3.1. Physical Properties of WFS
The physical properties of WFS help determine the general suitability and, in particular, the workability of WFS for use in concrete. Particle shape, fineness modulus, and particle gradation influence the workability and compacted density of concrete.
Particle size distribution. The standard specification for concrete material aggregates in South Africa is SANS 1083:2008 [
47]. In accordance with this standard, all the samples tested met the requirement of 95% to 100% passing 4.57 mm, but failed to meet the standard requirement of 0% to 10% passing 0.150 mm. According to the Indian Standards for coarse and aggregate specification for natural sources for the concrete (IS 383:1970) [
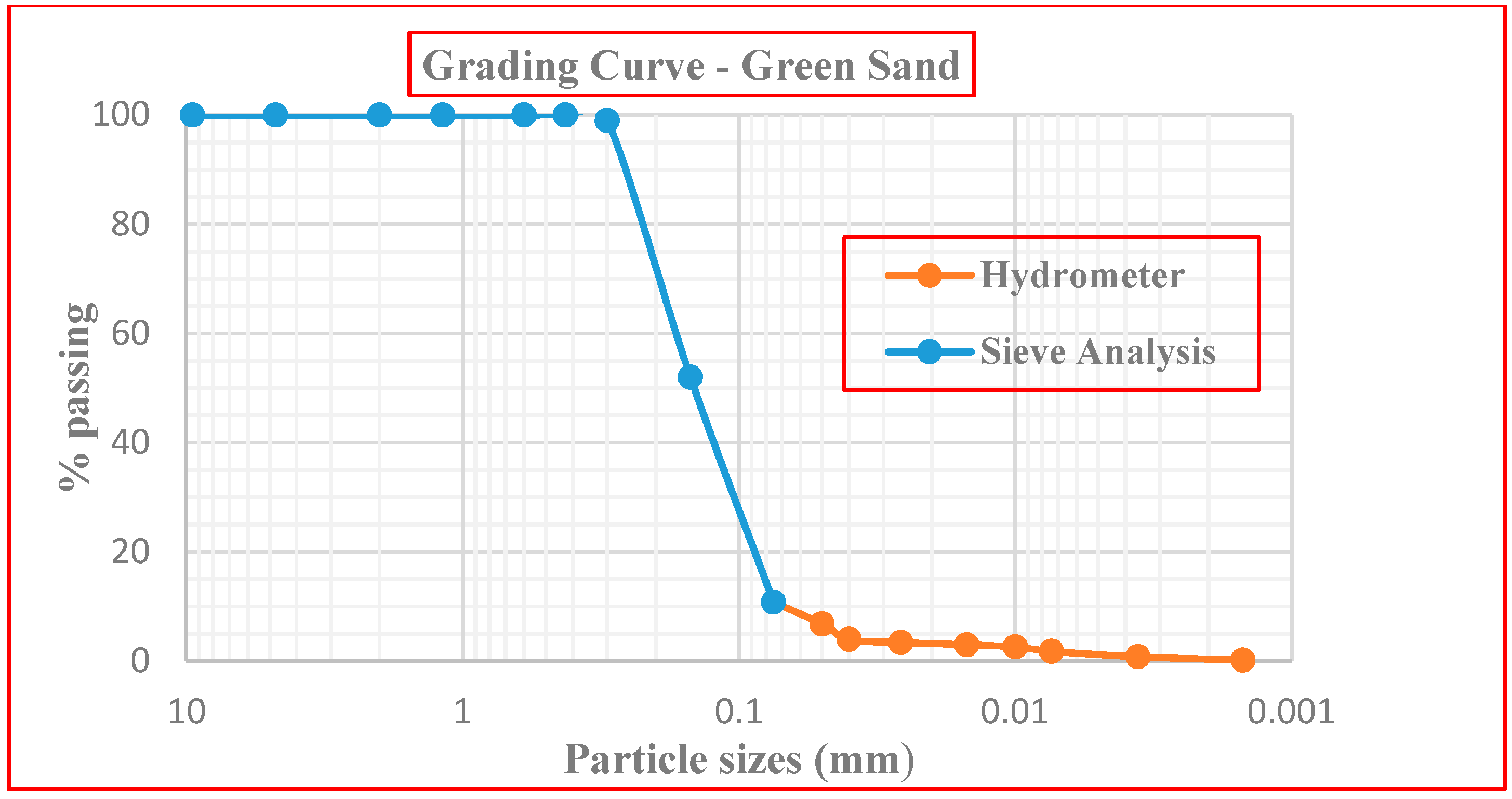
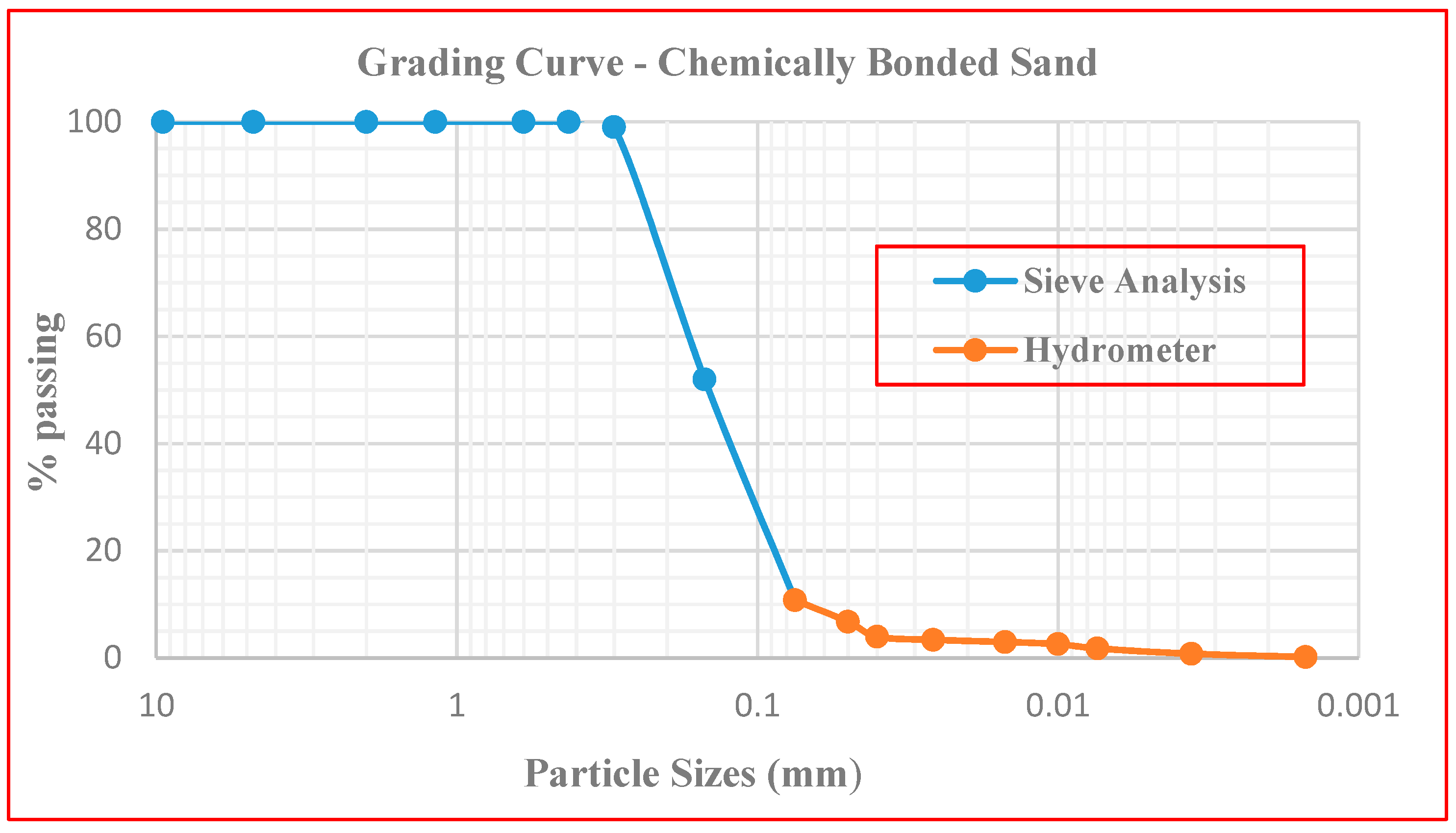
50] grading zone, WFS01, WFS02, WFS03, and WFS05 met the requirement of 80% to 100% passing 0.60 mm. This confirms that WFS01, WFS02, WFS03, and WFS05 fall within zone IV, representing finer sand. The green sand (WFS01) and the chemically bonded sand (WFS02) had 21% and 12%, respectively, passing through the 0.150-mm sieve, thereby satisfying the grading limit criteria [
47].
WFS03 (green sand) and WFS05 (chemically bonded sand) exceeded the allowable 25% passing 0.15 mm, with values of 42% and 52%, respectively. Sample WFS04, with 4% passing the 0.150-mm sieve, complied with a suggested grading value of a lower limit of 3% passing the 0.150-mm sieve [
51]. For the grading limit requirement for aggregate from natural sources as specified by SANS 1083:2008 [
47], WFS samples WFS01, WFS02, and WFS04 met all the criteria.
In the present study, it was observed that the WFS particle size distribution was relatively even with most of the sizes ranging between 0.600 mm and 0.150 mm. This confirmed the report of some past research [
21,
52], where the WFS particle size distribution was relatively uniform, with sizes ranging between 0.600 mm and 0.150 mm. These WFS samples were categorized as medium to fine sands and satisfied the conditions for overall fine aggregate. The particle size distribution results (sieve and hydrometer analysis) of percentage passing of samples WFS01–WFS05 are presented in
Table 3, with the SANS 1083:2008 [
47] grading acceptability ranges. The gradation results of all the samples (WFS01 to WFS05) are presented in
Table 4,
Table 5,
Table 6,
Table 7 and
Table 8, respectively.
The results of the particle size gradation curve (sieve and hydrometer analysis) of all the percentage passing of samples WFS01–WFS05 are plotted in
Figure 1. The individual gradation curve results are presented in
Figure 2,
Figure 3,
Figure 4,
Figure 5 and
Figure 6 respectively.
Figure 1 indicates that a common shape dominates the gradation of WFS. Approximately 90% by mass of grains are uniformly distributed between the sizes of 0.15 mm and 0.80 mm. From the grading curves, WFS is finer and less graded than typical fine aggregate. The grading results of this investigation are comparable with those of other researchers [
53,
54,
55].
Table 9 shows the grading characteristics of the WFS. D10, D30, and D60 are the largest sizes of particle diameter in the finest 10%, 30%, and 60% of the sample, respectively (from
Figure 1). The coefficient of uniformity (C
u), D60/D10, provides an indication of the uniformity of the particle sizes. Unity (a value of 1.0) would indicate a single sized sample. The coefficient of curvature (C
c), D30
2/D60 × D10, evaluates the curvature of the gradation curve. According to ASTM D2487-06:2004 [
56], the Unified Soil Classification System (USCS), well-graded sand should have a C
u equal to or greater than 6 and a C
c between 1 and 3. From
Table 9 and
Figure 1, it is evident that only WFS03 complies with these criteria.
These results conformed with those of previous investigations [
21,
54,
55], in that nearly 90% of grains are in the range of 0.15 mm and 0.80 mm.
i. Fine Content. For the five WFS, the fraction finer than 75 µm, determined by washing, is included in
Table 10 (column P7). The results varied between 2% and 26% (average 9.3%), comparable with the results of research by others [
57]. This recommends that constituents less than 75 µm may be alienated from greater particles more capably and entirely by washing. Clarifications might consist of further degradation of break-up and particles of compound grains during washing and dispersing. The clay-bonded WFS samples (WFS01 and WFS03) contained, on average, 19% fine content, which is comparatively finer than the chemically bonded WFS samples (which contained an average of 2.9%).
ii. Fineness Modulus (FM). FM is an index of average aggregate fineness—the coarser the aggregate, the greater the FM. The FM values of the five samples are included in
Table 10 (column P4). According to SANS 1083:2008 [
47], the limiting FM for fine aggregate for concrete use ranges from 1.2 to 3.5. For the fine aggregate used in concrete, according to ASTM C 33:2003 [
57], the FM generally ranges from 2.3 to 3.1, while the American Concrete Institute (ACI) standard ranges from 2.0 to 3.3. Samples WFS01, WFS02, and WFS04 complied with SANS 1083:2008 [
47] with FMs of 1.2, 1.4, and 3.2, respectively. Samples WFS03 and WFS05 had FMs of 1.0 and 0.5, respectively; hence, they did not comply with any of the abovementioned standards.
iii. Clay/Silt Content. In accordance with SANS 1083:2008 [
47], WFS01 and WFS03 (clay-bonded) contained a higher clay/silt percentage of 13% and 26% respectively; hence, they failed to meet the standard requirement limit of fine aggregate for concrete use. The other two samples (WFS02 and WFS04) met the clay/silt content standard requirements for use in concrete. It was concluded that bentonite (clay contents) occupied the mainstream of fine content. Apart from the clay content, fine materials are also composed of very fine sand particles and silts that are circulated by the residue chemical additives and binders from the molded processes and by the wash water [
20]. The relative low amount of portion of fine materials, i.e., chemical additives, binders, and bentonite may have played a vital part in the processes of cement hydration. The clay content values of the five samples are included in
Table 10. According to SANS 1083:2008 [
47], the limiting clay content for fine aggregate for concrete use is 2.0%.
In establishing the variant of the physical properties of the five WFS samples, the molding processes play an important role, as presented in
Figure 1 and
Table 10. A range of molding progressions are utilized in present foundries, introduced mostly in the parts of refractory material originals, metal types, binders, additives, core reclamation operations, and molding and binding systems. The mentioned factors, as reported [
54,
55], may have affected the reshaping virgin foundry sand process into WFS.
iv. Moisture Content. The elaborated outcome of moisture contents of the five WFS samples (WFS01 to WFS05) are presented in
Table 11, while the result summary is included in
Table 10 (column P1). The moisture content of the five WFS analyzed ranged from 0.2% to 8.3%. The chemically bonded sample, WFS02, displayed a relatively high-water content of 8.3%, while sample WFS03 had a moisture content of 1.9%. Samples WFS01, WFS04, and WFS05 had moisture contents less than 1%. This variation might be correlated to the water contents initially set in the system of foundry sands. In a previous research report [
39], WFS was reported to be virtually dry. The moisture content of the chemically bonded samples was reported to be in the range of 0.11% to 3.48% and clay (green) sand samples ranged from 0.08% to 4.59%. According to the America Concrete Institute (ACI), moisture content acceptable limits range between 0% and 10%; thus, WFS01 to WFS05 were deemed acceptable.
Clay systems need about 10% water for bentonite binding activation; however, 2% to 3% water is required as a catalyst or solvent for organic binder activation [
58]. Neglecting moisture content can incorrectly affect the calculation of volume of water in mix design.
Aggregates are not completely solid, but rather contain a certain level of porosity. Pores may be located in the center of the aggregate, while others may actually connect to the surface of the aggregate. When calculating the bulk specific gravity of an aggregate, both the volume of the aggregate and that of all its pores were taken into consideration to avoid its effect on concrete properties. These pores will likely contain a certain level of moisture that will affect the performance of the concrete if appropriate corrections are not made to account for the actual moisture content of the aggregates. If the moisture content is higher than the aggregate’s absorption value, the aggregates will contribute free water to the mix. From the study, all sample results had no effect on the W/C ratio; hence, no change was observed. This means that the 28-day compressive strength of each mix would likely not be reduced, and the W/C ratios comply with the limits established by the South African National Standard.
v. Uncompacted Bulk Density. The elaborated results of uncompacted bulk density of the five WFS samples (WFS01 to WFS05) are presented in
Table 12, while the result summary is included in
Table 10 (column P2).
The results range from 1165 kg/m
3 to 1473 kg/m
3. This range is possibly ascribed to the variation in particle gradation, fine content, sand mineralogy, and grain shape. According to SANS 5845:2006 [
45], the uncompacted bulk densities for lightweight aggregate must be in the range between 1120 and 1760 kg/m
3. According to ACI Committee 221 (1996) [
59], sands with an uncompacted bulk density less than 1120 kg/m
3 are most normally utilized in lightweight concrete. In accordance with ASTM C 29:1997 [
60], uncompacted bulk density normally utilized in normal-weight concrete varies from about 1200 to 1750 kg/m
3. The compacted bulk density and loose bulk density of waste foundry sand was reported [
61] as 1890 kg/m
3 and 1690 kg/m
3. Hence, all the samples (WFS01 to WFS05) complied with this criterion. Round shape and good gradation lead to a structure of compactness and high density [
20].
vi.
Specific Gravity. The elaborated results of specific gravity of the five WFS samples (WFS01 to WFS05) are presented in
Table 13 and
Table 14, while the result summary is included in
Table 10 (column P3). These values ranged between 2.3 and 2.8. The sea coal dust, which is known to be porous with carbon content, might have resulted in the slightly lower specific gravity in the case of the green WFS (WFS01 and WFS03).
The specific gravities stated in previous works on four green sand samples varied from 1.985 to 2.45 [
21,
55], whereas the specific gravity of chemically bonded WFS was found to be 2.60 [
55]. The specific gravity of WFS was observed to be 2.18 [
21], while it was also stated that the specific gravity of WFS varies between 2.39 and 2.79 [
62]. All results of the present study had similarities with the results from the past studies as shown in
Table 9 (column P3). Differences in specific gravity might be ascribed to the variation in fine content, particle gradation, sand mineralogy, grain shape, and sand binder. Numerous foundries still utilize binders, for instance, sawdust, clay, and wood flour for casting. The specific gravity of the WFS is reduced due to the presence of these particles; furthermore, the density of the concrete decreases by producing air voids in the concrete. According to ACI (specific gravity), the acceptable limit ranges from 2.30 to 2.90, while, in the case of ASTM C 128:2001 [
63], the limit ranges from 2.4 to 2.9. Hence, WFS01 to WFS05 met the standard specific gravity criteria.
vii.
Loss on Ignition. The elaborated results of loss on ignition of the five WFS samples are presented in
Table 15 and
Table 16, while the result summary is included in
Table 17. Essentially, this test determines the carbonaceous material content in the WFS. The results from the tested samples (WFS01 to WFS05) indicated that all the samples contained carbonaceous materials in dissimilar percentages. The presences of high carbonaceous content in sample WFS03 may be ascribed to the sea coal dust and lime present in green sand, which was oxidized to ash, talc, carbon dioxide, and calcium carbonate at the temperature of 950 °C. The chemically bonded sands (WFS02 and WFS05) showed a relatively lower content of carbonaceous substance when compared to the clay-bonded sand samples (WFS01 and WFS03), which displayed a higher content. The present study variations of both waste sands are ascribed to the sand binders and metal type being cast, which concurs with the findings of other research [
21].
3.2. Chemical Properties of WFS
i. X-ray Fluorescence (XRF). From the results shown in
Table 17, silica oxide (SiO
2) is the predominant element existing in all samples and with the highest percentage present. When comparing the elemental composition of the green sand (clay-bonded) WFS samples (WFS01 and WFS03) to chemically bonded samples (WFS02, WFS04, and WFS05), it was observed that the latter comprised less aluminum oxide (Al
2O
3) and had no trace of magnesium oxide (MgO); this can be ascribed to the partial loss of binder and high casting temperature. The main components of all samples were found to be silica (SiO
2), alumina (Al
2O
3), and ferric oxide (Fe
2O
3). These three main components stated in the study show similar results reported by past researchers [
20,
52].
The chemical composition of the grain was found to be appropriate for Portland cement manufacturing. The highest oxide (SiO
2, Al
2O
3, and Fe
2O
3) contents of the present study conformed to a past report [
21].
ii. X-ray Diffraction of WFS (XRD). The XRD technique was carried out to determine the mineralogy of the particle size fraction present, as well as the phase and spectra composition. The results of the diffractogram analysis of WFS01 to WFS05 are similar in the diffraction patterns observed upon comparing the green sand in contrast to chemically bonded sand. Quartz (SiO
2) was the major detected crystalline phase and the most common among the molding sand. From the diffraction pattern of the WFS, new peaks were identified suggesting the presence of new mineralized phases. The green sand samples displayed the occurrence of a new mineralized phase (othorclase), while the chemically bonded sand exhibited the existence of sillimite, corundum, and periclase as the mineralized phase of the casting system. The results revealed that silica has the highest percentage of all the elements and compounds present, as shown by the XRD analysis. This remains the major mineral within waste stream casting sand [
64,
65]. The combine X-ray diffractogram peak results of samples (WFS01 to WFS05) are presented in
Figure 7.
The previous studies highlight that the chemical composition of the waste foundry sand depends on the type of metal, type of binder, and combustible used, which influences the performance. WFS is generally rich in silica and coated with a thin film of burnt carbon, residual binder (bentonite, sea coal, and resins/chemicals), and dust. Silica sand is hydrophilic and, consequently, attracts water to its surface [
17]. The chemical composition of WFS as reported by research [
21,
31,
32] shows that silica oxide (SiO
2) is the predominant element existing in all samples and with the highest percentage present. The total amounts of major components in WFS01 to WFS05 (SiO
2, Al
2O
3, and Fe
2O
3) are 93.64%, 94.86%, 91.23%, 94.59%, and 83.47%, respectively [
1,
2,
3]. Evidently, both the green sand and chemically bonded sands contain large SiO
2 content due to their origins from sands. Generally, high amounts of SiO
2 in aggregates result in greater hardness [
31].
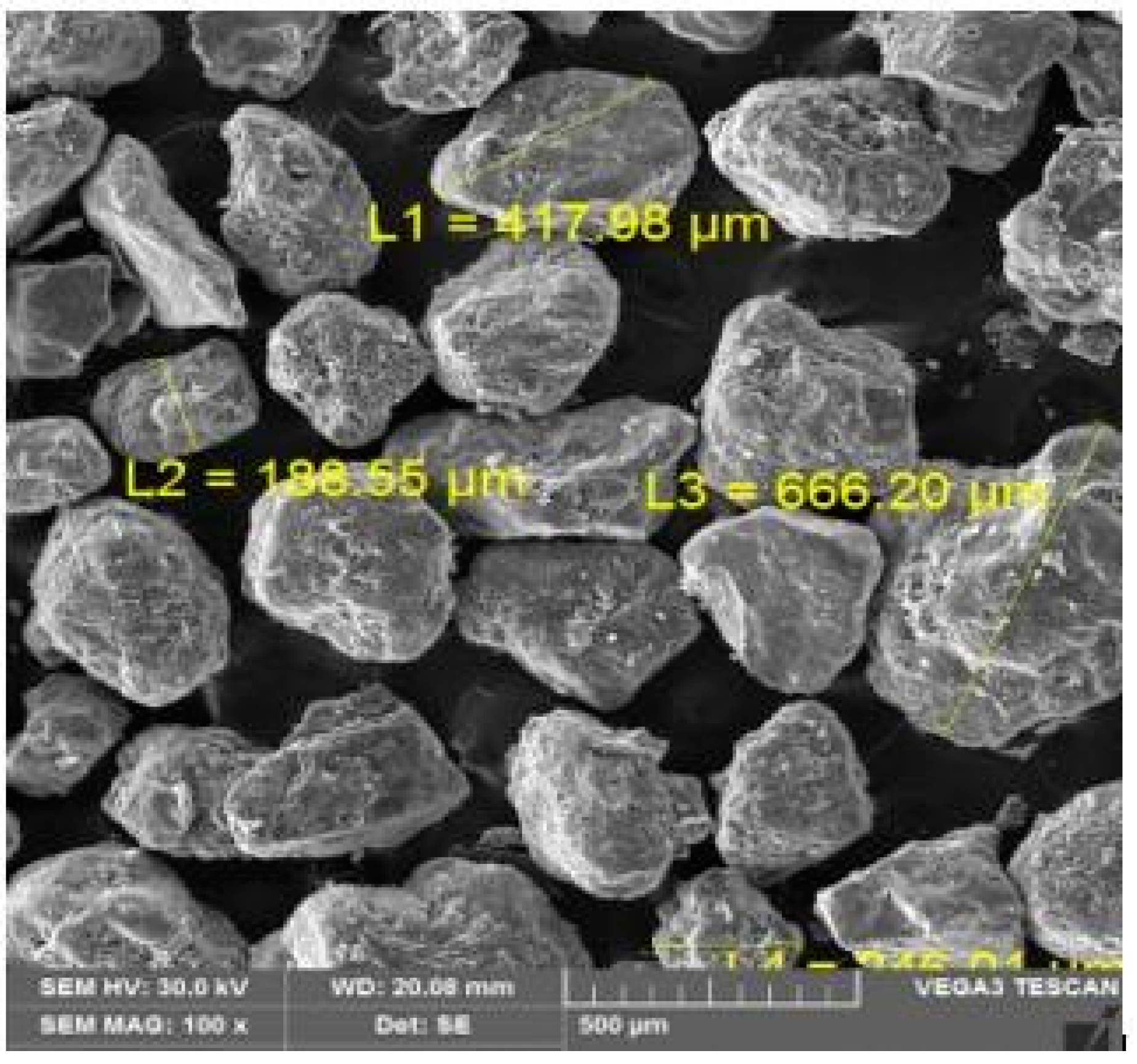
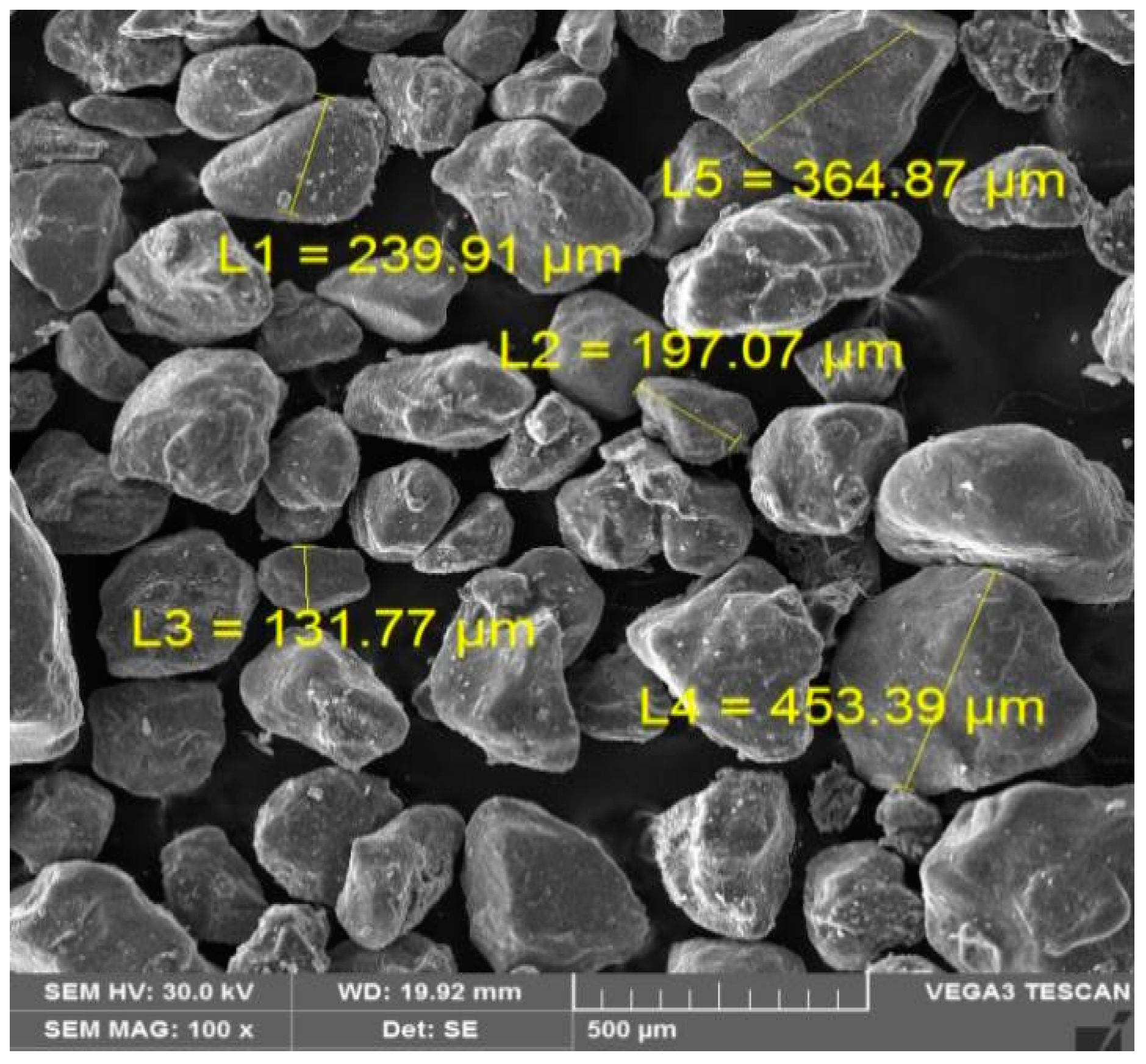
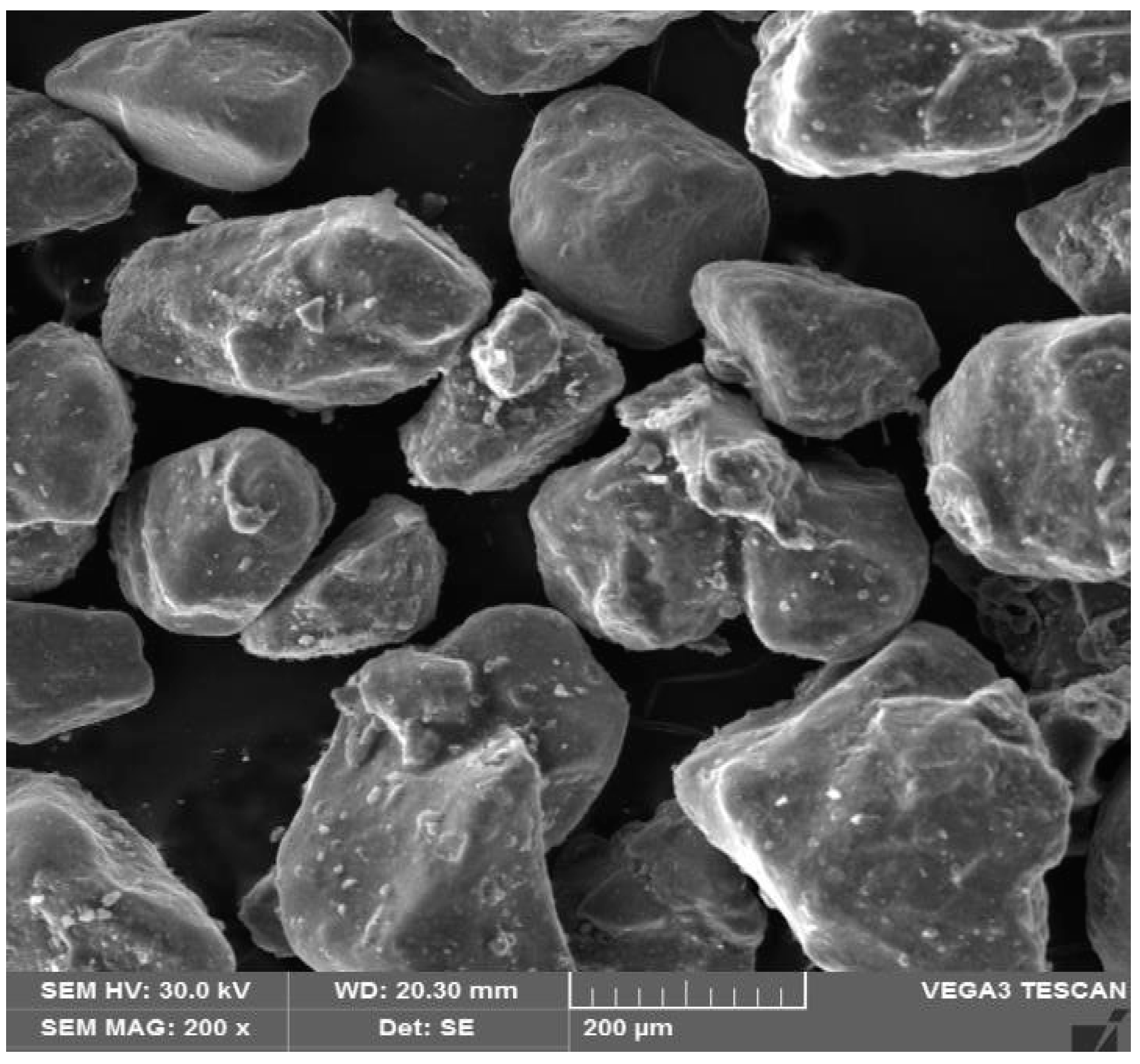
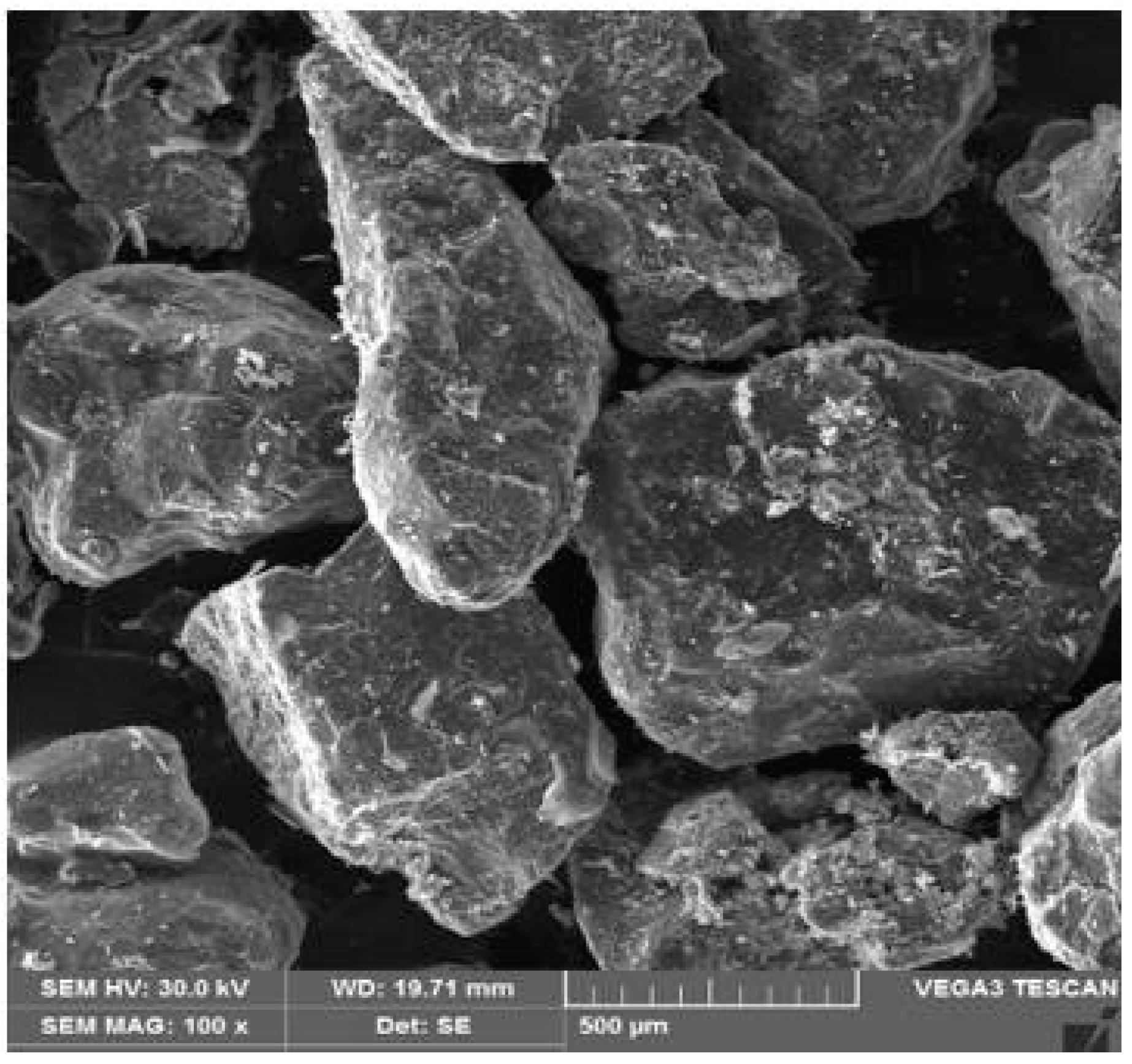
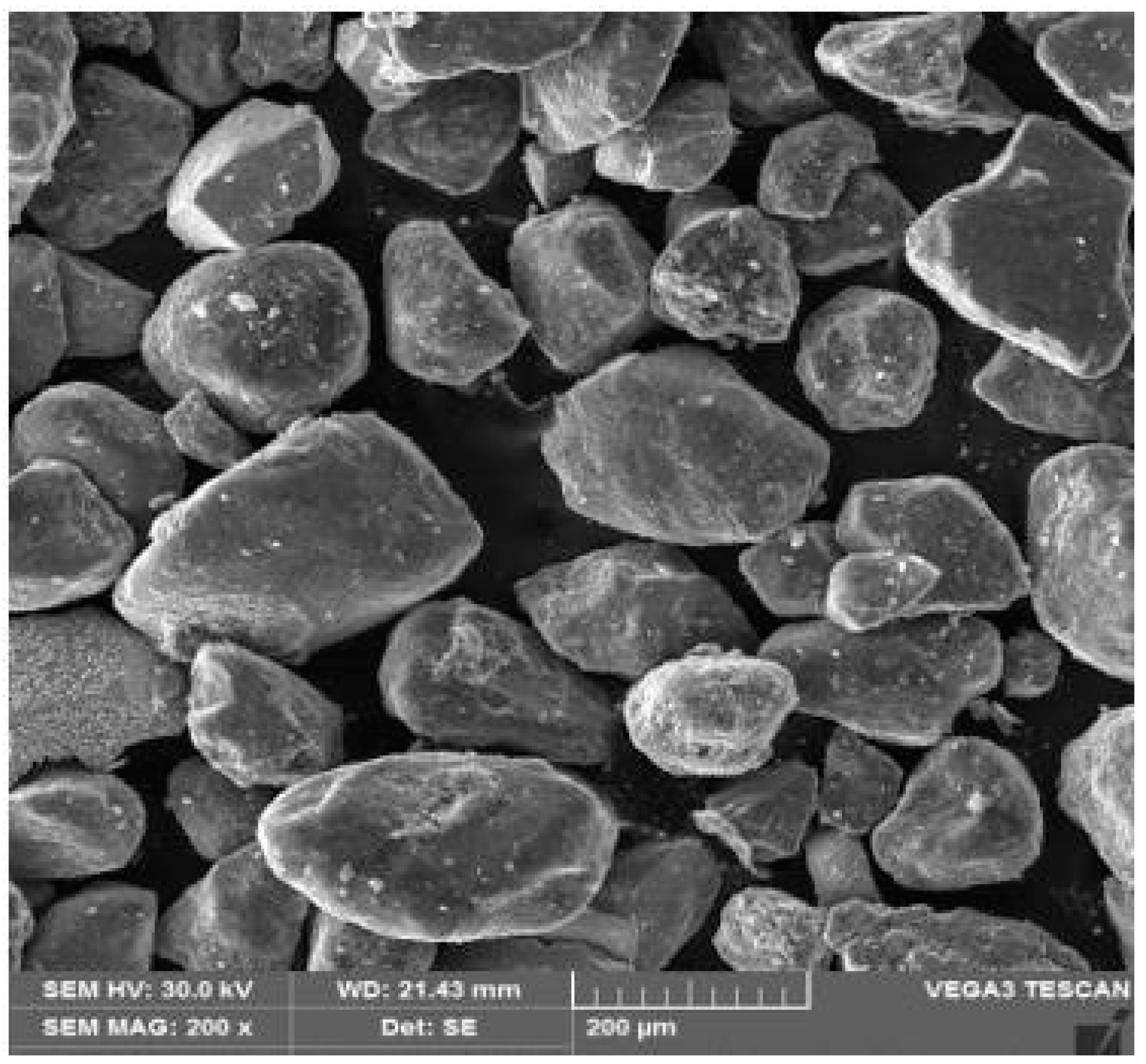
iii. Scanning Electron Microscopy (SEM). Imaging was utilized to take pictures of the grains magnified at several levels. Images of the two clay-bonded and three chemically bonded sands used in this study represent WFS01 to WFS05. The grain sample images, which were taken at 100× and 200× magnification, are presented in
Figure 8,
Figure 9,
Figure 10,
Figure 11,
Figure 12,
Figure 13,
Figure 14,
Figure 15,
Figure 16,
Figure 17 and
Figure 18.
All the magnification results served a dissimilar purpose. The images taken at 100× magnification (WFS01 to WFS05) were envisioned to determine the grain sizes.
There are four shapes which are identifiable for WFS grains: compound, angular, round, and sub-angular shape [
18]. The present study revealed that the size and shape of the WFS varied from 311 µm to 973 µm. The dissimilarity may be ascribed to the particle gradation variation, fine content, grain shapes, and sand mineralogy. The results of the SEM grain size distribution are consistent with the sieve analysis and the fineness modulus of the WFS. The waste sand streams (WFS01, WFS02, and WFS03) were relatively uniform with most of the sizes ranging between 0.600 mm and 0.150 mm [
21,
52].
The images taken at 200× magnification was used to quantify characteristics such as angularity, form, and texture of the different grains. The SEM results showed features related to morphological, mineralogical, and chemical characteristics of the grains, which constituted the WFS. Morphologically, angular grains with apparently compact surfaces and attached smaller particles with some discontinuities were observed in all samples when SEM with the electron backscattering diffraction technique was used. The results showed likely deposits of metallic elements that were melted and casted in molds made of sands. It was apparent that the sea coal/bentonite coating was disturbed. It is also likely that the coating was disturbed due to the sand grain abrasion during the recovery of the sands and breaking of molds. This probably occurred as a result of dehydroxylation and dehydration of the clays, while the sea coal underwent the thermal decomposition process. Other organic additives and sea coal underwent thermal decomposition within the molds, resulting in volatile compound formation [
66]. Dehydroxylation and dehydration of bentonite are endothermic processes and correspond to a loss of mass [
67]. Organic remains could exist in WFS as a result of organic binder usage, although most organic binder portions are shaken away or burned in the molding processes [
21].
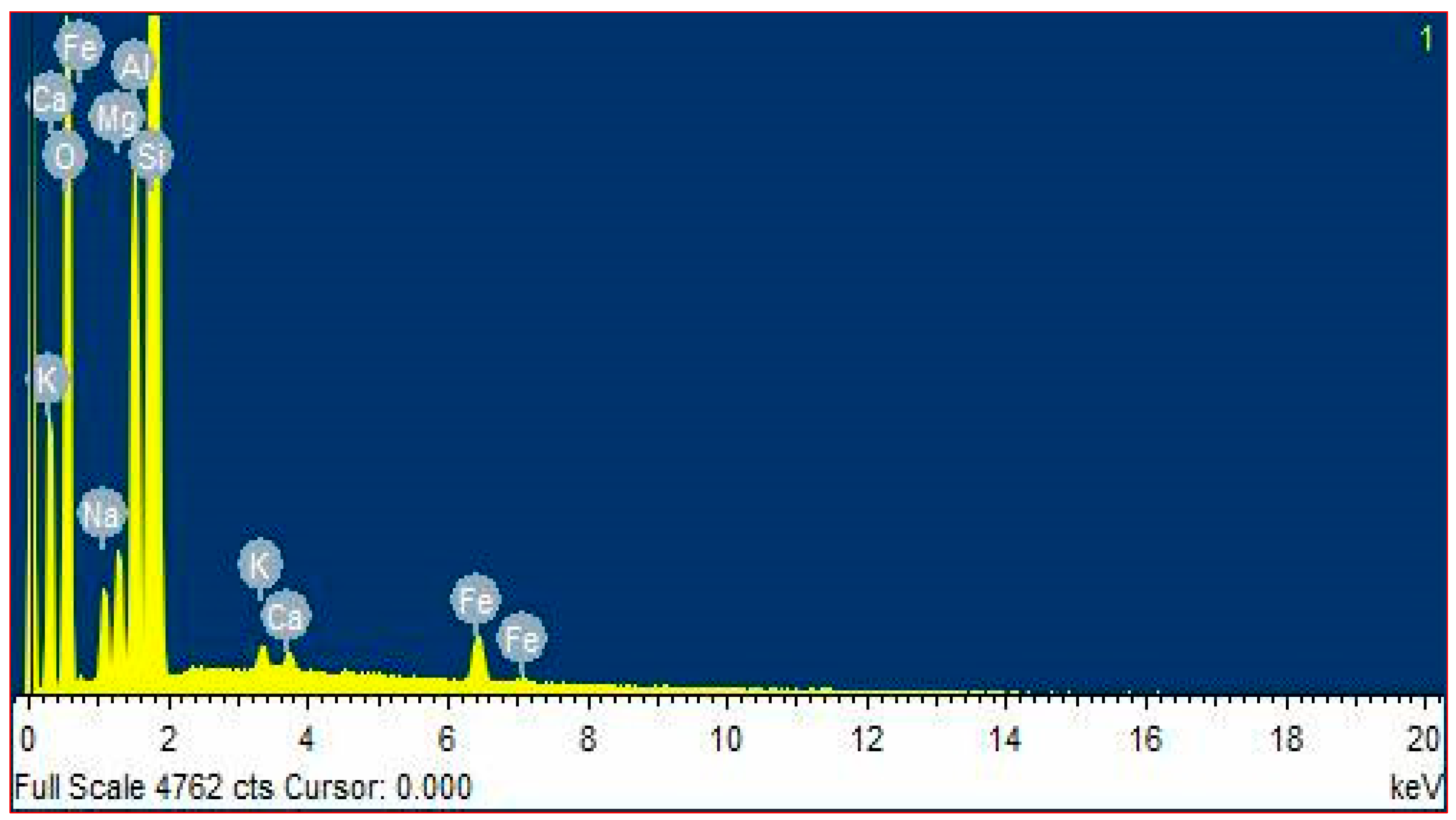
The key elements identified from both samples were silicon, potassium, titanium, magnesium, iron, and calcium. The results are consistent with the XRD analysis of WFS.
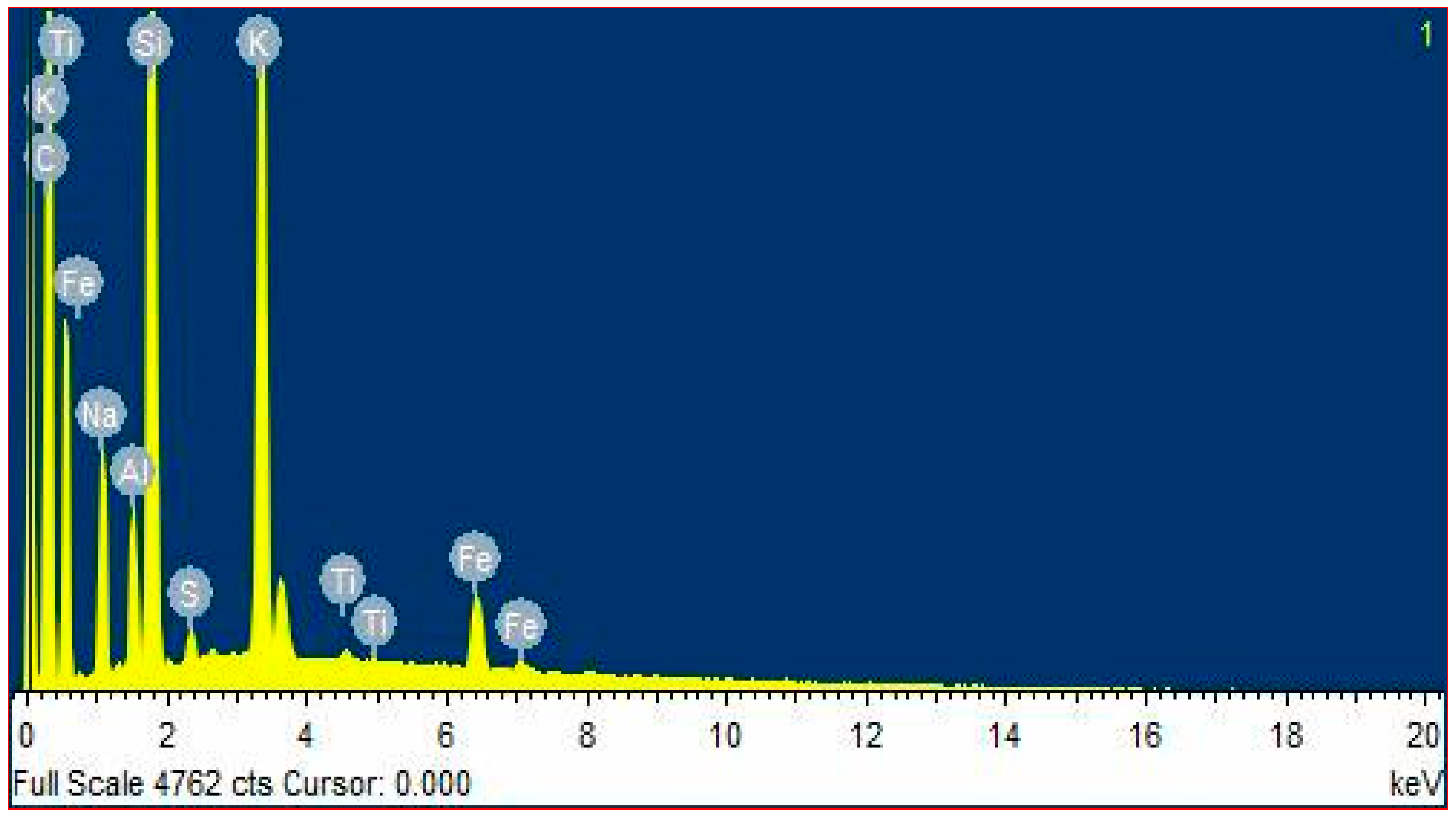
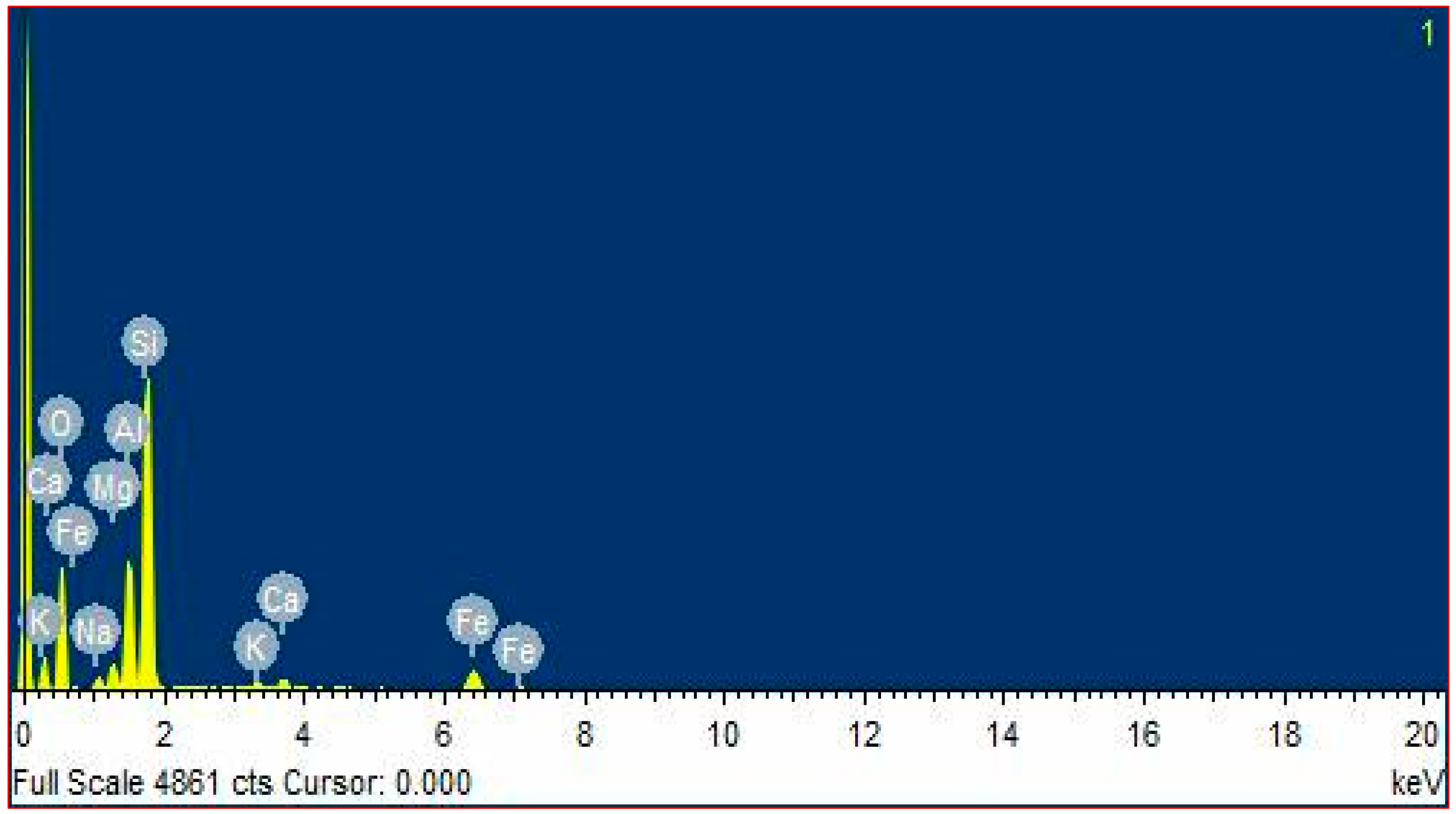
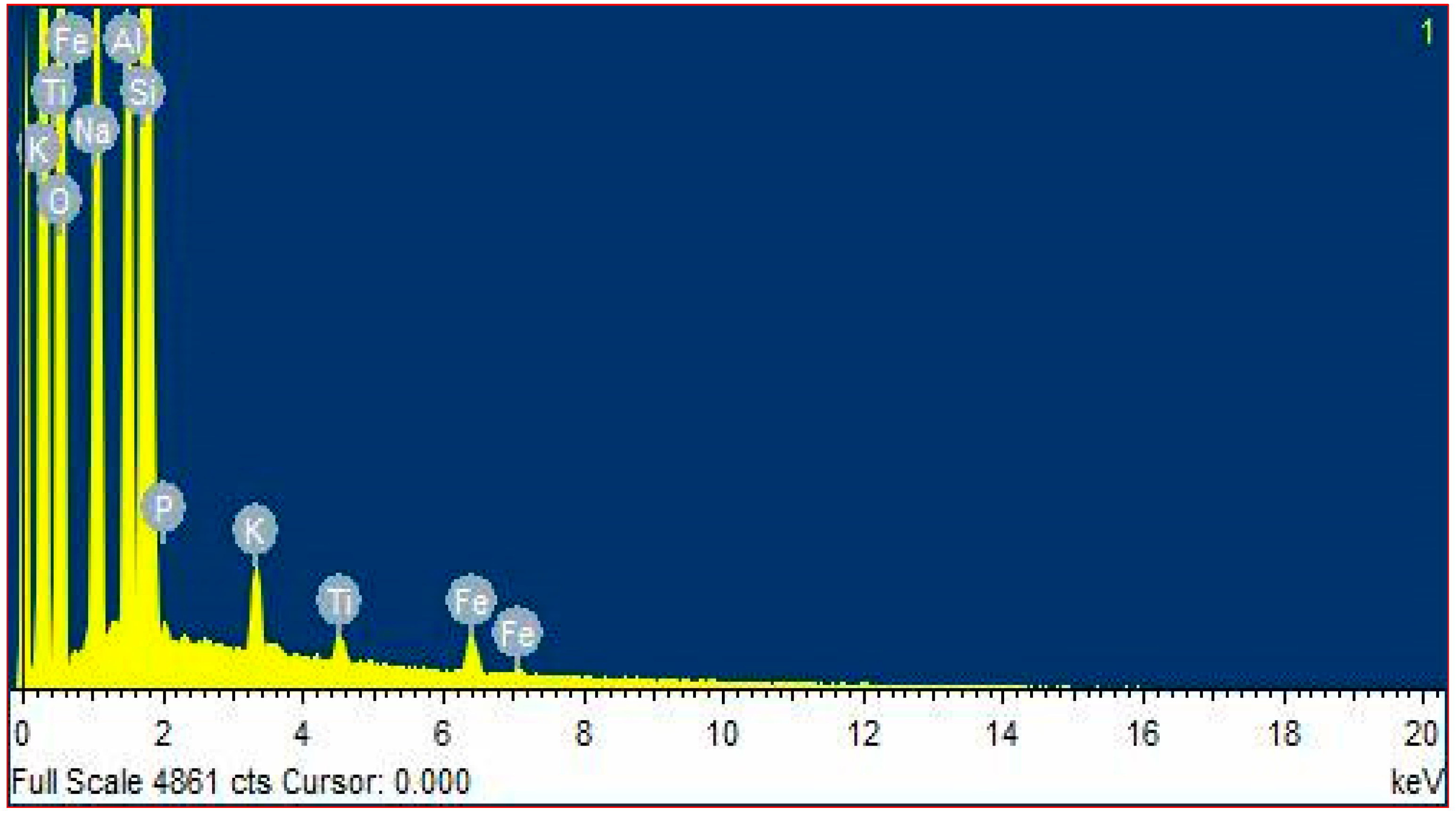
iv. Energy-Dispersive X-ray Spectra (EDS). The spectra obtained from qualitative chemical analysis of all the samples (WFS01 to WFS05) are presented in
Figure 19,
Figure 20,
Figure 21,
Figure 22 and
Figure 23. For mineralogy and specific morphology, the presence of rounded grains showed a silica component of quartz in the spectrograms, with deposits which were formed during the production of alloys in the foundry. The results obtained by EDS highlight the high contents of silica, potassium, titanium, iron, magnesium, and calcium, with a high oxygen content in lieu of their oxide forms. The results of the EDS correlated with the XRD records, where the greatest protuberant peaks were silica (SiO
2), aluminum (Al
2O
3), and hematite (Fe
2O
3).
v. pH. These results are vital in the assessment of sand compatibility with applied resins. In general chemistry, the pH scale indicates whether a substance is an alkali or an acid and to what degree. The pH of an alkali is between 14 and 7, while the pH of an acid is less than 7. The pH results highlighted that both types of WFS used in this study possessed a specified pH level of strong alkalinity and pose no threat to the natural environment; hence, they were not contaminated with sea salts.
The clay-bonded sand (samples WFS01 and WFS03) and chemically bonded sand (samples WFS02, WFS04, and WFS05) showed variation in their results as presented in
Table 18. The clay-bonded sands, exhibited relatively lower pH values of 8.88 and 8.78, compared to the chemically bonded WFS, which exhibited pH values ranging from 9.89 to 9.34. The slightly lower pH values of the clay-bonded sands might be due to the acidic cation (binder) presence and type of metal cast, as noted in the SEM/EDS analysis. The results are in agreement with a past investigation report, whereby waste sand was not corrosive when compared to the local South Africa pH regulations [
68]. Due to the presence of phenols, some WFS could be corrosive to metal [
23]. This raised concerns that the infiltration of precipitation over built-up stocks could assemble leachable segments, resulting in the discharge of phenol into surface water supplies or ground water supplies. Previous investigations [
68,
69] revealed that WFS pH varied from 4 to 12, depending solely on the type of binder and cast metal. A pH value ranging from 6.7 to 10.2 was observed for 39 WFS samples from steel, iron, and aluminum, which were analyzed for their chemical and physical properties [
18]. The results of the pH of the five WFS samples are presented in
Table 18.


























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}