1. Introduction
Continuous manufacturing lines are supplied by various vendors and distributed amongst the pharmaceutical industry. Next to the benefit of continuous manufacturing, the modular setup allows for an easier transfer amongst various production sites, as the setup can be more easily cloned from the pilot plant or launch site [
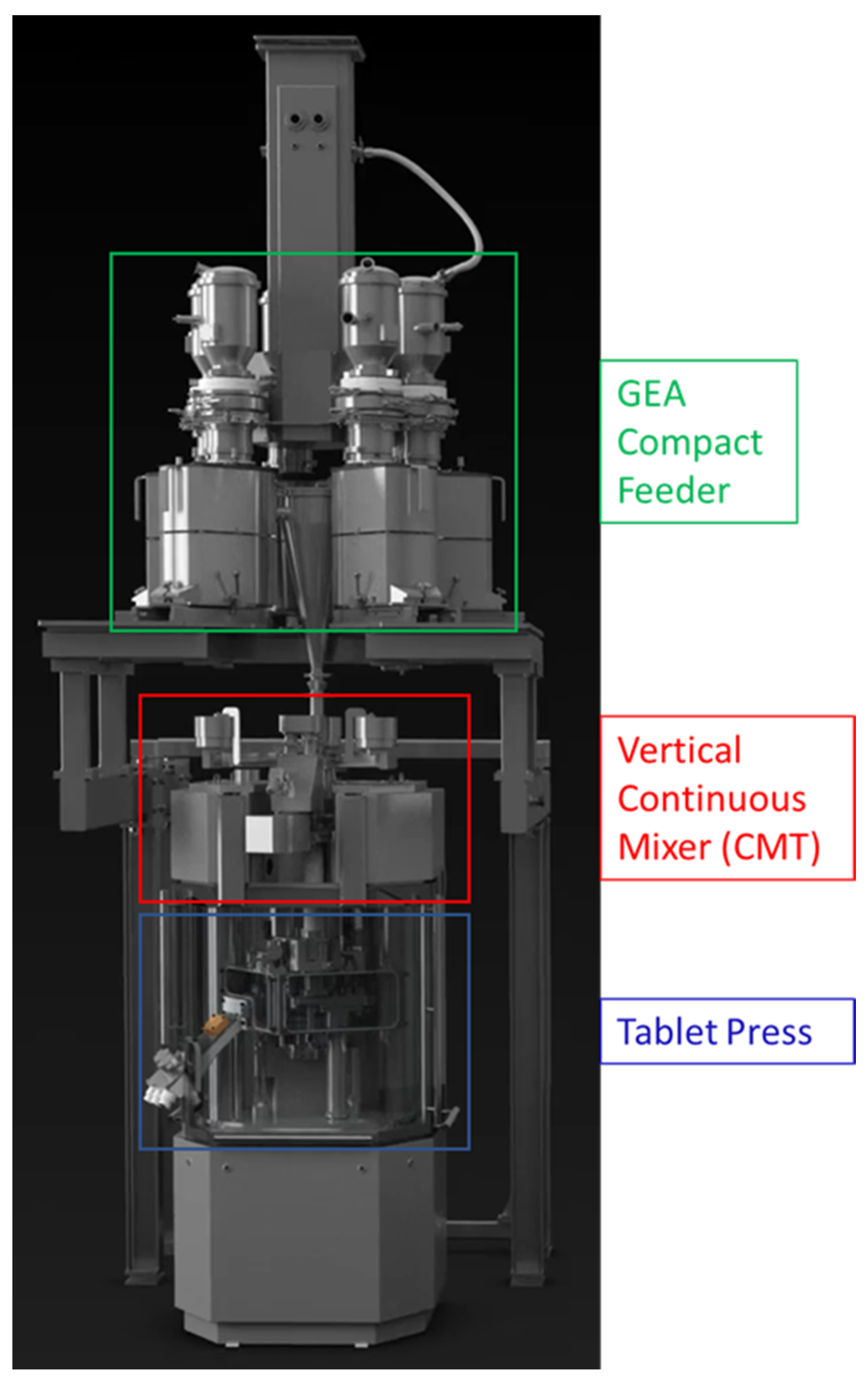
1]. The PCMM (portable, continuous, modular and miniature) installed at the Pfizer site in Freiburg, Germany, consists of a GEA Compact Feeder, a vertical continuous blender (CMT—continuous mixing technology), a MODUL™ P tablet press equipped with an NIR (near infrared) probe installed in the feed frame and an at-line combi-tester to analyze tablet properties, such as thickness, weight and crushing strength (
Figure 1).
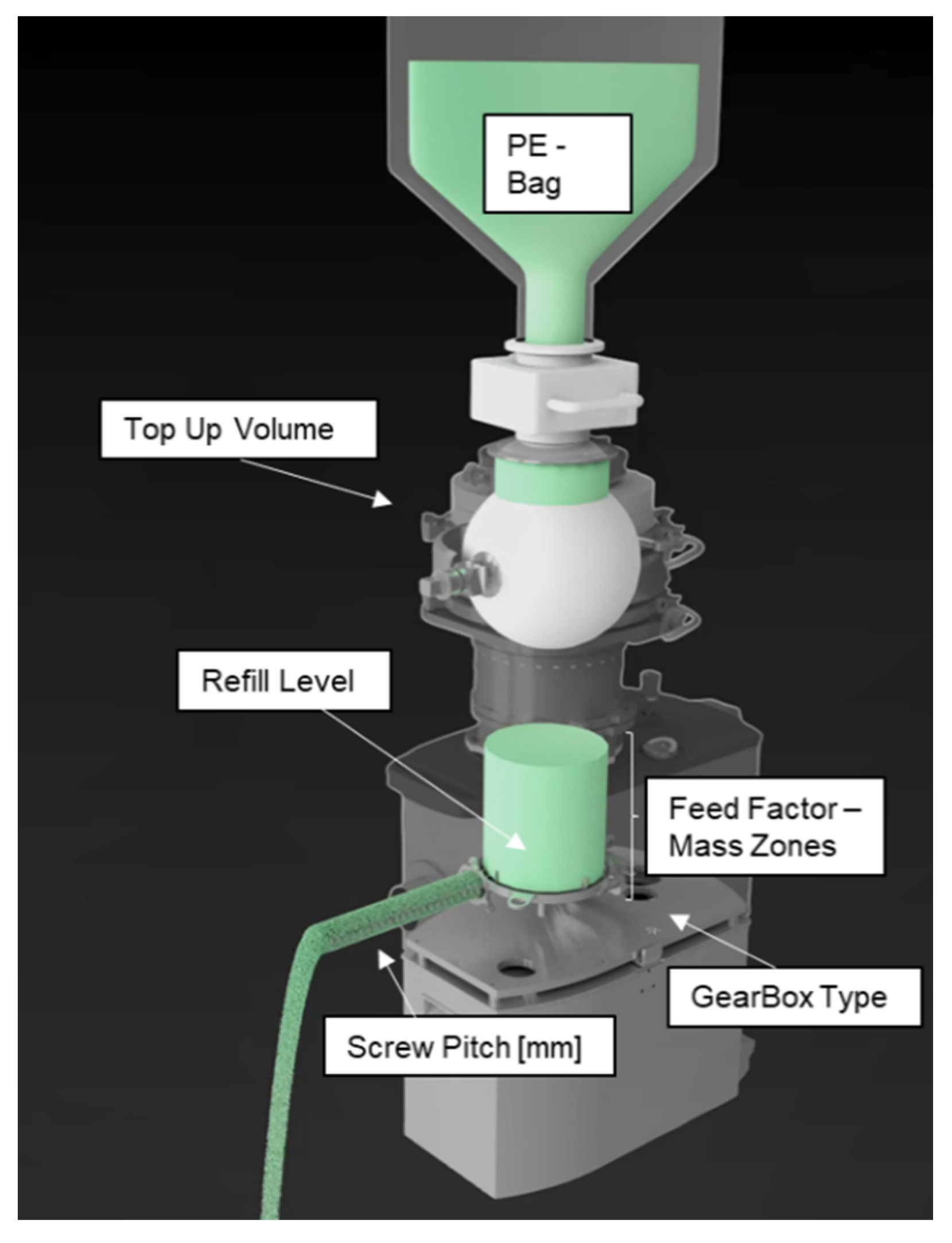
Basically, for each raw material, the powder is transferred from a polyethylene bag via a top-up valve into an agitated hopper, where co-rotating screws supply the powder by the loss in weight (LiW) principle at a composition related feed rate. The continuous process demands a periodical refill of the hopper triggered by a defined refill level, performed by a rotating volumetric refill device with flexible volume inserts [
2,
3].
Since feeding is the first step within a continuous process, it is consequently one of the first critical control elements besides the material attributes. Accurate feeding is substantial for the quality of a continuous process to avoid deviations regarding the quality of blend and content uniformity of the tablets [
4,
5,
6,
7,
8].
To provide low variability in feed rate, the optimal feeder design and the corresponding parameter settings, such as refill level, top-up volume, screw pitch, feed-factor array (governing dosing in volumetric mode during e.g., refill) and gearbox type (
Figure 2), should be individually adjusted based on composition, throughput and powder attributes [
3,
4,
7,
8,
9,
10,
11,
12,
13].
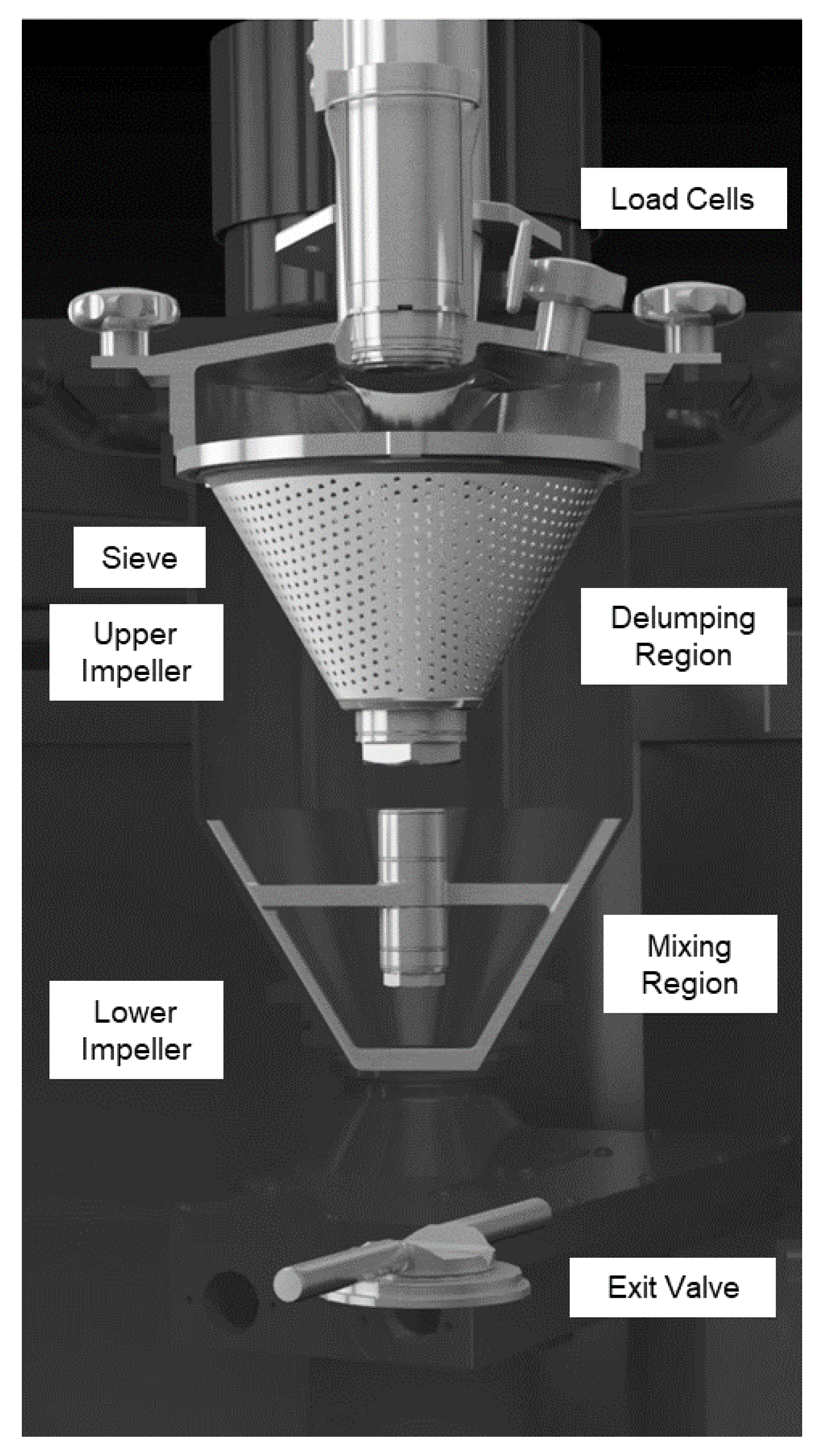
Several feeders supply each raw material separately, and the powder falls through the conical-shaped inlet hopper into the vertical continuous mixer. It is composed of two regions: the upper delumping region and the lower mixing region (
Figure 3). In both, the impellers can be adjusted independently regarding speed, direction and vertical position, i.e., the gap between impeller and conical sieve. In the delumping region, a downstream sieve (d = 2.1 mm) is set to delump possible agglomerates. The powder leaves the upper region and arrives in the conical mixing region, where a second impeller is mounted. The whole setup of the CMT is attached to load cells, which monitor the weight of the powder within the mixer. This hold-up mass (HUM) is defined in the recipe and determines the mass, will always be mixed in the CMT continuously throughout the process.
Other papers focus on a horizontal continuous mixer, where the HUM is considered a function of flow rate and impeller speed and cannot be set individually [
14,
15]. In contrast, the HUM in a vertical continuous mixer remains constant, and various shear rates (impeller speeds) can be applied despite a constant residence-time distribution (RTD) [
8]. As in this case the continuous DC line includes only one mixing step for all mixture components, including the lubricant. An impact especially on lubricant-sensitive mixtures, as well as on the blend uniformity of the mixture and, subsequently, content uniformity of the tablets, can be expected [
16,
17,
18].
The exit valve is located at the bottom of the CMT. By means of a proportional–integral–derivative (PID) control loop, the exit valve opening width is adjusted automatically based on the current HUM value in order to keep the mass of the CMT constant. The controlled exit valve ensures that the same amount of mass entering the CMT will simultaneously leave the CMT (mass
in = mass
out). Feed fluctuations of each feeder and the respective variability in the mass flow can be balanced that way. Smaller exit valve opening widths are recommended so that newly entering raw materials can be properly mixed together with the blend that is already present in the blender. Otherwise, unmixed or poorly mixed material can pass by and leave the CMT without being blended, causing content-uniformity variability [
8].
The mean residence time (MRT, Equation (1)) of a particle can be calculated based on the overall throughput and the HUM. It reflects the mixing period of that particle within the CMT [
8].
The total blade passes (TBP, Equation (2)) reveals how often the impeller, on average, will pass a particle and show the intensity of the shear transmitted to the powder. With an increasing number of revolutions and respectively increased shear, a lubricant, such as magnesium stearate (MgSt), can be introduced more homogeneously into the blend or even filmed onto the particles, potentially resulting in decreasing tensile strength of tablets. Therefore, particular attention is paid to the single mixing step in the CMT, where the lubricant will be mixed right from the start, together with the remaining raw materials, potentially resulting in a narrow process window between a homogeneous and an over-lubricated blend. Hence, it is required to set a suitable combination for HUM and IMP to ensure that TS and disintegration, as well as dissolution time, are within specification [
19,
20,
21,
22,
23,
24,
25]. Thresholds regarding HUM and IMP are, besides the mass balance model (MBM), part of the control strategy of the CMT. If the process values exceed the specific limits, an alarm occurs and the process stops. Furthermore, variations in HUM and IMP could also impact the exit valve opening width and, therefore, the mixing quality.
After the powder exits the CMT, it travels through the feed chute into the feed frame, where powder will be held up and be fed into the tablet press. Position sensors in the feed chute measure the filling levels. Using an internal feedback loop, we can control the turret speed of the tablet press according to the filling levels, thus preventing powder from backing up or the tablet press from running empty. An increasing feed-chute level results in an increased turret speed of the tablet press, i.e., increased powder demand, and vice versa.
The NIR probe in the feed frame is the first chemometric measurement in the process. It is therefore important to understand the impact of upstream settings and process states on the conformity of potency, as predicted by the NIR model.
The NIR probe measures a defined volume of the powder. The corresponding spectra are used to predict the API (active pharmaceutical ingredient) content. If inhomogeneity of the blend or variability in the upstream process units occurs, it can consequently be detected with NIR and is seen as a disturbance in the blend potency measured by NIR inside the feed frame [
26].
Depending on the chosen control strategy, the impacted tablets can be diverted into the waste channel if the signals exceed the specification limits. As soon the signals are within specification limits again, the diverter switches back to the good product channel after a defined lead-lag time [
27,
28,
29].
The tablet press was running with a control mode enabled, wherein the tablet weight control is based on the pre-compression displacement and the fill depth is adjusted accordingly. The bottom main compression height controls the thickness and compression force and, therefore, the crushing strength of the tablets. At the end of the tablet press, the tablets can be directed into the good channel, diverted into the waste channel or directed to the combi-tester, where at-line measurements regarding tablet properties can be performed in containment (see
Section 2.7).
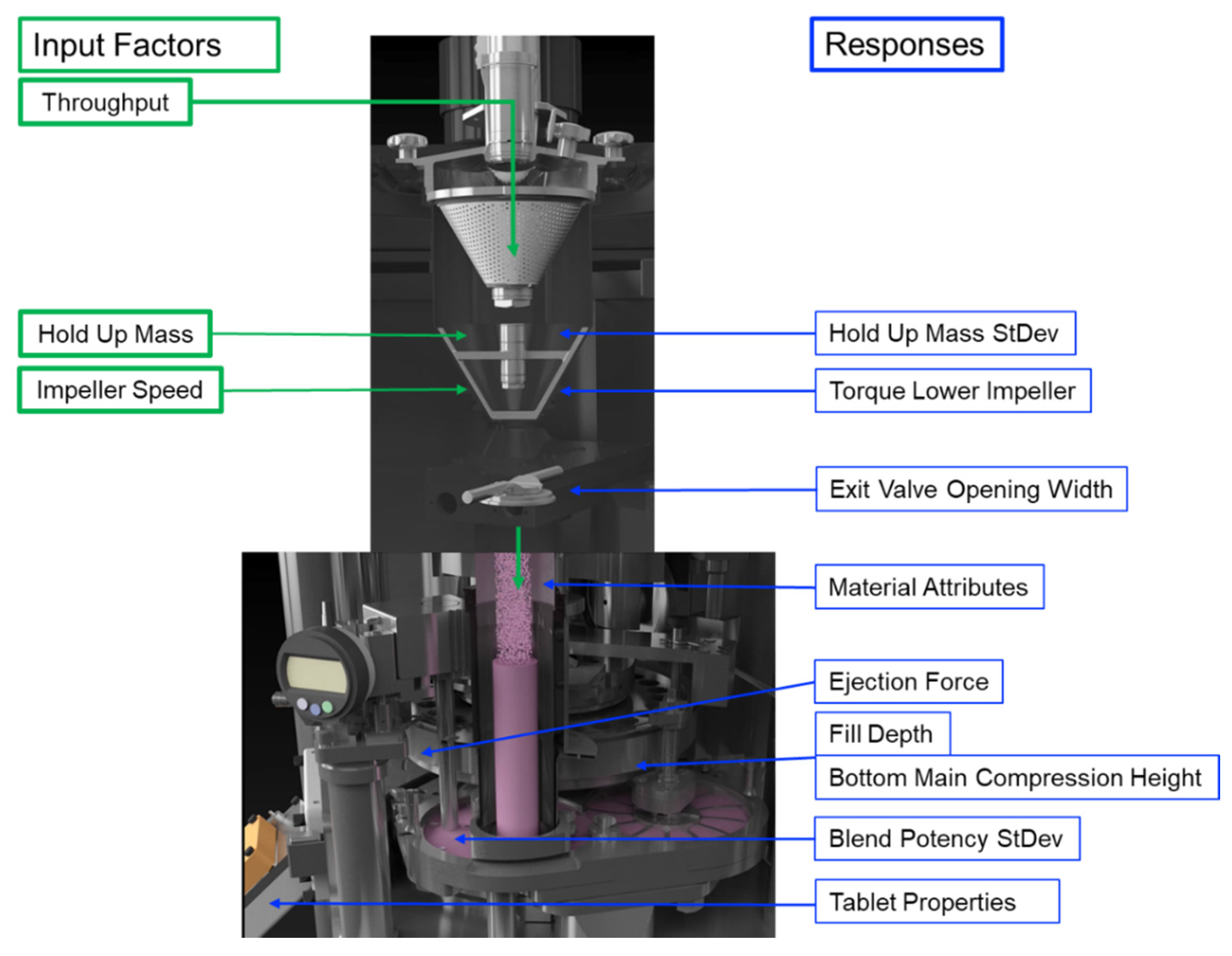
This paper assesses to what extent HUM, IMP and THR impact the downstream process of a direct compression mixture. It focuses on correlations and coherences and evaluates the predictability of process parameters based on the CMT settings, especially since the lubricant and all other formulation constituents are mixed simultaneously in one single mixing step. As a model formulation, Saccharin Monohydrate was used as API surrogate.
2. Materials and Methods
2.1. Materials
For this trial, saccharin sodium monohydrate (JMC, Ulsan, South Korea), microcrystalline cellulose (Avicel PH 102, FMC, Cork, Ireland), calcium di-phosphate (A-Tab, Innophos, Chicago Heights, IL, USA), sodium starch glycolate (Roquette, Lestrem, France) and magnesium stearate V (Mallinckrodt, St. Louis, MO, USA) were used.
2.2. DoE Settings
A central composite face design with a star points at the face of each side defined by a 2-level factorial design was conducted by using MODDE Pro 12.1 (Satorius Stedim Data Analytics AB, Umea, Sweden) (Table 2). A quadratic model was used, wherein the following parameters (
Table 1) were considered:
Compounds and composition remained constant over the entire experiment. In general, 17 runs, including 3 replicates of a center point, were performed (
Table 2). After adjusting the new CMT parameters, a transition phase was initiated (3 × MRT) to wash out the powder mixed at the former setting. A compression-force profile was conducted by using 118, 157, 169, 236 and 275 MPa compression pressure for each phase. Subsequently, the process was run for at least 10 min in a steady-state phase.
During the transition phase and the compression-force profile, the tablet press was operated in manual mode, without using the combi-tester, to analyze tablet properties. In manual mode, samples were taken and weighed manually to select the correct fill depth. During each steady-state phase, manual mode was switched to automatic mode, in which the NIR probe was active. For each steady state phase, 275 MPa compression pressure was set; a tablet sample was taken in the middle of the steady state phase, using the combi-tester; and a powder sample was withdrawn at the end of each steady state phase by opening the sampling port underneath the feed frame and collecting approximately 300 g of powder.
2.3. Feeder Settings
The continuous manufacturing line used was equipped with PID-controlled LiW feeders. To ensure consistent powder supply, the following feeder settings were used (
Table 3).
2.4. Bulk and Tapped Density
Bulk and tapped density were measured by using an Erweka SVM 222 (ERWEKA GmbH, Langen, Germany) according to Ph.Eur. A 250 mL graduated flask was used and filled with an appropriate amount of powder of each raw material and blend. The initial volume and the volume (V
0) after 750 and 1250 taps were noted. Each sample was analyzed in triplicate. Hausner Ratio and Carr’s Index were calculated as shown in Equations (3) and (4) and interpreted as shown in
Table 4.
2.5. Freeman Powder Rheometer FT4
The FT4 Powder Rheometer (Freeman Technology Inc., Worcestershire, UK) was used to characterize flow properties of powders and granulates. For this trial, 3 methods (stability and variable flow rate, powder compressibility and shear cell) were used to analyze the impact of CMT parameters on the flowability of the resulting blends.
2.5.1. Stability and Variable Flow Rate
In this trial, a cylindrical 25 mm × 25 mL split vessel was used. After an initial condition cycle, the powder was split to obtain a defined amount of powder to ensure reproducible measurements. The actual testing consisted of seven alternating conditioning and test cycles where the blade was inserted in the powder bed and was moved downward, with a rotational blade tip speed of 100 mm/s, to remove history and operator influence. Subsequently, 4 cycles with decreasing blade tip speed (100, 70, 40 and 10 mm/s) were performed. The required energy is based on the resistance of the blade to flow in the downward motion [
31].
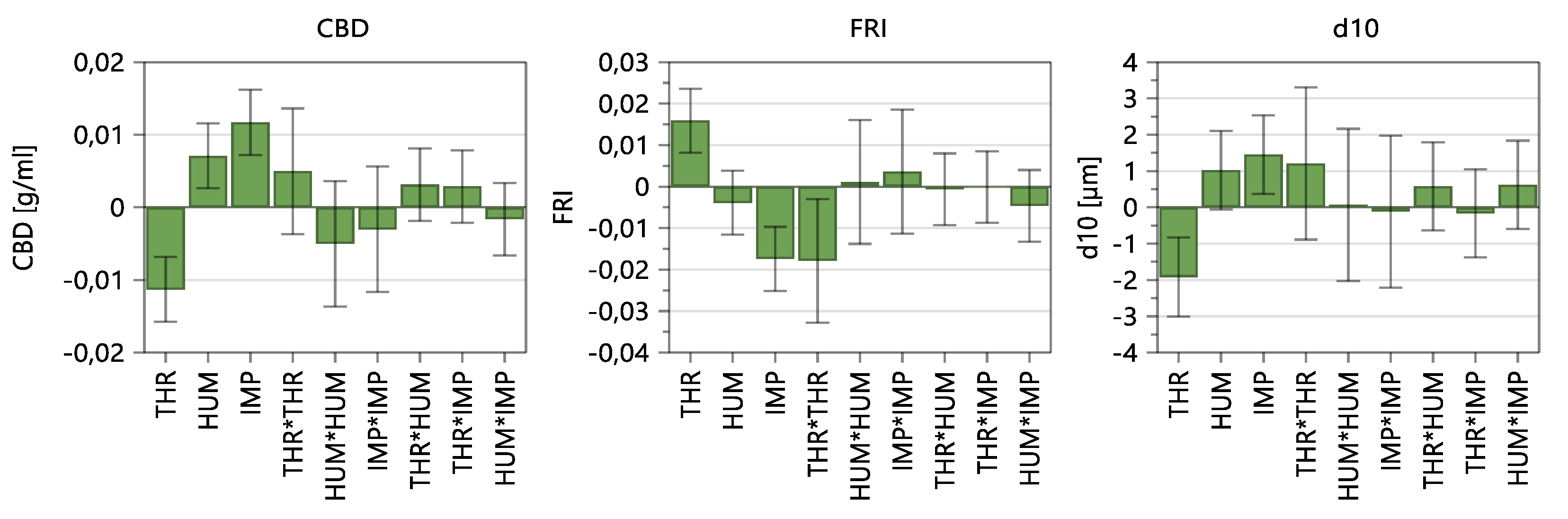
The basic flow energy (BFE) is defined by the required energy to move the blade downward at test-cycle 7. The specific energy (SE) represents the energy that is required during an upward traverse at the same test cycle. The stability index (SI) is calculated by the ratio of the energy at test-cycle 7 and test-cycle 1. The flow-rate index (FRI) reflects the results of the reducing blade-tip speed, where the energy of the lowest rotational speed and the highest is set in ratio.
Basically, at higher flow rates, less energy is required, since the entrained air acts as a lubricant. At lower flow rates, the powder in front of the blades is more likely to be consolidated, due to the absence of entrained air; therefore, the interlocking of particles is more probable. Consequently, higher FRI values are common for cohesive powders. In this study, FRI values < 1 are shown; they are typical for powders or blends containing lubricants. The conditioned bulk density (CBD) was measured after the initial conditioning cycle and the split of the powder, where agglomerates and air inclusions could be evened to ensure reproducible measurements [
11,
30,
32,
33,
34].
2.5.2. Powder Compressibility
The compressibility method was used to investigate how the density of the measured powder changes with increasing normal stress. A split vessel (25 mm × 10 mL) was used for this trial. After three conditioning cycles, the powder was split, and the blade was changed for a vented piston. In total, 8 compression steps were performed (1, 2, 4, 6, 8, 10, 12, and 15 kPa) and were held for 60 s at each force. In this work, only compressibility (change in volume after compression (%)) was used. Low compressibility values occurred for powders with a low amount of entrained air where particles are packed compactly. High compressibility values were seen if voids within the powder occurred. This was likely with cohesive powders [
30,
35].
2.5.3. Shear Cell
A shear cell test was performed by using the FT4. For this method, a 25 mm × 10 mL split vessel was used. As normal stress, 7, 6, 5, 4 and 3 kPa were adjusted, and the initial consolidation stress was 9 kPa.
For this method, a
-diagram can be obtained, where one pre-shear point and five yield points can be observed. Using a Mohr circle analysis, a linearized yield locus can be obtained, where the
-axis intersection is interpreted as cohesion and presents the obtained shear stress during powder deformation when no normal stress is applied [
11,
36,
37,
38,
39].
2.6. Particle Size Distribution
For particle size measurements, a Sympatec QicPic (Sympatec GmbH, Clausthal-Zellerfeld, Germany) was used. It is a dynamic high-speed image-analysis system with a LED pulse-light source and high-resolution high-speed camera. An M7 lens was used that covers particles between 4.2 and 2888 µm. Dispersion pressure was set to 1 bar for all raw materials and blends to maintain comparability. A dry dispersion line RODOS/L with VIBRI attachment was in place, and the sample size remained constant for each material (5 mL). To determine the particle size, the EQPC method was used, where d
10, d
50 and d
90 values were obtained (see
Supplementary Table S34).
2.7. Tableting
A MODUL™ P tablet press (GEA Pharma Systems, Courtoy™, Halle, Belgium) was implemented at the end of the continuous manufacturing line. Mode 2 (Courtoy dual-control force method) was selected, where the tablet weight control is based on pre-compression displacement measurements adjusting the fill depth, accordingly [
40].
Round convex tablets with an 11 mm diameter and 1.12 mm cup height were manufactured. During steady state, a target compression pressure of 275 MPa was set.
The target tablet weight of 600 mg, tablet crushing strength and tablet thickness were tested periodically in the middle of each steady state, using the at-line combi-tester (Kraemer Elektronik GmbH, Darmstadt, Germany).
The feed chute level was controlled to a constant level at 40%, and the paddle speed remained constant at 45 and 40 rpm. Turret speed set-points and speed tolerances of the tablet press were adapted to the respective mass throughput (11 rpm 2.2 rpm; 21 rpm 4.2 rpm and 32 rpm 6.4 rpm).
Tensile Strength
The tensile strength of the convex round tablets was calculated based on the following equation [
41]:
where
Ps = tablet core crushing strength,
D = tablet core diameter,
t = tablet core thickness and
W = cylinder length. Tablet-crushing strength was measured by using the combi-tester, which is directly connected to the continuous manufacturing line.
2.8. Blend Potency
To analyze the impact of the CMT settings on the blend potency, an NIR spectrometer (SentroProbe DR LS NIR 170C ATEX, Sentronic GmbH, Dresden, Germany) was installed in the feed frame, with an insertion depth of 1 mm. Using PharmaMV 5.3 (Perceptive Engineering, Daresbury, UK), we recorded a spectrum every 4 s. Approximately 150–200 mg of the blend was measured during one measurement cycle. The collected data were preprocessed by first applying the Savitzky–Golay filter and then the standard normalize variate method (SNV). After that, the data were processed by a partial least square (PLS) regression model. The integration time was 9 ms, with 133 average scans.
2.9. Software
2.9.1. MODDE
The DoE was designed by using MODDE Pro 12.1. A multiple linear regression (MLR) model was used to evaluate the significance of the input factors on the responses. Furthermore, MODDE was used to obtain model equations to predict the responses.
2.9.2. Osi Pi
A considerable benefit of the PCMM is the implementation of OsiPi (OsiSoft, San Leandro, CA, USA), which enables access to all essential process values. All data generated by the PCMM are continuously monitored and stored by using OsiPi.
Pi Vision is a web-based tool wherein process data can be visualized in real time. Since the process data are stored in the PI Server, PiVision also can visualize previous batches if process states need to be evaluated retrospectively. For this trial, all process-related data were gathered by using PiDataLink, which is an Add-In to Excel (Microsoft Corporation, Redmond, Washington, USA) that enables data to be imported from the PI Server.
2.9.3. GraphPad Prism
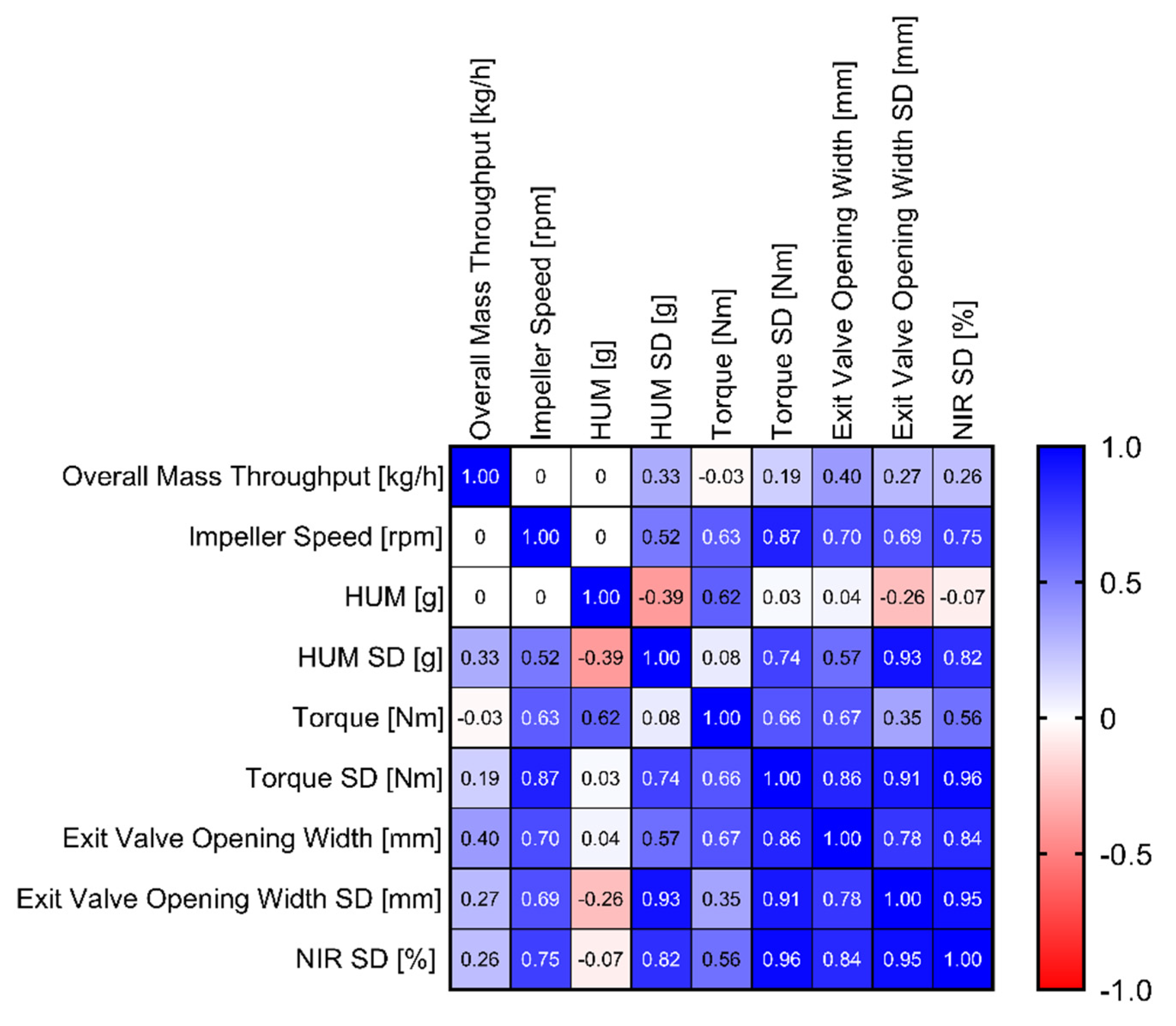
GraphPad Prism 9 (GraphPad Software, Inc., San Diego, CA, USA) was used to generate the figures and to calculate the correlations (Pearson correlations) between the process parameters, including the
p-values. All correlation coefficients are shown
Supplementary Figure S57. To evaluate the size of the correlation, the following thumb rule was used (
Table 5):
5. Conclusions
This paper showed the evaluation of the downstream process states based on throughput, hold-up mass and impeller speed in a continuous direct compression line, including a single blending step, in a vertical blender (CMT). For all settings in the performed DoE, the same composition and compounds were used, so that the initial material attributes and lubrication sensitivity remained constant.
In this study, the model terms of the process states based on the CMT parameters were evaluated by means of a MLR analysis. Corresponding fit statistics are shown in
Table 11.
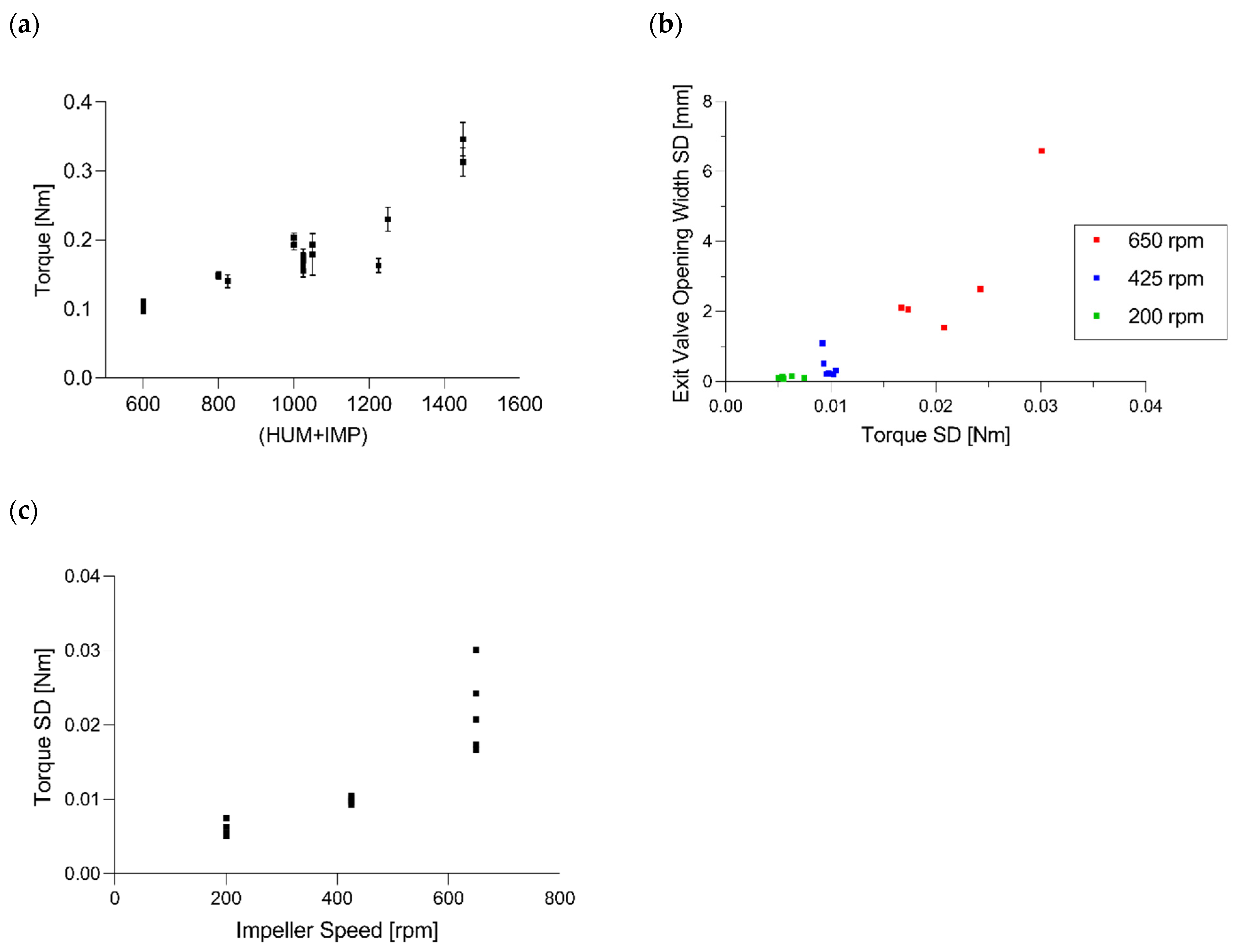
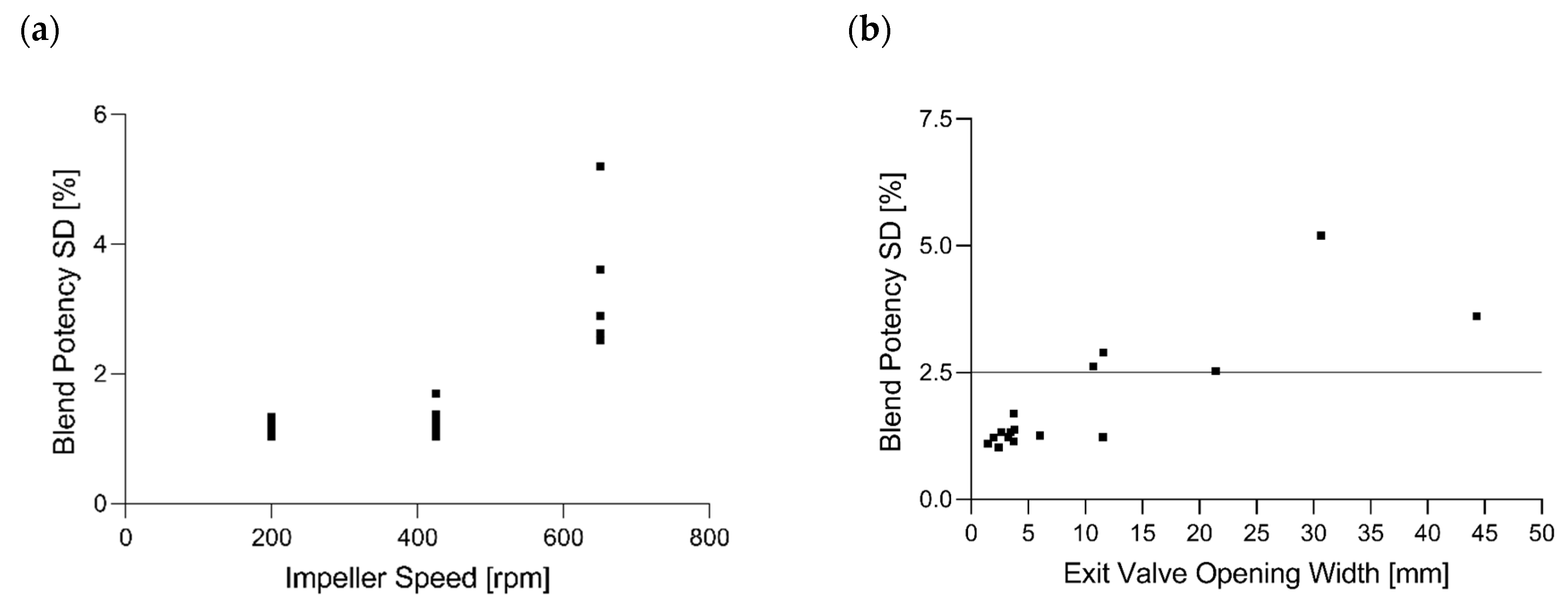
Furthermore, the connections between the parameters were evaluated. Regarding mixing parameters, it has been shown that the exit valve opening width and variability in exit valve, in hold-up mass, in torque and in blend potency are significantly correlated and can all be controlled mainly by impeller speed. If the improvement of these parameters is required, it needs to be considered that changes in impeller speed will also lead to changes in TBP.
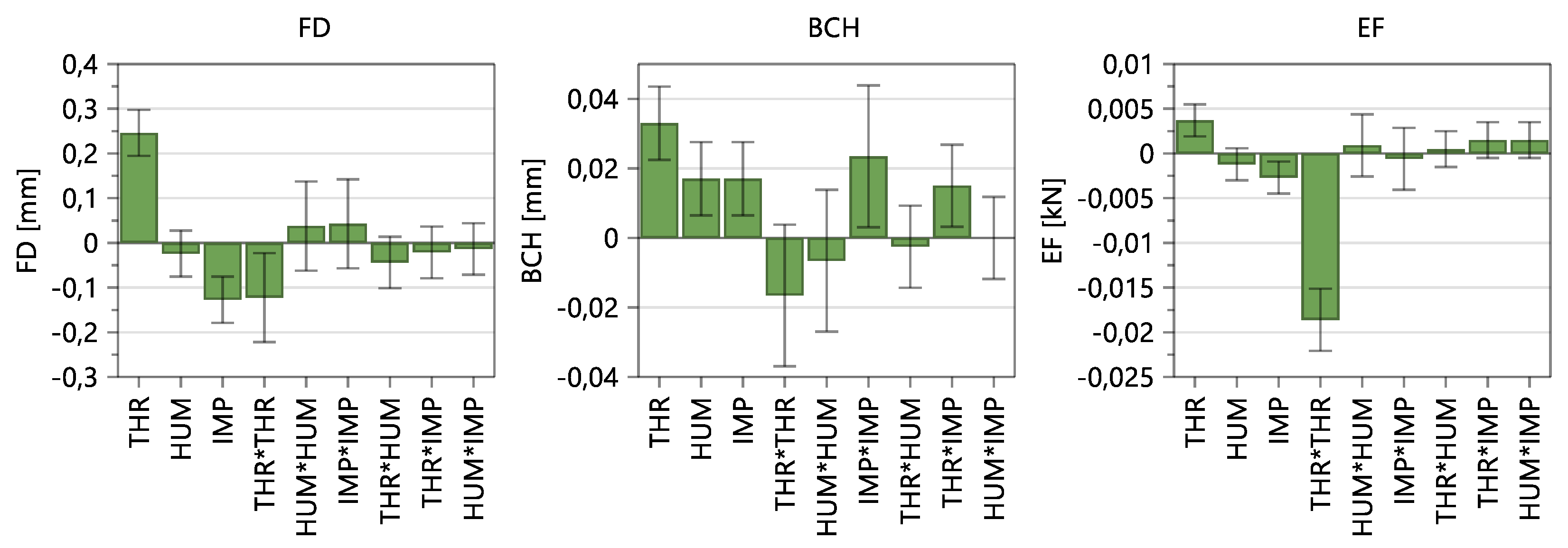
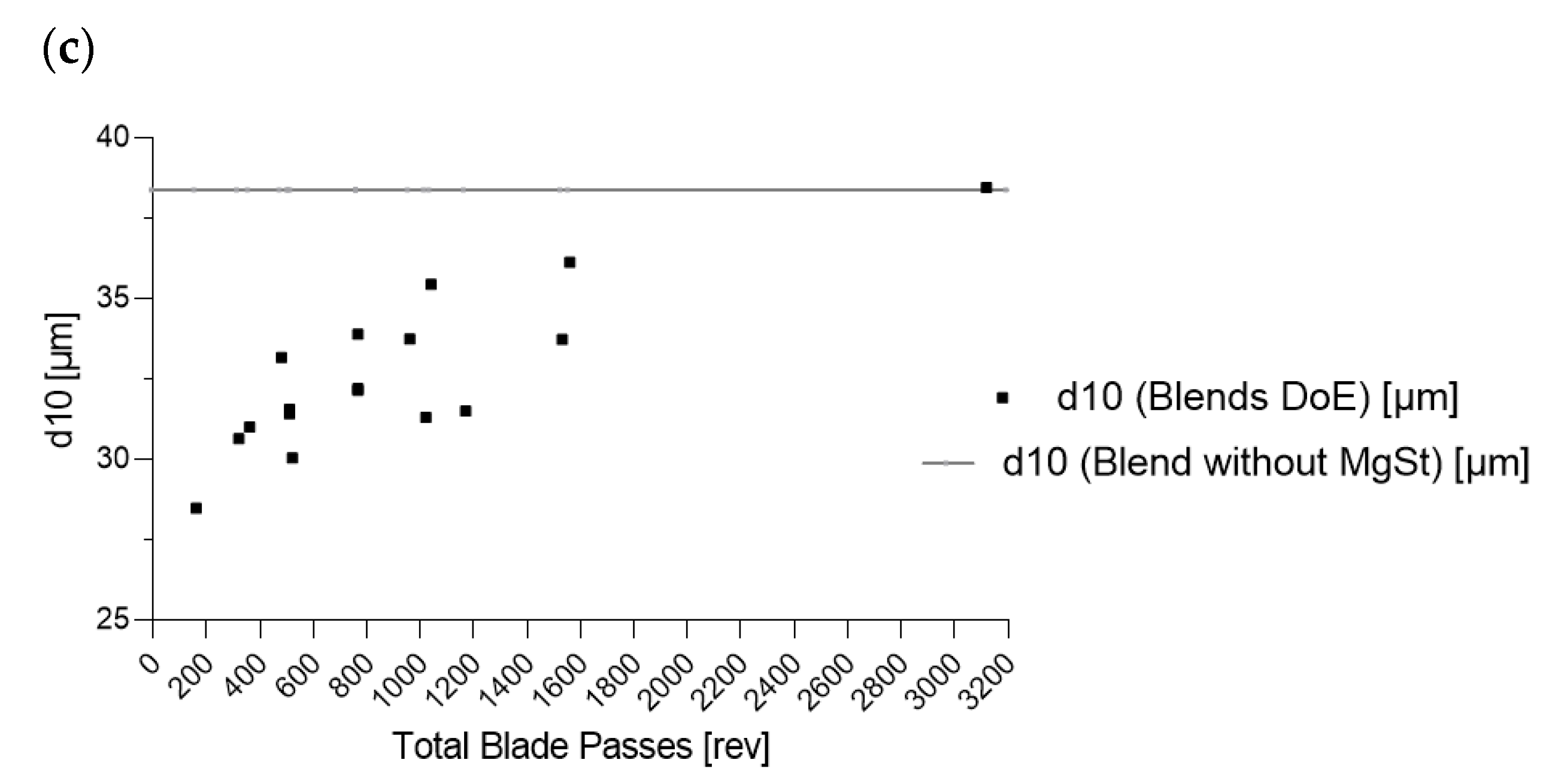
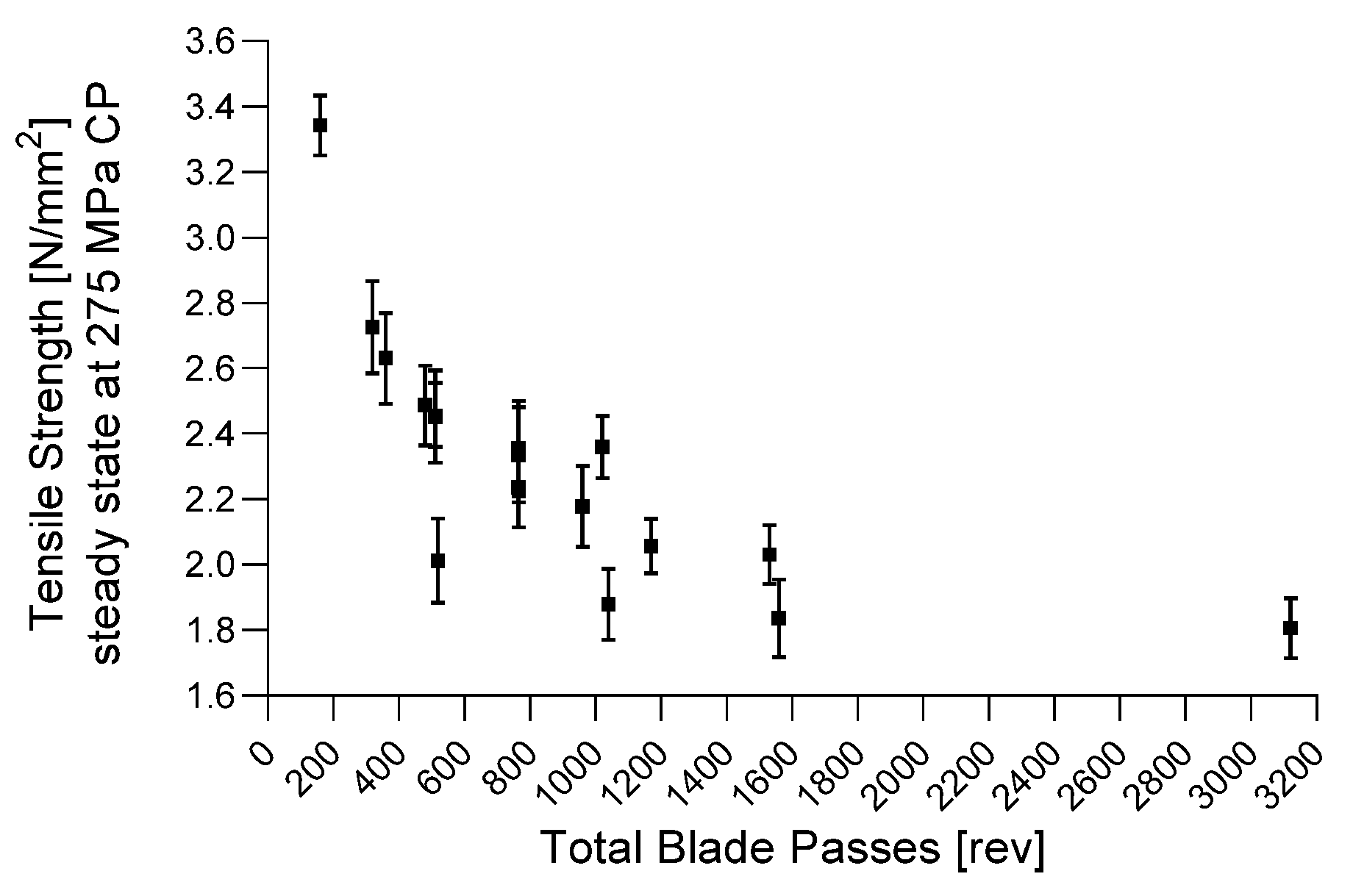
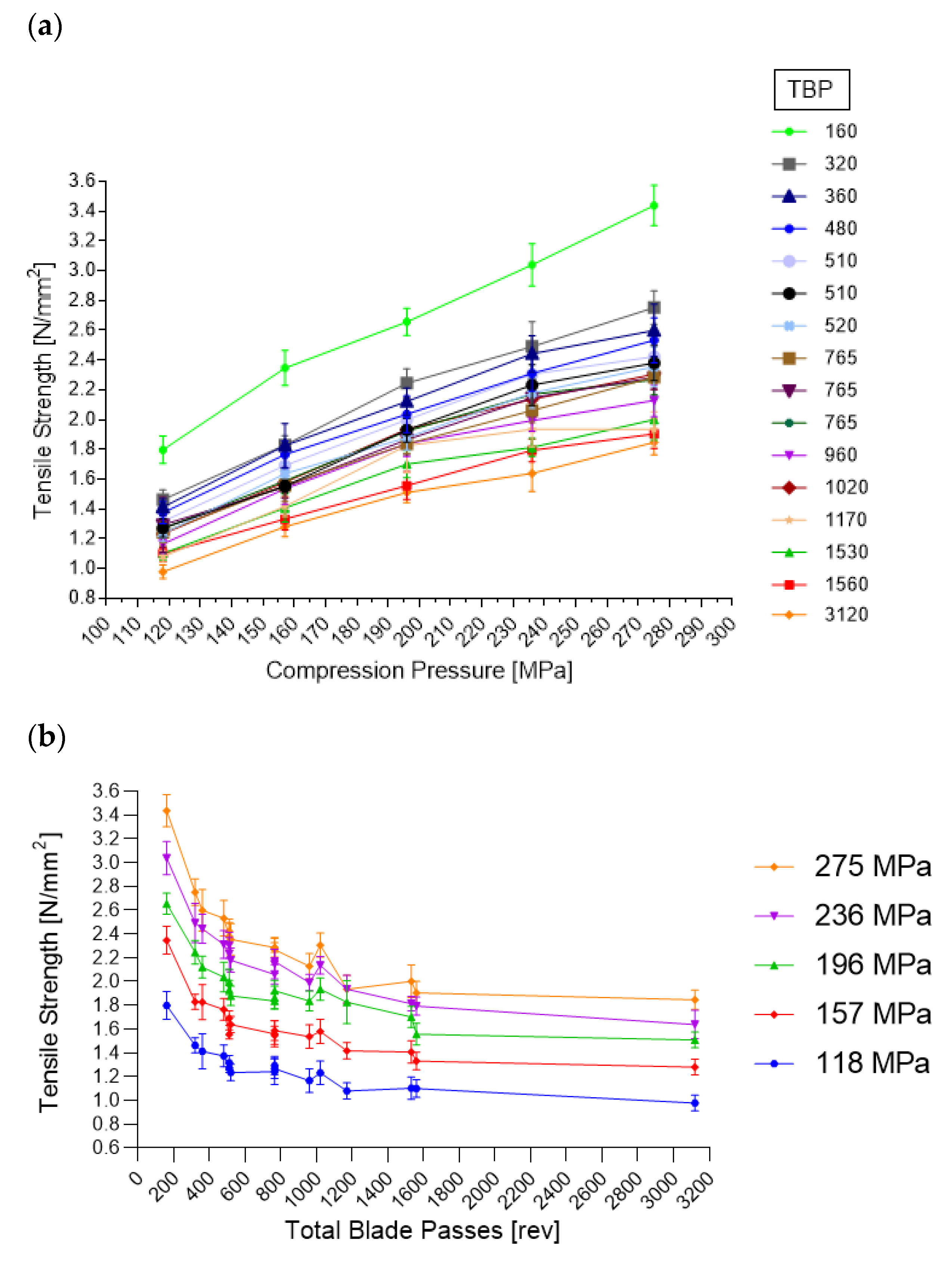
With higher TBP, more shear is transmitted to the powder and more magnesium stearate will adhere to the remaining particles, leading to more lubrication and higher variation in material attributes. Hence, TBP significantly correlated with the blend’s material attributes (density, d10 values and flow-rate index), the fill depth and the tensile strength of the tablets.
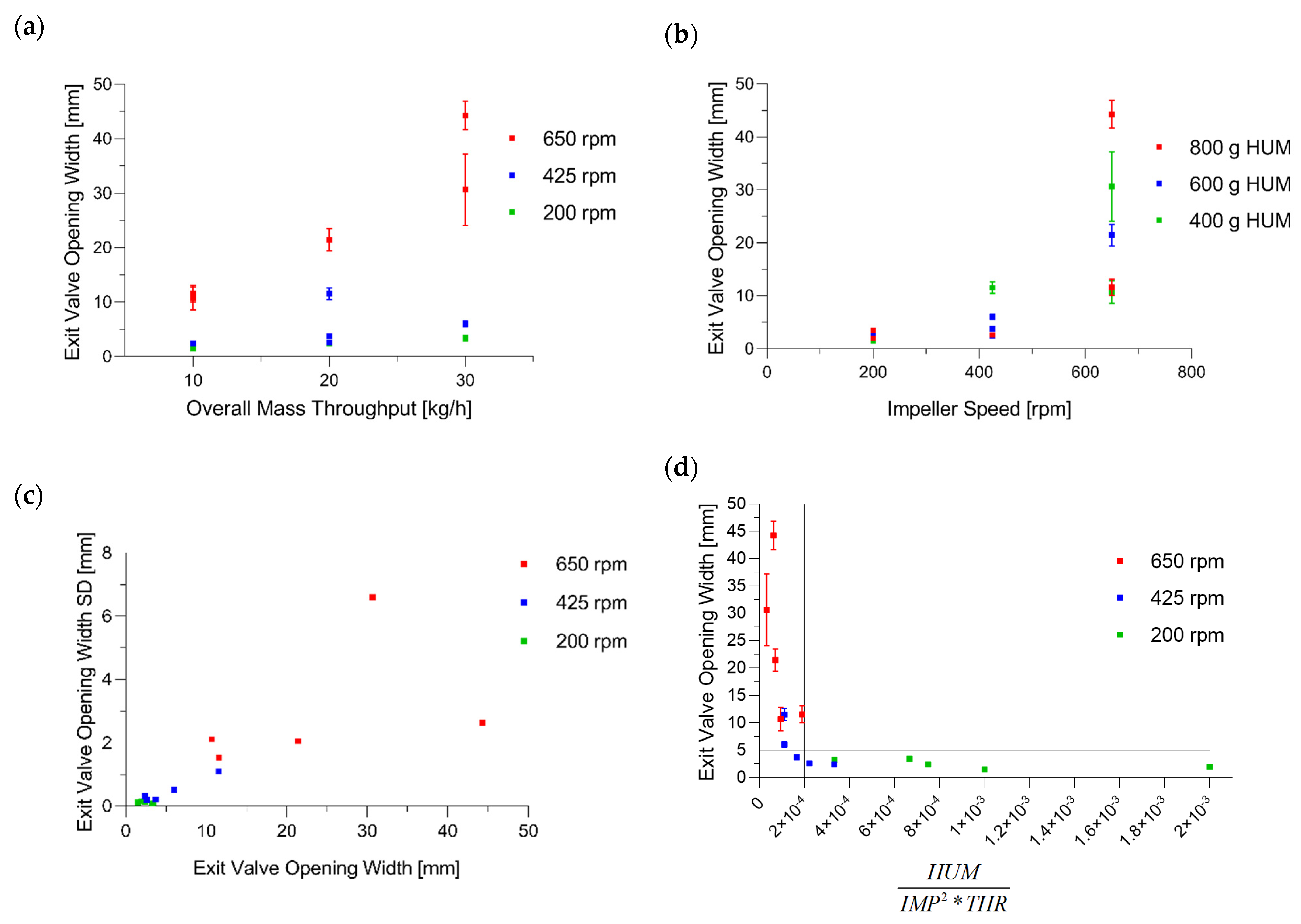
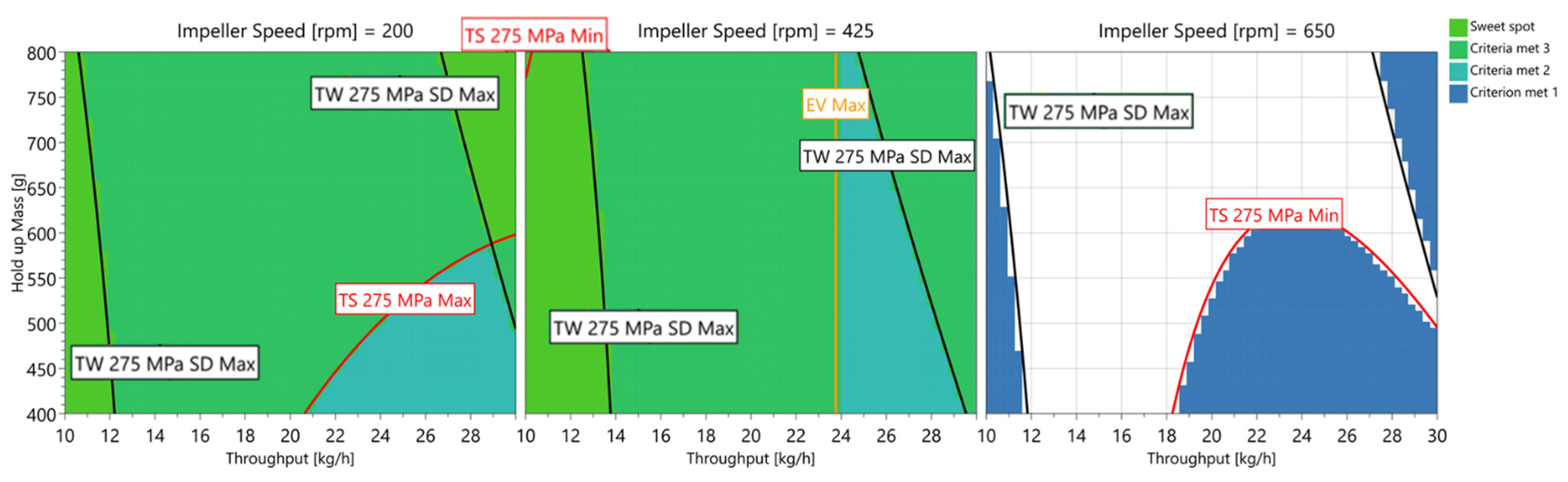
Target criteria (exit valve opening width (1–5 mm), blend potency SD (0–3%), tensile strength (2–3 MPa) and tablet-weight variability (0–2.5 mg)) could generally be found at impeller speeds between 200 and 425 rpm and at throughputs between 10 and 12 kg/h independent of HUM. To run the process as fast as possible, high throughput, high HUM and 200 rpm IMP are required to fulfill the target criteria and, therefore, represent the optimal setting for this formulation.


























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}