Investment and Management Decisions in Aluminium Melting: A Total Cost of Ownership Model and Practical Applications





Abstract
:1. Introduction
2. Background
2.1. Aluminium Melting in Die Casting Facilities
- Gas crucible furnaces. Aluminium is introduced in a movable or flipping container and is liquefied via heat conduction by an external gas burner. Due to poor thermal efficiency, significant melting loss (i.e., the fraction of aluminium burnt during the melting process) and reduced dimensions, these furnaces are generally used for small-scale production purposes. However, they are characterised by a lower acquisition cost than large-sized furnaces, and provide high flexibility, which makes them suitable for frequent alloy changes.
- Reverberatory furnaces. Aluminium is introduced in a melting chamber and liquefied via heat radiation by a set of burners installed in the chamber’s sidewalls or roof. Thanks to their high production rate, these furnaces are generally suitable for medium- and large-scale production. On the other hand, these furnaces have high acquisition costs and adapting them to low production volumes is difficult.
- Tower furnaces. They are an “optimised” variant of reverberatory furnaces: aluminium is loaded at the top of a vertical pre-heating tower before descending into the melting chamber. The hot gas stream produced by the melting process is conveyed through the pre-heating tower and heats the solid aluminium before it enters the melting chamber. Thus, tower furnaces have a higher thermal efficiency and a lower melting loss as compared to the reverberatory furnaces, though being affected by the same limitations.
2.2. The Total Cost of Ownership (TCO) Concept
2.3. Application of the TCO Methodology to the Machinery Industry
2.4. Research Setting
- (1)
- How can the TCO of melting furnaces be modelled?
- (2)
- Can the TCO methodology help to identify relevant cost reduction levers for melting furnaces?
- to develop and test a TCO model specifically designed for aluminium melting furnaces;
- to identify the main determinants of aluminium melting furnaces’ TCO; and
- to identify cost reduction levers applicable to aluminium die casting producers.
3. The TCO Model for Aluminium Melting Furnaces
- Capital expenditures (CAPEX), which companies incur to acquire the furnace and related tools and machinery, include:
- ○
- the costs of purchasing the furnace itself (); and
- ○
- tooling and equipment (): other equipment used to support the melting process (e.g., automatic loading and unloading systems).
- Operating expenditures (OPEX), which companies incur to run the furnace and carry out the production of molten aluminium, include:
- ○
- energy (): costs of the sources consumed by the furnace (e.g., natural gas, electricity);
- ○
- labour (): costs of the personnel assigned to furnace operation and supervision (e.g., direct operators, maintenance staff, etc.); and
- ○
- materials (): costs of direct and indirect goods consumed by the furnace (e.g., aluminium wasted due to melting loss of the furnace, de-slagging salt, etc.).
3.1. Total Cost of the Furnace
3.2. Total Cost of Tooling and Equipment
3.3. Total Cost of Energy
3.3.1. Inactivity Status
- The yearly duration of holiday closings is equal to [hours/year].
- the yearly duration of weekly closings is equal to [hours/year].
- the yearly duration of daily closings is equal to [hours/year].
3.3.2. Switch-On Status
3.3.3. Melting Status
3.3.4. Holding Status
3.4. Total Labour Cost
3.5. Total Cost of Materials
3.6. Data
- The technical data of the furnace mostly depend on the melting technology implemented in the furnace and on the specific design. Examples of technical data are:
- ○
- the furnace type (tower, reverberatory or crucible);
- ○
- the standard production rate of the furnace [kg/h]; and
- ○
- the unitary energy consumption during the melting, holding and switch-on status [kWh/kg] or [kWh/h].
- The operational data of the furnace depend on the decisions taken by the management at the die casting facility. Examples of operational data are:
- ○
- the work calendar of the foundry department [h/year] (obtained by multiplying the number of working hours per day by the number of working days per week and by the number of working weeks per year);
- ○
- the overall output of the furnace, divided by aluminium alloy [tons/year]; and
- ○
- the furnace status (on or off) during daily and weekly closings, holidays, setups and relevant routine and emergency works.
- The costs of production resources depend on external factors and market prices. Examples of these costs are:
- ○
- the purchase price of the furnace [€];
- ○
- the unitary cost of energy [€/kWh]; and
- ○
- the unitary cost of aluminium alloys [€/kg].
4. Application
4.1. Methodology
- (1)
- Selection of time period and model object. Prior to starting data collection, the model scope should be set. This includes identifying the specific melting furnace(s) to be considered and defining the period(s) within which to compute costs.
- (2)
- Selection of data sources. Operational data can (at least partially) be collected from the corporate Enterprise Resource Planning (ERP) and Manufacturing Execution System (MES) systems. Technical and cost data can be gathered from corporate sources (e.g., technical documents provided by the equipment manufacturers or data stored to the company information system) or external ones (e.g., on-line databases provided by suppliers of energy and aluminium, which allow benchmarking corporate data or integrating any missing or unavailable cost information).
- (3)
- Data gathering. Once data sources have been identified, the input data can be collected and fed to the model.
- (4)
- Data cross-check. Since several relevant data may be collected from various sources, external values can serve as a benchmark for the company’s data and any implausible input data can be adjusted in the process.
- (5)
- Results computation and validation. The overall TCO and unit TCO of the installed furnaces are computed. Then, results of the model are discussed with the interviewed company, to verify the likeliness of the computed TCO.
4.2. The Sample Companies
4.3. Findings
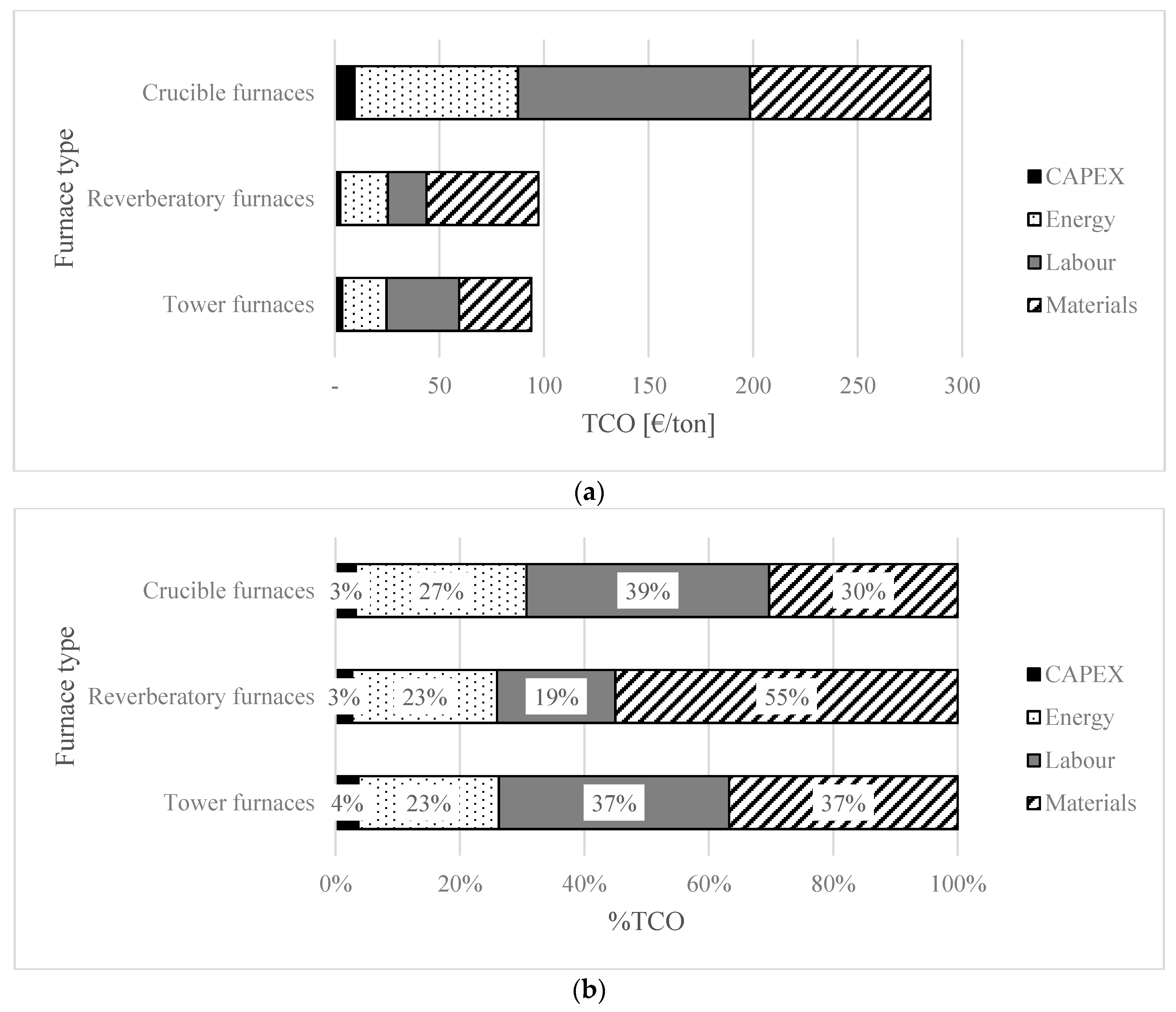
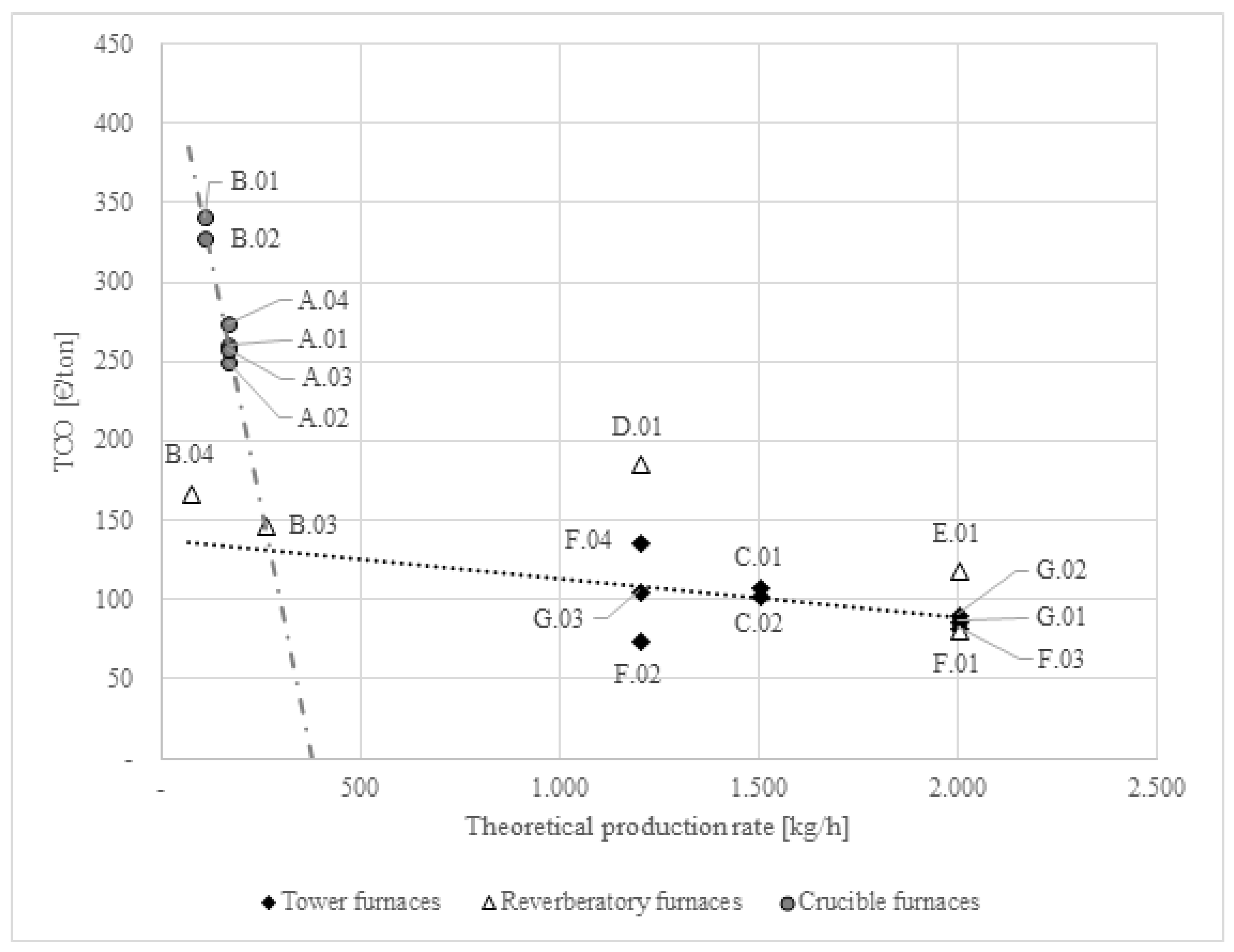
4.3.1. Melting Technology
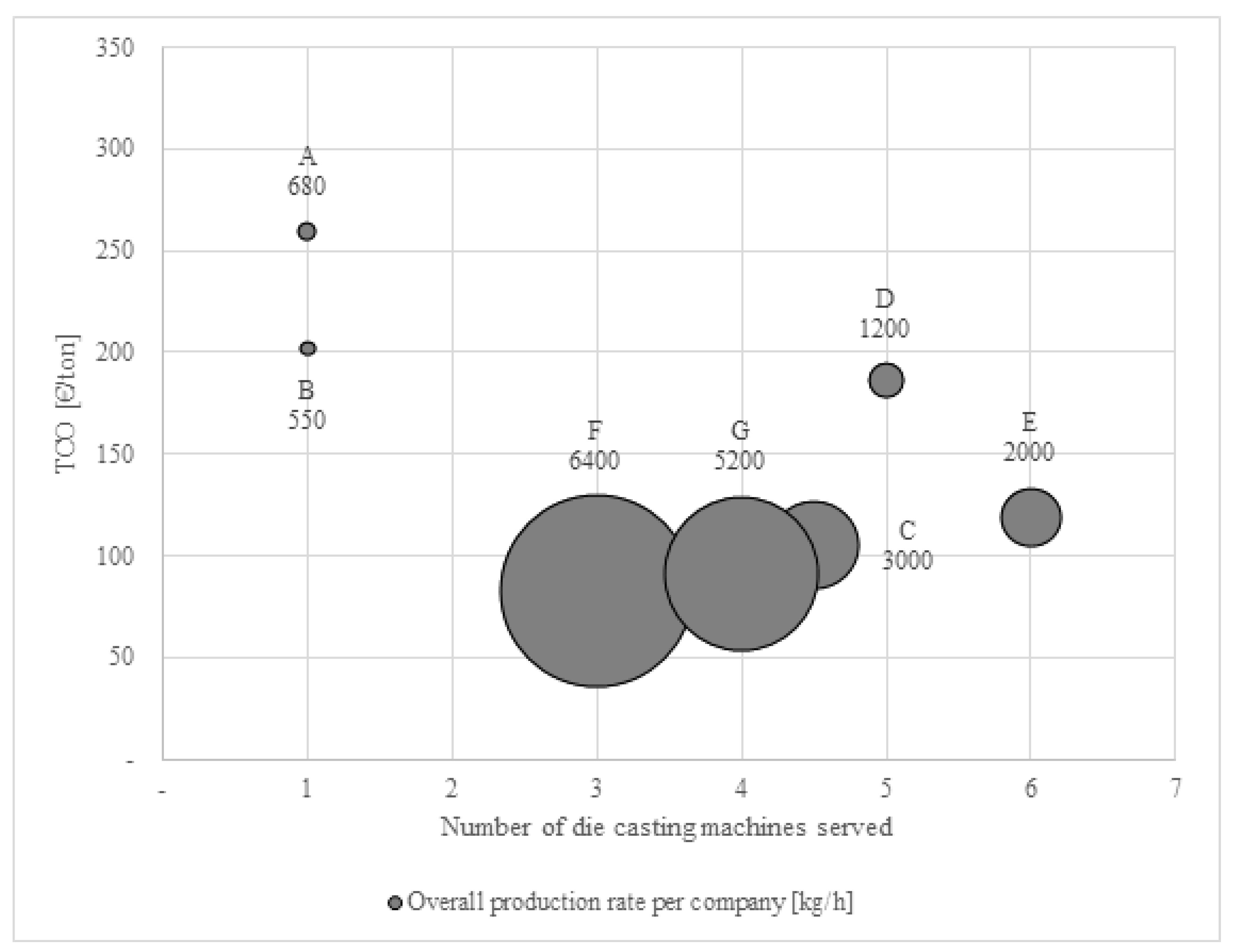
4.3.2. Production Centralisation
- Decentralised layout consists of small-sized melting furnaces assigned 1-on-1 to the die casting machines. Only companies A and B adopt this type of layout.
- Centralised layout consists of a set of large-sized melting furnaces serving simultaneously all the available die casting machines. The rest of the sample adopts this layout, which generally implies separating a “foundry department” from the “die-casting department”.
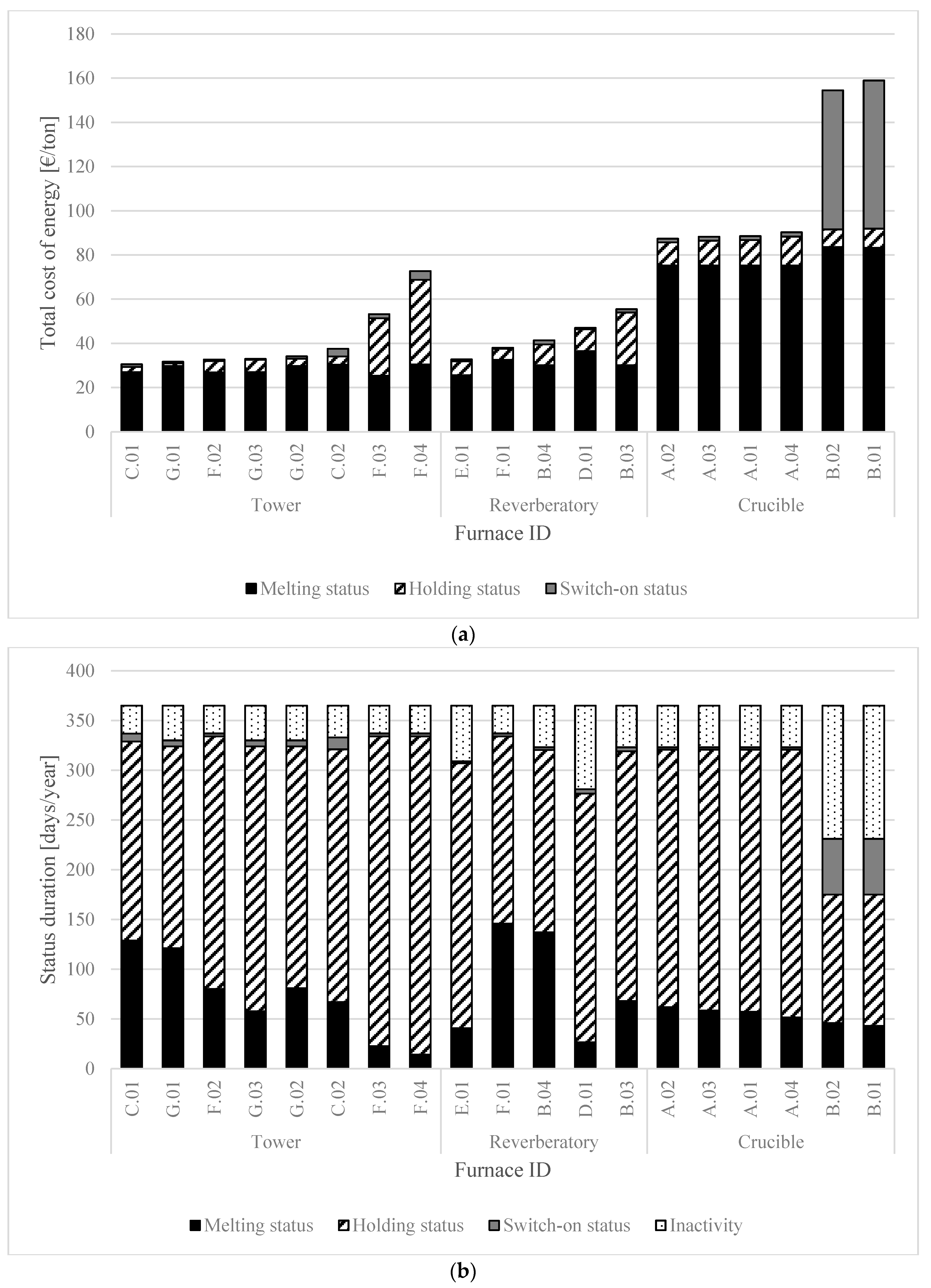
4.3.3. Molten Aluminium Holding
- Company B chooses to turn off its crucible furnaces, instead of running them in holding mode, during non-productive time.
- All other companies adopt the opposite policy, i.e., they always run the melting furnaces in holding mode during non-productive time and turn them off only during long-lasting production interruptions, e.g., holiday closings.
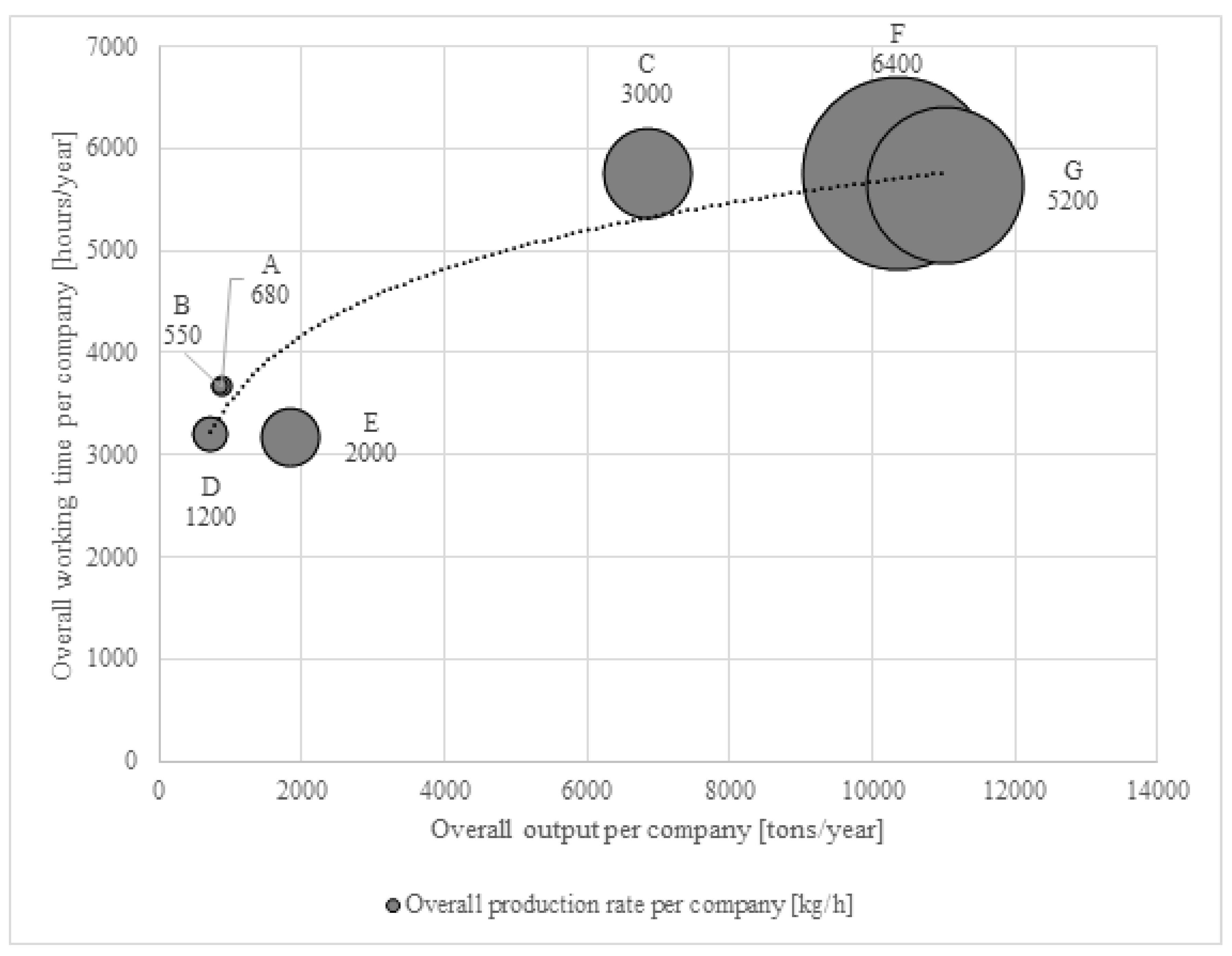
4.3.4. Working Calendar
5. Discussion
6. Conclusions
- the melting technology implemented in the furnace;
- the installed production capacity, in relation to the projected output;
- the machine layout adopted in the foundry and die casting departments; and
- the furnace stop policy chosen by the die casting company.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Appendix A. List of Model Parameters and Collected Data

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Notation | Meaning | Unit of Measurement |
|---|---|---|
| Unitary cost of alloy a at year t (ingots) | [€/ton] | |
| Unitary cost of alloy a at year t (average: ingots and scraps mix) | [€/ton] | |
| Unitary cost of energy at year t | [€/kWh] | |
| Cost of the energy consumed for the holding status at year t | [€/year] | |
| Cost of the energy consumed for the melting status at year t | [€/year] | |
| Cost of the energy consumed for the switch-on status at year t | [€/year] | |
| Unitary cost of labour at year t, by category e | [€/(FTE∙year)] | |
| Overall cost of the personnel assigned to furnace operation and supervision at year t | [€/year] | |
| Unitary cost of maintenance technicians at year t | [€/h] | |
| Overall cost of the personnel assigned to furnace maintenance at year t | [€/year] | |
| Unitary cost of material m at year t | [€/kg] | |
| Overall cost of materials consumed during furnace operation at year t | [€/year] | |
| Overall cost of lost aluminium at year t | [€/ton] | |
| Overall cost of materials consumed during furnace maintenance at year t | [€/year] | |
| Overall duration of stops due to plant closings at year t | [h/year] | |
| Overall duration of stops due to emergency maintenance at year t | [h/year] | |
| Overall duration of the holding status at year t | [h/year] | |
| Overall duration of the melting status at year t | [h/year] | |
| Overall duration of inactivity status at year t | [h/year] | |
| Overall duration of stops due to routine maintenance at year t | [h/year] | |
| Duration of a single setup | [h/event] | |
| Overall duration of stops due to setups at year t | [h/year] | |
| Duration of a single switch-on event | [h/event] | |
| Overall duration of the switch-on status at year t | [h/year] | |
| Duration of maintenance work w | [h/event] | |
| Frequency of emergency maintenance work w at year t | [events/year] | |
| Frequency of routine maintenance work w at year t | [events/year] | |
| Full-Time Equivalent employees assigned to furnace operation and supervision at year t, by category e | [FTE/shift] | |
| Overall input of alloy a at year t | [tons/year] | |
| Unitary energy consumption during the holding status at year t | [kWh/h] | |
| Unitary energy consumption during the melting status at year t | [kWh/ton] | |
| Unitary energy consumption during the switch-on status at year t | [kWh/h] | |
| Melting loss of the furnace at year t | (0-dimensional) | |
| Projected duration of the furnace lifecycle | [years] | |
| Overall number of holidays at year t | [1/year] | |
| Overall number of working hours per day at year t | [h/day] | |
| Overall number of working days per week at year t | [days/week] | |
| Number of daily working shifts at year t | [shifts] | |
| Overall number of setups at year t | [events/year] | |
| Overall number of working weeks per year at year t | [weeks/year] | |
| Purchase price of the furnace | [€] | |
| Purchase price of tool or piece of machinery j | [€] | |
| Actual production rate of the furnace at year t | [kg/h] | |
| Standard production rate of the furnace | [kg/h] | |
| Velocity yield of the furnace at year t | (0-dimensional) | |
| Overall quantity of material m consumed during furnace operation at year t | [kg/year] | |
| Quantity of material m consumed during maintenance work w | [kg/event] | |
| Discount rate | (0-dimensional) | |
| Residual value of the furnace | [€] | |
| Residual value of tool or piece of machinery j | [€] | |
| Percentage of scraps in the metal charge at year t, by alloy a | (0-dimensional) | |
| Overall number of stops due to plant closings at year t | [events/year] | |
| Overall number of stops due to emergency maintenance at year t | [events/year] | |
| Overall number of stops due to routine maintenance at year t | [events/year] | |
| Overall number of stops due to setups at year t | [events/year] | |
| Current year | - | |
| Purchase year of the furnace | - | |
| Total cost of energy | [€] | |
| Total cost of the furnace | [€] | |
| Total cost of labour | [€] | |
| Total cost of materials | [€] | |
| Total cost of tools and machinery | [€] | |
| TCO per output unit, or unitary TCO | [€/ton] | |
| Overall TCO of the furnace | [€] | |
| Overall output of alloy a at year t | [tons/year] | |
| Furnace status during holidays at year t | (0-dimensional) | |
| Furnace status during daily plant closings at year t | (0-dimensional) | |
| Furnace status during setups at year t | (0-dimensional) | |
| Furnace status during maintenance work w at year t | (0-dimensional) | |
| Furnace status during weekly plant closings at year t | (0-dimensional) |
| Entry | Notation | U.M. | Value | Source |
|---|---|---|---|---|
| Discount rate | (0-dim.) | 5% | - | |
| Unitary cost of aluminium ingots | [€/kg] | 1.97 | (London Metal Exchange, 2015) | |
| Unitary cost of aluminium scraps | [€/kg] | 1.50 | (London Metal Exchange, 2015) | |
| Unitary cost of energy | [€/kWh] | 0.0357 | (Italian Regulatory Authority for Electricity, Gas and Water, 2015) |
| Entry | Notation | U.M. | Tower Furnaces | |||||||
|---|---|---|---|---|---|---|---|---|---|---|
| C.01 | C.02 | F.02 | F.03 | F.04 | G.01 | G.02 | G.03 | |||
| Purchase price | [€] | 165,000 | 320,000 | 135,075 | 160,155 | 128,125 | 223,006 | 213,500 | 137,000 | |
| Purchase price of tools and machinery | [€] | 44,800 | 40,000 | 0 | 0 | 0 | 0 | 0 | 0 | |
| Projected lifecycle duration | [years] | 20 | 20 | 25 | 25 | 25 | 20 | 20 | 20 | |
| Standard production rate | [kg/h] | 1500 | 1500 | 1200 | 2000 | 1200 | 2000 | 2000 | 1200 | |
| Melting loss | [%] | 3.0% | 2.6% | 2.5% | 2.5% | 2.5% | 2.9% | 2.9% | 2.9% | |
| Switch-on duration | [h/event] | 48 | 48 | 36 | 36 | 36 | 72 | 72 | 72 | |
| Unitary energy consumption: | ||||||||||
| – during the melting status | [kWh/kg] | 0.74 | 0.83 | 0.73 | 0.69 | 0.83 | 0.81 | 0.81 | 0.74 | |
| – during the holding status | [kWh/h] | 60.89 | 40.60 | 52.81 | 102.52 | 55.60 | 39.47 | 59.20 | 39.47 | |
| – during the switch-on status | [kWh/h] | 800.00 | 787.50 | 610.00 | 775.00 | 610.00 | 787.50 | 800.00 | 116.30 | |
| Work calendar: | ||||||||||
| – no. of working shifts per day | [shifts/day] | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 3 | |
| – no. of working hours per day | [h/day] | 24 | 24 | 24 | 24 | 24 | 24 | 24 | 24 | |
| – no. of working days per week | [days/wk] | 5 | 5 | 5 | 5 | 5 | 5 | 5 | 5 | |
| – no. of working weeks per year | [weeks/year] | 48 | 48 | 48 | 48 | 48 | 47 | 47 | 47 | |
| No. of holidays | [events/year] | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | |
| Metal alloy #1: | ||||||||||
| – overall output | [tons/year] | 4500 | 2340 | 2250 | 1052 | 397 | 5645 | 3766 | 1612 | |
| – percentage of scraps in the metal charge | [%] | 30% | 50% | 60% | 60% | 60% | 35% | 35% | 35% | |
| No. of required setups per year (average) | [events/year] | 0 | 0 | 0 | 0 | 0 | 6 | 6 | 6 | |
| Average duration of furnace setup | [h/event] | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | |
| No. of employees assigned to furnace operation and supervision: | ||||||||||
| – direct employees | [FTE/shift] | 0.67 | 0.33 | 0.40 | 0.10 | 0.10 | 1.00 | 0.67 | 0.33 | |
| – indirect employees | [FTE/shift] | 0.67 | 0.33 | 0.40 | 0.10 | 0.10 | 0.50 | 0.33 | 0.17 | |
| – supervisors | [FTE/shift] | 0.33 | 0.17 | 0.13 | 0.03 | 0.03 | 0.50 | 0.33 | 0.17 | |
| Cost of employees assigned to furnace operation and supervision: | ||||||||||
| – direct employees | [€/year] | 48,000 | 48,000 | 33,850 | 33,850 | 33,850 | 37,600 | 37,600 | 37,600 | |
| – indirect employees | [€/year] | 48,000 | 48,000 | 33,850 | 33,850 | 33,850 | 45,120 | 45,120 | 45,120 | |
| – supervisors | [€/year] | 134,400 | 134,400 | 65,779 | 65,779 | 65,779 | 45,120 | 45,120 | 45,120 | |
| Furnace turning off policy: | ||||||||||
| – furnace status during setups | (0-dim.) | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | |
| – furnace status during holidays | (0-dim.) | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | |
| – furnace status during weekly closings | (0-dim.) | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | |
| – furnace status during daily closings | (0-dim.) | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | |
| Maintenance work #1: | ||||||||||
| – cost of labour | [€/event] | 1000 | 1000 | 2337 | 2337 | 2337 | 20 | 20 | 20 | |
| – cost of materials | [€/event] | 4000 | 4000 | 5750 | 5750 | 5750 | 20 | 20 | 20 | |
| – average duration | [h/event] | 8 | 8 | 56 | 56 | 56 | 1 | 1 | 1 | |
| – average frequency (routine work) | [events/year] | 2.00 | 2.00 | 1.00 | 1.00 | 1.00 | 12.00 | 12.00 | 12.00 | |
| – expected frequency (emergency work) | [events/year] | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 | 1.00 | 1.00 | 1.00 | |
| – furnace status | (0-dim.) | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | |
| Maintenance work #2: | ||||||||||
| – cost of labour | [€/event] | 1000 | 1000 | 42 | 42 | 42 | 7000 | 7000 | 7000 | |
| – cost of materials | [€/event] | 4000 | 4000 | 31 | 31 | 31 | 10,000 | 10,000 | 10,000 | |
| – average duration | [h/event] | 8 | 8 | 1 | 1 | 1 | 60 | 60 | 60 | |
| – average frequency (routine work) | [events/year] | 0.00 | 0.00 | 50.00 | 50.00 | 50.00 | 1.00 | 1.00 | 1.00 | |
| – expected frequency (emergency work) | [events/year] | 0.05 | 0.05 | 0.00 | 0.00 | 0.00 | 1.00 | 1.00 | 1.00 | |
| – furnace status | (0-dim.) | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | |
| Maintenance work #3: | ||||||||||
| – cost of labour | [€/event] | 40 | 40 | 42 | 42 | 42 | 1500 | 1500 | 1500 | |
| – cost of materials | [€/event] | 0 | 0 | 5 | 5 | 5 | 500 | 500 | 500 | |
| – average duration | [h/event] | 2 | 2 | 1 | 1 | 1 | 4 | 4 | 4 | |
| – average frequency (routine work) | [events/year] | 2.00 | 2.00 | 50.00 | 50.00 | 50.00 | 2.00 | 2.00 | 2.00 | |
| – expected frequency (emergency work) | [events/year] | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 | 1.00 | 1.00 | 1.00 | |
| – furnace status | (0-dim.) | 1 | 1 | 0 | 0 | 0 | 0 | 0 | 0 | |
| Maintenance work #4: | ||||||||||
| – cost of labour | [€/event] | 10 | 10 | - | - | - | - | - | - | |
| – cost of materials | [€/event] | 200 | 200 | - | - | - | - | - | - | |
| – average duration | [h/event] | 1 | 1 | - | - | - | - | - | - | |
| – average frequency (routine work) | [events/year] | 5.00 | 5.00 | - | - | - | - | - | - | |
| – expected frequency (emergency work) | [events/year] | 0.00 | 0.00 | - | - | - | - | - | - | |
| – furnace status | (0-dim.) | 0 | 0 | - | - | - | - | - | - | |
| Maintenance work #5: | ||||||||||
| – cost of labour | [€/event] | - | 720 | - | - | - | - | - | - | |
| – cost of materials | [€/event] | - | 100 | - | - | - | - | - | - | |
| – average duration | [h/event] | - | 24 | - | - | - | - | - | - | |
| – average frequency (routine work) | [events/year] | - | 4.00 | - | - | - | - | - | - | |
| – expected frequency (emergency work) | [events/year] | - | 0.00 | - | - | - | - | - | - | |
| – furnace status | (0-dim.) | - | 1 | - | - | - | - | - | - | |
| Entry | Notation | U.M. | Reverberatory furnaces | ||||
|---|---|---|---|---|---|---|---|
| B.03 | B.04 | D.01 | E.01 | F.01 | |||
| Purchase price | [€] | 90,000 | 24,000 | 125,000 | 160,000 | 170,000 | |
| Purchase price of tools and machinery | [€] | 400 | 400 | 7,920 | 0 | 0 | |
| Projected lifecycle duration | [years] | 20 | 20 | 20 | 15 | 25 | |
| Standard production rate | [kg/h] | 260 | 70 | 1200 | 2000 | 2000 | |
| Melting loss | [%] | 5.3% | 5.3% | 5.3% | 5.3% | 4.9% | |
| Switch-on duration | [h/event] | 48 | 32 | 48 | 24 | 36 | |
| Unitary energy consumption: | |||||||
| – during the melting status | [kWh/kg] | 0.80 | 0.80 | 0.97 | 0.68 | 0.87 | |
| – during the holding status | [kWh/h] | 44.63 | 13.17 | 33.43 | 50.77 | 210.00 | |
| – during the switch-on status | [kWh/h] | 174.45 | 174.45 | 116.30 | 945.00 | 1,100.00 | |
| Work calendar: | |||||||
| – no. of working shifts per day | [shifts/day] | 2 | 2 | 2 | 1 | 3 | |
| – no. of working hours per day | [h/day] | 16 | 16 | 16 | 12 | 24 | |
| – no. of working days per week | [days/wk] | 5 | 5 | 5 | 6 | 5 | |
| – no. of working weeks per year | [weeks/year] | 46 | 46 | 40 | 44 | 48 | |
| No. of holidays | [events/year] | 2 | 2 | 2 | 2 | 2 | |
| Metal alloy #1: | |||||||
| – overall output | [tons/year] | 401 | 218 | 720 | 924 | 6,655 | |
| – percentage of scraps in the metal charge | [%] | 50% | 50% | 50% | 50% | 60% | |
| Metal alloy #2: | |||||||
| – overall output | [tons/year] | - | - | - | 924 | - | |
| – percentage of scraps in the metal charge | [%] | - | - | - | 50% | - | |
| No. of required setups per year (average) | [events/year] | 0 | 0 | 0 | 0 | 0 | |
| Average duration of furnace setup | [h/event] | 0 | 0 | 0 | 0 | 0 | |
| No. of employees assigned to furnace operation and supervision: | |||||||
| – direct employees | [FTE/shift] | 0.25 | 0.25 | 1.00 | 1.00 | 0.40 | |
| – indirect employees | [FTE/shift] | 0.13 | 0.13 | 0.00 | 0.00 | 0.40 | |
| – supervisors | [FTE/shift] | 0.06 | 0.06 | 0.00 | 0.00 | 0.13 | |
| Cost of employees assigned to furnace operation and supervision: | |||||||
| – direct employees | [€/year] | 24,917 | 24,917 | 44,800 | 52,800 | 33,850 | |
| – indirect employees | [€/year] | 34,096 | 34,096 | - | - | 33,850 | |
| – supervisors | [€/year] | 40,351 | 40,351 | - | - | 65,779 | |
| Furnace turning off policy: | |||||||
| – furnace status during setups | (0-dim.) | 0 | 0 | 0 | 0 | 0 | |
| – furnace status during holidays | (0-dim.) | 1 | 1 | 1 | 1 | 1 | |
| – furnace status during weekly closings | (0-dim.) | 0 | 0 | 0 | 0 | 0 | |
| – furnace status during daily closings | (0-dim.) | 0 | 0 | 0 | 0 | 0 | |
| Maintenance work #1: | |||||||
| – cost of labour | [€/event] | 600 | 600 | 14 | 3000 | 2337 | |
| – cost of materials | [€/event] | 600 | 600 | 7 | 3000 | 5750 | |
| – average duration | [h/event] | 8 | 8 | 1 | 120 | 56 | |
| – average frequency (routine work) | [events/year] | 0.25 | 0.25 | 400.00 | 2.00 | 1.00 | |
| – expected frequency (emergency work) | [events/year] | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 | |
| – furnace status | (0-dim.) | 0 | 0 | 0 | 0 | 0 | |
| Maintenance work #2: | |||||||
| – cost of labour | [€/event] | 56 | 56 | 700 | 0 | 42 | |
| – cost of materials | [€/event] | 56 | 56 | 700 | 0 | 31 | |
| – average duration | [h/event] | 4 | 4 | 8 | 0 | 1 | |
| – average frequency (routine work) | [events/year] | 1.00 | 1.00 | 2.00 | 0.00 | 50.00 | |
| – expected frequency (emergency work) | [events/year] | 0.00 | 0.00 | 0.10 | 0.00 | 0.00 | |
| – furnace status | (0-dim.) | 0 | 0 | 0 | 0 | 0 | |
| Maintenance work #3: | |||||||
| – cost of labour | [€/event] | 257 | 257 | 1500 | 0 | 42 | |
| – cost of materials | [€/event] | 257 | 257 | 1500 | 0 | 5 | |
| – average duration | [h/event] | 8 | 8 | 16 | 0 | 1 | |
| – average frequency (routine work) | [events/year] | 0.00 | 0.00 | 0.00 | 0.00 | 50.00 | |
| – expected frequency (emergency work) | [events/year] | 1.00 | 1.00 | 0.20 | 0.00 | 0.00 | |
| – furnace status | (0-dim.) | 0 | 0 | 1 | 0 | 0 | |
| Maintenance work #4: | |||||||
| – cost of labour | [€/event] | 16 | 16 | - | - | - | |
| – cost of materials | [€/event] | 16 | 16 | - | - | - | |
| – average duration | [h/event] | 8 | 8 | - | - | - | |
| – average frequency (routine work) | [events/year] | 0.00 | 0.00 | - | - | - | |
| – expected frequency (emergency work) | [events/year] | 1.00 | 1.00 | - | - | - | |
| – furnace status | (0-dim.) | 0 | 0 | - | - | - | |
| Entry | Notation | U.M. | Gas crucible furnaces | |||||
|---|---|---|---|---|---|---|---|---|
| A.01 | A.02 | A.03 | A.04 | B.01 | B.02 | |||
| Purchase price | [€] | 21,000 | 21,000 | 21,000 | 21,000 | 15,000 | 15,000 | |
| Purchase price of tools and machinery | [€] | 2,200 | 2,200 | 2,200 | 2,200 | 400 | 400 | |
| Projected lifecycle duration | [years] | 10 | 10 | 10 | 10 | 20 | 20 | |
| Standard production rate | [kg/h] | 170 | 170 | 170 | 170 | 110 | 110 | |
| Melting loss | [%] | 5.3% | 5.3% | 5.3% | 5.3% | 5.3% | 5.3% | |
| Switch-on duration | [h/event] | 28 | 28 | 28 | 28 | 28 | 28 | |
| Unitary energy consumption: | ||||||||
| – during the melting status | [kWh/kg] | 2.00 | 2.00 | 2.00 | 2.00 | 2.21 | 2.22 | |
| – during the holding status | [kWh/h] | 11.22 | 11.22 | 11.22 | 11.22 | 8.20 | 8.22 | |
| – during the switch-on status | [kWh/h] | 200.00 | 200.00 | 200.00 | 200.00 | 150.00 | 150.00 | |
| Work calendar: | ||||||||
| – no. of working shifts per day | [shifts/day] | 2 | 2 | 2 | 2 | 2 | 2 | |
| – no. of working hours per day | [h/day] | 16 | 16 | 16 | 16 | 16 | 16 | |
| – no. of working days per week | [days/wk] | 5 | 5 | 5 | 5 | 5 | 5 | |
| – no. of working weeks per year | [weeks/year] | 46 | 46 | 46 | 46 | 46 | 46 | |
| No. of holidays | [events/year] | 2 | 2 | 2 | 2 | 2 | 2 | |
| Metal alloy #1: | ||||||||
| – overall output | [tons/year] | 221 | 238 | 225 | 199 | 107 | 107 | |
| – percentage of scraps in the metal charge | [%] | 50% | 50% | 50% | 50% | 50% | 50% | |
| Metal alloy #2: | ||||||||
| – overall output | [tons/year] | - | - | - | - | - | 7 | |
| – percentage of scraps in the metal charge | [%] | - | - | - | - | - | 50% | |
| No. of required setups per year (average) | [events/year] | 0 | 0 | 0 | 0 | 12 | 12 | |
| Average duration of furnace setup | [h/event] | 0 | 0 | 0 | 0 | 0 | 0 | |
| No. of employees assigned to furnace operation and supervision: | ||||||||
| – direct employees | [FTE/shift] | 0.06 | 0.06 | 0.06 | 0.06 | 0.25 | 0.25 | |
| – indirect employees | [FTE/shift] | 0.13 | 0.13 | 0.13 | 0.13 | 0.13 | 0.13 | |
| – supervisors | [FTE/shift] | 0.06 | 0.06 | 0.06 | 0.06 | 0.06 | 0.06 | |
| Cost of employees assigned to furnace operation and supervision: | ||||||||
| – direct employees | [€/year] | 45,000 | 45,000 | 45,000 | 45,000 | 24,917 | 24,917 | |
| – indirect employees | [€/year] | 45,000 | 45,000 | 45,000 | 45,000 | 34,096 | 34,096 | |
| – supervisors | [€/year] | 70,000 | 70,000 | 70,000 | 70,000 | 40,351 | 40,351 | |
| Furnace turning off policy: | ||||||||
| – furnace status during setups | (0-dim.) | 0 | 0 | 0 | 0 | 0 | 0 | |
| – furnace status during holidays | (0-dim.) | 1 | 1 | 1 | 1 | 1 | 1 | |
| – furnace status during weekly closings | (0-dim.) | 0 | 0 | 0 | 0 | 1 | 1 | |
| – furnace status during daily closings | (0-dim.) | 0 | 0 | 0 | 0 | 0 | 0 | |
| Maintenance work #1: | ||||||||
| – cost of labour | [€/event] | 6 | 6 | 6 | 6 | 74 | 74 | |
| – cost of materials | [€/event] | 120 | 120 | 120 | 120 | 1800 | 1800 | |
| – average duration | [h/event] | 0 | 0 | 0 | 0 | 4 | 4 | |
| – average frequency (routine work) | [events/year] | 3.00 | 3.00 | 3.00 | 3.00 | 2.00 | 2.00 | |
| – expected frequency (emergency work) | [events/year] | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 | |
| – furnace status | (0-dim.) | 0 | 0 | 0 | 0 | 0 | 0 | |
| Maintenance work #2: | ||||||||
| – cost of labour | [€/event] | 250 | 250 | 250 | 250 | 280 | 280 | |
| – cost of materials | [€/event] | 1800 | 1800 | 1800 | 1800 | 280 | 280 | |
| – average duration | [h/event] | 10 | 10 | 10 | 10 | 8 | 8 | |
| – average frequency (routine work) | [events/year] | 2.00 | 2.00 | 2.00 | 2.00 | 0.25 | 0.25 | |
| – expected frequency (emergency work) | [events/year] | 0.03 | 0.03 | 0.03 | 0.03 | 0.00 | 0.00 | |
| – furnace status | (0-dim.) | 0 | 0 | 0 | 0 | 0 | 0 | |
| Maintenance work #3: | ||||||||
| – cost of labour | [€/event] | 100 | 100 | 100 | 100 | 56 | 56 | |
| – cost of materials | [€/event] | 100 | 100 | 100 | 100 | 56 | 56 | |
| – average duration | [h/event] | 4 | 4 | 4 | 4 | 4 | 4 | |
| – average frequency (routine work) | [events/year] | 2.00 | 2.00 | 2.00 | 2.00 | 1.00 | 1.00 | |
| – expected frequency (emergency work) | [events/year] | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 | |
| – furnace status | (0-dim.) | 0 | 0 | 0 | 0 | 0 | 0 | |
| Maintenance work #4: | ||||||||
| – cost of labour | [€/event] | - | - | - | - | 92 | 92 | |
| – cost of materials | [€/event] | - | - | - | - | 92 | 92 | |
| – average duration | [h/event] | - | - | - | - | 8 | 8 | |
| – average frequency (routine work) | [events/year] | - | - | - | - | 0.00 | 0.00 | |
| – expected frequency (emergency work) | [events/year] | - | - | - | - | 1.00 | 1.00 | |
| – furnace status | (0-dim.) | - | - | - | - | 0 | 0 | |
| Maintenance work #5: | ||||||||
| – cost of labour | [€/event] | - | - | - | - | 16 | 16 | |
| – cost of materials | [€/event] | - | - | - | - | 16 | 16 | |
| – average duration | [h/event] | - | - | - | - | 8 | 8 | |
| – average frequency (routine work) | [events/year] | - | - | - | - | 0.00 | 0.00 | |
| – expected frequency (emergency work) | [events/year] | - | - | - | - | 1.00 | 1.00 | |
| – furnace status | (0-dim.) | - | - | - | - | 0 | 0 | |
References
- Schifo, J.; Radia, J. Theoretical/Best Practice Energy Use in Metalcasting Operations; Office of Energy Efficiency and Renewable Energy, US Department of Energy: Washington, DC, USA, 2004.
- Schwam, D. Final Technical Report: Task 2.1: Melting Efficiency in Die Casting Operations; Department of Materials Science and Engineering: Cleveland, OH, USA, 2004. [Google Scholar]
- Ellram, L.M.; Siferd, S.P. Purchasing: The Cornerstone of the Total Cost of Ownership Concept. J. Bus. Logist. 1993, 14, 163. [Google Scholar]
- AREMA. Manual for Railway Engineering; AREMA: Lanham, Maryland, 2013. [Google Scholar]
- Grant, E.L.; Ireson, W.G. Principles of Engineering Economy; Ronald Press Company: New York, NY, USA, 1970. [Google Scholar]
- Miller, M.H.; Upton, C.W. Leasing, buying, and the cost of capital services. J. Finance 1976, 31, 761–786. [Google Scholar] [CrossRef]
- Goodall, G. TCO: What’s Old Is New. Info-Tech Insight, March. Processor 2008, 30, 24. [Google Scholar]
- Ellram, L.M. A Framework for Total Cost of Ownership. Int. J. Logist. Manag. 1993, 4, 49–60. [Google Scholar] [CrossRef]
- Degraeve, Z.; Roodhooft, F. Determining sourcing strategies: A decision model based on activity and cost driver information. J. Oper. Res. Soc. 1998, 49, 781–789. [Google Scholar] [CrossRef]
- Degraeve, Z.; Roodhooft, F. Improving the efficiency of the purchasing process using total cost of ownership information: The case of heating electrodes at Cockerill Sambre S.A. Eur. J. Oper. Res. 1999, 112, 42–53. [Google Scholar] [CrossRef]
- Degraeve, Z.; Labro, E.; Roodhooft, F. An evaluation of vendor selection models from a total cost of ownership perspective. Eur. J. Oper. Res. 2000, 125, 34–58. [Google Scholar] [CrossRef] [Green Version]
- Degraeve, Z.; Roodhooft, F.; Van Doveren, B. The use of total cost of ownership for strategic procurement: A company-wide management information system. J. Oper. Res. Soc. 2005, 56, 51–59. [Google Scholar] [CrossRef]
- Heinemann, T.; Kaluza, A.; Thiede, S.; Ditterich, D.; Linzbach, J.; Herrmann, C. Life Cycle Evaluation of Factories: The Case of a Car Body Welding Line with Pneumatic Actuators. In IFIP Advances in Information and Communication Technology; Springer: Berlin/Heidelberg, Germany, 2014. [Google Scholar]
- DeGarmo, E.P.; Black, J.T.; Kohser, R.A. DeGarmo’s Materials and Processes in Manufacturing, 11th ed.; John Wiley & Sons: Hoboken, NJ, USA, 2011. [Google Scholar]
- American Foundry Society. 50th census of world casting production. Global Casting Production Stagnant. Mod. Cast. 2016, 25–29. [Google Scholar]
- Schwam, D. Energy Saving Melting and Revert Reduction Technology: Melting Efficiency in Die Casting Operations; Department of Materials Science and Engineering, Case Western Reserve University: Cleveland, OH, USA, 2012. [Google Scholar]
- Ferrin, B.G.; Plank, R.E. Total Cost of Ownership Models: An Exploratory Study. J. Supply Chain Manag. 2002, 38, 18–29. [Google Scholar] [CrossRef]
- Bhutta, K.S. Research paper Supplier selection problem: A comparison of the total cost of ownership and analytic hierarchy process approaches. Supply Chain Manag. 2002, 7, 126–135. [Google Scholar] [CrossRef]
- Caniato, F.; Ronchi, S.; Luzzini, D.; Brivio, O. Total cost of ownership along the supply chain: A model applied to the tinting industry. Prod. Plan. Control. 2015, 26, 427–437. [Google Scholar] [CrossRef]
- Saccani, N.; Perona, M.; Bacchetti, A. The total cost of ownership of durable consumer goods: A conceptual model and an empirical application. Int. J. Prod. Econ. 2017, 183, 1–13. [Google Scholar] [CrossRef]
- Ellram, L.M. Total cost of ownership: An analysis approach for purchasing. Int. J. Phys. Distrib. Logist. Manag. 1995, 25, 4–23. [Google Scholar] [CrossRef]
- Tibben-Lembke, R.S. The Impact of Reverse Logistics on the Total Cost of Ownership. J. Mark. Theory Pract. 1998, 6, 51–60. [Google Scholar] [CrossRef]
- Wouters, M.; Anderson, J.C.; Wynstra, F. The adoption of total cost of ownership for sourcing decisions—A structural equations analysis. Account. Organ. Soc. 2005, 30, 167–191. [Google Scholar] [CrossRef]
- Cavinato, J.L. A Total Cost/Value Model for Supply Chain Competitiveness. J. Bus. Logist. 1992, 13, 285. [Google Scholar]
- Humphries, J.; McCaleb, B. Optimizing Total Cost of Ownership. Plant. Eng. 2004, 58, 23–27. [Google Scholar]
- Gilmore, E.A.; Lave, L.B. Comparing resale prices and total cost of ownership for gasoline, hybrid and diesel passenger cars and trucks. Transp. Policy 2013, 27, 200–208. [Google Scholar] [CrossRef]
- Fischer, R.; Lugg, R. The real cost of ILS ownership. Bottom Line 2006, 19, 111–123. [Google Scholar] [CrossRef]
- Sohn, S.Y.; Lee, J.S. Cost of ownership model for a CRM system. Sci. Comput. Program. 2006, 60, 68–81. [Google Scholar] [CrossRef]
- De Alfonso, C.; Caballer, M.; Alvarruiz, F.; Moltó, G. An economic and energy-aware analysis of the viability of outsourcing cluster computing to a cloud. Future Gener. Comput. Syst. 2013, 29, 704–712. [Google Scholar] [CrossRef] [Green Version]
- Walterbusch, M.; Martens, B.; Teuteberg, F. Evaluating cloud computing services from a total cost of ownership perspective. Manag. Res. Rev. 2013, 36, 613–638. [Google Scholar] [CrossRef]
- Thompson, J.S.; Khirallah, C.; Rashvand, H. Energy and cost impacts of relay and femtocell deployments in long-term-evolution advanced. IET Commun. 2011, 5, 2617–2628. [Google Scholar] [CrossRef]
- Goudarzi, P. Stochastic total cost of ownership optimization for video streaming services. Telemat. Inform. 2014, 31, 79–90. [Google Scholar] [CrossRef]
- Levä, T.; Mazhelis, O.; Suomi, H. Comparing the cost-efficiency of CoAP and HTTP in Web of Things applications. Decis. Support Syst. 2014, 63, 23–38. [Google Scholar] [CrossRef]
- Al-alawi, B.M.; Bradley, T.H. Total cost of ownership, payback, and consumer preference modeling of plug-in hybrid electric vehicles. Appl. Energy 2014, 103, 488–506. [Google Scholar] [CrossRef]
- Le Duigou, A.; Guan, Y.; Amalric, Y. On the competitiveness of electric driving in France: Impact of driving patterns. Renew. Sustain. Energy Rev. 2014, 37, 348–359. [Google Scholar] [CrossRef]
- Ragona, S. Cost of ownership (COO) for optoelectronic manufacturing equipment. In Proceedings of the 2002 Microsystems Conference, Rochester, NY, USA, 22–25 September 2002. [Google Scholar]
- Heilala, J.; Helin, K.; Montonen, J. Total cost of ownership analysis for modular final assembly systems. Int. J. Prod. Res. 2006, 44, 3967–3988. [Google Scholar] [CrossRef]
- Nahas, N.; Nourelfath, M.; Gendreau, M. Selecting machines and buffers in unreliable assembly/disassembly manufacturing networks. Int. J. Prod. Econ. 2014, 154, 113–126. [Google Scholar] [CrossRef]
- Heinemann, T.; Schraml, P.; Thiede, S.; Eisele, C.; Herrmann, C.; Abele, E. Hierarchical evaluation of environmental impacts from manufacturing system and machine perspective. Procedia CIRP 2014, 15, 141–146. [Google Scholar] [CrossRef]
- Trybula, W. Cost of ownership—Projecting the future. Microelectron. Eng. 2006, 83, 614–618. [Google Scholar] [CrossRef]
- Thiede, S.; Spiering, T.; Kohlitz, S. Dynamic Total Cost of Ownership (TCO) Calculation of Injection Moulding Machines. In Leveraging Technology for a Sustainable World; Springer: Berlin/Heidelberg, Germany, 2012. [Google Scholar]
- Chen, S.; Keys, L.K. A cost analysis model for heavy equipment. Comput. Ind. Eng. 2009, 56, 1276–1288. [Google Scholar] [CrossRef]
- Renquist, J.V.; Dickman, B.; Bradley, T.H. Economic comparison of fuel cell powered forklifts to battery powered forklifts. Int. J. Hydrogen Energy 2012, 17, 12054–12059. [Google Scholar] [CrossRef]
- Noll, P. Determining the real cost of powering a pump. World Pumps 2008, 496, 32–34. [Google Scholar] [CrossRef]
- Mader, G.; Madani, H. Capacity control in air-water heat pumps: Total cost of ownership analysis. Energy Build. 2014, 81, 296–304. [Google Scholar] [CrossRef]
- Sohn, S.Y.; Kim, Y.; Kim, B.T. Cost of ownership model for spare engines purchase for the korean navy acquisition program. J. Oper. Res. Soc. 2009, 60, 1674–1682. [Google Scholar] [CrossRef]
- Ramadan, S.Z. Selection of non-repairable series systems’ components with Weibull-life and lognormal-repair distributions through minimizing expected total cost of ownership approach. Mod. Appl. Sci. 2014, 8, 104. [Google Scholar] [CrossRef]
- Holmquist, J.R. Reasons for using IEEE Standard 841-1994 motors for the forest products industry. In Proceedings of the Pulp and Paper Industry Technical Conference, Portland, ME, USA, 21–26 June 1998; pp. 87–96. [Google Scholar]
- Kumar, U.D.; Saranga, H. Optimal selection of obsolescence mitigation strategies using a restless bandit model. Eur. J. Oper. Res. 2010, 200, 170–180. [Google Scholar] [CrossRef]
- Ellram, L.M. Activity-based costing and total cost of ownership: A critical linkage. Cost Manag. 1995, 8, 22–30. [Google Scholar]
- Hurkens, K.; van der Valk, W.; Wynstra, F. Total cost of ownership in the services sector: A case study. J. Supply Chain Manag. 2006, 42, 27–37. [Google Scholar] [CrossRef]





| Furnace Type | Thermal Efficiency (% of Input Energy) | Melting Loss (% of Input Aluminium) | Advantages | Limitations |
|---|---|---|---|---|
| Crucible (gas-fired) | 7–19% | 3–4% |
|
|
| Reverberatory | 32–40% | 2–5% |
|
|
| Tower | 40–48% | 1–2% |
|
|
| ID | References | Target(s) | Proposed model | ||||
|---|---|---|---|---|---|---|---|
| Model object | Point of view | Supported decision(s) | Explicit formulae? | Indicator(s) | |||
| 1 | [19] | Comparing the total costs of a tinting machine incurred by machine manufacturers, paint producers and paint retailers | Tinting machines | Supply-chain | Machine utilisation | No | TCO |
| 2 | [42] | Proposing and testing a lifecycle cost model of heavy equipment for the mining industry | Heavy equipment | Industrial customer/user | Machine utilisation | Yes | Lifecycle Cost (LCC), TCO |
| 3 | [37] | Comparing the lifecycle costs and performances of manual and semi-automated assembly lines for the manufacturing industry | Assembly lines | Industrial customer/user | Design, configuration | Yes | Cost of Ownership (COO), Overall Equipment Effectiveness (OEE) |
| 4 | [13] | Identifying the configuration and utilisation strategies which minimise the total cost and the environmental impact of a car body welding line | Welding lines | Industrial customer/user | Machine utilisation | No | TCO, Environmental Impact [tons CO2 eq.] |
| 5 | [39] | Identifying the configuration and utilisation strategies which minimise the total cost and the environmental impact of a cast-iron components finishing line | Finishing lines | Industrial customer/user | Machine utilisation | No | TCO, Environmental Impact [tons CO2 eq.] |
| 6 | [48] | Comparing the overall costs of retrofitting standard electric engines vs. replacing them with high-efficiency engines | Electric engines | Industrial customer/user | Replacement, substitution | Yes | Lifecycle Savings (LCS), Payback Time |
| 7 | [49] | Analysing the impact of different obsolescence mitigation strategies on the total cost of machines or complex systems | Spare parts | Industrial customer/user | Replacement, substitution | Yes | TCO, Expected Reward |
| 8 | [45] | Comparing the total costs of air/water heat pumps adopting variable speed control vs. “on–off” control | Heat pumps | Private customer/user | Machine utilisation | Yes | TCO, Savings |
| 9 | [38] | Identifying the machines and buffers configuration which maximise the production rate of an assembly network, subject to a total cost constraint | Assembly networks | Industrial customer/user | Design, configuration | Yes | TCO, Production Rate |
| 10 | [44] | Determining the total cost of hydraulic pumps | Machine | Industrial customer/user | Supplier and product selection | Yes | Total Cost (TC) |
| 11 | [36] | Determining the total cost of automated assembly lines for the manufacturing of optoelectronic equipment | Assembly line | Industrial customer/user | Design, configuration | Yes | Cost of Ownership (COO) |
| 12 | [47] | Identifying the least-cost supplier selection strategy for non-repairable components of machines or complex systems | Spare parts | Industrial customer/user | Supplier and product selection | Yes | TCO |
| 13 | [43] | Comparing the total costs of hydrogen-feed, “fast charge” and electric forklifts | Forklifts | Industrial customer/user | Supplier and product selection | No | TCO, Net Present Cost (NPC) |
| 14 | [46] | Selecting the least-cost procurement strategy for spare electric engines, subject to random failure frequency and repair time | Engines | Industrial customer/user | Supplier and product selection | Yes | Cost of Ownership (COO) |
| 15 | [41] | Computing the total cost of injection moulding machines, considering both deterministic and stochastic elements (e.g., energy demand over time, frequency and duration of emergency maintenance works) | Injection moulding machines | Industrial customer/user | Supplier and product selection | No | TCO |
| 16 | [40] | Comparing the costs of alternative nanoimprinting technologies for the semiconductor industry | Machine | Industrial customer/user | Design, configuration | No | Cost of Ownership (COO) |
| Company ID | Personnel | Turnover [k€/year] | Output [ton/year] | No. Furnaces | Supplied Industries | ||
|---|---|---|---|---|---|---|---|
| Tower | Reverb | Crucible | |||||
| A | 52 | 9800 | 883 | - | - | 4 | Furniture, lighting |
| B | 13 | 1800 | 841 | - | 2 | 2 | Appliances, automotive, electro-mechanics |
| C | 67 | 15,200 | 6840 | 2 | - | - | Appliances, automotive, electro-mechanics, furniture |
| D | 20 | 4300 | 720 | - | 1 | - | Appliances, furniture, lighting |
| E | 51 | 9800 | 1848 | - | 1 | - | Appliances, automotive, electro-mechanics, furniture |
| F | 151 | 40,100 | 10,354 | 3 | 1 | - | Appliances, automotive, electro-mechanics, furniture |
| G | 54 | 20,200 | 11,023 | 3 | - | - | Automotive, electro-mechanics |
| TOTAL | 408 | 101,200 | 32,509 | 8 | 5 | 6 | |
| Furnace Type | No. of Furnaces | Furnaces TCO | ||||
|---|---|---|---|---|---|---|
| Average [€/ton] | SD [€/ton] | Min. [€/ton] | Max. [€/ton] | CV (0-dim.) | ||
| Crucible furnaces | 6 | 284.74 | 39.44 | 250.19 | 341.75 | 0.14 |
| Reverberatory furnaces | 5 | 97.31 | 41.24 | 81.73 | 185.99 | 0.42 |
| Tower furnaces | 8 | 93.94 | 19.37 | 75.30 | 136.91 | 0.21 |
| Furnace Type | Cost Item | Average [€/ton] | SD [€/ton] | Min. [€/ton] | Max. [€/ton] | CV (0-dim.) |
|---|---|---|---|---|---|---|
| Crucible furnaces (n = 6) | CAPEX | 9.32 | 1.96 | 6.74 | 11.67 | 0.21 |
| Energy | 78.14 | 15.13 | 67.48 | 99.05 | 0.19 | |
| Labour | 111.01 | 29.70 | 85.32 | 153.48 | 0.27 | |
| Materials | 86.27 | 3.98 | 80.67 | 90.39 | 0.05 | |
| Reverberatory furnaces (n = 5) | CAPEX | 2.62 | 3.92 | 1.02 | 11.26 | 1.50 |
| Energy | 22.66 | 5.32 | 21.43 | 34.55 | 0.23 | |
| Labour | 18.50 | 32.56 | 9.66 | 83.92 | 1.76 | |
| Materials | 53.53 | 6.96 | 49.61 | 68.60 | 0.13 | |
| Tower furnaces (n = 8) | CAPEX | 3.48 | 3.77 | 1.98 | 12.91 | 1.08 |
| Energy | 21.20 | 7.73 | 18.41 | 40.98 | 0.36 | |
| Labour | 34.75 | 10.44 | 17.91 | 47.43 | 0.30 | |
| Materials | 34.51 | 5.12 | 25.91 | 41.78 | 0.15 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bacchetti, A.; Bonetti, S.; Perona, M.; Saccani, N. Investment and Management Decisions in Aluminium Melting: A Total Cost of Ownership Model and Practical Applications. Sustainability 2018, 10, 3342. https://doi.org/10.3390/su10093342
Bacchetti A, Bonetti S, Perona M, Saccani N. Investment and Management Decisions in Aluminium Melting: A Total Cost of Ownership Model and Practical Applications. Sustainability. 2018; 10(9):3342. https://doi.org/10.3390/su10093342
Chicago/Turabian StyleBacchetti, Andrea, Stefano Bonetti, Marco Perona, and Nicola Saccani. 2018. "Investment and Management Decisions in Aluminium Melting: A Total Cost of Ownership Model and Practical Applications" Sustainability 10, no. 9: 3342. https://doi.org/10.3390/su10093342
APA StyleBacchetti, A., Bonetti, S., Perona, M., & Saccani, N. (2018). Investment and Management Decisions in Aluminium Melting: A Total Cost of Ownership Model and Practical Applications. Sustainability, 10(9), 3342. https://doi.org/10.3390/su10093342