1. Introduction
In 2017, global rubber consumption was 28.277 million tons, of which China’s rubber consumption was 9.432 million tons. China is the world’s largest consumer of rubber and the second-largest producer of waste tires [
1]. It is estimated that 370 million waste tires weighing more than 13.5 million tons was produced in Mainland China in 2017. The country is facing severe disposal problems of waste tires since the output is increasing every year. In China, over 50% of waste tires are discarded without treatment [
2,
3], which has caused huge waste of resources. Improving the recycling efficiency of waste tires is critical for sustainable development and alleviating the shortage of rubber resources in China. Currently, most waste tires are treated as solid waste and are burned or dumped in landfills [
4]. In 2007, the quantity of waste tires made into tire-derived fuel in the United States exceeded half of their annual tire yield, while the other 17.2% and 12.2% of waste tires were used as ground rubber materials and civil engineering materials respectively [
5]. Waste recycling method that utilizes incineration, pyrolysis, and gasification are generally called waste-to-energy (WTE) processes [
6]. This method may not be the best recycling method [
7] since it releases a large amount of CO
2, which causes environmental problems and prevents reutilizing rubber resources even though it converts the waste tires into usable heat, electricity, or fuel. Waste tire treatment consumes natural resources and produces environmental pollution, especially improper treatment results in an unacceptable level of natural resource consumption, environmental pollution, and massive carbon dioxide (CO
2) emissions.
For saving rubber resources, realizing waste-tire sustainable utilization, and avoiding new pollutions and CO
2 emissions during recycling, researchers have contributed huge efforts. Bhadra et al. [
4] processed waste tires into recycled carbon black, which realized rubber resources recycling utilization. Ayanoğlu and Yumrutaş [
8] adopted catalytic distillation for waste-tire pyrolysis to obtain engine fuel. In the field of civil engineering construction, researchers have used waste tires as an additive to enhance the performance of concrete [
9]. In road pavement construction, waste-tire rubber can serve as an asphalt modifier after being grinded and purified, which has been proved to be an effective polymer for asphalt modification. The incorporation of rubber powder not only can improve the high temperature rheological performances of rubberized binders [
10], but also can enhance CRMA anti-fatigue and anti-cracking performance [
11]. Different types of rubber sources and rubber types can be used to modify different types of base asphalt to obtain excellent high temperature rheological properties and short-term aging properties [
11]. Comparing the CRMA with the SBS-modified asphalt, CRMA has better water resistance and permanent deformation resistance, and CRMA has better low temperature cracking resistance [
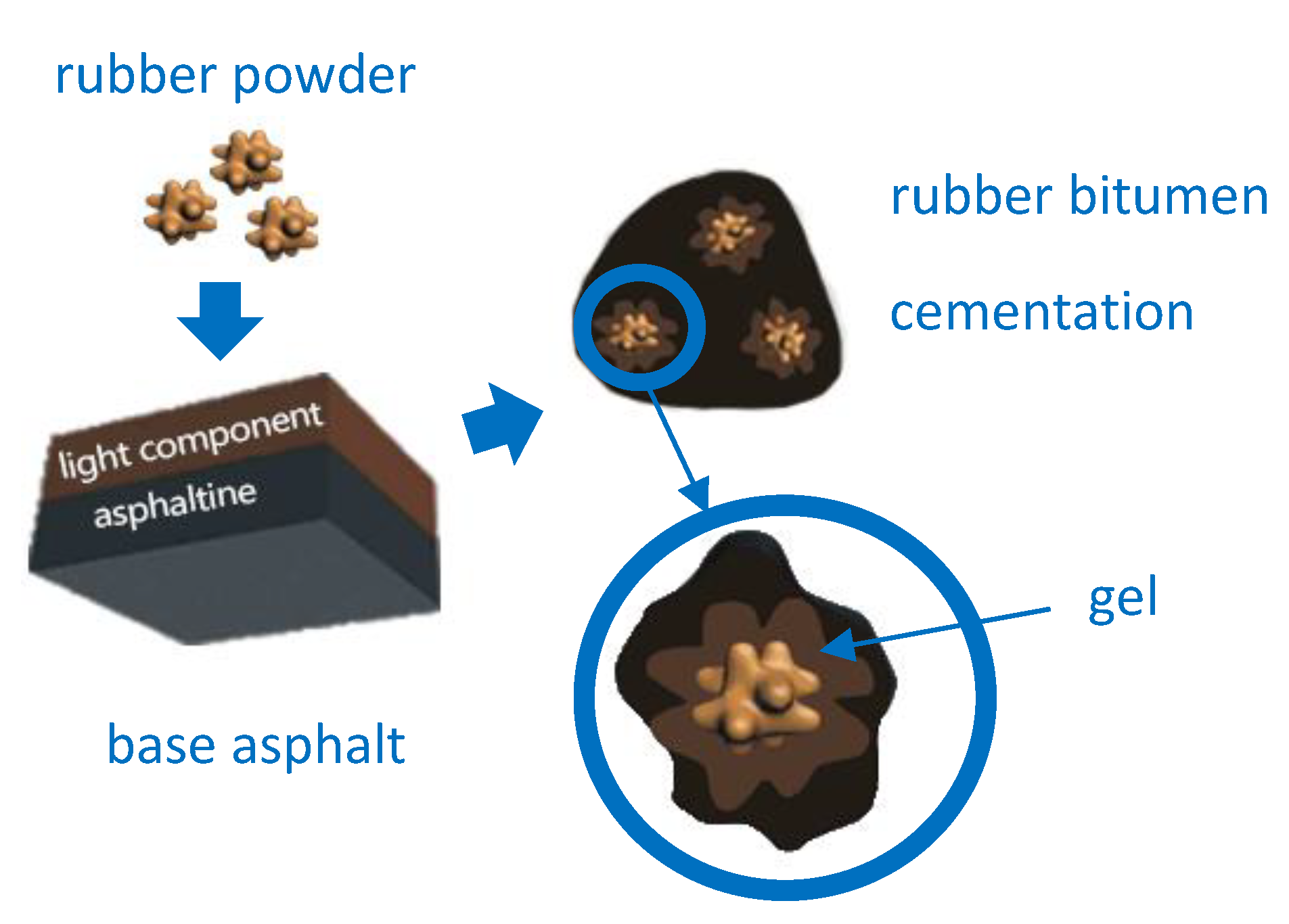
12]. A consensus has been reached on research of the modification mechanism of waste rubber powder on asphalt. The interaction between rubber powder and base asphalt is a component exchange process in which no chemical reaction occurs. The addition of wax-based WMA additives promotes the molecular blending of rubber powder with base asphalt, promotes exchange between components, and reduces its own viscosity [
13]. The rubber powder specific surface, grinding process and the process parameters of asphalt blending greatly affect the quality of the CRMA, and the above factors can be optimized to obtain high temperature performance and low temperature performance superior CRMA [
12]. Therefore, with the excellent performance of CRMA concrete, a considerable amount of CRMA has already been applied to modify asphalt road pavement [
14].
CRMA concrete pavement has made outstanding contributions to energy saving and emission reduction in the industry. The improvement of performance can reduce asphalt layer thickness, extend road life, reduce road noise and maintenance costs [
15,
16]. CRMA can substitute part of asphalt, which saves the cost and quantity of asphalt materials with excellent energy saving capability [
17]. However, since the blending of rubber powder and asphalt requires high temperature conditions of 190~200 °C, the mixing temperature of the mixture needs to be 180~185 °C, the emission of CRMA increases and energy consumption increases [
13]. In the asphalt production process, the decreases of heating temperature requirements can directly affect the cost and consumption of energy, and can also alleviate the aging caused by heating and improve service life of pavement [
18]. Warm mix technology provides a solution to reduce the blending temperature of CRMA. Adding liquid warming catalyst can reduce 5~10 °C of the production temperature of CRMA. Under the lower layer or looser requirements, the production temperature can be reduced by up to 25~30 °C, even at the 40 °C lower production temperature, the moisture–damage strength ratio, rutting resistance and stability of the warm-mixed CRMA are better than the nonadhesive powder hot mix asphalt (170 °C), which will not affect the service life of pavement [
19]. The addition of warming catalyst reduces harmful emissions and carbon dioxide (CO
2) emissions [
20]. Hot-mix asphalts require temperatures over 160 °C during production to facilitate the rapid oxidation of hydrocarbons [
21]. Conventional production of hot-mix asphalts generally releases large amounts of harmful gases [
22,
23,
24]. Replacing conventional hot-mixing techniques with warm-mixing techniques can lower the temperatures of production and paving by at least 20 °C. Applying third-generation Evotherm as warming-mix agent to produce warm-mix CRMA can save 5.8% asphalt and 13% fuel consumption and reduce harmful gas emission [
25]. The utilization of warm mixing saves 1.61 US dollars for each metric ton of asphalt mixture production and reduces the emissions of CO and CO
2 [
26]. The above literatures prove that the warm mixed CRMA has excellent road performance and energy saving ability, however the research results focus on one or several aspects of energy saving and emission reduction, and there is no comprehensive consideration of waste rubber powder production, asphalt production, CRMA production, hot mixed CRMA mixture production, warm mixed CRMA mixture production process in the comprehensive energy saving emission reduction measurement, for comprehensively and objectively evaluate the contribution of energy-saving and emission reduction of warm mixed CRMA.
In recent years, researches on the calculation models and methods of energy saving and emission reduction during the construction period of asphalt pavement have emerged. One research determined the parameters and values of energy saving and emission reduction benefit of warm mixed asphalt technology (WMA), established its energy saving and emission reduction calculation process and measurement model, engineering calculation shows that the production of 1 ton asphalt mixture, comparing to hot mix technology, the CO
2 emission reduction is 29.79% of warm mix asphalt, and the harmful gas emission reduction is reduced by more than 65% [
27]. The asphalt concrete pavement construction period is divided into three stages: raw material production, raw material transportation and construction, an environmental calculation model is established to calculate the composition of energy consumption and carbon emissions of typical semi-rigid base asphalt concrete pavements in China, with comparing and analyzing the energy saving and emission reduction of warm mix technology and regeneration technology [
28]. Another research determined the system index of greenhouse gas emission evaluation for asphalt pavement construction, and proposed the calculation method and statistical model of the evaluation system index, the energy saving and emission reduction effects were analyzed by determining the asphalt surface layer at different mixing temperatures and the greenhouse gas emissions during the construction of cement and cement-free substrates [
29]. In this study, the whole process of rubber asphalt from the production of raw materials to the construction of rubber asphalt mixture is considered as the calculation object. The calculation model draws on the thermodynamic equations in the above literatures, and revises the energy saving benefit of waste rubber powder substituting asphalt. The special measurement of CRMA mixing, energy consumption and harmful gas emissions during construction, established an energy consumption model considering the actual heat exchange rate, and improved the lack of comprehensive comparison of energy saving and emission reduction effects of different rubber asphalt warming agents in relevant literatures, realized more accurate energy-saving emission reduction calculation of warm mixed rubber modified asphalt mixture, which can be used as the decision-making basis for decision makers to choose different warming agent.
The main work of this paper is as follow:
Section 2 introduces the measurement method of gas emission and energy consumption;
Section 3 covers the properties of experimental materials;
Section 4 introduces the process of measuring the energy conservation and emission reduction benefits of CRMA;
Section 5 elaborates the process of measuring the energy conservation and emission reduction benefits of different warm-mix asphalt versus hot-mix asphalt;
Section 6 draws the conclusion.
2. Methodology
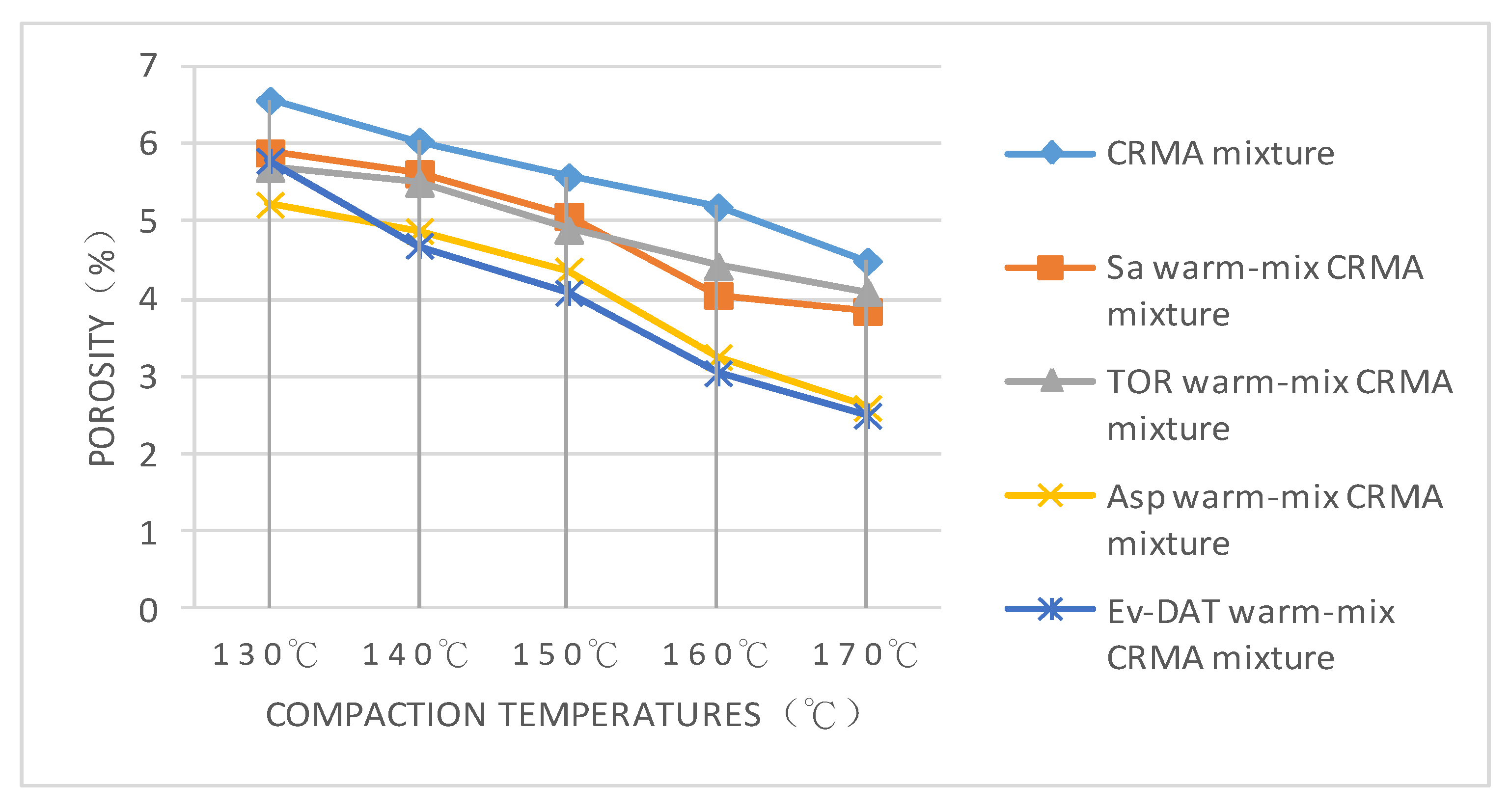
This research is devoted to the energy conservation of emission reduction benefits of warm-mix CRMA and has carried out a series of measurements on energy consumption and gas emissions. In the production of CRMA, different kinds of harmful gases are generated due to the heating of asphalt and rubber during mixing and paving. Different gas detection devices are used to sample and measure the gases during mixing and paving process. Emission reduction effects is obtained of different warm-mix CRMAs by comparing with hot-mix CRMA. The production of CRMA included three stages, production, transportation, and paving. For the CRMA with different warm-mix agents, the energy consumption during transportation and paving is the same with identical means of transportation and paving equipment. In the production process, the discharge and mixing temperature are different due to different cooling effects of different warm-mix agents. The test specimens are made by a Superpave Gyratory Compactor (SGC). The relationship between void ratio and molding temperature was measured and mixing and paving temperature were determined. A model based on the thermodynamic equation and considering the actual heat exchange rate was established to measure the energy consumption. The energy consumption of CRMA with different warm-mix agents was measured and finally the energy consumption was compared with the energy consumption of hot-mix CRMA.
2.1. SGC Test Specimens
Sample mixing and paving temperature was determined by the Superpave design method. The SGC test parameters were rotation angle of 1.16° ± 0.02°, vertical pressure of 600 kPa ± 18 kPa, rotation rate of 30 r/min ± 0.5 r/min. The specimen is cylindrical with a 150-mm diameter. The indenter needs to be heated and kept for more than 15 min before rotary compaction. The test specimens were placed in an oven at 150 °C ± 5 °C for over 45 min before the test start. The inner rotation angle measuring devices do not need to be heated.
2.2. Measurement of Gas Emissions
As shown in
Table 1, several measurement devices, including gas detector, GS-IIIB atmospheric sampler, asphalt fumes sampling detector, and gas chromatograph were used to measure harmful gases and fumes. The measurements of gas emissions generated during the mixing process of asphalt mixtures were conducted through laboratory simulated mixing production since they are sensitive to external factors. The mixing process was simulated in a mixing tank, and the gases inside the cylinder were detected using a gas detector directly when mixing was completed. The gas emissions generated during paving process were measured at the construction site. GS-IIIB atmospheric sampler was used to collect and detect the asphalt fume and harmful gases generated during the paving process. Gas chromatograph was used to detect the concentration of Benzopyrene in the asphalt fume. And the concentration of benzene solubles was measured using Soxhlet extraction gravimetric method.
The type and quantity of harmful gases released varies with different mixing techniques and temperature. The gas emissions during the mixing and paving process of four warm-mix CRMAs were measured and analyzed, then the results were compared with those of a hot-mix CRMA to determine the benefits of warm mixing in terms of emissions reduction.
2.3. Estimation Method of Energy Conservation Benefits
The temperature requirements of hot-mix CRMA differ from those of warm-mix CRMA. Therefore, although the energy consumption of these two types of CRMA are identical in terms of transportation and paving, they differ in terms of heat supply for production. This study calculated and analyzed the differences in heat energy.
The temperatures required during the production stages of each CRMA mixture was confirmed first before estimating the energy conservation benefits of the different CRMA mixtures. The amount of energy consumed to provide heat for asphalt production is mainly determined by the mixing temperature required during each production stage, the mixture formulas, the specific heat capacity of the aggregates, and the water content of the aggregates. Based on these factors and relevant parameters, the theoretical amount of energy conserved per unit of mixture can be calculated when warm mixing is used.
The estimation model for energy savings is
where
E denotes the amount of energy conserved by the warm-mix CRMA mixture; and
EH and
EW indicate the amount of energy consumed by the hot-mix CRMA mixture and the warm-mix CRMA mixture respectively.
The theoretical amounts of energy consumption can be calculated using thermodynamics formulas. The temperatures required during different stages of warm mixing, such as asphalt discharge temperature, aggregate discharge temperature, and mixing temperature, are lower than those of hot mixing, which means lower energy consumption. The theoretical amount of energy consumed during different warm-mixing processes can be calculated using Equation (2):
where
is the theoretical amount of energy consumed (J·kg
−1);
represents the specific heat capacity of the CRMA mixture during state
i (J·(kg·°C)
−1);
denotes the weight of the CRMA mixture during stage
i (kg); and
is the production temperature difference during stage
i (°C) (
i = 1, 2, 3).
As for aggregate heating, the burning efficiency of the fuel and the heat exchange rate of the heating roller must be taken into consideration. The amount of energy consumed to heat the aggregates can be calculated using Equation (3):
where
is the actual amount of energy consumed to heat the aggregates;
WB denotes the burning efficiency of the fuel; and
represents the heat exchange rate of the heating roller.
For the heating of water, it is necessary to consider the energy required for heating and the latent heat required for phase change.
where
QW is the energy consumed to heat the water;
MW is the mass of liquid water;
ΔtW is the temperature difference of liquid water;
CW is the specific heat capacity of liquid water;
CLH is the latent heat required for the phase change of water;
Cv is the specific heat capacity of water vapor.
For the heating of materials other than the aggregate (including the asphalt, rubber powder, and warm-mix agent), only the burning efficiency needs to be considered for the actual amount of energy consumed, which can be calculated using Equation (5):
where
is the actual amount of energy consumed to heat the materials aside from the aggregate.
The actual amount of energy consumed is the total amount of energy required to heat all of the raw materials, which can be calculated using Equation (6):
where
denotes the actual amount of energy required for heating.
3. Experiment Materials and Mixture Properties
Chinese-manufactured SK90# was served as the matrix asphalt of the CRMAs. The properties of SK90# are shown in
Table 2. The 60-mesh rubber powder, which meet all the requirements of the Technical Specifications for Construction of Highway Asphalt Pavement (JTG F40-2004), is adopted for this experiment. The physical and chemical properties of 60-mesh rubber powder are listed in
Table 3. Four types of warm-mix agents, Sasobit, DAT, TOR, and Aspha-Min were chosen, and their properties are exhibited in
Table 4.
Experiments were conducted based on the penetration, the softening point, ductility, elastic recovery, and rotation difficulty to determine the optimal mixing amounts of Sasobit, DAT, TOR, and Aspha-Min which were 3% of the matrix asphalt weight, 0.7% of the CRMA weight, 4.5% of the rubber powder weight, and 0.3% of the mixture weight, respectively. The rubber powder content of the CRMA was 22%.
Basalt is used for both the fine and coarse aggregates and limestone powder is adopted for the filler. Gap grading is more suitable for CRMAs based on experience. AR-SMA-13 grading was adopted for the mixtures in this experiment and the optimal bitumen-aggregate ratios was determined using the Marshall test method. The design porosity was 4.5%. The bitumen-aggregate ratios derived for the asphalt mixtures are shown in
Table 5.
To assess the common pavement performance properties of the matrix asphalt mixture, hot-mix CRMA, and the four warm-mix CRMAs, high-temperature rutting tests, low-temperature bending tests, the Marshall Immersion test, and freeze-thaw splitting tests were conducted to the six asphalt mixtures.
Table 5 summarizes all the test results. All the asphalt mixtures met the requirements of the Specifications for Design of Highway Asphalt Pavement (JTG D50-2017).
4. Estimation of Energy Conservation and Emissions Reduction of CRMAs
The energy consumption of waste rubber powder production by different methods was investigated. Energy consumption and emission of rubber and asphalt production were obtained through the tests of the decompression device and the propane deasphalting device for energy consumption and emission during the asphalt pavement production. The conserved energy and reduced emission due to the use of rubber powder as a modifier can be calculated using formulas at the rubber powder content of 22%. In this study, the energy consumption of producing one metric ton rubber powder is 2286 MJ, while the energy consumed per metric of asphalt production in China is 2930 to 4061 MJ. The energy consumption of rubber powder production is approximately 55% to 77% of that of asphalt production.
4.1. Production Process of Rubber Powder and Its Energy Consumption
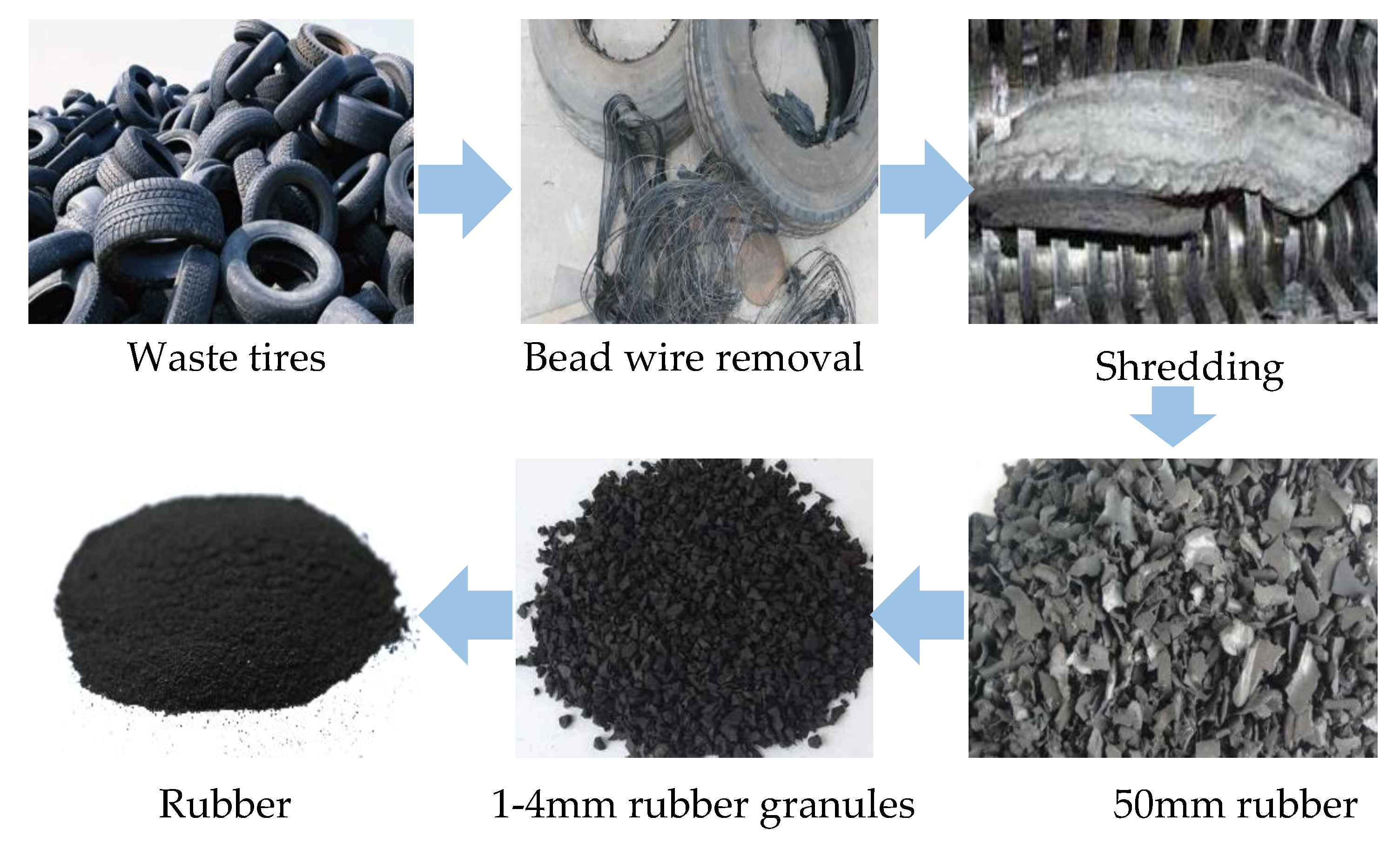
The most common methods of producing waste-tire rubber powder are ambient-temperature grinding and cryogenic grinding. Grinding at ambient temperature involves the use of equipment such as a grinding machine and a shredding machine to crush, grind, cut, and tear the rubber. The grinding temperature is approximately 50 °C and the rubber is flexible at such temperature. Ambient-temperature grinding includes dry and wet processes. The former technique involves bead wire removal, shredding, granulating, grinding, and magnetic separation, as shown in
Figure 1, while the latter technique is referred to as solution grinding, which waste rubber is grinded into rubber powder in water or an organic solvent. The RAPRA method (the method developed by the Association Rubber and Plastics Research Association of Great Britain [RAPRA]) is the most representative method of solution grinding. With wet grinding, the particle size of the rubber powder can be controlled to between 0.3 μm and 5 μm, which is smaller than that produced by dry grinding and the rubber also absorbs less heat, in which lead to the rubber powder with better properties.
For cryogenic grinding, the low temperatures embrittle the waste rubber before it is grinded. The rubber powder obtained from this method is generally between 50 mesh to 200 mesh. Cryogenic grinding includes conventional cryogenic grinding, in which low temperatures are applied throughout the process, and ambient temperature-cryogenic grinding with liquid nitrogen.
The energy consumption and economic index of one metric ton of rubber powder produced by four different production techniques are shown in
Table 6, ambient-temperature grinding is more cost-effective, and the production process is relatively simpler than the cryogenic grinding. Dry method is the most commonly used to produce waste rubber powder.
4.2. Production Process of Asphalt and Its Energy Consumption
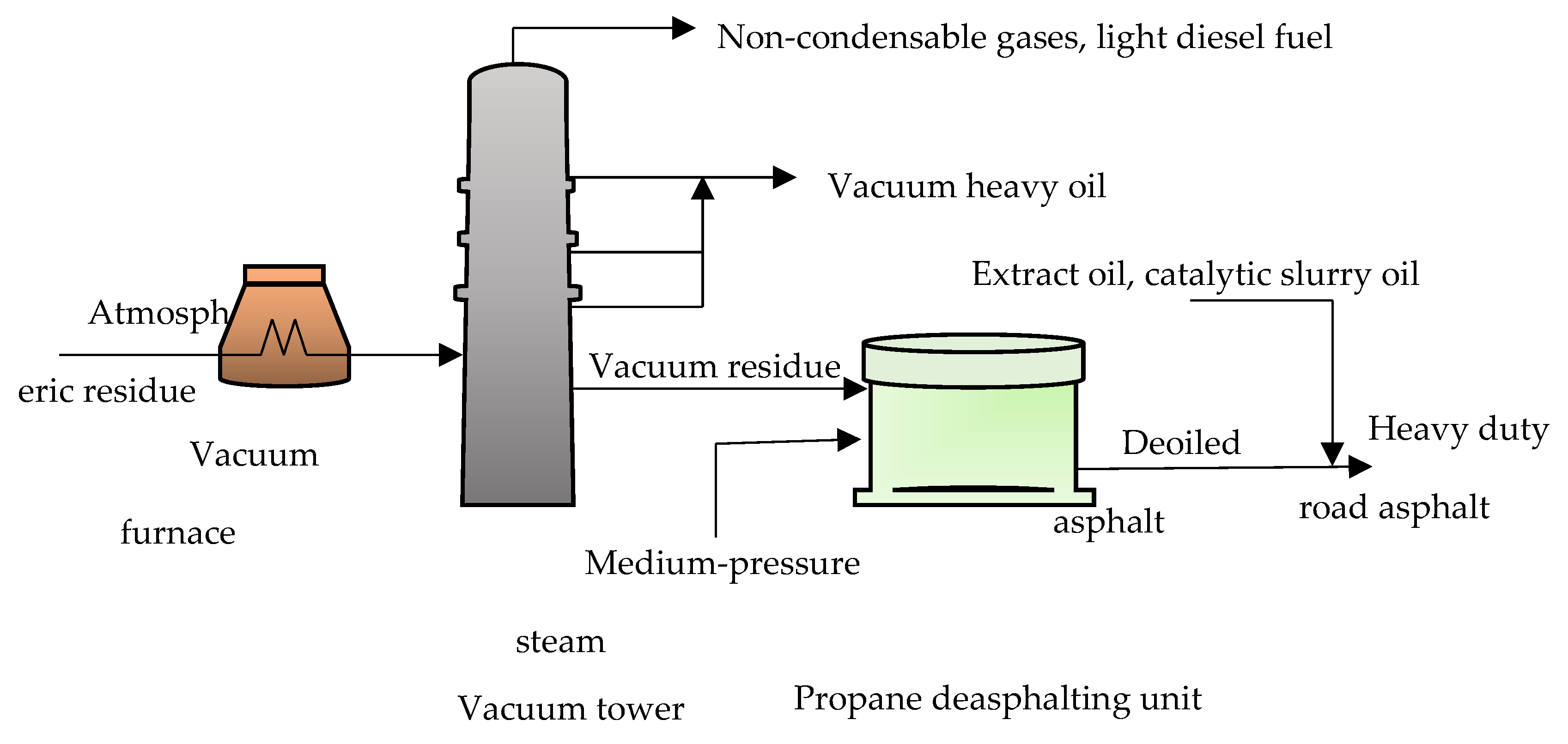
The blending method is used to produce asphalt for heavy-traffic roads in China. It involves blending hard components (e.g., deoiled asphalt) and soft components (e.g., asphalt, vacuum residue, and catalytic slurry oil) together to obtain asphalt, the process of which is as shown in
Figure 2.
Atmospheric residue is pumped into a vacuum furnace and heated to around 400 °C before being sent into a vacuum tower. The noncondensable gases and steam separated at the top of the tower enters an atmospheric condenser to be cooled, and subsequently, the noncondensable gases are extracted to ensure the degree of vacuum. The side distillates are subjected to stripping and heat-exchange cooling before leaving the vacuum tower. The pressure of the vacuum residue is increased via pumping, and the vacuum residue exchanges heat with crude oil to recycle the heat. The vacuum residue will be released from vacuum tower after cooling. Then it enters the propane deasphalting unit. If non-critical extraction is adopted when the vacuum residue enters the asphalt separation tower in the propane deasphalting unit, then supercritical recovery will be used when the deasphalted oil solution enters the deasphalted oil separation tower. The deasphalted oil contains propane solvent that is recovered by the flash tower and the stripper. Deoiled asphalt can be obtained at the bottom of the stripper.
The energy consumed during the operation of the vacuum unit includes the fuel consumed by the furnace, cold stream consumption, steam consumption, and electricity consumption. The total amount of energy consumed by the vacuum unit is calculated using Equation (7):
where
is the amount of energy consumed by the vacuum unit in the production of 1 metric ton of vacuum residue;
is the amount of energy consumed in the processing of substance
i in 1 metric ton of atmospheric residue, including the fuel consumed by the furnace, cold stream consumption, steam consumption, and electricity consumption; and
denotes the residue yield.
The propane deasphalting unit uses a heat transfer oil heater in which the heat load is mainly derived from heat exchange with heat transfer oil. The energy consumed by the operation of the unit includes fuel gas, electricity, and steam and is calculated using Equation (8):
where
is the amount of energy consumed in the production of 1 metric ton of de-oiled asphalt;
is the amount of energy consumed by the propane deasphalting unit in the processing of substance
j in 1 metric ton of vacuum residue, and
denotes de-oiled asphalt yield. Depending on the crude oil,
fluctuates between 54% and 69% in China and is set at 65% in this equation.
The energy consumption of the propane deasphalting unit is shown in
Table 7.
Using Equations (7) and (8), the calculated energy consumption and gas emission of the asphalt production process is shown in
Table 8.
The production of deoiled asphalt requires oil to pass through a vacuum tower and a propane deasphalting unit. The energy consumption of one metric ton of deoiled asphalt in the vacuum tower is 1244.75 MJ, and the energy consumption in the propane deasphalting unit is 2318.37 MJ, of which CO2 emissions are 28.69 kg and 13.62 kg respectively.
4.3. Estimation of Energy Conservation and Emissions Reduction of CRMAs
Compared to conventional asphalt, CRMAs consume less energy and produce less emissions because they use less asphalt. The amount of energy that can be conserved by replacing a portion of asphalt with rubber powder is calculated using Equation (9):
where
E denotes the amount of energy conserved;
is the amount of energy consumed during asphalt production;
is the amount of energy consumed during CRMA production; and
represents the amount of rubber mixed into the CRMA;
ER is the amount of energy consumed during the production rubber powder.
The savings in terms of energy conserved, emissions reduced, and costs decreased because of mixing rubber powder in the matrix asphalt are shown in
Table 9.
The energy consumption for producing 1 metric ton of asphalt is 3563.12 MJ, 42.31 kg of carbon dioxide in the process meantime. The energy consumption of one metric ton of waste rubber powder produced by dry process is 1071.43 MJ. Adding 22% of the waste rubber powder to the asphalt, which significantly reduces the amount of asphalt material, saves energy consumption by 236.95 MJ, and reduces carbon dioxide emissions by 7.63 kg.
6. Conclusions
This study established a model for the estimation of energy conservation and reduction in harmful emissions of waste rubber powder production, asphalt production, and the mixing and paving of warm-mix CRMAs. The energy consumption and emissions of waste rubber powder and asphalt production were estimated. A mixing amount of 22.00% of waste rubber powder can replace approximately 18.03% of the matrix asphalt in weight. The energy consumption required to produce 1 metric ton of CRMA mixture is reduced by 265 MJ, meanwhile the emissions of CO2 is reduced by 3.76 kg and the cost is reduced by $29.00. The incorporation of waste rubber powder into asphalt has great benefits for energy conservation and environment protection.
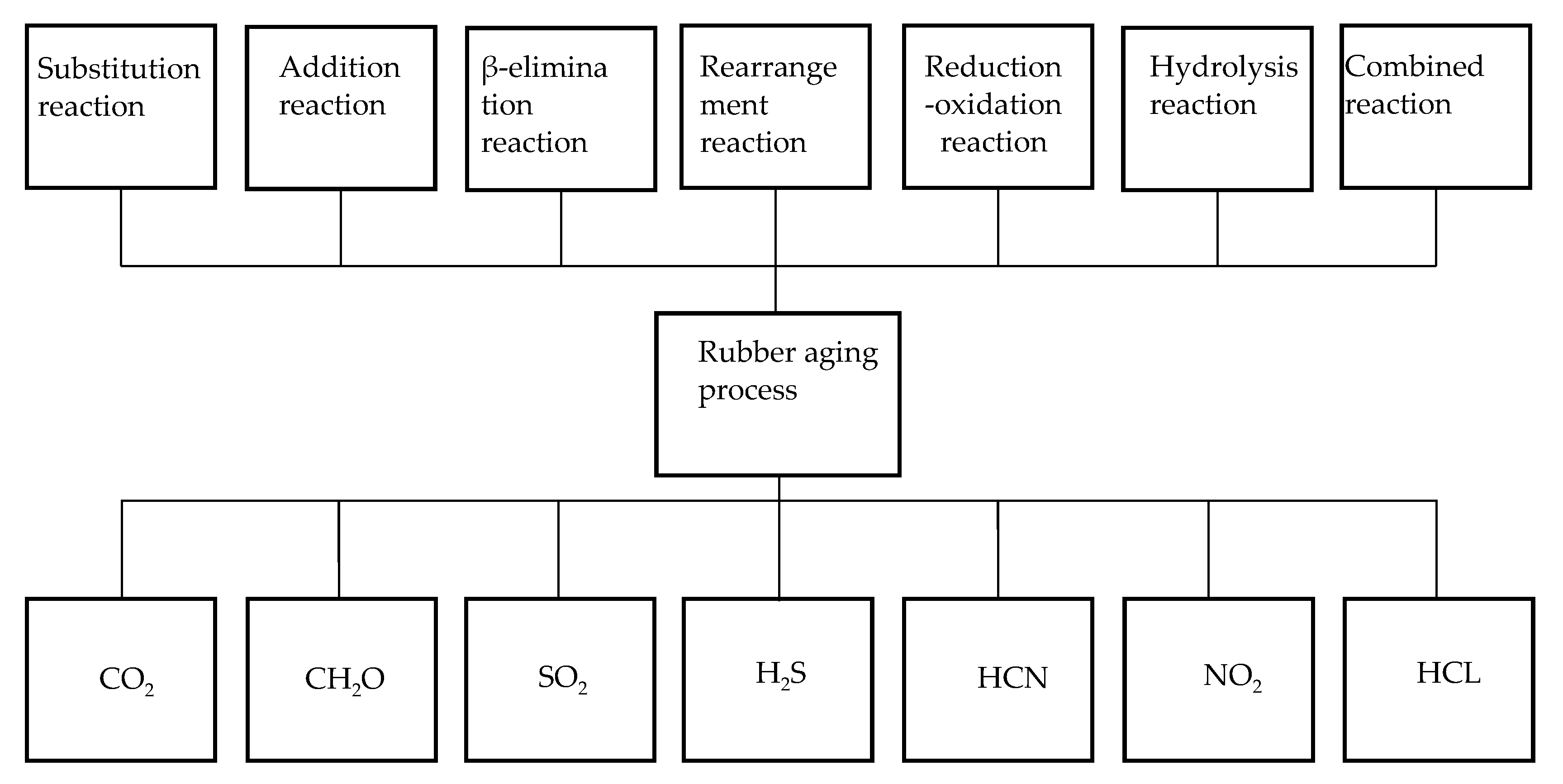
CO2 emissions of hot-mix CRMA mixture and four common warm-mix CRMA mixtures during mixing and paving were measured to serve as an estimation index for emissions reduction. Measurements of other harmful gases released during mixing were obtained in a laboratory simulation and expressed as content per unit volume. The harmful gas emissions of paving were measured at the construction site. Based on these experimental data, the gas emissions comparison lists were established for the five CRMA mixtures during mixing and paving.
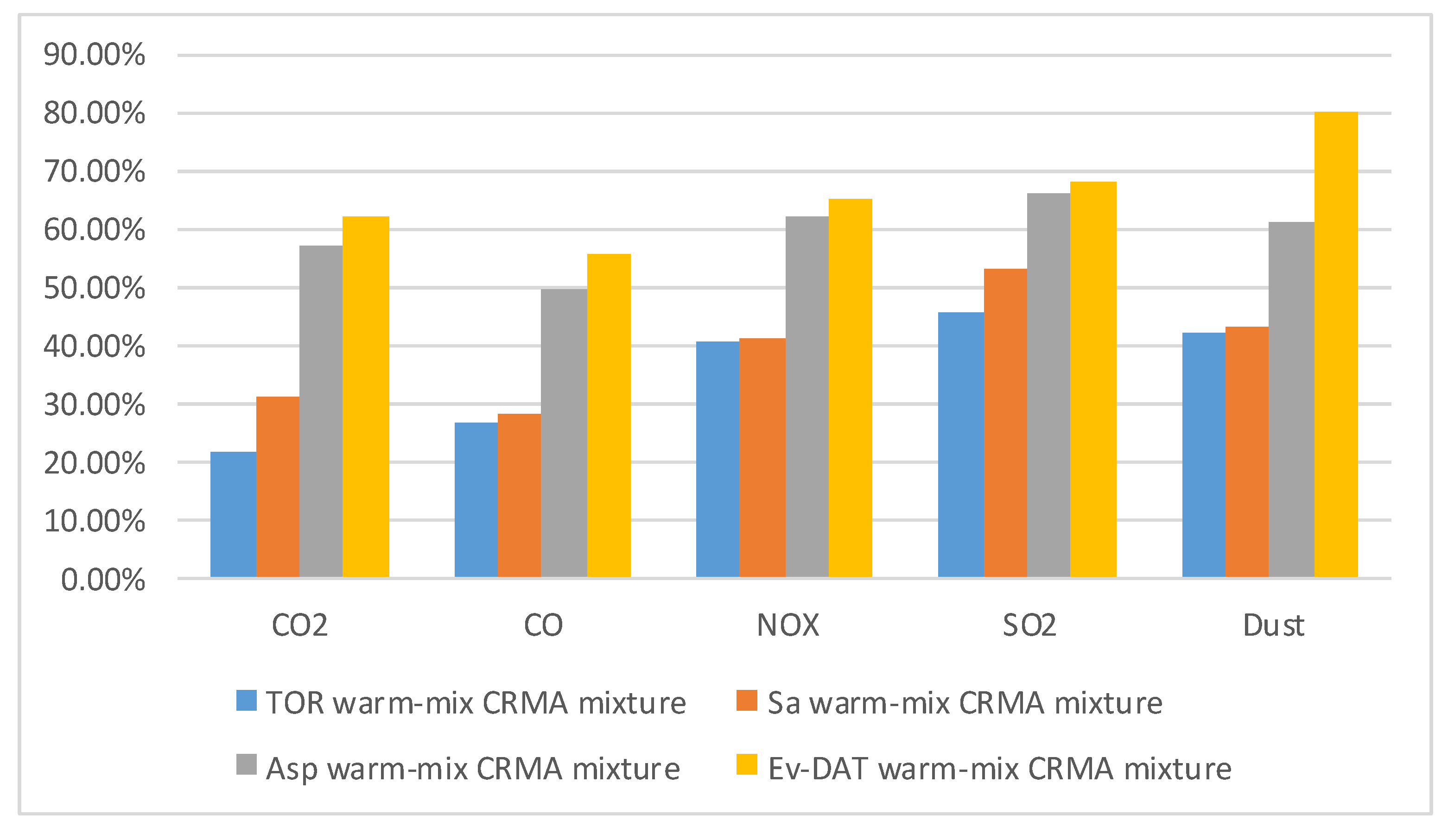
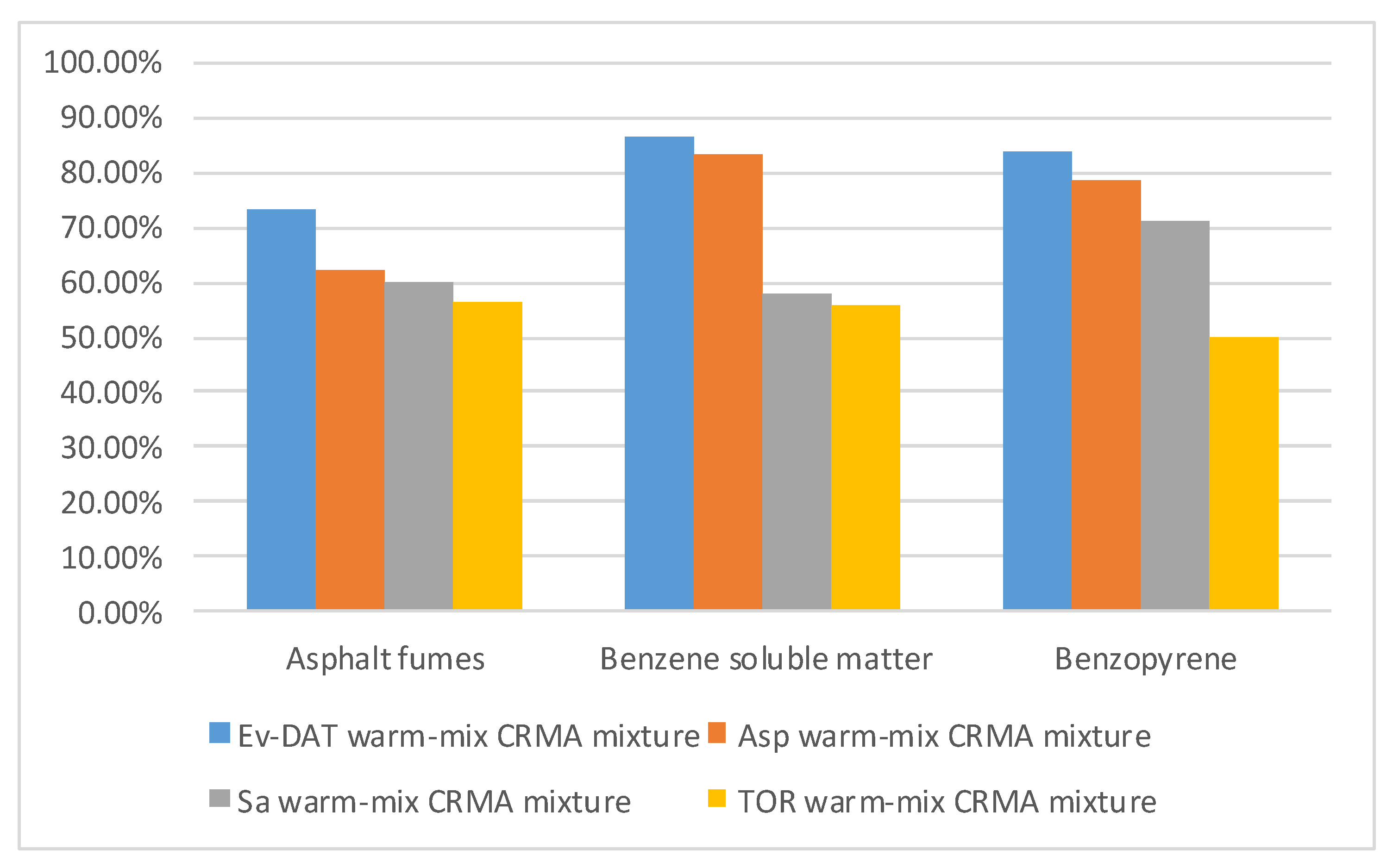
In this study, the utilization of warm-mix agents lowers the mixing temperature by 13 °C~26 °C, which saves fuel consumption and significantly reduces gas emissions. The four warm-mix CRMA mixtures consume less energy and produce lower gas emissions than the hot-mix CRMA mixture. To produce every metric ton of CRMA mixture, warm mixing can reduce energy consumption by 18~36% compared to hot mixing. All four warm-mix agents greatly reduced the amount of gases released by 15~87%, and the generation of asphalt fumes by 56.6~73.6% during different stages. Among the four types of warm-mix CRMA mixtures, the Ev-DAT warm-mix CRMA mixture conserved the most amount of energy and produced the least emissions. Additionally, the Ev-DAT warm-mix CRMA mixture was also the cheapest, which reduce the costs by USD 0.51 per metric ton of asphalt mixture. Due to the technique limitation, this study lacks the measurement of the total gas emission from the mixing and paving process. Therefore, the absolute value of the emission reduction cannot be derived. Additionally, the different type of warm-mix agents has little effect on the energy consumption and gas emission during transportation and paving. It is only affected by the transportation distance and paving equipment. This study does not conduct in-depth research for the transportation and paving stages. The entire life cycle of CRMA will be studied in future researches.
The application of warm-mix CRMA can effectively save energy and reduce harmful gases emission. It can also achieve more efficient use of rubber resource, save non-renewable resources, such as heavy oil by 18%, reduce pollution, and increase environmental sustainability. The warm-mix CRMA is a highly efficient pavement material that can conserve nonrenewable resources and reduce emission.
Since the energy consumption of different CRMA is the same in the transportation and paving process, this study does not measure the energy consumption of these two stages. Future study will cover the entire CRMA production process and through thermogravimetric analysis and differential scanning calorimeter to get more comprehensive data. Based on the results of this study, the proposed emission estimation model can be applied to establish the technical standard and assess the energy conservation of warm-mix CRMAs.









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}