Cross-Laminated Secondary Timber: Experimental Testing and Modelling the Effect of Defects and Reduced Feedstock Properties

 , , and
, , and
Abstract
:1. Introduction
- To make CLST and cross-laminated primary timber (CLPT) at small-scale;
- To examine and compare the compressive and bending strengths of the CLST and CLPT prepared in (1) using standard laboratory tests;
- To examine the potential effects of manmade defects on properties of CLST using finite element modelling (FEM);
- To examine the potential effects of reduced properties of individual lamellae (potentially arising from ageing, history of loading and climatic conditions), on the effective overall section properties of CLST using MJBT;
- To make recommendations for further research necessary to advance this concept to pilot-scale and commercial application.
2. Materials and Methods
2.1. Timber
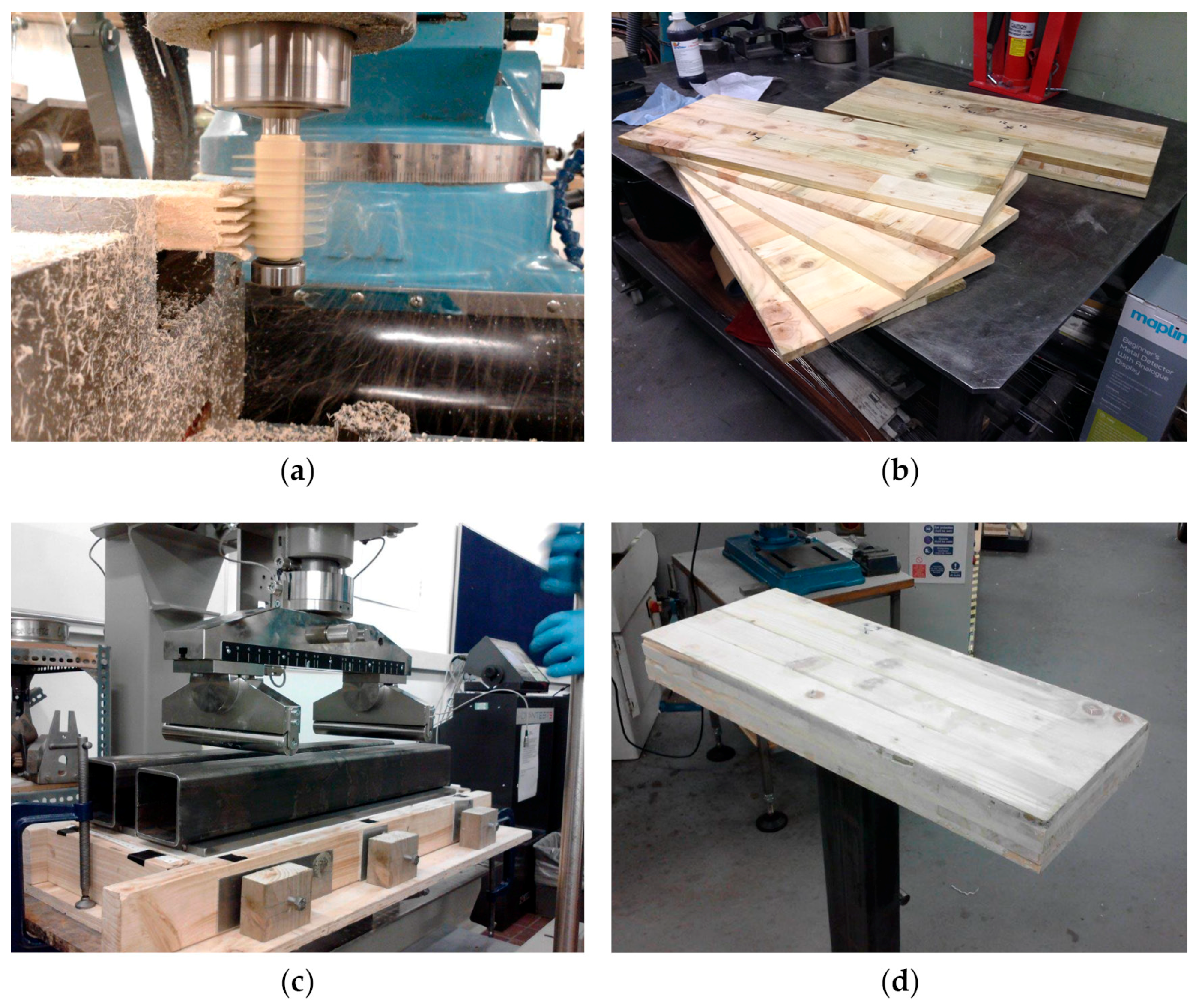
2.2. Preparation of Cross-Laminated Secondary and Primary Timber
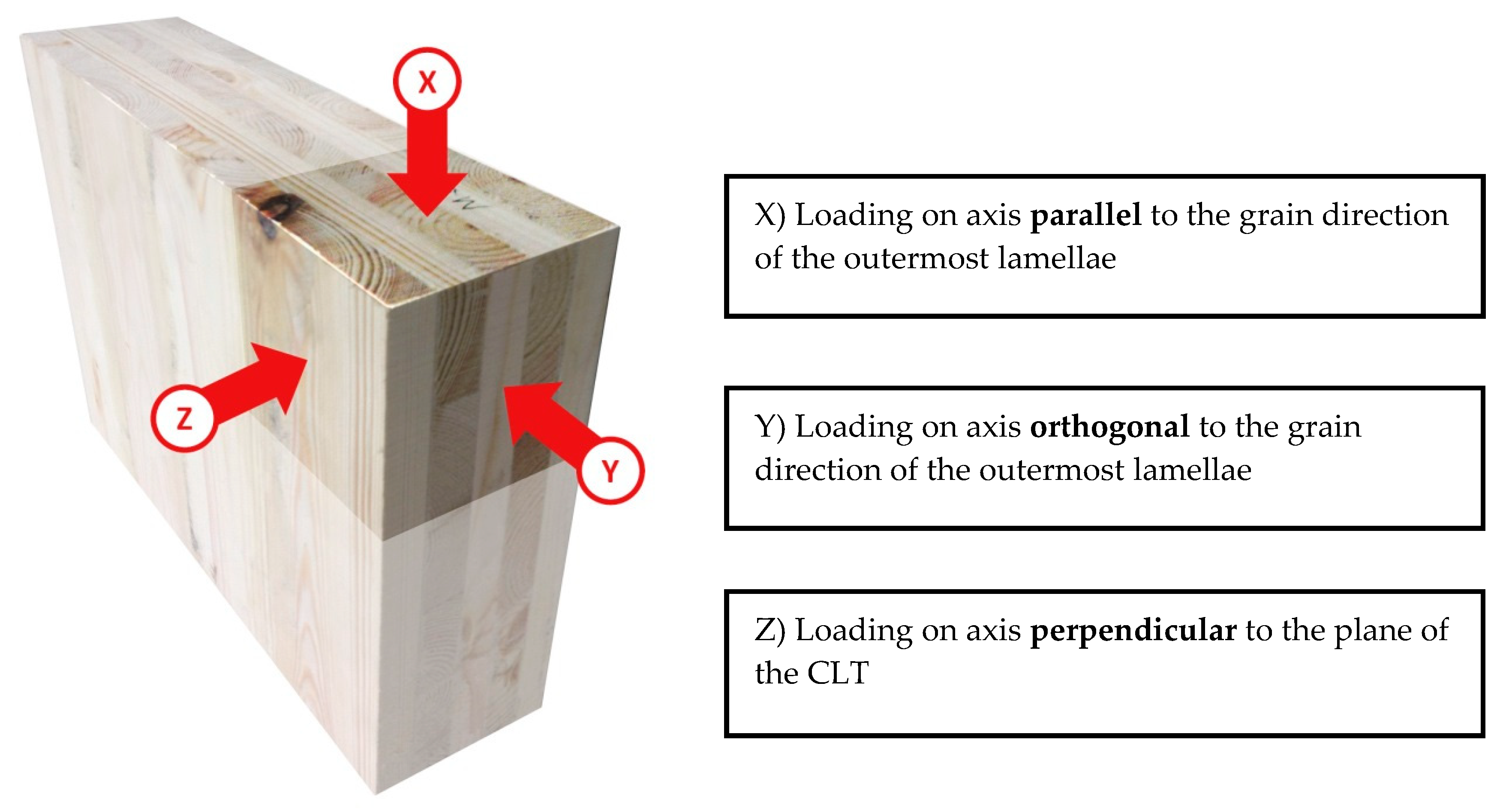
2.3. Laboratory Testing of Cross-Laminated Secondary and Primary Timber in Compression and Bending
2.4. Finite Element Modelling of Effects of Defects on Cross-Laminated Secondary Timber Modulus of Elasticity
2.5. Mechanically Jointed Beams Theory Analysis of Effects of Lamella Properties on Cross-Laminated Secondary Timber Stiffness
3. Results
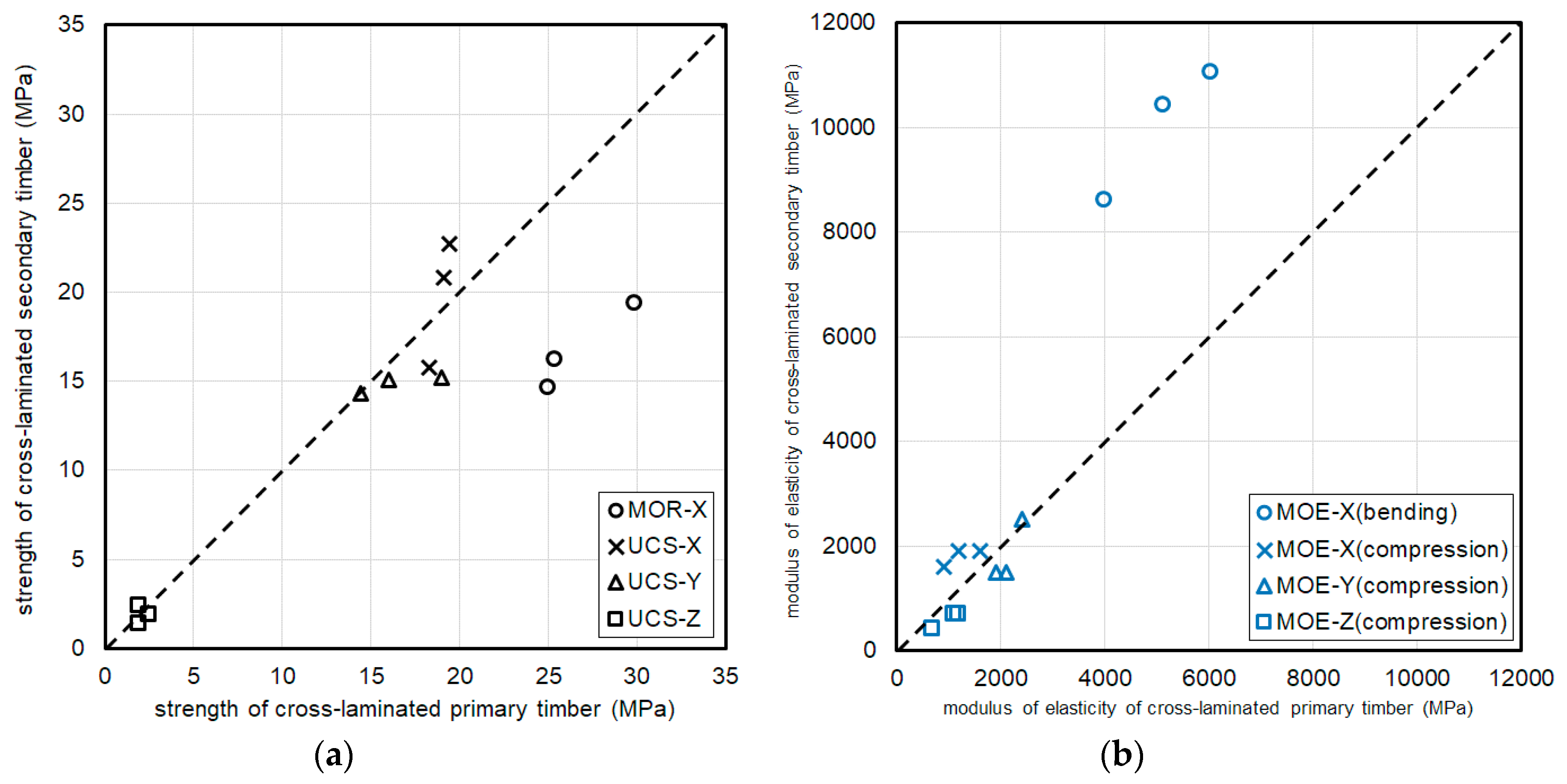
3.1. Laboratory Testing of Cross-Laminated Secondary and Primary Timber in Compression and Bending
3.2. Finite Element Modelling of Effects of Defects on Cross-Laminated Secondary Timber Modulus of Elasticity
- Configurations with defects ≤12 mm in diameter and up to three defects (nail, screw and bolt holes, and small knots) in all lamellae resulted in <6% degradation of the MOE of CLST in compression, whereas larger notches and knots, and larger numbers of defects introduced up to 21% degradation.
- The effect of defects that extended all the way through a board was only slightly more than that of those that did not.
- The MOE in compression of many bolt holes was 4% greater than that of a single notch with the same volume, i.e., several smaller defects appear to be less damaging than a single large defect.
- Knots perpendicular to the direction of the grain have a slightly greater effect on MOE than knots at 45°.
3.3. Mechanically Jointed Beams Theory Analysis of Effects of Lamella Properties on Cross-Laminated Secondary Timber Stiffness
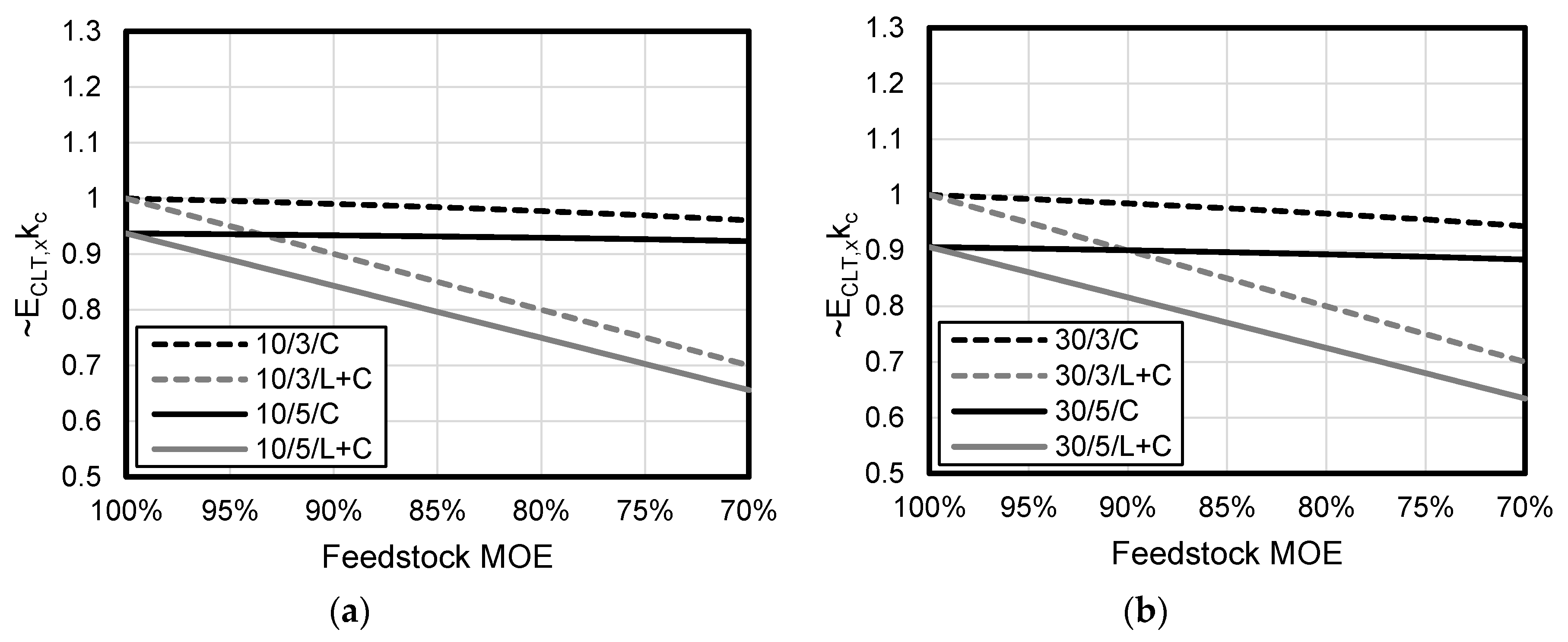
- Reducing the feedstock MOE for both longitudinal and crosswise lamellae (“L + C”) leads to a maximum decrease in overall element compression stiffness of 30% (for a feedstock MOE reduction of 30% for all of 5 lamellae, with L/d = 30).
- Reducing the feedstock MOE of only the crosswise lamellae (“C”) leads to a maximum decrease in overall element compression stiffness of only 5.5%.
- The compression stiffness of 3-lamella CLST is greater than that of 5-lamella CLPT and CLST with the same overall thickness, and this difference is more pronounced at a higher span-to-depth ratio.
- The compression stiffness of 3-lamella CLST exceeds that of 5-lamella CLPT for up to:
- •
- 6% feedstock MOE reduction of both longitudinal and crosswise lamellae, and
- •
- 30% feedstock reduction of only the crosswise lamellae.
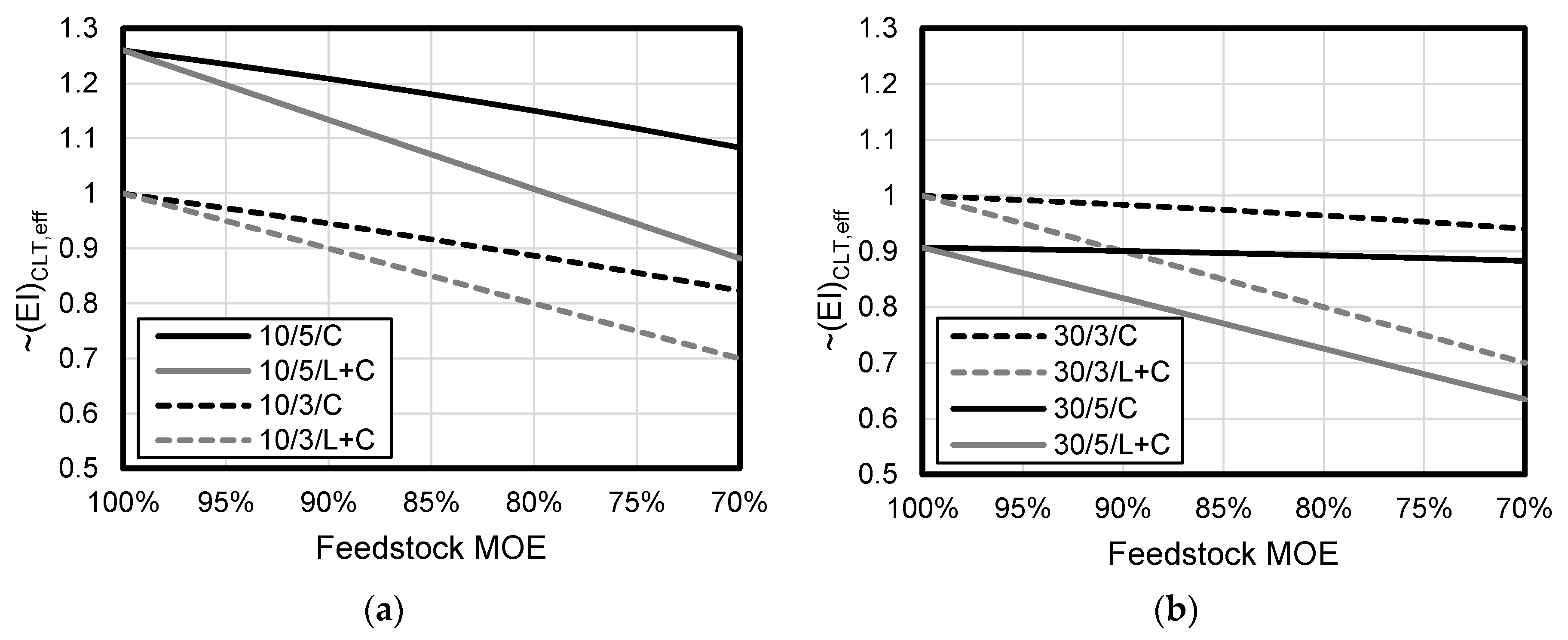
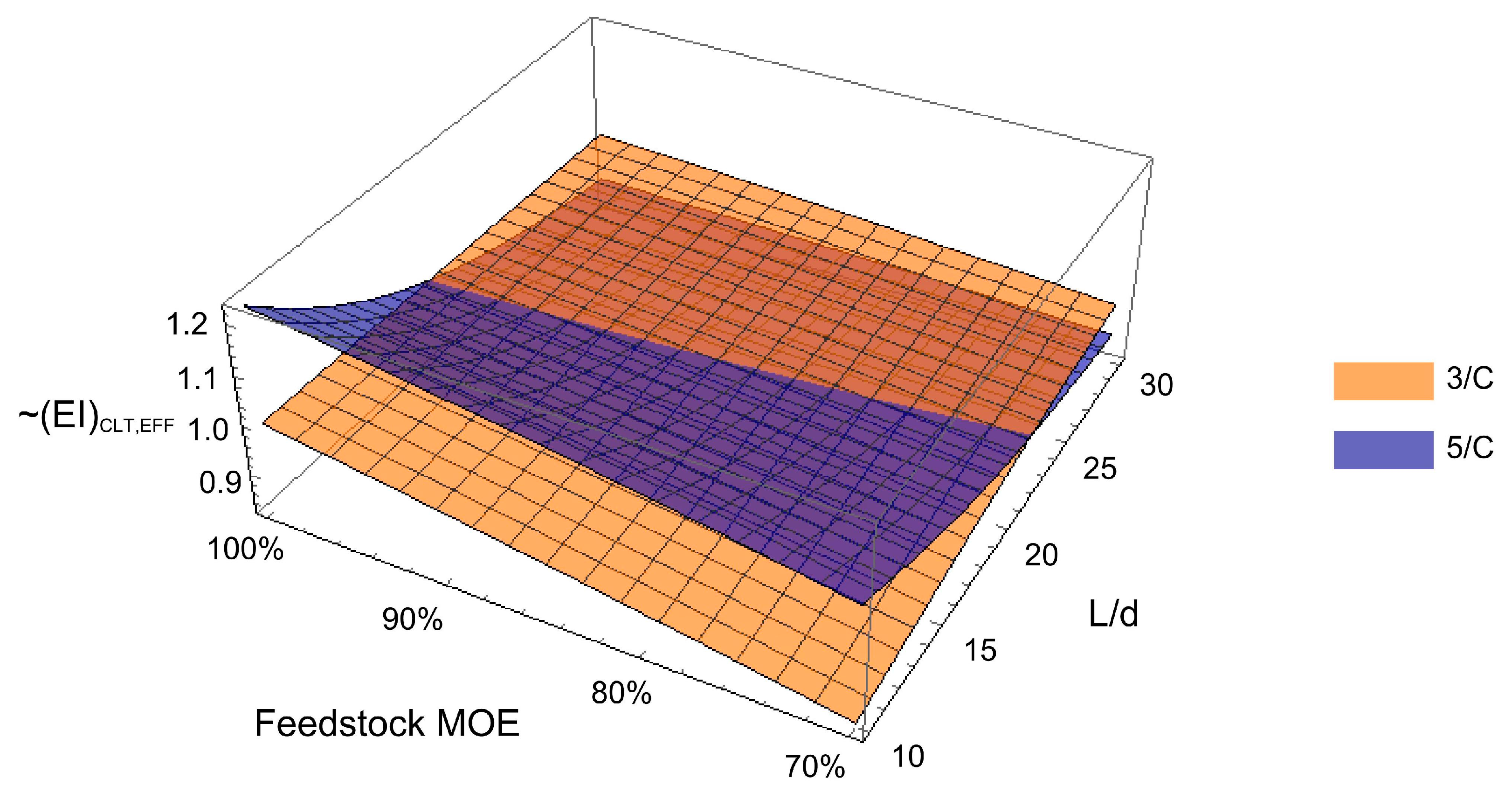
- Reducing the feedstock MOE for both longitudinal and crosswise lamellae leads to a maximum decrease in overall bending stiffness of 35% (for a feedstock MOE reduction of 30% for all of either 3 or 5 lamellae, with L/d = 30).
- Reducing the feedstock MOE of only the crosswise lamellae leads to a smaller reduction in overall CLST element bending stiffness, which is only 2.5% for the 5-lamella element with L/d = 30, but up to 14% for that with L/d = 10.
- Element span-to-depth ratio has an important impact on the results, with 5-lamella CLST having a greater bending stiffness than 3-lamella CLST for L/d = 10, and vice versa for L/d = 30.
- For L/d = 10, the bending stiffness of 3-lamella CLPT is exceeded by that of 5-lamella CLST with up to 18% MOE feedstock reduction of all lamellae.
- For L/d = 30, the bending stiffness of 5-lamella CLPT is exceeded by that of 3-lamella CLST with up to 10% MOE feedstock reduction of all lamellae.
4. Discussion
4.1. Implications, Limitations and Recommendations
4.2. Further Research
- What are the properties and variability of secondary timber feedstock? How can these best be characterised for commercial-scale quality control?
- How does variability in the properties of secondary timber affect the variability of CLST stiffness and strength properties?
- Does physical testing bear out modelled findings on the effectiveness of various CLST formats?
- Is there any difference in the bond strength, dimensional stability, rolling shear behaviour and fire behaviour of CLST and CLPT?
- What quantities of secondary timber are available and useable in CLST, and at what cost relative to conventional CLT?
- What scale of operation is needed to be commercially viable?
- Can conventional PUR and melamine-urea-formaldehyde adhesives be replaced with a non-toxic biodegradable alternative, or other joining technique (e.g., Brettstapel, friction-welding of wood [117,118,119,120,121]), for a product that is consistent with biological metabolism in a circular economy [46,122]?
5. Conclusions
Supplementary Materials
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Höglmeier, K.; Weber-Blaschke, G.; Richter, K. Potentials for cascading of recovered wood from building deconstruction—A case study for south-east Germany. Resour. Conserv. Recycl. 2013, 78, 81–91. [Google Scholar] [CrossRef]
- Kleemann, F.; Lederer, J.; Rechberger, H.; Fellner, J. GIS-based Analysis of Vienna’s Material Stock in Buildings. J. Ind. Ecol. 2017, 21, 368–380. [Google Scholar] [CrossRef]
- Müller, D.B. Stock dynamics for forecasting material flows—Case study for housing in The Netherlands. Ecol. Econ. 2006, 59, 142–156. [Google Scholar] [CrossRef]
- Stahel, W.R. The Product-Life Factor. In An Inquiry into the Nature of Sustainable Societies: The Role of the Private Sector; Orr, S.G., Ed.; FAO: Roma, Italy, 1982; pp. 72–96. [Google Scholar]
- Ellen MacArthur Foundation. Towards the Circular Economy. J. Ind. Ecol. 2013, 1, 23–44. [Google Scholar]
- BioRegional. Reclaimed Building Materials in the Development of the Thames Gateway; BioRegional: Wallington, UK, 2006. [Google Scholar]
- Bergman, R.D.; Falk, R.H.; Salazar, J.; Gu, H.; Napier, T.R.; Meil, J. Life-Cycle Energy and GHG Emissions for New and Recovered Softwood Framing Lumber and Hardwood Flooring Considering End-of-Life Scenarios; United States Department of Agriculture: Madison, WI, USA, 2013.
- Bergman, R.D.; Gu, H.; Falk, R.H.; Napier, T.R. Using Reclaimed Lumber and Wood Flooring in Construction: Measuring Environmental Impact Using Life-Cycle Inventory Analysis. In Proceedings of the International Convention of Society of Wood Science and Technology and United Nations Economic Commission for Europe—Timber Committee, Geneva, Switzerland, 11–14 October 2010; pp. 1–11. [Google Scholar]
- Sirkin, T.; ten Houten, M. The cascade chain. A theory and tool for achieving resource sustainability with applications for product design. Resour. Conserv. Recycl. 1994, 10, 213–276. [Google Scholar] [CrossRef]
- Fraanje, P.J. Cascading of pine wood. Resour. Conserv. Recycl. 1997, 19, 21–28. [Google Scholar] [CrossRef]
- Husgafvel, R.; Linkosalmi, L.; Hughes, M.; Kanerva, J.; Dahl, O. Forest sector circular economy development in Finland: A regional study on sustainability driven competitive advantage and an assessment of the potential for cascading recovered solid wood. J. Clean. Prod. 2017, 181, 483–497. [Google Scholar] [CrossRef]
- Brand, S. How Buildings Learn: What Happens after They’re Built; Viking: New York, NY, USA, 1994; ISBN1 0670835153. ISBN2 9780670835157. [Google Scholar]
- Durmišević, E. Buildings as Material Banks. In The 3rd International Conference “The Importance of Place”; Popovac, M.R., Idrizbegović-Zgonić, A., Klarić, S., Rustempašić, N., Čausević, A., Eds.; CICOPBH: Sarajevo, Bosnia and Herzegovina, 2015; Volume 2, pp. 139–152. [Google Scholar]
- Sassi, P. Designing buildings to close the material resource loop. Proc. ICE-Eng. Sustain. 2004, 163–171. [Google Scholar] [CrossRef]
- Falk, R.H.; Maul, D.G.; Cramer, S.M.; Evans, J.; Herian, V. Engineering Properties of Douglas-fir Lumber Reclaimed from Deconstructed Buildings—Research Paper FPL-RP-650; United States Department of Agriculture: Madison, WI, USA, 2008.
- Rose, C.M.; Stegemann, J.A. From Waste Management to Component Management in the Construction Industry. Sustainability 2018, 10, 229. [Google Scholar] [CrossRef]
- Allwood, J.M.; Ashby, M.F.; Gutowski, T.G.; Worrell, E. Material efficiency: A white paper. Resour. Conserv. Recycl. 2011, 55, 362–381. [Google Scholar] [CrossRef]
- Defra. Review of the Future Resource Risks Faced by UK Business and an Assessment of Future Viability; Defra: London, UK, 2010.
- BIS. Low Carbon Construction: Innovation & Growth Team Final Report; BIS: London, UK, 2010. [Google Scholar]
- Giesekam, J.; Barrett, J.; Taylor, P.; Owen, A. The greenhouse gas emissions and mitigation options for materials used in UK construction. Energy Build. 2014, 78, 202–214. [Google Scholar] [CrossRef] [Green Version]
- Steele, K.; Hurst, T.; Giesekam, J. Green Construction Board Low Carbon Routemap for the Built Environment: 2015 Routemap Progress—Technical Report; Green Construction Board: London, UK, 2015. [Google Scholar]
- Giesekam, J.; Barrett, J.R.; Taylor, P. Construction sector views on low carbon building materials. Build. Res. Inf. 2015, 3218, 1–23. [Google Scholar] [CrossRef]
- Papakosta, A.; Sturgis, S. RICS Professional Statement: Whole Life Carbon Assessment for the Built Environment, 1st ed.; RICS: London, UK, 2017. [Google Scholar]
- Rose, C.M.; Stegemann, J.A. Characterising Existing Buildings as Material Banks (E-BAMB) to Enable Component Reuse. Proc. Inst. Civ. Eng. Eng. Sustain. 2018, 161, 173–180. [Google Scholar] [CrossRef]
- Jones, K.; Stegemann, J.; Sykes, J.; Winslow, P. Adoption of unconventional approaches in construction: The case of cross-laminated timber. Constr. Build. Mater. 2016, 125, 690–702. [Google Scholar] [CrossRef]
- Hairstans, R. Timber 2016 Industry Yearbook; Trada: High Wycombe, UK, 2016; pp. 38–43. [Google Scholar]
- Brandner, R.; Flatscher, G.; Ringhofer, A.; Schickhofer, G.; Thiel, A. Cross laminated timber (CLT): Overview and development. Eur. J. Wood Wood Prod. 2016, 74, 331–351. [Google Scholar] [CrossRef]
- Concu, G.; De Nicolo, B.; Fragiacomo, M.; Trulli, N.; Valdes, M. Grading of maritime pine from Sardinia (Italy) for use in cross-laminated timber. Proc. Inst. Civ. Eng. Constr. Mater. 2017, 171, 11–21. [Google Scholar] [CrossRef]
- Taylor, L. In Touch with Timber; Trada: High Wycombe, UK, 2013; pp. 18–19. [Google Scholar]
- BSI. BS EN 14080:2013: Timber Structures—Glued Laminated Timber and Glued Solid Timber—Requirements; BSI Standards Publication: London, UK, 2014. [Google Scholar]
- BSI. BS EN 1995-1-1:2004+A2:2014: Eurocode 5: Design of Timber Structures—Part 1-1: General—Common Rules and Rules for Buildings; BSI Standards Publication: London, UK, 2014. [Google Scholar]
- Christovasilis, I.P.; Brunetti, M.; Follesa, M.; Nocetti, M.; Vassallo, D. Evaluation of the mechanical properties of cross laminated timber with elementary beam theories. Constr. Build. Mater. 2016, 122, 202–213. [Google Scholar] [CrossRef]
- Milner, M. Timber 2017 Industry Yearbook; Trada: High Wycombe, UK, 2017; pp. 90–97. [Google Scholar]
- GLA. The London Plan: Draft for Public Consultation; GLA: London, UK, 2017; pp. 1–532.
- Brunner, P.H. Urban mining a contribution to reindustrializing the city. J. Ind. Ecol. 2011, 15, 339–341. [Google Scholar] [CrossRef]
- FAO. State of the World’s Forests 2011; FAO: Rome, Italy, 2011. [Google Scholar]
- Pöyry. Wood Waste Market in the UK; Pöyry: Banbury, UK, 2009. [Google Scholar]
- Tolvik. 2011 Briefing Report: The UK Waste Wood Market; Tolvik: Dursley, UK, 2011. [Google Scholar]
- WRAP. Market Situation Report: Realising the Value of Recovered Wood; WRAP: Banbury, UK, 2011. [Google Scholar]
- Defra. Wood Waste: A Short Review of Recent Research; Defra: London, UK, 2012.
- Defra. UK Statistics on Waste; Defra: York, UK, 2016.
- Gavron, N.; Devenish, T.; Boff, A.; Shah, N.; Copley, T. Designed, Sealed, Delivered: The Contribution of Offsite Manufactured Homes to Solving London’s Housing Crisis; Greater London Authority: London, UK, 2017.
- European Commission. European Resource Efficiency Platform (EREP): Manifesto & Policy Recommendations; European Commission: Brussels, Belgium, 2012; pp. 1–13. [Google Scholar]
- European Commission. Towards a Circular Economy: A Zero Waste Programme for Europe; European Commission: Brussels, Belgium, 2014. [Google Scholar]
- European Commission. Closing the Loop—An EU Action Plan for the Circular Economy; European Commission: Brussels, Belgium, 2015; Volume 614, p. 21. [Google Scholar]
- Campbell, A. Mass Timber in the Circular Economy: Paradigm in Practice? Proc. Inst. Civ. Eng. Eng. Sustain. 2018, 1–12. [Google Scholar] [CrossRef]
- BSI. BS EN 14081-1:2016: Timber Structures—Strength Graded Structural Timber with Rectangular Cross Section, Part 1: General Requirements; BSI Standards Publication: London, UK, 2016. [Google Scholar]
- BSI. BS EN 338:2016: Structural Timber—Strength Classes; BSI Standards Publication: London, UK, 2016. [Google Scholar]
- BSI. BS 4978:2007+A2:2017: Visual Strength Grading of Softwood—Specification; BSI Standards Publication: London, UK, 2017. [Google Scholar]
- BSI. BS EN 1912:2012: Structural Timber—Strength Classes—Assignment of Visual Grades and Species; BSI Standards Publication: London, UK, 2013. [Google Scholar]
- Brandner, R. Production and Technology of Cross Laminated Timber (CLT): A State-of-the-Art Report. In Proceedings of the European Conference on Cross Laminated Timber (CLT), Graz, Austria, 21–22 May 2013. [Google Scholar]
- Espinoza, O.; Buehlmann, U. Cross-Laminated Timber in the USA: Opportunity for Hardwoods? Curr. For. Rep. 2018, 4, 1–12. [Google Scholar] [CrossRef]
- Crawford, D.; Hairstans, R.; Smith, R.E. Feasibility of Cross-Laminated Timber Production from UK Sitka spruce. In Focus Solid Timber Solutions, Proceedings of the European Conference on Cross Laminated Timber (CLT), Graz, Austria, 21–22 May 2013; Harris, R., Ringhofer, A., Schickhofer, G., Eds.; The University of Bath: Graz, Austria, 2014; pp. 37–52. [Google Scholar]
- Crawford, D.; Hairstans, R.; Smith, S.; Papastravou, P. Viability of cross-laminated timber from UK resources. Proc. ICE Constr. Mater. 2015, 168, 110–120. [Google Scholar] [CrossRef] [Green Version]
- Sikora, K.S.; McPolin, D.O.; Harte, A.M. Effects of the thickness of cross-laminated timber (CLT) panels made from Irish Sitka spruce on mechanical performance in bending and shear. Constr. Build. Mater. 2016, 116, 141–150. [Google Scholar] [CrossRef] [Green Version]
- Fragiacomo, M.; Riu, R.; Scotti, R. Can Structural Timber Foster Short Procurement Chains within Mediterranean Forest? A Res. Case Sard. 2015, 6, 107–117. [Google Scholar]
- Franke, S. Mechanical Properties of Beech CLT. In Proceedings of the WCTE 2016 World Conference on Timber Engineering, Vienna, Austria, 22–25 August 2016; Eberhardsteiner, J., Winter, W., Fadai, A., Pöll, M., Eds.; Vienna University of Technology, Austria: Vienna, Austria, 2016; pp. 22–25. [Google Scholar]
- Aicher, S.; Christian, Z.; Hirsch, M. Rolling shear modulus and strength of beech wood laminations. Holzforschung 2016, 70, 773–781. [Google Scholar] [CrossRef]
- Aicher, S.; Hirsch, M.; Christian, Z. Hybrid cross-laminated timber plates with beech wood cross-layers. Constr. Build. Mater. 2016, 124, 1007–1018. [Google Scholar] [CrossRef]
- Essoua Essoua, G.G.; Blanchet, P. Cross laminated timber made from large-leaf beech: Production, characterization and testing. In Proceedings of the 6th International Scientific Conference on Hardwood Processing (ISCHP2017), Lahti, Finland, 25–28 September 2017; Möttönen, V., Heinonen, E., Eds.; Natural Resources Institute Finland: Lahti, Finland, 2017; pp. 208–212. [Google Scholar]
- Hindman, D.P.; Bouldin, J.C. Mechanical Properties of Southern Pine Cross-Laminated Timber. J. Mater. Civ. Eng. 2015, 27, 1–7. [Google Scholar] [CrossRef]
- Sharifnia, H.; Hindman, D.P. Effect of manufacturing parameters on mechanical properties of southern yellow pine cross laminated timbers. Constr. Build. Mater. 2017, 156, 314–320. [Google Scholar] [CrossRef]
- Kramer, A.; Barbosa, A.R.; Sinha, A. Viability of Hybrid Poplar in ANSI Approved Cross-Laminated Timber Applications. J. Mater. Civ. Eng. 2014, 26, 06014009. [Google Scholar] [CrossRef]
- Mohamadzadeh, M.; Hindman, D. Mechanical Performance of Yellow-Poplar Cross Laminated Timber; Virginia Tech: Blacksburg, VA, USA, 2015. [Google Scholar]
- Thomas, R.E.; Buehlmann, U. Using Low-Grade Hardwoods for CLT Production: A Yield Analysis. In Proceedings of the 6th International Scientific Conference on Hardwood Processing (ISCHP2017), Lahti, Finland, 25–28 September 2017; Möttönen, V., Heinonen, E., Eds.; Natural Resources Institute Finland: Lahti, Finland, 2017; pp. 199–206. [Google Scholar]
- Wang, Z.; Fu, H.; Chui, Y.; Gong, M. Feasilibity of Using Poplar As Cross Layer To Fabricate Cross-Laminated Timber. In Proceedings of the 13th World Conference on Timber Engineering, Quebec City, QC, Canada, 10–14 August 2014. [Google Scholar]
- Liao, Y.; Tu, D.; Zhou, J.; Zhou, H.; Yun, H.; Gu, J.; Hu, C. Feasibility of manufacturing cross-laminated timber using fast-grown small diameter eucalyptus lumbers. Constr. Build. Mater. 2017, 132, 508–515. [Google Scholar] [CrossRef]
- Okabe, M.; Yasumura, M.; Kobayashi, K.; Fujita, K. Prediction of bending stiffness and moment carrying capacity of sugi cross-laminated timber. J. Wood Sci. 2014, 60, 49–58. [Google Scholar] [CrossRef]
- Vloysky, R.P. International Beams Announces Innovative Wood Products Manufacturing Facility Construction in Dothan, Alabama; International Beams: Baton Rouge, LA, USA, 2017. [Google Scholar]
- BSI. BS EN 16351:2015: Timber Structures—Cross Laminated Timber—Requirements; BSI Standards Publication: London, UK, 2015; pp. 1–103. [Google Scholar]
- Geldermans, R.J. Cradle-to-Cradibility: Two Material Cycles and the Challenges of Closed Loops in Construction; TU Delft/Leiden University: Leiden, The Netherlands, 2009. [Google Scholar]
- Sakaguchi, D. Potential for Cascading Wood From Building; Aalto University: Espoo, Finland, 2014. [Google Scholar]
- Bergsagel, D. Disassembling Detroit: How deconstructing the post-industrial Rust Belt could give structural timber another life. Struct. Eng. 2016, 94, 12–19. [Google Scholar]
- Kremer, P.D.; Symmons, M.A. Mass timber construction as an alternative to concrete and steel in the Australia building industry: A PESTEL evaluation of the potential. Int. Wood Prod. J. 2015, 6, 138–147. [Google Scholar] [CrossRef]
- Smith, R.E. Interlocking Cross-Laminated Timber: Alternative use of waste wood in design and construction. In Proceedings of the BTES Conference 2011—Convergence and Confluence, Toronto, ON, Canada, 4–7 August 2011; Hui, V., Meyer Boake, T., Eds.; Building Technology Educators’ Society: Toronto, ON, Canada, 2011. [Google Scholar]
- Wilson, D.E. Structural Properties of ICLT Wall Panels Composed of Beetle Killed Wood; Brigham Young University: Provo, UT, USA, 2012. [Google Scholar]
- Ridley-Ellis, D.; Stapel, P.; Bano, V. Strength grading of sawn timber in Europe: An explanation for engineers and researchers. Eur. J. Wood Wood Prod. 2016, 74, 291–306. [Google Scholar] [CrossRef]
- Nilsson, T.; Rowell, R. Historical wood—Structure and properties. J. Cult. Herit. 2012, 13, S5–S9. [Google Scholar] [CrossRef]
- Kohara, J.; Okamoto, H. Studies of Japanese old timbers. Sci. Rep Saikyo Univ. 1955, 7, 9–20. [Google Scholar] [CrossRef]
- Nakao, T.; Tanaka, C.; Takahashi, A.; Okano, T.; Nishimura, H. Short Note Long-Term Changes in Degree of Crystallinity of Wood Cellulose. Holzforschung 1989, 43, 419–420. [Google Scholar] [CrossRef]
- Lionetto, F.; Del Sole, R.; Cannoletta, D.; Vasapollo, G.; Maffezzoli, A. Monitoring wood degradation during weathering by cellulose crystallinity. Materials 2012, 5, 1910–1922. [Google Scholar] [CrossRef]
- Cavalli, A.; Cibecchini, D.; Togni, M.; Sousa, H.S. A review on the mechanical properties of aged wood and salvaged timber. Constr. Build. Mater. 2016, 114, 681–687. [Google Scholar] [CrossRef]
- Kránitz, K.; Sonderegger, W.; Bues, C.T.; Niemz, P. Effects of aging on wood: A literature review. Wood Sci. Technol. 2016, 50, 7–22. [Google Scholar] [CrossRef]
- Froidevaux, J.; Navi, P. Aging law of spruce wood. Wood Mater. Sci. Eng. 2013, 8, 46–52. [Google Scholar] [CrossRef]
- Sonderegger, W.; Kránitz, K.; Bues, C.T.; Niemz, P. Aging effects on physical and mechanical properties of spruce, fir and oak wood. J. Cult. Herit. 2015, 16, 883–889. [Google Scholar] [CrossRef]
- Holzer, S.M.; Loferski, J.R.; Dillard, D.A. A review of creep in wood: Concepts relevant to develop long-term behavior predictions for wood structures. Wood Fiber Sci. 1989, 21, 376–392. [Google Scholar]
- Attar-Hassan, G. The Effect of Ageing on the Mechanical Properties of Eastern White Pine. Bull. Assoc. Preserv. Technol. 1976, 8, 64–73. [Google Scholar] [CrossRef]
- Fridley, K.J.; Hunt, M.O.; Senft, J.F. Historical perspective of duration-of-load concepts. For. Prod. J. 1995, 45, 1–6. [Google Scholar]
- Hoffmeyer, P. Strength under long-term loading. In Timber Engineering; Thelandersson, S., Larsen, H.J., Eds.; John Wiley & Sons: Chichester, UK, 2003; pp. 131–152. ISBN 9780470844694. [Google Scholar]
- Hoffmeyer, P.; Sørensen, J.D. Duration of load revisited. Wood Sci. Technol. 2007, 41, 687–711. [Google Scholar] [CrossRef] [Green Version]
- Wood, L.W. Relation of Strength of Wood to Duration of Load; Forest Products Laboratory: Madison, WI, USA, 1960. [Google Scholar]
- Dinwoodie, J.M. Timber—A review of the structure-mechanical property relationship. J. Microsc. 1975, 104, 3–32. [Google Scholar] [CrossRef]
- Falk, R.H.; Patton-Mallory, M.; McDonald, K.A. Nondestructive testing of wood products and structures: State-of-the-art and research needs. In Nondestructive Testing and Evaluation for Manufacturing and Construction; doe Reis, H.L.M., Ed.; Hemisphere Publishing Corp.: Champaign, IL, USA, 1990; Volume 24, pp. 137–147. [Google Scholar]
- Falk, R.H. The properties of lumber and timber recycled from deconstructed buildings. In Ptec 99—Pacific Timber Engineering Conference; Walford, G.B., Gaunt, D.J., Eds.; Forest Research Bulletin: Rotorua, New Zealand, 1999; pp. 255–257. [Google Scholar]
- Williams, J.M.; Fridley, K.J.; Cofer, W.F.; Falk, R.H. Failure modeling of sawn lumber with a fastener hole. Finite Elem. Anal. Des. 2000, 36, 83–98. [Google Scholar] [CrossRef]
- Fridley, K.J.; Mitchell, J.B.; Hunt, M.O.; Senft, J.F. Effect of 85 years of service on mechanical properties of timber roof members. Part 1. Experimental observations. For. Prod. J. 1996, 46, 72–78. [Google Scholar]
- Falk, R.H.; Cramer, S.; Evans, J. Framing lumber from building removal: How do we best utilize this untapped structural resource? For. Prod. J. 2012, 62, 492–499. [Google Scholar] [CrossRef]
- Falk, R.H.; Green, D.; Rammer, D.; Lantz, S.C. Engineering Evaluation of 55-Year-Old Timber from an Industrial Military Building. For. Prod. J. 2000, 50, 71–76. [Google Scholar]
- Falk, R.H. Wood-Framed Building Deconstruction: A Source of Lumber for Construction? For. Prod. J. 2002, 52, 8–15. [Google Scholar]
- Falk, R.H.; Green, D.; Lantz, S.C. Evaluation of lumber recycled from an industrial military building. For. Prod. J. 1999, 49, 49–55. [Google Scholar]
- Falk, R.H.; DeVisser, D.; Plume, G.R.; Fridley, K.J. Effect of drilled holes on the bending strength of large dimension Douglas-fir lumber. For. Prod. J. 2003, 53, 55–60. [Google Scholar]
- Falk, R.H.; Green, D.W. Stress Grading of Recycled Lumber and Timber. In Structures Congress: Structural Engineering in the 21st Century; American Society of Civil Engineers: Reston, VA, USA, 1999; pp. 650–653. [Google Scholar]
- Janowiak, J.J.; Falk, R.H.; Gething, B.A.; Tsirigotis, J.A. Mechanical performance of nail-laminated posts manufactured from reclaimed chromated copper arsenate-treated decking lumber. For. Prod. J. 2014, 64, 55–63. [Google Scholar] [CrossRef]
- Falk, R.H.; DeVisser, D.; Cook, S.; Stansbury, D. Effect of damage on the grade yield of recycled lumber. For. Prod. J. 1999, 49, 71–79. [Google Scholar]
- Janowiak, J.J.; Falk, R.H.; Kimmel, J. Feasibility of Producing Value-Added Wood Products from Reclaimed Hemlock Lumber; United States Department of Agriculture: Madison, WI, USA, 2007.
- Janowiak, J.J.; Falk, R.H.; Beakler, B.W.; Lampo, R.G.; Napier, T.R. Remilling of salvaged wood siding coated with lead-based paint. Part I. Lead exposure. For. Prod. J. 2005, 55, 76–80. [Google Scholar]
- Remakery Brixton Ltd. Available online: http://remakery.org/ (accessed on 6 June 2018).
- BSI. BS EN 13183-1:2002: Moisture Content of a Piece of Sawn Timber—Part 1: Determination by Oven Dry Method; BSI Standards Publication: London, UK, 2007. [Google Scholar]
- Stora Enso. European Technical Assessment ETA-14/0349 of 02.10.2014; Stora Enso: Vienna, Austria, 2014. [Google Scholar]
- BSI. BS EN 408:2010+A1:2012: Timber Structures—Structural Timber and Glued Laminated Timber—Determination of Some Physical and Mechanical Properties; BSI Standards Publication: London, UK, 2012. [Google Scholar]
- Arya, C. Design of Structural Elements: Concrete, Steelwork, Masonry and Timber Designs to British Standards and Eurocodes, 3rd ed.; Taylor & Francis: Abingdon, UK, 2009; ISBN 9780203926505. [Google Scholar]
- Carlberg, J.; Toyib, B. Finite Element Modelling of Interlaminar Slip in Stress-Laminated Timber Decks—Friction Interaction Modelling Using Abaqus; Chalmers University of Technology: Gothenburg, Swiden, 2012. [Google Scholar]
- Baño, V.; Godoy, D.; Vega, A. Experimental and Numerical Evaluation of Cross-Laminated Timber (CLT) Panels Produced with Pine Timber from Thinnings in Uruguay. In Proceedings of the World Conference on Timber Engineering (WCTE 2016), Vienna, Austria, 22–25 August 2016; pp. 1–8. [Google Scholar]
- Domone, P.L.J.; Illston, J.M. Construction Materials: Their Nature and Behaviour, 4th ed.; CRC Press: Boca Raton, FL, USA, 2010; ISBN 0-415-46515-X. [Google Scholar]
- Stoeckel, F.; Konnerth, J.; Gindl-Altmutter, W. Mechanical properties of adhesives for bonding wood—A review. Int. J. Adhes. Adhes. 2013, 45, 32–41. [Google Scholar] [CrossRef]
- Brol, J.; Dawczy, S.; Adamczyk, K. Possibilities of timber structural members reuse. In Proceedings of the 3rd International Conference on Structural Health Assessment of Timber Structures, Wroclaw, Poland, 9–11 September 2015; pp. 1–7. [Google Scholar]
- Stamm, B.; Natterer, J.; Navi, P. Joining of wood layers by friction welding. J. Adhes. Sci. Technol. 2005, 19, 1129–1139. [Google Scholar] [CrossRef]
- Hahn, B.; Vallée, T.; Stamm, B.; Weinand, Y. Moment resisting connections composed of friction-welded spruce boards: Experimental investigations and numerical strength prediction. Eur. J. Wood Wood Prod. 2014, 72, 229–241. [Google Scholar] [CrossRef]
- Buck, D.; Wang, X.A.; Hagman, O.; Gustafsson, A. Comparison of different assembling techniques regarding cost, durability, and ecology—A survey of multi-layer wooden panel assembly load-bearing construction elements. BioResources 2015, 10, 8378–8396. [Google Scholar] [CrossRef]
- Wójcik, M.; Strumiłło, J. Behaviour-based Wood Connection as a Base for New Tectonics; Dublin Institute of Technology: Dublin, Ireland, 2014; pp. 170–184. [Google Scholar]
- Ramage, M.H.; Burridge, H.; Busse-Wicher, M.; Fereday, G.; Reynolds, T.; Shah, D.U.; Wu, G.; Yu, L.; Fleming, P.; Densley-Tingley, D.; et al. The wood from the trees: The use of timber in construction. Renew. Sustain. Energy Rev. 2017, 68, 333–359. [Google Scholar] [CrossRef] [Green Version]
- McDonough, W.; Braungart, M. Cradle to Cradle: Remaking the Way We Make Things, 1st ed.; North Point Press: New York, NY, USA, 2002; ISBN 0865475873. [Google Scholar]
- Sathre, R.; Gustavsson, L. Energy and carbon balances of wood cascade chains. Resour. Conserv. Recycl. 2006, 47, 332–355. [Google Scholar] [CrossRef]
- Werner, F.; Taverna, R.; Hofer, P.; Richter, K. Greenhouse gas dynamics of an increased use of wood in buildings in Switzerland. Clim. Chang. 2006, 74, 319–347. [Google Scholar] [CrossRef]
- Geyer, R.; Kuczenski, B.; Zink, T.; Henderson, A. Common Misconceptions about Recycling. J. Ind. Ecol. 2016, 20, 1010–1017. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
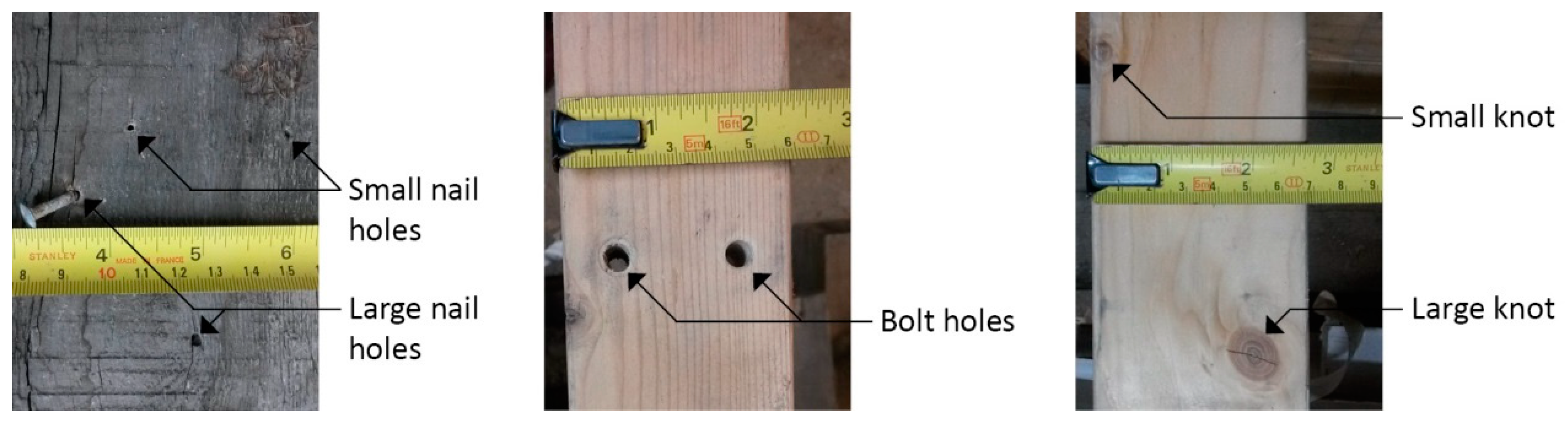
| Defect | Description | Similar Natural Defect and Reference | Number per Linear Metre |
|---|---|---|---|
| Small nail holes | <2 mm diameter, not all the way through member | Worm hole/pin hole; allowed in [49] | 6.8 |
| Large nail holes | 2–4 mm diameter, not all the way through member | Small knot hole; allowed in [70] | 3.0 |
| Screw holes | <6 mm diameter, not all the way through member | Small knot hole; allowed in [70] | 0.8 |
| Through screw holes | <6 mm diameter, all the way through member | Small knot hole; allowed in [70] | 0.6 |
| Bolt holes | 6–10 mm diameter, all the way through member | Large knot hole; [49] | 0.5 |
| Notches | Rectangular cut-outs nominally 20 × 40 mm | Excessively large knot hole; rejected in [49] | 0.0 |
| Small knots | Disregarded if <6 mm | [70] | n/a |
| Large knots | >6 mm diameter | [49,70] | 2.8 |
| Run | Defect Type | Defect Diameter × Depth | Distance from Sides of Specimen (mm) | No. of Defects per Lamella | Resulting Normalised MOE of CLST in Compression on Y-Axis (MPa) |
|---|---|---|---|---|---|
| A | None | n/a | n/a | 0 | 1.00 |
| B | Small nail hole | 2 × 10 | 60 × 20 a | 1 | 0.99 |
| C | Large nail hole | 4 × 10 | 60 × 20 a | 1 | 0.99 |
| D | Screw hole | 6 × 10 | 60 × 20 a | 1 | 0.98 |
| E | Through screw hole | 6 × 17 b | 30 × 30 a | 1 | 0.97 |
| F | Bolt hole | 10 × 17 b | 30 × 30 a | 1 | 0.96 |
| G | Mixed | 2 × 10, 4 × 10, 6 × 10 | Random | 3 | 0.96 |
| H | Bolt hole | 10 × 17 b | Random | 10 | 0.84 |
| I | Notch | 20 × 40 × 17 b | Random | 1 | 0.81 |
| J | Notch | 20 × 40 × 17 b | 60 × 40 (all same spot) | 1 | 0.79 |
| K | Small knot at 90° to grain | 12 × 17 b | 60 × 20 a | 1 | 0.94 |
| L | Small knot at 45° to grain | 12 × 17 b | 60 × 20 a | 1 | 0.96 |
| M | Large knot at 90° to grain | 24 × 17 b | 60 × 20 a | 1 | 0.87 |
| N | Large knot at 45° to grain | 24 × 17 b | 60 × 20 a | 1 | 0.87 |
| Run | Description a | Resulting Normalised MOE of CLST in Bending (MPa) |
|---|---|---|
| P | No defect | 1.00 |
| Q | Single large hole located at centre of span | 0.97 |
| R | Single large hole located off-centre of span | 0.98 |
| S | Miscellaneous spread out holes | 0.99 |
| T | Miscellaneous holes clustered at centre of span | 0.98 |
| Run | Span-to-Depth (L/d) Ratio | No. of Lamellae of Equal Thickness | Lamella Thickness, t (mm) | Lamella MOE (MPa) | Element Length, L (mm) | |
|---|---|---|---|---|---|---|
| E0,x | E0,y | |||||
| 10/3/C | 10 | 3 | 28 | 11,000 | 11,000–7700 | 850 |
| 10/3/L + C | 10 | 3 | 28 | 11,000–7700 | 11,000–7700 | 850 |
| 10/5/C | 10 | 5 | 17 | 11,000 | 11,000–7700 | 850 |
| 10/5/L + C | 10 | 5 | 17 | 11,000–7700 | 11,000–7700 | 850 |
| 30/3/C | 30 | 3 | 28 | 11,000 | 11,000–7700 | 2550 |
| 30/3/L + C | 30 | 3 | 28 | 11,000–7700 | 11,000–7700 | 2550 |
| 30/5/C | 30 | 5 | 17 | 11,000 | 11,000–7700 | 2550 |
| 30/5/L + C | 30 | 5 | 17 | 11,000–7700 | 11,000–7700 | 2550 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rose, C.M.; Bergsagel, D.; Dufresne, T.; Unubreme, E.; Lyu, T.; Duffour, P.; Stegemann, J.A. Cross-Laminated Secondary Timber: Experimental Testing and Modelling the Effect of Defects and Reduced Feedstock Properties. Sustainability 2018, 10, 4118. https://doi.org/10.3390/su10114118
Rose CM, Bergsagel D, Dufresne T, Unubreme E, Lyu T, Duffour P, Stegemann JA. Cross-Laminated Secondary Timber: Experimental Testing and Modelling the Effect of Defects and Reduced Feedstock Properties. Sustainability. 2018; 10(11):4118. https://doi.org/10.3390/su10114118
Chicago/Turabian StyleRose, Colin M., Dan Bergsagel, Thibault Dufresne, Evi Unubreme, Tianyao Lyu, Philippe Duffour, and Julia A. Stegemann. 2018. "Cross-Laminated Secondary Timber: Experimental Testing and Modelling the Effect of Defects and Reduced Feedstock Properties" Sustainability 10, no. 11: 4118. https://doi.org/10.3390/su10114118
APA StyleRose, C. M., Bergsagel, D., Dufresne, T., Unubreme, E., Lyu, T., Duffour, P., & Stegemann, J. A. (2018). Cross-Laminated Secondary Timber: Experimental Testing and Modelling the Effect of Defects and Reduced Feedstock Properties. Sustainability, 10(11), 4118. https://doi.org/10.3390/su10114118