
Phytic Acid-Silica System for Imparting Fire Retardancy in Wood Composites

 , ,
, ,  ,
,  ,
,  and
and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
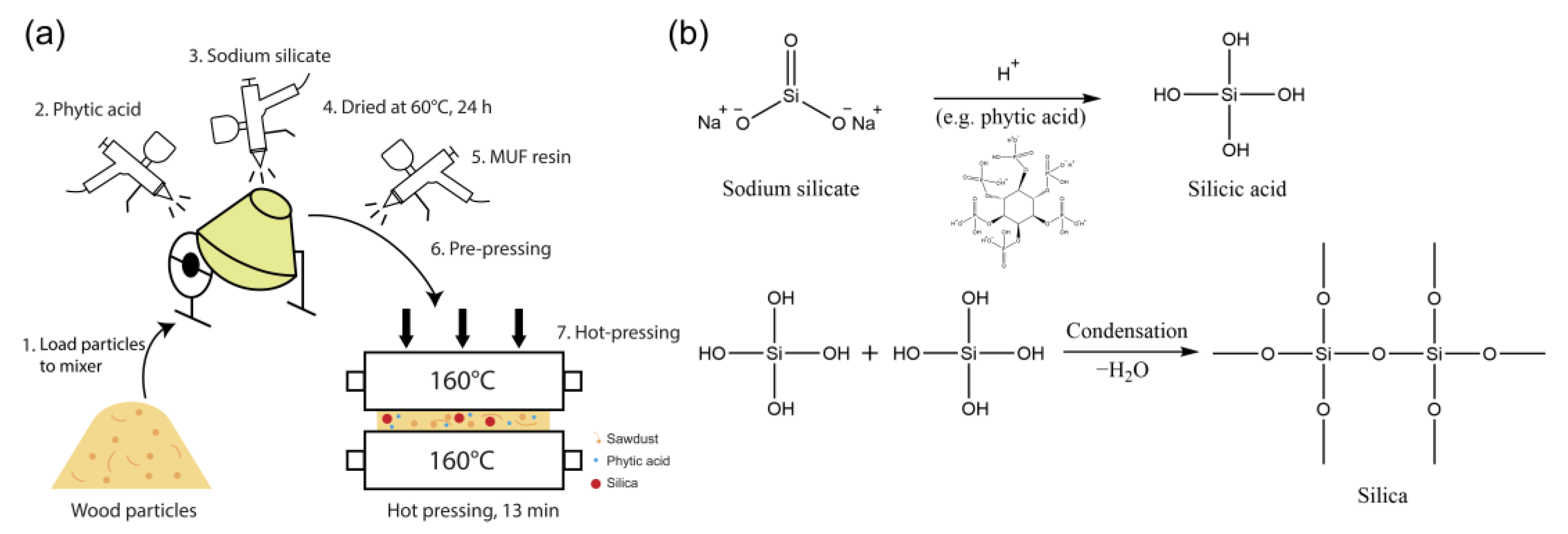
2.2. Composite Fabrication
2.3. Characterization
3. Results and Discussion
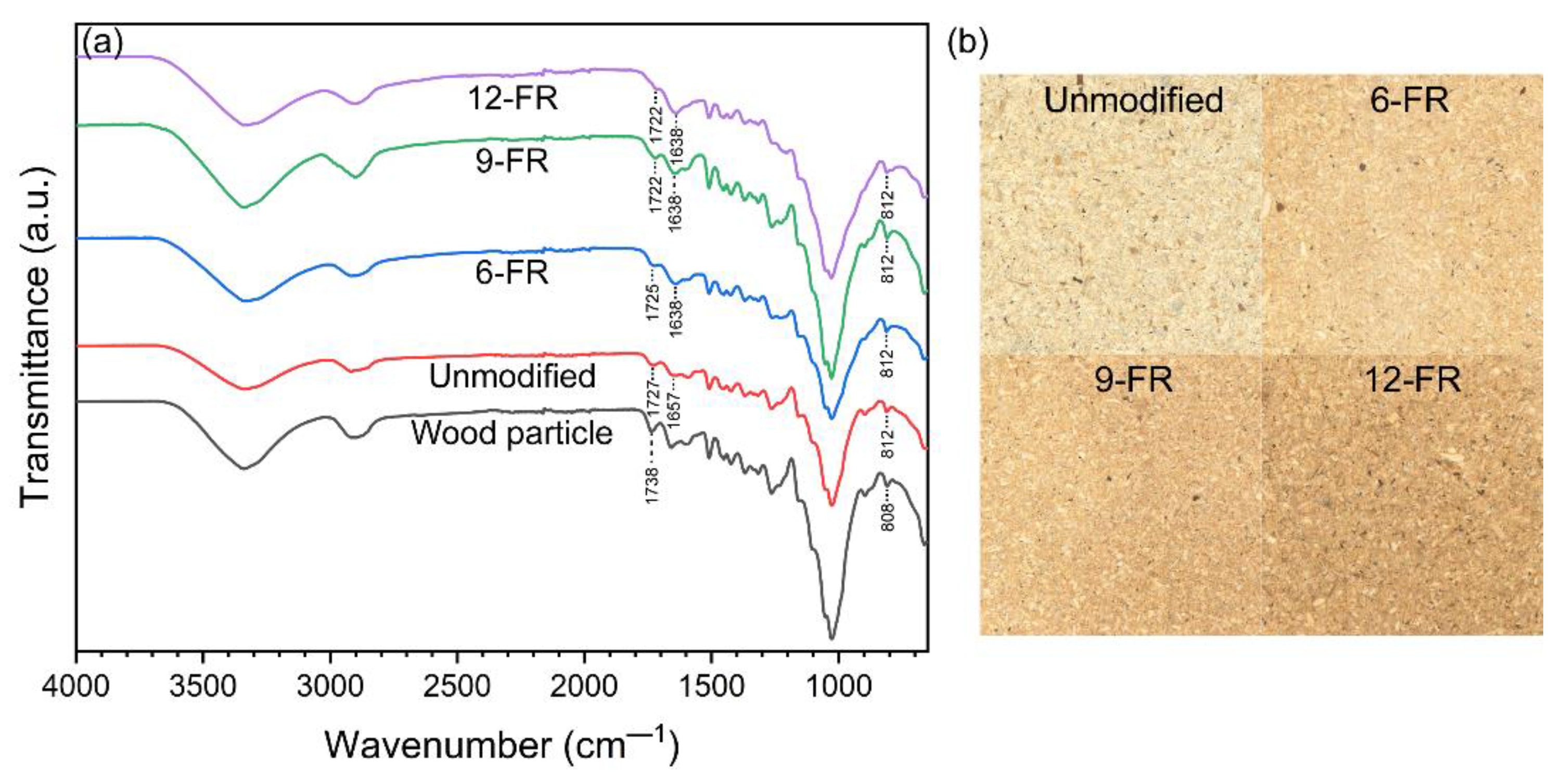
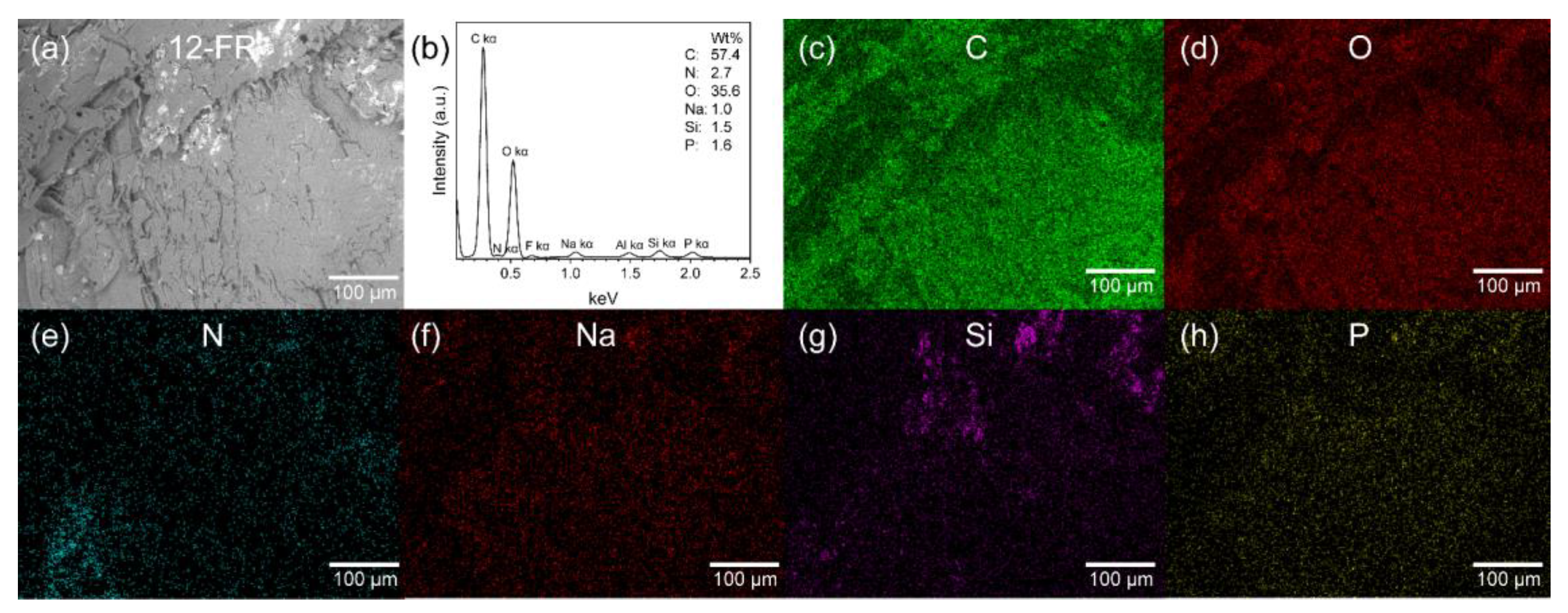
3.1. Chemical Functionalities, Appearance, and Elemental Distribution
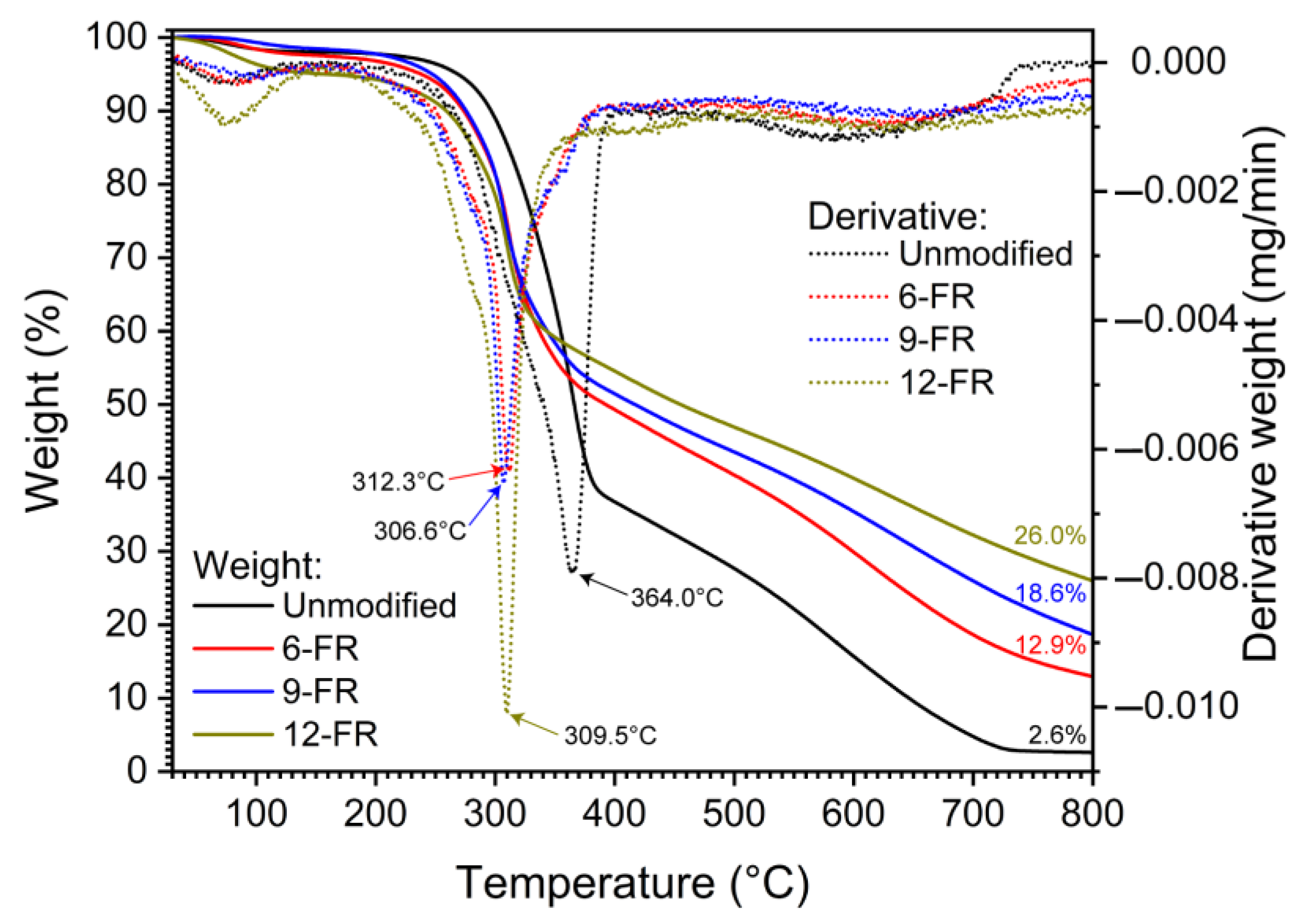
3.2. Thermal Behaviour
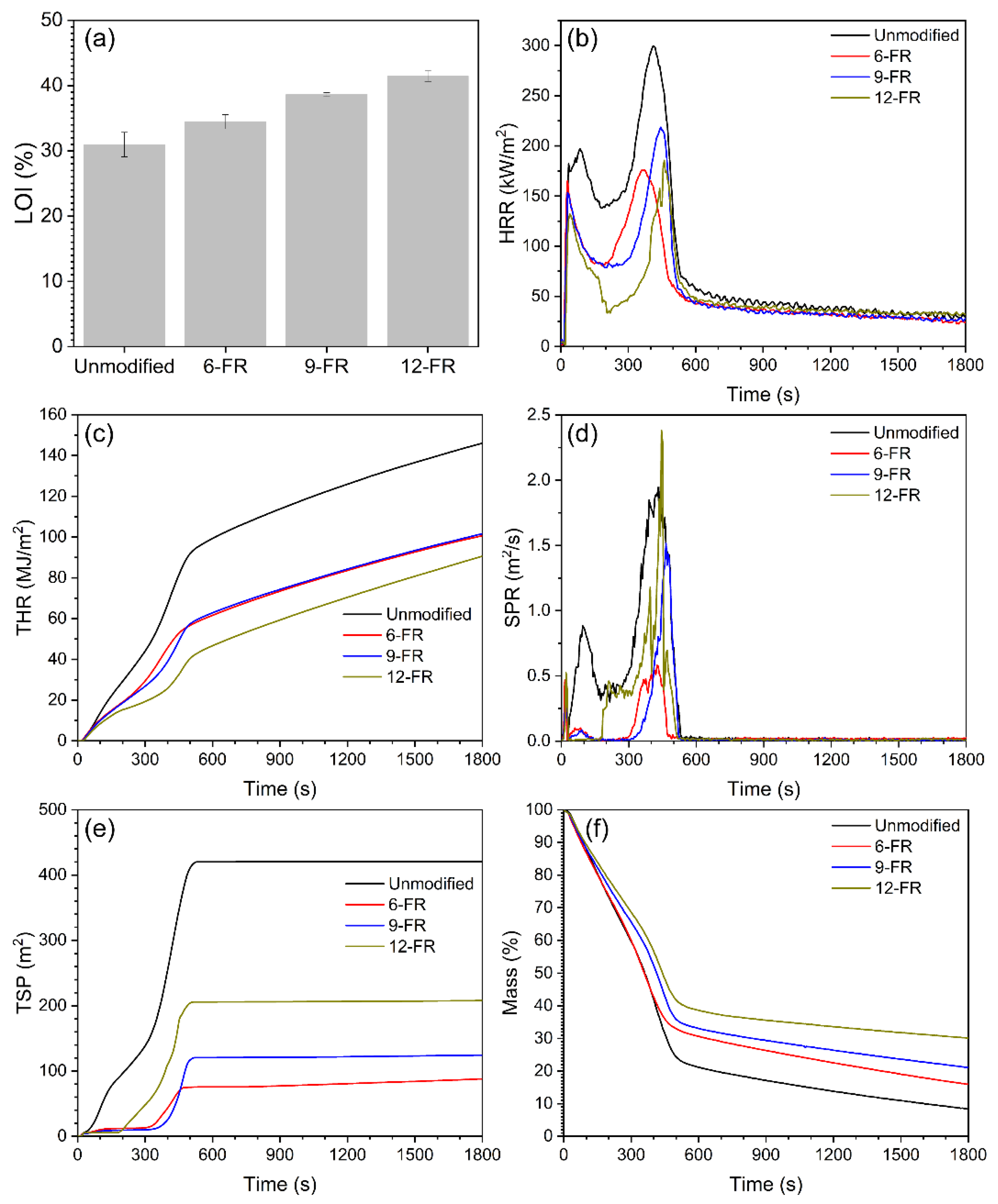
3.3. Fire Performance
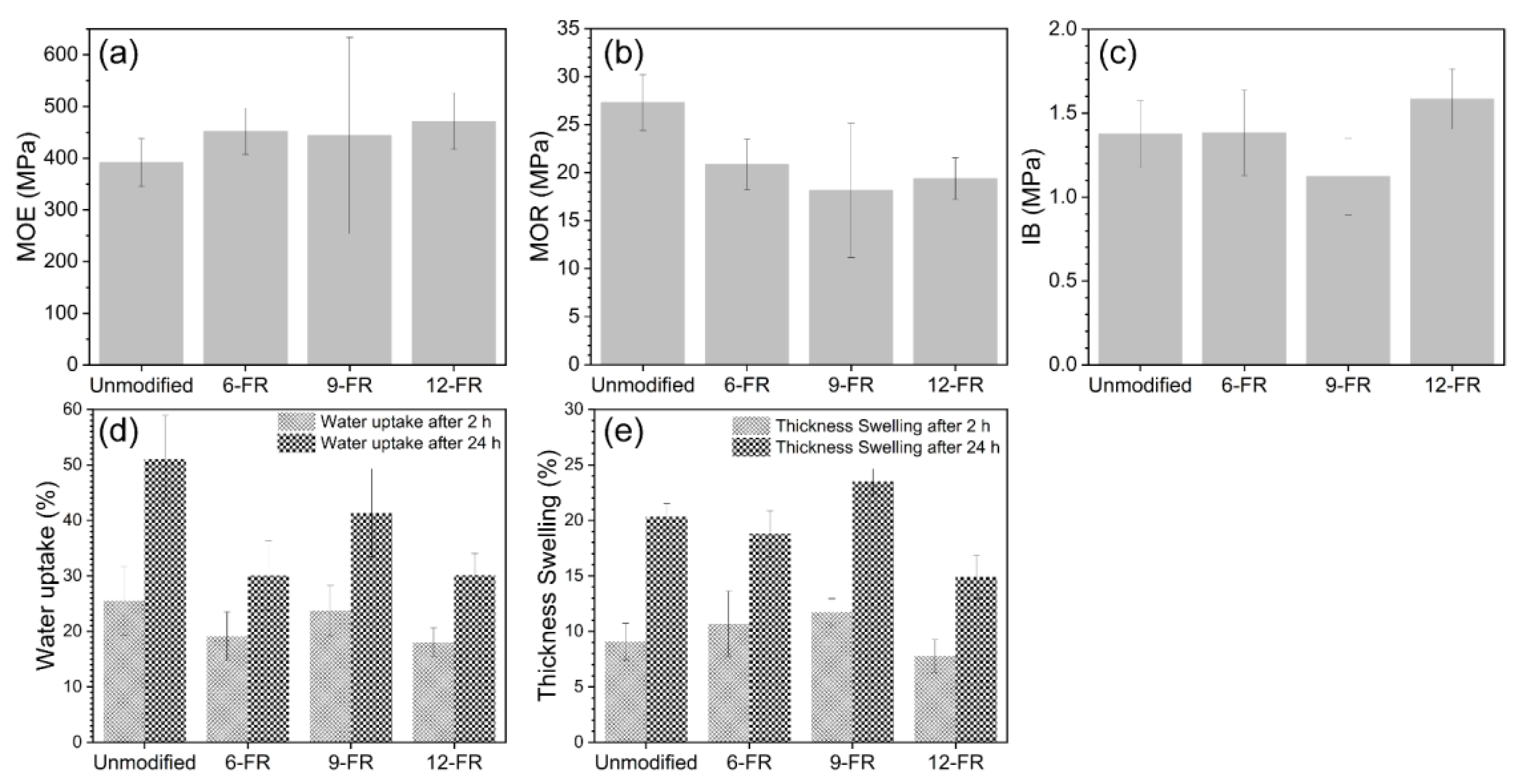
3.4. Mechanical and Physical Properties
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- FAO Global Forest Sector Outlook. 2050: Assessing future demand and sources of timber for a sustainable economy. For. Work. Pap. 2022, 31, 132. [Google Scholar] [CrossRef]
- Ormondroyd, G.A. Adhesives for Wood Composites. In Wood Composites; Elsevier Ltd.: Amsterdam, The Netherlands, 2015; pp. 47–66. ISBN 9781782424772. [Google Scholar]
- Östman, B.A.L.; Mikkola, E. European classes for the reaction to fire performance of wood products. Holz Als Roh Und Werkst 2006, 64, 327–337. [Google Scholar] [CrossRef]
- Mantanis, G.I.; Martinka, J.; Lykidis, C.; Ševčík, L. Technological properties and fire performance of medium density fibreboard (MDF) treated with selected polyphosphate-based fire retardants. Wood Mater. Sci. Eng. 2020, 15, 303–311. [Google Scholar] [CrossRef]
- Martinka, J.; Mantanis, G.I.; Lykidis, C.; Antov, P.; Rantuch, P. The effect of partial substitution of polyphosphates by aluminium hydroxide and borates on the technological and fire properties of medium density fibreboard. Wood Mater. Sci. Eng. 2021, 17, 720–726. [Google Scholar] [CrossRef]
- Yuan, H.B.; Tang, R.C.; Yu, C.B. Flame retardant functionalization of microcrystalline cellulose by phosphorylation reaction with phytic acid. Int. J. Mol. Sci. 2021, 22, 9631. [Google Scholar] [CrossRef]
- Sykam, K.; Försth, M.; Sas, G.; Restás, Á.; Das, O. Phytic acid: A bio-based flame retardant for cotton and wool fabrics. Ind. Crops Prod. 2021, 164, 113349. [Google Scholar] [CrossRef]
- Patra, A.; Kjellin, S.; Larsson, A.C. Phytic acid-based flame retardants for cotton. Green Mater. 2019, 8, 123–130. [Google Scholar] [CrossRef]
- Mokhena, T.C.; Sadiku, E.R.; Ray, S.S.; Mochane, M.J.; Matabola, K.P.; Motloung, M. Flame retardancy efficacy of phytic acid: An overview. J. Appl. Polym. Sci. 2022, 139, e52495. [Google Scholar] [CrossRef]
- Costes, L.; Laoutid, F.; Brohez, S.; Delvosalle, C.; Dubois, P. Phytic acid–lignin combination: A simple and efficient route for enhancing thermal and flame retardant properties of polylactide. Eur. Polym. J. 2017, 94, 270–285. [Google Scholar] [CrossRef]
- Feng, Y.; Zhou, Y.; Li, D.; He, S.; Zhang, F.; Zhang, G. A plant-based reactive ammonium phytate for use as a flame-retardant for cotton fabric. Carbohydr. Polym. 2017, 175, 636–644. [Google Scholar] [CrossRef]
- Liu, X.H.; Zhang, Q.Y.; Cheng, B.W.; Ren, Y.L.; Zhang, Y.G.; Ding, C. Durable flame retardant cellulosic fibers modified with novel, facile and efficient phytic acid-based finishing agent. Cellulose 2018, 25, 799–811. [Google Scholar] [CrossRef]
- Zhu, X.; Wu, Y.; Tian, C.; Qing, Y.; Yao, C. Synergistic effect of nanosilica aerogel with phosphorus flame retardants on improving flame retardancy and leaching resistance of wood. J. Nanomater. 2014, 2014, 7. [Google Scholar] [CrossRef]
- Yan, L.; Xu, Z.; Wang, X. Synergistic flame-retardant and smoke suppression effects of zinc borate in transparent intumescent fire-retardant coatings applied on wood substrates. J. Therm. Anal. Calorim. 2019, 136, 1563–1574. [Google Scholar] [CrossRef]
- Chen, Z.; Zhang, S.; Ding, M.; Wang, M.; Xu, X. Construction of a phytic acid–silica system in wood for highly efficient flame retardancy and smoke suppression. Materials 2021, 14, 4164. [Google Scholar] [CrossRef]
- Schlomach, J.; Kind, M. Investigations on the semi-batch precipitation of silica. J. Colloid Interface Sci. 2004, 277, 316–326. [Google Scholar] [CrossRef] [PubMed]
- Niu, M.; Hagman, O.; Wang, X.A.; Xie, Y.; Karlsson, O.; Cai, L.L. Effect of Si-Al Compounds on Fire Properties of Ultra-low Density Fiberboard. BioResources 2014, 9, 2415–2430. [Google Scholar] [CrossRef]
- Katoueizadeh, E.; Rasouli, M.; Zebarjad, S.M. A comprehensive study on the gelation process of silica gels from sodium silicate. J. Mater. Res. Technol. 2020, 9, 10157–10165. [Google Scholar] [CrossRef]
- Furuno, T.; Uehara, T.; Jodai, S. Combinations of wood and silicate, III. Some properties of wood-mineral composites using the water glass-boron compound system. Mokuzai Gakkaishi 1993, 39, 561–570. [Google Scholar]
- Garskaite, E.; Karlsson, O.; Stankeviciute, Z.; Kareiva, A.; Jonesa, D.; Sandberg, D. Surface hardness and flammability of Na2SiO3 and nano-TiO2 reinforced wood composites. RSC Adv. 2019, 9, 27973–27986. [Google Scholar] [CrossRef]
- Mai, C.; Militz, H. Modification of wood with silicon compounds. Inorganic silicon compounds and sol-gel systems: A review. Wood Sci. Technol. 2004, 37, 339–348. [Google Scholar] [CrossRef]
- Pereyra, A.M.; Giudice, C.A. Flame-retardant impregnants for woods based on alkaline silicates. Fire Saf. J. 2009, 44, 497–503. [Google Scholar] [CrossRef]
- ISO 4589-2:2017; Plastics—Determination of Burning Behaviour by Oxygen Index—Part 2: Ambient-Temperature Test. ISO: Geneva, Switzerland, 2017.
- ISO 5660-1:2015; Reaction-to-Fire Tests—Heat Release, Smoke Production and Mass Loss Rate—Part 1: Heat Release Rate (Cone Calorimeter Method) and Smoke Production Rate (Dynamic Measurement). ISO: Geneva, Switzerland, 2015.
- EN 408:2012; Timber Structures–Structural Timber and Glued Laminated Timber–Determination of Some Physical and Mechanical Properties. European Committee for Standardisation: Brussels, Belgium, 2012.
- CEN 1993:SS-EN 319:1993; Particleboards and Fibreboards–Determination of Tensile Strength Perpendicular to the Plane of the Board. European Committee for Standardisation: Brussels, Belgium, 1993.
- CEN 1993:BS-EN 317:1993; Particleboards and Fibreboards—Determination of Swelling in Thickness after Immersion in Water. European Committee for Standardisation: Brussels, Belgium, 1993.
- Lin, C.; Karlsson, O.; Martinka, J.; Rantuch, P.; Garskaite, E.; Mantanis, G.I.; Jones, D.; Sandberg, D. Approaching Highly Leaching-Resistant Fire-Retardant Wood by In Situ Polymerization with Melamine Formaldehyde Resin. ACS Omega 2021, 6, 12733–12745. [Google Scholar] [CrossRef]
- Tjeerdsma, B.F.; Militz, H. Chemical changes in hydrothermal treated wood: FTIR analysis of combined hydrothermal and dry heat-treated wood. Holz Als Roh Und Werkst 2005, 63, 102–111. [Google Scholar] [CrossRef]
- Faix, O. Characterization in Solid State. In Methods in Lignin Chemistry; Lin, S.Y., Dence, C.W., Eds.; Springer: Berlin/Heidelberg, Germany, 1992; pp. 83–109. [Google Scholar]
- Zhang, T.; Yan, H.; Shen, L.; Fang, Z.; Zhang, X.; Wang, J.; Zhang, B. Chitosan/phytic acid polyelectrolyte complex: A green and renewable intumescent flame retardant system for ethylene-vinyl acetate copolymer. Ind. Eng. Chem. Res. 2014, 53, 19199–19207. [Google Scholar] [CrossRef]
- Li, P.; Zhang, Y.; Zuo, Y.; Lu, J.; Yuan, G.; Wu, Y. Preparation and characterization of sodium silicate impregnated Chinese fir wood with high strength, water resistance, flame retardant and smoke suppression. J. Mater. Res. Technol. 2020, 9, 1043–1053. [Google Scholar] [CrossRef]
- Zhang, X.; Song, S.; Li, X.; Zhu, Y.; Li, X.; Xu, K.; Lyu, J.; Wu, Y. Effect of low molecular weight melamine-urea-formaldehyde resin impregnation on poplar wood pore size distribution and water sorption. Ind. Crops Prod. 2022, 188, 115700. [Google Scholar] [CrossRef]
- Rowell, R.M.; Dietenberger, M.A. Thermal Properties, Combustion, and Fire Retardancy of Wood. In Handbook of Wood Chemistry and Wood Composites; Rowell, R.M., Ed.; CRC Press: Boca Raton, FL, USA, 2013; pp. 127–149. ISBN 9781439853818. [Google Scholar]
- Fengel, D.; Wegener, G. Influence of Temperature. In Wood Chemistry, Ultrastructure, Reactions; Walter de Gruyter: Berlin, Germany; New York, NY, USA, 1989; pp. 319–344. [Google Scholar]
- Devallencourt, C.; Saiter, J.M.; Fafet, A.; Ubrich, E. Thermogravimetry/Fourier transform infrared coupling investigations to study the thermal stability of melamine formaldehyde resin. Thermochim. Acta 1995, 259, 143–151. [Google Scholar] [CrossRef]
- Chen, J.P.; Isa, K. Thermal Decomposition of Urea and Urea Derivatives by Simultaneous TG/(DTA)/MS. J. Mass Spectrom. Soc. Jpn. 1998, 46, 299–303. [Google Scholar] [CrossRef]
- Ullah, S.; Bustam, M.A.; Nadeem, M.; Naz, M.Y.; Tan, W.L.; Shariff, A.M. Synthesis and thermal degradation studies of melamine formaldehyde resins. Sci. World J. 2014, 2014, 940502. [Google Scholar] [CrossRef] [PubMed]
- LeVan, S.L. Chemistry of fire retardancy. In The Chemistry of Solid Wood; Rowell, R., Ed.; American Chemical Society: Washington, DC, USA, 1984; pp. 531–574. [Google Scholar]
- Bahari, A.; Ghovati, M.; Hashemi, A. Studying of SiO2/capron nanocomposite as a gate dielectric film for improved threshold voltage. Appl. Phys. A Mater. Sci. Process. 2019, 125, 1–7. [Google Scholar] [CrossRef]
- Ritchie, S.J.; Steckler, K.D.; Hamins, A.; Cleary, T.G.; Yang, J.C.; Kashiwagi, T. The Effect of Sample Size on the Heat Release Rate of Charring Materials. In Proceedings of the Fire Safety Science-Proceedings of the 5th International Symposium; Hasemi, Y., Ed.; International Association for Fire Safety Science: Melbourne, Australia, 1997; pp. 177–188. [Google Scholar]
- Martinka, J.; Hroncová, E.; Chrebet, T.; Balog, K. The influence of spruce wood heat treatment on its thermal stability and burning process. Eur. J. Wood Wood Prod. 2014, 72, 477–486. [Google Scholar] [CrossRef]
- Lin, C.F.; Karlsson, O.; Das, O.; Mensah, R.A.; Mantanis, G.I.; Jones, D.; Antzutkin, O.N.; Försth, M.; Sandberg, D. High Leach-Resistant Fire-Retardant Modified Pine Wood (Pinus sylvestris L.) by In Situ Phosphorylation and Carbamylation. ACS Omega 2023, 8, 11381–11396. [Google Scholar] [CrossRef] [PubMed]
- Zhang, S.; Wang, X.; Ding, M.; Huang, Y.; Li, L.; Wang, M. In-situ incorporation of metal phytates for green and highly efficient flame-retardant wood with excellent smoke-suppression property. Ind. Crops Prod. 2022, 187, 115287. [Google Scholar] [CrossRef]
- Nagaoka, T.; Tsujimmoto, M.; Kodaira, A.; Uehara, S.; Kikuchi, S. Relationship Between Density and Ignition Time of Wooden Materials. J. Struct. Constr. Eng. 2002, 67, 233–236. [Google Scholar] [CrossRef]
- SS-EN 45545-2:2021; Railway Applications—Fire Protection on Railway Vehicles—Part 2: Requirements for Fire Behaviour of Materials and Components. European Committee for Standardisation: Brussels, Belgium, 2021.
- Marquis, D.; Guillaume, E.; Lesenechal, D. Accuracy (trueness and precision) of cone calorimeter tests with and without a vitiated air enclosure. Procedia Eng. 2013, 62, 103–119. [Google Scholar] [CrossRef]
- ISO 9705-1:2017; Reaction to Fire Tests—Room Corner Test for Wall and Ceiling Lining Products—Part 1: Test Method for a Small Room Configuration. ISO: Geneva, Switzerland, 2017.
- Östman, B.A.; Tsantaridis, L.D. Correlation between cone calorimeter data and time to flashover in the room fire test. Fire Mater. 1994, 18, 205–209. [Google Scholar] [CrossRef]
- Xu, J.; Zhang, Y.; Shen, Y.; Li, C.; Wang, Y.; Ma, Z.; Sun, W. New perspective on wood thermal modification: Relevance between the evolution of chemical structure and physical-mechanical properties, and online analysis of release of VOCs. Polymers 2019, 11, 1145. [Google Scholar] [CrossRef]
- Ayrilmis, N. Effect of fire retardants on internal bond strength and bond durability of structural fiberboard. Build. Environ. 2007, 42, 1200–1206. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Specimen | Unmodified | 6-FR | 9-FR | 12-FR |
|---|---|---|---|---|
| TTI (s) | 24 (2) | 19 (3) | 21 (4) | 25 (2) |
| pHRR1 (kW/m2) | 200 (12) | 168 (14) | 157 (4) | 135 (2) |
| pHRR2 (kW/m2) | 314 (17) | 193 (26) | 222 (11) | 203 (35) |
| THR (MJ/m2) | 146 (11) | 101 (14) | 102 (5) | 91 (6) |
| TSP (m2) | 421 (44) | 88 (23) | 124 (15) | 208 (169) |
| Residue mass (%) | 8.39 (1.03) | 15.95 (1.47) | 21.10 (1.25) | 30.11 (4.55) |
| EHC (MJ/kg) | 15.03 (0.98) | 12.48 (1.62) | 12.17 (0.43) | 11.19 (1.03) |
| MARHE (kW/m2) | 185 (7) | 118 (6) | 116 (1) | 91 (8) |
| Time to flashover (s) | 433 (41) | 566 (85) | 740 (133) | 1616 (648) |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lin, C.-F.; Zhang, C.; Karlsson, O.; Martinka, J.; Mantanis, G.I.; Rantuch, P.; Jones, D.; Sandberg, D. Phytic Acid-Silica System for Imparting Fire Retardancy in Wood Composites. Forests 2023, 14, 1021. https://doi.org/10.3390/f14051021
Lin C-F, Zhang C, Karlsson O, Martinka J, Mantanis GI, Rantuch P, Jones D, Sandberg D. Phytic Acid-Silica System for Imparting Fire Retardancy in Wood Composites. Forests. 2023; 14(5):1021. https://doi.org/10.3390/f14051021
Chicago/Turabian StyleLin, Chia-Feng, Chi Zhang, Olov Karlsson, Jozef Martinka, George I. Mantanis, Peter Rantuch, Dennis Jones, and Dick Sandberg. 2023. "Phytic Acid-Silica System for Imparting Fire Retardancy in Wood Composites" Forests 14, no. 5: 1021. https://doi.org/10.3390/f14051021
APA StyleLin, C. -F., Zhang, C., Karlsson, O., Martinka, J., Mantanis, G. I., Rantuch, P., Jones, D., & Sandberg, D. (2023). Phytic Acid-Silica System for Imparting Fire Retardancy in Wood Composites. Forests, 14(5), 1021. https://doi.org/10.3390/f14051021