
Material Transport Characteristics in Planetary Roller Melt Granulation


Abstract
:1. Introduction
2. Materials and Methods
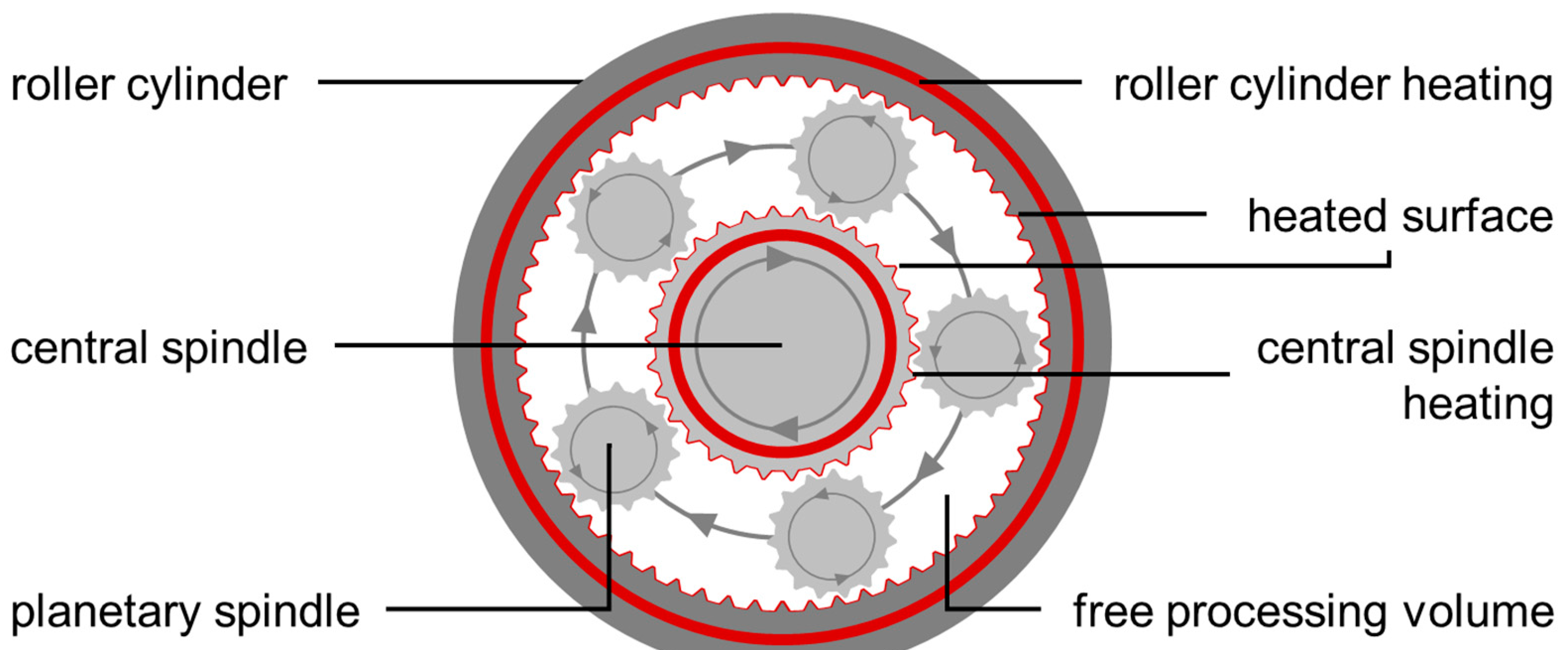
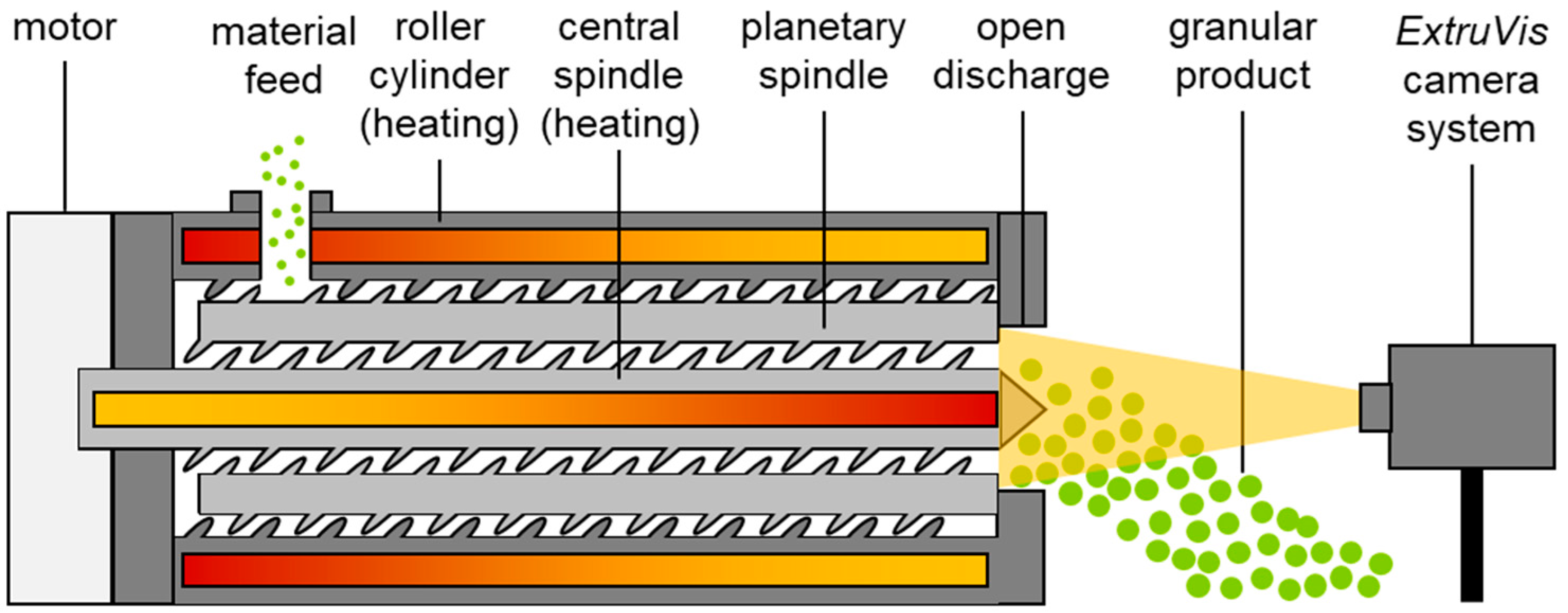
2.1. Melt Granulation
2.2. Experimental Design Space
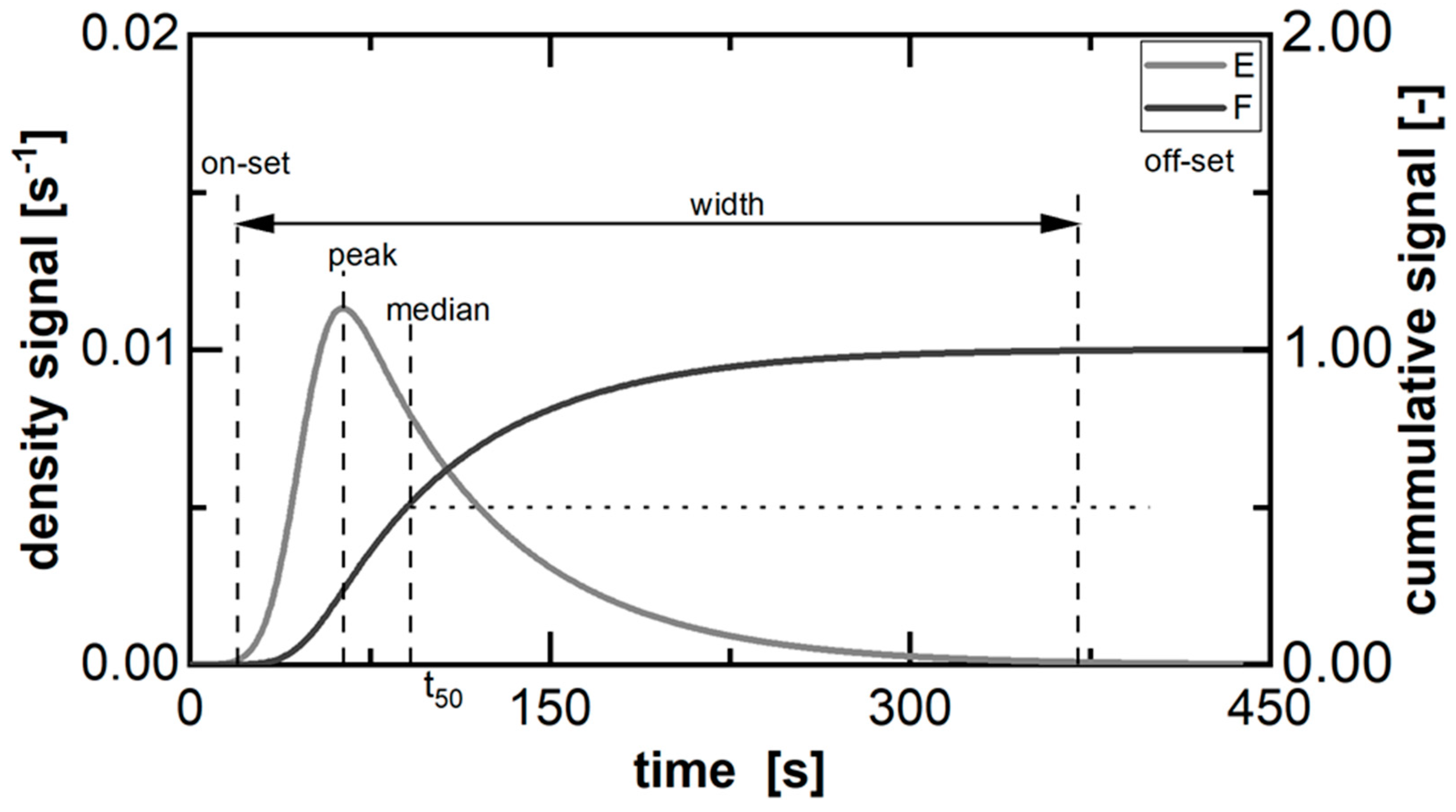
2.3. Residence Time Characterization
3. Results and Discussion
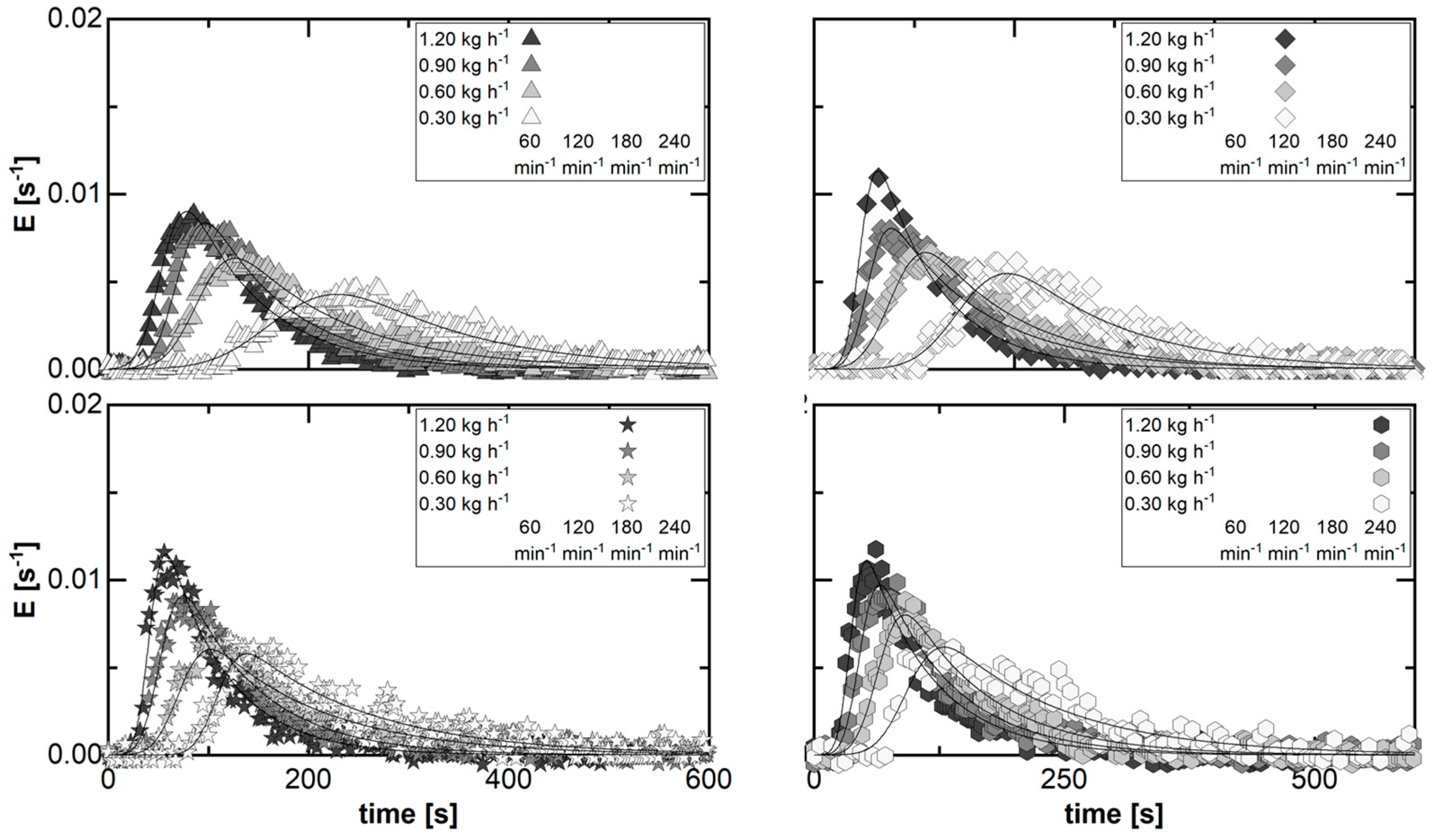
3.1. Determination and Characterization of the Residence Time
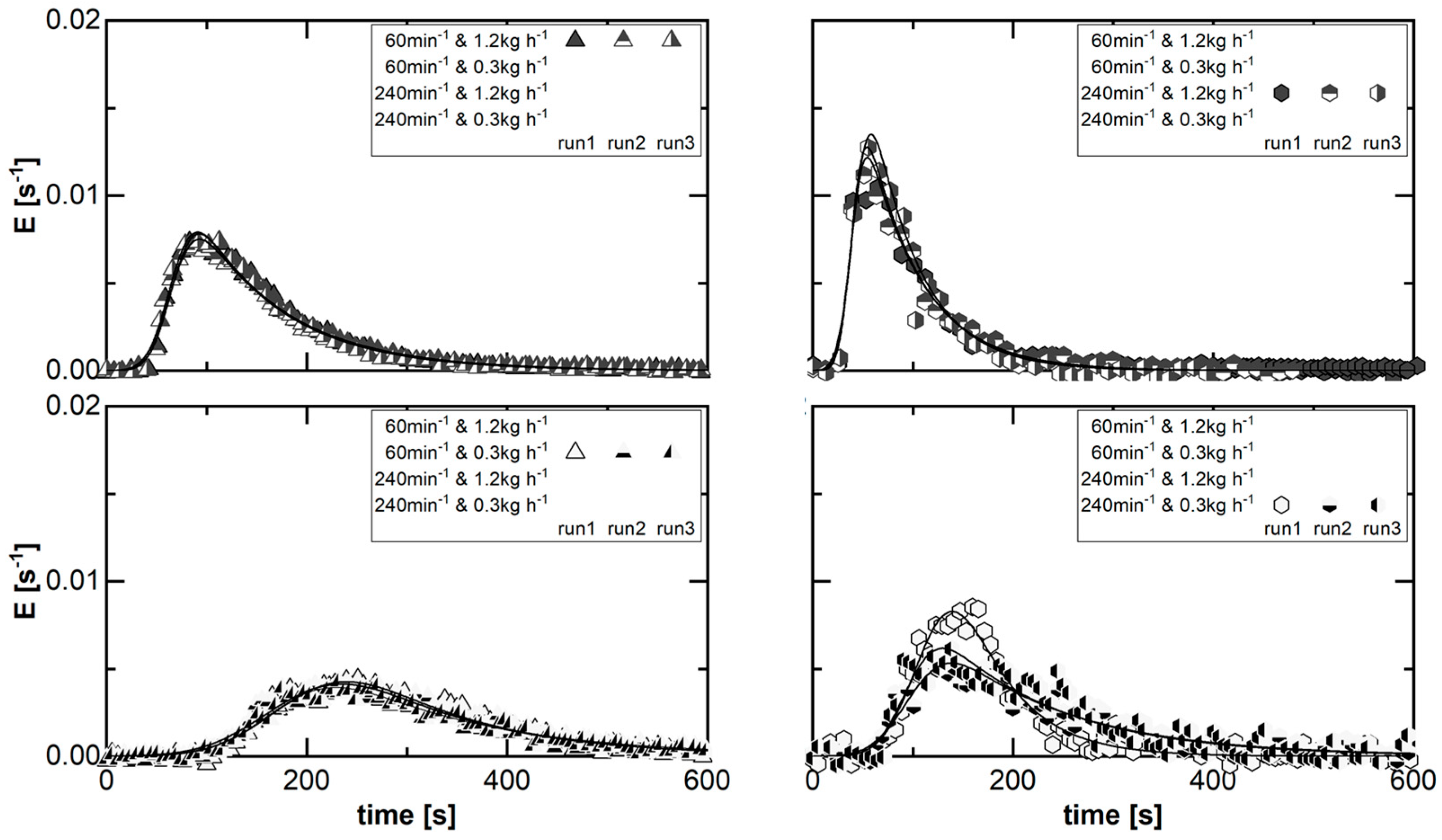
3.2. Process Parameter Impact on the RTD in PRMG
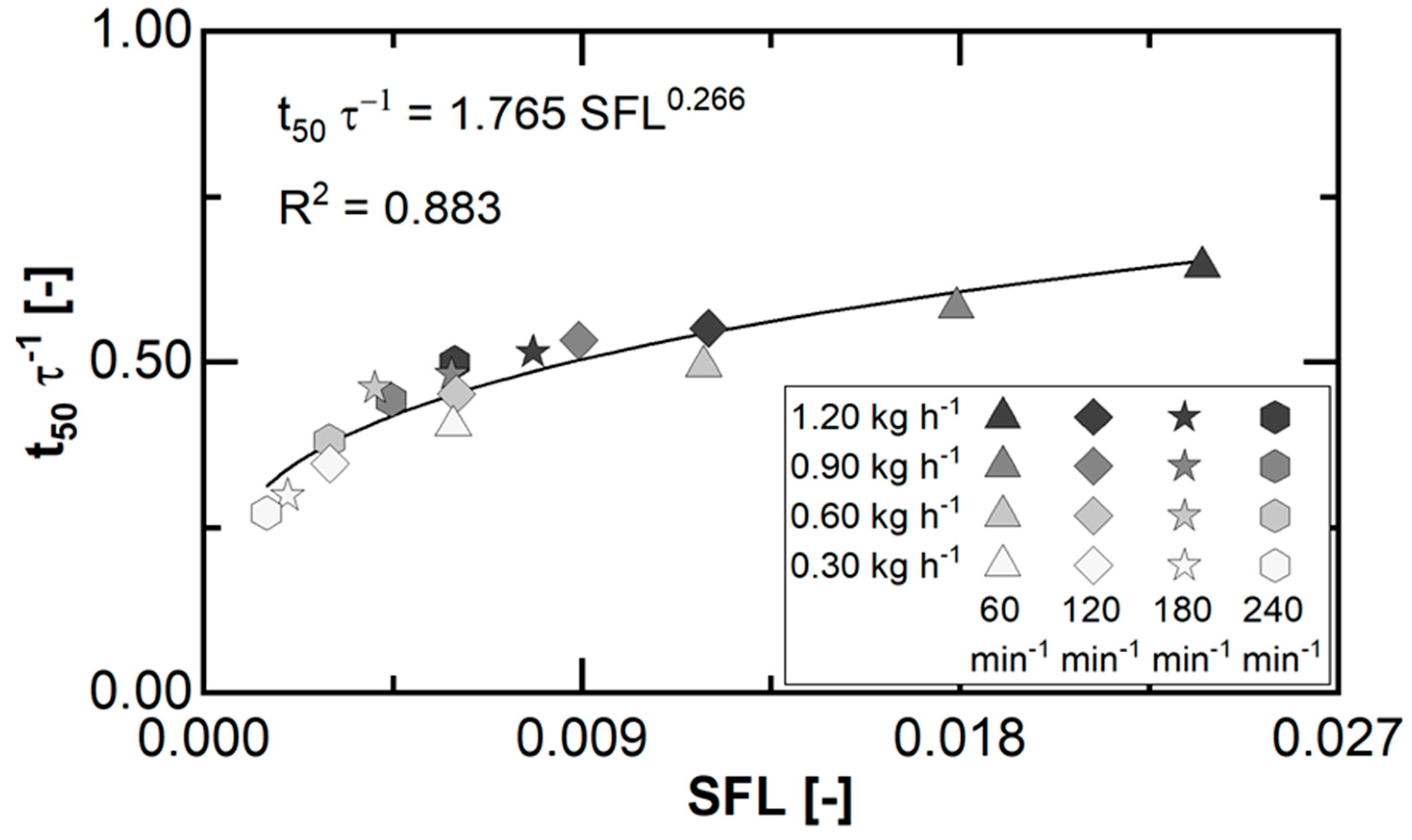
3.3. Machine Fill Level during PRMG
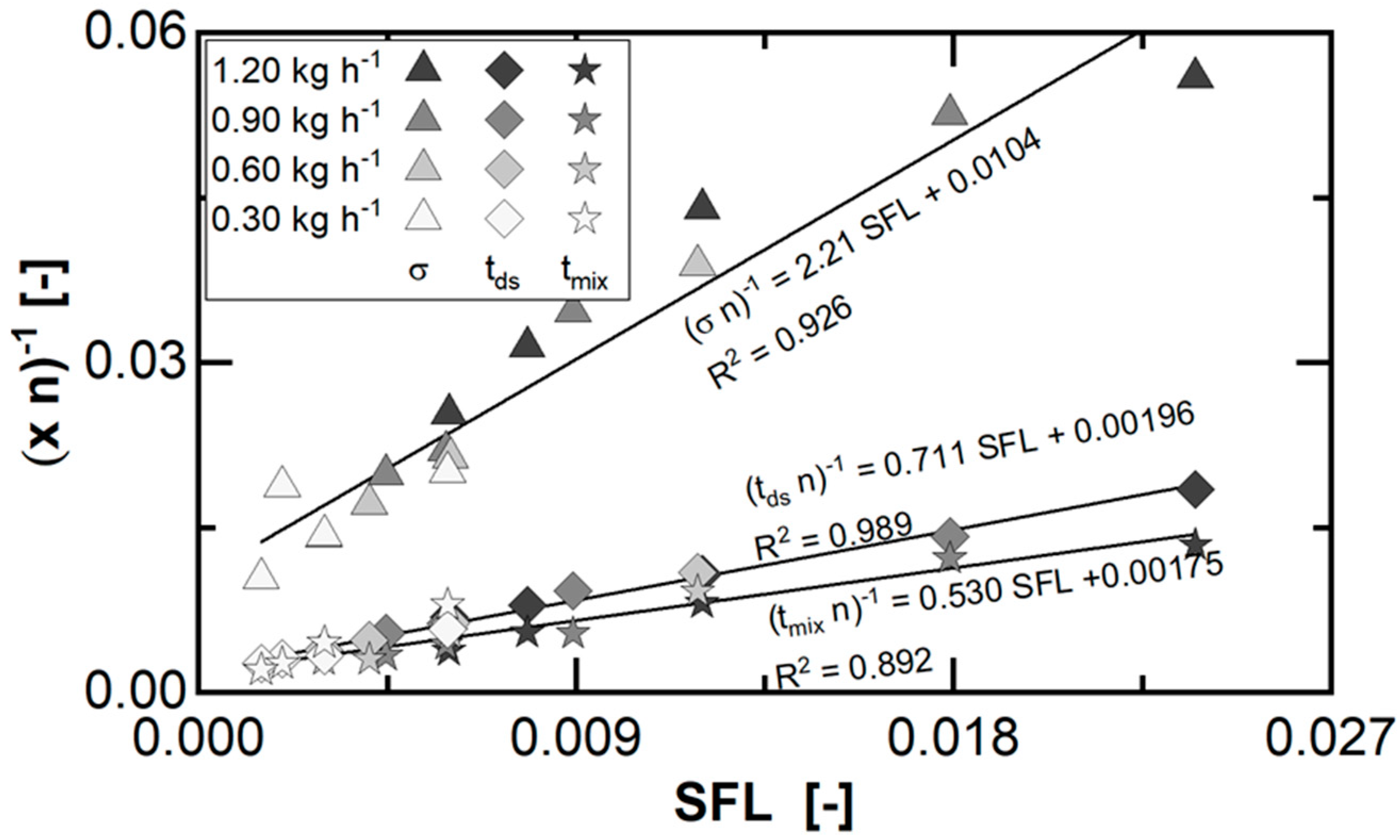
3.4. Material Transport and Mixing Characteristics in PRMG
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Nomenclature
| Free area of the planetary roller processing cross-section | [m2] | |
| Free area of the planetary roller processing cross-section covered with material during processing | [m2] | |
| Signal strength of initial tracer concentration | [*] | |
| CV | Coefficient of variation | [-] |
| Residence time density function | [s−1] | |
| η | Dynamic viscosity | [Pa s] |
| Cumulative residence time function | [-] | |
| Friction force | [N] | |
| Transferred force via rotating parts | [N] | |
| Pitch of central spindle | [mm] | |
| Scaling parameter | [s−1] | |
| Length of central spindle | [mm] | |
| Feed rate of material pre-mix | [kg h−1] | |
| n | Rotation speed of central spindle | [min−1] |
| Untapped bulk density | [kg m−3] | |
| SFL | Specific feed load | [-] |
| σ | Transport function width | [s] |
| t | Time | [s] |
| Median of residence time distribution | [s] | |
| Process dead time | [s] | |
| Process mixing time | [s] | |
| τ | Hydrodynamic mean residence time | [s] |
| Process volume flow | [m3 h−1] | |
| Free volume of the planetary roller processing section | [m3] |
References
- European Medicines Agency. ICH Q8 (R2) Pharmaceutical Development—Scientific Guideline. Available online: https://www.ema.europa.eu/en/ich-q8-r2-pharmaceutical-development-scientific-guideline (accessed on 19 July 2023).
- Kleinebudde, P.; Khinast, J.; Rantanen, J. Continuous Manufacturing of Pharmaceuticals, 1st ed.; Wiley: Hoboken, NJ, USA, 2017. [Google Scholar]
- Burcham, C.L.; Florence, A.J.; Johnson, M.D. Continuous manufacturing in pharmaceutical process development and manufacturing. Annu. Rev. Chem. Biomol. Eng. 2018, 9, 253–281. [Google Scholar] [CrossRef]
- Schlindwein, W.S.; Gibson, M. Pharmaceutical Quality by Design: A Practical Approach, 1st ed.; Wiley: Hoboken, NJ, USA, 2018. [Google Scholar]
- Jelsch, M.; Roggo, Y.; Kleinebudde, P.; Krumme, M. Model predictive control in pharmaceutical continuous manufacturing: A review from a user’s perspective. Eur. J. Pharm. Biopharm. 2021, 159, 137–142. [Google Scholar]
- Serno, P.; Kleinebudde, P.; Knop, K. Granulieren: Grundlagen, Verfahren, Formulierungen; ECV—Editio-Cantor-Verlag: Aulendorf, Germany, 2007. [Google Scholar]
- Salman, A.D.; Hounslow, M.J.; Seville, J.P.K. Granulation, 1st ed.; Elsevier: Amsterdam, The Netherlands; Boston, MA, USA, 2007. [Google Scholar]
- Kleinebudde, P. Roll compaction/dry granulation: Pharmaceutical applications. Eur. J. Pharm. Biopharm. 2004, 58, 317–326. [Google Scholar] [CrossRef]
- Sun, C.C.; Kleinebudde, P. Mini review: Mechanisms to the loss of tabletability by dry granulation. Eur. J. Pharm. Biopharm. 2016, 106, 9–14. [Google Scholar]
- Faure, A.; York, P.; Rowe, R.C. Process control and scale-up of pharmaceutical wet granulation processes: A review. Eur. J. Pharm. Biopharm. 2001, 52, 269–277. [Google Scholar]
- Liu, B.B.; Wang, J.M.; Zeng, J.; Zhao, L.J.; Wang, Y.J.; Feng, Y.; Du, R.F. A review of high shear wet granulation for better process understanding, control and product development. Powder Technol. 2021, 381, 204–223. [Google Scholar] [CrossRef]
- Parikh, D.M. Handbook of Pharmaceutical Granulation Technology, 4th ed.; CRC Press: Boca Raton, FL, USA, 2021. [Google Scholar]
- Weatherley, S.; Mu, B.O.; Thompson, M.R.; Sheskey, P.J.; O′Donnell, K.P. Hot-Melt Granulation in a Twin Screw Extruder: Effects of Processing on Formulations with Caffeine and Ibuprofen. J. Pharm. Sci. 2013, 102, 4330–4336. [Google Scholar] [PubMed]
- Lakshman, J.P.; Kowalski, J.; Vasanthavada, M.; Tong, W.Q.; Joshi, Y.M.; Serajuddin, A.T.M. Application of Melt Granulation Technology to Enhance Tabletting Properties of Poorly Compactible High-Dose Drugs. J. Pharm. Sci. 2011, 100, 1553–1565. [Google Scholar] [CrossRef] [PubMed]
- Van Melkebeke, B.; Vermeulen, B.; Vervaet, C.; Remon, J.P. Melt granulation using a twin-screw extruder: A case study. Int. J. Pharm. 2006, 326, 89–93. [Google Scholar] [CrossRef] [PubMed]
- Kittikunakorn, N.; Liu, T.Z.; Zhang, F. Twin-screw melt granulation: Current progress and challenges. Int. J. Pharm. 2020, 588, 119670. [Google Scholar] [CrossRef]
- Liu, T.Z.; Kittikunakorn, N.; Zhang, Y.; Zhang, F. Mechanisms of twin screw melt granulation. J. Drug Deliv. Sci. Technol. 2021, 61, 102150. [Google Scholar]
- Schroeder, R.; Steffens, K.-J. A new system for continuous wet granulation. Die Pharm. Ind. 2002, 64, 283–288. [Google Scholar]
- Schroeder, R.; Steffens, K.-J. Granulation of hydrophobic actives with the planetary roller extruder. Pharm. Ind. 2003, 65, 367–372. [Google Scholar]
- Schroeder, R.; Steffens, K.-J. Continuous granulation technologies. In Handbook of Pharmaceutical Granulation Technology, 2nd ed.; CRC Press: Boca Raton, FL, USA, 2005; pp. 431–457. [Google Scholar]
- Nesges, D.; Lang, T.; Birr, T.; Thommes, M.; Bartsch, J. Planetary roller melt granulation (PRMG)—A new continuous method for powder processing. Powder Technol. 2023, 427, 118728. [Google Scholar] [CrossRef]
- Peterwitz, M.; Gerling, S.; Schembecker, G. Challenges in tracing material flow passing a loss-in-weight feeder in continuous manufacturing processes. Int. J. Pharm. 2022, 612, 121304. [Google Scholar]
- Tian, H.Y.; Bhalode, P.; Razavi, S.M.; Koolivand, A.; Muzzio, F.J.; Ierapetritou, M.G. Characterization and propagation of RTD uncertainty for continuous powder blending processes. Int. J. Pharm. 2022, 628, 122326. [Google Scholar] [CrossRef] [PubMed]
- Zimmermann, M.; Thommes, M. Residence time and mixing capacity of a rotary tablet press feed frame. Drug Dev. Ind. Pharm. 2021, 47, 790–798. [Google Scholar] [PubMed]
- Forgber, T.; Rehrl, J.; Matic, M.; Sibanc, R.; Sivanesapillai, R.; Khinast, J.G. Experimental and numerical investigations of the RTD in a GEA ConsiGma CTL25 tablet press. Powder Technol. 2022, 405, 117507. [Google Scholar] [CrossRef]
- Kumar, A.; Alakarjula, M.; Vanhoorne, V.; Toiviainen, M.; De Leersnyder, F.; Vercruysse, J.; Juuti, M.; Ketolainen, J.; Vervaet, C.; Remon, J.P.; et al. Linking granulation performance with residence time and granulation liquid distributions in twin-screw granulation: An experimental investigation. Eur. J. Pharm. Sci. 2016, 90, 25–37. [Google Scholar]
- Pauli, V.; Kleinebudde, P.; Krumme, M. From powder to tablets: Investigation of residence time distributions in a continuous manufacturing process train as basis for continuous process verification. Eur. J. Pharm. Biopharm. 2020, 153, 200–210. [Google Scholar]
- Mu, B.; Thompson, M.R. Examining the mechanics of granulation with a hot melt binder in a twin-screw extruder. Chem. Eng. Sci. 2012, 81, 46–56. [Google Scholar]
- Iveson, S.M.; Litster, J.D.; Hapgood, K.; Ennis, B.J. Nucleation, growth and breakage phenomena in agitated wet granulation processes: A review. Powder Technol. 2001, 117, 3–39. [Google Scholar]
- Wesholowski, J.; Berghaus, A.; Thommes, M. Inline Determination of Residence Time Distribution in Hot-Melt-Extrusion. Pharmaceutics 2018, 10, 49. [Google Scholar]
- Rahimi, S.K.; Paul, S.; Sun, C.C.; Zhang, F. The role of the screw profile on granular structure and mixing efficiency of a high-dose hydrophobic drug formulation during twin screw wet granulation. Int. J. Pharm. 2020, 575, 118958. [Google Scholar]
- Wesholowski, J.; Hoppe, K.; Nickel, K.; Muehlenfeld, C.; Thommes, M. Scale-Up of pharmaceutical Hot-Melt-Extrusion: Process optimization and transfer. Eur. J. Pharm. Biopharm. 2019, 142, 396–404. [Google Scholar] [PubMed]
- Mundozah, A.L.; Cartwright, J.J.; Tridon, C.C.; Hounslow, M.J.; Salman, A.D. Hydrophobic/hydrophilic powders: Practical implications of screw element type on the reduction of fines in twin screw granulation. Powder Technol. 2019, 341, 94–103. [Google Scholar]
- Meier, R.; Thommes, M.; Rasenack, N.; Moll, K.P.; Krumme, M.; Kleinebudde, P. Granule size distributions after twin-screw granulation—Do not forget the feeding systems. Eur. J. Pharm. Biopharm. 2016, 106, 59–69. [Google Scholar]
- Reitz, E.; Podhaisky, H.; Ely, D.; Thommes, M. Residence time modeling of hot melt extrusion processes. Eur. J. Pharm. Biopharm. 2013, 85, 1200–1205. [Google Scholar]
- Wesholowski, J.; Podhaisky, H.; Thommes, M. Comparison of residence time models for pharmaceutical twin-screw-extrusion processes. Powder Technol. 2019, 341, 85–93. [Google Scholar]
- Wesholowski, J.; Berghaus, A.; Thommes, M. Investigations Concerning the Residence Time Distribution of Twin-Screw-Extrusion Processes as Indicator for Inherent Mixing. Pharmaceutics 2018, 10, 207. [Google Scholar]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| nset [min−1] | [kg h−1] | [%] | [%] | [%] | [%] |
|---|---|---|---|---|---|
| 60 | 0.3 | 11.1 | 3.28 | 7.83 | 10.1 |
| 60 | 1.2 | 2.59 | 1.34 | 3.69 | 2.44 |
| 240 | 0.3 | 47.9 | 8.81 | 11.0 | 41.3 |
| 240 | 1.2 | 10.4 | 3.46 | 11.6 | 6.49 |
| nset [min−1] | [kg h−1] | SFL [−] | [s] | [−] | [−] | [s] | σ [s] | [s] | [%] |
|---|---|---|---|---|---|---|---|---|---|
| 60 | 0.3 | 0.00595 | 269.9 | 1.01 | 0.00805 | 172.4 | 49.6 | 124.8 | 40.4 |
| 60 | 0.6 | 0.00300 | 165.2 | 1.06 | 0.00977 | 91.4 | 25.6 | 108.4 | 34.6 |
| 60 | 0.9 | 0.00200 | 129.7 | 1.05 | 0.01282 | 70.4 | 19.0 | 81.9 | 29.8 |
| 60 | 1.2 | 0.00149 | 107.7 | 1.04 | 0.01396 | 53.9 | 17.8 | 74.2 | 27.1 |
| 120 | 0.3 | 0.00191 | 231.0 | 1.03 | 0.00937 | 149.5 | 35.0 | 110.4 | 49.4 |
| 120 | 0.6 | 0.00601 | 151.2 | 0.98 | 0.01046 | 79.1 | 23.5 | 94.2 | 45.2 |
| 120 | 0.9 | 0.00408 | 118.8 | 1.02 | 0.01099 | 54.1 | 14.4 | 92.8 | 46.1 |
| 120 | 1.2 | 0.00299 | 92.1 | 1.00 | 0.01620 | 46.6 | 11.4 | 61.9 | 38.1 |
| 180 | 0.3 | 0.01791 | 199.3 | 0.97 | 0.00774 | 109.4 | 17.8 | 125.5 | 58.2 |
| 180 | 0.6 | 0.00894 | 154.2 | 0.96 | 0.00849 | 71.7 | 19.9 | 113.5 | 53.3 |
| 180 | 0.9 | 0.00591 | 107.4 | 1.00 | 0.01330 | 52.7 | 15.0 | 75.6 | 48.2 |
| 180 | 1.2 | 0.00447 | 86.1 | 0.97 | 0.01612 | 41.4 | 10.4 | 60.3 | 44.3 |
| 240 | 0.3 | 0.02377 | 181.3 | 1.08 | 0.00902 | 94.5 | 24.0 | 120.3 | 64.5 |
| 240 | 0.6 | 0.01201 | 127.3 | 1.00 | 0.01189 | 65.2 | 17.7 | 84.5 | 55.1 |
| 240 | 0.9 | 0.00783 | 98.6 | 1.00 | 0.01362 | 46.2 | 12.6 | 73.5 | 51.5 |
| 240 | 1.2 | 0.00597 | 83.5 | 0.98 | 0.01500 | 36.6 | 9.8 | 65.6 | 50.0 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lang, T.; Bramböck, A.; Thommes, M.; Bartsch, J. Material Transport Characteristics in Planetary Roller Melt Granulation. Pharmaceutics 2023, 15, 2039. https://doi.org/10.3390/pharmaceutics15082039
Lang T, Bramböck A, Thommes M, Bartsch J. Material Transport Characteristics in Planetary Roller Melt Granulation. Pharmaceutics. 2023; 15(8):2039. https://doi.org/10.3390/pharmaceutics15082039
Chicago/Turabian StyleLang, Tom, Andreas Bramböck, Markus Thommes, and Jens Bartsch. 2023. "Material Transport Characteristics in Planetary Roller Melt Granulation" Pharmaceutics 15, no. 8: 2039. https://doi.org/10.3390/pharmaceutics15082039
APA StyleLang, T., Bramböck, A., Thommes, M., & Bartsch, J. (2023). Material Transport Characteristics in Planetary Roller Melt Granulation. Pharmaceutics, 15(8), 2039. https://doi.org/10.3390/pharmaceutics15082039