Feasibility of Eco-Friendly Binary and Ternary Blended Binders Made of Fly-Ash and Oil-Refinery Spent Catalyst in Ready-Mixed Concrete Production


Abstract
:1. Introduction
2. Experimental Program Materials and Methods
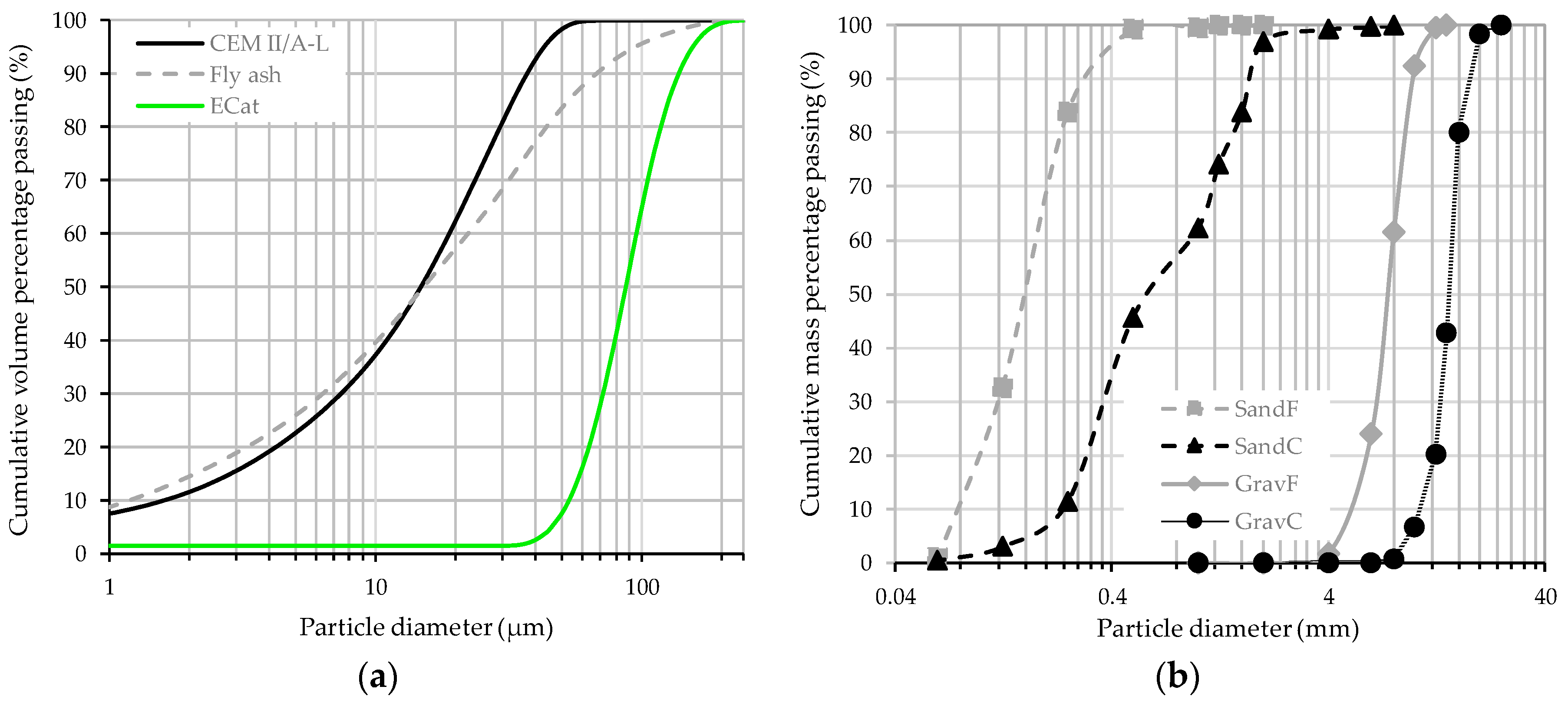
2.1. Materials
2.2. Concrete Mixture Design and Samples Preparation
2.3. Experimental Design and Test Methods on Hardened Concrete
2.3.1. Experimental Design
2.3.2. Test Methods
3. Test Results and Discussion
3.1. Fresh State
3.2. Hardened State
3.2.1. Compressive Strength
3.2.2. Ultrasonic Pulse Velocity
3.2.3. Capillary Water Absorption
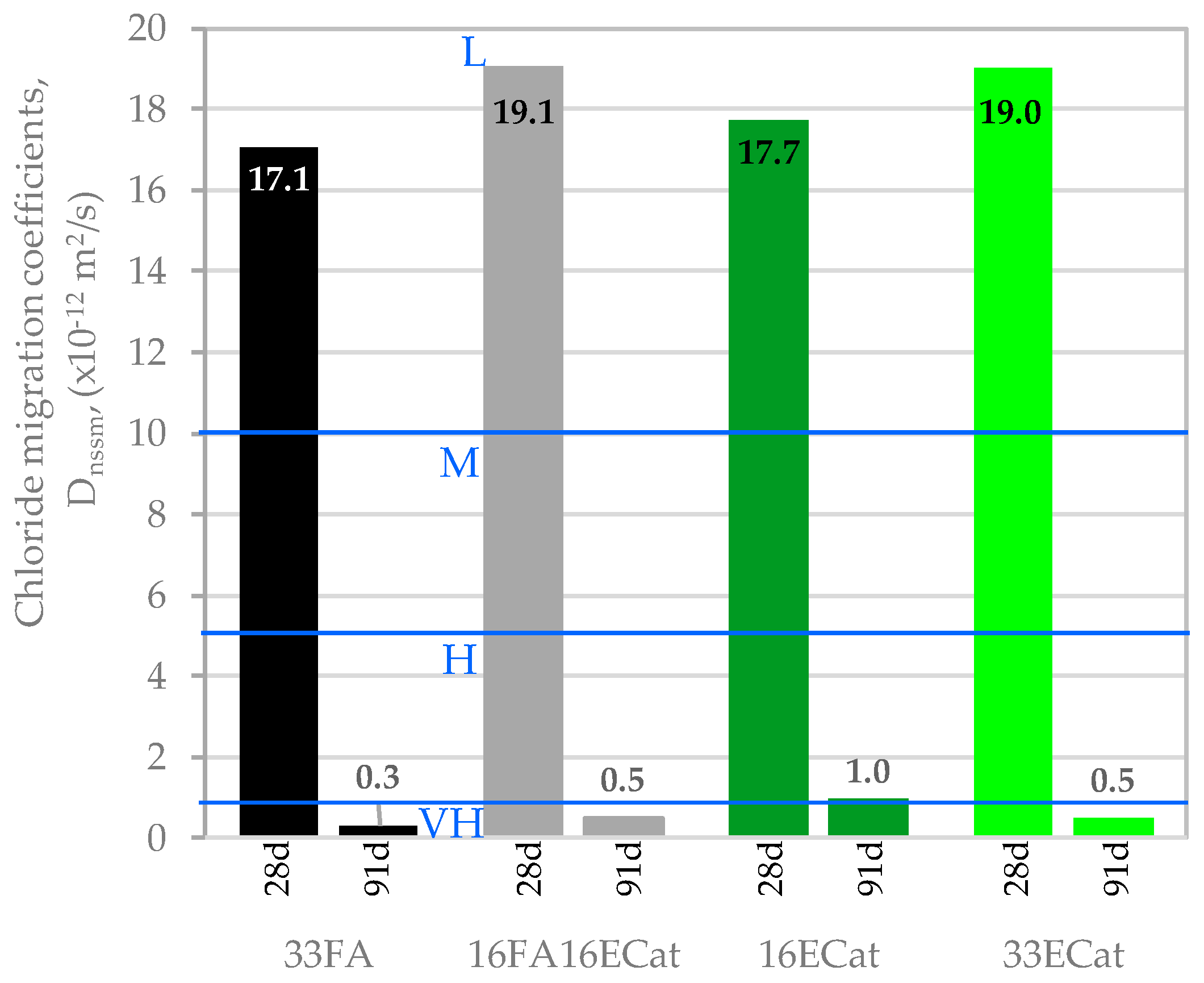
3.2.4. Chloride Migration
3.2.5. Electrical Resistivity
4. Conclusions
- ◾
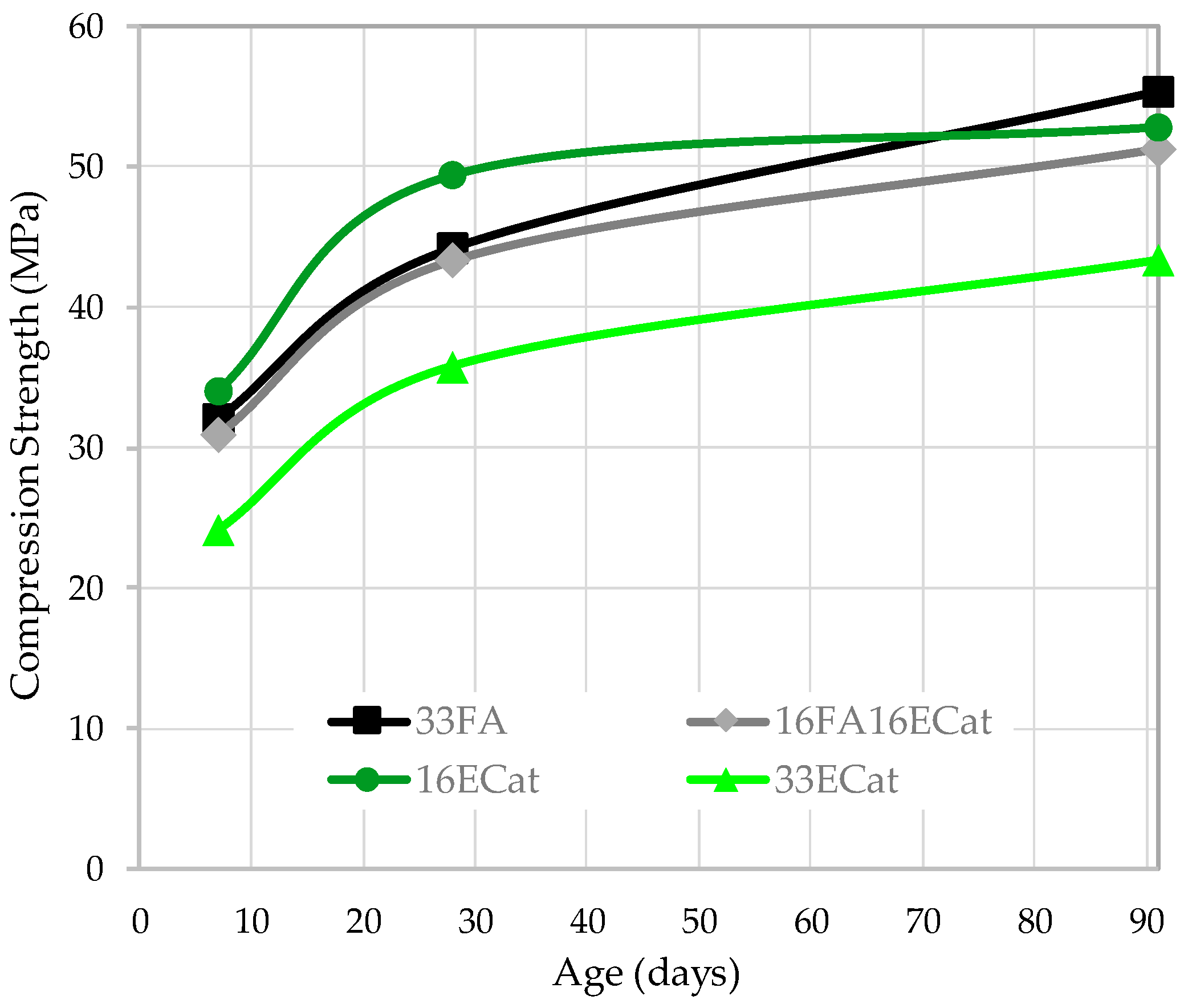
- The compressive strength development of 16FA16ECat concrete is similar to that of the reference concrete, 33FA. The 16ECat exhibits a strength gain higher than that of the 33FA up to 28 days whereas the compressive strength of the 33ECat is ca. 20% lower than that of 33FA up to 90 days of age. Anyhow, all concretes meet the target requirements of normative strength class C25/30
- ◾
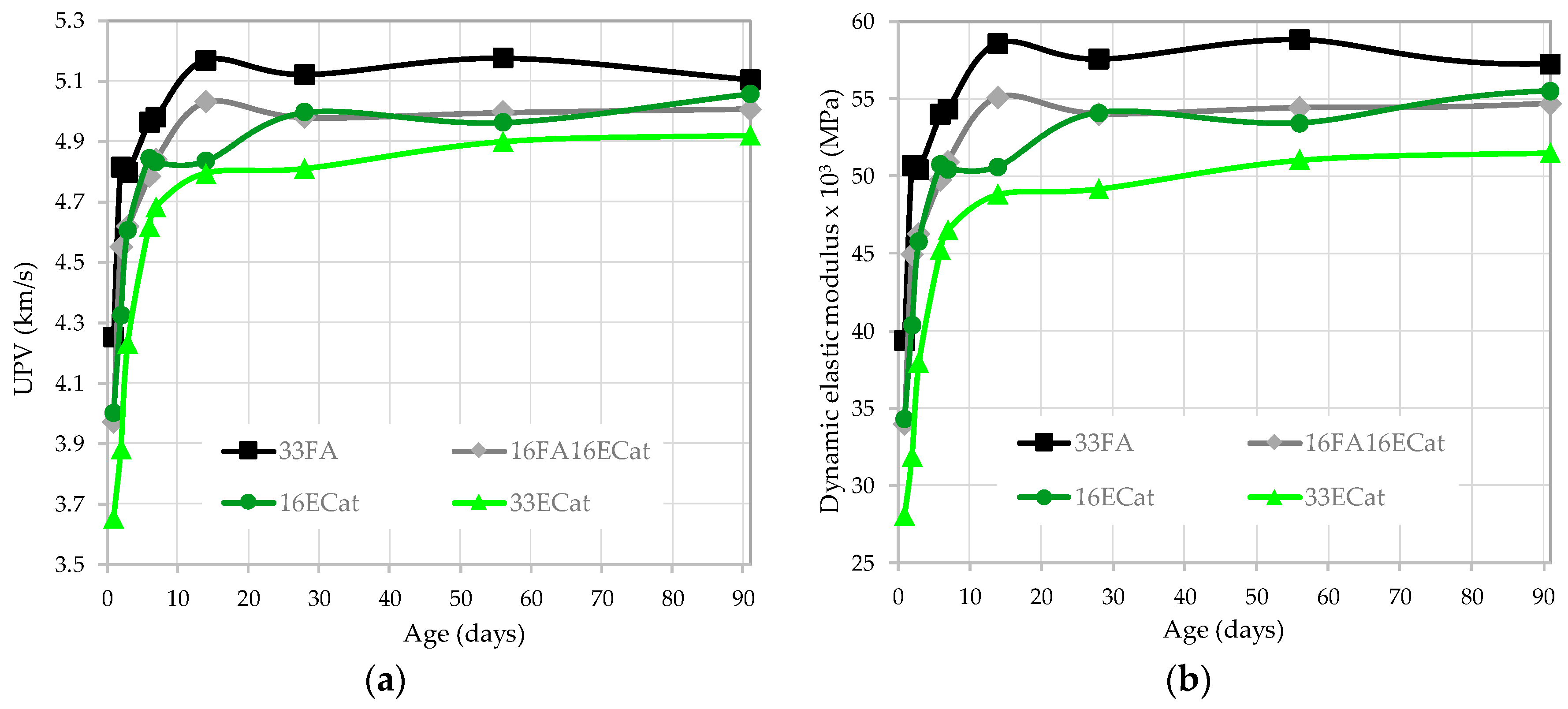
- Concretes with ECat incorporation present both lower UPV and dynamic elastic modulus values than those of 33FA concrete. Moreover, UPV and Ed values exhibit an inverse relationship with ECat content in the binders
- ◾
- The classification scale to assess the concretes quality based on the UPV values reveals that all concretes are of ‘excellent’ quality
- ◾
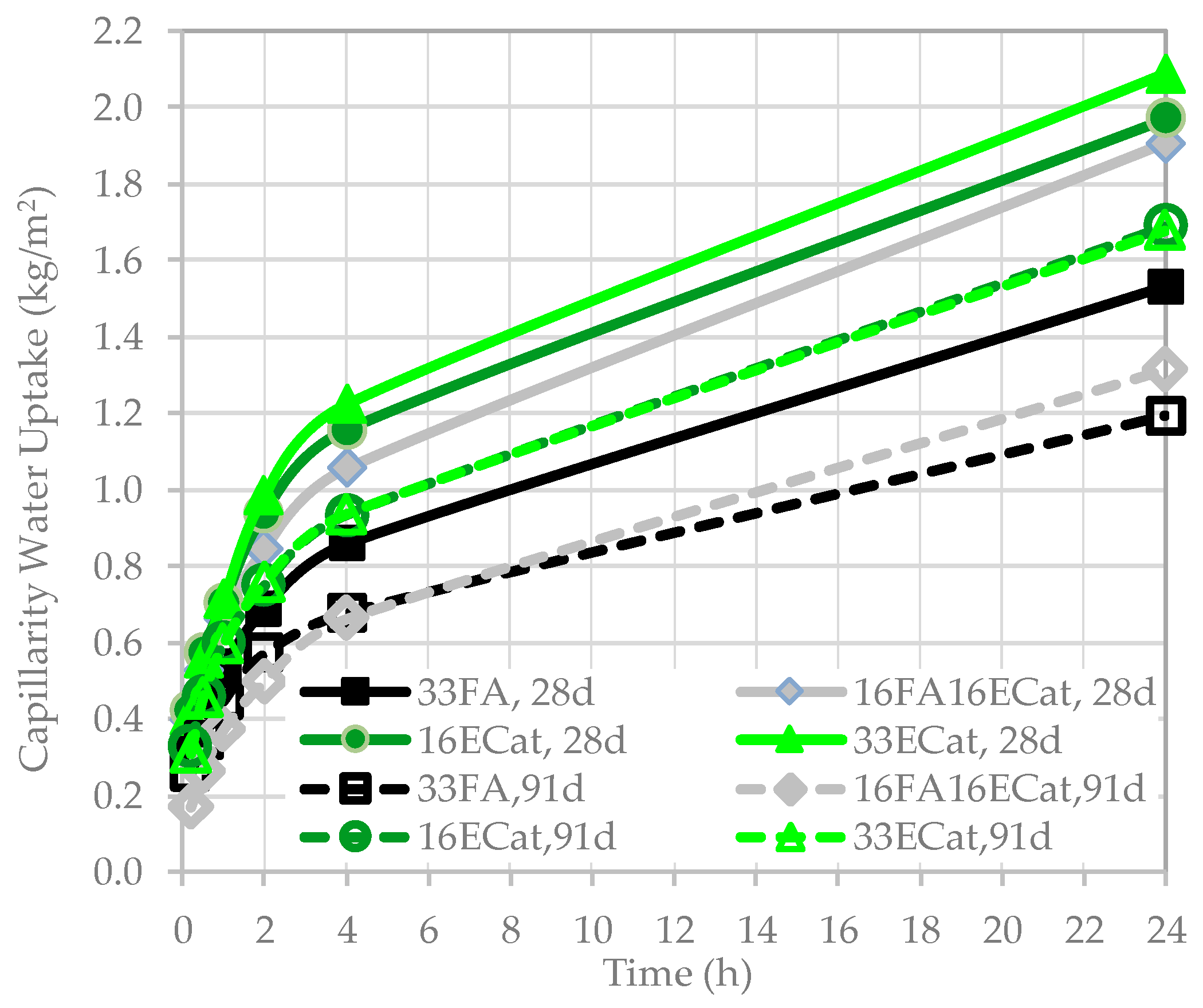
- The capillary water absorption, and the sorptivity, of ECat containing concretes are higher than those of the 33FA concrete. However, this increment shall not affect their technological application since, considering the criteria of potential durability of concretes based on S values, all investigated concretes are of ‘very good’ quality
- ◾
- The non-steady state chloride migration coefficients, Dnssm, of all concretes markedly decrease from 28 to 91 days of age, and at this age, all have Dnssm ≤ 1 × 10−12 m2/s. As such, regarding the durability indicators established for this property, all concretes investigated, at 91 days, lie in the class interval of ‘very high’ resistance to chloride-induced corrosion
- ◾
- Ternary 16FA16ECat concrete presents an electrical resistivity evolution similar to that of 33FA, 16ECat exhibits higher values and 33ECat lower than those of 33FA concrete. Once more these differences shall have no negative impact regarding their industrial application since, at 91 days, the 33ECat and 16FA16ECat concretes lie in the same class of durability (based on ρ values) than the 33FA, which is ‘medium’ and 16ECat belongs to the ‘high’ class.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Abbreviations
| AI | Activity index according to with European standard EN 450-1 |
| B | Binder |
| Dnssm | Non-steady state chloride migration coefficient (m2/s) |
| ECat | Spent equilibrium catalyst generated in oil-refinery |
| Ed | Dynamic modulus of elasticity (MPa) |
| FA | Fly-ashes |
| FCC | Fluid cracking catalytic |
| S | Capillary water sorption coefficient (kg/m2·h0.5) |
| UPV | Ultrasonic pulse velocity (Km/s) |
| wadded/B | Added water-to-binder mass ratio |
| weff/B | Effective water-to-binder mass ratio |
| ρ | Electrical resistivity |
References
- Meyer, C. The greening of the concrete industry. Cem. Concr. Compos. 2009, 31, 601–605. [Google Scholar] [CrossRef]
- CEMBUREAU Key Facts and Figures. Available online: https://cembureau.eu/cement-101/key-facts-figures/ (accessed on 16 July 2018).
- The Concrete Iniciative. Cement and Concrete Industry: Multiplier Effect on the Economy and Their Contribution to a Low Carbon Economy. 2015. Available online: https://www.theconcreteinitiative.eu/newsroom/publications/143-cement-and-concrete-industry-multiplier-effect-on-the-economy-and-their-contribution-to-a-low-carbon-economy (accessed on 3 July 2018).
- Worrell, E.; Price, L.; Martin, N.; Hendriks, C.; Meida, L.O. Carbon Dioxide Emission from the Global Cement Industry. Annu. Rev. Energy Environ. 2001, 26, 303–329. [Google Scholar] [CrossRef]
- Ishak, S.A.; Hashim, H. Low carbon measures for cement plant—A review. J. Clean. Prod. 2015, 103, 260–274. [Google Scholar] [CrossRef]
- Feiz, R.; Ammenberg, J.; Baas, L.; Eklund, M.; Helgstrand, A.; Marshall, R. Improving the CO2 performance of cement, part I: Utilizing life-cycle assessment and key performance indicators to assess development within the cement industry. J. Clean. Prod. 2015, 98, 272–281. [Google Scholar] [CrossRef]
- WBCSD; IEA; Cement Technology Roadmap 2009. Carbon Emissions Reductions up to 2050. Available online: https://www.iea.org/publications/freepublications/publication/Cement.pdf (accessed on 3 July 2018).
- CEMBUREAU Cement, Concrete & the Circular Economy. Available online: https://cembureau.eu/media/1229/9062_cembureau_cementconcretecirculareconomy_coprocessing_2016-09-01-04.pdf (accessed on 2 July 2018).
- Liew, K.M.; Sojobi, A.O.; Zhang, L.W. Green concrete: Prospects and challenges. Constr. Build. Mater. 2017, 156, 1063–1095. [Google Scholar] [CrossRef]
- Vishwakarma, V.; Ramachandran, D. Green Concrete mix using solid waste and nanoparticles as alternatives—A review. Constr. Build. Mater. 2018, 162, 96–103. [Google Scholar] [CrossRef]
- Van Buren, N.; de Vries, M. Europe Goes Circular Outlining the Implementation of a Circular Economy in the European Area. 2017. Available online: https://www.rli.nl/sites/default/files/rli_eu_goes_circular_-_eeac_working_group_on_circular_economy_def_1.pdf (accessed on 3 July 2018).
- EU. The EU Framework Programme for Research & Innovation HORIZON 2020. Available online: http://ec.europa.eu/programmes/horizon2020/sites/horizon2020/files/H2020_inBrief_EN_FinalBAT.pdf (accessed on 3 July 2018).
- Aprianti, S.E. A huge number of artificial waste material can be supplementary cementitious material (SCM) for concrete production—A review part II. J. Clean. Prod. 2017, 142, 4178–4194. [Google Scholar] [CrossRef]
- Shafigh, P.; Mahmud, H.B.; Jumaat, M.Z.; Zargar, M. Agricultural wastes as aggregate in concrete mixtures—A review. Constr. Build. Mater. 2014, 53, 110–117. [Google Scholar] [CrossRef]
- Paris, J.M.; Roessler, J.G.; Ferraro, C.C.; Deford, H.D.; Townsend, T.G. A review of waste products utilized as supplements to Portland cement in concrete. J. Clean. Prod. 2016, 121, 1–18. [Google Scholar] [CrossRef]
- Juenger, M.C.G.; Siddique, R. Recent advances in understanding the role of supplementary cementitious materials in concrete. Cem. Concr. Res. 2015, 78, 71–80. [Google Scholar] [CrossRef]
- Costa, C. Hydraulic Binders. In Materials for Construction and Civil Engineering: Science, Processing, and Design; Gonçalves, M., Margarido, F., Eds.; Springer: Cham, Switzerland, 2015; pp. 1–52. [Google Scholar] [CrossRef]
- Golewski, G.L. Green concrete composite incorporating fly ash with high strength and fracture toughness. J. Clean. Prod. 2018, 172, 218–226. [Google Scholar] [CrossRef]
- Project COIN. Fly Ash in Concrete. A Literature Study of the Advantages and Disadvantages; SINTEF: Trondheim, Norway, 2009. [Google Scholar]
- Ulubeyli, G.; Artir, R. Sustainability for Blast Furnace Slag: Use of Some Construction Wastes. Procedia Soc. Behav. Sci. 2015, 195, 2191–2198. [Google Scholar] [CrossRef]
- Speight, J. The Chemistry and Technology of Petroleum, 4th ed.; Taylor & Francis Group, LLC, CRC Press: New York, NY, USA, 2006. [Google Scholar]
- Ferella, F.; Innocenzi, V.; Maggiore, F. Oil refining spent catalysts: A review of possible recycling technologies. Resour. Conserv. Recycl. 2016, 108, 10–20. [Google Scholar] [CrossRef]
- ECCPA. FCC Equilibrium Catalyst (Including FCC Catalyst Fines) Finds Safe Reuse/Rework Outlets in Europe. 2006. Available online: http://www.cefic.org/Documents/Other/Ecat_outlets_Europe_04Jan2006%20final%20Dec06.pdf (accessed on 3 July 2018).
- Sines Refinery, Petroleos de Portugal PETROGAL, SA; Personal communication provided by Maria Santos; Environmental Manager at Petrogal, GalpEnergia: Sines, Portugal, 2017.
- Sadeghbeigi, R. Fluid Catalytic Cracking Handbook. An Expert Guide to the Practical Operation, Design, and Optimization of FCC Units, 3rd ed.; Elsevier Inc.: Oxford, UK, 2012; ISBN 9780123869654. [Google Scholar]
- Payá, J.; Monzó, J.; Borrachero, M.V. Physical, chemical and mechanical properties of fluid catalytic cracking catalyst residue (FC3R) blended cements. Cem. Concr. Res. 2001, 31, 57–61. [Google Scholar] [CrossRef]
- Antiohos, S.K.; Chouliara, E.; Tsimas, S. Re-use of spent catalyst from oil-cracking refineries as supplementary cementing material. China Part. 2006, 4, 73–76. [Google Scholar] [CrossRef]
- Paya, J.; Monzo, J.M.; Borrachero, M.V.; Velazquez, S. Pozzolanic reaction rate of fluid catalytic cracking catalyst residue (FC3R) in cement pastes. Adv. Cem. Res. 2013, 25, 112–118. [Google Scholar] [CrossRef]
- Wilińska, I.; Pacewska, B. Calorimetric and thermal analysis studies on the influence of waste aluminosilicate catalyst on the hydration of fly ash-cement paste. J. Therm. Anal. Calorim. 2014, 116, 689–697. [Google Scholar]
- Silva, F.G.S.; Fiuza Junior, R.A.; da Silva, J.S.; de Brito, C.M.S.R.; Andrade, H.M.C.; Gonçalves, J.P. Consumption of calcium hydroxide and formation of C–S–H in cement pastes. J. Therm. Anal. Calorim. 2014, 116, 287–293. [Google Scholar] [CrossRef]
- Lin, K.-L.; Wu, H.-H.; Chao, S.-J.; Cheng, A.; Hwang, C.-L. Characteristics of waste catalyst reused as latent hydraulic materials. Environ. Prog. Sustain. Energy 2013, 32, 94–98. [Google Scholar] [CrossRef]
- Costa, C.; Ferreira, C.; Ribeiro, M.; Fernandes, A. Alkali-Activated Binders Produced from Petrochemical Fluid Catalytic Cracking Catalyst Waste. Int. J. 2014, 3, 114–122. [Google Scholar]
- Tseng, Y.S.; Huang, C.L.; Hsu, K.C. The pozzolanic activity of a calcined waste FCC catalyst and its effect on the compressive strength of cementitious materials. Cem. Concr. Res. 2005, 35, 782–787. [Google Scholar] [CrossRef]
- Costa, C.; Marques, P. Low-carbon cement with waste oil-cracking catalyst incorporation. In Proceedings of the IEEE Cement Industry Technical Conference, San Antonio, TX, USA, 14–17 May 2012. [Google Scholar] [CrossRef]
- Torres Castellanos, N.; Torres Agredo, J.; Mejía de Gutiérrez, R.; Castellanos, N.; Agredo, J.; de Gutiérrez, R. Evaluation of the Permeation Properties of Concrete Added with a Petrochemical Industry Waste. Calcined Clays Sustain. Concr. Bookser. 2015, 37, 23–29. [Google Scholar] [CrossRef]
- Payá, J.; Monzó, J.; Borrachero, M.V.; Velázquez, S. Cement equivalence factor evaluations for fluid catalytic cracking catalyst residue. Cem. Concr. Compos. 2013, 39, 12–17. [Google Scholar] [CrossRef] [Green Version]
- Costa, C.; Ribeiro, M.S.; Brito, N. Effect of Waste Oil-Cracking Catalyst Incorporation on Durability of Mortars. Mater. Sci. Appl. 2014, 5, 905–914. [Google Scholar] [CrossRef]
- Neves, R.; Vicente, C.; Castela, A.; Montemor, M.F. Durability performance of concrete incorporating spent fluid cracking catalyst. Cem. Concr. Compos. 2015, 55, 308–314. [Google Scholar] [CrossRef]
- Castellanos, N.T.; Agredo, J.T. Using spent fluid catalytic cracking (FCC) catalyst as pozzolanic addition—A review. Ing. Investig. 2010, 30, 35–42. [Google Scholar]
- Velázquez, S.; Monzó, J.; Borrachero, M.V.; Soriano, L.; Payá, J. Evaluation of the pozzolanic activity of spent FCC catalyst/fly ash mixtures in Portland cement pastes. Thermochim. Acta 2016, 632, 29–36. [Google Scholar] [CrossRef] [Green Version]
- Zornoza, E.; Payá, J.; Garcés, P. Chloride-induced corrosion of steel embedded in mortars containing fly ash and spent cracking catalyst. Corros. Sci. 2008, 50, 1567–1575. [Google Scholar] [CrossRef]
- Imbabi, M.S.; Carrigan, C.; McKenna, S. Trends and developments in green cement and concrete technology. Int. J. Sustain. Built Environ. 2012, 1, 194–216. [Google Scholar] [CrossRef] [Green Version]
- CEMBUREAU. Cements for a Low-Carbon Europe—A Review of the Diverse Solutions Applied by the European Cement Industry through Clinker Substitution to Reducing the Carbon Footprint of Cement and Concrete in Europe. Available online: https://cembureau.eu/media/1501/cembureau_cementslowcarboneurope.pdf (accessed on 3 July 2018).
- Cyr, M.; Lawrence, P.; Ringot, E. Efficiency of mineral admixtures in mortars: Quantification of the physical and chemical effects of fine admixtures in relation with compressive strength. Cem. Concr. Res. 2006, 36, 264–277. [Google Scholar] [CrossRef]
- Nunes, S.; Costa, C. Numerical optimization of self-compacting mortar mixture containing spent equilibrium catalyst from oil refinery. J. Clean. Prod. 2017, 158, 109–121. [Google Scholar] [CrossRef]
- British Ready-Mixed Concrete Association. Ready-Mixed Concrete Resource Efficiency Action Plan British Ready-Mixed Concrete Association: London, UK. 2014. Available online: https://www.brmca.org.uk/documents/Ready_Mixed_Concrete_REAP_028_WRAP_BRE_BRMCA_Feb_14.pdf (accessed on 3 July 2018).
- ASTM C597-16, Standard Test Method for Pulse Velocity Through Concrete. 2016. Available online: https://shop.bsigroup.com/ProductDetail/?pid=000000000030344342 (accessed on 1 April 2016).
- Neville, A.M. Properties of Concrete, 5 th ed.; Pearson: London, UK, 2011; ISBN 0273755803. [Google Scholar]
- Payá, J.; Monzó, J.; Borrachero, M.; Velázquez, S. Evaluation of the pozzolanic activity of fluid catalytic cracking catalyst residue (FC3R). Thermogravimetric analysis studies on FC3R-Portland cement pastes. Cem. Concr. Res. 2003, 33, 603–609. [Google Scholar] [CrossRef]
- De Belie, N.; Grosse, C.; Baert, G. Ultrasonic transmission to monitor setting and hardening of fly ash concrete. ACI Mater. J. 2008, 105, 221–226. [Google Scholar] [CrossRef]
- Leslie, J.R.; Cheeseman, W.J. An ultrasonic method for studying deterioration and cracking in concrete structures. ACI Mater. 1949, 46, 17–36. [Google Scholar]
- Feldman, R.F. Non-Destructive Testing of Concrete, CBD-187. 1977. Available online: http://web.mit.edu/parmstr/Public/NRCan/CanBldgDigests/cbd187_e.html (accessed on 1 May 2018).
- Saint-Pierre, F.; Philibert, A.; Giroux, B.; Rivard, P. Concrete Quality Designation based on Ultrasonic Pulse Velocity. Constr. Build. Mater. 2016, 125, 1022–1027. [Google Scholar] [CrossRef]
- Hossain, M.M.; Karim, M.R.; Hasan, M.; Hossain, M.K.; Zain, M.F.M. Durability of mortar and concrete made up of pozzolans as a partial replacement of cement: A review. Constr. Build. Mater. 2016, 116, 128–140. [Google Scholar] [CrossRef]
- Pacewska, B.; Bukowska, M.; Wilińska, I.; Swat, M. Modification of the properties of concrete by a new pozzolan—A waste catalyst from the catalytic process in a fluidized bed. Cem. Concr. Res. 2002, 32, 145–152. [Google Scholar] [CrossRef]
- Torres Castellanos, N.; Izquierdo García, S.; Torres Agredo, J.; Mejía de Gutiérrez, R. Resistance of blended concrete containing an industrial petrochemical residue to chloride ion penetration and carbonation. Ing. Investig. 2014, 34, 11–16. [Google Scholar] [CrossRef] [Green Version]
- Bjegović, D.; Serdar, M.; Oslaković, I.S.; Jacobs, F.; Beushausen, H.; Andrade, C.; Monteiro, A.V.; Paulini, P.; Nanukuttan, S. Test methods for concrete durability indicators. RILEM State Art Rep. 2016, 18, 51–105. [Google Scholar] [CrossRef]
- Baroghel-Bouny, V.; Kinomura, K.; Thiery, M.; Moscardelli, S. Easy assessment of durability indicators for service life prediction or quality control of concretes with high volumes of supplementary cementitious materials. Cem. Concr. Compos. 2011, 33, 832–847. [Google Scholar] [CrossRef]
- Spiesz, P.R. Durability of Concrete with Emphasis on Chloride Migration; Technische Universiteit Eindhoven: Eindhoven, The Netherlands, 2013. [Google Scholar]
- Torres Castellanos, N.; Izquierdo García, S.; Torres Agredo, J.; de Gutierrez, R.M. Resistencia a la penetración del ión cloruro y a la carbonatación de concretos adicionados, con un residuo de la industria petroquímica. Ing. Investig. 2014, 34, 11–16. [Google Scholar] [CrossRef]
- Andrade, C.; D’andrea, R. Electrical resistivity as microstructural parameter for the modelling of service life of reinforced concrete structures. In Proceedings of the 2nd International Symposium on Service Life Design for Infrastructure, Delft, The Netherlands, 4–6 October 2010. [Google Scholar]
- Hornbostel, K.; Larsen, C.K.; Geiker, M.R. Relationship between concrete resistivity and corrosion rate—A literature review. Cem. Concr. Compos. 2013, 39, 60–72. [Google Scholar] [CrossRef]
- Cherif, R.; Hamami, A.A.; Aït-Mokhtar, A.; Meusnier, J.-F. Study of the pore solution and the microstructure of mineral additions blended cement pastes. Energy Procedia 2017, 139, 584–589. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| CEM II/A-L | Fly Ash | ECat | EN 450-1 | |
|---|---|---|---|---|
| Chemical Composition (%, by Mass) | ||||
| SiO2 | 17.56 | 56.04 | 40.30 | SiO2 + Al2O3 + Fe2O3 > 70 |
| Al2O3 | 4.80 | 23.05 | 54.45 | |
| Fe2O3 | 3.16 | 8.03 | 0.45 | |
| CaO | 61.78 | 3.73 | 0.06 | <10 |
| MgO | 1.68 | 1.71 | 0.15 | <4 |
| SO3 | 2.72 | 0.25 | 0.00 | <3 |
| K2O | 0.86 | 1.63 | 0.02 | K2O + Na2O < 5 |
| Na2O | 0.03 | 0.66 | 0.43 | |
| TiO2 | 0.25 | 1.13 | 0.72 | |
| P2O5 | 0.06 | 0.50 | 0.50 | <5 |
| MnO | 0.05 | 0.06 | 0.00 | |
| SrO | 0.07 | 0.09 | 0.00 | |
| V2O5 | 0.00 | 0.00 | 0.33 | |
| NiO | 0.00 | 0.00 | 0.42 | |
| La2O3 | 0.00 | 0.00 | 0.87 | |
| LOI 1 (110–250 °C) | 0.11 | - | - | |
| LOI 1 (250–500 °C) | 0.16 | - | - | |
| LOI 1 (500–950 °C) | 6.25 | - | - | |
| LOI 1 | 6.51 | 6.57 | 1.05 | <5, class A; <7, class B |
| Total | 99.53 | 99.43 | 99.75 | |
| Physical Properties | ||||
| Density | 3.11 | 2.38 | 2.69 | |
| Surface area, SSA (m2/kg) | 1156 | 2020 | 150070 | |
| Mean of particles size (µm) | 18.95 | 29.50 | 91.65 | |
| d50 2 (µm) | 16.21 | 16.61 | 87.29 | |
| d90 2 (µm) | 40.59 | 73.90 | 138.11 | |
| Pozzolamicity | ||||
| Modified Chapelle test result (mg of Ca(OH)2 per g of pozzolan) | - | 991 | 1540 | |
| Activity Index-AI (%), 28 days | - | 83.4 | 83.6 | |
| Concretes Acronyms | Binder Phase (B) | SandF | SandC | GravF | GravC | SP | P | Water (w) | wadded/B | weff/B | ||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| CEM II | FA | ECat | ||||||||||
| (Kg/m3) | ||||||||||||
| 33FA (Reference mix) | 200 | 100 | 0 | 300 | 580 | 540 | 540 | 1.5 | 1.5 | 148 | 0.49 | 0.49 |
| (66.7%) | (33.3%) | |||||||||||
| 16FA16ECat | 200 | 50 | 50 | 300 | 560 | 540 | 540 | 1.5 | 1.5 | 165 | 0.55 | 0.50 |
| (66.7%) | (16.7%) | (16.7%) | ||||||||||
| 16ECat | 250 | 0 | 50 | 320 | 560 | 520 | 520 | 1.5 | 1.5 | 175 | 0.58 | 0.53 |
| (83.3%) | (16.7%) | |||||||||||
| 33ECat | 200 | 0 | 100 | 320 | 560 | 520 | 520 | 1.5 | 1.5 | 188 | 0.63 | 0.53 |
| (66.7%) | (33.3%) | |||||||||||
| Task | Duration |
|---|---|
| wipe the inside of the mixing bowl with a damp cloth | - |
| introduce the dry aggregates (in descending order of particle size) with 5% of water and mix | 1.0 min |
| resting | 4.0 min |
| add cement + additions + 70% of water and mix | 1.0 min |
| add remaining water + superplasticizer + plasticizer and mix | 2.0 min |
| resting (and scrape material adhering to the mixing bowl) | 2.0 min |
| final mix | 2.0 min |
| Property/Concretes | 33FA | 16FA16ECat | 16ECat | 33ECat |
|---|---|---|---|---|
| Slump (mm) | 200 | 200 | 200 | 190 |
| Density (Kg/m3) | 2437 | 2415 | 2408 | 2366 |
| Concrete Quality | UPV (km/s) |
|---|---|
| Excellent | >4.5 |
| Good | 3.6–4.5 |
| Questionable | 3.0–3.6 |
| Poor | 2.1–3.0 |
| Very Poor | <2.1 |
| Concrete | 28 Days | 90 Days | ||
|---|---|---|---|---|
| S (kg/m2·h0.5 or mm/h0.5) * | R2 | S (kg/m2·h0.5 or mm/h0.5) * | R2 | |
| 33FA | 0.26 | 0.99 | 0.20 | 0.98 |
| 16FA16Ecat | 0.33 | 0.99 | 0.25 | 0.99 |
| 16Ecat | 0.34 | 0.98 | 0.30 | 0.98 |
| 33Ecat | 0.37 | 0.97 | 0.30 | 0.99 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Costa, C.; Marques, J.C. Feasibility of Eco-Friendly Binary and Ternary Blended Binders Made of Fly-Ash and Oil-Refinery Spent Catalyst in Ready-Mixed Concrete Production. Sustainability 2018, 10, 3136. https://doi.org/10.3390/su10093136
Costa C, Marques JC. Feasibility of Eco-Friendly Binary and Ternary Blended Binders Made of Fly-Ash and Oil-Refinery Spent Catalyst in Ready-Mixed Concrete Production. Sustainability. 2018; 10(9):3136. https://doi.org/10.3390/su10093136
Chicago/Turabian StyleCosta, Carla, and José Carlos Marques. 2018. "Feasibility of Eco-Friendly Binary and Ternary Blended Binders Made of Fly-Ash and Oil-Refinery Spent Catalyst in Ready-Mixed Concrete Production" Sustainability 10, no. 9: 3136. https://doi.org/10.3390/su10093136
APA StyleCosta, C., & Marques, J. C. (2018). Feasibility of Eco-Friendly Binary and Ternary Blended Binders Made of Fly-Ash and Oil-Refinery Spent Catalyst in Ready-Mixed Concrete Production. Sustainability, 10(9), 3136. https://doi.org/10.3390/su10093136