Design for Manufacture and Assembly Oriented Design Approach to a Curtain Wall System: A Case Study of a Commercial Building in Wuhan, China

Abstract
:1. Introduction
2. DfMA and Its Application in the Construction Industry
3. Methodology
4. Empirical Case Study: From Conventional to DfMA-Oriented CWS Design
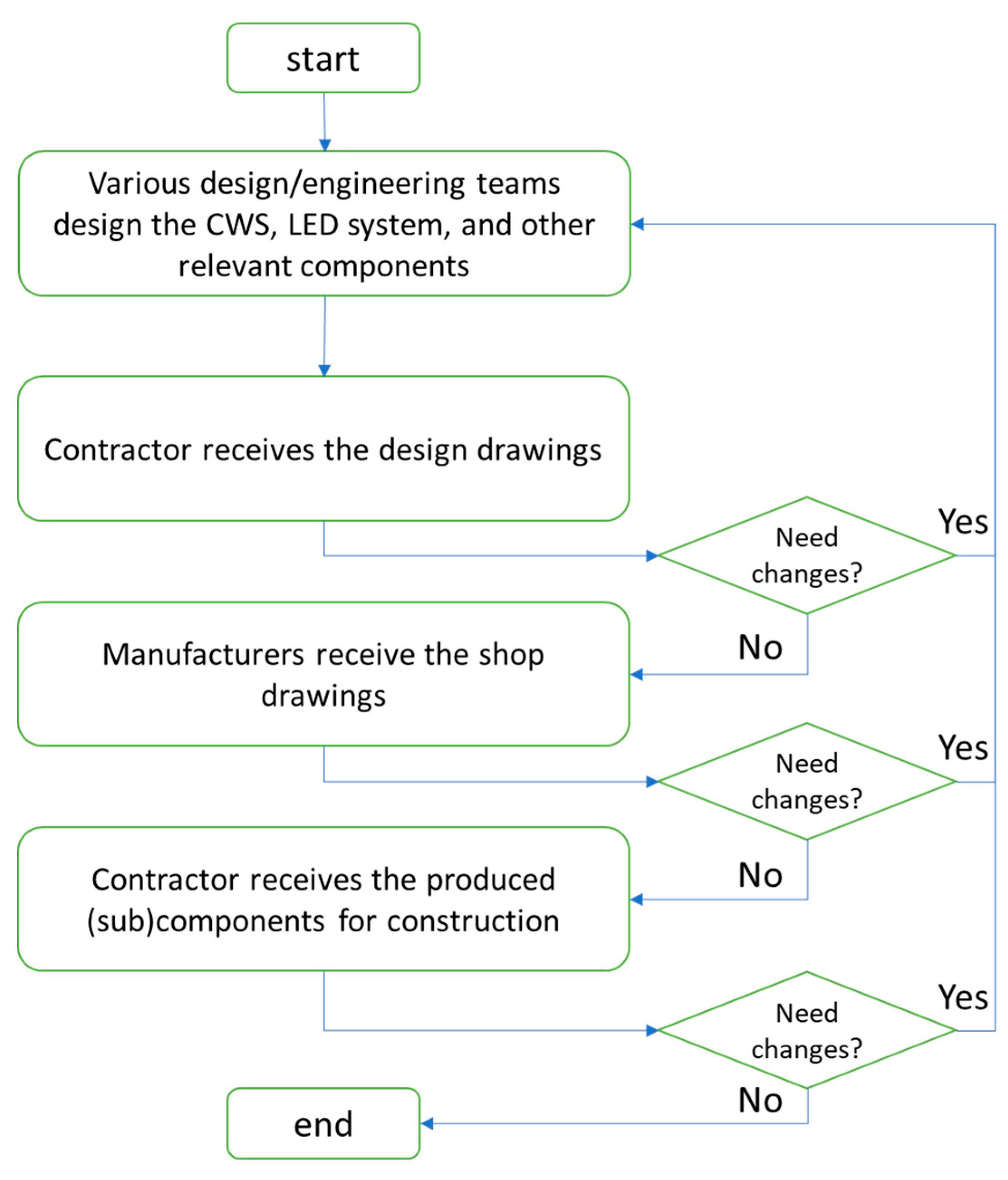
4.1. Conventional Design Process
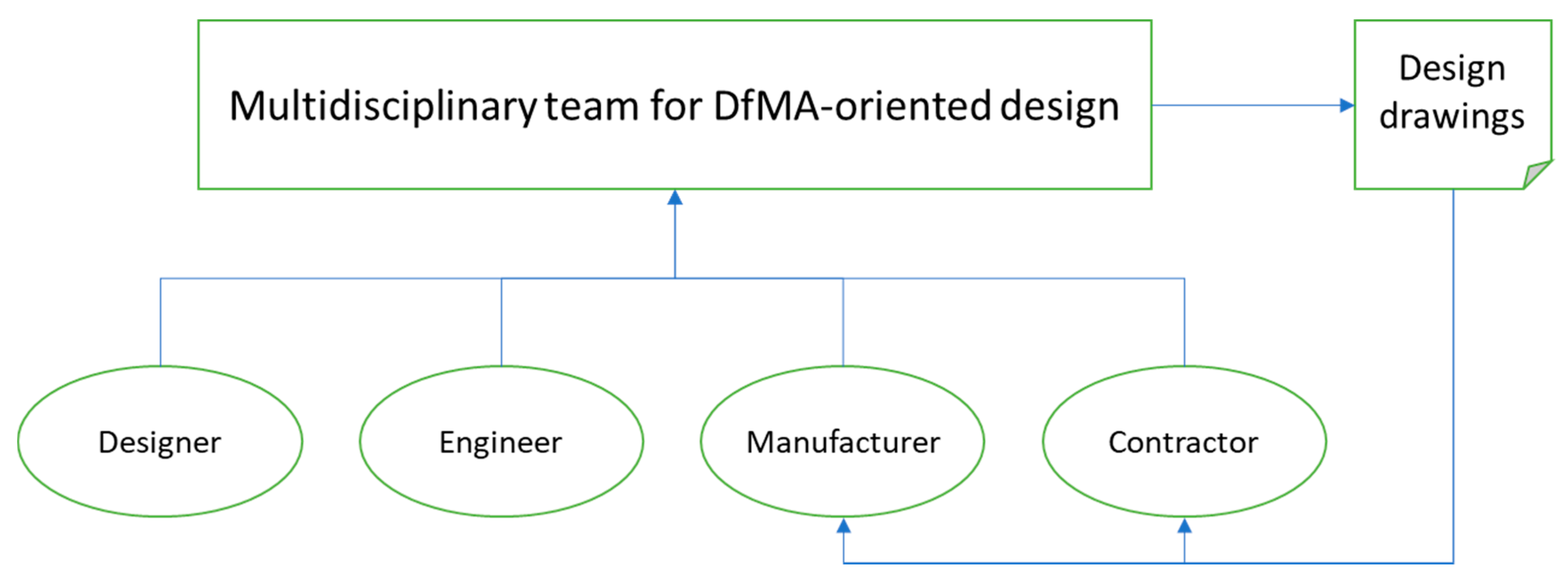
4.2. DfMA-Oriented Design Process
4.2.1. DfMA Principles
4.2.2. Unitized Curtain Wall System
4.2.3. Adoption of Sustainable Materials
4.2.4. Surface Treatment Methods
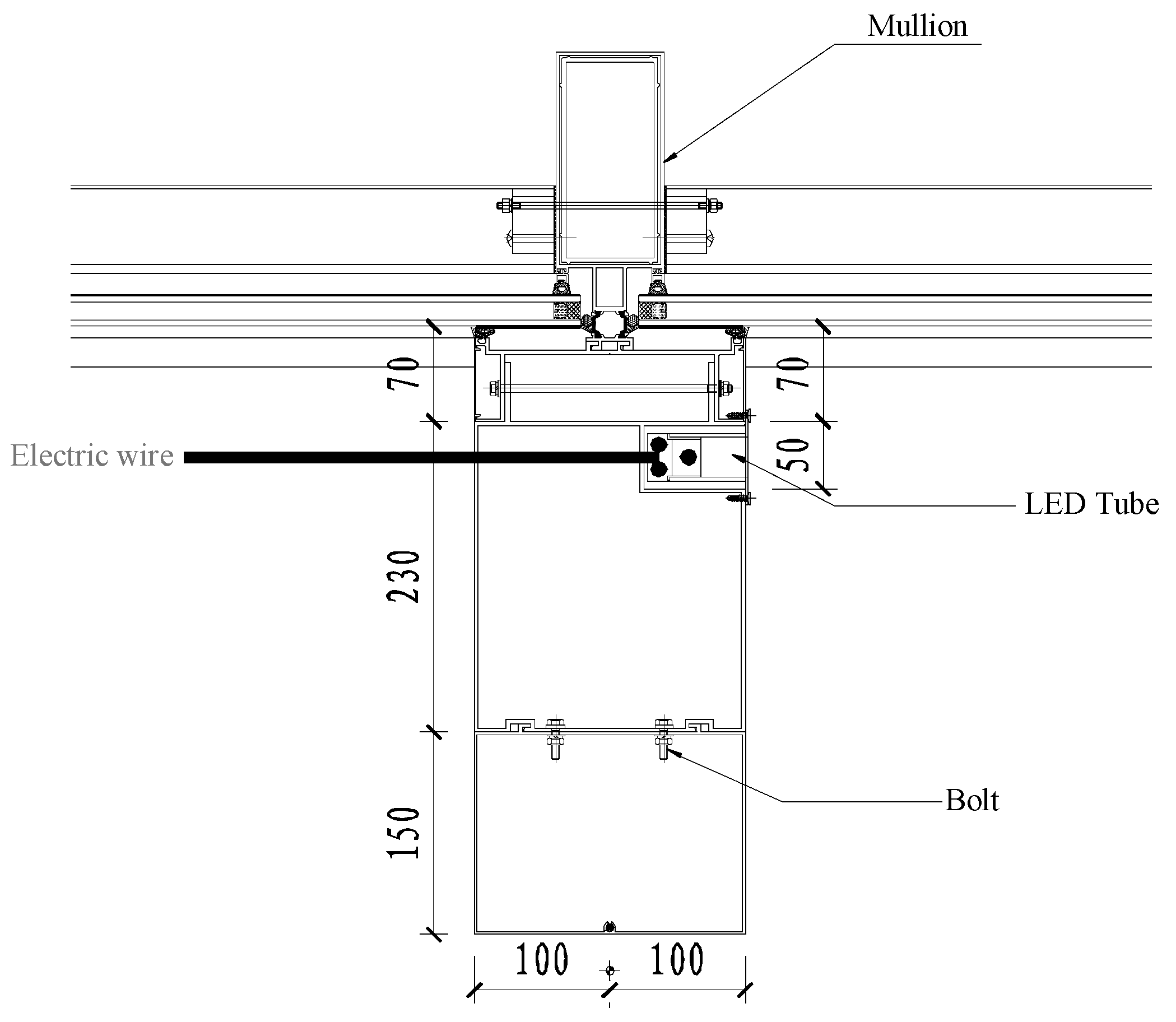
4.2.5. Integration of the CWS and Exterior LED Lighting System
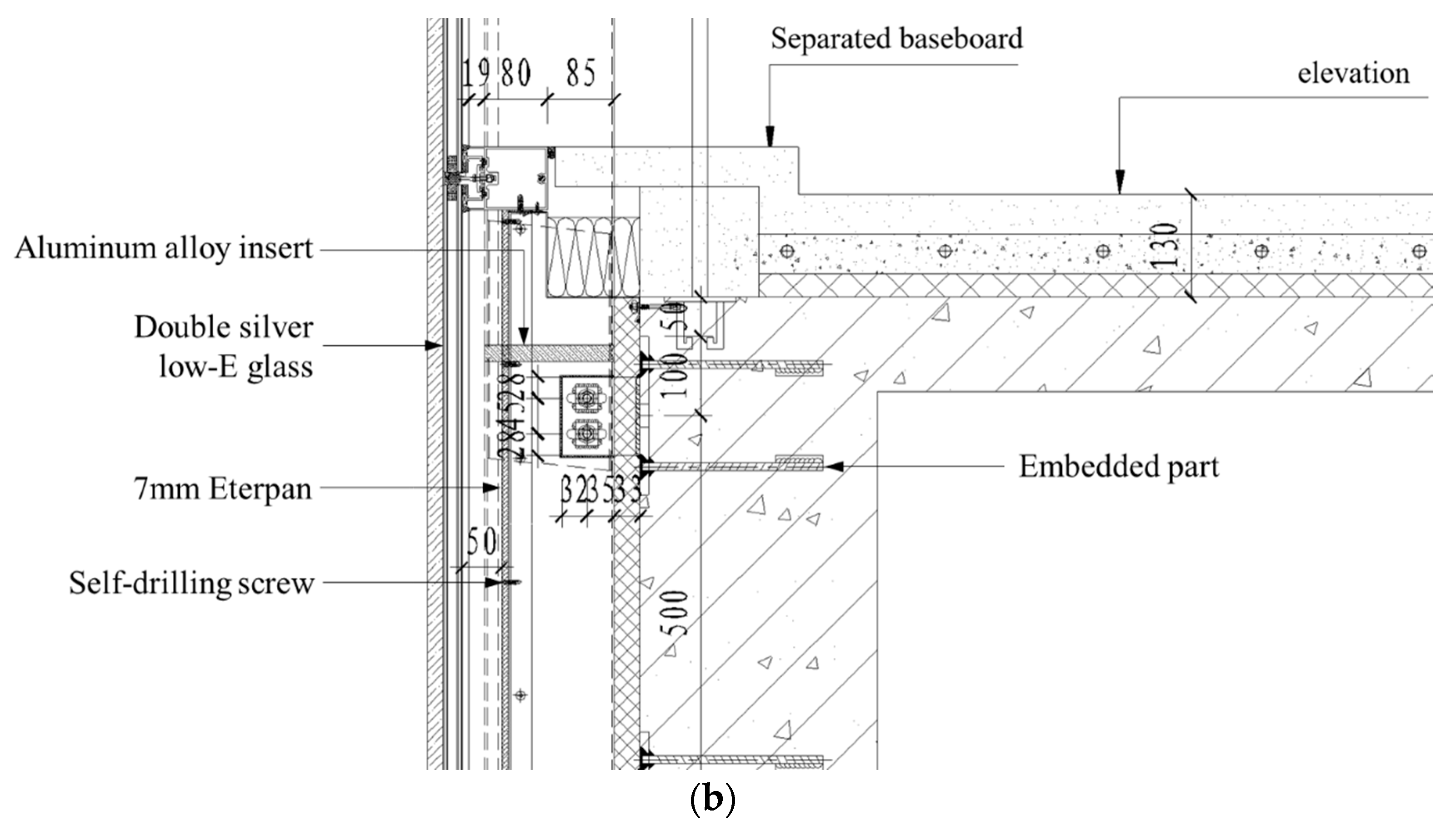
4.2.6. Integration of the CWS and Baseboard
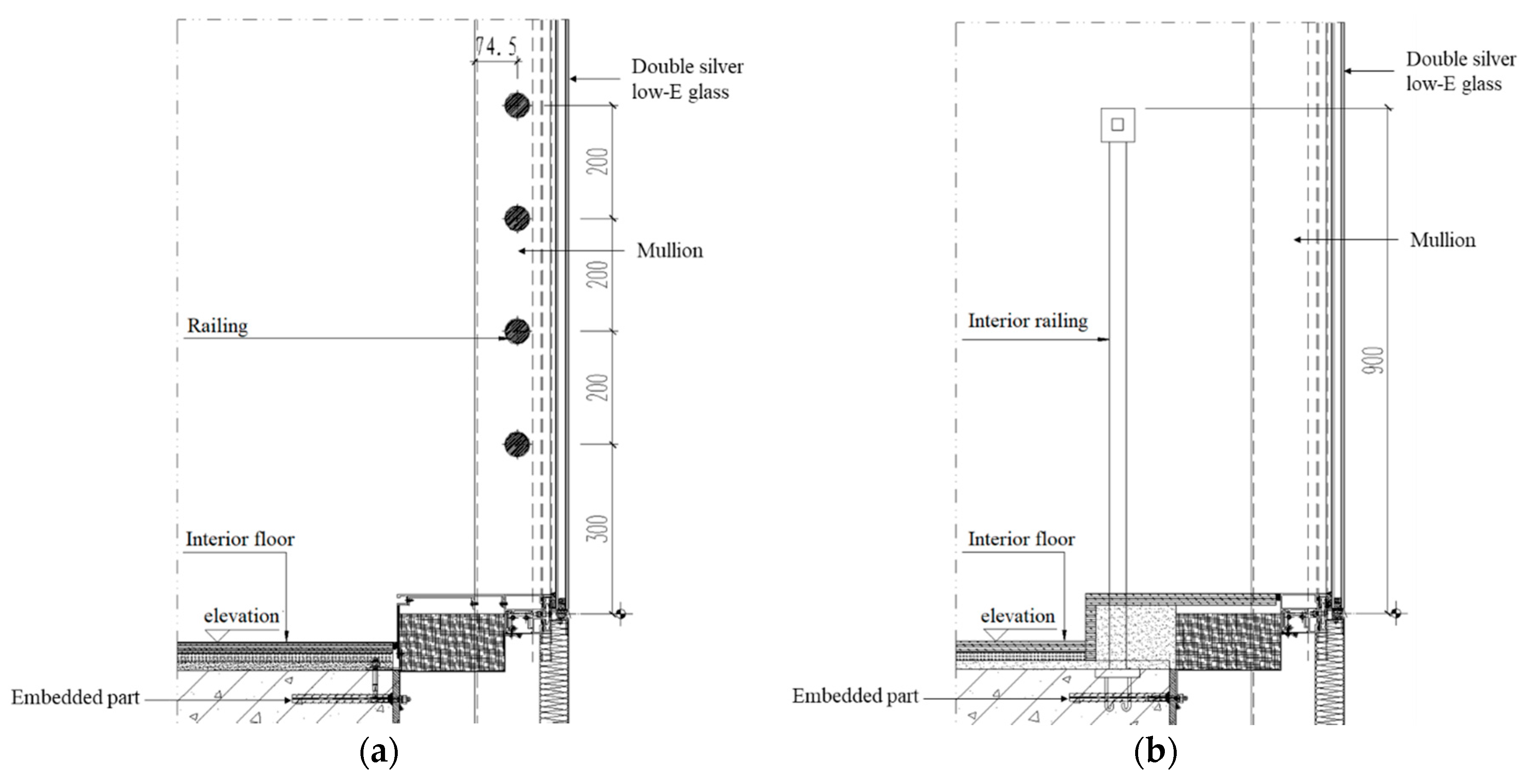
4.2.7. Integration of the CWS and Railing
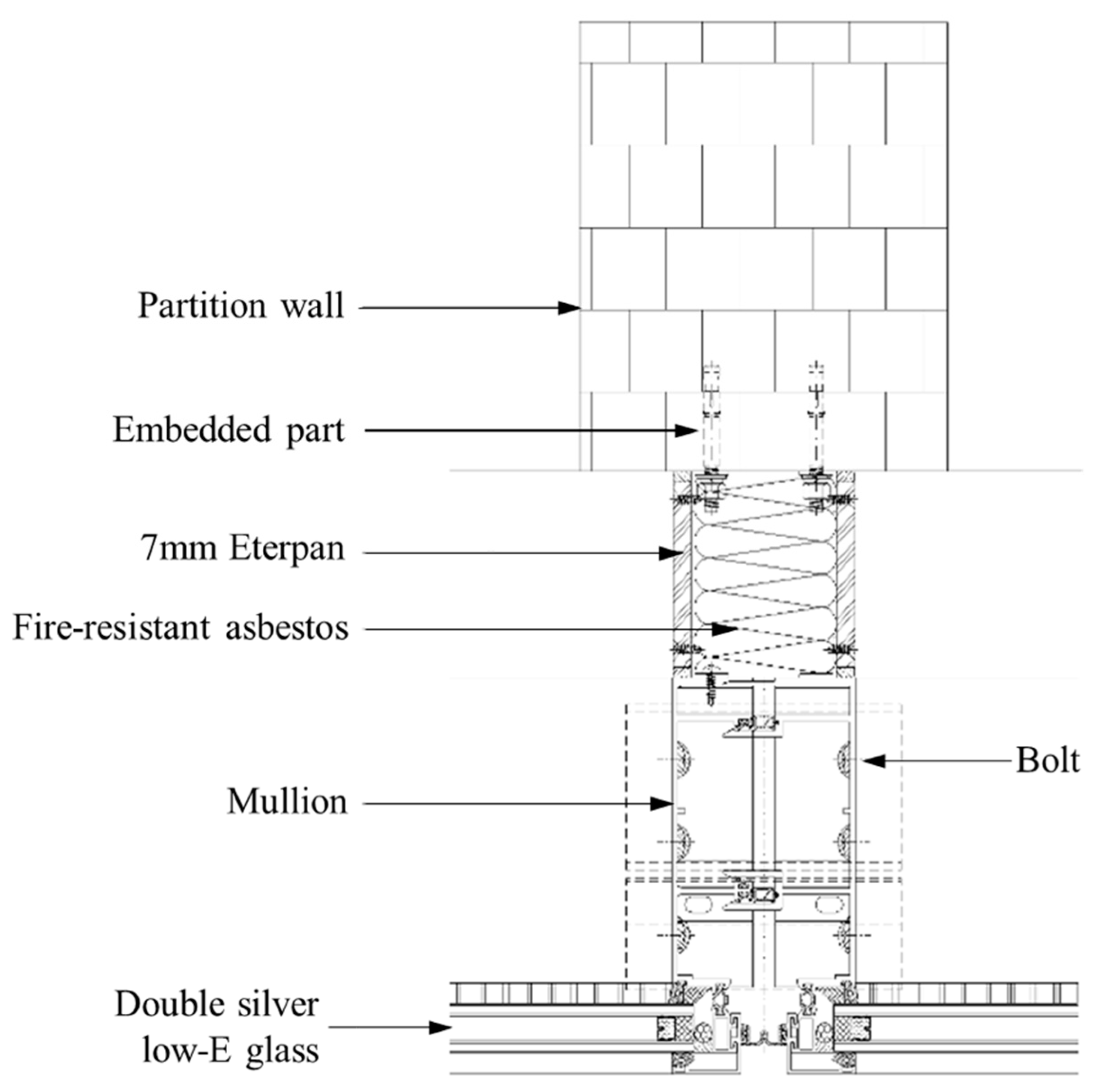
4.2.8. Connection between the CWS and Partition Wall
5. Benefits of DfMA Implementation in the Case Project
5.1. Benefits of DfMA to the Manufacturing Process
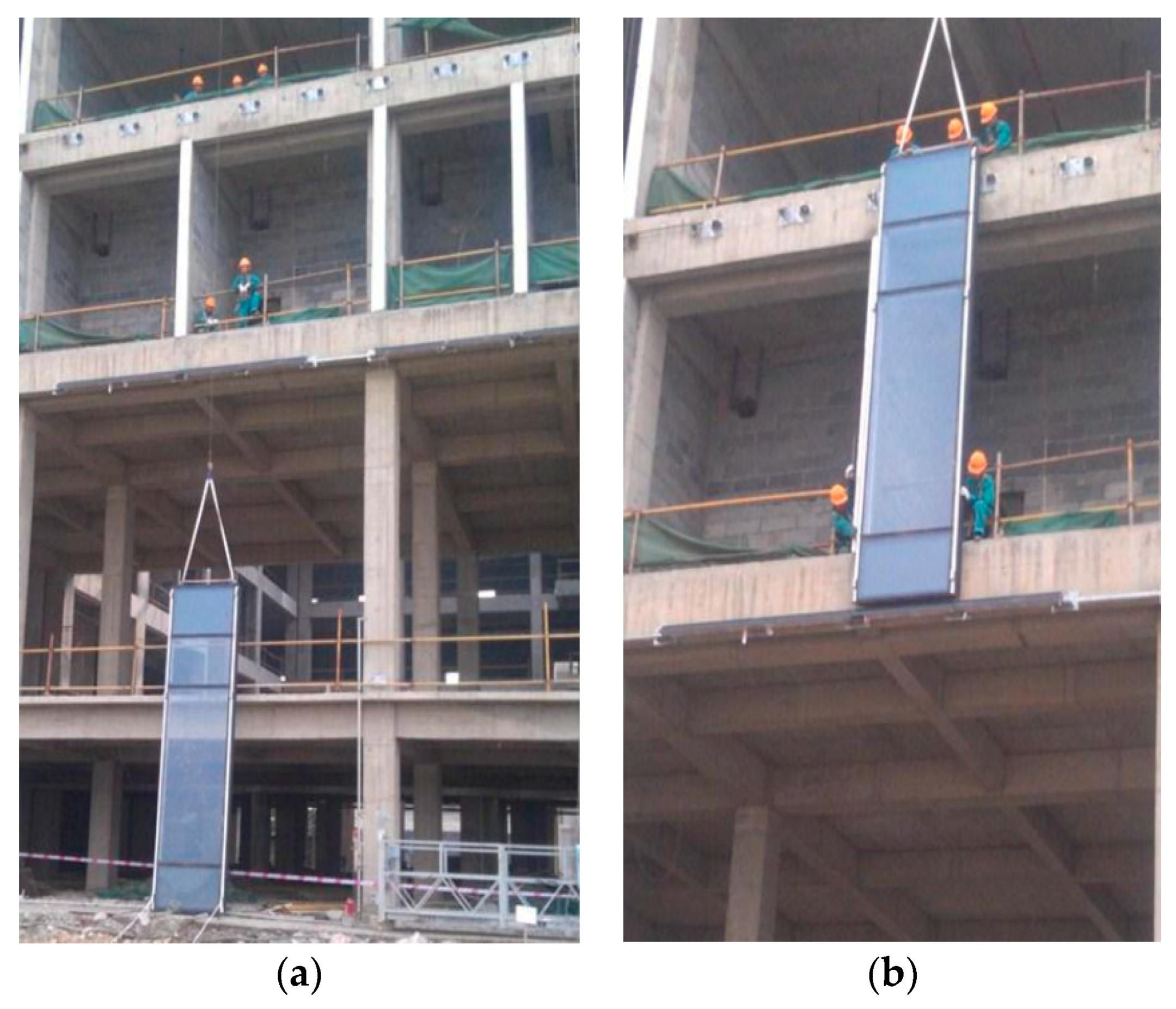
5.2. Benefits of DfMA to the On-Site Assembly Process
5.3. Other Benefits
6. Discussion and Conclusions
6.1. Operative Multidisciplinary Team
6.2. Use of Digital, Parametric Design Platforms
6.3. Limitation and Future Research
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Al-Hammad, A.-M.; Hassanain, M.A.; Juaim, M.N. Evaluation and selection of curtain wall systems for medium-high rise building construction. Struct. Surv. 2014, 32, 299–314. [Google Scholar] [CrossRef]
- Cuce, E.; Riffat, S.B.; Young, C.-H. Thermal insulation, power generation, lighting and energy saving performance of heat insulation solar glass as a curtain wall application in Taiwan: A comparative experimental study. Energy Convers. Manag. 2015, 96, 31–38. [Google Scholar] [CrossRef]
- Oh, M.; Tae, S.; Hwang, S. Analysis of Heating and Cooling Loads of Electrochromic Glazing in High-Rise Residential Buildings in South Korea. Sustainability 2018, 10, 1121. [Google Scholar] [CrossRef]
- Azari-N, R.; Kim, Y.-W. Comparative assessment of life cycle impacts of curtain wall mullions. Build. Environ. 2012, 48, 135–145. [Google Scholar] [CrossRef]
- Klein, T. Integral Facade Construction: Towards a New Product Architecture for Curtain Walls; Delft University of Technology: Delft, The Netherlands, 2013. [Google Scholar]
- Dubois, A.; Gadde, L.-E. The construction industry as a loosely coupled system: Implications for productivity and innovation. Constr. Manag. Econ. 2002, 20, 621–631. [Google Scholar] [CrossRef]
- Gerth, R.; Boqvist, A.; Bjelkemyr, M.; Lindberg, B. Design for construction: Utilizing production experiences in development. Constr. Manag. Econ. 2013, 31, 135–150. [Google Scholar] [CrossRef]
- Liu, X.; Cui, Q.; Schwartz, C. Greenhouse gas emissions of alternative pavement designs: Framework development and illustrative application. J. Environ. Manag. 2014, 132, 313–322. [Google Scholar] [CrossRef] [PubMed]
- Kent, D.C.; Becerik-Gerber, B. Understanding Construction Industry Experience and Attitudes toward Integrated Project Delivery. J. Constr. Eng. Manag. 2010, 136, 815–825. [Google Scholar] [CrossRef]
- Yuan, Z.; Sun, C.; Wang, Y. Design for Manufacture and Assembly-oriented parametric design of prefabricated buildings. Autom. Constr. 2018, 88, 13–22. [Google Scholar] [CrossRef]
- Molloy, O.; Warman, E.A.; Tilley, S. Design for Manufacturing and Assembly: Concepts, Architectures and Implementation; Springer Science & Business Media: Berlin, Germany, 2012; ISBN 978-1-4615-5785-2. [Google Scholar]
- Martínez, S.; Jardón, A.; Gonzalez Víctores, J.; Balaguer, C. Flexible field factory for construction industry. Assem. Autom. 2013, 33, 175–183. [Google Scholar] [CrossRef] [Green Version]
- Mara, V.; Kliger, R. An approach to the development of connections between fibre reinforced polymer bridge decks. Case Stud. Struct. Eng. 2016, 5, 18–26. [Google Scholar] [CrossRef]
- Belay, A.M. Design for Manufacturability and Concurrent Engineering for Product Development; CIM Pr: San Diego, CA, USA, 2009; Volume 3, p. 7. [Google Scholar]
- El-Nounu, A.; Popov, A.; Ratchev, S. Redesign methodology for mechanical assembly. Res. Eng. Des. 2018, 29, 107–122. [Google Scholar] [CrossRef]
- Mesa, J.; Maury, H.; Arrieta, R.; Corredor, L.; Bris, J. A novel approach to include sustainability concepts in classical DFMA methodology for sheet metal enclosure devices. Res. Eng. Des. 2018, 29, 227–244. [Google Scholar] [CrossRef]
- Rausch, C.; Nahangi, M.; Perreault, M.; Haas, C.T.; West, J. Optimum Assembly Planning for Modular Construction Components. J. Comput. Civ. Eng. 2017, 31, 04016039. [Google Scholar] [CrossRef]
- Peterseim, J.H.; White, S.; Hellwig, U. Novel solar tower structure to lower plant cost and construction risk. AIP Conf. Proc. 2016, 1734, 070025. [Google Scholar] [CrossRef] [Green Version]
- Kim, M.-K.; McGovern, S.; Belsky, M.; Middleton, C.; Brilakis, I. A Suitability Analysis of Precast Components for Standardized Bridge Construction in the United Kingdom. Procedia Eng. 2016, 164, 188–195. [Google Scholar] [CrossRef]
- Ramaji, I.J.; Memari, A.M.; Messner, J.I. Product-Oriented Information Delivery Framework for Multistory Modular Building Projects. J. Comput. Civ. Eng. 2017, 31, 04017001. [Google Scholar] [CrossRef]
- Banks, C.; Kotecha, R.; Curtis, J.; Dee, C.; Pitt, N.; Papworth, R. Enhancing High-Rise Residential Construction Through Design for Manufacture and Assembly. In Proceedings of the Institution of Civil Engineers—Management, Procurement and Law; ICE: London, UK, 2018; pp. 1–36. [Google Scholar] [CrossRef]
- Bridgewater, C. Principles of design for automation applied to construction tasks. Autom. Constr. 1993, 2, 57–64. [Google Scholar] [CrossRef]
- Anumba, C.J.; Baugh, C.; Khalfan, M.M.A. Organisational structures to support concurrent engineering in construction. Ind. Manag. Data Syst. 2002, 102, 260–270. [Google Scholar] [CrossRef]
- Fox, S.; Marsh, L.; Cockerham, G. Design for manufacture: A strategy for successful application to buildings. Constr. Manag. Econ. 2001, 19, 493–502. [Google Scholar] [CrossRef]
- Pasquire, C.L.; Connolly, G.E. Design for manufacture and assembly. In Proceedings of the 11th Annual Conference of the International Group for Lean Construction, Blacksburg, VA, USA, 22–23 July 2003. [Google Scholar]
- Love, P.E.; Gunasekaran, A.; Li, H. Concurrent engineering: A strategy for procuring construction projects. Int. J. Proj. Manag. 1998, 16, 375–383. [Google Scholar] [CrossRef]
- Caillaud, E.; Gourc, D.; Garcia, L.A.; Crossland, R.; McMahon, C. A Framework for a Knowledge-Based System for Risk Management in Concurrent Engineering. Concurr. Eng. 1999, 7, 257–267. [Google Scholar] [CrossRef] [Green Version]
- Moore, D. Buildability assessment and the development of an automated design aid for managing the transfer of construction process knowledge. Eng. Constr. Archit. Manag. 1996, 3, 29–46. [Google Scholar] [CrossRef]
- Machado, M.; Underwood, J.; Fleming, A. Implementing BIM to Streamline a Design, Manufacture, and Fitting Workflow: A Case Study on a Fit-Out SME in the UK. Int. J. 3D Inf. Model. 2016, 5, 31–46. [Google Scholar] [CrossRef]
- Martinez, S.; Balaguer, C.; Jardon, A.; Navarro, J.M.; Gimenez, A.; Barcena, C. Robotized Lean Assembly in the Building Industry. In Proceedings of the 25th International Symposium on Automation and Robotics in Construction, Vilnius, Lithuania, 26–29 June 2008; pp. 195–201. [Google Scholar]
- Jensen, P.; Lidelöw, H.; Olofsson, T. Product configuration in construction. Int. J. Mass Cust. 2015, 5, 73. [Google Scholar] [CrossRef]
- Goulding, J.S.; Rahimian, F.P.; Arif, M.; Sharp, M.D. New offsite production and business models in construction: Priorities for the future research agenda. Archit. Eng. Des. Manag. 2015, 11, 163–184. [Google Scholar] [CrossRef]
- Flyvbjerg, B. Five Misunderstandings About Case-Study Research. Qual. Inq. 2006, 12, 219–245. [Google Scholar] [CrossRef] [Green Version]
- Yin, R.K. Case Study Research and Applications: Design and Methods; SAGE Publications: Thousand Oaks, CA, USA, 2017; ISBN 978-1-5063-3618-3. [Google Scholar]
- Rabionet, S.E. How I Learned to Design and Conduct Semi-structured Interviews: An Ongoing and Continuous Journey. Qual. Rep. 2011, 16, 563–566. [Google Scholar]
- Anumba, C.J.; Evbuomwan, N.F.O. Concurrent engineering in design-build projects. Constr. Manag. Econ. 1997, 15, 271–281. [Google Scholar] [CrossRef]
- Lam, P.T.I.; Wong, F.W.H. Improving building project performance: How buildability benchmarking can help. Constr. Manag. Econ. 2009, 27, 41–52. [Google Scholar] [CrossRef]
- Montali, J.; Overend, M.; Pelken, P.M.; Sauchelli, M. Knowledge-Based Engineering in the design for manufacture of prefabricated façades: Current gaps and future trends. Archit. Eng. Des. Manag. 2018, 14, 78–94. [Google Scholar] [CrossRef]
- Hale, D.R.; Shrestha, P.P.; Gibson, G.E.; Migliaccio, G.C. Empirical Comparison of Design/Build and Design/Bid/Build Project Delivery Methods. J. Constr. Eng. Manag. 2009, 135, 579–587. [Google Scholar] [CrossRef] [Green Version]
- Jabi, W. Parametric Design for Architecture; Laurence King Publ.: London, UK, 2013; ISBN 978-1-78067-314-1. [Google Scholar]
- Eastman, C.M.; Teicholz, P.; Sacks, R.; Liston, K. BIM Handbook: A Guide to Building Information Modeling for Owners, Managers, Designers, Engineers and Contractors; John Wiley & Sons: Hoboken, NJ, USA, 2011; ISBN 978-0-470-54137-1. [Google Scholar]
- Jeong, W.; Kim, K.H. A Performance Evaluation of the BIM-Based Object-Oriented Physical Modeling Technique for Building Thermal Simulations: A Comparative Case Study. Sustainability 2016, 8, 648. [Google Scholar] [CrossRef]
- Chen, K.; Lu, W.; Wang, H.; Niu, Y.; Huang, G.G. Naming Objects in BIM: A Convention and a Semiautomatic Approach. J. Constr. Eng. Manag. 2017, 143, 06017001. [Google Scholar] [CrossRef] [Green Version]
- Alwisy, A.; Hamdan, S.B.; Barkokebas, B.; Bouferguene, A.; Al-Hussein, M. A BIM-based automation of design and drafting for manufacturing of wood panels for modular residential buildings. Int. J. Constr. Manag. 2018, in press. [Google Scholar] [CrossRef]
- Nath, T.; Attarzadeh, M.; Tiong, R.L.K.; Chidambaram, C.; Yu, Z. Productivity improvement of precast shop drawings generation through BIM-based process re-engineering. Autom. Constr. 2015, 54, 54–68. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Publication | Type of Facilities or Components | Constructs of DfMA Principles |
|---|---|---|
| [7] | The light wall of a building | 1. Reducing material cost. 2. Minimizing complex operations. |
| [18] | One solar tower | 1. Minimizing manufacturing cost by used pre-assembled modules. 2. Minimizing assembly and transport costs. |
| [19] | The superstructure and substructure of a bridge | 1. Minimizing the number of parts. 2. Simplifying the fabrication and assembly steps. 3. Using standardized and common components and materials. 4. The size and weight of components should be easy to handle. 5. Minimizing the steps of jointing and fastening. |
| [13] | Connection of fiber-reinforced polymer bridge decks | 1. The connection should not be tolerance tight. 2. Minimizing on-site bonded connections and fasteners. 3. Reducing the number of parts in assembly. 4. Minimizing movement and rotation. 5. Maximum repetition and standardization. |
| [20] | Two four-story student dormitory buildings | 1. Suitable size and weight of modules. 2. Suitable size of the gaps between modules. 3. Fitting the site logistics and schedule. |
| [21] | 72% of the frame and façade of a residential building, bathroom pods, and mechanical, electrical, and plumbing (MEP) elements | 1. Reducing the number of unique parts. 2. Using standardized prefabricated elements and modules. 3. Simplifying the joint of components. 4. Minimizing temporary structure. 5. Decreasing waste of materials. |
| Data Collected | Source | Purpose(s) |
|---|---|---|
| Project description | Project documents | To understand the basic information of the project. |
| The workflow of the conventional design process | Semistructured interviews | To understand the conventional design process. |
| The workflow of the DfMA-oriented design process | Semistructured interviews; project documents; meeting minutes | To understand the DfMA-oriented design process. |
| Design drawings | Project documents | To understand the generated design. |
| Feedback on the DfMA-oriented design and the generated design drawings | Semistructured interviews | To understand the stakeholders’ opinions about the DfMA-oriented design. |
| The conventional process and the DfMA-oriented process for the curtain wall system (CWS) design | Semistructured interviews; on-site observation | To understand the impacts of the DfMA-oriented design on the construction process. |
| Material Types | 7 mm Eterpan | 7 mm Calcium Silicate Board | 4 mm Composite Aluminum Plate | 2 mm Aluminum Plate |
|---|---|---|---|---|
| Composition | fiber-reinforced cement, quartz powder, iron oxide, water, and so on. | cement, coal ash, calcium powder, silicate powder, asbestos, pulp, water, and so on. | aluminum, polyvinyl chloride (PVC), and so on. | aluminum, magnesium, manganese, copper, and so on. |
| Manufacturing technology | Continuous rolling | Precast | Continuous rolling | Continuous rolling |
| Size (mm × mm) | 1220 × 2440 | 1220 × 2440 | 1220 × 2440 | 1500 × 4000 |
| Fire resistance rating | A1 (highest) | A | Combustible | A |
| Chromatism | Yes | Yes | Yes | Yes |
| Service life (year) | 60 (earthquake resistant) | 15 | 5–15 | 5–15 |
| Unit price (US$/m2) | 9.4 | 6.2 | 18.7 | 32.7 |
| Sustainability | Sustainable | No | Highly polluted | Highly polluted |
| Surface Treatment Method | Fluorine Carbon Coating | Powder Spray | Anodic Oxidation |
|---|---|---|---|
| Corrosion resistance | High | Medium | Medium |
| Aesthetic performance | Medium | High | Low |
| Unit price (per kg) | US$5.3 | US$3.6 | US$3.4 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, K.; Lu, W. Design for Manufacture and Assembly Oriented Design Approach to a Curtain Wall System: A Case Study of a Commercial Building in Wuhan, China. Sustainability 2018, 10, 2211. https://doi.org/10.3390/su10072211
Chen K, Lu W. Design for Manufacture and Assembly Oriented Design Approach to a Curtain Wall System: A Case Study of a Commercial Building in Wuhan, China. Sustainability. 2018; 10(7):2211. https://doi.org/10.3390/su10072211
Chicago/Turabian StyleChen, Ke, and Weisheng Lu. 2018. "Design for Manufacture and Assembly Oriented Design Approach to a Curtain Wall System: A Case Study of a Commercial Building in Wuhan, China" Sustainability 10, no. 7: 2211. https://doi.org/10.3390/su10072211
APA StyleChen, K., & Lu, W. (2018). Design for Manufacture and Assembly Oriented Design Approach to a Curtain Wall System: A Case Study of a Commercial Building in Wuhan, China. Sustainability, 10(7), 2211. https://doi.org/10.3390/su10072211