Hot-Melt Extrusion as an Advantageous Technology to Obtain Effervescent Drug Products

 , , ,
, , ,
Abstract
:
1. Introduction
2. Materials and Methods
2.1. Material
2.2. Combined Mixture Design
2.3. Extrusion Conditions and Sample Aging
2.4. Physicochemical Characterization of the Extrudates
2.4.1. Thermal Analysis
2.4.2. Fourier Transform Infrared Spectroscopy (FTIR)
2.4.3. Drug Determination
2.4.4. Morphological Analysis
2.5. Functional Characterization of the Extrudates
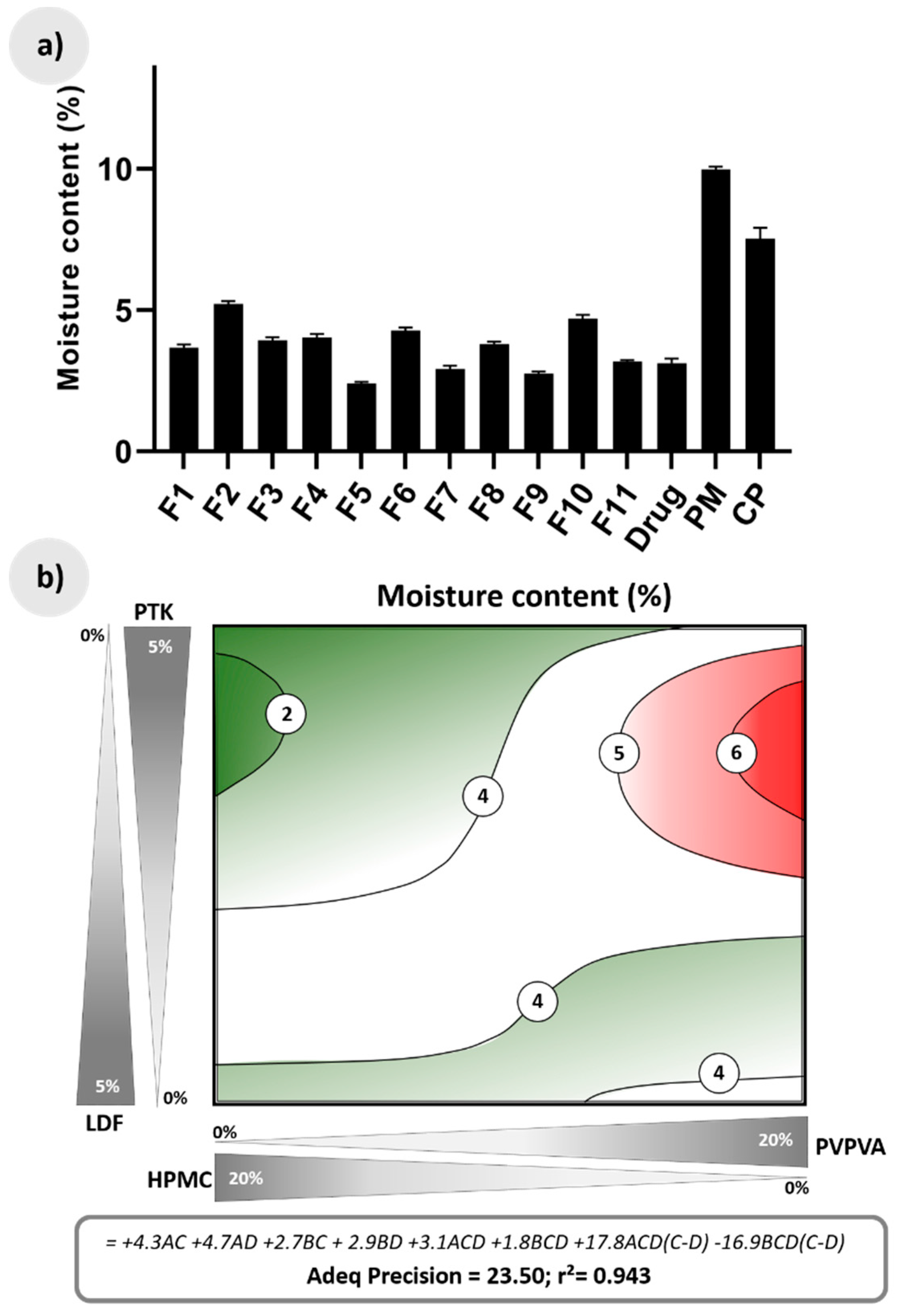
2.5.1. Moisture Content
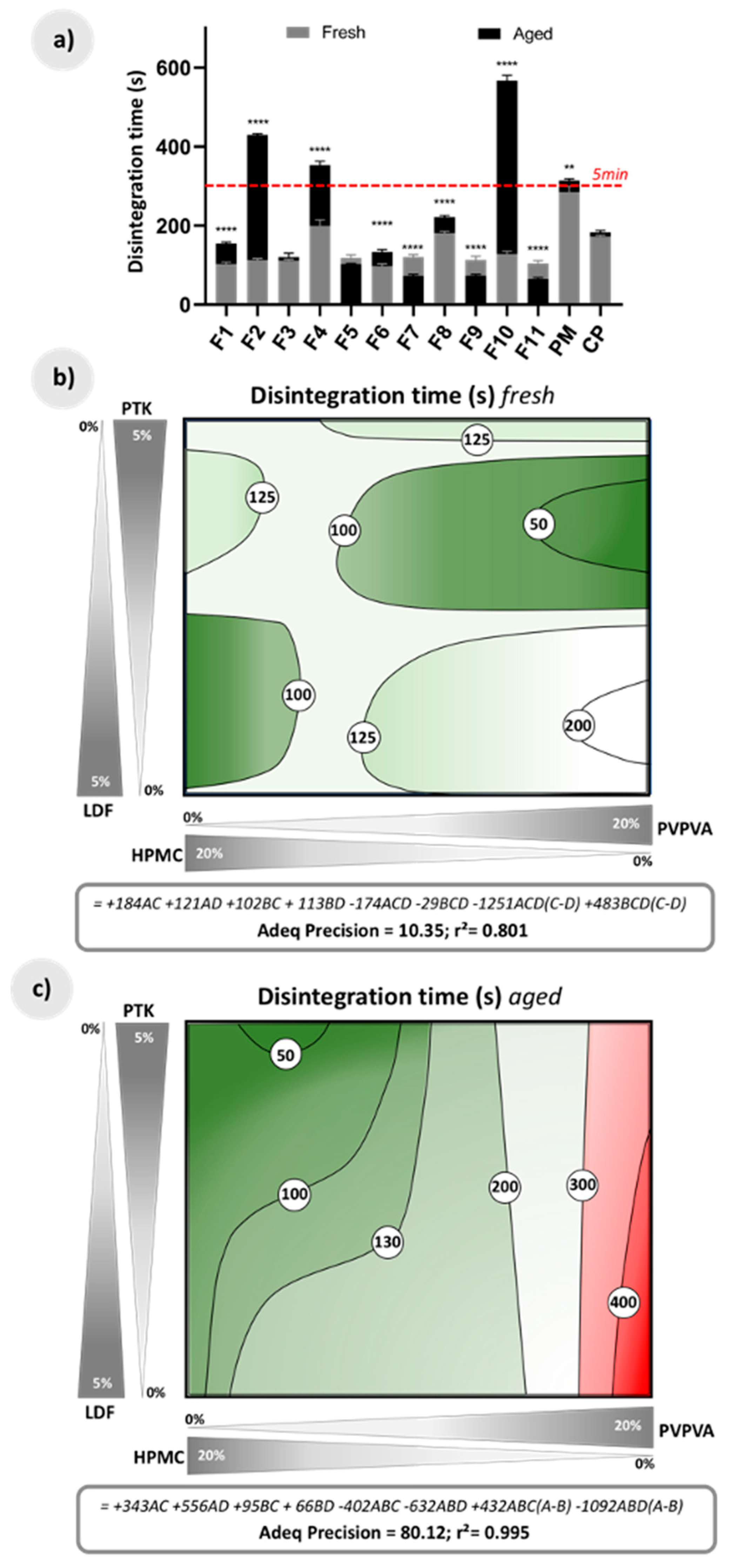
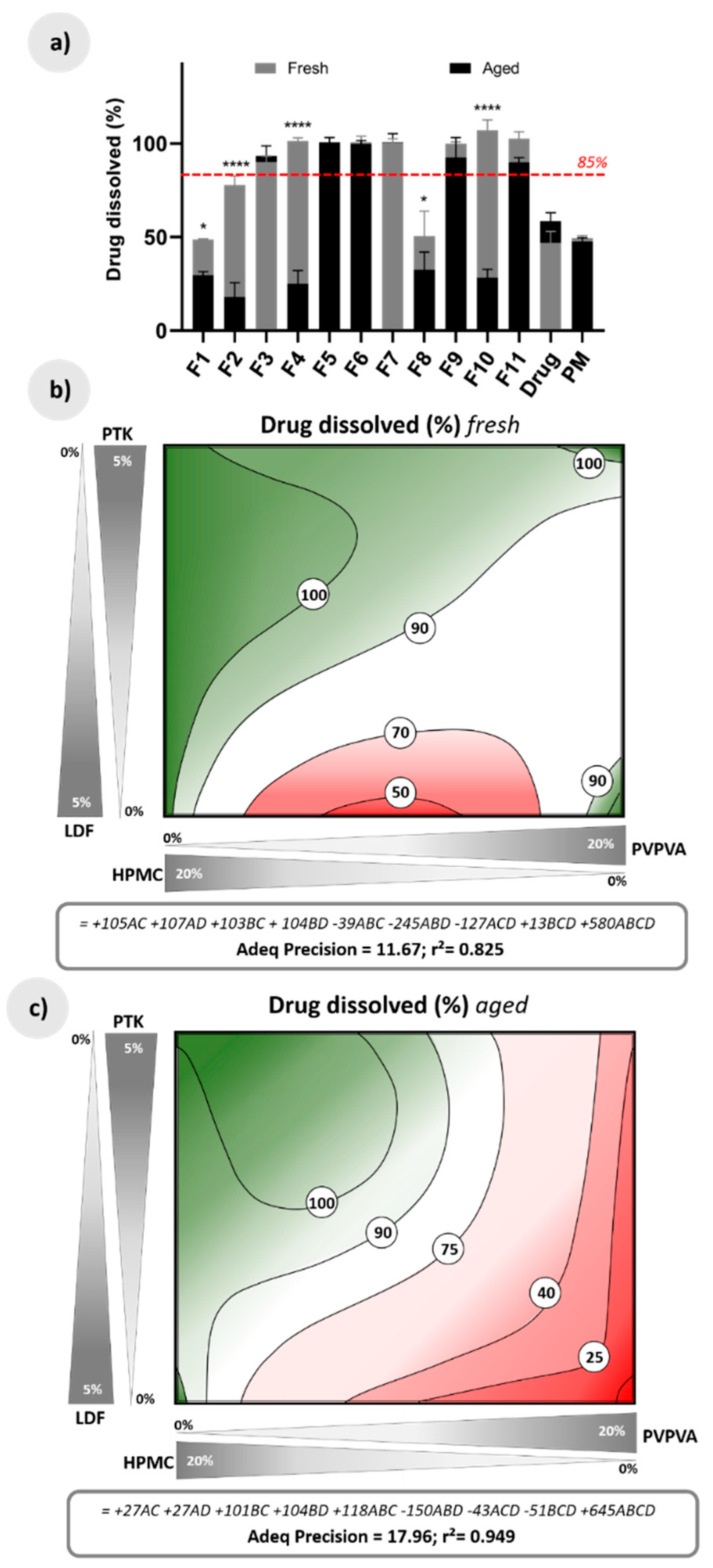
2.5.2. Disintegration Time and Drug Solubilization
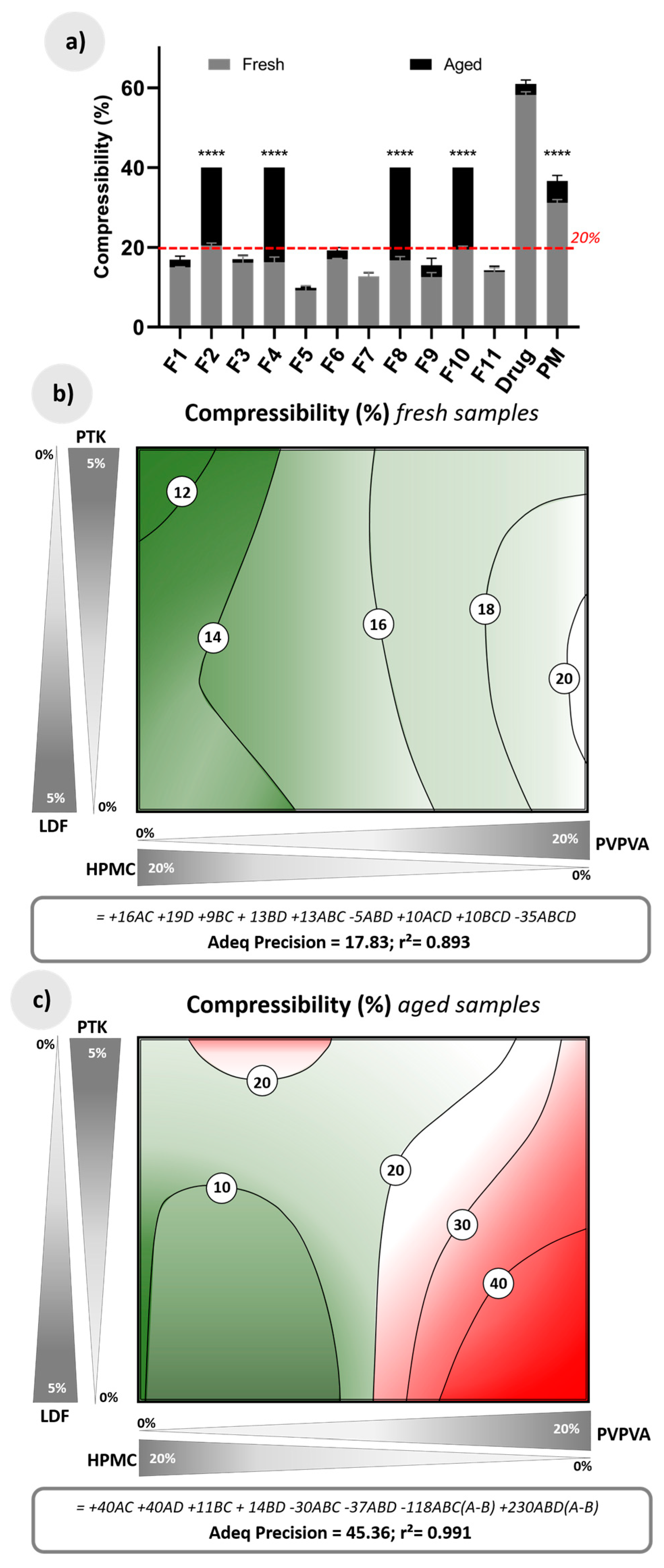
2.5.3. Powder Flow Measurement
2.6. Statistical Analysis
3. Results and Discussion
3.1. Initial Trials and Extrusion Setup
3.2. Physicochemical Evaluation of the Extrudates
3.3. Pharmaceutical Performance of the Extrudates
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Tajmim, A.; Siddique, A.B.; El Sayed, K. Optimization of taste-masked (–)-oleocanthal effervescent formulation with potent breast cancer progression and recurrence suppressive activities. Pharmaceutics 2019, 11, 515. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Opawale, F.; Nayak, P.; Meisel, G. Effervescent Tablet Containing High Level of Aspirin. U.S. Patent 10258562B2, 23 October 2014. [Google Scholar]
- Jaipal, A.; Pandey, M.M.; Charde, S.Y.; Sadhu, N.; Srinivas, A.; Prasad, R.G. Controlled release effervescent buccal discs of buspirone hydrochloride: In vitro and in vivo evaluation studies. Drug Deliv. 2016, 23, 452–458. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Choiri, S.; Sulaiman, T.N.S.; Rohman, A. Assessment of the effect of polymers combination and effervescent component on the drug release of swellable gastro-floating tablet formulation through compartmental modeling-based approach. Drug Dev. Ind. Pharm. 2020, 46, 146–158. [Google Scholar] [CrossRef] [PubMed]
- Kanani, K.; Gatoulis, S.C.; Voelker, M. Influence of Differing Analgesic Formulations of Aspirin on Pharmacokinetic Parameters. Pharmaceutics 2015, 7, 188–198. [Google Scholar] [CrossRef] [PubMed]
- Li, W.; Tang, J.; Terry, R.N.; Li, S.; Brunie, A.; Callahan, R.L.; Noel, R.K.; Rodríguez, C.A.; Schwendeman, S.P.; Prausnitz, M.R. Long-acting reversible contraception by effervescent microneedle patch. Sci. Adv. 2019, 5. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Sun, H.; Wang, X.; Wang, J.; Shi, G.; Chen, L. Influence of the formula on the properties of a fast dispersible fruit tablet made from mango, Chlorella and cactus powder. Food Sci. Nutr. 2019, 8, 479–488. [Google Scholar] [CrossRef]
- Chuong, M.C.; Kelley, C.J.; Muhammad, Y.; Caputo, T.D.; Gomes, J.M.; Oliveira, D.; Peixoto, A.C.; Pereira, B.S.; Rizg, W.; Vazquez, C.; et al. Investigating effect of water of hydration on active pharmaceutical ingredients in a water-sensitive dosage form. J. Anal. Sci. Technol. 2018, 9. [Google Scholar] [CrossRef] [Green Version]
- Pradhan, R.; Lee, H.-H.; Kim, J.-O.; Moon, S.-O.; Choi, H.-M.; Kim, J.-B.; Yong, C.S.; Lee, H.-D.; Kim, J.O. Preparation and evaluation of gastroretentive effervescent floating drug delivery system of Samchulkunbi-tang. J. Pharm. Investig. 2015, 45, 423–431. [Google Scholar] [CrossRef]
- Madhavi, N.; Kumar, D.; Naman, S.; Singh, M.; Singh, P.A.; Bajwa, N.; Baldi, A. Formulation and Evaluation of Novel Herbal Formulations Incorporated with Amla Extract for Improved Stability. J. Drug Deliv. Ther. 2019, 9, 212–221. [Google Scholar] [CrossRef]
- Maximiano, F.P.; Costa, G.H.Y.; de Sá Barreto, L.C.L.; Bahia, M.T.; Cunha-Filho, M.S.S. Development of effervescent tablets containing benznidazole complexed with cyclodextrin. J. Pharm. Pharmacol. 2011, 63, 786–793. [Google Scholar] [CrossRef]
- Elsamaligy, S.; Bodmeier, R. Development of extended release multiple unit effervescent floating drug delivery systems for drugs with different solubilities. J. Drug Deliv. Sci. Technol. 2015, 30, 467–477. [Google Scholar] [CrossRef]
- Wang, Q.; Shen, Y.; Mi, G.; He, D.; Zhang, Y.; Xiong, Y.; Webster, T.J.; Tu, J. Fumaryl diketopiperazine based effervescent microparticles to escape macrophage phagocytosis for enhanced treatment of pneumonia via pulmonary delivery. Biomaterials 2020, 228. [Google Scholar] [CrossRef] [PubMed]
- Keating, A.V.; Soto, J.; Tuleu, C.; Forbes, C.; Zhao, M.; Craig, D. Solid state characterization and taste masking efficiency evaluation of polymer based extrudates of isoniazid for paediatric administration. Int. J. Pharm. 2018, 536, 536–546. [Google Scholar] [CrossRef] [PubMed]
- Silva, L.; Almeida, S.L.; Alonso, E.; Rocha, P.; Martins, F.T.; Freitas, L.; Taveira, S.F.; Cunha-Filho, M.; Marreto, R.N. Preparation of a solid self-microemulsifying drug delivery system by hot-melt extrusion. Int. J. Pharm. 2018, 541, 1–10. [Google Scholar] [CrossRef] [PubMed]
- Malaquias, L.F.B.; Sá-Barreto, L.C.L.; Freire, D.O.; Silva, I.C.R.; Karan, K.; Durig, T.; Lima, E.M.; Marreto, R.N.; Gelfuso, G.M.; Gratieri, T.; et al. Taste masking and rheology improvement of drug complexed with beta-cyclodextrin and hydroxypropyl-β-cyclodextrin by hot-melt extrusion. Carbohydr. Polym. 2018, 185, 19–26. [Google Scholar] [CrossRef]
- Feng, X.; Vo, A.; Patil, H.; Tiwari, R.V.; Alshetaili, A.S.; Pimparade, M.B.; Repka, M.A. The effects of polymer carrier, hot melt extrusion process and downstream processing parameters on the moisture sorption properties of amorphous solid dispersions. J. Pharm. Pharmacol. 2016, 68, 692–704. [Google Scholar] [CrossRef] [Green Version]
- Marreto, R.N.; Cardoso, G.; Dos Santos Souza, B.; Martin-Pastor, M.; Cunha-Filho, M.; Taveira, S.F.; Concheiro, A.; Alvarez-Lorenzo, C. Hot melt-extrusion improves the properties of cyclodextrin-based poly(pseudo)rotaxanes for transdermal formulation. Int. J. Pharm. 2020, 586, 119510. [Google Scholar] [CrossRef]
- McFall, H.; Sarabu, S.; Shankar, V.; Bandari, S.; Murthy, S.N.; Kolter, K.; Langley, N.; Kim, D.W.; Repka, M.A. Formulation of aripiprazole-loaded pH-modulated solid dispersions via hot-melt extrusion technology: In vitro and in vivo studies. Int. J. Pharm. 2019, 554, 302–311. [Google Scholar] [CrossRef]
- Tian, Y.; Jacobs, E.; Jones, D.S.; McCoy, C.P.; Wu, H.; Andrews, G.P. The design and development of high drug loading amorphous solid dispersion for hot-melt extrusion platform. Int. J. Pharm. 2020, 586, 119545. [Google Scholar] [CrossRef]
- Sarabu, S.; Kallakunta, V.R.; Bandari, S.; Batra, A.; Bi, V.; Durig, T.; Zhang, F.; Repka, M.A. Hypromellose Acetate Succinate based Amorphous Solid Dispersions via Hot Melt Extrusion: Effect of Drug Physicochemical Properties. Carbohydr. Polym. 2020, 233, 115828. [Google Scholar] [CrossRef]
- Vo, A.Q.; Zhang, J.; Nyavanandi, D.; Bandari, S.; Repka, M.A. Hot Melt Extrusion paired Fused Deposition Modeling 3D Printing to Develop Hydroxypropyl Cellulose based Floating Tablets of Cinnarizine. Carbohydr. Polym. 2020, 246, 116519. [Google Scholar] [CrossRef] [PubMed]
- Pereira, G.; Taveira, S.F.; Cunha-Filho, M.; Marreto, R.N. The Effects of Fillers and Binders on the Accuracy of Tablet Subdivision. AAPS PharmSciTech 2018, 19, 2929–2933. [Google Scholar] [CrossRef] [PubMed]
- Rahman, N.; Sameen, S.; Kashif, M. Application of Box-Behnken design and desirability function in the optimization of spectrophotometric method for the quantification of WADA banned drug: Acetazolamide. J. Mol. Liq. 2018, 274, 270–277. [Google Scholar] [CrossRef]
- Bezerra, M.A.; Lemos, V.A.; Novaes, C.G.; de Jesus, R.M.; Souza Filho, H.R.; Araújo, S.A.; Alves, J.P.S. Application of mixture design in analytical chemistry. Microchem. J. 2020, 152, 104336. [Google Scholar] [CrossRef]
- Pires, F.Q.; Angelo, T.; Silva, J.K.; Sá-Barreto, L.C.; Lima, E.M.; Gelfuso, G.M.; Gratieri, T.; Cunha-Filho, M.S. Use of mixture design in drug-excipient compatibility determinations: Thymol nanoparticles case study. J. Pharmaceut. Biomed. 2017, 137, 196–203. [Google Scholar] [CrossRef]
- Cunha-Filho, M.; Teixeira, M.T.; Santos-Rosales, V.; Sa-Barreto, L.L.; Marreto, R.N.; Martin-Pastor, M.; García-González, C.A.; Landin, M. The subdivision behavior of polymeric tablets. Int. J. Pharm. 2019, 568, 118554. [Google Scholar] [CrossRef]
- Pires, F.Q.; Pinho, L.A.; Freire, D.O.; Silva, I.C.; Sa-Barreto, L.L.; Cardozo-Filho, L.; Gratieri, T.; Gelfuso, G.M.; Cunha-Filho, M. Thermal analysis used to guide the production of thymol and Lippia origanoides essential oil inclusion complexes with cyclodextrin. J. Therm. Anal. Calorim. 2019, 137, 543–553. [Google Scholar] [CrossRef]
- Food and Drug Administration. Validation of Analytical Procedures: Text and Methodology. 2005. Available online: https://www.fda.gov/regulatory-information/search-fda-guidance-documents/q2-r1-validation-analytical-procedures-text-and-methodology (accessed on 23 June 2020).
- United States Pharmacopeial Convention. United States Pharmacopeia and National Formulary; USP43-NF38; United States Pharmacopeial Convention: Rockville, MD, USA, 2019; p. 6940. Available online: https://online.uspnf.com/ (accessed on 23 June 2020).
- Pinho, L.A.G.; Souza, S.G.; Marreto, R.N.; Sa-Barreto, L.L.; Gratieri, T.; Gelfuso, G.M.; Cunha-Filho, M. Dissolution Enhancement in Cocoa Extract, Combining Hydrophilic Polymers through Hot-Melt Extrusion. Pharmaceutics 2018, 10, 135. [Google Scholar] [CrossRef] [Green Version]
- Labib, G.S. Novel levocetirizine HCl tablets with enhanced palatability: Synergistic effect of combining taste modifiers and effervescence technique. Drug Des. Devel. Ther. 2015, 9, 5135–5146. [Google Scholar] [CrossRef] [Green Version]
- Pereira, M.N.; Schulte, H.L.; Duarte, N.; Lima, E.M.; Sá-Barreto, L.L.; Gratieri, T.; Gelfuso, G.M.; Cunha-Filho, M. Solid effervescent formulations as new approach for topical minoxidil delivery. Eur. J. Pharm. Sci. 2017, 96, 411–419. [Google Scholar] [CrossRef]
- Mašková, E.; Kubová, K.; Raimi-Abraham, B.T.; Vllasaliu, D.; Vohlídalová, E.; Turánek, J.; Mašek, J. Hypromellose—A traditional pharmaceutical excipient with modern applications in oral and oromucosal drug delivery. J. Control Release. 2020, 324, 695–727. [Google Scholar] [CrossRef] [PubMed]
- Almukainzi, M.; Araujo, G.L.B.; Löbenberg, R. Orally disintegrating dosage forms. J. Pharm. Investig. 2019, 49, 229–243. [Google Scholar] [CrossRef]
- Huang, S.; O’Donnell, K.P.; Keen, J.M.; Rickard, M.A.; McGinity, J.W.; Williams, R.O. A New Extrudable Form of Hypromellose: AFFINISOL™ HPMC HME. AAPS PharmSciTech 2016, 17, 106–119. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Bordos, E.; Islam, M.T.; Florence, A.J.; Halbert, G.W.; Robertson, J. Use of Terahertz-Raman Spectroscopy to Determine Solubility of the Crystalline Active Pharmaceutical Ingredient in Polymeric Matrices during Hot Melt Extrusion. Mol. Pharm. 2019, 16, 4361–4371. [Google Scholar] [CrossRef] [Green Version]
- Chan, S.Y.; Qi, S.; Craig, D.Q. An investigation into the influence of drug-polymer interactions on the miscibility, processability and structure of polyvinylpyrrolidone-based hot melt extrusion formulations. Int. J. Pharm. 2015, 496, 95–106. [Google Scholar] [CrossRef]
- Talvani, A.; Bahia, M.T.; de Sá-Barreto, L.C.L.; Lima, E.M.; da Cunha-Filho, M.S.S. Carvedilol: Decomposition kinetics and compatibility with pharmaceutical excipients. J. Therm. Anal. Calorim. 2014, 115, 2501–2506. [Google Scholar] [CrossRef]
- United States Pharmacopeial Convention. United States Pharmacopeia and National Formulary; USP43-NF38; United States Pharmacopeial Convention: Rockville, MD, USA, 2019; p. 45. Available online: https://online.uspnf.com/ (accessed on 23 June 2020).
- Safwat, S.; Hathout, R.M.; Ishak, R.A.; Mortada, N.D. Augmented simvastatin cytotoxicity using optimized lipid nanocapsules: A potential for breast cancer treatment. J. Liposome Res. 2017, 27, 1–10. [Google Scholar] [CrossRef]
- Zhang, W.; Zhou, P.; Liu, W.; Wang, H.; Wang, X. Enhanced adsorption/extraction of five typical polycyclic aromatic hydrocarbons from meat samples using magnetic effervescent tablets composed of dicationic ionic liquids and NiFe2O4 nanoparticles. J. Mol. Liq. 2020, 315, 113682. [Google Scholar] [CrossRef]
- Pezzoli, R.; Lyons, J.G.; Gately, N.; Higginbotham, C.L. Stability studies of hot-melt extruded ternary solid dispersions of poorly-water soluble indomethacin with poly(vinyl pyrrolidone-co-vinyl acetate) and polyethylene oxide. J. Drug Deliv. Sci. Technol. 2019, 52, 248–254. [Google Scholar] [CrossRef]
- Shah, R.B.; Tawakkul, M.A.; Khan, M.A. Comparative evaluation of flow for pharmaceutical powders and granules. AAPS PharmSciTech 2008, 9, 250–258. [Google Scholar] [CrossRef] [Green Version]
- Davis, M.T.; Potter, C.B.; Walker, G.M. Downstream processing of a ternary amorphous solid dispersion: The impacts of spray drying and hot melt extrusion on powder flow, compression and dissolution. Int. J. Pharm. 2018, 544, 242–253. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Szabó, E.; Démuth, B.; Galata, D.L.; Vass, P.; Hirsch, E.; Csontos, I.; Marosi, G.; Nagy, Z.K. Continuous Formulation Approaches of Amorphous Solid Dispersions: Significance of Powder Flow Properties and Feeding Performance. Pharmaceutics 2019, 11, 654. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Almurisi, S.H.; Akkawi, M.E.; Chatterjee, B.; Sarker, M.Z.I. Taste masking of paracetamol encapsulated in chitosan-coated alginate beads. J. Drug Deliv. Sci. Technol. 2020, 56, 101520. [Google Scholar] [CrossRef]
- Food and Drug Administration. Guidance for Industry—Dissolution Testing of Immediate Release Solid Oral Dosage Forms. 1997. Available online: https://www.fda.gov/media/70936/download (accessed on 23 June 2020).
- Zhang, D.; Lee, Y.-C.; Shabani, Z.; Frankenfeld Lamm, C.; Zhu, W.; Li, Y.; Templeton, A. Processing Impact on Performance of Solid Dispersions. Pharmaceutics 2018, 10, 142. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Pimparade, M.B.; Vo, A.; Maurya, A.S.; Bae, J.; Morott, J.T.; Feng, X.; Kim, D.W.; Kulkarni, V.I.; Tiwari, R.; Vanaja, K.; et al. Development and evaluation of an oral fast disintegrating anti-allergic film using hot-melt extrusion technology. Eur. J. Pharm. Biopharm. 2017, 119, 81–90. [Google Scholar] [CrossRef] [PubMed]
- Alshahrani, S.M.; Morott, J.T.; Alshetaili, A.S.; Tiwari, R.V.; Majumdar, S.; Repka, M.A. Influence of degassing on hot-melt extrusion process. Eur. J. Pharm. Sci. 2015, 80, 43–52. [Google Scholar] [CrossRef] [Green Version]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Formulation Representation | Formulation Components (%, m/m) | Extrusion Conditions | ||||
|---|---|---|---|---|---|---|
| PVPVA | HPMC | PTK | LDF | Rotation (rpm) | Torque (Nm) | |
 | 10.0 | 10.0 | 0.0 | 5.0 | 50 | 0.20 |
 | 20.0 | 0.0 | 2.5 | 2.5 | 75 | 0.15 |
 | 10.0 | 10.0 | 5.0 | 0.0 | 50 | 0.20 |
 | 20.0 | 0.0 | 5.0 | 0.0 | 75 | 0.15 |
 | 0.0 | 20.0 | 5.0 | 0.0 | 50 | 0.30 |
 | 10.0 | 10.0 | 2.5 | 2.05 | 50 | 0.20 |
 | 0.0 | 20.0 | 0.0 | 5.0 | 50 | 0.30 |
 | 15.0 | 5.0 | 1.25 | 3.75 | 50 | 0.20 |
 | 5.0 | 15.0 | 3.75 | 1.25 | 50 | 0.20 |
 | 20.0 | 0.0 | 0.0 | 5.0 | 75 | 0.15 |
 | 0.0 | 20.0 | 2.5 | 2.5 | 50 | 0.30 |
| Formulation Representation | TGA | DSC | FTIR | |||
|---|---|---|---|---|---|---|
| Initial Decomposition Temperature (°C) | Mass Loss (%) | Number of Decomposition Steps | Tpeak (°C) | Heat (J/g) | Correlation Coefficient | |
| | 126.1 | 62.4 | 6 | 167.9 | −1.44 | 0.9715 |
| | 124.4 | 71.5 | 6 | 167.8 | −1.07 | 0.9558 |
| | 125.2 | 65.1 | 6 | 171.5 | −1.47 | 0.9112 |
| | 125.8 | 67.5 | 5 | 170.3 | −1.42 | 0.9803 |
| | 134.2 | 61.5 | 4 | 170.8 | −0.23 | 0.9471 |
| | 126.5 | 63.2 | 6 | 165.2 | −1.19 | 0.9032 |
| | 131.3 | 64.0 | 5 | 171.4 | −3.51 | 0.9349 |
| | 127.5 | 77.1 | 5 | 166.5 | −2.36 | 0.9741 |
| | 126.2 | 60.6 | 5 | 167.6 | −1.91 | 0.8668 |
| | 123.8 | 68.6 | 5 | 165.4 | −0.28 | 0.9946 |
| | 132.2 | 59.5 | 4 | 165.7 | −0.21 | 0.9556 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lima, A.L.; Pinho, L.A.G.; Chaker, J.A.; Sa-Barreto, L.L.; Marreto, R.N.; Gratieri, T.; Gelfuso, G.M.; Cunha-Filho, M. Hot-Melt Extrusion as an Advantageous Technology to Obtain Effervescent Drug Products. Pharmaceutics 2020, 12, 779. https://doi.org/10.3390/pharmaceutics12080779
Lima AL, Pinho LAG, Chaker JA, Sa-Barreto LL, Marreto RN, Gratieri T, Gelfuso GM, Cunha-Filho M. Hot-Melt Extrusion as an Advantageous Technology to Obtain Effervescent Drug Products. Pharmaceutics. 2020; 12(8):779. https://doi.org/10.3390/pharmaceutics12080779
Chicago/Turabian StyleLima, Ana Luiza, Ludmila A. G. Pinho, Juliano A. Chaker, Livia L. Sa-Barreto, Ricardo Neves Marreto, Tais Gratieri, Guilherme M. Gelfuso, and Marcilio Cunha-Filho. 2020. "Hot-Melt Extrusion as an Advantageous Technology to Obtain Effervescent Drug Products" Pharmaceutics 12, no. 8: 779. https://doi.org/10.3390/pharmaceutics12080779
APA StyleLima, A. L., Pinho, L. A. G., Chaker, J. A., Sa-Barreto, L. L., Marreto, R. N., Gratieri, T., Gelfuso, G. M., & Cunha-Filho, M. (2020). Hot-Melt Extrusion as an Advantageous Technology to Obtain Effervescent Drug Products. Pharmaceutics, 12(8), 779. https://doi.org/10.3390/pharmaceutics12080779