
Design and Implementation of a Digital Twin System for Log Rotary Cutting Optimization

Abstract
:1. Introduction
2. Materials and Methods
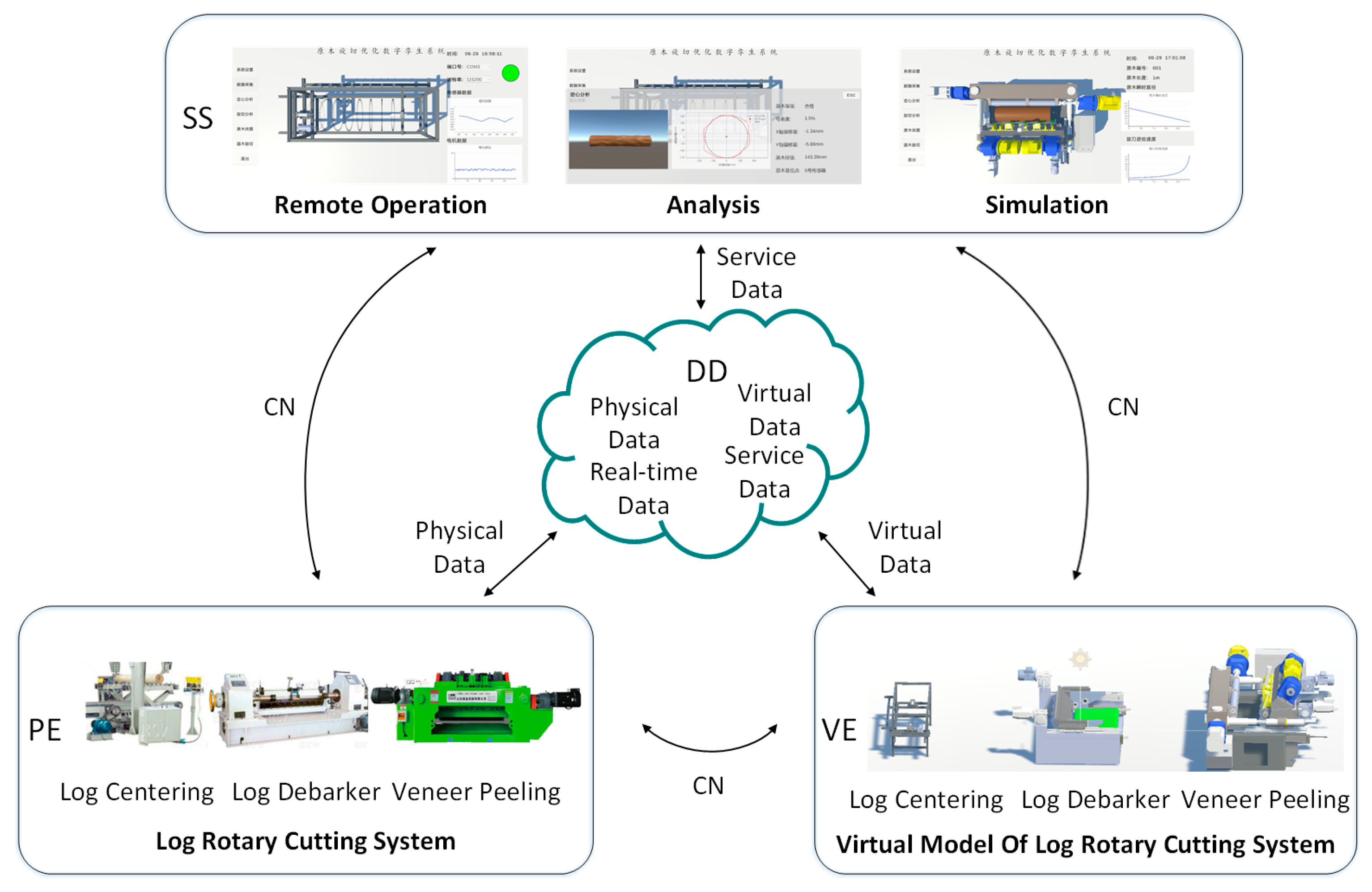
2.1. Five-Dimensional Model
2.1.1. Materials
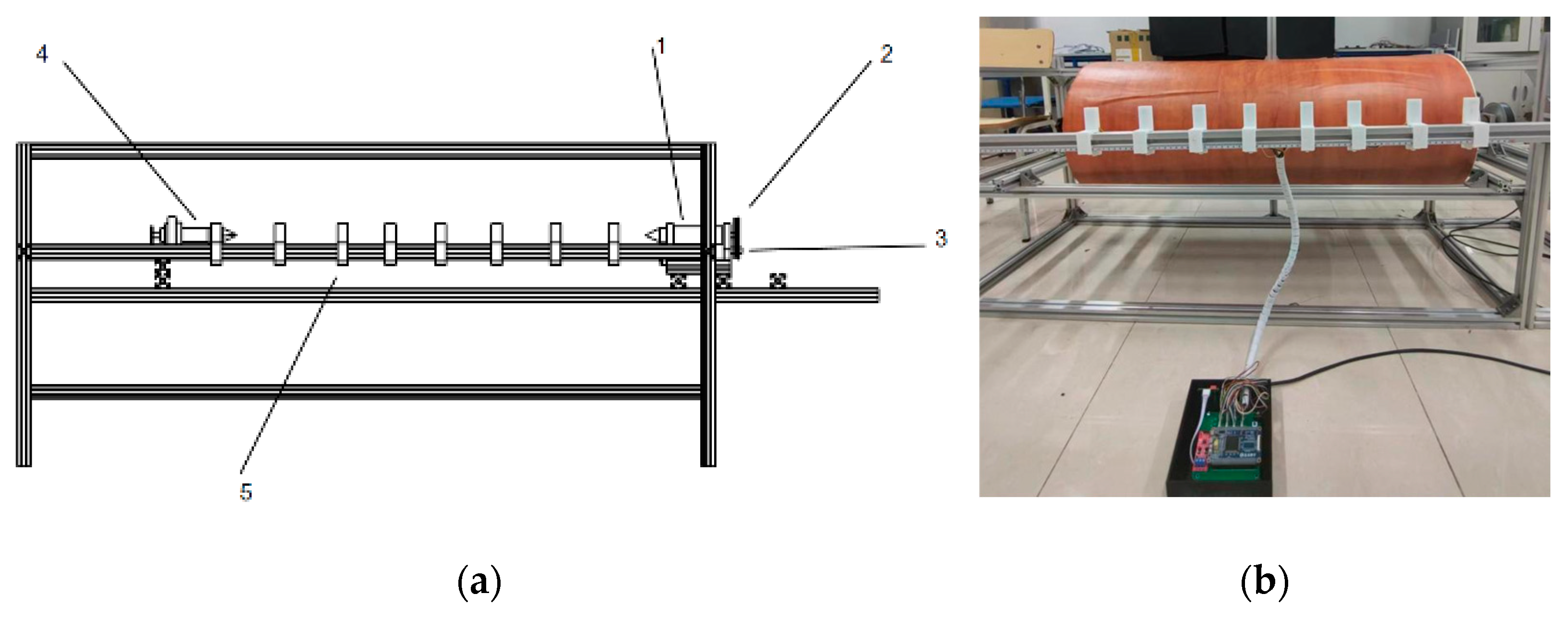
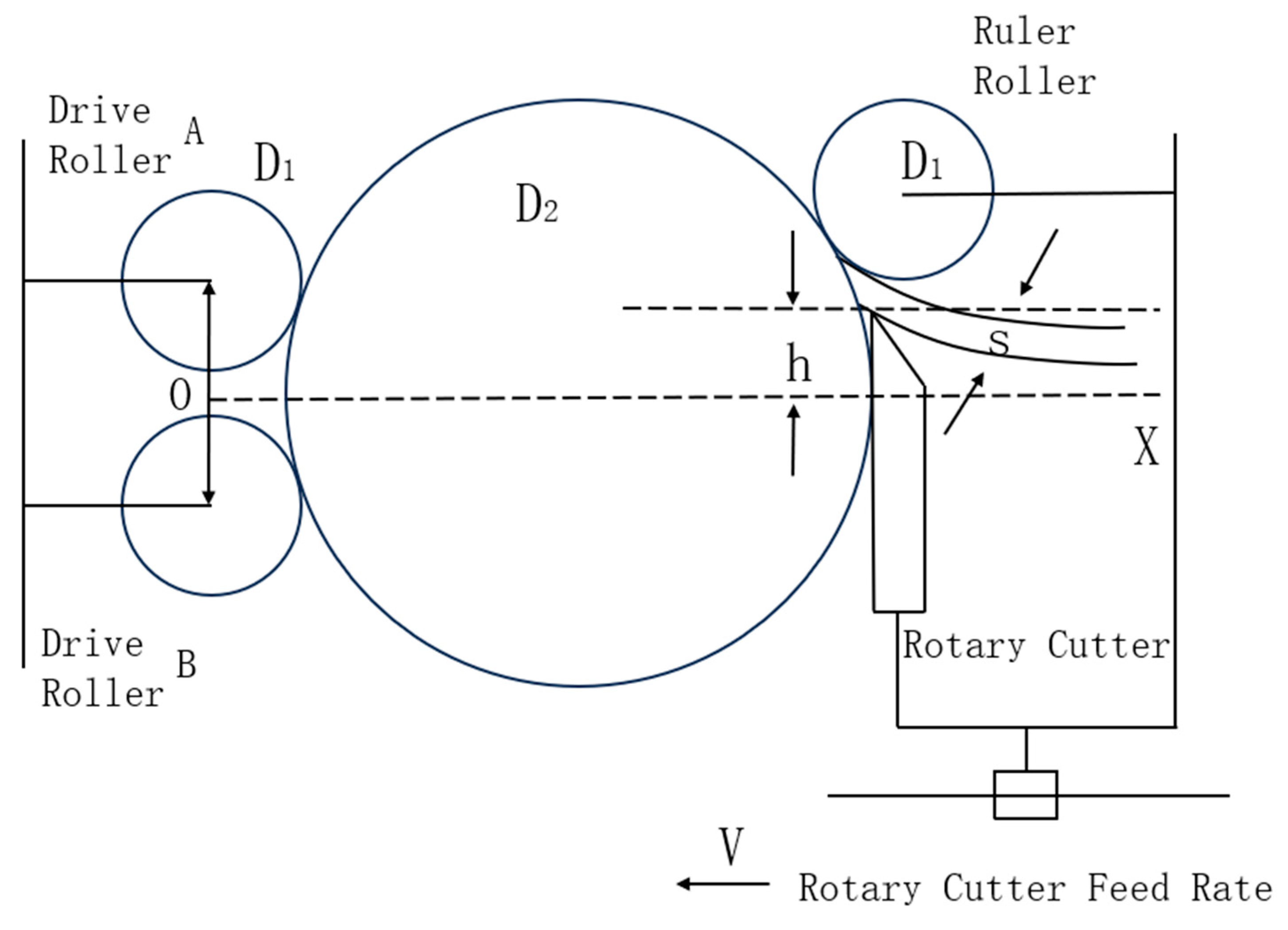
2.1.2. Physical Entity of the Log Cutting System
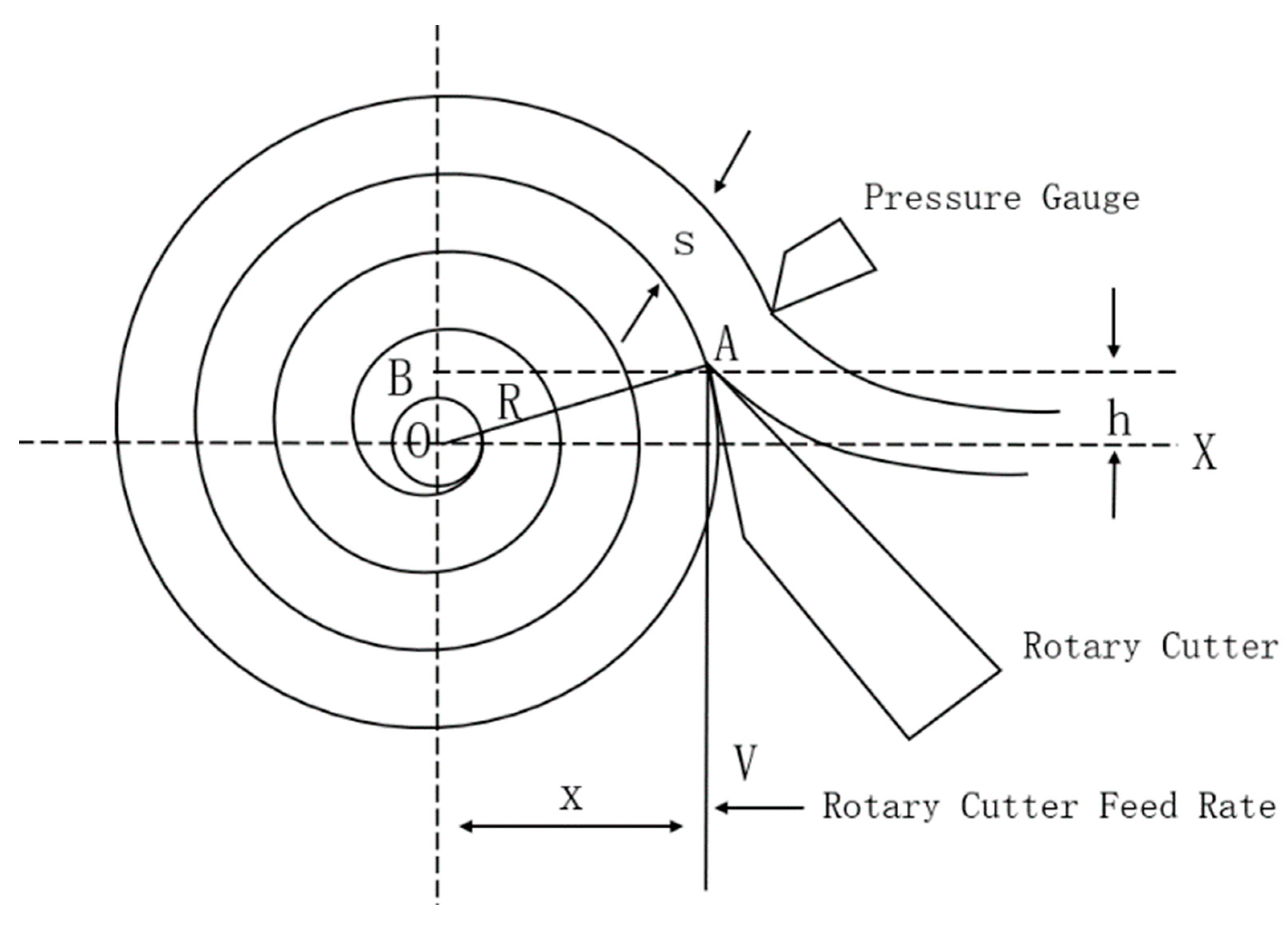
2.1.3. Virtual Entity of the Log Rotary Cutting System
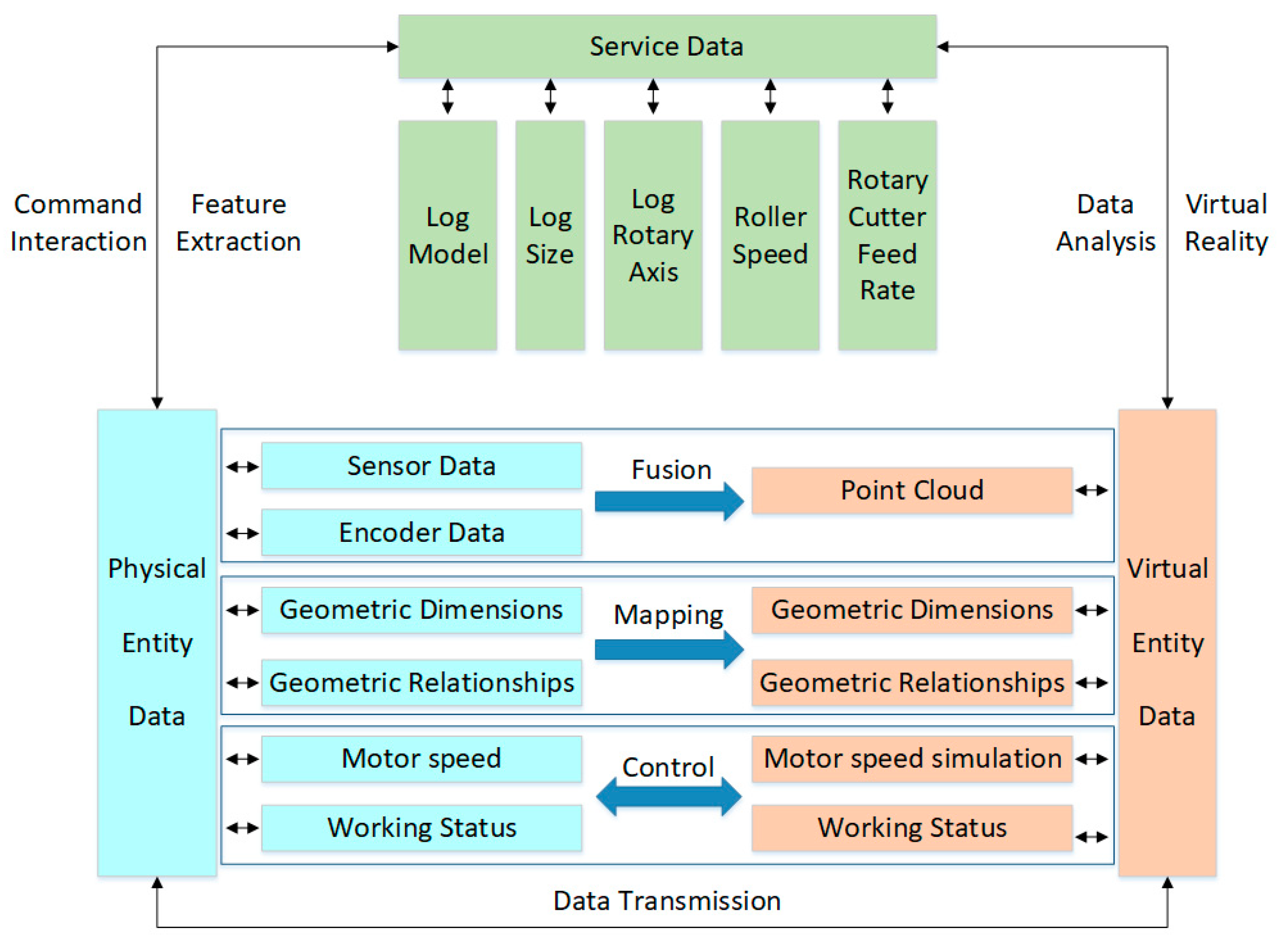
2.1.4. Digital Twin Data
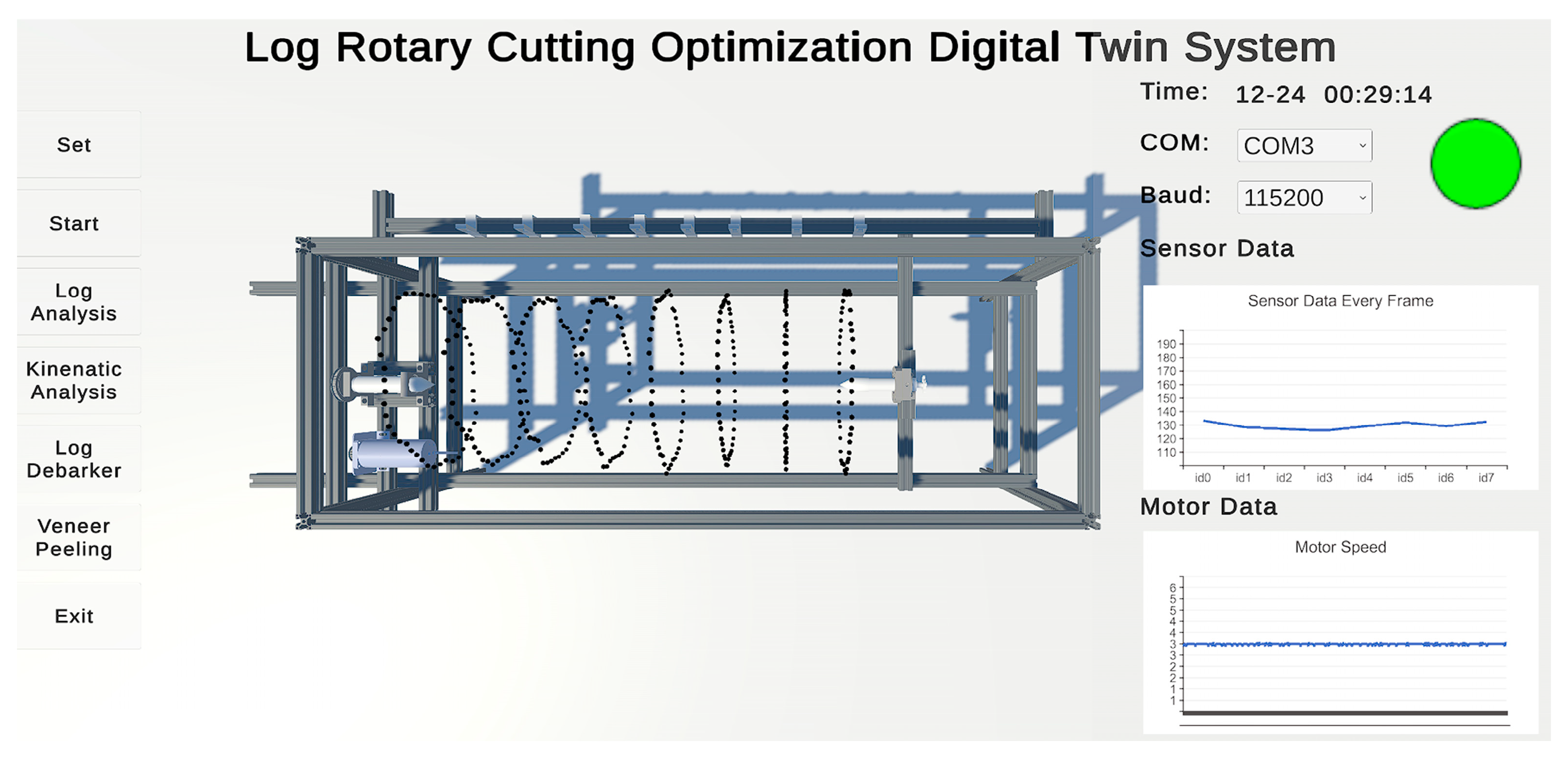
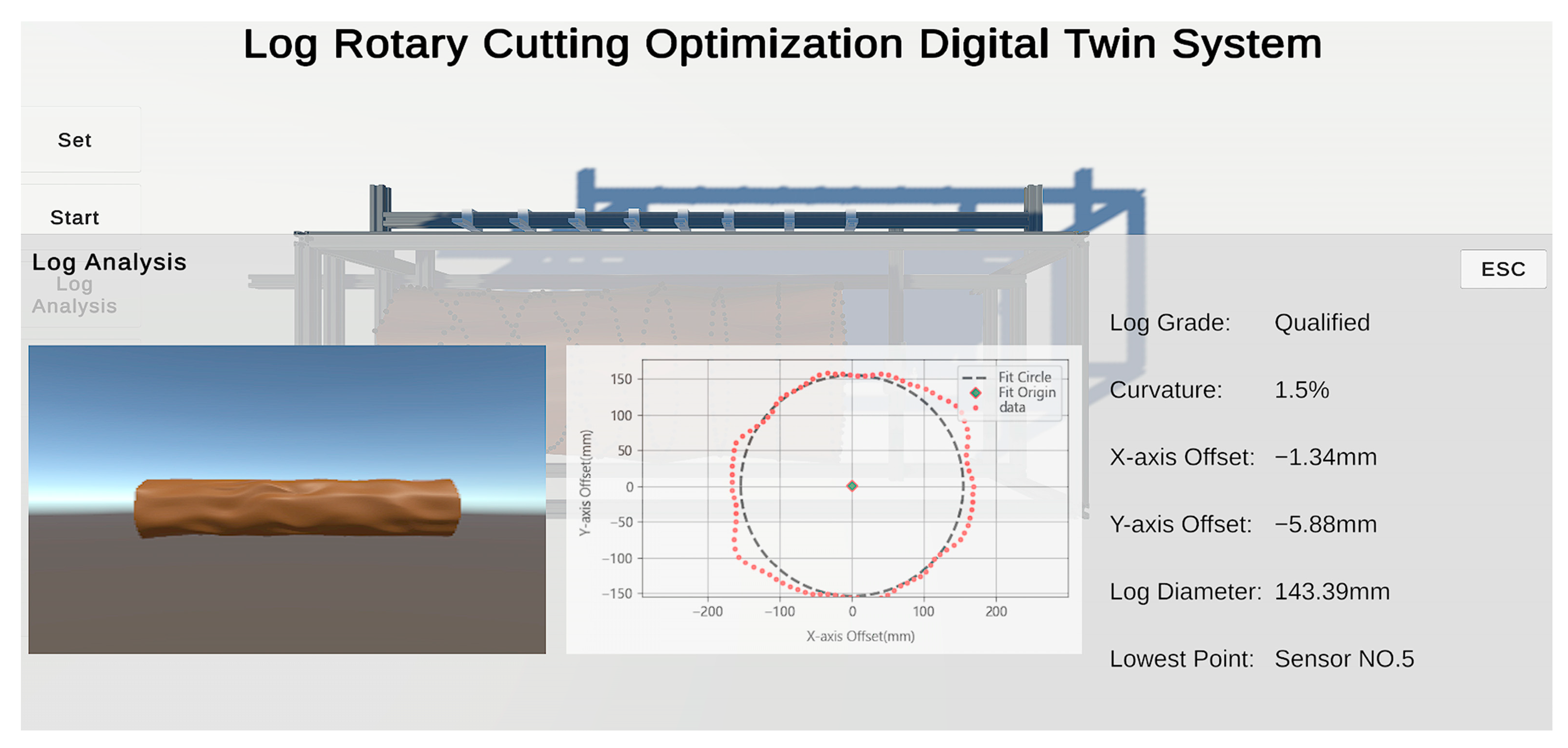
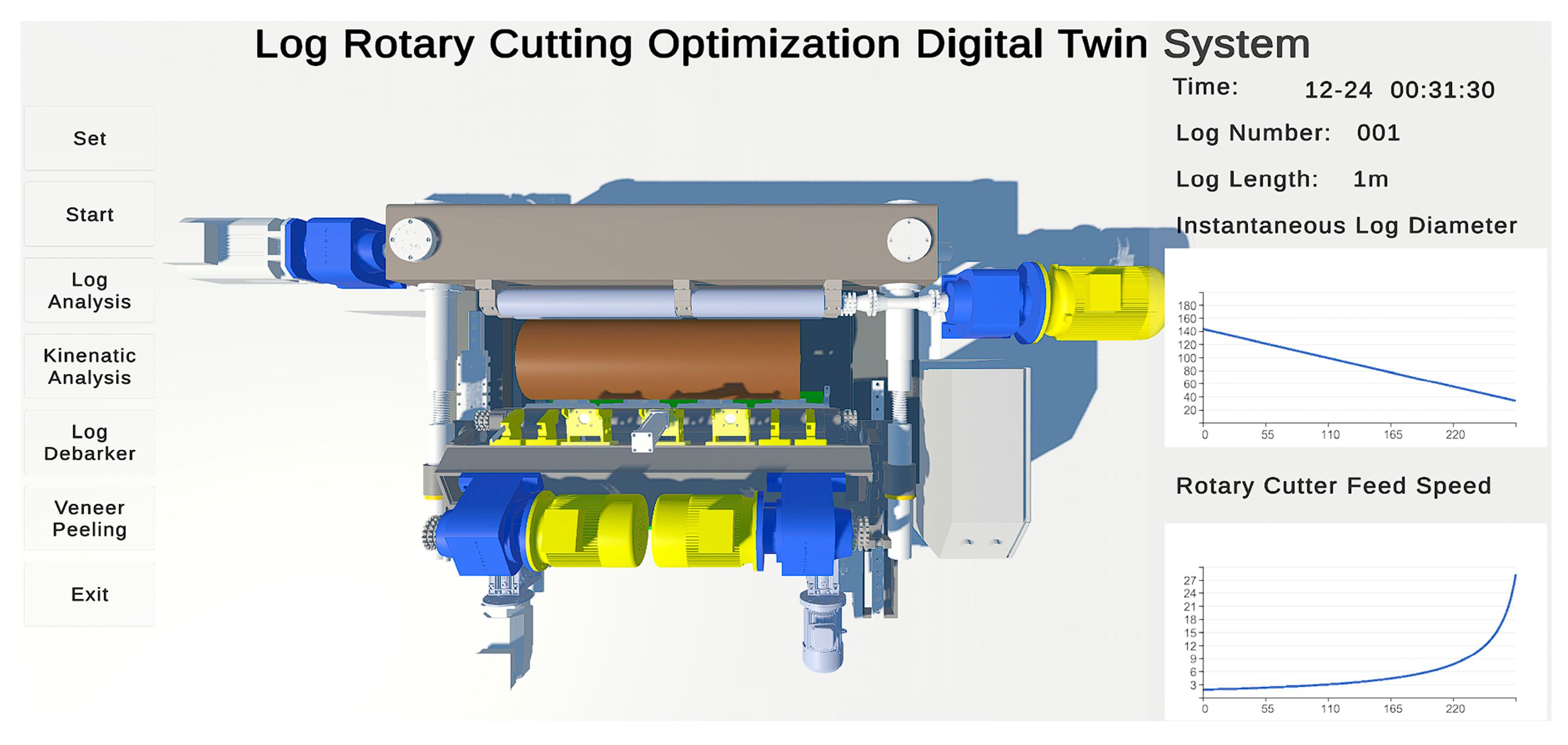
2.1.5. Service System
| Algorithm 1 Finding the largest inscribed cylinder of a log |
| Input: : The abscissa of log point cloud data; : The ordinate of point cloud data; : The number of log point cloud data; Output: : The abscissa of the center of the log’s largest inscribed cylinder; : The ordinate of the center of the log’s largest inscribed cylinder; : The radius of the center of the log’s largest inscribed cylinder; 1: function GetInsCylinerLog 2: for each do 3: 4: define the unknown model as a function 5: end for 6: for each do 7:; ▹ build error function 8: end for 9: for each do 10: 11: solve for the unknown 12: end for 13: return 14: end function |
2.1.6. The Connection of Each Part
3. Results
4. Discussion
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Zhang, X.; Zhang, Q.; Li, G.; Hu, J. Exploring the application of digital twin in the field of micro turbine engine core components. Energy Sci. Eng. 2023, 11, 2929–2943. [Google Scholar] [CrossRef]
- Grieves, M.; Vickers, J. Digital Twin: Mitigating Unpredictable, Undesirable Emergent Behavior in Complex Systems. In Transdisciplinary Perspectives on Complex Systems; Kahlen, J., Flumerfelt, S., Alves, A., Eds.; Springer: Cham, Switzerland, 2017. [Google Scholar] [CrossRef]
- Shohin, A.; Xu, X.; Ray, Y.; Lu, Y. Digital Twin as a Service (DTaaS) in Industry 4.0: An Architecture Reference Model. Adv. Eng. Inform. 2021, 47, 101225. [Google Scholar] [CrossRef]
- Lu, Q.; Yang, R.; Zhong, M.; Wang, Y. An Improved Fault Diagnosis Method of Rotating MachineryUsing Sensitive Features and RLS-BP Neural Network. IEEE Trans. Instrum. Meas. 2020, 69, 1585–1593. [Google Scholar] [CrossRef]
- Panwar, N.G.; Singh, S.; Garg, A.; Gupta, A.K.; Gao, L. Recent Advancements in Battery Management System for Li-Ion Batteries of Electric Vehicles: Future Role of Digital Twin, Cyber-Physical Systems, Battery Swapping Technology, and Nondestructive Testing. Energy Technol. 2021, 9, 2000984. [Google Scholar] [CrossRef]
- Voigt, I.; Inojosa, H.; Dillenseger, A.; Haase, R.; Akgün, K.; Ziemssen, T. Digital Twins for Multiple Sclerosis. Front. Immunol. 2021, 12, 669811. [Google Scholar] [CrossRef] [PubMed]
- Shahat, E.; Hyun, C.T.; Yeom, C. City Digital Twin Potentials: A Review and Research Agenda. Sustainability 2021, 13, 3386. [Google Scholar] [CrossRef]
- Coupry, C.; Noblecourt, S.; Richard, P.; Baudry, D.; Bigaud, D. BIM-Based Digital Twin and XR Devices to Improve Maintenance Procedures in Smart Buildings: A Literature Review. Appl. Sci. 2021, 11, 6810. [Google Scholar] [CrossRef]
- Wery, J.; Gaudreault, J.; Thomas, A.; Marier, P. Simulation-optimisation based framework for Sales and Operations Planning taking into account new products opportunities in a co-production context. Comput. Ind. 2018, 94, 41–51. [Google Scholar] [CrossRef]
- Morin, M.; Gaudreault, J.; Brotherton, E.; Paradis, F.; Rolland, A.; Wery, J.; Laviolette, F. Machine learning-based models of sawmills for better wood allocation planning. Int. J. Prod. Econ. 2020, 222, 107508. [Google Scholar] [CrossRef]
- Chen, Z.; He, Z.; Chao, B.; Guo, H. Visual Detection Application of Lightweight Convolution and Deep Residual Networks in Wood Production. Wirel. Commun. Mob. Comput. 2022, 2022, 9465433. [Google Scholar] [CrossRef]
- Chabanet, S.; Bril El-Haouzi, H.; Morin, M.; Gaudreault, J.; Thomas, P. Toward digital twins for sawmill production planning and control: Benefits, opportunities, and challenges. Int. J. Prod. Res. 2023, 61, 2190–2213. [Google Scholar] [CrossRef]
- Wang, G.; Bing, Z.; Hou, Z.; Guan, Y.; Qi, X.; Liu, M. Workshop Management and Control System Based on Digital Twin. In Proceedings of the 2022 8th International Conference on Control, Automation and Robotics (ICCAR), Xiamen, China, 8–10 April 2022; Volume 2022, pp. 16–21. [Google Scholar] [CrossRef]
- Tao, F.; Zhang, M. Digital Twin Shop-Floor: A New Shop-Floor Paradigm Towards Smart Manufacturing. IEEE Access 2017, 5, 20418–20427. [Google Scholar] [CrossRef]
- Zhuang, C.; Liu, J.; Xiong, H. Digital twin-based smart production management and control framework for the complex product assembly shop-floor. Int. J. Adv. Manuf. Technol. 2018, 96, 1149–1163. [Google Scholar] [CrossRef]
- Wang, Y.; Martinsen, K.; Yu, T.; Kesheng, W. Advanced Manufacturing and Automation X; Springer: Singapore, 2021. [Google Scholar]
- Deng, Y.; Xing, C.; Cai, L. Building Image Feature Extraction Using Data Mining Technology. Comput. Intell. Neurosci. 2022, 2022, 8006437. [Google Scholar] [CrossRef]
- Bruno, L.; Sylvain, P.; Nicolas, R.; Jérome, M. Least squares conformal maps for automatic texture atlas generation. ACM Trans. Graph. 2002, 21, 362–371. [Google Scholar] [CrossRef]
- Weatherill, N.P.; Hassan, O. Efficient three-dimensional Delaunay triangulation with automatic point creation and imposed boundary constraints. Int. J. Numer. Methods Eng. 1994, 37, 2005–2039. [Google Scholar] [CrossRef]
- Falkowski, B.J.; Schafer, I.; Chang, C.-H. Effective computer algorithm for thecalculation of disjoint cube representation of Boolean functions. Midwest Symp. Oncircuits Syst. 1993, 2, 1308–1311. [Google Scholar]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
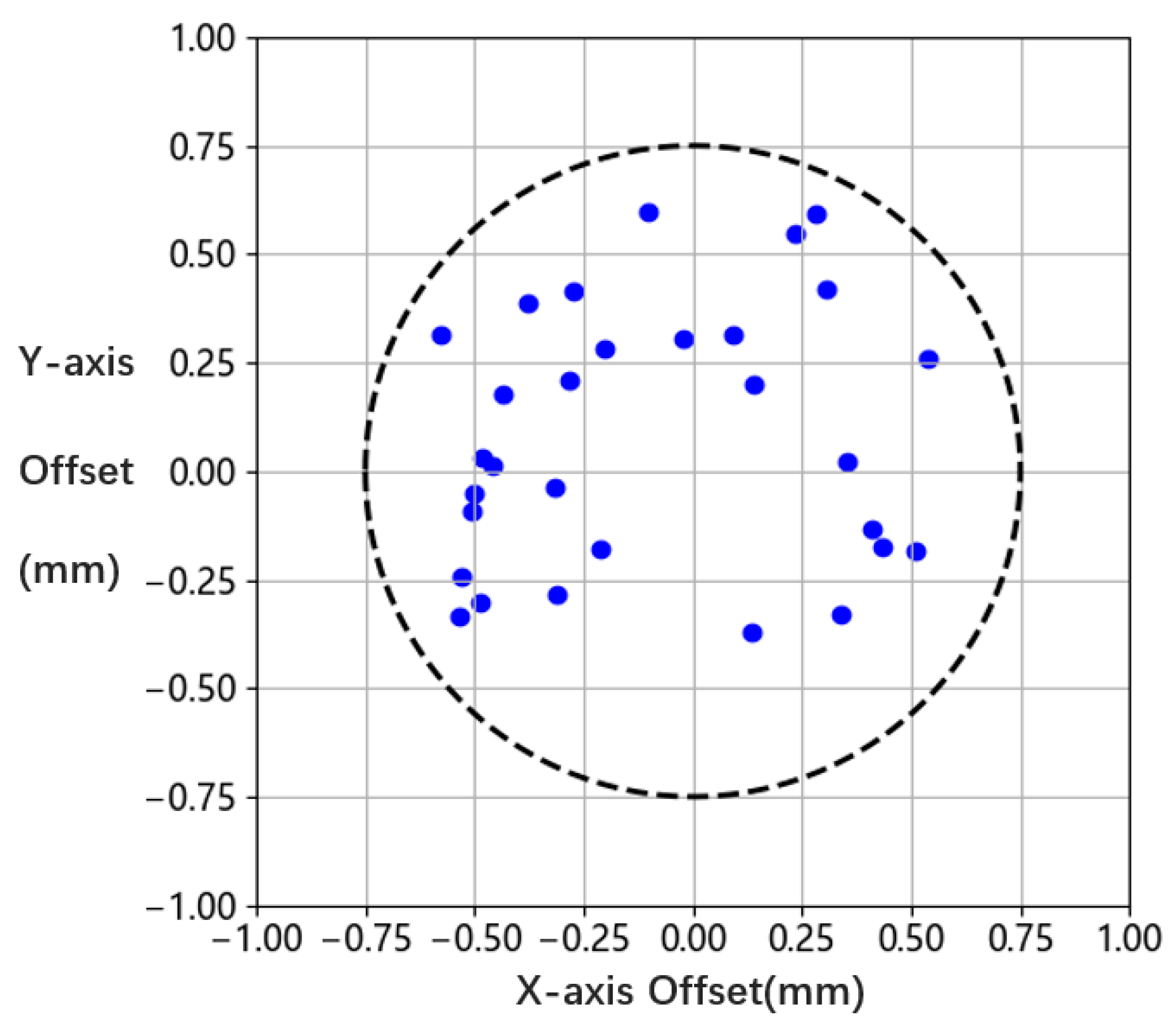
| Log Size | 150 mm | 175 mm | 200 mm |
|---|---|---|---|
| X-axis offset range (mm) | −0.39~0.63 | −0.23~0.95 | −0.21~0.88 |
| Y-axis offset range (mm) | −0.05~0.82 | −0.31~0.78 | −0.11~0.50 |
| Radius minimum (mm) | 148.73 | 172.55 | 198.36 |
| Radius maximum (mm) | 151.52 | 177.34 | 201.68 |
| Data Sources | Solidworks Model | System Measurement Results | Manual Measurement Results |
|---|---|---|---|
| Volume | 0.0842 m3 | 0.0865 m3 | 0.0950 m3 |
| Volume error | - | 2.7% | 12.8% |
| Maximum inscribed circle radius | 150 mm | 154.23 mm | 166.27 mm |
| Yield error | - | 5.7% | 23.5% |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhao, Y.; Yan, L.; Wu, J.; Song, X. Design and Implementation of a Digital Twin System for Log Rotary Cutting Optimization. Future Internet 2024, 16, 7. https://doi.org/10.3390/fi16010007
Zhao Y, Yan L, Wu J, Song X. Design and Implementation of a Digital Twin System for Log Rotary Cutting Optimization. Future Internet. 2024; 16(1):7. https://doi.org/10.3390/fi16010007
Chicago/Turabian StyleZhao, Yadi, Lei Yan, Jian Wu, and Ximing Song. 2024. "Design and Implementation of a Digital Twin System for Log Rotary Cutting Optimization" Future Internet 16, no. 1: 7. https://doi.org/10.3390/fi16010007
APA StyleZhao, Y., Yan, L., Wu, J., & Song, X. (2024). Design and Implementation of a Digital Twin System for Log Rotary Cutting Optimization. Future Internet, 16(1), 7. https://doi.org/10.3390/fi16010007