
State of the Art in Constructing Gas-Propelled Dissolving Microneedles for Significantly Enhanced Drug-Loading and Delivery Efficiency


 ,
, 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials and Animals
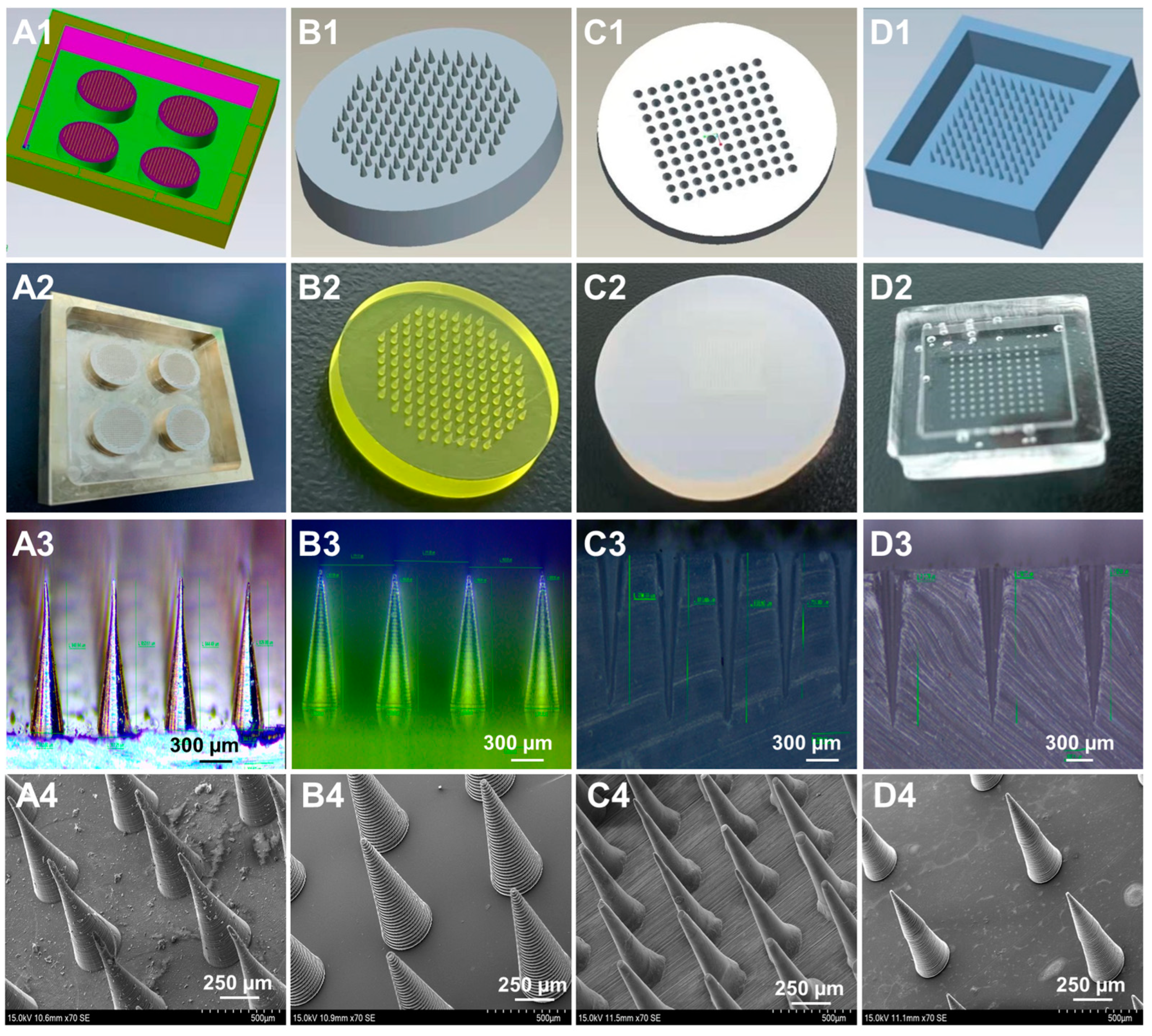
2.2. Design and Preparation of Male Mold
- (1)
- The MEMS-CNC method consists of fixing the brass material onto the high-precision machine tool (JDMR600, Beijing, China) and installing the milling cutter with a taper angle of 23° in the spindle tool slot. The program input is made according to the three-dimensional design drawing, and then the milling cutter is rotated at 15,000 rpm to mill the conical main mold.
- (2)
- The 3D-PuSL method consists of injecting the high-temperature-resistant photosensitive resin material into the resin tank through the pump liquid system of nanoArch®P140 3D printer (nanoArch ® P140, Chongqing, China). The designed 3D model of MNs is imported into the high-precision ultraviolet lithography projection system, followed by instantaneous exposure to 405 nm UV light for curing. Then, the male mold of MNs is prepared by layer printing.
- (3)
- The ultraviolet laser drilling method uses a laser (FM-UVM5, Shanghai, China) with a wavelength of 355 nm, 65% output power (adjustable power range: 1–10 W), 150 mm/s laser speed (adjustable speed range: 100–200 mm/s), and a pulse frequency of 30 kHz to prepare MN mold on the surface of a 5 mm thick silicone plate by one-time burning.
- (4)
- In the etching method, the thick silicon nitride protective film is deposited on both sides of the silicon wafer by the low-pressure chemical vapor deposition (LPCVD) technology, and the photoresist is spun. The circular spot pattern of the mask is transferred to the photoresist to form the blocking adhesive film. Then, dry etching is carried out by inductively coupled plasma etching system. After cleaning up the treated silicon wafer with deionized water, isotropic wet etching is performed to obtain the MN mold.
2.3. Preparation of Female Mold and Optimization of Molding Materials
2.4. Preparation of Gas-Propelled MNs and Passive MNs
2.4.1. Preparation of RHT-Loaded Particles
2.4.2. Preparation of Needle Suspension and Base Solution
2.4.3. Preparation of Gas-Propelled and Passive MNs
2.5. Optimization of Gas-Propelled MNs
2.5.1. Optimization of Needle Solution Microperfusion Method
2.5.2. Optimization of Polymer Materials as the Needle Skeleton
2.5.3. Optimization of Drug-Loaded Particles
2.5.4. Optimization of Pneumatic Initiators
2.6. Morphology of MNs Observed by Scanning Electron Microscope (SEM)
2.7. Drug Loading and Distribution of MNs
2.8. In Vitro and In Vivo Transdermal Permeability of MNs
2.9. Cell Cytotoxicity and Skin Recovery and Irritation Study
2.10. Statistical Analysis
3. Results and Discussion
3.1. Influence of Processing Technology on the Quality of Male Mode
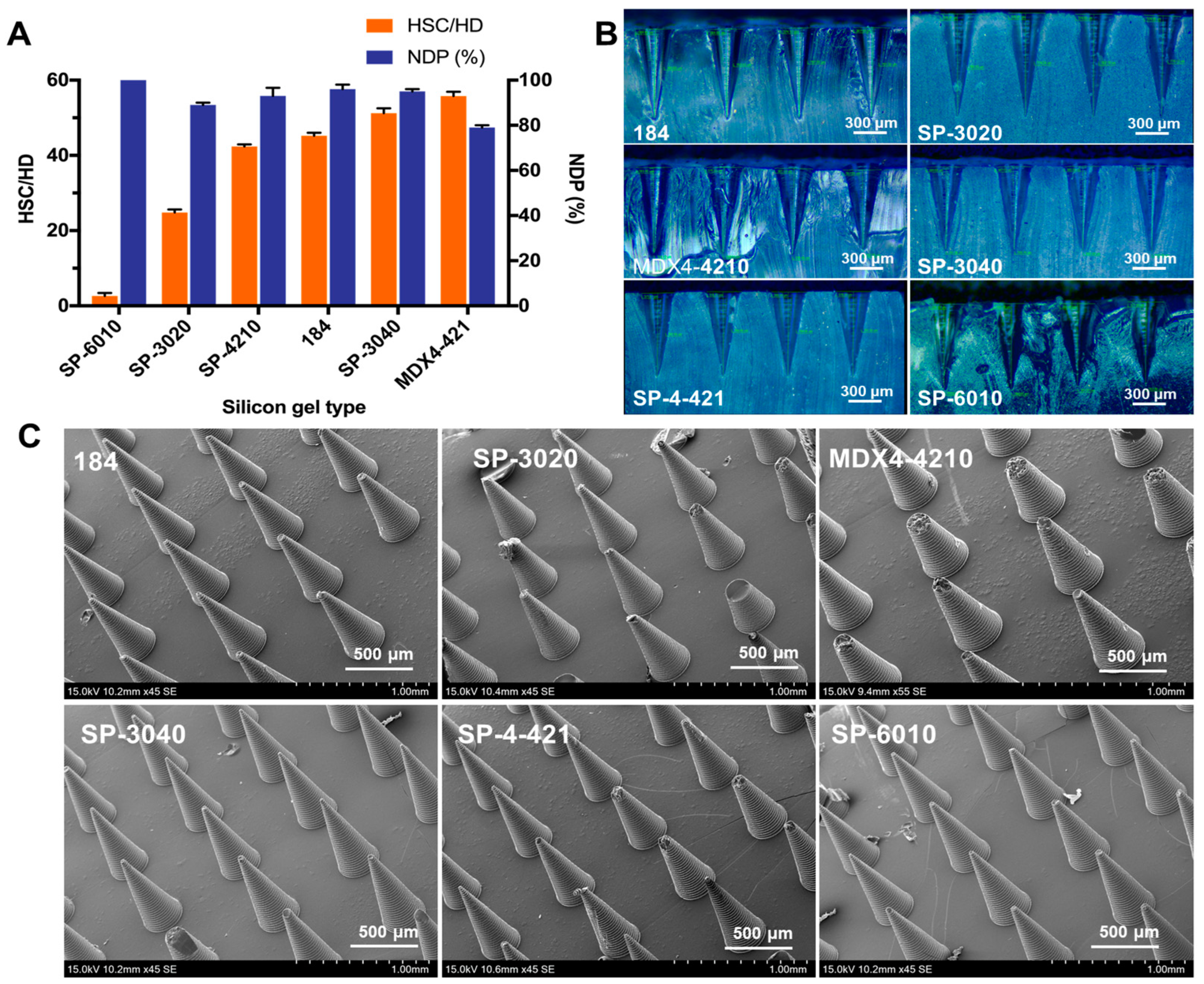
3.2. Influence of Silica Type on the Quality of Female Mold
3.3. Influence of Microperfusion Technogy on the Formability of MNs
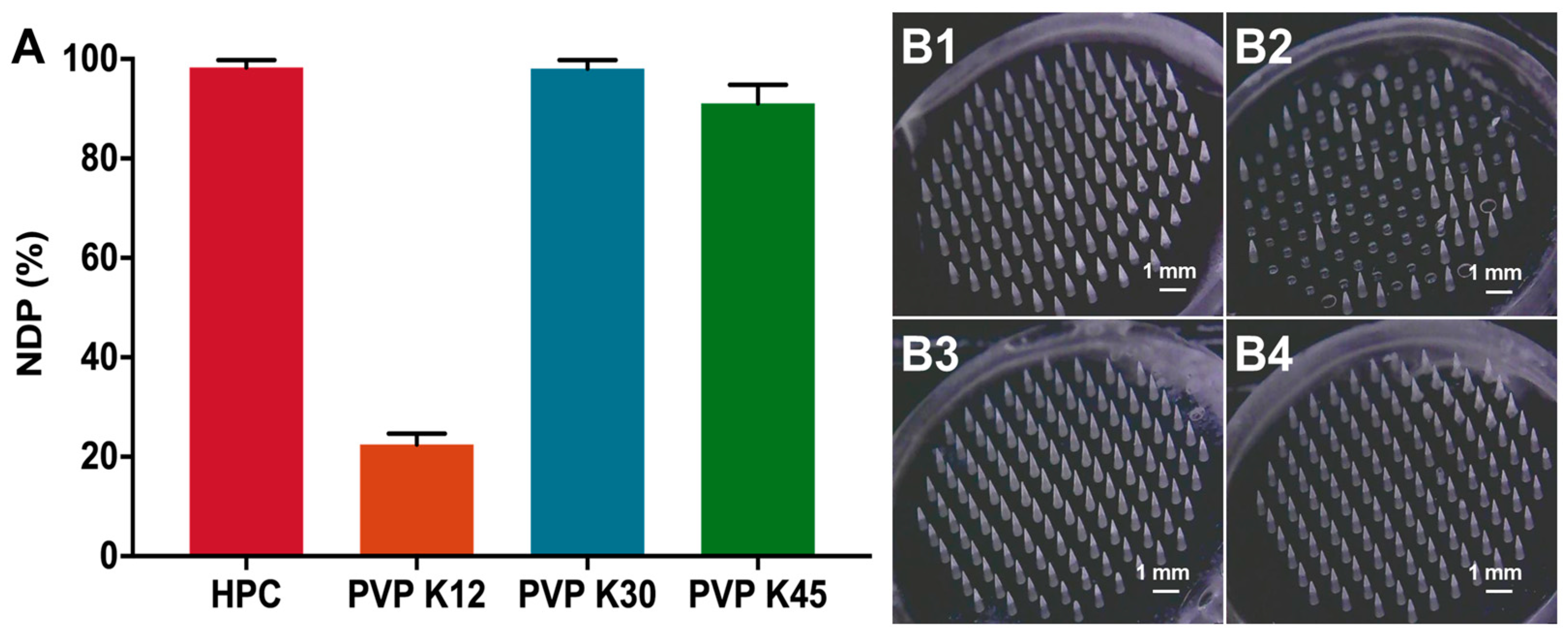
3.4. Influence of Needle Skeleton Materials on the Formability of MNs
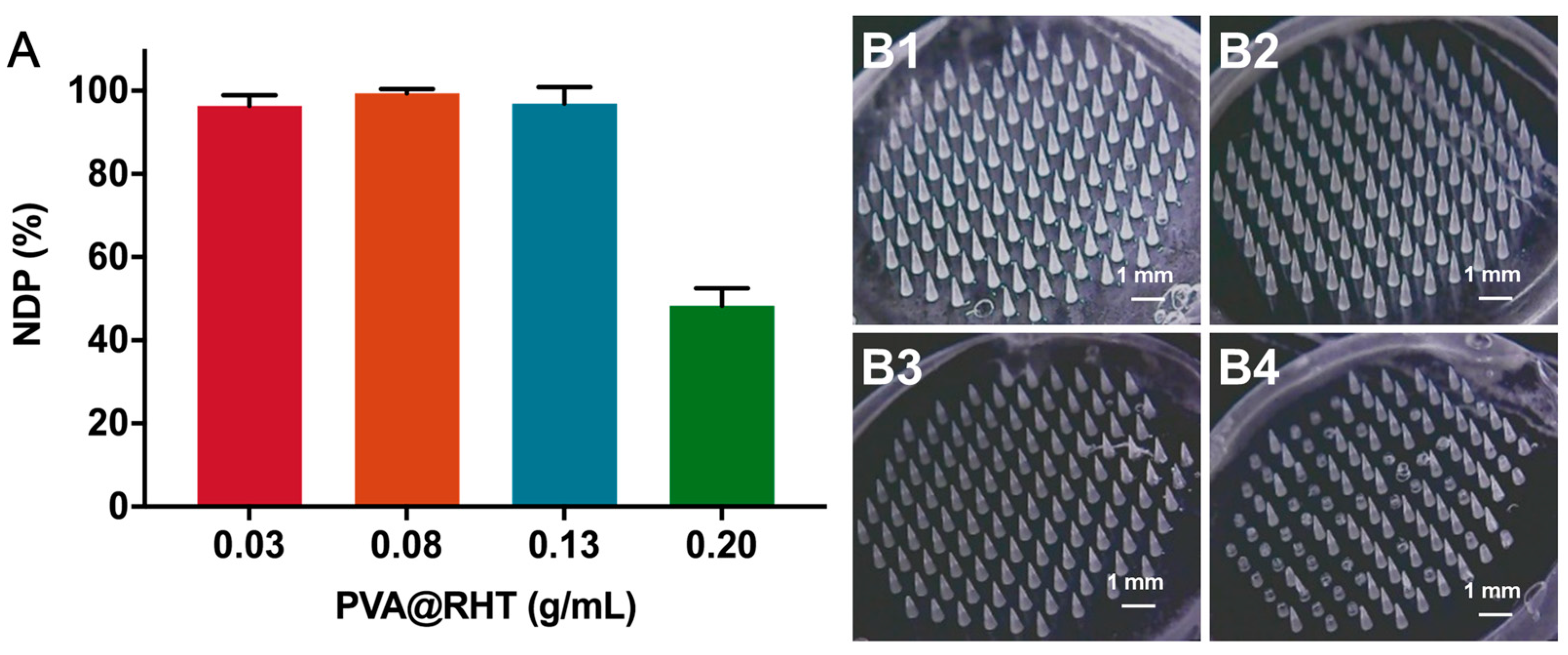
3.5. Influence of Drug-Loaded Carriers on the Formability of MNs
3.6. Influence of Pneumatic Initiators on the Formability of MNs
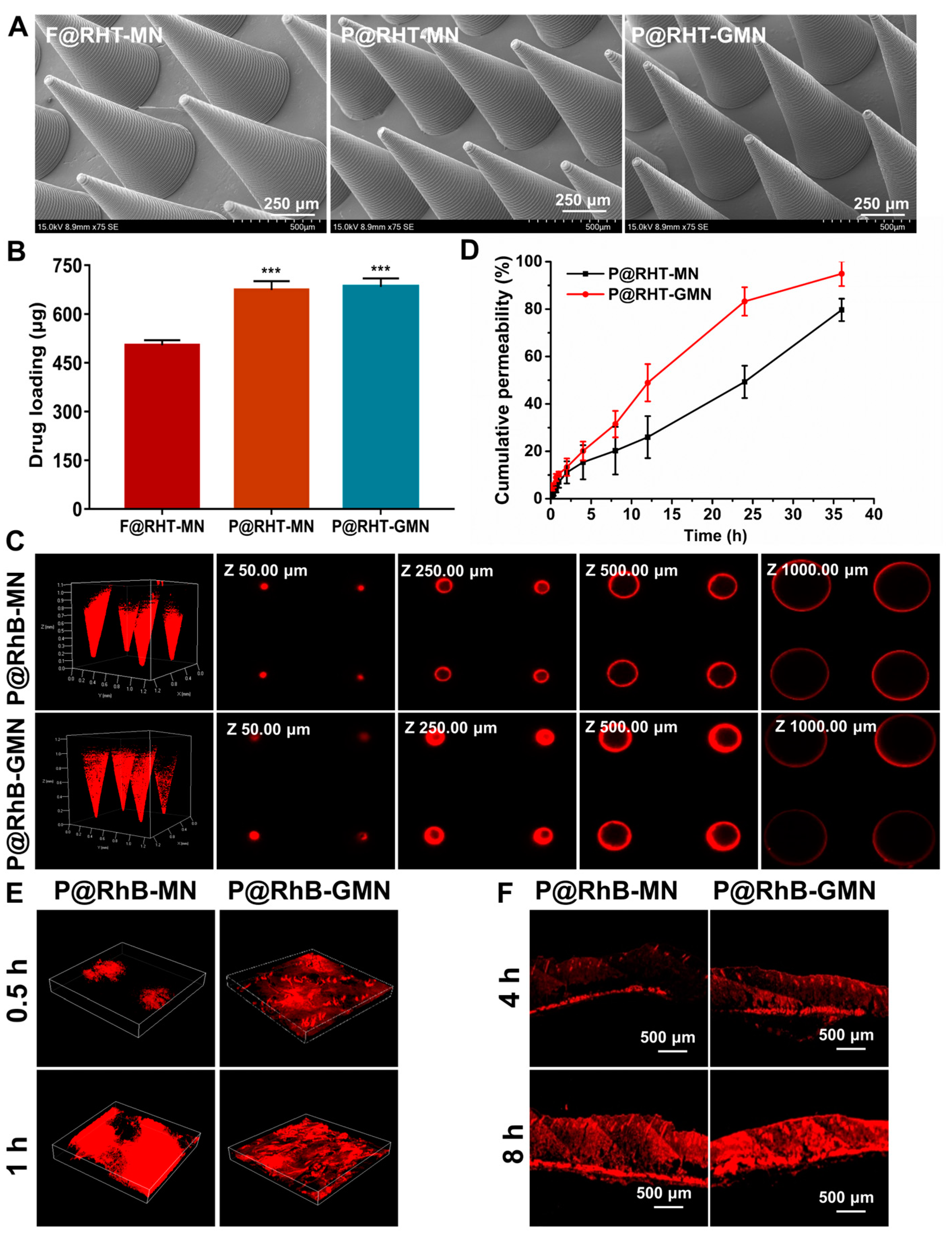
3.7. Morphology, Drug Loading, and Drug Distribution of MNs
3.8. In Vitro and In Vivo Transdermal Permeability of MNs
3.9. Cell Cytotoxicity and Skin Irritation Study
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- McAllister, D.V.; Allen, M.G.; Prausnitz, M.R. Microfabricated Microneedles for Gene and Drug Delivery. Annu. Rev. Biomed. Eng. 2000, 2, 289–313. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Henry, S.; McAllister, D.V.; Allen, M.G.; Prausnitz, M.R. Microfabricated microneedles: A novel approach to transdermal drug delivery. J. Pharm. Sci. 1998, 87, 922–925. [Google Scholar] [CrossRef] [PubMed]
- Singh, P.; Carrier, A.; Chen, Y.; Lin, S.; Wang, J.; Cui, S.; Zhang, X. Polymeric microneedles for controlled transdermal drug delivery. J. Control. Release 2019, 315, 97–113. [Google Scholar] [CrossRef] [PubMed]
- Al-Mayahy, M.H.; Sabri, A.H.; Rutland, C.S.; Holmes, A.; Scurr, D.J. Insight into Imiquimod Skin Permeation and Increased Delivery Using Microneedle Pre-treatment. Eur. J. Pharm. Biopharm. 2019, 139, 33–43. [Google Scholar] [CrossRef]
- Sadeqi, A.; Kiaee, G.; Zeng, W.; Rezaei Nejad, H.; Sonkusale, S. Hard polymeric porous microneedles on stretchable substrate for transdermal drug delivery. Sci. Rep. 2022, 12, 1853. [Google Scholar] [CrossRef]
- Huang, Y.; Peng, T.; Hu, W.; Gao, X.; Chen, Y.; Zhang, Q.; Wu, C.; Pan, X. Fully armed photodynamic therapy with spear and shear for topical deep hypertrophic scar treatment. J. Control. Release 2022, 343, 408–419. [Google Scholar] [CrossRef]
- Hu, W.; Peng, T.; Huang, Y.; Ren, T.; Chen, H.; Chen, Y.; Feng, D.; Wu, C.; Pan, X. Hyaluronidase-powered microneedles for significantly enhanced transdermal delivery efficiency. J. Control. Release 2022, 353, 380–390. [Google Scholar] [CrossRef]
- Tekko, I.A.; Permana, A.D.; Vora, L.; Hatahet, T.; McCarthy, H.O.; Donnelly, R.F. Localised and sustained intradermal delivery of methotrexate using nanocrystal-loaded microneedle arrays: Potential for enhanced treatment of psoriasis. Eur. J. Pharm. Sci. 2020, 152, 105469. [Google Scholar] [CrossRef]
- Liu, P.; Fu, Y.; Wei, F.; Ma, T.; Ren, J.; Xie, Z.; Wang, S.; Zhu, J.; Zhang, L.; Tao, J.; et al. Microneedle Patches with O2 Propellant for Deeply and Fast Delivering Photosensitizers: Towards Improved Photodynamic Therapy. Adv. Sci. 2022, 9, e2202591. [Google Scholar] [CrossRef]
- Jang, M.; Kang, B.M.; Yang, H.; Ohn, J.; Kwon, O.; Jung, H. High-Dose Steroid Dissolving Microneedle for Relieving Atopic Dermatitis. Adv. Healthc. Mater. 2021, 10, e2001691. [Google Scholar] [CrossRef]
- Kim, S.; Yang, H.; Eum, J.; Ma, Y.; Fakhraei Lahiji, S.; Jung, H. Implantable powder-carrying microneedles for transdermal delivery of high-dose insulin with enhanced activity. Biomaterials 2020, 232, 119733. [Google Scholar] [CrossRef] [PubMed]
- Kim, S.; Eum, J.; Yang, H.; Jung, H. Transdermal finasteride delivery via powder-carrying microneedles with a diffusion enhancer to treat androgenetic alopecia. J. Control. Release 2019, 316, 1–11. [Google Scholar] [CrossRef]
- Bhatnagar, S.; Kwan, J.J.; Shah, A.R.; Coussios, C.C.; Carlisle, R.C. Exploitation of sub-micron cavitation nuclei to enhance ultrasound-mediated transdermal transport and penetration of vaccines. J. Control. Release 2016, 238, 22–30. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Chen, M.-C.; Ling, M.-H.; Wang, K.-W.; Lin, Z.-W.; Lai, B.-H.; Chen, D.-H. Near-Infrared Light-Responsive Composite Microneedles for On-Demand Transdermal Drug Delivery. Biomacromolecules 2015, 16, 1598–1607. [Google Scholar] [CrossRef] [PubMed]
- Machado, N.; Callegaro, C.; Christoffolete, M.A.; Martinho, H. Tuning the transdermal transport by application of external continuous electric field: A coarse-grained molecular dynamics study. Phys. Chem. Chem. Phys. 2021, 23, 8273–8281. [Google Scholar] [CrossRef]
- Wu, D.; Shou, X.; Yu, Y.; Wang, X.; Chen, G.; Zhao, Y.; Sun, L. Biologics-Loaded Photothermally Dissolvable Hyaluronic Acid Microneedle Patch for Psoriasis Treatment. Adv. Funct. Mater. 2022, 32, 2205847. [Google Scholar] [CrossRef]
- Yang, G.; Zhang, Y.; Gu, Z. Punching and Electroporation for Enhanced Transdermal Drug Delivery. Theranostics 2018, 8, 3688–3690. [Google Scholar] [CrossRef] [Green Version]
- Han, T.; Das, D.B. Potential of combined ultrasound and microneedles for enhanced transdermal drug permeation: A review. Eur. J. Pharm. Biopharm. 2015, 89, 312–328. [Google Scholar] [CrossRef] [Green Version]
- Peng, T.; Huang, Y.; Feng, X.; Zhu, C.; Yin, S.; Wang, X.; Bai, X.; Pan, X.; Wu, C. TPGS/hyaluronic acid dual-functionalized PLGA nanoparticles delivered through dissolving microneedles for markedly ismproved chemo-photothermal combined therapy of superficial tumor. Acta Pharm. Sin. B 2021, 11, 3297–3309. [Google Scholar] [CrossRef]
- Arshad, M.S.; Zahra, A.T.; Zafar, S.; Zaman, H.; Akhtar, A.; Ayaz, M.M.; Kucuk, I.; Maniruzzaman, M.; Chang, M.W.; Ahmad, Z. Antibiofilm Effects of Macrolide Loaded Microneedle Patches: Prospects in Healing Infected Wounds. Pharm. Res. 2021, 38, 165–177. [Google Scholar] [CrossRef]
- Kshirsagar, S.M.; Kipping, T.; Banga, A.K. Fabrication of Polymeric Microneedles using Novel Vacuum Compression Molding Technique for Transdermal Drug Delivery. Pharm. Res. 2022, 39, 3301–3315. [Google Scholar] [CrossRef]
- Chen, H.; Wu, B.; Zhang, M.; Yang, P.; Yang, B.; Qin, W.; Wang, Q.; Wen, X.; Chen, M.; Quan, G.; et al. A novel scalable fabrication process for the production of dissolving microneedle arrays. Drug Deliv. Transl. Res. 2019, 9, 240–248. [Google Scholar] [CrossRef]
- Lim, S.H.; Kathuria, H.; Amir, M.H.B.; Zhang, X.; Duong, H.T.T.; Ho, P.C.; Kang, L. High resolution photopolymer for 3D printing of personalised microneedle for transdermal delivery of anti-wrinkle small peptide. J. Control. Release 2021, 329, 907–918. [Google Scholar] [CrossRef]
- George, M.; Aroom, K.R.; Hawes, H.G.; Gill, B.S.; Love, J. 3D Printed Surgical Instruments: The Design and Fabrication Process. World J. Surg. 2017, 41, 314–319. [Google Scholar] [CrossRef]
- Lopez-Ramirez, M.A.; Soto, F.; Wang, C.; Rueda, R.; Shukla, S.; Silva-Lopez, C.; Kupor, D.; McBride, D.A.; Pokorski, J.K.; Nourhani, A.; et al. Built-In Active Microneedle Patch with Enhanced Autonomous Drug Delivery. Adv. Mater. 2020, 32, 1905740. [Google Scholar] [CrossRef]
- Han, D.; Morde, R.S.; Mariani, S.; La Mattina, A.A.; Vignali, E.; Yang, C.; Barillaro, G.; Lee, H. 4D Printing of a Bioinspired Microneedle Array with Backward-Facing Barbs for Enhanced Tissue Adhesion. Adv. Funct. Mater. 2020, 30, 1909197. [Google Scholar] [CrossRef]
- Faraji Rad, Z.; Prewett, P.D.; Davies, G.J. An overview of microneedle applications, materials, and fabrication methods. Beilstein. J. Nanotechnol. 2021, 12, 1034–1046. [Google Scholar] [CrossRef]
- Howells, O.; Blayney, G.J.; Gualeni, B.; Birchall, J.C.; Eng, P.F.; Ashraf, H.; Sharma, S.; Guy, O.J. Design, fabrication, and characterisation of a silicon microneedle array for transdermal therapeutic delivery using a single step wet etch process. Eur. J. Pharm. Biopharm. 2022, 171, 19–28. [Google Scholar] [CrossRef]
- Dillon, C.; Hughes, H.; O’Reilly, N.J.; McLoughlin, P. Formulation and characterisation of dissolving microneedles for the transdermal delivery of therapeutic peptides. Int. J. Pharm. 2017, 526, 125–136. [Google Scholar] [CrossRef]
- Hou, A.; Quan, G.; Yang, B.; Lu, C.; Chen, M.; Yang, D.; Wang, L.; Liu, H.; Pan, X.; Wu, C. Rational Design of Rapidly Separating Dissolving Microneedles for Precise Drug Delivery by Balancing the Mechanical Performance and Disintegration Rate. Adv. Healthc. Mater. 2019, 8, e1900898. [Google Scholar] [CrossRef]
- Lee, J.; van der Maaden, K.; Gooris, G.; O’Mahony, C.; Jiskoot, W.; Bouwstra, J. Engineering of an automated nano-droplet dispensing system for fabrication of antigen-loaded dissolving microneedle arrays. Int. J. Pharm. 2021, 600, 120473. [Google Scholar] [CrossRef]
- Lin, Z.; Gao, C.; Wang, D.; He, Q. Bubble-Propelled Janus Gallium/Zinc Micromotors for the Active Treatment of Bacterial Infections. Angew. Chem. Int. Ed. Engl. 2021, 60, 8750–8754. [Google Scholar] [CrossRef]
- Liu, T.; Jiang, G.; Song, G.; Sun, Y.; Zhang, X.; Zeng, Z. Fabrication of Rapidly Separable Microneedles for Transdermal Delivery of Metformin on Diabetic Rats. J. Pharm. Sci. 2021, 110, 3004–3010. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Name | Type | Silica Gel:Curing Agent (w/w) |
|---|---|---|
| PDMS | 184 | 10:1 |
| Silicone elastomers | MDX4-4210 | 10:1 |
| Liquid silica gel-1 | SP-6010 | 1:1 |
| Liquid silica gel-2 | SP-3020 | 1:1 |
| Liquid silica gel-3 | SP-3040 | 1:1 |
| Liquid silica gel-4 | SP-4210 | 1:1 |
| Formulations | Polymers | Feeding Concentration (g/mL) |
|---|---|---|
| F1 | HPC | 0.16 |
| F2 | PVPK12 | 0.47 |
| F3 | PVPK30 | 0.47 |
| F4 | PVPK45 | 0.26 |
| Abbreviation | Drug-Loaded Particles | Feeding Concentration (g/mL) |
|---|---|---|
| P1 | HA@RHT | 0.07 |
| P2 | DEX@RHT | 0.07 |
| P3 | PVA@RHT | 0.07 |
| P4 | PVA@RHT | 0.03 |
| P5 | PVA@RHT | 0.08 |
| P6 | PVA@RHT | 0.13 |
| P7 | PVA@RHT | 0.20 |
| No. | Pneumatic Initiators | Feeding Concentration (w/w) | Mol:Mol |
|---|---|---|---|
| S1 | K2CO3:TA | 0.15:0.15 | 1:1 |
| S2 | Na2CO3:CA | 0.15:0.20 | 3:2 |
| S3 | K2CO3:CA | 0.15:0.15 | 3:2 |
| S4 | Na2CO3:TA | 0.10:0.15 | 1:1 |
| S5 | K2CO3:CA | 0.0375:0.0375 | 3:2 |
| S6 | K2CO3:CA | 0.0075:0.0075 | 3:2 |
| S7 | K2CO3:CA | 0.15:0.15 | 3:2 |
| Method | Index | Geometric Parameters | Mean ± SD | RSD% | |||||
|---|---|---|---|---|---|---|---|---|---|
| MEMS-CNC | H a (μm) | 841 | 853 | 844 | 829 | 836 | 838 | 840 ± 8 | 0.96 |
| CA b (°) | 22.29 | 22.89 | 22.34 | 23.50 | 23.03 | 22.79 | 22.81 ± 0.45 | 1.98 | |
| CBW c (μm) | 353 | 344 | 344 | 357 | 352 | 348 | 350 ± 5 | 1 | |
| 3D-PuSL | H a (μm) | 793 | 809 | 800 | 782 | 805 | 798 | 798 ± 10 | 1.20 |
| CA b (°) | 24.48 | 24.83 | 24.86 | 24.87 | 24.69 | 24.37 | 24.68 ± 0.21 | 0.86 | |
| CBW c (μm) | 364 | 362 | 355 | 360 | 356 | 365 | 360 ± 4 | 1.00 | |
| UV laser drilling | H a (μm) | 731 | 814 | 834 | 709 | 729 | 722 | 756 ± 53 | 3 |
| CA b (°) | 16.44 | 16.56 | 14.36 | 17.05 | 14.83 | 18.58 | 16.30 ± 1.53 | 5.41 | |
| CBW c (μm) | 244 | 216 | 240 | 229 | 251 | 197 | 230 ± 20 | 5 | |
| Etching | H a (μm) | 711 | 713 | 713 | 670 | 675 | 668 | 692 ± 23 | 7 |
| CA b (°) | 24.26 | 23.55 | 22.18 | 21.83 | 22.19 | 20.90 | 22.49 ± 1.22 | 9.41 | |
| CBW c (μm) | 279 | 277 | 283 | 314 | 296 | 283 | 289 ± 14 | 9 | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, M.; Yang, B.; Luan, X.; Jiang, L.; Lu, C.; Wu, C.; Pan, X.; Peng, T. State of the Art in Constructing Gas-Propelled Dissolving Microneedles for Significantly Enhanced Drug-Loading and Delivery Efficiency. Pharmaceutics 2023, 15, 1059. https://doi.org/10.3390/pharmaceutics15041059
Zhang M, Yang B, Luan X, Jiang L, Lu C, Wu C, Pan X, Peng T. State of the Art in Constructing Gas-Propelled Dissolving Microneedles for Significantly Enhanced Drug-Loading and Delivery Efficiency. Pharmaceutics. 2023; 15(4):1059. https://doi.org/10.3390/pharmaceutics15041059
Chicago/Turabian StyleZhang, Minmin, Beibei Yang, Xuanyu Luan, Ling Jiang, Chao Lu, Chuanbin Wu, Xin Pan, and Tingting Peng. 2023. "State of the Art in Constructing Gas-Propelled Dissolving Microneedles for Significantly Enhanced Drug-Loading and Delivery Efficiency" Pharmaceutics 15, no. 4: 1059. https://doi.org/10.3390/pharmaceutics15041059
APA StyleZhang, M., Yang, B., Luan, X., Jiang, L., Lu, C., Wu, C., Pan, X., & Peng, T. (2023). State of the Art in Constructing Gas-Propelled Dissolving Microneedles for Significantly Enhanced Drug-Loading and Delivery Efficiency. Pharmaceutics, 15(4), 1059. https://doi.org/10.3390/pharmaceutics15041059