaudhry, G.; Brisson, J.G.; Field, R.; Gazzino, M.; Ghoniem, A.F. Analysis of oxy-fuel combustion power cycle utilizing a pressurized coal combustor. Energy 2009, 34, 1332–1340. [Google Scholar] [CrossRef]
- Cho, P.; Mattisson, T.; Lyngfelt, A. Comparison of iron-, nickel-, copper- and manganese-based oxygen carriers for chemical-looping combustion. Fuel 2004, 83, 1215–1225. [Google Scholar] [CrossRef]
- Adanez, J.; Abad, A.; Garcia-Labiano, F.; Gayan, P.; de Diego, L.F. Progress in Chemical-Looping Combustion and Reforming technologies. Prog. Energy Combust. Sci. 2012, 38, 215–282. [Google Scholar] [CrossRef] [Green Version]
- Corbella, B.M.; Palacios, J.M. Titania-supported iron oxide as oxygen carrier for chemical-looping combustion of methane. Fuel 2007, 86, 113–122. [Google Scholar] [CrossRef]
- Lyngfelt, A. Oxygen Carriers for Chemical Looping Combustion - 4000 h of Operational Experience. Oil Gas Sci. Technol. – Rev. IFP Energies nouvelles 2011, 66, 161–172. [Google Scholar] [CrossRef]
- Linderholm, C.; Abad, A.; Mattisson, T.; Lyngfelt, A. 160 h of chemical-looping combustion in a 10 kW reactor system with a NiO-based oxygen carrier. Int. J. Greenh. Gas Control 2008, 2, 520–530. [Google Scholar] [CrossRef]
- Gayán, P.; Pans, M.A.; Ortiz, M.; Abad, A.; de Diego, L.F.; García-Labiano, F.; Adánez, J. Testing of a highly reactive impregnated Fe2O3/Al2O3 oxygen carrier for a SR–CLC system in a continuous CLC unit. Fuel Process. Technol. 2012, 96, 37–47. [Google Scholar] [CrossRef] [Green Version]
© 2015 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Salkuyeh, Y.K.; II, T.A.A. Co-Production of Olefins, Fuels, and Electricity from Conventional Pipeline Gas and Shale Gas with Near-Zero CO2 Emissions. Part I: Process Development and Technical Performance. Energies 2015, 8, 3739-3761. https://doi.org/10.3390/en8053739
Salkuyeh YK, II TAA. Co-Production of Olefins, Fuels, and Electricity from Conventional Pipeline Gas and Shale Gas with Near-Zero CO2 Emissions. Part I: Process Development and Technical Performance. Energies. 2015; 8(5):3739-3761. https://doi.org/10.3390/en8053739
Chicago/Turabian StyleSalkuyeh, Yaser Khojasteh, and Thomas A. Adams II. 2015. "Co-Production of Olefins, Fuels, and Electricity from Conventional Pipeline Gas and Shale Gas with Near-Zero CO2 Emissions. Part I: Process Development and Technical Performance" Energies 8, no. 5: 3739-3761. https://doi.org/10.3390/en8053739
APA StyleSalkuyeh, Y. K., & II, T. A. A. (2015). Co-Production of Olefins, Fuels, and Electricity from Conventional Pipeline Gas and Shale Gas with Near-Zero CO2 Emissions. Part I: Process Development and Technical Performance. Energies, 8(5), 3739-3761. https://doi.org/10.3390/en8053739