Green Production Planning and Control Model with ABC under Industry 4.0 for the Paper Industry

Abstract
:1. Introduction
2. Research Background
2.1. Brief of Industry 4.0
2.2. The Application of Related Technologies Developed by Industry 4.0
2.3. Green Production and Environmental Protection in the Paper Industry
2.3.1. Green production
- (1)
- Reduce the quantity of material used: Reduce the quantity of material needed to produce the product.
- (2)
- Search for alternative materials: Replace the original materials with alternative materials that have a less environmental impact.
- (3)
- Recycling of materials: Recycling of the materials that make up the product.
- (4)
- Search for alternative products: Replace the original product with another product that performs the same function.
- (5)
- Product Recycling: Recycling and reuse of the product after its use.
- (6)
- Eliminating excessive functions: Stop production of unused or less used product features.
2.3.2. The Paris Agreement
2.3.3. Environmental Protection Measures in Typical Paper Industry
- (1)
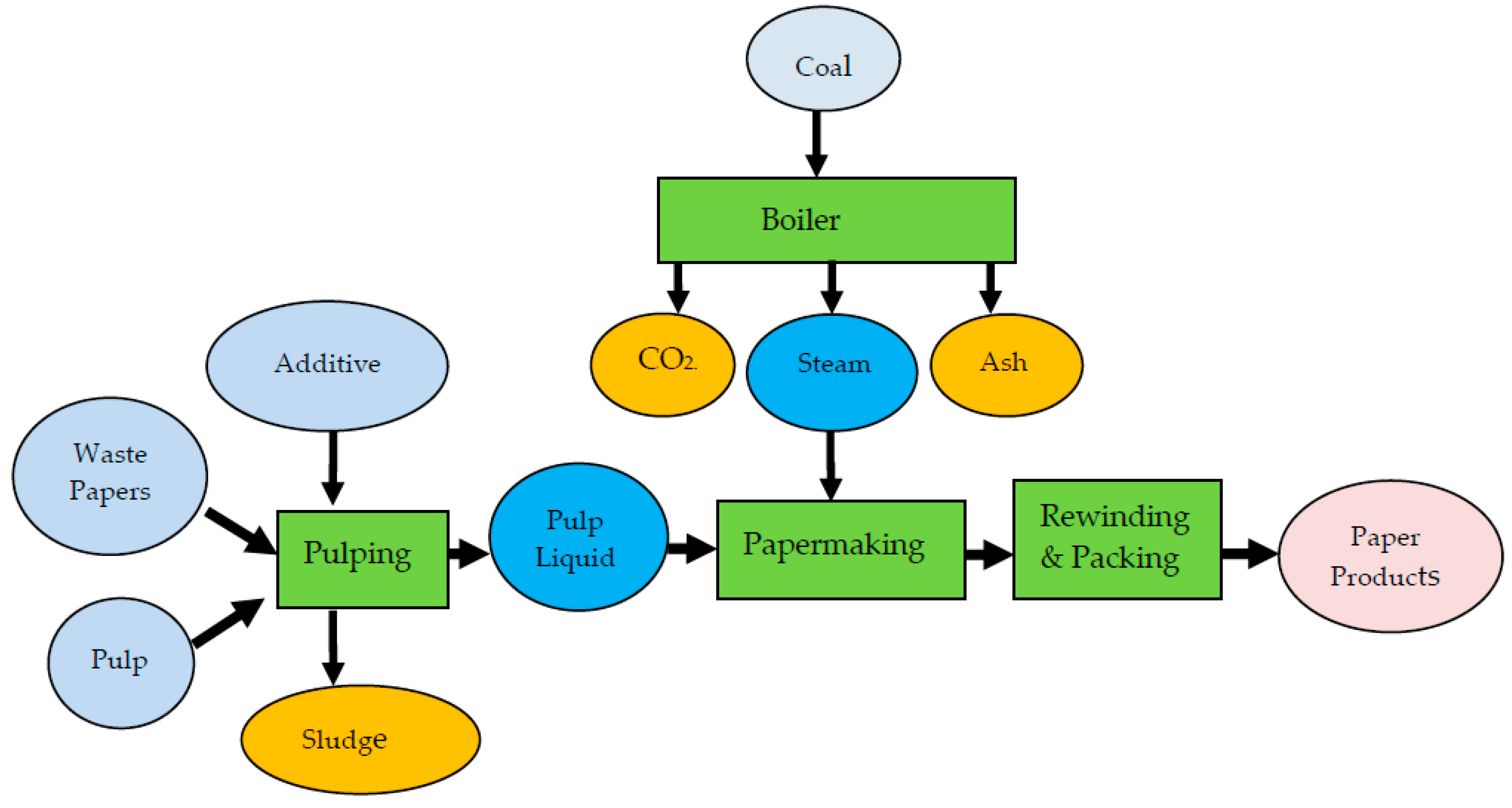
- Purchasing various waste papers as raw material to make paper products in order to reduce environmental pollution and because it is more economical than using pulpwood.
- (2)
- Using cogeneration equipment (also known as electrothermal co-production), where the energy released from the combustion of fuel simultaneously generates electric and thermal energy, and surplus electricity and heat can be sold in order to use energy more efficiently.
- (3)
- Using contamination control equipment for pollution treatment, such as electrostatic precipitators (ESP) and flue gas desulfurization (FDG), in order to reduce solid suspended particles and SOx.
- (4)
- After coagulating the sedimentation of wastewater treatment, the resulting sludge, which contains high contents of organic substances and fertilizing ingredients, can be supplied to farmers for use as a soil amendment or for composting (high magnesium fertilizer).
- (5)
- The ash from the bottom of the boiler can be supplied for use in construction landfill, brick-making, artificial aggregate, and building materials.
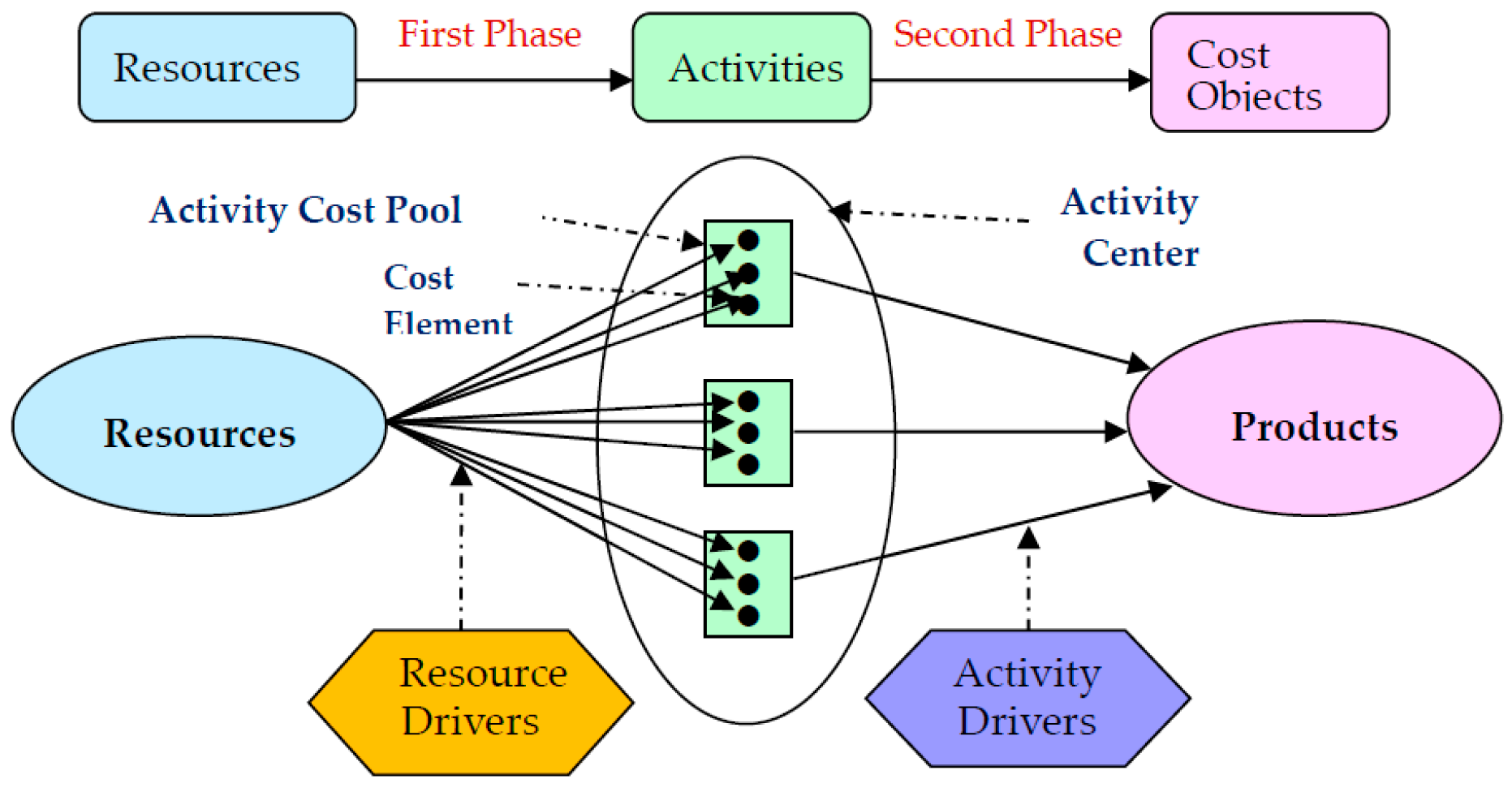
2.4. Brief of the ABC (Activity-Based Costing) Method
- Unit-level activities: performed once for each unit of product, such as processing and 100% inspection.
- Batch-level activities: performed once for each batch of products, such as installation, handling, and sampling inspection.
- Product-level activities: performed to benefit all units of a specific product, such as product design changes.
- Facility-level activities: performed to sustain manufacturing facilities, such as a factory guard.
2.5. The Theory of Constraints (TOC)
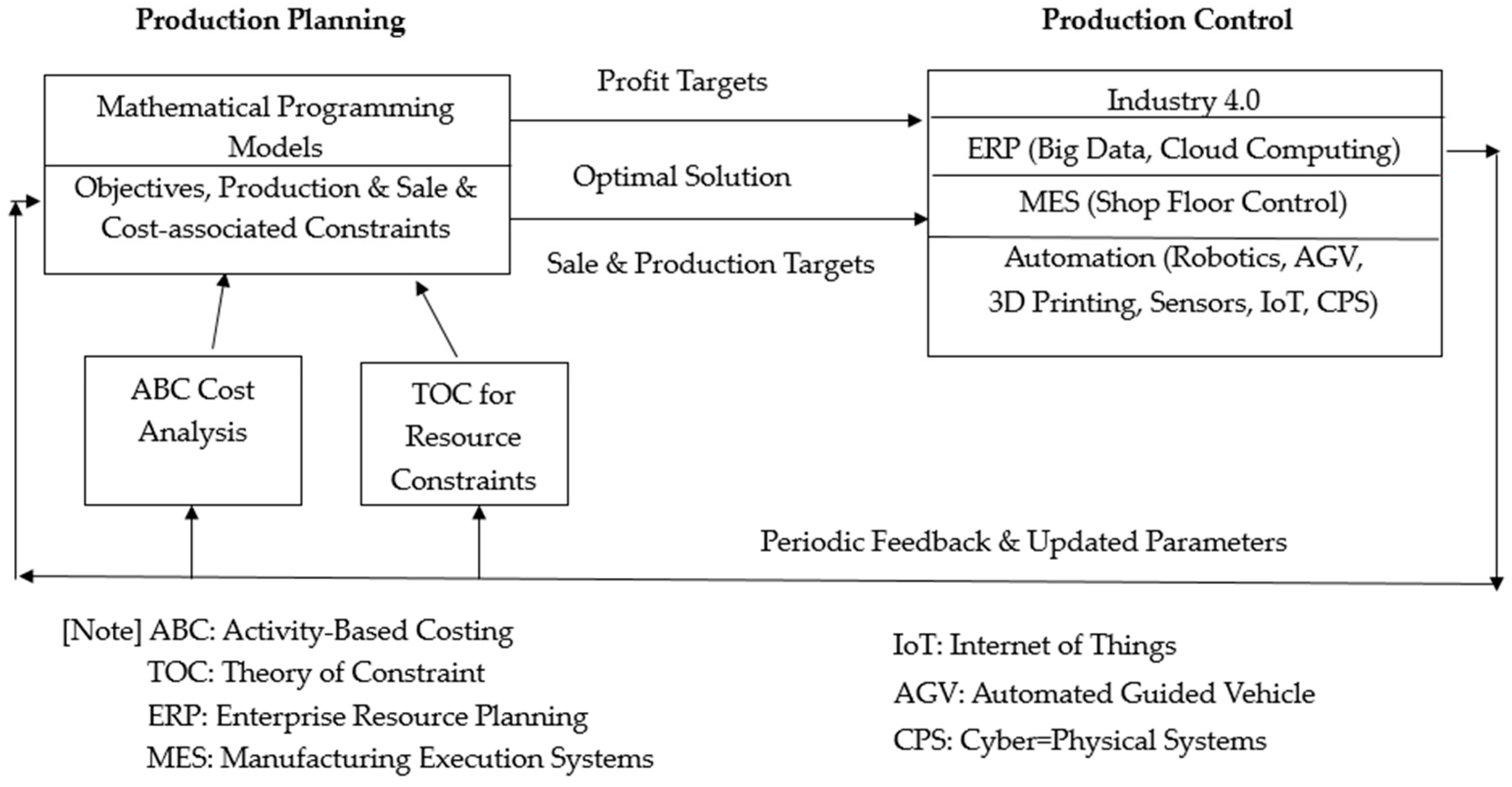
2.6. The Relationships between ABC, TOC, and Industry 4.0
3. Green Production Planning Decision Model under ABC for a Paper Company
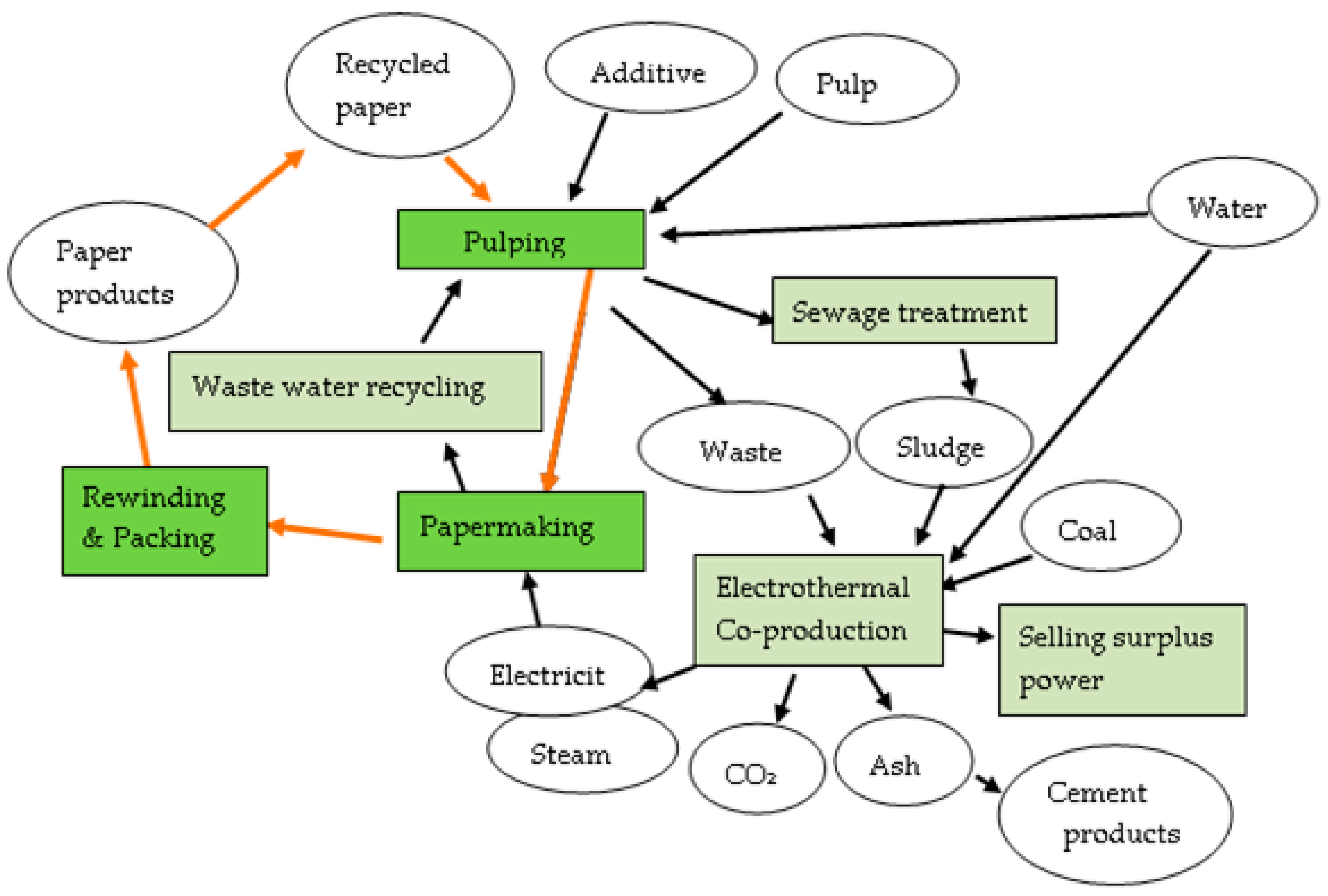
3.1. A Production Process for a Typical Paper Company
3.2. Assumptions
- (1)
- The activities in the paper mill process have been classified into four level activities (unit, batch, product, and facility). The company’s ABC study team selected the appropriate resource drivers and activity drivers for the current production process.
- (2)
- The unit sales price of the product and the unit purchase price of the direct material do not change with the increase or decrease of the purchase quantity.
- (3)
- Machine capacity expansion is not considered.
- (4)
- With two shifts, the normal working time for each shift is 8 h, and can be extended by 4 h overtime with a higher wage rate to extend the direct working hours.
- (5)
- Carbon tax at different tax rates according to the level of CO2 emissions and the cost of carbon dioxide emissions are regarded as a piecewise variable cost.
3.3. Notations
3.4. A Mathematical Programming for the Decision-Making Model
- -
- Total Unit Activity Cost (Direct Material Cost, Direct Labor Cost, Machine Cost)
- -
- Total Batch Activity Cost (Inventory Handling Cost, Set-up Cost)
- -
- Carbon Tax Cost
- -
- Environment Regulatory Cost
3.4.1. Total Revenue
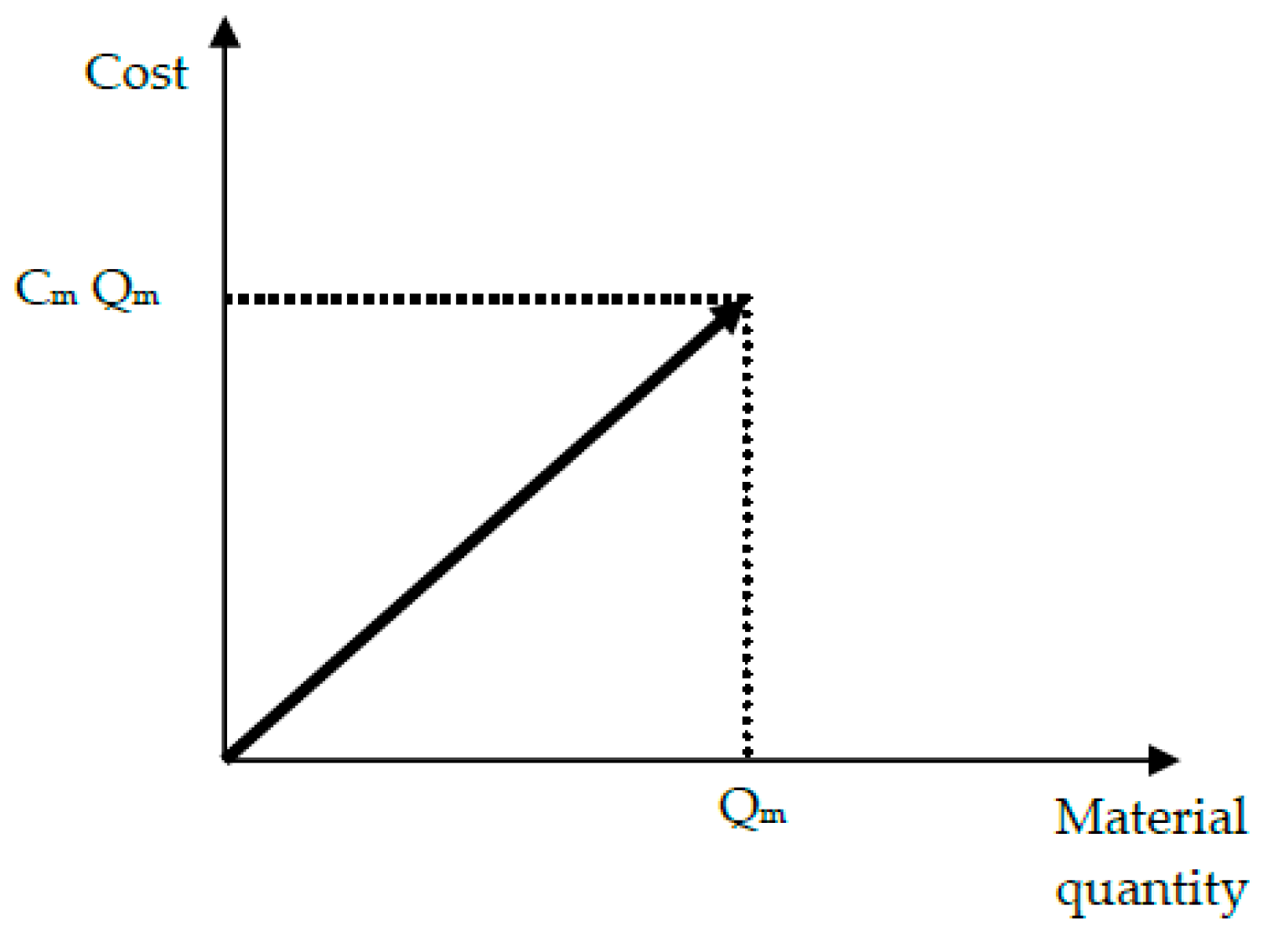
3.4.2. Total Direct Material Cost: Unit-Level Cost
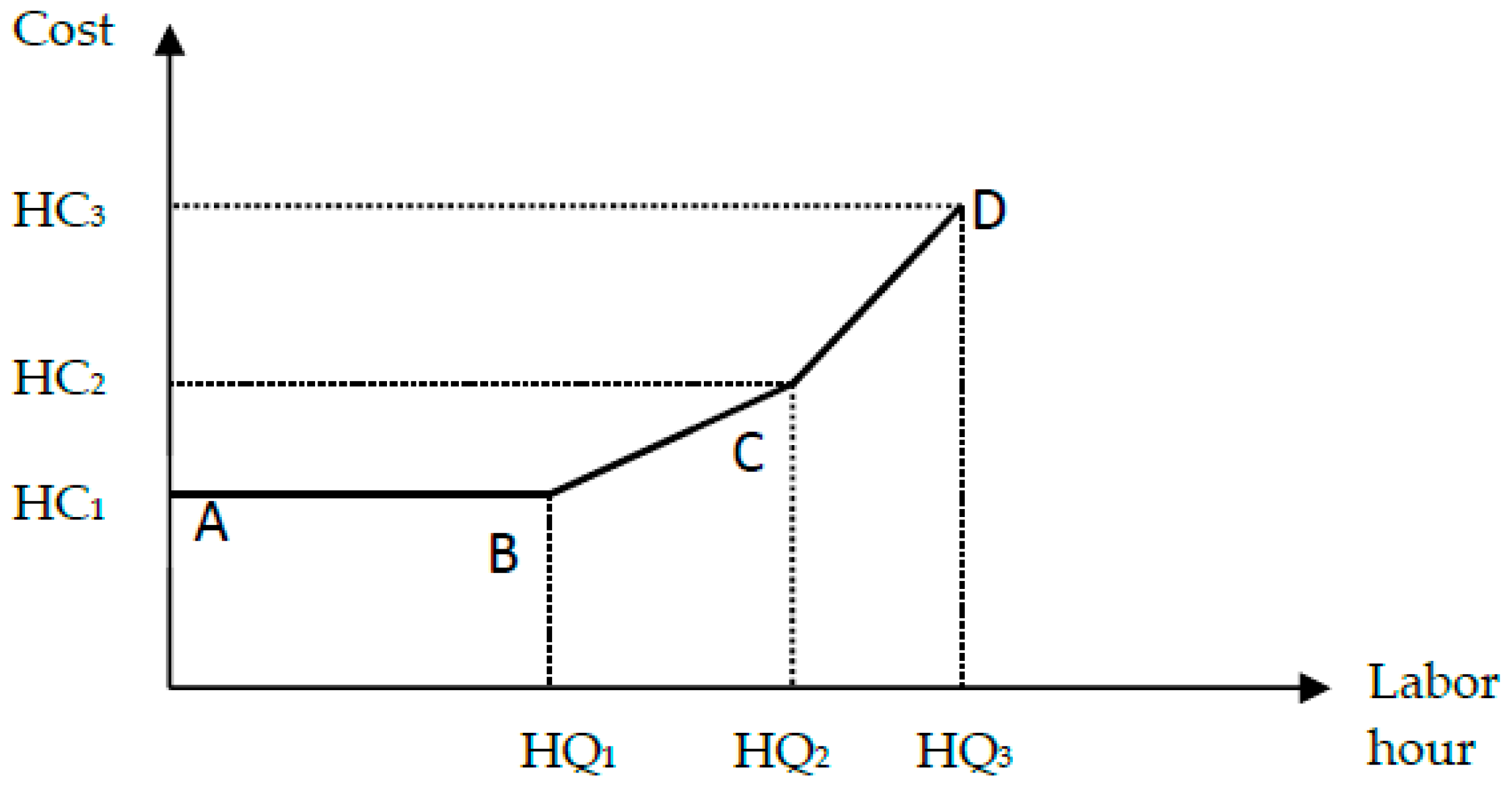
3.4.3. Total Direct Labor Costs: Unit-Level Cost
3.4.4. Total Machine Cost: Unit-Level Cost
3.4.5. Batch Activity Cost Function for Inventory Handling and Setup Activities
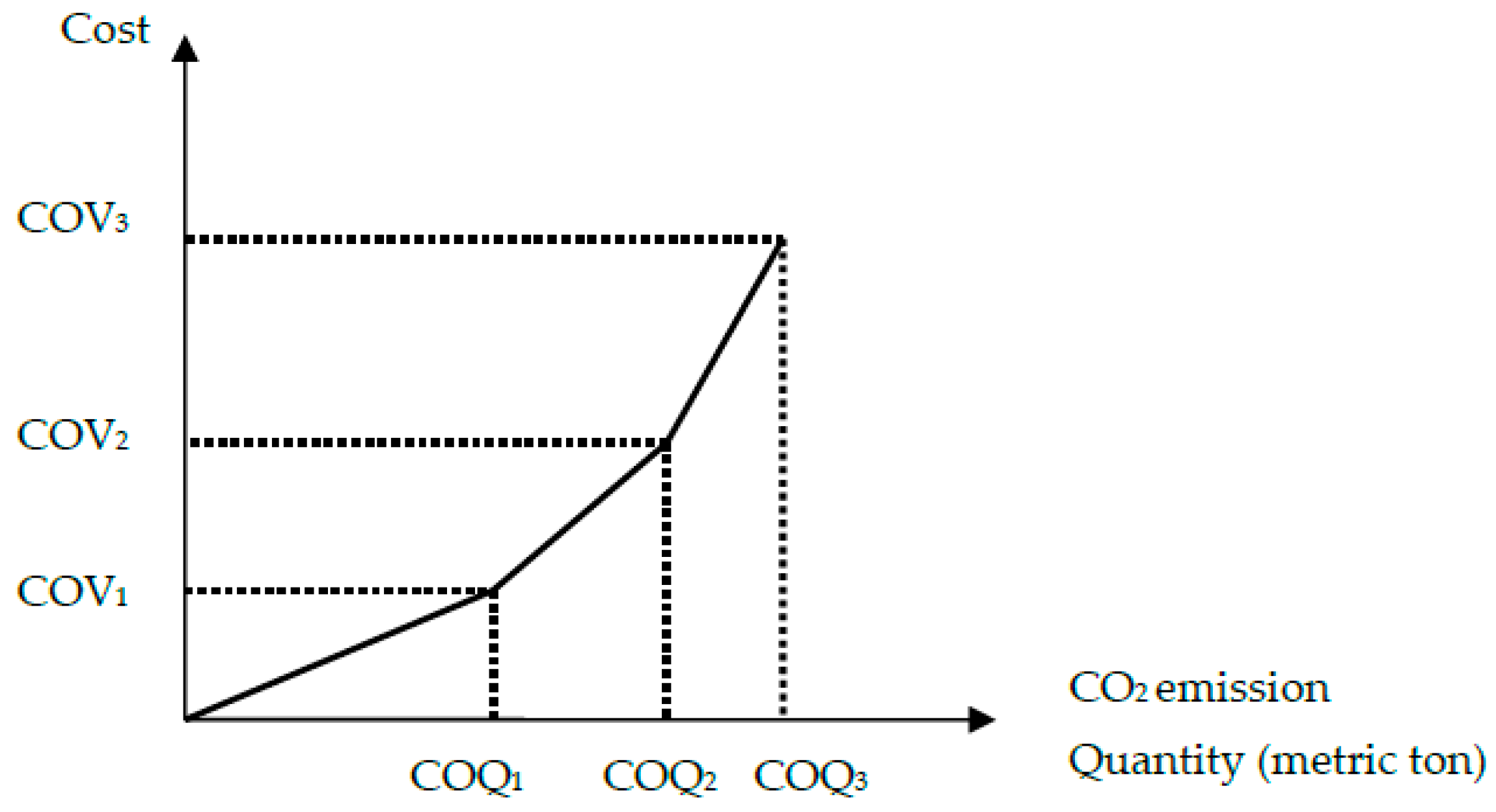
3.4.6. Carbon Tax Function
3.5. Energy Recycling
3.6. Other Sale and Production Constraints
- (1)
- Culture Paper: As the information transmission and cultural heritage used, it is closely related with the printing industry, for common cultural paper such as coated paper, Dowling paper, newsprint, etc.
- (2)
- Industrial paper: Used to manufacture paper boxes, cartons, paper cups that need to be processed by the operation; it is called industrial paper, common industrial paper such as Liner board, corrugating medium, Coated whiteboard, Chipboard, etc.
- (3)
- Packaging paper: Manufacturing paper bags, shopping bags of paper, such as wrapping paper, Kraft paper, etc.
- (4)
- Household paper: Paper used related to health care or home life, such as toilet paper, facial tissues, napkins, etc.
- (5)
- Information paper: In response to the rise of office automation and computer list machines, the rapid development of paper in recent years, such as plain copy paper, inkjet printing paper, thermal paper, no carbon required paper, etc.
- (6)
- Other paper: Paper made for other uses, such as rice paper, banknote paper, rust-proof paper, etc.
4. A Numerical Example for Illustration
4.1. Example Data and Optimal Decision Analysis
- -
- Total Unit Level Activity Cost (direct material cost, direct labor cost, machine cost)
- -
- Total Batch Level Activity Cost (inventory handling cost, set-up cost)
- -
- Carbon Tax Cost
- -
- Facility Level Activity Cost (plant management and environment regulatory cost)= (1700 × X1 + 1400 × X2 + 1200 × X3) − [(670 × 0.80 + 200 × 0.15 + 2500 × 0.05)/0.89 × X1 +(670 × 0.70+ 200 × 0.20 +2500 × 0.10)/0.9 × X2 + (670 × 0.65 + 200 × 0.30 + 2500 × 0.05)/0.91 × X3]− [190,080 + (253,440 − 190,080) × γ1 + (332,640 − 190,080) × γ2] − [(50 × 0.12 + 250 × 0.22 +12 × 0.13) × X1 + (50 × 0.12 + 250 × 0.18 + 12 × 0.12) × X2 + (50 × 0.12 + 250 × 0.17 + 12 × 0.11) × X3]− [(18 × 1) × N11 + (18 × 1) × N21 + (18 × 1) × N31] − [(100 × 5) × N12 + (100 × 4) × N22 + (100 × 4) × N32]− (10,000 × Φ1 + 19,000 × Φ2 + 31,000 × Φ3) − 30,000Subject to sales quantity:X1 ≤ 500Subject to direct material:
- 0.80/0.89 × X1 + 0.70/0.90 × X2 + 0.65/0.91 × X3 ≤ 2200
- 0.15/0.89 × X1 + 0.20/0.90 × X2 + 0.30/0.91 × X3 ≤ 700
- 0.05/0.89 × X1 + 0.10/0.90 × X2 + 0.05/0.91 × X3 ≤ 300
Subject to direct labor hour:- 18 × X1 + 16 × X2 + 15 × X3 − 31680 − (39600 − 31680) × γ1 − (47520 − 31680) × γ2 ≤ 0
- γ0 − δ1 ≤ 0
- γ1 − δ1 − δ2 ≤ 0
- γ2 − δ2 ≤ 0
- γ0 + γ1 + γ2 = 1
- δ1 + δ2 = 1
Subject to machine hour:- 0.12 × X1 + 0.12 × X2 + 0.12 × X3 ≤ 528
- 0.22 × X1 + 0.18 × X2 + 0.17 × X3 ≤ 528
- 0.13 × X1 + 0.12 × X2 + 0.11 × X3 ≤ 352
Subject to batch-level inventory handling:- X1 − 100 × N11 ≤ 0
- X2 − 100 × N21 ≤ 0
- X3 − 100 × N31 ≤ 0
- 1 × N11 + 1 × N21 + 1 × N31 ≤ 528
Subject to batch-level setup:- X1 − 400 × N12 ≤ 0
- X2 − 600 × N22 ≤ 0
- X3 − 600 × N32 ≤ 0
- 5 × N12 + 4 × N22 + 4 × N32 ≤ 528
Subject to VOC emission:- 1.2 × X1 + 1 × X2 + 0.9 × X3 − 2500 × Φ1 − 4000 × Φ2 − 5500 × Φ3 ≤ 0
- Φ0 − λ1 ≤ 0
- Φ1 − λ1 − λ2 ≤ 0
- Φ2 − λ2 − λ3 ≤ 0
- Φ3 − λ3 ≤ 0
- Φ0 + Φ1 + Φ2 + Φ3 = 1
- λ1 + λ2 + λ3 = 1
4.2. Sensitivity Analysis
5. Shop Floor Control under Industry 4.0 in Paper Industry
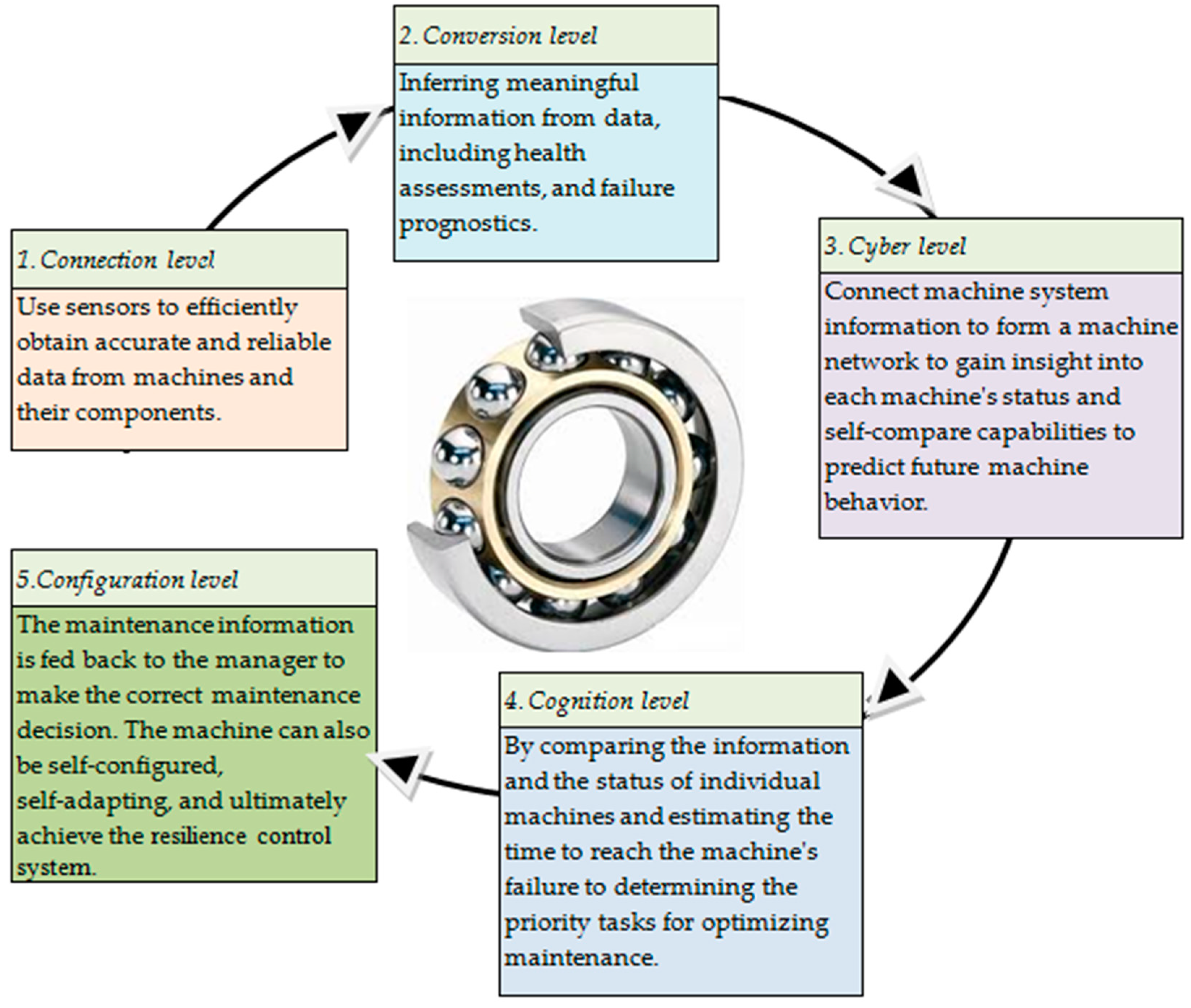
5.1. Status Monitoring
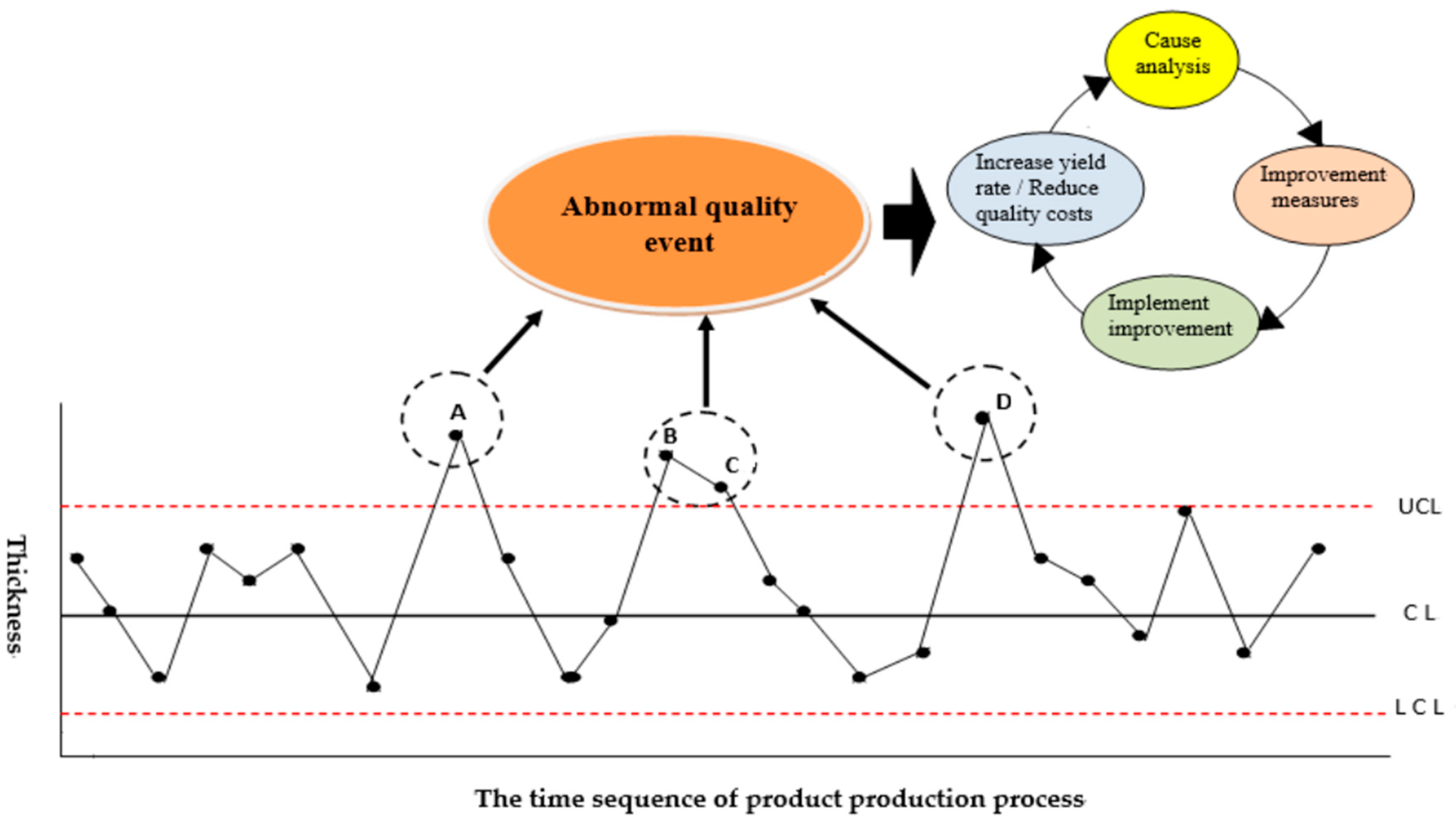
5.2. Quality Control
6. Discussion
6.1. Managerial Insights for Industrial Practitioners
6.2. Related Issues & Future Research Directions
6.2.1. Multiple-Objective Problem
6.2.2. Efficiency Using DEA (Data Envelopment Analysis)
6.2.3. Cap-and-Trade Issue
6.2.4. The Cost of Stopping Due to Problems in Machines
6.2.5. The Cost of the Periodic Maintenance of the Machines
6.2.6. The Application of Related Technologies Developed by Industry 4.0 in Environmental Pollution Prevention and Control
6.2.7. The Model Validated against Real Data
6.2.8. The Detail Diagram of Circular Economy in Paper Industry
6.2.9. The Application of Related Technologies Developed by Industry 4.0
7. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Lee, J. Industry 4.0 in Big Data Environment. German Harting Magazine, January 2014; 8–10. [Google Scholar]
- Lasi, H.; Fettke, P.; Kemper, H.G.; Feld, T.; Hoffmann, M. Industry 4.0. Bus. Inf. Syst. Eng. 2014, 6, 239–242. [Google Scholar] [CrossRef]
- Cooper, R.; Kaplan, R.S. Measure costs right: Make the right decision. Harv. Bus. Rev. 1988, 66, 96–103. [Google Scholar]
- Kee, R.; Schmidt, C. A comparative analysis of utilizing activity-based costing and the theory of constraints for making product-mix decisions. Int. J. Prod. Econ. 2000, 63, 1–17. [Google Scholar] [CrossRef]
- Spoede, C.; Henke, E.; Umble, M. Using activity analysis to locate profitability drivers: ABC can support a theory of constraints management process. Manag. Account. 1994, 75, 43–48. [Google Scholar]
- Kugele, A.; Jelinek, F.; Gaffal, R. Aircraft Particulate Matter Emission Estimation through All Phases of Flight; EEC/SEE/2005/0014; Eurocontrol Experimental Centre: Les Bordes, France, 2005. [Google Scholar]
- Mayor, K.; Tol, R.S.J. The impact of the EU-US Open Skies agreement on international travel and carbon dioxide emissions. J. Air Transp. Manag. 2008, 14, 1–7. [Google Scholar] [CrossRef]
- Upham, P. A comparison of sustainability theory with UK and European airports policy and practice. J. Environ. Manag. 2001, 63, 237–248. [Google Scholar] [CrossRef] [PubMed]
- Upham, P.; Raper, D.; Thomas, C.; McLellan, M.; Lever, M.; Lieuwen, A. Environmental capacity and European air transport: Stakeholder opinion and implications for modeling. J. Air Transp. Manag. 2004, 10, 199–205. [Google Scholar] [CrossRef]
- Tsai, W.-H.; Shen, Y.-S.; Lee, P.-L.; Chen, H.-C.; Kuo, L.; Huang, C.-C. Integrating information about the cost of carbon through activity-based costing. J. Clean. Prod. 2012, 36, 102–111. [Google Scholar] [CrossRef]
- Tonn, B. An equity first, risk-based framework for managing global climate change. Glob. Environ. Chang. 2003, 13, 295–306. [Google Scholar] [CrossRef]
- Sathre, R.; Gustavsson, L. Effects of energy and carbon taxes on building material competitiveness. Energy Build. 2007, 39, 488–494. [Google Scholar] [CrossRef]
- Hewitt, P.S. Depopulation and ageing in Europe and Japan the hazardous transition to a labor shortage economy. Int. Polit. Ges. 2002, 1, 111–120. [Google Scholar]
- Lucke, D.; Constantinescu, C.; Westkämper, E. Smart Factory—A Step towards the Next Generation of Manufacturing. In Manufacturing Systems and Technologies for the New Frontier; Mitsuishi, M., Ueda, K., Kimura, F., Eds.; Springer: London, UK, 2008; pp. 115–118. [Google Scholar]
- Kagermann, H.; Helbig, J.; Hellinger, A.; Wahlster, W. Recommendations for Implementing the Strategic Initiative INDUSTRIE 4.0: Securing the Future of German Manufacturing Industry; Final Report of the Industrie 4.0 Working Group; Forschungsunion: Frankfurt, Germany, 2013. [Google Scholar]
- Abramovici, M.; Stark, R. (Eds.) Smart Product Engineering. In Proceedings of the 23rd CIRP Design Conference, Bochum, Germany, 11–13 March 2013. [Google Scholar]
- Schlechtendahl, J.; Keinert, M.; Kretschmer, F.; Lechler, A.; Verl, A. Making existing production systems Industry 4.0-ready. Prod. Eng. Res. Dev. 2015, 9, 143–148. [Google Scholar] [CrossRef]
- Lee, J.; Bagheri, B.; Kao, H.A. A Cyber-Physical Systems architecture for Industry 4.0-based manufacturing systems. Manuf. Lett. 2015, 3, 18–23. [Google Scholar] [CrossRef]
- Sheng, P.; Srinivasan, M.; Kobayashi, S. Multi-objective process planning in environmentally conscious manufacturing: A feature-based approach. CIRP Ann. Manuf. Technol. 1995, 44, 433–437. [Google Scholar] [CrossRef]
- Zust, R.; Caduff, G. Live-cycle modeling as an instrument for life-cycle engineering. CIRP Ann. Manuf. Technol. 1997, 46, 351–354. [Google Scholar] [CrossRef]
- Boons, F. Greening products: A framework for product chain management. J. Clean. Prod. 2002, 10, 495–505. [Google Scholar] [CrossRef]
- UNFCC (United Nations Framework on Climate Change). Adoption of the Paris Agreement. In the Report of the Conference of the Parties on its twenty-first session (held in Paris from 30 November to 13 December 2015), Addendum, Report No. FCCC/CP/2015/10/Add.1. United Nations, 29 January 2016. Available online: http://unfccc.int/resource/docs/2015/cop21/eng/10a01.pdf (accessed on 19 August 2016).
- Lee, C.H.; Huang, S.Y.; Barnes, F.B.; Kao, L. Business performance and customer relationship management: The effect of IT. Organisational contingency and business process on Taiwanese manufacturers. Total Qual. Manag. Bus. Excell. 2010, 21, 43–65. [Google Scholar] [CrossRef]
- Tsai, W.-H.; Yang, C.-H.; Chang, J.-C.; Lee, H.-L. An activity-based costing decision model for life cycle assessment in green building projects. Eur. J. Oper. Res. 2014, 238, 607–619. [Google Scholar] [CrossRef]
- Georgiadis, P.; Vlachos, D. The effect of environmental parameters on product recovery. Eur. J. Oper. Res. 2004, 157, 449–464. [Google Scholar] [CrossRef]
- Chen, W.Y.; Jim, C.Y. Resident valuation and expectation of the urban greening project in Zhuhai, China. J. Environ. Plan. Manag. 2011, 54, 851–869. [Google Scholar] [CrossRef]
- Bansal, P.; Roth, K. Why companies go green: A model of ecological responsiveness. Acad. Manag. J. 2000, 43, 717–736. [Google Scholar]
- Majumdar, S.K.; Marcus, A.A. Rules versus discretion: The productivity consequences of flexible regulation. Acad. Manag. J. 2001, 44, 170–179. [Google Scholar]
- Liu, L.; Ma, X. Technology-based industrial environmental management: A case study of electroplating in Shenzhen, China. J. Clean. Prod. 2010, 18, 1731–1739. [Google Scholar] [CrossRef]
- Christmann, P. Effects of “best practices” of environmental management on cost advantage: The role of complementary assets. Acad. Manag. J. 2000, 43, 663–680. [Google Scholar]
- Tsai, W.-H. Activity-based costing model for joint products. Comput. Ind. Eng. 1996, 31, 725–729. [Google Scholar] [CrossRef]
- Tsai, W.-H.; Hsu, J.-L.; Chen, C.-H. Integrating activity-based costing and revenue management approaches to analyse the remanufacturing outsourcing decision with qualitative factors. Int. J. Revenue Manag. 2007, 1, 367–387. [Google Scholar] [CrossRef]
- Tsai, W.-H.; Kuo, L. Operating costs and capacity in the airline industry. J. Air Transp. Manag. 2004, 10, 269–275. [Google Scholar] [CrossRef]
- Tsai, W.-H.; Hsu, J.-L. Corporation social responsibility programs choice and costs assessment in the airline industry: A hybrid model. J. Air Transp. Manag. 2008, 14, 188–196. [Google Scholar] [CrossRef]
- Kim, Y.-W.; Ballard, G. Activity-based costing and its application to lean construction. In Proceedings of the 9th Annual Conference of the International Group for Lean Construction, Singapore, 6–8 August 2001. [Google Scholar]
- Tsai, W.-H. Quality cost measurement under activity based costing. Int. J. Qual. Reliab. Manag. 1998, 15, 719–752. [Google Scholar] [CrossRef]
- Roztocki, N. Using the integrated activity-based costing and economic value added information system for project management. In Proceedings of the Seventh Americas Conference on Information Systems, Boston, MA, USA, 2–5 August 2001; pp. 1454–1460. [Google Scholar]
- Fichman, R.G.; Kemerer, C.F. Activity-based costing for component-based software development. Inf. Technol. Manag. 2002, 3, 137–160. [Google Scholar] [CrossRef]
- Tsai, W.-H.; Lai, C.-W. Outsourcing or capacity expansions: Application of activity-based costing model on joint product decisions. Comput. Oper. Res. 2007, 34, 3666–3681. [Google Scholar] [CrossRef]
- Tsai, W.-H.; Hung, S.-J. Treatment and recycling system optimisation with activity based costing in WEEE reverse logistics management: An environmental supply chain perspective. Int. J. Prod. Res. 2009, 47, 5391–5420. [Google Scholar] [CrossRef]
- Tsai, W.-H.; Hung, S.-J. A fuzzy goal programming approach for green supply chain optimisation under activity-based costing and performance evaluation with a value chain structure. Int. J. Prod. Res. 2009, 47, 4991–5017. [Google Scholar] [CrossRef]
- Tsai, W.-H. A technical note on using work sampling to estimate the effort on activities under activity-based costing. Int. J. Prod. Econ. 1996, 43, 11–16. [Google Scholar] [CrossRef]
- Turney, P.B.B. Common Cents—The ABC Performance Breakthrough, How to Succeed with Activity-Based Costing; Cost Technology: Hillsboro, OR, USA, 1992. [Google Scholar]
- Turney, P.B.B. What an activity-based cost model looks like. J. Cost Manag. 1992, 5, 54–60. [Google Scholar]
- Turney, P.B.B. Common Cents: How to Succeed with Activity-Based Costing and Activity-Based Management, 2nd ed.; McGraw-Hill: New York, NY, USA, 2005. [Google Scholar]
- Cooper, R. Cost classification in unit-based and activity-based manufacturing cost systems. J. Cost Manag. 1990, 4, 4–14. [Google Scholar]
- Holmen, J.S. ABC vs. TOC: It’s a Matter of Time. Manag. Account. Montvale 1995, 76, 37–40. [Google Scholar]
- Noreen, E.; Smith, D.; Mackey, J.T. The Theory of Constraints and Its Implications for Management Accounting; North River Press: Great Barrington, MA, USA, 1995. [Google Scholar]
- Plenert, G. Optimizing theory of constraints when multiple constrained resources exist. Eur. J. Oper. Res. 1993, 70, 126–133. [Google Scholar] [CrossRef]
- Luebbe, R.; Finch, B. Theory of constraints and linear programming. Int. J. Prod. Res. 1992, 30, 1471–1478. [Google Scholar] [CrossRef]
- Kletti, J. (Ed.) Manufacturing Execution System-MES; Springer: New York, NY, USA, 2007. [Google Scholar]
- Williams, H.P. Model Building in Mathematical Programming, 2nd ed.; Wiley: New York, NY, USA, 1985; pp. 173–177. [Google Scholar]
- Tsai, W.-H.; Lin, S.-J.; Liu, J.-Y.; Lin, W.-R.; Lee, K.-C. Incorporating life cycle assessments into building project decision making: An energy consumption and CO2 emission perspective. Energy 2011, 36, 3022–3029. [Google Scholar] [CrossRef]
- Pati, R.K.; Vrat, P.; Kumar, P. Economic analysis of paper recycling vis-à-vis wood as raw material. Int. J. Prod. Econ. 2006, 103, 489–508. [Google Scholar] [CrossRef]
- Da Cunha Lemos, Â.D.; Giacomucci, A. Green procurement activities: So environmental indicators and practical actions taken by industry and tourism. Int. J. Environ. Sustain. Dev. 2002, 1, 59–72. [Google Scholar] [CrossRef]
- Faith-Ell, C.; Balfors, B.; Folkeson, L. The application of environmental requirements in Swedish road maintenance contracts. J. Clean. Prod. 2006, 14, 163–171. [Google Scholar] [CrossRef]
- Wagner, T.; Herrmann, C.; Thiede, S. Industry 4.0 impacts on lean production systems. Procedia CIRP 2017, 63, 125–131. [Google Scholar] [CrossRef]
- Shah, R.; Ward, P.T. Defining and developing measures of lean production. J. Oper. Manag. 2007, 25, 785–805. [Google Scholar] [CrossRef] [Green Version]
- Mrugalska, B.; Wyrwicka, M.K. Towards Lean Production in Industry 4.0. Procedia Eng. 2017, 182, 466–473. [Google Scholar] [CrossRef]
- Bagheri, B.; Yang, S.; Kao, H.-A.; Lee, J. Cyber-Physical Systems architecture for self-aware machines in Industry 4.0-based environment. IFAC-PapersOnLine 2015, 48, 1622–1627. [Google Scholar] [CrossRef]
- Lee, J.; Bagheri, B.; Kao, H.A. Recent Advances and Trends of Cyber-Physical Systems and Big Data Analytics in Industrial Informatics. In Proceedings of the 2014 12th International Conference on Industrial Informatics (INDIN), Porto Alegre, Brazil, 27–30 July 2014. [Google Scholar]
- Woodall, W.H.; Montgomery, D.C. Research Issues and Ideas in Statistical Process Control. J. Qual. Technol. 1999, 31, 376–386. [Google Scholar] [CrossRef]
- Tsai, W.H.; Hsu, J.L.; Chen, C.H.; Chou, Y.W.; Lin, S.J.; Lin, W.R. Application of ABC in hot spring country inn. Int. J. Manag. Enterp. Dev. 2010, 8, 152–174. [Google Scholar] [CrossRef]
- Sauer, O. Information Technology for the Factory of the Future—State of the Art and Need for Action. Procedia CIRP 2014, 25, 293–296. [Google Scholar] [CrossRef]
- Glock, C.H.; Jaber, M.Y. Learning effects and the phenomenon of moving bottlenecks in a two-stage production system. Appl. Math. Model. 2013, 37, 8617–8628. [Google Scholar] [CrossRef]
- Qin, J.; Liu, Y.; Grosvenor, R. A Categorical Framework of Manufacturing for Industry 4.0 and Beyond. Procedia CIRP 2016, 52, 173–178. [Google Scholar] [CrossRef]
- Lee, J.; Kao, H.A.; Yang, S. Service innovation and smart analytics for Industry 4.0 and big data Environment. Procedia CIRP 2014, 16, 3–8. [Google Scholar] [CrossRef]
- Tzeng, G.H.; Tang, T.I.; Hung, Y.M.; Chang, M.L. Multiple-objective planning for a production and distribution model of the supply chain: Case of a bicycle manufacturer. J. Sci. Ind. Res. 2006, 65, 309–320. [Google Scholar]
- Charnes, A.; Cooper, W.W.; Rhodes, E. Measuring the efficiency of decision-making units. Eur. J. Oper. Res. 1978, 2, 429–444. [Google Scholar] [CrossRef]
- Zhou, H.; Yang, Y.; Chen, Y.; Zhu, J. Data envelopment analysis application in sustainability: The origins, development and future directions. Eur. J. Oper. Res. 2018, 264, 1–16. [Google Scholar] [CrossRef]
- Wang, X.; Xue, M.; Xing, L. Analysis of Carbon Emission Reduction in a Dual-Channel Supply Chain with Cap-And-Trade Regulation and Low-Carbon Preference. Sustainability 2018, 10, 580. [Google Scholar] [CrossRef]
- Zhang, L.; Yang, W.; Yuan, Y.; Zhou, R. An Integrated Carbon Policy-Based Interactive Strategy for Carbon Reduction and Economic Development in a Construction Material Supply Chain. Sustainability 2017, 9, 2107. [Google Scholar] [CrossRef]
- Chesworth, D. Industry 4.0 Techniques as a Maintenance Strategy (A Review Paper); Research Project: Maintenance Strategies in Industry, Glyndwr University: Wrexham, UK, January 2018. [Google Scholar]
- Fleischmann, H.; Kohl, J.; Franke, J. A Modular Architecture for the Design of Condition Monitoring Processes. Procedia CIRP 2016, 57, 410–415. [Google Scholar] [CrossRef]
- Wang, S.; Hao, J. Air quality management in China: Issues, challenges, and options. J. Environ. Sci. 2012, 24, 2–13. [Google Scholar] [CrossRef]
- Ghisellini, P.; Cialani, C.; Ulgiati, S. A review on circular economy: The expected transition to a balanced interplay of environmental and economic systems. J. Clean. Prod. 2016, 114, 11–32. [Google Scholar] [CrossRef]
- Tsai, W.-H.; Lin, W.-R.; Fan, Y.-W.; Lee, P.-L.; Lin, S.-J.; Hsu, J.-L. Applying a mathematical programming approach for a green product mix decision. Int. J. Prod. Res. 2012, 50, 1171–1184. [Google Scholar] [CrossRef]
- Tsai, W.-H.; Chen, H.-C.; Leu, J.-D.; Chang, Y.-C.; Lin, T.W. A product-mix decision model using green manufacturing technologies under activity-based costing. J. Clean. Prod. 2013, 57, 178–187. [Google Scholar] [CrossRef]
- Recker, J.; Rosemann, M.; Gohar, E.R. Measuring the carbon footprint of business processes. In Proceedings of the International Conference on Business Process Management in Lecture Notes in Business Information Processing, Hoboken, NJ, USA, 13–16 September 2010; Volume 66, pp. 511–520. [Google Scholar]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| j | i | Product 1 | Product 2 | Product 3 | Available Capacity | |||
|---|---|---|---|---|---|---|---|---|
| Maximum Demand (Ton) | X1 ≤ 500 | |||||||
| Selling price (USD/ton) | Pi | 1700 | 1400 | 1200 | ||||
| Direct material | m = 1 | C1 = $670/ton | Ai1 | 0.80 | 0.70 | 0.65 | Q1 ≤ 2000 | |
| m = 2 | C2 = $200/ton | Ai2 | 0.15 | 0.20 | 0.30 | Q2 ≤ 700 | ||
| m = 3 | C3 = $2500/ton | Ai3 | 0.05 | 0.10 | 0.05 | Q3 ≤ 300 | ||
| Ei | 89% | 90% | 91% | |||||
| Direct labor constraint Cost Labor hours (hr) | HC1 = 190,080 | HC2 = 253,440 | HC3 = 332,640 | |||||
| HQ1 = 31,680 | HQ2 = 39,600 | HQ3 = 47,520 | ||||||
| Wage rate (USD/ hr) | WR1 = 6 | WR2 = 8 | WR3 = 10 | |||||
| Labor hours (hr/ton) | LHi | 18 | 16 | 15 | ||||
| Pulping (hr/ton) | Machine hours | U1 = $50/hr | 1 | Hi1 | 0.12 | 0.12 | 0.12 | MH1 = 528 |
| paper making (hr/ton) | Machine hours | U2 = $250/hr | 2 | H2 | 0.22 | 0.18 | 0.17 | MH2 = 528 |
| Rewinding (hr/ton) | Machine hours | U2 = $12/hr | 3 | Hi3 | 0.13 | 0.12 | 0.11 | MH3 = 352 |
| Batch-level activity Inventory handling Set-up | Handling hours | d1 = $18/hr | 1 | Ri1 | 1 | 1 | 1 | T1 = 528 |
| Ki1 | 100 | 100 | 100 | |||||
| Set-up hours | d2 = $100/hr | 2 | Ri2 | 5 | 4 | 4 | T2 = 528 | |
| Ki2 | 400 | 600 | 600 | |||||
| CO2 emission constraint Cost (USD) Emission quantities | COV1 = 60,000 | COV2 = 114,000 | COV3 = 195,000 | |||||
| COQ1 = 2500 | COQ2 = 4000 | COQ3 = 5500 | Vi | 1.2 | 1 | 0.9 | ||
| Tax rate (USD/ton) | TR1 = 24 | TR2 = 36 | TR3 = 54 | |||||
| Environmental regulatory costs. | Total fix cost | $30,000 |
| X1 = 500 | X2 = 1415 | X3 = 910 |
| δ1 = 0 | δ2 = 1 | |
| γ0 = 0 | γ1 = 0.2815657 | γ2 = 0.7184343 |
| N11 = 5 | N21 = 15 | N31 = 10 |
| N12 = 2 | N22 = 3 | N32 = 2 |
| λ1 = 0 | λ2 = 1 | λ3 = 0 |
| Φ0 = 0 | Φ1 = 0.7773333 | Φ2 = 0.2226667 |
| Φ3 = 0 |
| CO2 Emissions (Ton) | Tax Rate (USD/Ton) | CO2 EmissionCosts | Tax Rate (USD/Ton) | CO2 EmissionCosts | Difference |
|---|---|---|---|---|---|
| (λ1 = 1) 2500 | 24 | 60,000 | 48 | 120,000 | 60,000 |
| (λ2 = 1) 334 | 36 | 12,024 | 72 | 24,048 | 12,024 |
| Total 2834 | 72,024 | 144,048 | 72,024 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tsai, W.-H.; Lai, S.-Y. Green Production Planning and Control Model with ABC under Industry 4.0 for the Paper Industry. Sustainability 2018, 10, 2932. https://doi.org/10.3390/su10082932
Tsai W-H, Lai S-Y. Green Production Planning and Control Model with ABC under Industry 4.0 for the Paper Industry. Sustainability. 2018; 10(8):2932. https://doi.org/10.3390/su10082932
Chicago/Turabian StyleTsai, Wen-Hsien, and Shang-Yu Lai. 2018. "Green Production Planning and Control Model with ABC under Industry 4.0 for the Paper Industry" Sustainability 10, no. 8: 2932. https://doi.org/10.3390/su10082932
APA StyleTsai, W. -H., & Lai, S. -Y. (2018). Green Production Planning and Control Model with ABC under Industry 4.0 for the Paper Industry. Sustainability, 10(8), 2932. https://doi.org/10.3390/su10082932