
A Study on Additive Manufacturing for Electromobility


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
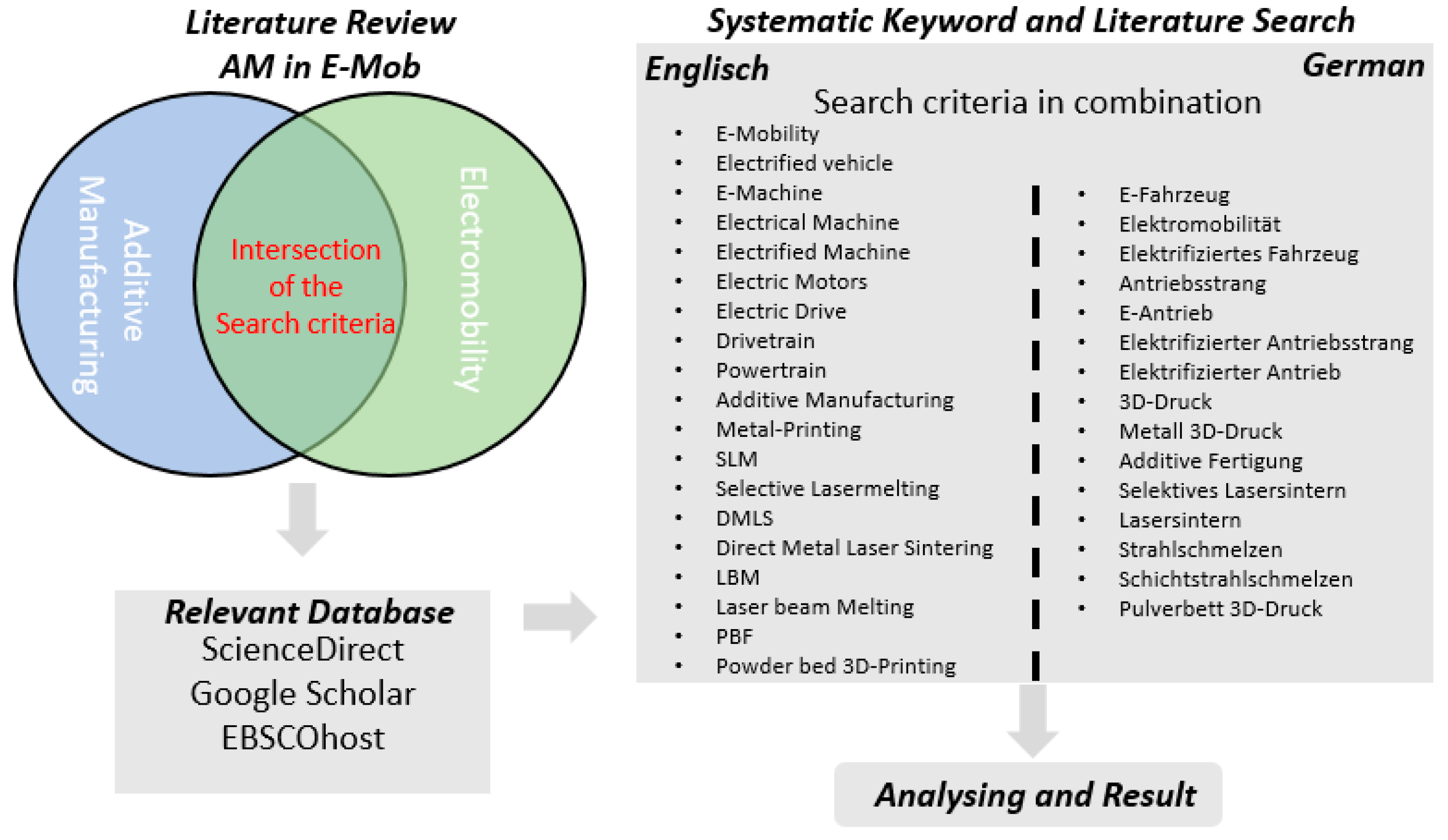
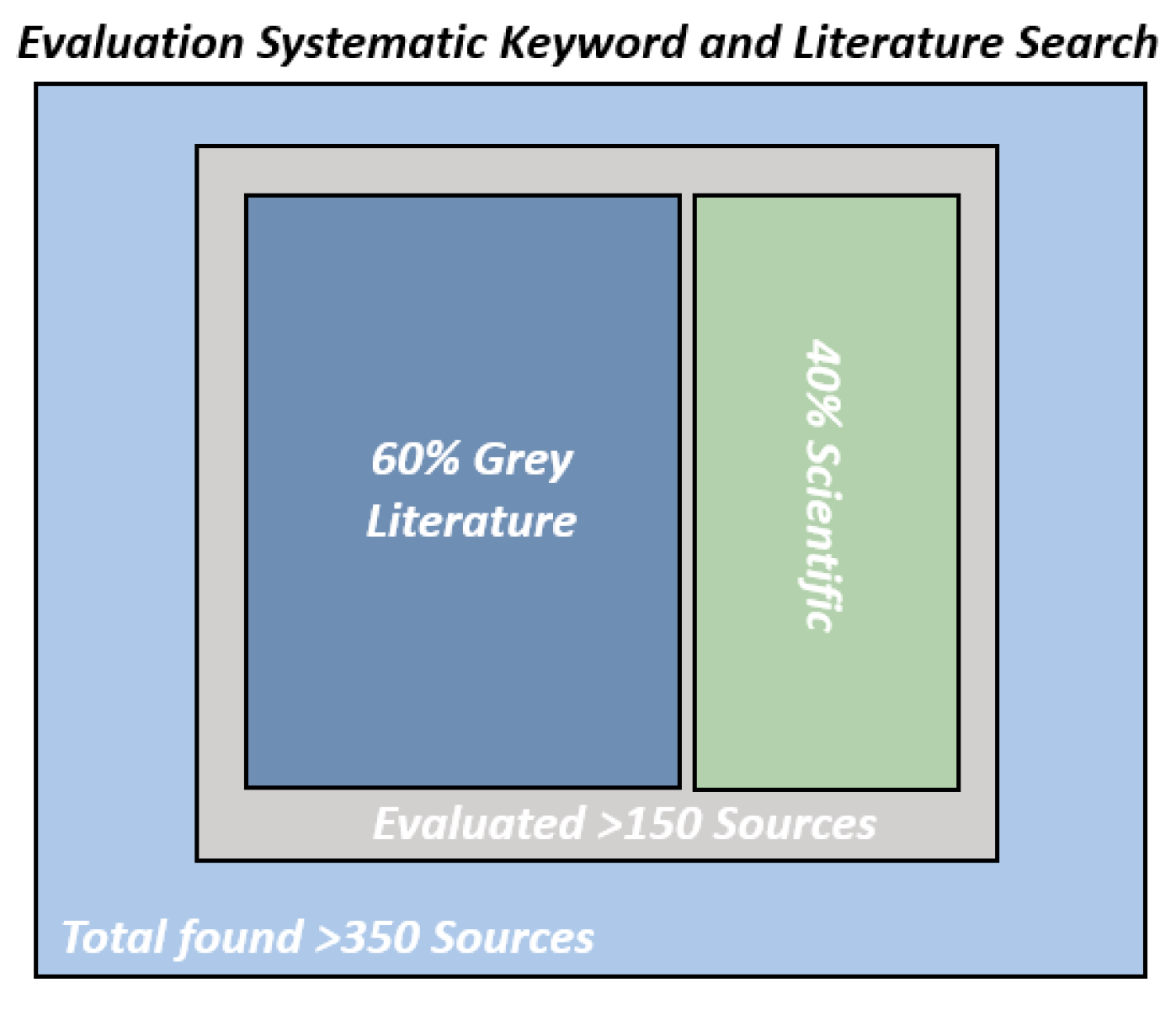
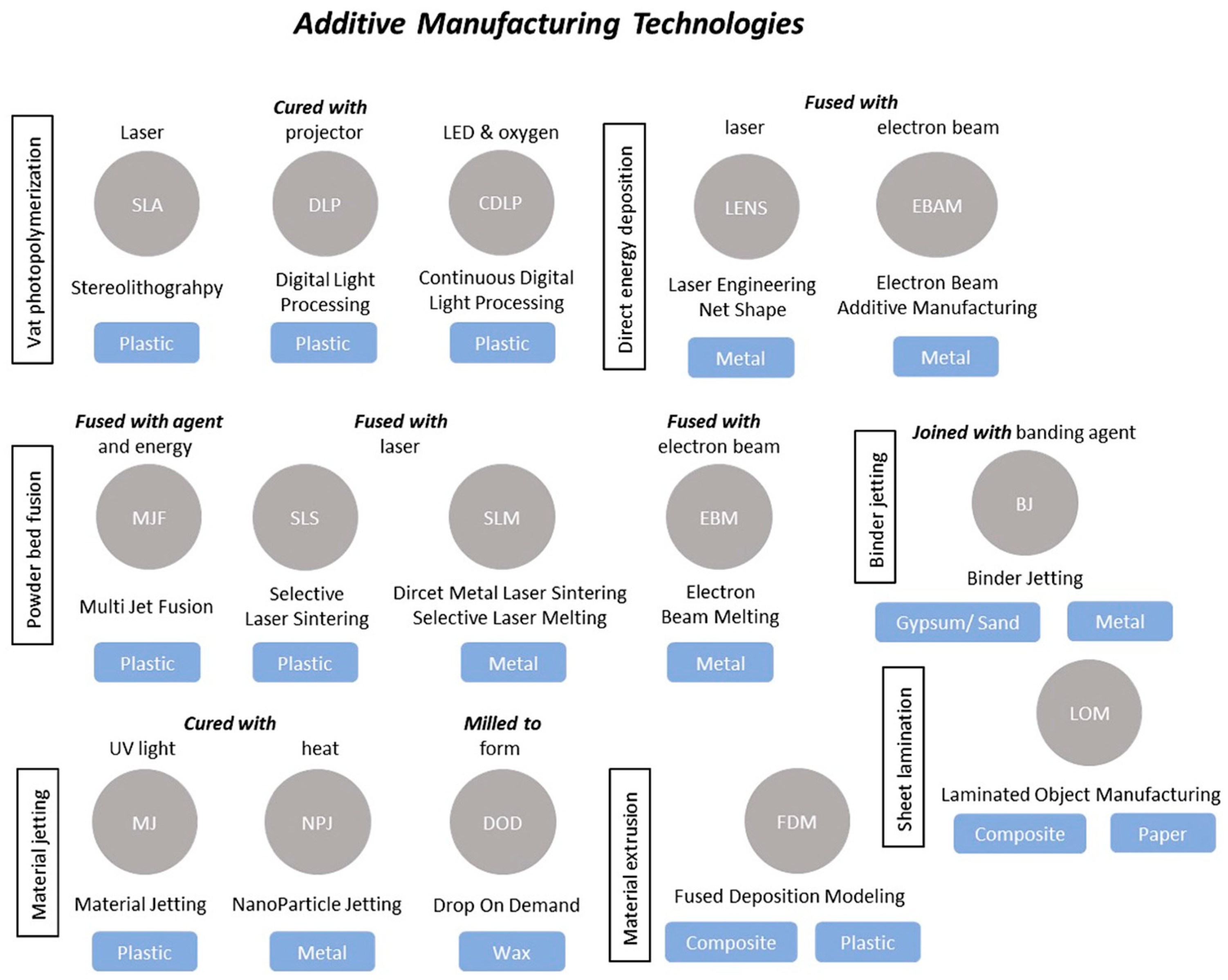
2. Materials and Methods
3. Trends of AM for Electromobility
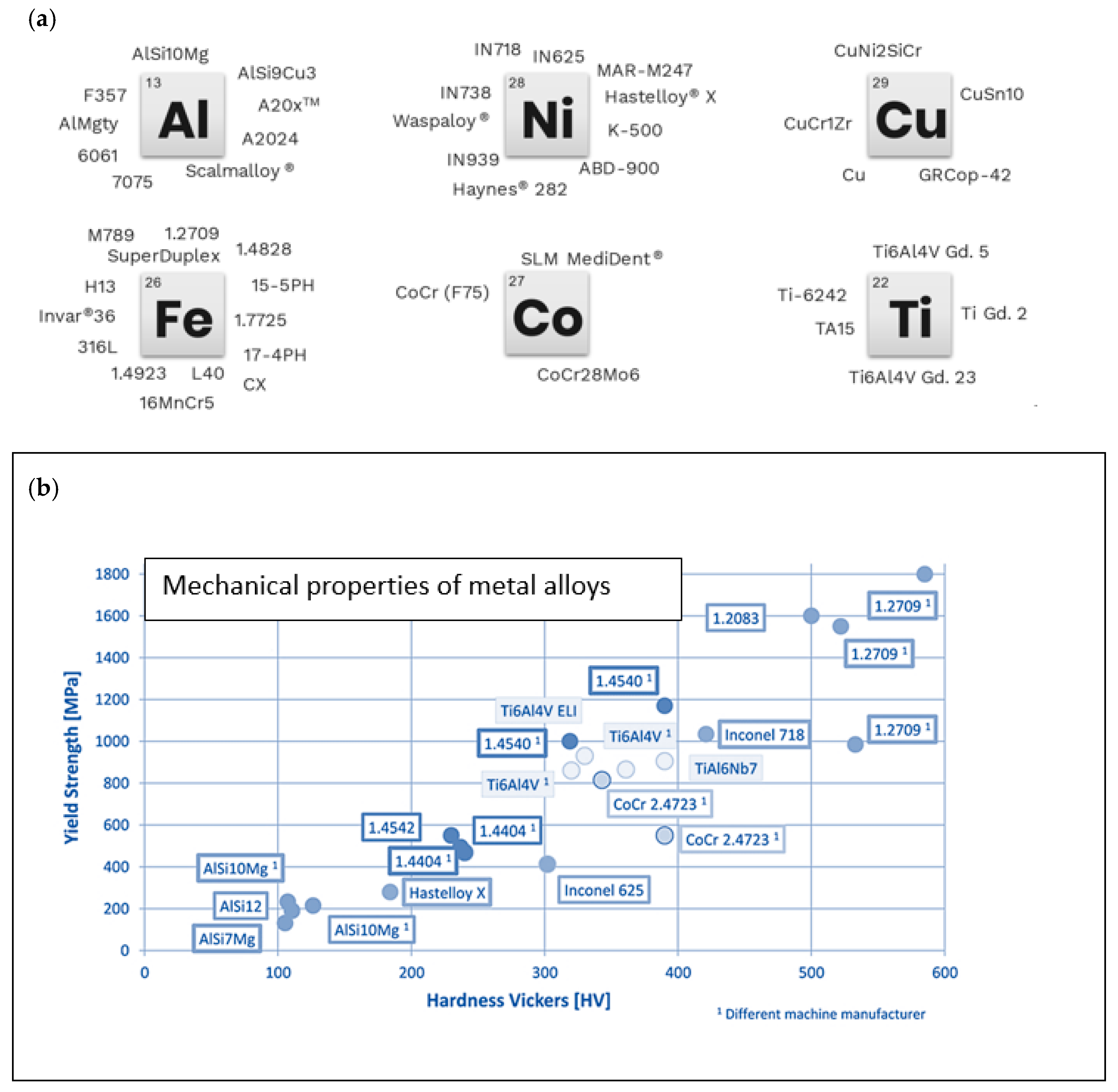
3.1. Materials
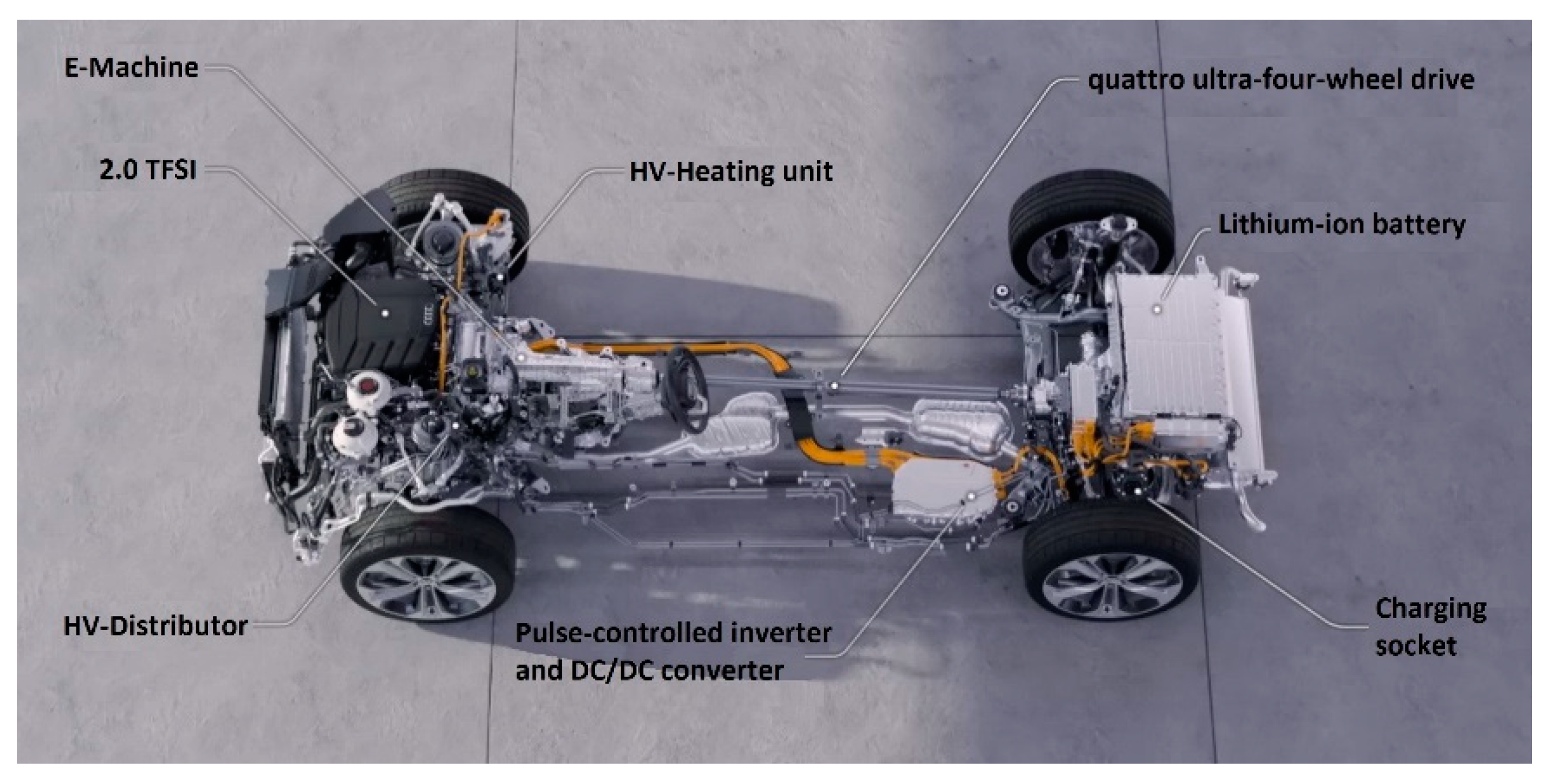
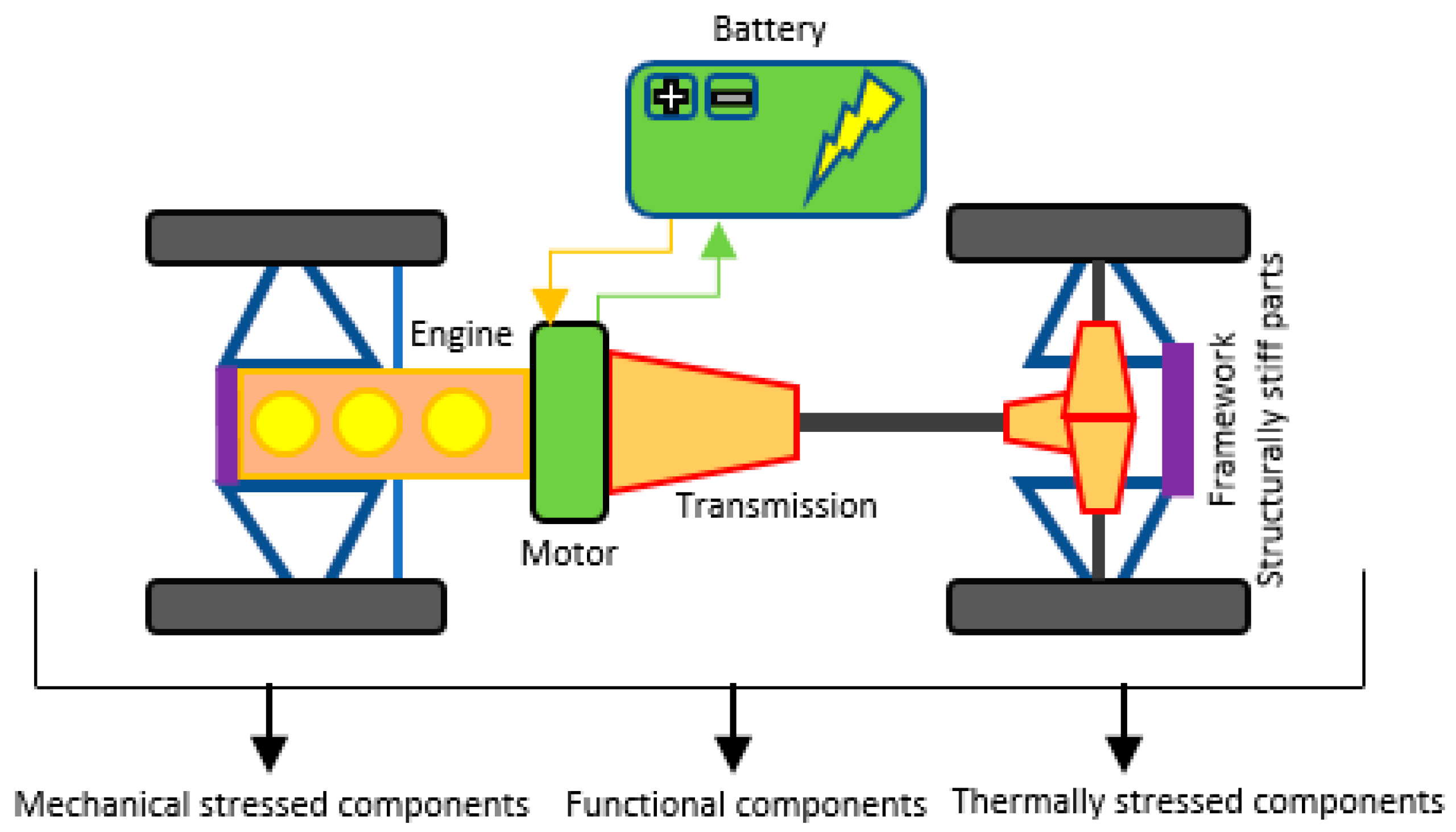
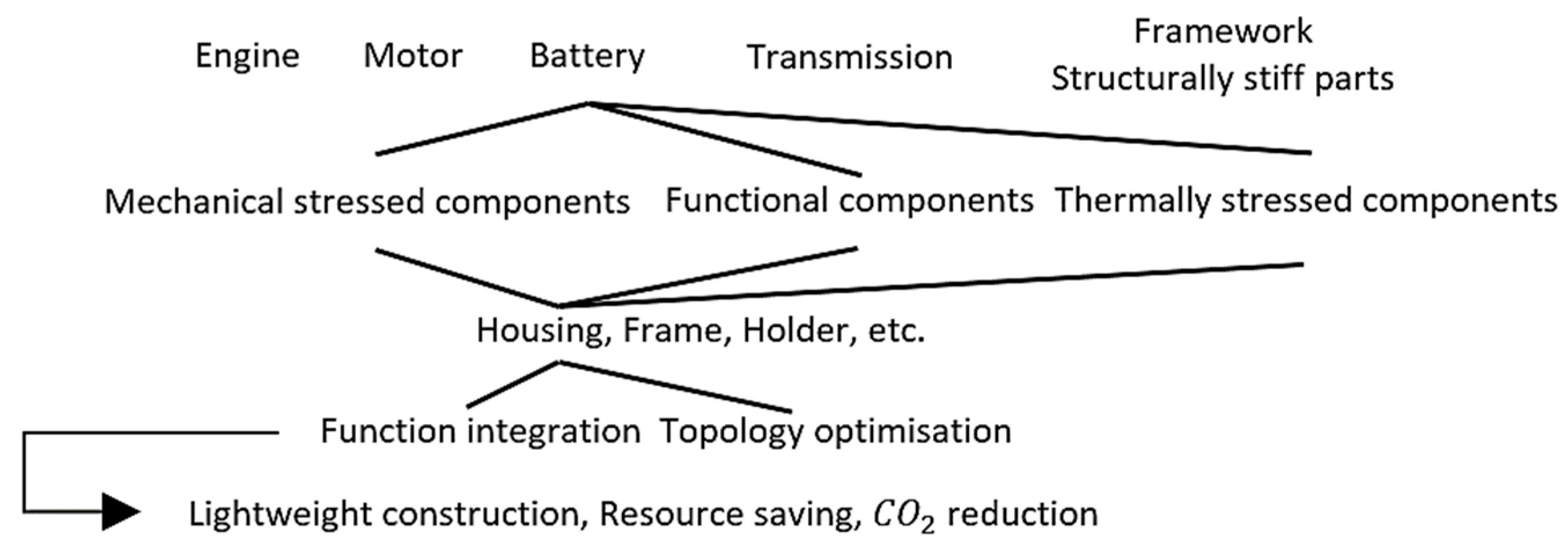
3.2. AM According to a Drivetrain Hybrid/Battery Electric Vehicle
- mechanically stressed components;
- functional components;
- thermally stressed components.
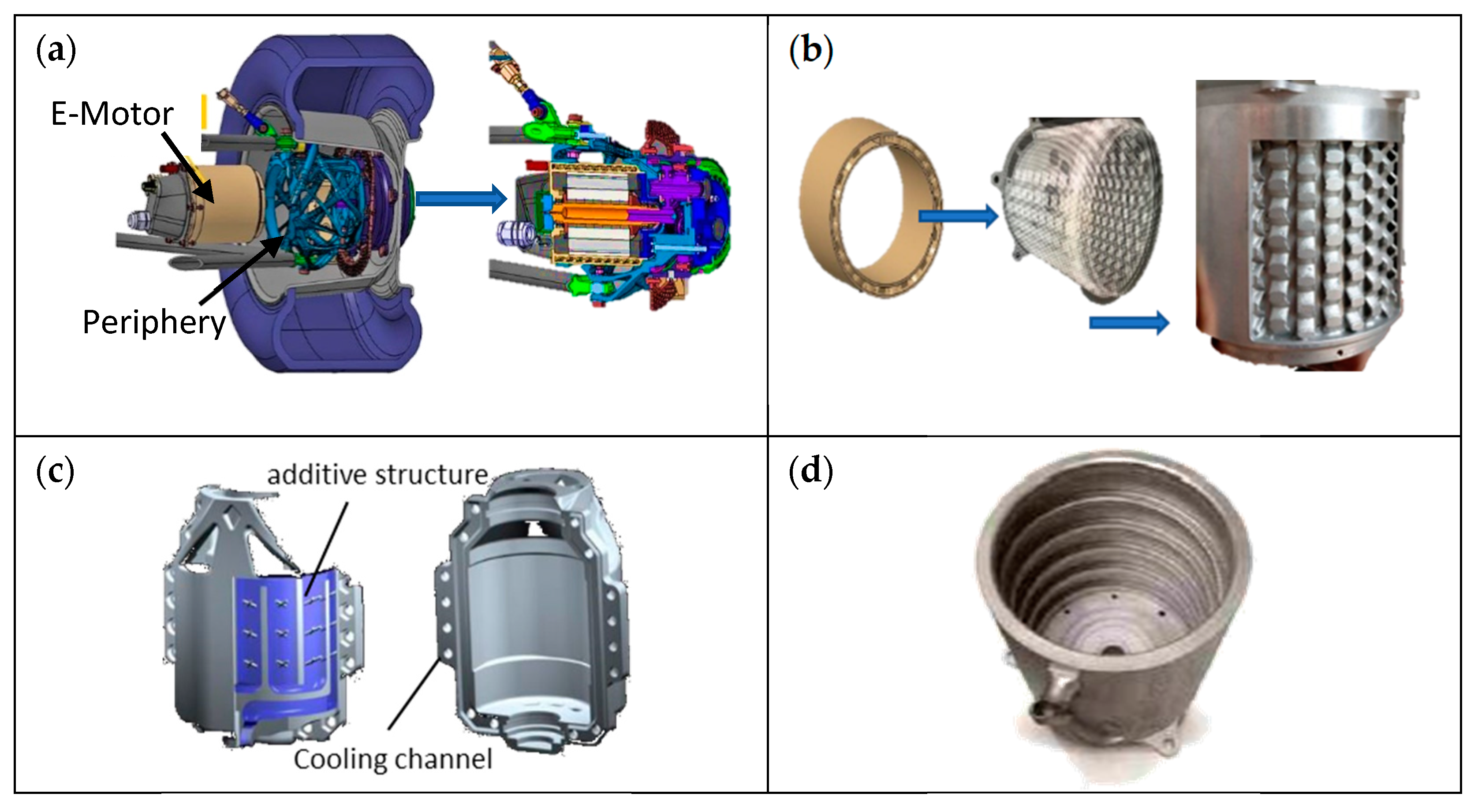
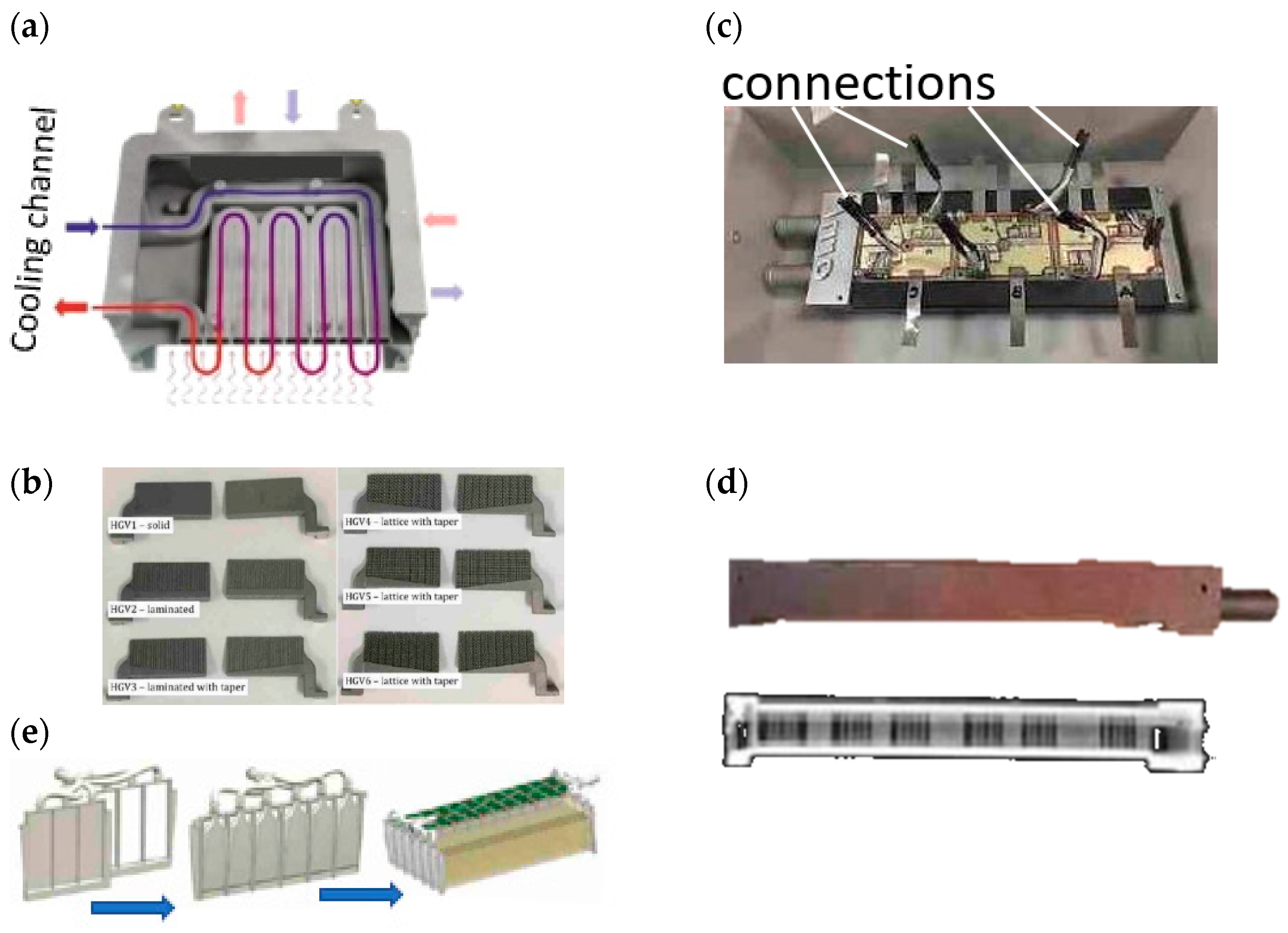
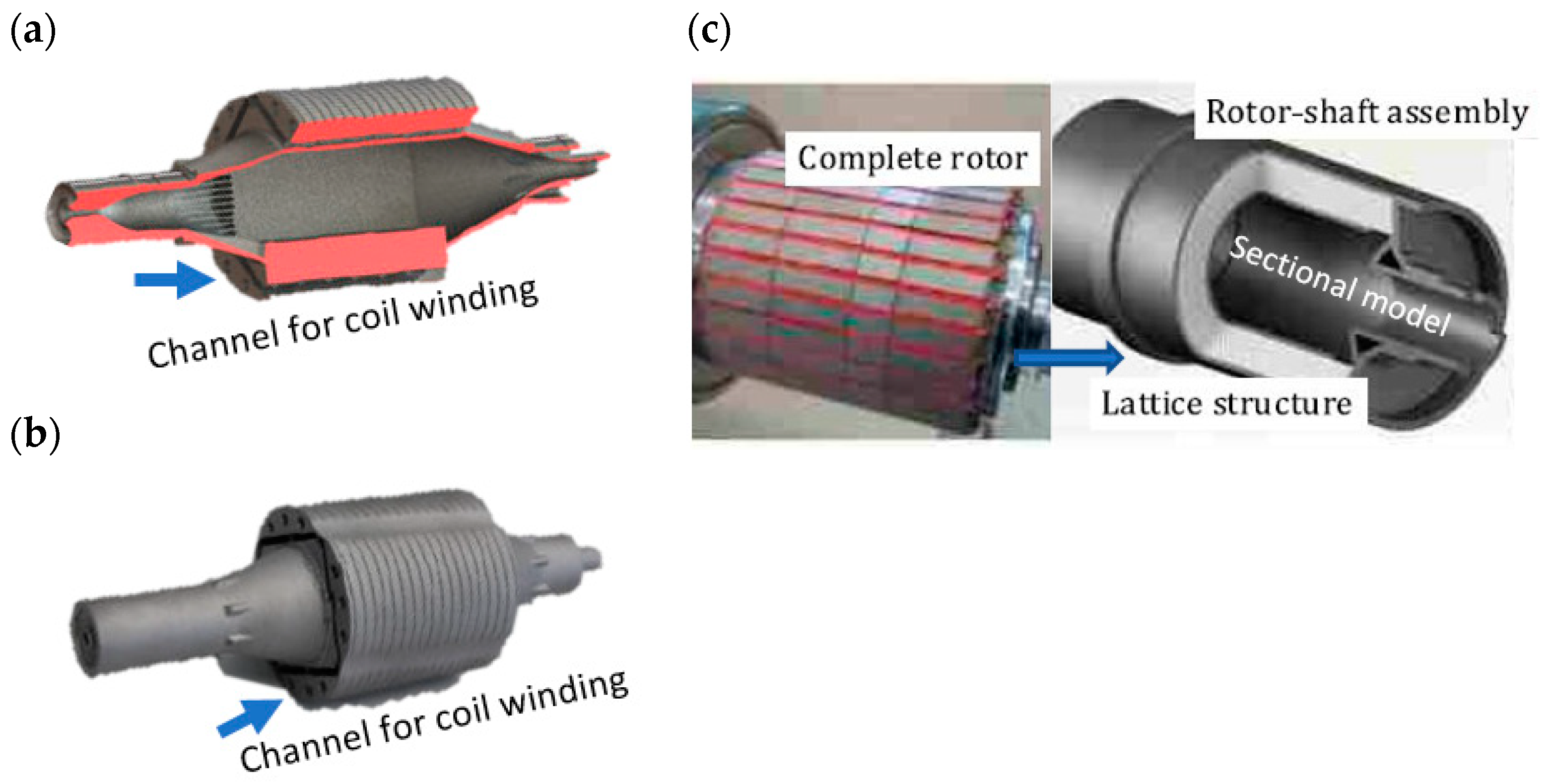
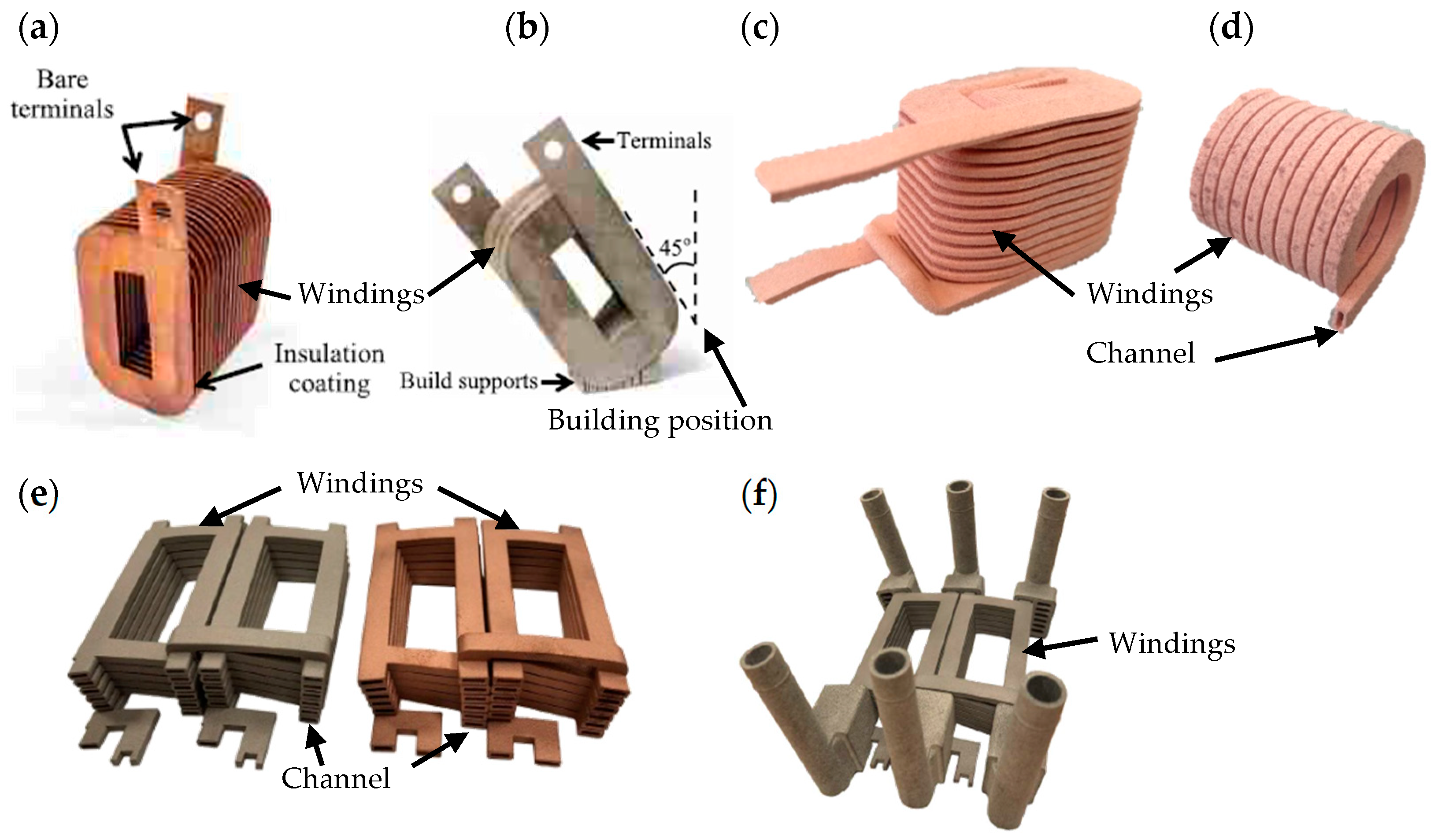
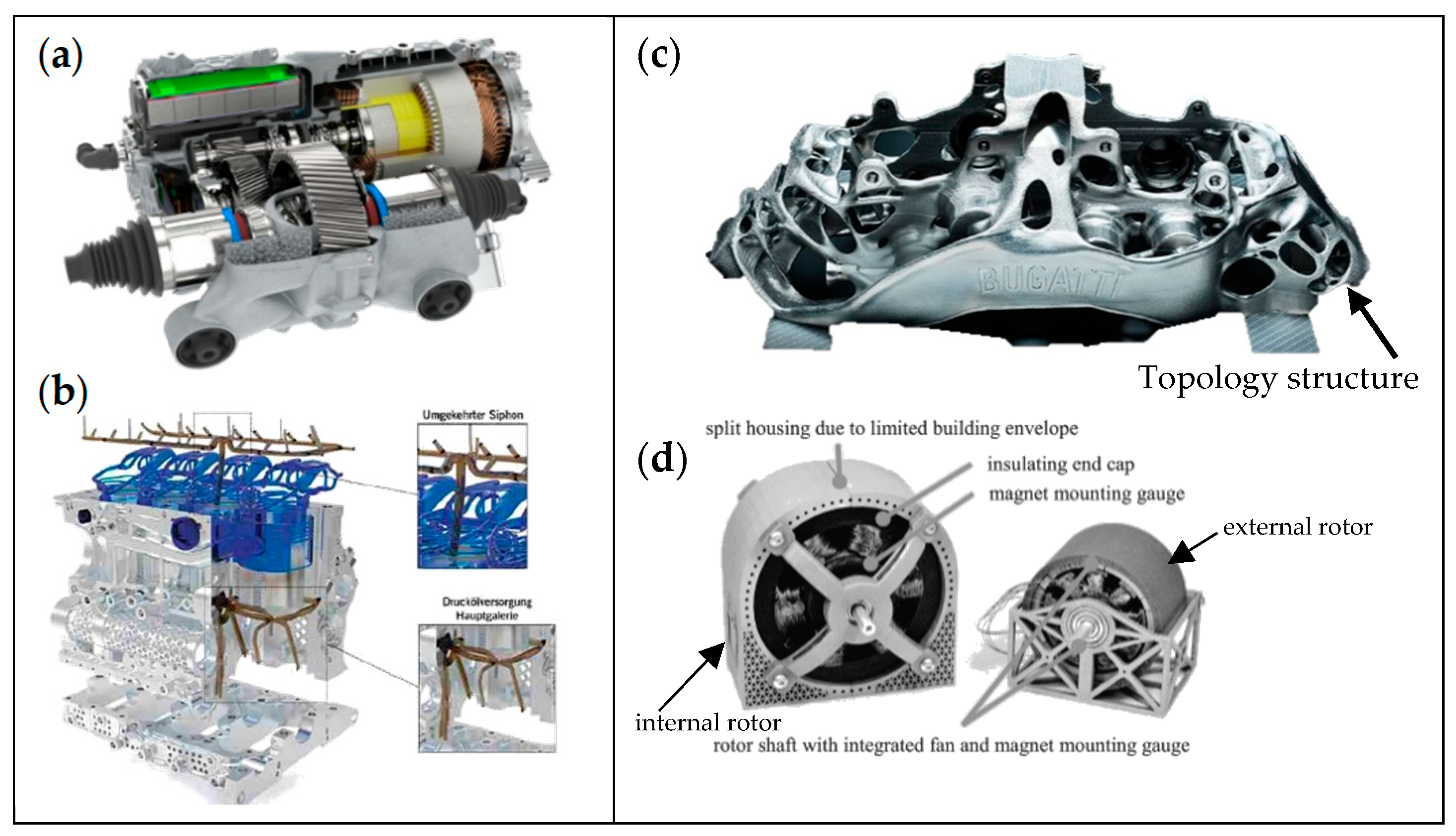
3.3. Functional and Thermally Stressed Components for Electrical Machines
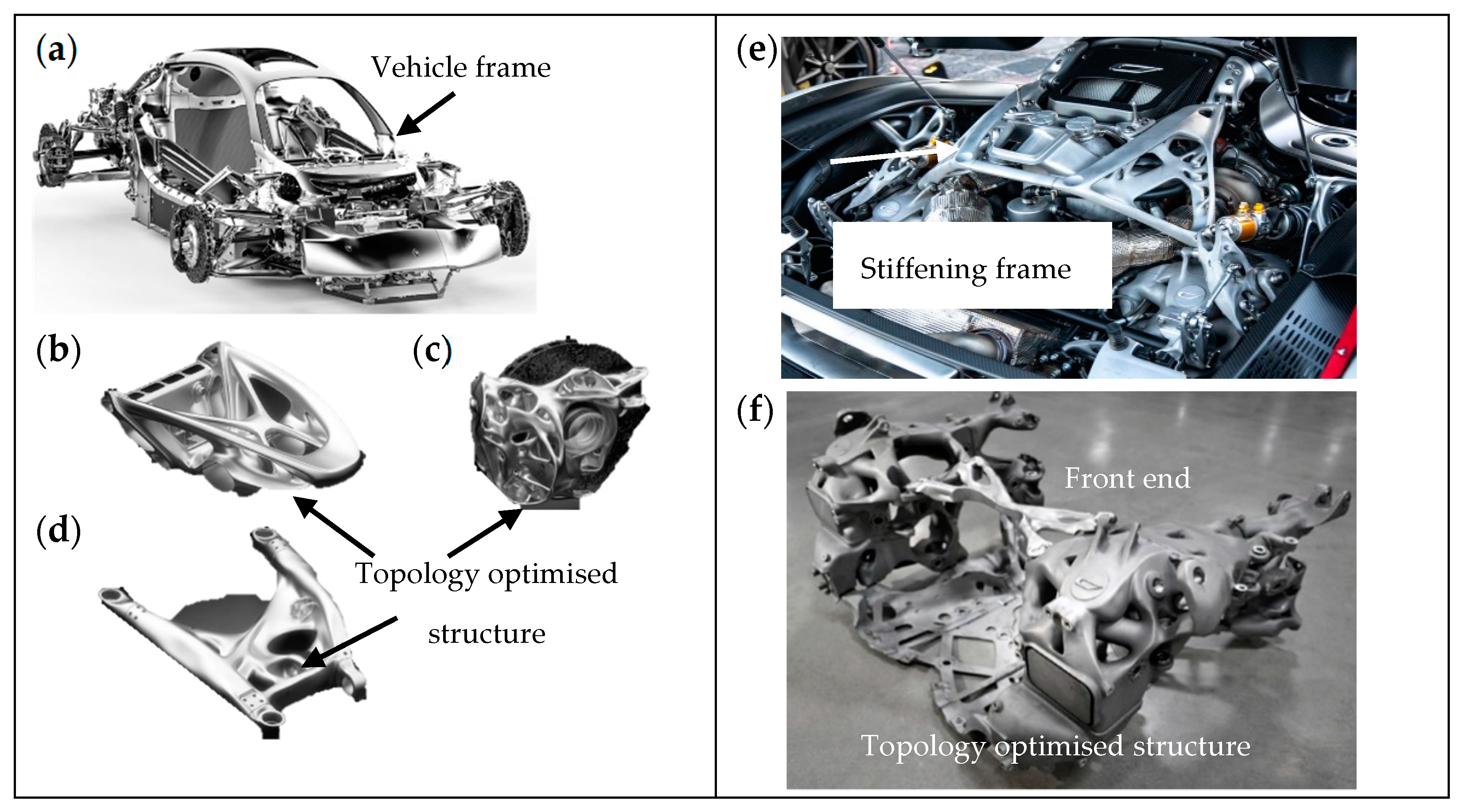
3.4. Mechanically Stressed Components
3.4.1. Mechanical Function Integrated Parts and Total Approaches
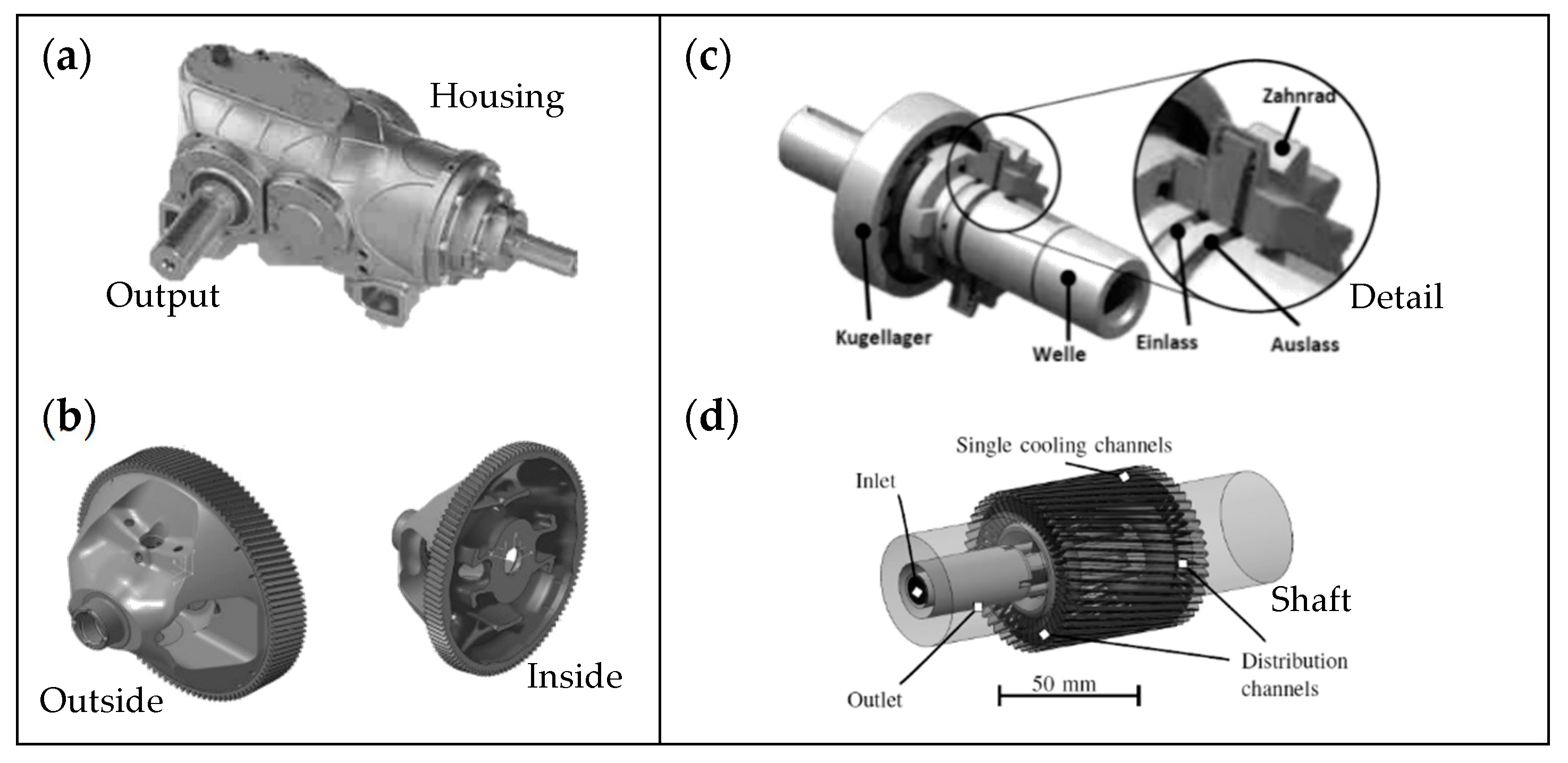
3.4.2. Mechanical Function Integrated Gearboxes and Gearings
3.5. Cost Analysis of Additive Components
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Yildiz, A.; Özel, M.A. A Comparative Study of Energy Consumption and Recovery of Autonomous Fuel-Cell Hydrogen–Electric Vehicles Using Different Powertrains Based on Regenerative Braking and Electronic Stability Control System. Appl. Sci. 2021, 11, 2515. [Google Scholar] [CrossRef]
- Percoco, G.; Arleo, L.; Stano, G.; Bottiglione, F. Analytical model to predict the extrusion force as a function of the layer height, in extrusion based 3D printing. Addit. Manuf. 2021, 38, 101791. [Google Scholar] [CrossRef]
- Bingül, Ö.; Yıldız, A. Fuzzy logic and proportional integral derivative based multi-objective optimization of active suspension system of a 4 × 4 in-wheel motor driven electrical vehicle. J. Vib. Control. 2022, 27, 107754632110626. [Google Scholar] [CrossRef]
- Porsche Newsroom. Prototyp für Kleinserie: E-Antrieb-Gehäuse Aus Dem 3D-Drucker. Aktualisierungsdatum: 2022-04-04.000Z—Überprüfungsdatum 2022-04-04.947Z. Available online: https://newsroom.porsche.com/de/2020/innovation/porsche-protoyp-kleinserie-e-antrieb-gehaeuse-3d-drucker-23229.html (accessed on 16 November 2020).
- Krämer, A. Audi Setzt auf 3D-Drucker von SLM Solutions zur Fertigung von Wasserstutzen für den Audi W12-Motor. Aktualisierungsdatum: 2018-05-13+02:00—Überprüfungsdatum 2022-04-04.125Z. Available online: https://www.3d-grenzenlos.de/magazin/kurznachrichten/audi-3d-drucker-von-slm-solutions-27354163/ (accessed on 4 April 2022).
- Inovar Communications Ltd. Metal AM Vol. 7 No. 4. Available online: https://www.metal-am.com/wp-content/uploads/sites/4/2021/12/Metal-AM-Winter-2021.pdf (accessed on 18 December 2021).
- 3Dnatives. Volkswagen Interpretiert T1-Bulli Neu Mit Elektromotor und 3D-Druck—3Dnatives. Aktualisierungsdatum: 2019-07-09+00:00—Überprüfungsdatum 2022-04-04.824Z. Available online: https://www.3dnatives.com/de/volkswagen-t1-bulli-3d-druck-110720191/ (accessed on 19 November 2021).
- Weltpremiere. Bremssattel aus dem 3D-Drucker. Aktualisierungsdatum: 2021-04-26.000Z—Überprüfungsdatum 2021-05-21.332Z. Available online: https://www.volkswagenag.com/de/news/stories/2018/01/bugatti-3-d-print-brake-caliper.html (accessed on 29 May 2021).
- Hebermehl, G. Ultraleichtes Bremspedal dank 3D-Druck von EOS. Available online: https://www.auto-motor-und-sport.de/tech-zukunft/ultraleichtes-3d-druck-bremspedal-eos/ (accessed on 3 February 2021).
- Sher, D. How Major Automakers Use AM for Production Today, Part 2: General Motors Additive Manufacturing. 3D Printing Media Network (2020-01-06). Available online: https://www.3dprintingmedia.network/general-motors-additive-manufacturing/ (accessed on 8 January 2021).
- 3Dnatives. Premiere Bei Mercedes: Erstes 3D Gedrucktes Metallteil für LKWs—3Dnatives. Aktualisierungsdatum: 2017-08-30+00:00—Überprüfungsdatum 2022-04-04.668Z. Available online: https://www.3dnatives.com/de/durchbruch-mercedes-ersatzteil/ (accessed on 9 March 2022).
- Lindemann, B.; Ghetti, S.; Bey, R.; Kayacan, C. Additive Fertigung Bei Modernen Verbrennungsmotoren. MTZ -Mot. Z. 2020, 81, 40–45. Available online: https://link.springer.com/article/10.1007/s35146-020-0321-x (accessed on 20 November 2021). [CrossRef]
- 3Dnatives. Ford: 3D-Gedrucke Radmuttern Als Diebstahlschutz—3Dnatives. Aktualisierungsdatum: 2020-02-04+00:00—Überprüfungsdatum 2022-04-04.012Z. Available online: https://www.3dnatives.com/de/ford-3d-druck-von-radmuttern-05020201-als-diebstahlschutz/ (accessed on 4 April 2022).
- 3Druck.com. The Independent AM Magazine: Hypercar-Hersteller Dallara Entwickelt Neue 3D-Gedruckte Wärmetauscher Mit Conflux. Aktualisierungsdatum: 2022-06-29.000Z—Überprüfungsdatum 2022-06-29.806Z. Available online: https://3druck.com/case-studies/dallara-conflux-3d-gedruckte-waermetauscher-42105437/ (accessed on 29 June 2022).
- Guggenberger, S. Elektromobilität Wird Durch Gussteile und 3D-Druck Vorangetrieben. Mission Additive (2020-04-08). Available online: https://www.industry-of-things.de/elektromobilit%C3%A4t-wird-durch-gussteile-und-3d-druck-vorangetrieben-a-1070297/ (accessed on 3 November 2020).
- Juschkat, K. SLM-Maschine Rückt Näher an Die Serienproduktion. Konstruktionspraxis (2017-02-14). Available online: https://www.konstruktionspraxis.vogel.de/slm-maschine-rueckt-naeher-an-die-serienproduktion-a-581082/ (accessed on 3 July 2022).
- Korner, R. SLM Solutions Stellt Mit NXG XII 600 Neuen 3D-Drucker zur Serienfertigung vor. Aktualisierungsdatum: 2020-11-11+01:00—Überprüfungsdatum 2022-07-03.824Z. Available online: https://www.3d-grenzenlos.de/magazin/3d-drucker/slm-solutions-nxg-xii-600-neuvorstellung-27632283/ (accessed on 3 July 2022).
- Koblmiller, C. Einstieg in die Serie: 3D-Metalldrucker fertigt für Elektroauto. Leichtbauwelt (2020-02-05). Available online: https://www.leichtbauwelt.de/einstieg-in-die-serie-3d-metalldrucker-fertigt-fuer-elektroauto/ (accessed on 5 February 2020).
- 3Druck.com. Metallischer 3D-Druck: Serienproduktion von Autoteilen auf der Zielgeraden. Aktualisierungsdatum: 2022-07-03.000Z—Überprüfungsdatum 2022-07-03.052Z. Available online: https://3druck.com/industrie/metallischer-3d-druck-serienproduktion-autoteilen-33108692/ (accessed on 3 July 2022).
- Siebel, T. “Die Additive Fertigung Zieht Spürbar in Die Automobilindustrie ein”. Springerprofessional.de (2021-10-08). Available online: https://www.springerprofessional.de/additive-fertigung/automobilproduktion/-die-additive-fertigung-zieht-spuerbar-in-die-automobilindustrie/19667738 (accessed on 8 October 2021).
- Berger, U.; Hartmann, A.; Schmid, D. 3D-Druck—Additive Fertigungsverfahren: Rapid Prototyping, Rapid Tooling, Rapid Manufacturing, 3rd ed.; Europa-Lehrmittel: Haan, Germany, 2019. [Google Scholar]
- Braun, A. Effiziente Elektrofahrzeuge: Fahrumgebung, Fahrmuster und Verbrauch Batteriebetriebener Pkw Unter Realbedingungen, 1st ed.; Springer: Berlin/Heidelberg, Germany, 2019. [Google Scholar]
- Briec, E.; Müller, B. (Eds.) Electric Vehicle Batteries: Moving from Research towards Innovation: Reports of the PPP European Green Vehicles Initiative; Lecture Notes in Mobility; Springer: Berlin/Heidelberg, Germany, 2015. [Google Scholar]
- Karle, A. Elektromobilität: Grundlagen und Praxis, 3rd ed.; Fachbuchverlag Leipzig im Carl Hanser Verlag: München, Germany, 2018. [Google Scholar]
- Klell, M.; Eichlseder, H.; Trattner, A. Wasserstoff in der Fahrzeugtechnik: Erzeugung, Speicherung, Anwendung, 4th ed.; ATZ/MTZ-Fachbuch; Springer: Wiesbaden, Germany, 2018. [Google Scholar]
- Yakout, M.; Elbestawi, M.A.; Veldhuis, S.C. A Review of Metal Additive Manufacturing Technologies. Solid State Phenom. 2018, 278, 1–14. [Google Scholar] [CrossRef]
- Powder Metallurgy Review—Summer 2014 Vol 3 No 2. Available online: https://www.pm-review.com/powder-metallurgy-review-archive/powder-metallurgy-review-vol-3-no-2-summer-2014/ (accessed on 26 January 2021).
- Naseer, M.U.; Kallaste, A.; Asad, B.; Vaimann, T.; Rassõlkin, A. A Review on Additive Manufacturing Possibilities for Electrical Machines. Energies 2021, 14, 1940. [Google Scholar] [CrossRef]
- Hubs. Additive Manufacturing Technologies Poster. Aktualisierungsdatum: 2022-03-22.000Z—Überprüfungsdatum 2022-03-22.422Z. Available online: https://www.hubs.com/get/am-technologies/ (accessed on 17 February 2021).
- Gebhardt, A. Additive Fertigungsverfahren: Additive Manufacturing und 3D-Drucken für Prototyping—Tooling—Produktion, 5th ed.; Hanser: München, Germany, 2016. [Google Scholar]
- Quality Analysis of Additively Manufactured Metals Simulation; Elsevier: Amsterdam, The Netherlands, 2022.
- Richard, H.A.; Schramm, B.; Zipsner, T. Additive Fertigung von Bauteilen und Strukturen: Neue Erkenntnisse und Praxisbeispiele, 1st ed.; Springer: Berlin/Heidelberg, Germany, 2019. [Google Scholar]
- Reif, K. (Ed.) Basiswissen Hybridantriebe und alternative Kraftstoffe; Bosch—Technik fürs Leben; Springer: Wiesbaden, Germany, 2018. [Google Scholar]
- Reif, K.; Noreikat, K.-E.; Borgeest, K. Kraftfahrzeug-Hybridantriebe: Grundlagen, Komponenten, Systeme, Anwendungen; ATZ/MTZ-Fachbuch; Vieweg+Teubner Verlag: Wiesbaden, Germany, 2012. [Google Scholar]
- Kreyenberg, D. Fahrzeugantriebe für die Elektromobilität. Available online: https://link.springer.com/content/pdf/10.1007%2F978-3-658-14284-1_2 (accessed on 5 August 2022).
- Babiel, G. Elektrische Antriebe in der Fahrzeugtechnik: Lehr-und Arbeitsbuch, 4th ed.; Vieweg: Wiesbaden, Germany, 2020. [Google Scholar]
- Haag, A. Konzepte für Effiziente Hybride Triebstränge; Wissenschaftliche Reihe Fahrzeugtechnik Universität Stuttgart Ser; Vieweg: Wiesbaden, Germany, 2017. [Google Scholar]
- Audi Technology Portal. Audi Technology Portal—Audi Q5 55 TFSI e Quattro—PHEV Mit Prädiktiver Betriebsstrategie. Aktualisierungsdatum: 2022-04-11.000Z—Überprüfungsdatum 2022-04-11.213Z. Available online: https://www.audi-technology-portal.de/de/antrieb/hybridtechnologien/audi-q5-55-tfsi-e-quattro-phev-mit-praediktiver-betriebsstrategie (accessed on 11 April 2022).
- Michael. Porsche Fertigt E-Antrieb-Gehäuse Im 3D-Druck. Available online: Elektroauto-News.net (accessed on 18 December 2020).
- SLM Solutions. Explore Metals Used in 3D Printing. Aktualisierungsdatum: 2022-03-22.000Z—Überprüfungsdatum 2022-03-22.097Z. Available online: https://www.slm-solutions.com/products-and-solutions/powders/ (accessed on 22 March 2022).
- Hitzler, L.; Merkel, M.; Hall, W.; Öchsner, A. A Review of Metal Fabricated with Laser- and Powder-Bed Based Additive Manufacturing Techniques: Process, Nomenclature, Materials, Achievable Properties, and its Utilization in the Medical Sector. Adv. Eng. Mater. 2018, 20, 1700658. [Google Scholar] [CrossRef]
- Hitzler, L.; Schoch, N.; Heine, B.; Merkel, M.; Hall, W.; Öchsner, A. Compressive behaviour of additively manufactured AlSi10Mg. Mater. Werkst. 2018, 49, 683–688. [Google Scholar] [CrossRef]
- Struve, A. Generatives Design zur Optimierung Additiv Gefertigter Khlkrper; Morgan Kaufmann: Burlington, MA, USA, 2021. [Google Scholar]
- Friedrich, H.E. (Ed.) Leichtbau in der Fahrzeugtechnik, 2nd ed.; ATZ/MTZ-Fachbuch; Springer: Wiesbaden, Germany, 2017. [Google Scholar]
- Henning, F.; Moeller, E. Handbuch Leichtbau: Methoden, Werkstoffe, Fertigung, 2nd ed.; Carl Hanser Verlag GmbH Co KG: Munich, Germany, 2020. [Google Scholar]
- Hoßfeld, M.; Ackermann, C. Leichtbau durch Funktionsintegration, 1st ed.; ARENA2036; Springer: Berlin/Heidelberg, Germany, 2020. [Google Scholar]
- Silvestre, J. Additive Manufacturing Moves TUfast. Available online: https://news.pminnovationblog.com/blog/is-additive-manufacturing-moving-tufast (accessed on 12 December 2020).
- Metal Additive Manufacturing. Integrated Cooling in Electric Motor Housing Developed Using Metal Additive Manufacturing. Aktualisierungsdatum: 2019-08-21+00:00—Überprüfungsdatum 2021-05-21.538Z. Available online: https://www.metal-am.com/integrated-cooling-in-electric-motor-housing-developed-using-metal-additive-manufacturing/ (accessed on 30 October 2020).
- PhD Student Wins Additive World Design Challenge Award—Campus News. Aktualisierungsdatum: 2021-05-21.000Z—Überprüfungsdatum 2021-05-21.314Z. Available online: https://exchange.nottingham.ac.uk/blog/phd-student-wins-additive-world-design-challenge-award/ (accessed on 26 January 2021).
- Wu, F.; EL-Refaie, A.M. Toward Additively Manufactured Electrical Machines: Opportunities and Challenges. IEEE Trans. Ind. Appl. 2020, 56, 1306–1320. [Google Scholar] [CrossRef]
- Laseradditive Fertigung von Multifunktionalekomponenten. Available online: https://www.researchgate.net/publication/271948334_Laseradditive_Fertigung_von_multifunktionalen_Komponenten (accessed on 21 May 2021).
- Wrobel, R.; Hussein, A. A Feasibility Study of Additively Manufactured Heat Guides for Enhanced Heat Transfer in Electrical Machines. IEEE Trans. Ind. Appl. 2020, 56, 205–215. [Google Scholar] [CrossRef]
- Chinthavali, M.; Ayers, C.; Campbell, S.; Wiles, R.; Ozpineci, B. A 10-kW SiC inverter with a novel printed metal power module with integrated cooling using additive manufacturing. In Proceedings of the 2014 IEEE Workshop on Wide Bandgap Power Devices and Applications, Knoxville, TN, USA, 13–15 October 2014; IEEE: Piscataway, NJ, USA, 2014; pp. 48–54. [Google Scholar]
- 3D Printing in Motor Sports: Production of Racing Components. Aktualisierungsdatum: 2021-05-21.000Z—Überprüfungsdatum 2021-05-21.219Z. Available online: https://www.eos.info/en/3d-printing-examples-applications/all-3d-printing-applications/greenteam-electric-racing-cooler (accessed on 21 May 2021).
- Urbanek, S.; Frey, P.; Magerkohl, S.; Zimmer, D.; Tasche, L.; Schaper, M.; Ponick, B. Design and Experimental Investigation of an Additively Manufactured PMSM Rotor. In Proceedings of the 2021 IEEE International Electric Machines & Drives Conference (IEMDC), Hartford, CT, USA, 17–20 May 2021; IEEE: Piscataway, NJ, USA, 2021; pp. 1–6. [Google Scholar]
- Effects of Continuous Rotor Skewing in Additively Manufactured Permanent Magnet Rotors. In Proceedings of the International Symposium on Power Electronics, Electrical Drives and Motion, Virtual Meeting, 24–26 June 2020; IEEE: Piscataway, NJ, USA, 2020.
- Surface Eddy Current Loss Reduction in Additively Manufactured Permanent Magnet Rotor Active Parts. In Proceedings of the 2018 XIII International Conference on Electrical Machines (ICEM), Alexandroupoli, Greece, 3–6 September 2018; IEEE: Piscataway, NJ, USA, 2018.
- Hullmann, M.; Urbanek, S.; Ponick, B. Surface Eddy Current Suppression on Additively Manufactured Solid Rotor Active Parts. In Energy Efficiency in Motor Systems, 1st ed., Proceedings of the 11th International Conference EEMODS’19, Tokyo, Japan, 17–19 September 2019; Bertoldi, P., Ed.; Springer eBook Collection; Springer International Publishing: Cham, Switzerland, 2021; pp. 81–95. [Google Scholar]
- Joshi, P.C.; Dehoff, R.R.; Duty, C.E.; Peter, W.H.; Ott, R.D.; Love, L.J.; Blue, C.A. Additive Manufacturing of a Lightweight Rotor for a Permanent Magnet Synchronous Machine. In Proceedings of the 2012 Future of Instrumentation International Workshop (FIIW), Gatlinburg, TN, USA, 8–9 October 2012; IEEE: Piscataway, NJ, USA, 2012; pp. 1–4. [Google Scholar]
- Wrobel, R.; Mecrow, B. Additive Manufacturing in Construction of Electrical Machines—A Review. Available online: https://ieeexplore.ieee.org/abstract/document/8887765 (accessed on 2 February 2021).
- Additive Drives. Technologie: Selektives Laserschmelzen von Kupfer. Available online: https://www.additive-drives.de/technologie/ (accessed on 30 October 2020).
- Additive Drives. Rotor & Housing. Aktualisierungsdatum: 2022-04-22+00:00—Überprüfungsdatum 2022-05-03.041Z. Available online: https://www.additive-drives.de/applications/rotor-housing/ (accessed on 4 April 2022).
- Simpson, N.; North, D.J.; Collins, S.M.; Mellor, P.H. Additive Manufacturing of Shaped Profile Windings for Minimal AC Loss in Electrical Machines. IEEE Trans. Ind. Appl. 2020, 56, 2510–2519. [Google Scholar] [CrossRef]
- Simpson, N.; Mellor, P.H. Additive manufacturing of shaped profile windings for minimal AC loss in gapped inductors. In Proceedings of the 2017 IEEE International Electric Machines and Drives Conference (IEMDC), Miami, FL, USA, 21–24 May 2017; IEEE: Piscataway, NJ, USA, 2017; pp. 1–7. [Google Scholar]
- Simpson, N.; Jung, J.; Helm, A.; Mellor, P. Additive Manufacturing of a Conformal Hybrid-Strand Concentrated Winding Topology for Minimal AC Loss in Electrical Machines. In Proceedings of the 2021 IEEE Energy Conversion Congress and Exposition (ECCE), Vancouver, BC, Canada, 10–14 October 2021; IEEE: Piscataway, NJ, USA, 2021; pp. 3844–3851. [Google Scholar]
- Silbernagel, C.; Gargalis, L.; Ashcroft, I.; Hague, R.; Galea, M.; Dickens, P. Electrical resistivity of pure copper processed by medium-powered laser powder bed fusion additive manufacturing for use in electromagnetic applications. Addit. Manuf. 2019, 29, 100831. [Google Scholar] [CrossRef]
- Wu, F.; EL-Refaie, A.M. Additively Manufactured Hollow Conductors with Integrated Cooling for High Specific Power Electrical Machines. In Proceedings of the 2020 International Conference on Electrical Machines (ICEM), Gothenburg, Sweden, 23–26 August 2020; IEEE: Piscataway, NJ, USA, 2020; pp. 1497–1503. [Google Scholar]
- Wu, F.; EL-Refaie, A.M.; Al-Qarni, A. Additively Manufactured Hollow Conductors for High Specific Power Electrical Machines: Aluminum vs. Copper. In Proceedings of the 2021 IEEE Energy Conversion Congress and Exposition (ECCE), Vancouver, BC, Canada, 10–14 October 2021; IEEE: Piscataway, NJ, USA, 2021; pp. 4397–4404. [Google Scholar]
- Wu, F.; EL-Refaie, A.; Al-Qarni, A. Additively Manufactured Hollow Conductors Integrated with Heat Pipes: Design Tradeoffs and Hardware Demonstration. IEEE Trans. Ind. Appl. 2021, 57, 3632–3642. Available online: https://ieeexplore.ieee.org/abstract/document/9417657 (accessed on 20 December 2021). [CrossRef]
- Wu, F.; EL-Refaie, A.M. Minimization of Winding AC Losses Using Inhomogeneous Electrical Conductivity Enabled by Additive Manufacturing. In Proceedings of the 2020 IEEE Energy Conversion Congress and Exposition (ECCE), Detroit, Michigan, 11–15 October 2020; IEEE: Piscataway, NJ, USA, 2020; pp. 3607–3614. [Google Scholar]
- Al-Qarni, A.; EL-Refaie, A.; Wu, F. Design and Analysis of A High Specific Power Outer Rotor Surface Mounted Permanent Magnet Machine Equipped with Additively Manufactured Windings. In Proceedings of the 2021 IEEE Energy Conversion Congress and Exposition (ECCE), Vancouver, BC, Canada, 10–14 October 2021; IEEE: Piscataway, NJ, USA, 2021; pp. 4578–4585. [Google Scholar]
- Additive manufacturing helps racing team finish first. Met. Powder Rep. 2013, 68, 32–33. [CrossRef]
- Meitinger, K.-H. New Chassis Systems—Das Fahrwerk des AUDI R8 e-tron (The chassis of the AUDI R8 e-tron). In 7th International Munich Chassis Symposium 2016; Pfeffer, P.E., Ed.; Springer Fachmedien: Wiesbaden, Germany, 2017; pp. 89–102. [Google Scholar]
- 3i—PRINT. Individualize—Integrate—Innovate. Aktualisierungsdatum: 2022-05-03.000Z—Überprüfungsdatum 2022-05-03.426Z. Available online: https://www.3iprint.de/en/ (accessed on 3 May 2022).
- Abdi, M. Design Optimization for an Additiveley Manufactured Automotive Component. Available online: https://core.ac.uk/download/pdf/228197095.pdf (accessed on 6 December 2021).
- Pulvertechnisch Hergestellte Werkstoffe für Die Elektromobilität—Teil 3 Additive Fertigung. Available online: https://www.researchgate.net/publication/328962787_Pulvertechnisch_hergestellte_Werkstoffe_fur_die_Elektromobilitat_-_Teil_3_Additive_Fertigung (accessed on 29 December 2021).
- Sert, E.; Hitzler, L.; Merkel, M.; Öchsner, A. Entwicklung von topologieoptimierten Adapterelementen für die Fertigung mittels additiver Verfahren: Vereinigung von reinelektrischem Antriebsstrang mit konventionellem Chassis. Mater. Werkst. 2018, 49, 674–682. [Google Scholar] [CrossRef]
- EOS GmbH. Additive Fertigung Im Motorsport. Aktualisierungsdatum: 2022-06-28.000Z—Überprüfungsdatum 2022-06-28.485Z. Available online: https://www.eos.info/de/beispiele-additive-fertigung/mobilitaet-und-logistik/automobilindustrie-3d-druck/motorsport (accessed on 28 July 2022).
- Metal AM Winter 2021 by Inovar Communications—Issuu. Aktualisierungsdatum: 2021-12-18.000Z—Überprüfungsdatum 2021-12-18.300Z. Available online: https://issuu.com/inovar-communications/docs/metal_am_winter_2021/147?fr=sZjI5MzQ1MDMwOTU (accessed on 18 December 2021).
- Czinger. KevCzinger. Aktualisierungsdatum: 2022-04-28.000Z—Überprüfungsdatum 2022-05-03.801Z. Available online: https://www.czinger.com/about-21-c (accessed on 28 April 2022).
- Urban, N.; Meyer, A.; Leckel, M.; Leder, M.; Franke, J. Additive Manufacturing of an Electric Drive a Feasability Study. In Proceedings of the 2018 International Symposium on Power Electronics, Electrical Drives, Automation and Motion (SPEEDAM), Amalfi, Italy, 20–22 June 2018; IEEE: Piscataway, NJ, USA, 2018; pp. 1327–1331. [Google Scholar]
- Barreiro, P.; Bronner, A.; Hoffmeister, J.; Hermes, J. New improvement opportunities through applying topology optimization combined with 3D printing to the construction of gearbox housings. Forsch. Ing. 2019, 83, 669–681. Available online: https://link.springer.com/article/10.1007%2Fs10010-019-00374-1 (accessed on 7 December 2021). [CrossRef]
- Moeller. Design and production of innovative transmission components with additive Manufacturing. In Proceedings of the 16th International CTI Symposium Automotive Transmissions, HEV and EV Drives, Berlin, Germany, 4–7 December 2017. [Google Scholar]
- TAE. Efficiency of Additive Manufactured Gears with Conformal Cooling. In Proceedings of the 21st TAE International Colloquium Tribology, Ostfildern, Germany, 9–11 January 2018. [Google Scholar]
- Fiedler, P.; Stelzer, S.; Milaev, N.; Richter, R.; Kaulfus, F.; Windisch, T.; Braunig, J. Additive manufacturing technologies for next-generation powertrains. In Proceedings of the 2020 10th International Electric Drives Production Conference (EDPC), Ludwigsburg, Germany, 8–9 December 2020; IEEE: Piscataway, NJ, USA, 2020; pp. 1–8. [Google Scholar]
- Kadir, A.Z.A.; Yusof, Y.; Wahab, M.S. Additive manufacturing cost estimation models—A classification review. Int. J. Adv. Manuf. Technol. 2020, 107, 4033–4053. [Google Scholar] [CrossRef]
- Lindemann, C.F.W.; Jahnke, U. Modelling of Laser Additive Manufactured Product Lifecycle Costs; Elsevier: Amsterdam, The Netherlands, 2017; pp. 281–316. [Google Scholar]
















Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Schuhmann, D.; Rockinger, C.; Merkel, M.; Harrison, D.K. A Study on Additive Manufacturing for Electromobility. World Electr. Veh. J. 2022, 13, 154. https://doi.org/10.3390/wevj13080154
Schuhmann D, Rockinger C, Merkel M, Harrison DK. A Study on Additive Manufacturing for Electromobility. World Electric Vehicle Journal. 2022; 13(8):154. https://doi.org/10.3390/wevj13080154
Chicago/Turabian StyleSchuhmann, Dirk, Christopher Rockinger, Markus Merkel, and David K. Harrison. 2022. "A Study on Additive Manufacturing for Electromobility" World Electric Vehicle Journal 13, no. 8: 154. https://doi.org/10.3390/wevj13080154
APA StyleSchuhmann, D., Rockinger, C., Merkel, M., & Harrison, D. K. (2022). A Study on Additive Manufacturing for Electromobility. World Electric Vehicle Journal, 13(8), 154. https://doi.org/10.3390/wevj13080154