Analysis and Design of Typical Automated Container Terminals Layout Considering Carbon Emissions

Abstract
:1. Introduction
2. Literature Review
2.1. Layout Optimization of Container Terminals
2.2. Carbon Emission Problem of Ports
2.3. The Methodology of Carbon Emission Calculation
3. Problem Description
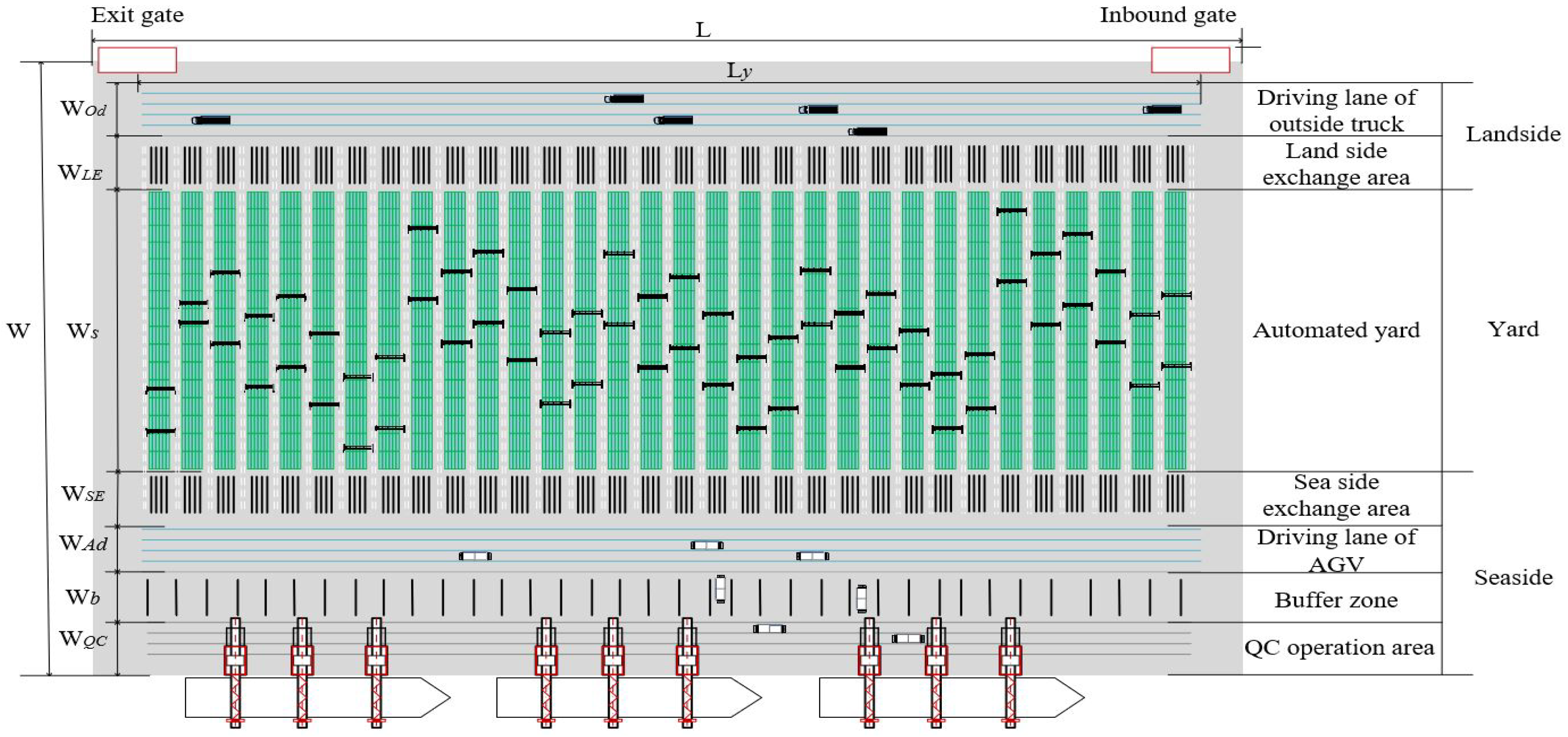
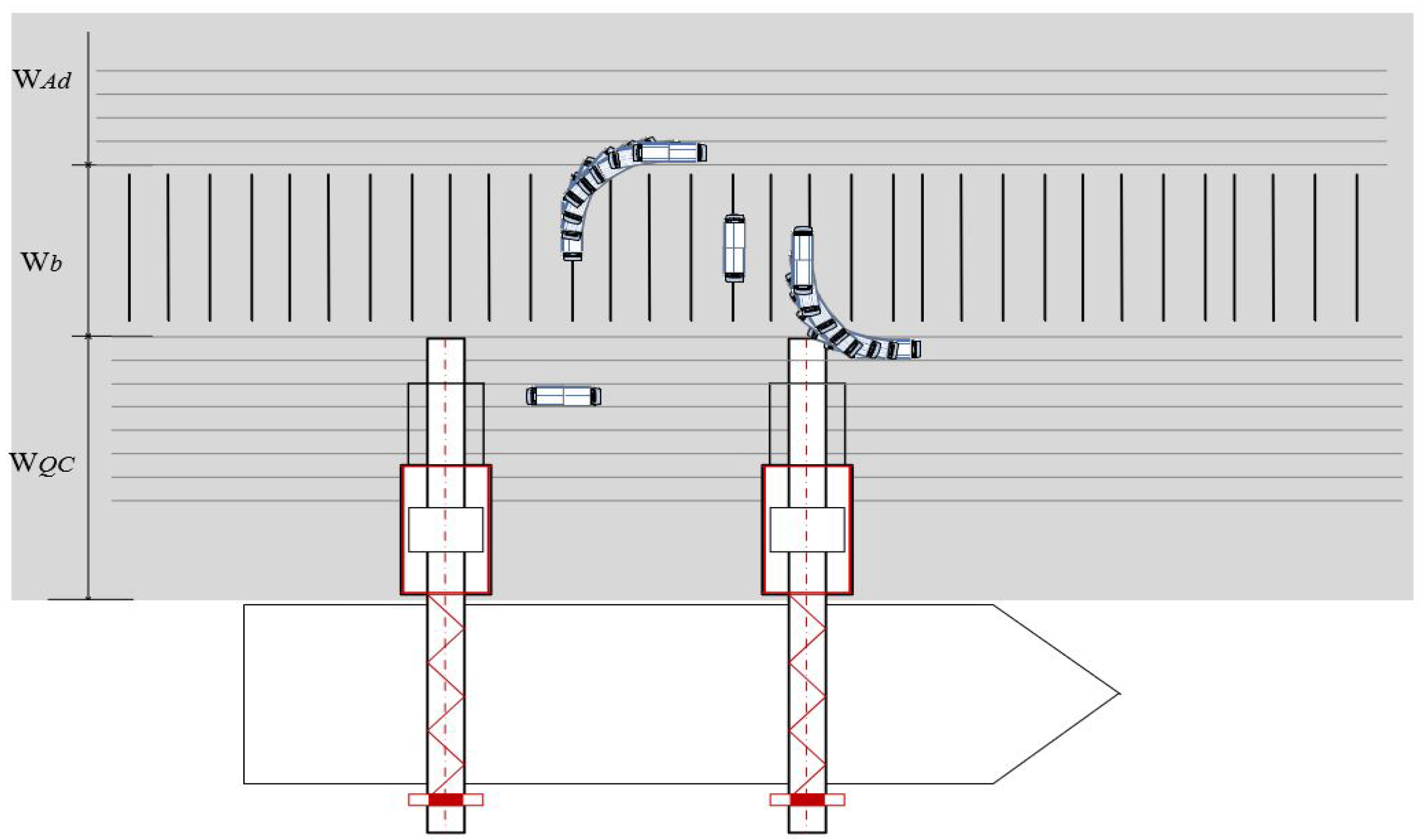
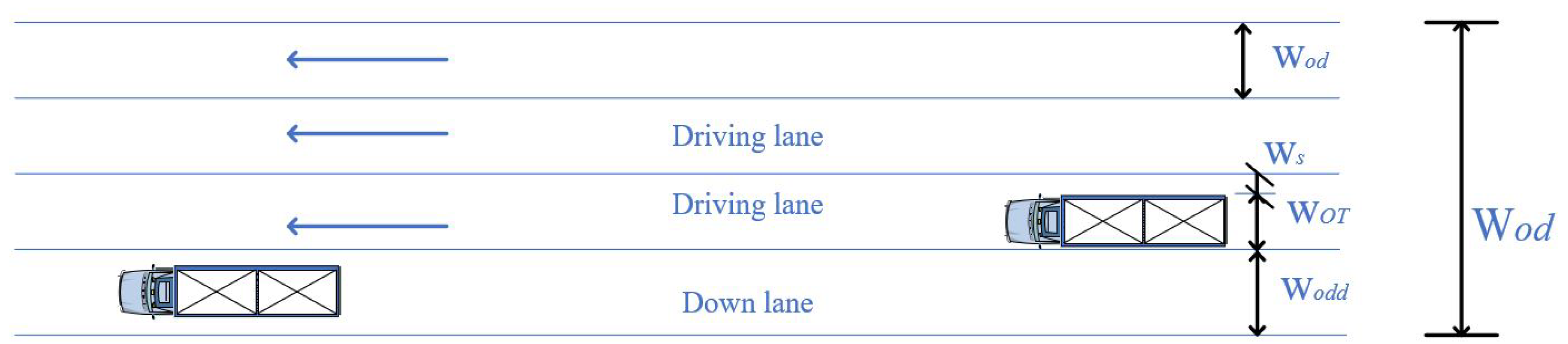
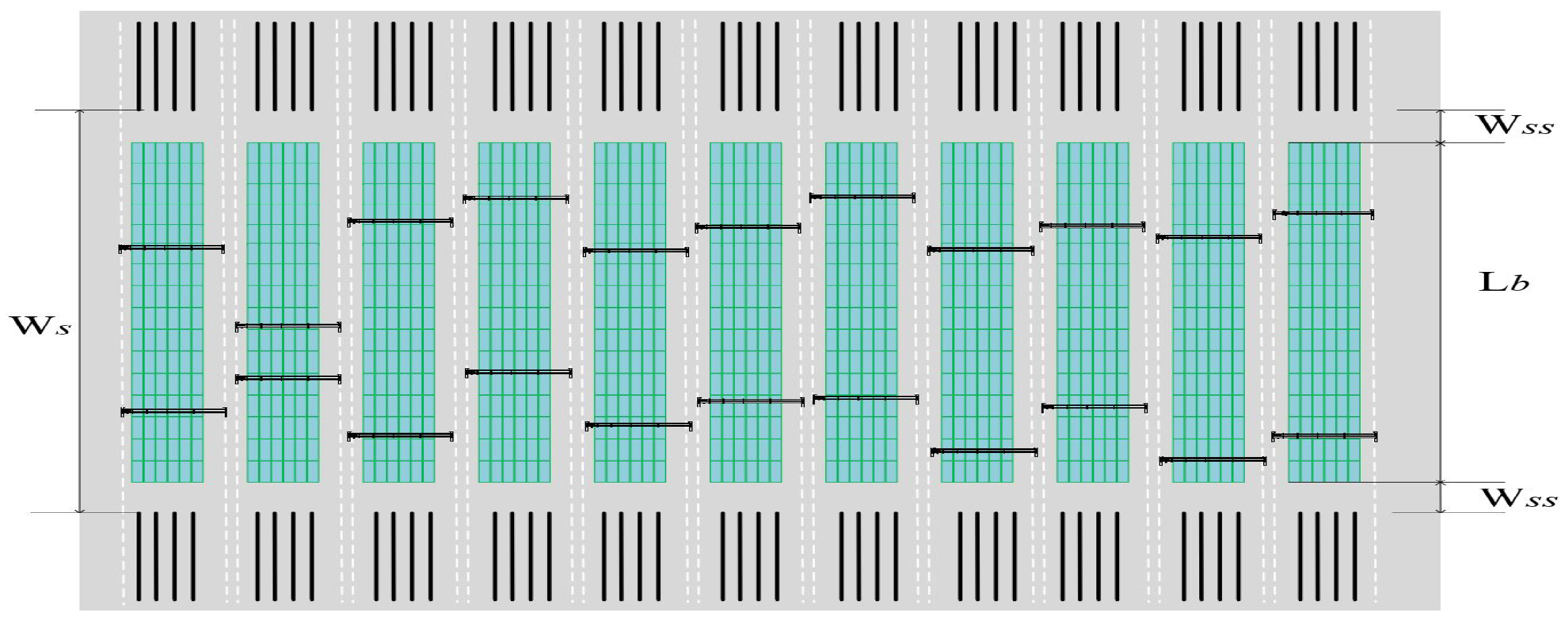
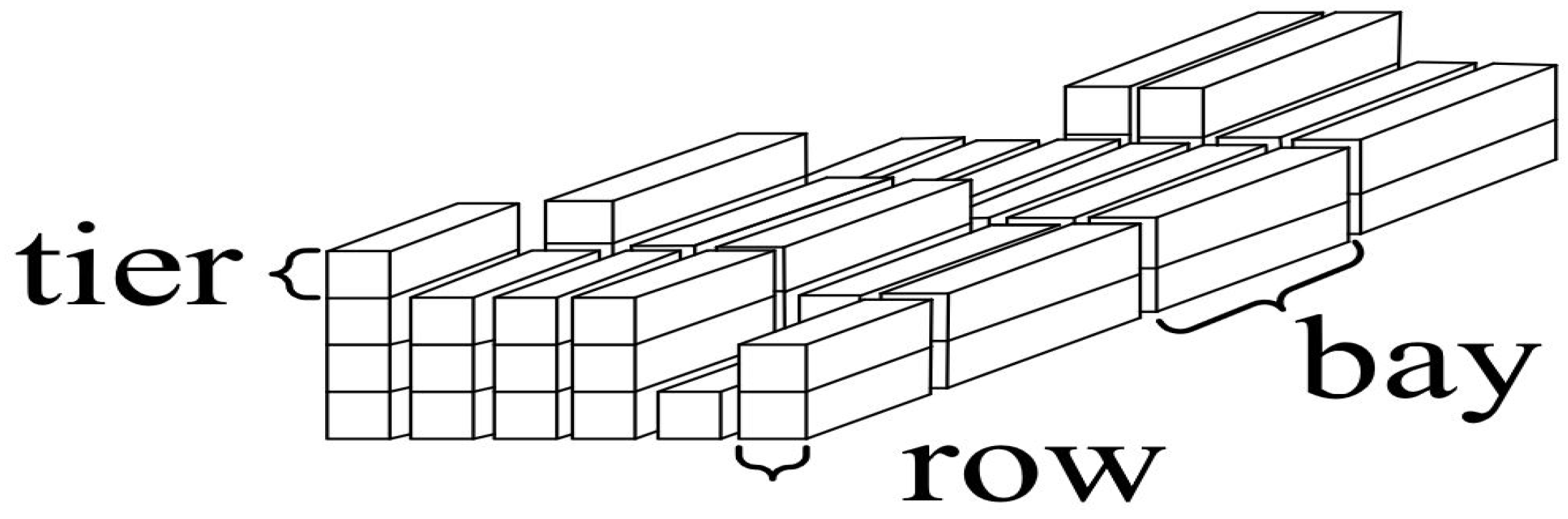
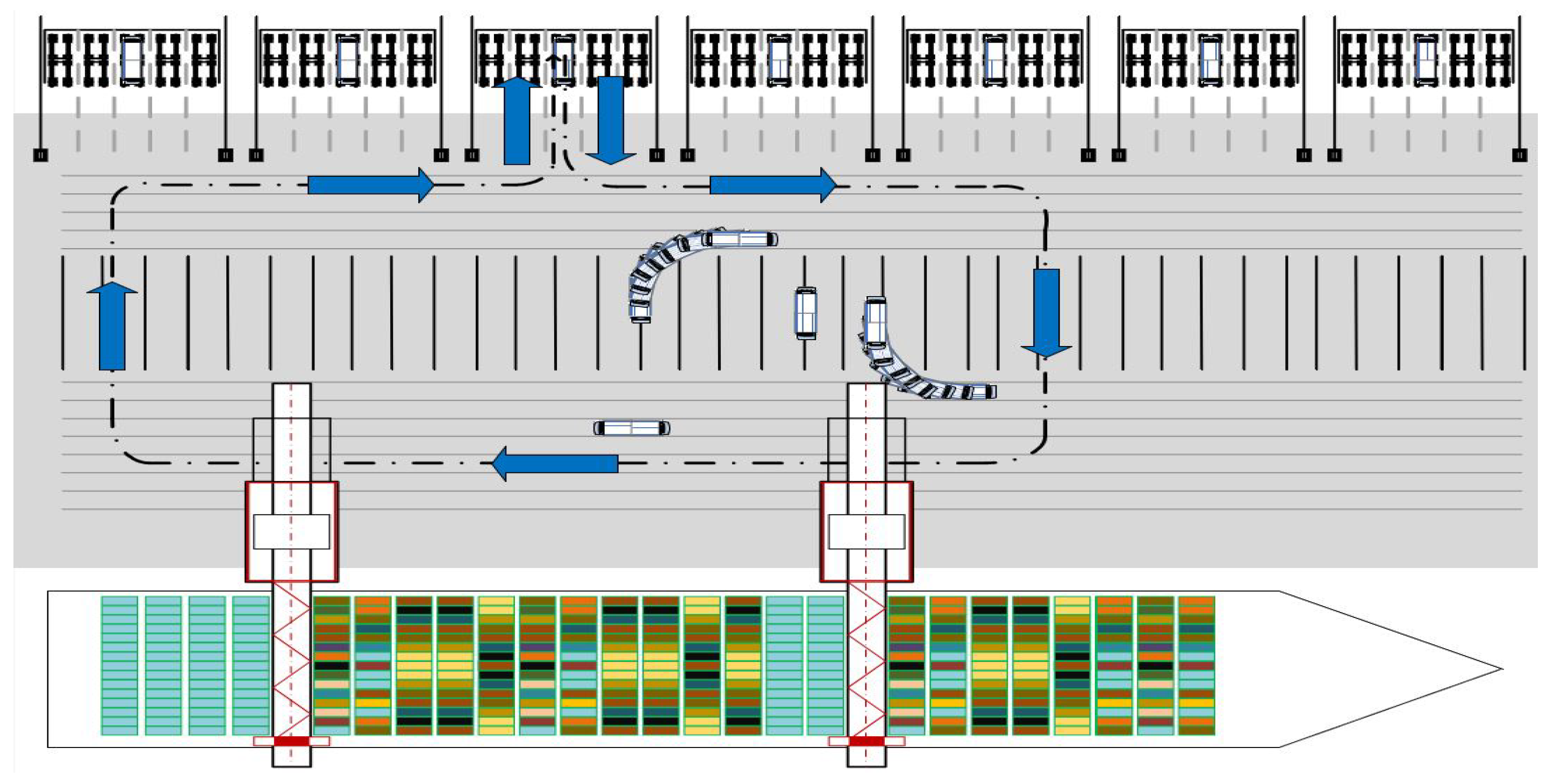
3.1. Layout Description of ACT
3.2. Design Constraints
4. Carbon Emission Calculation Model
4.1. Energy Consumption Formulation of OTs
4.2. Energy Consumption Formulation of ARMGs
4.3. Energy Consumption Formulation of AGVs
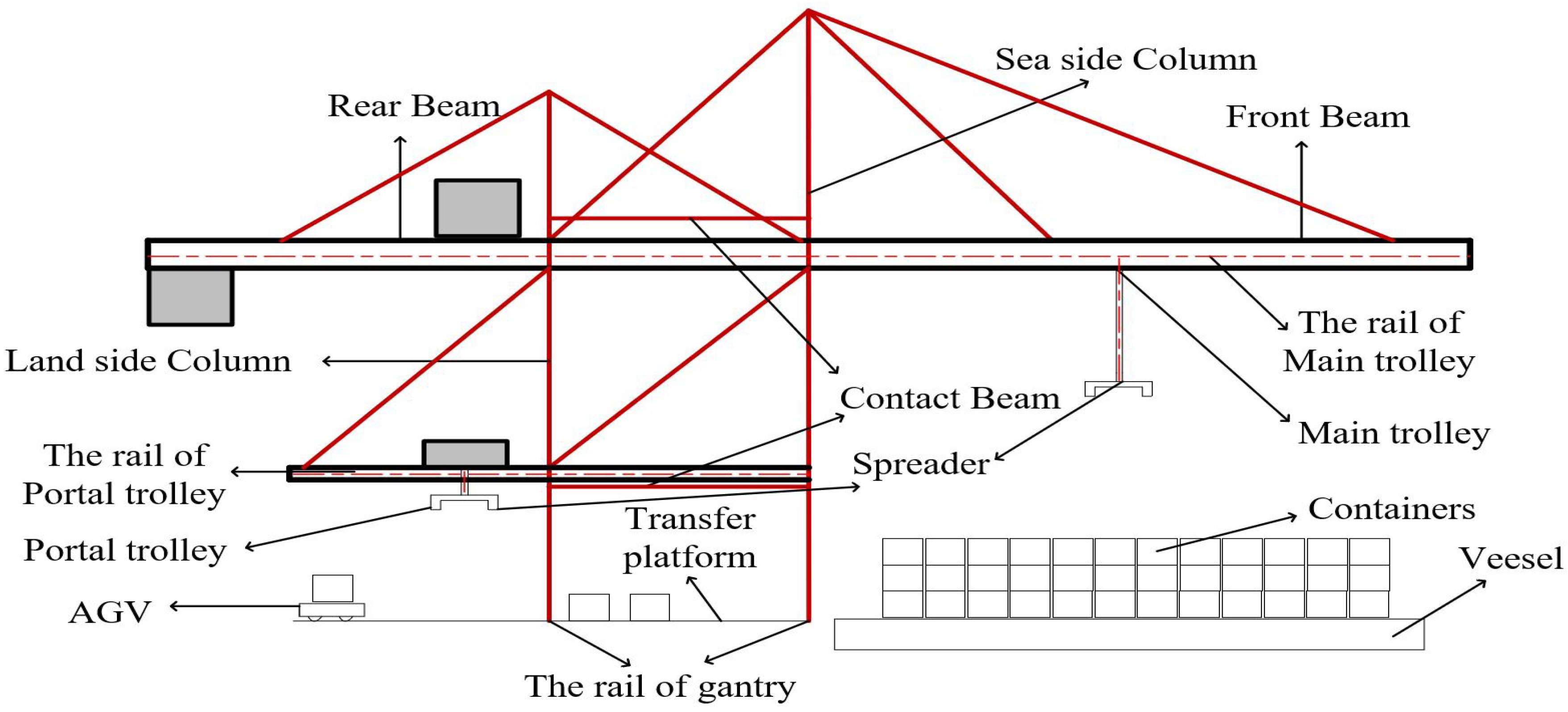
4.4. Energy Consumption Formulation of QCs
4.5. Energy Consumption Formulation of Vessels
4.6. Total Carbon Emission Formulation of the ACT
5. Case Study
5.1. Calculate the Average Energy Consumption of Each Equipment
5.1.1. Energy Consumption Formulation of OTs in a Typical ACT
5.1.2. Energy Consumption Formulation of ARMGs in a Typical ACT
5.1.3. Energy Consumption Formulation of AGVs in a Typical ACT
5.1.4. Energy Consumption Formulation of QCs in a Typical ACT
5.1.5. Energy Consumption Formulation of Vessels in a Typical ACT
5.2. The Calculation of Different Layout Result
5.3. Result Analysis
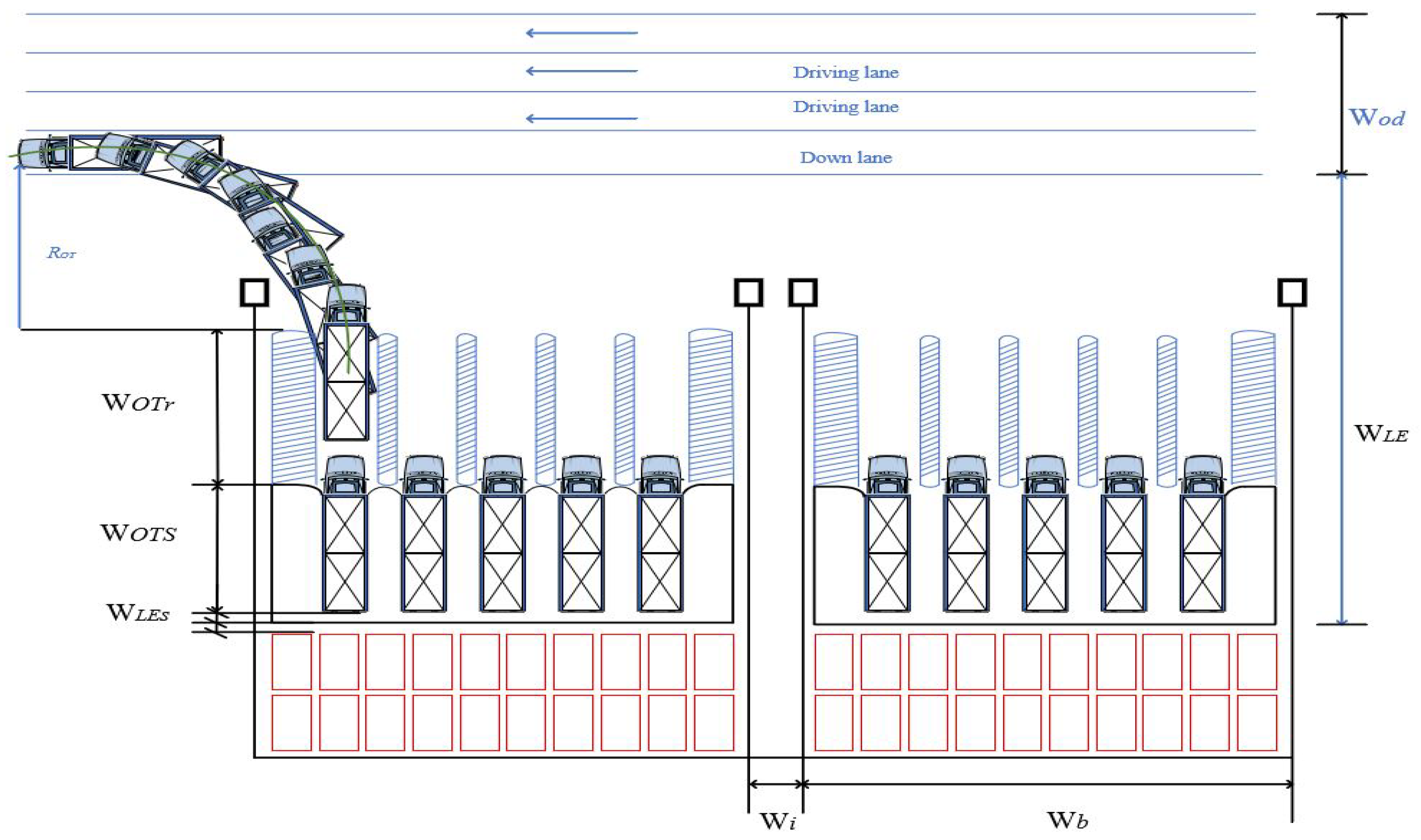
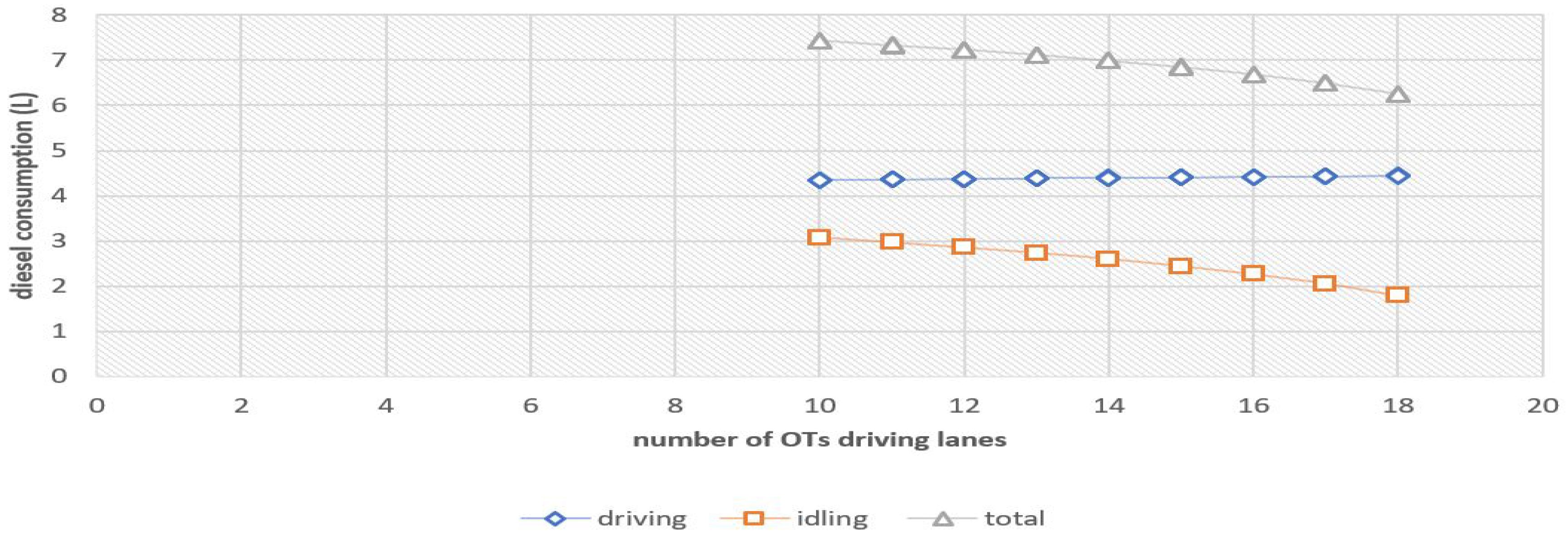
5.3.1. Analysis of the Od Area
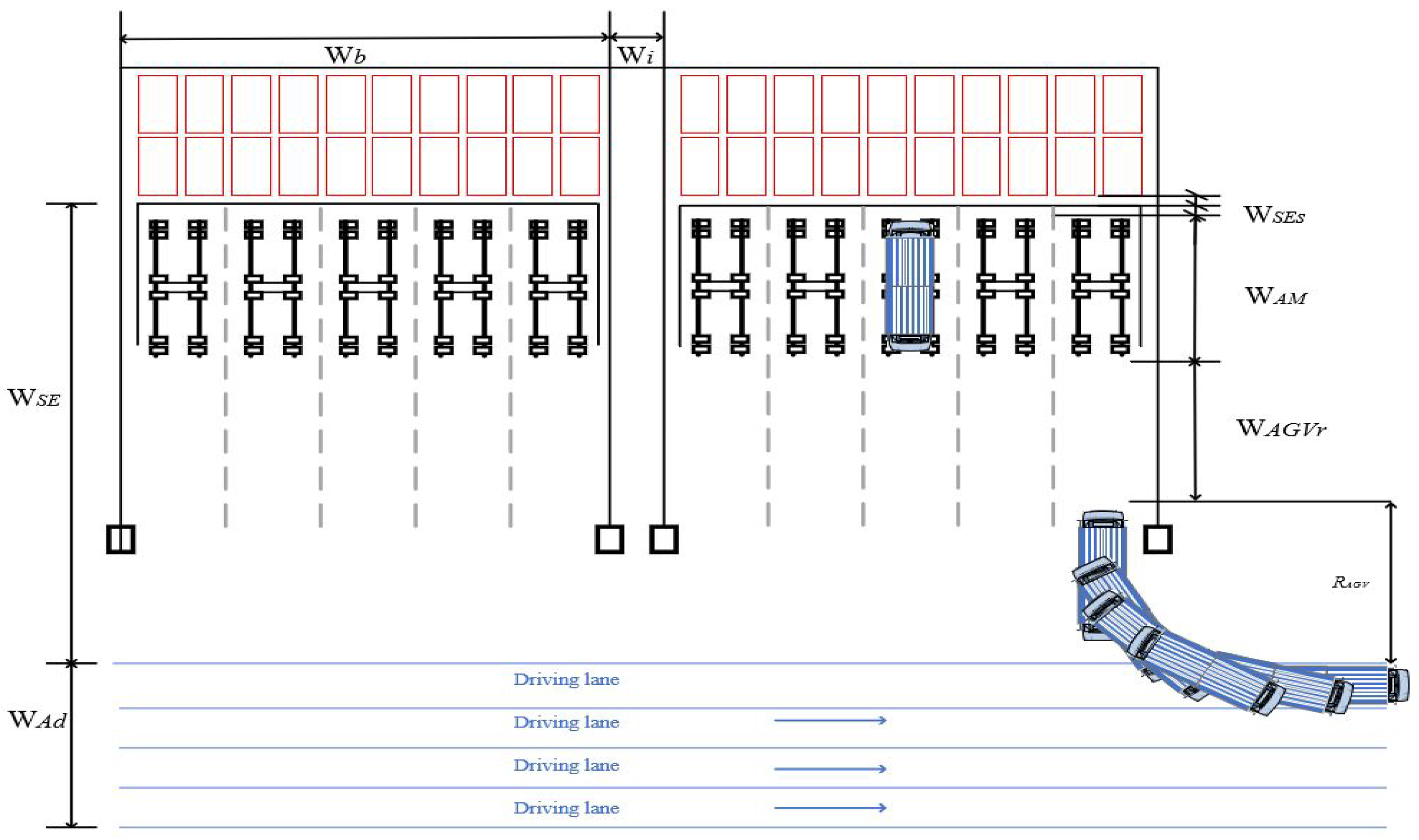
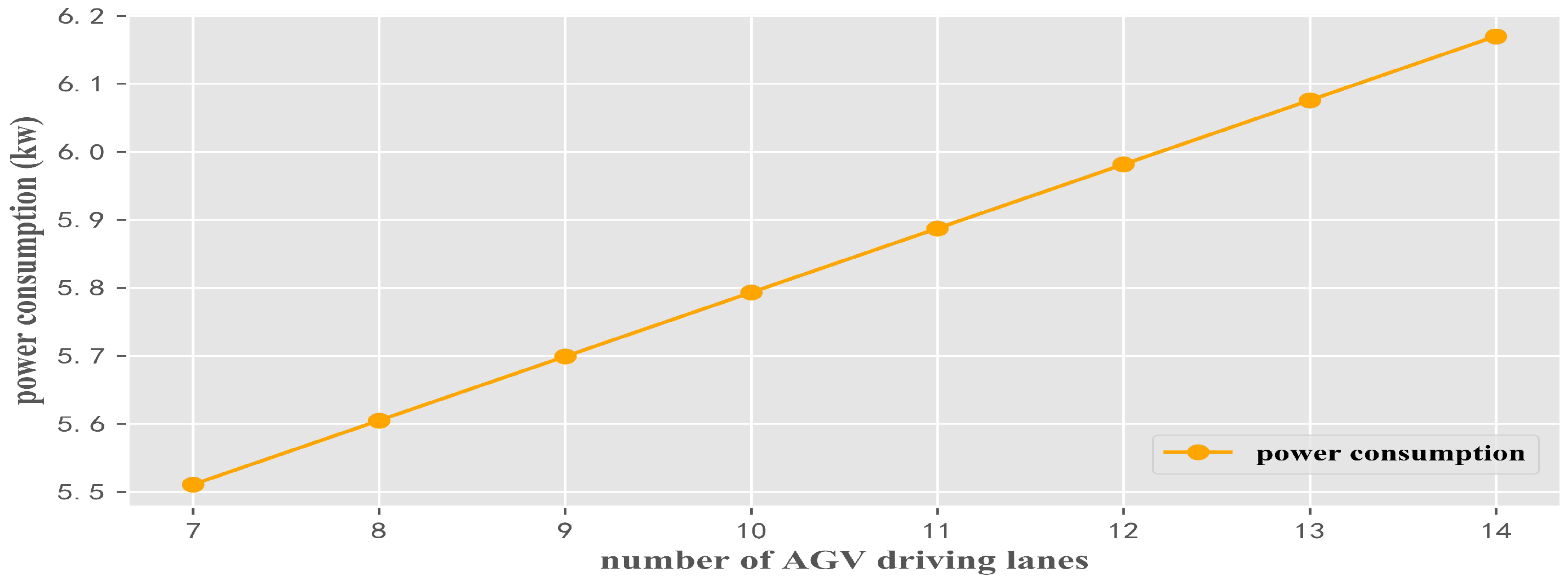
5.3.2. Analysis of the Ad Area
5.3.3. Analysis of the Storage Yard Area
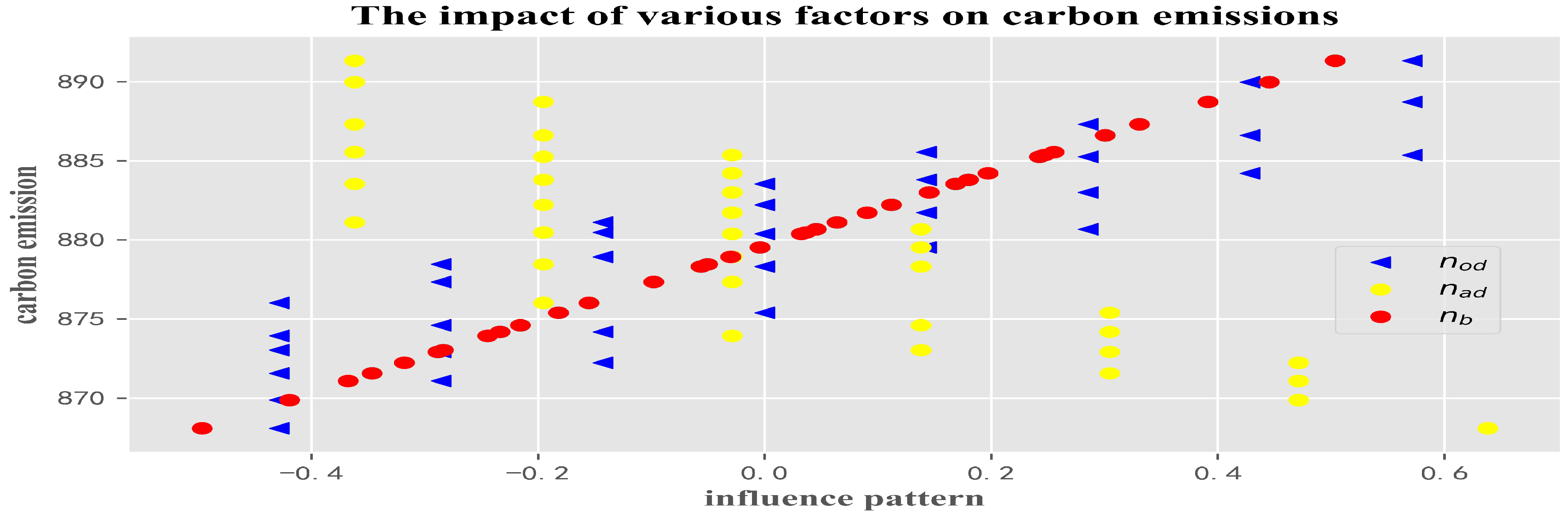
5.3.4. Analysis of Total Carbon Emissions Based on Correlation Analysis
6. Conclusions and Discussion
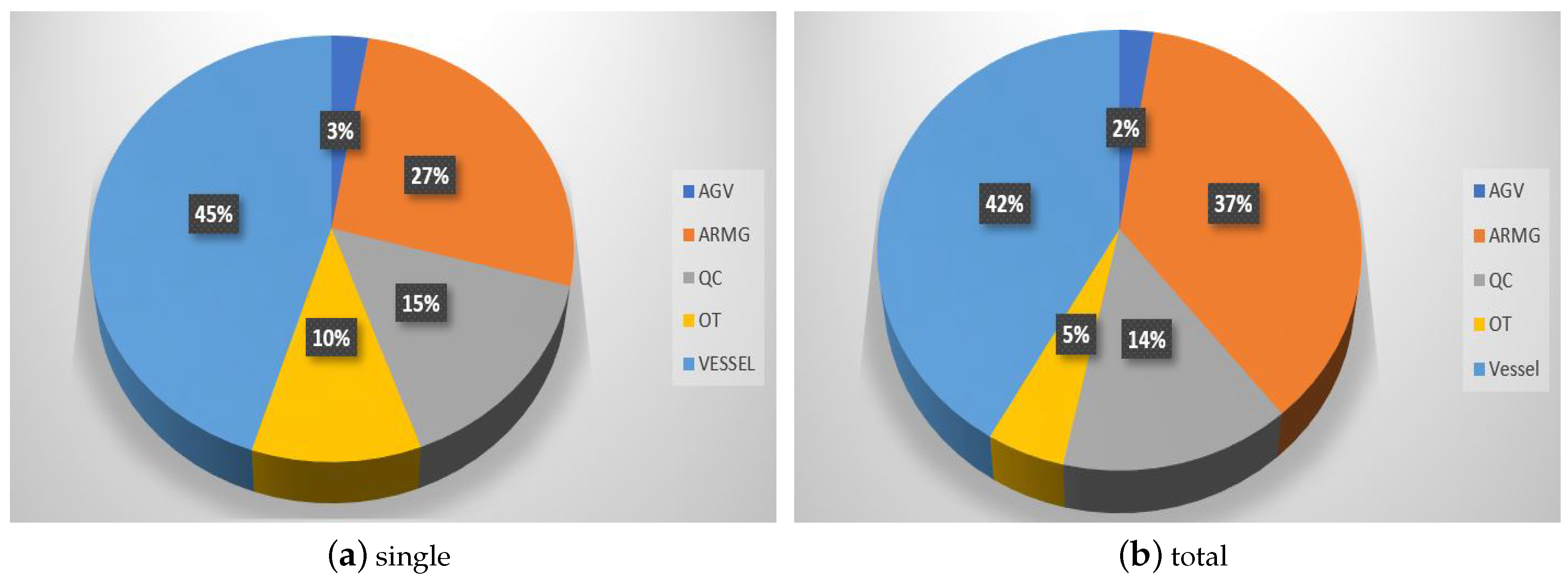
- A novel total emission model of equipment in ACT based on equipment periodic operation process is presented, which can help dock designers calculate the carbon emissions of a wharf according to throughput and equipment type when designing terminal. The calculation results can help a terminal company make sound decisions before operating.Based on the analysis of data of the case study, the following suggestions were obtained:(1) Vessels are the largest carbon emission equipment in a wharf, and the direction of reducing carbon emissions from ports in the future can focus on improving the emissions of ships, such as using automatic mooring system (AMS), replacing oil-driven ships with electric ones or reducing time of berth by improving terminal efficiency.(2) The reason ARMG is the main source of emission is because, in this typical ACT, the horizontal transport equipment does not enter the container area, which leads to a larger periodic operation path of ARMG’s gantry, and the number of containers that ARMG participates in processing is the largest. Future research on reducing emissions from wharfs can focus on improving the operation process of ARMG to reduce its periodic operation path.
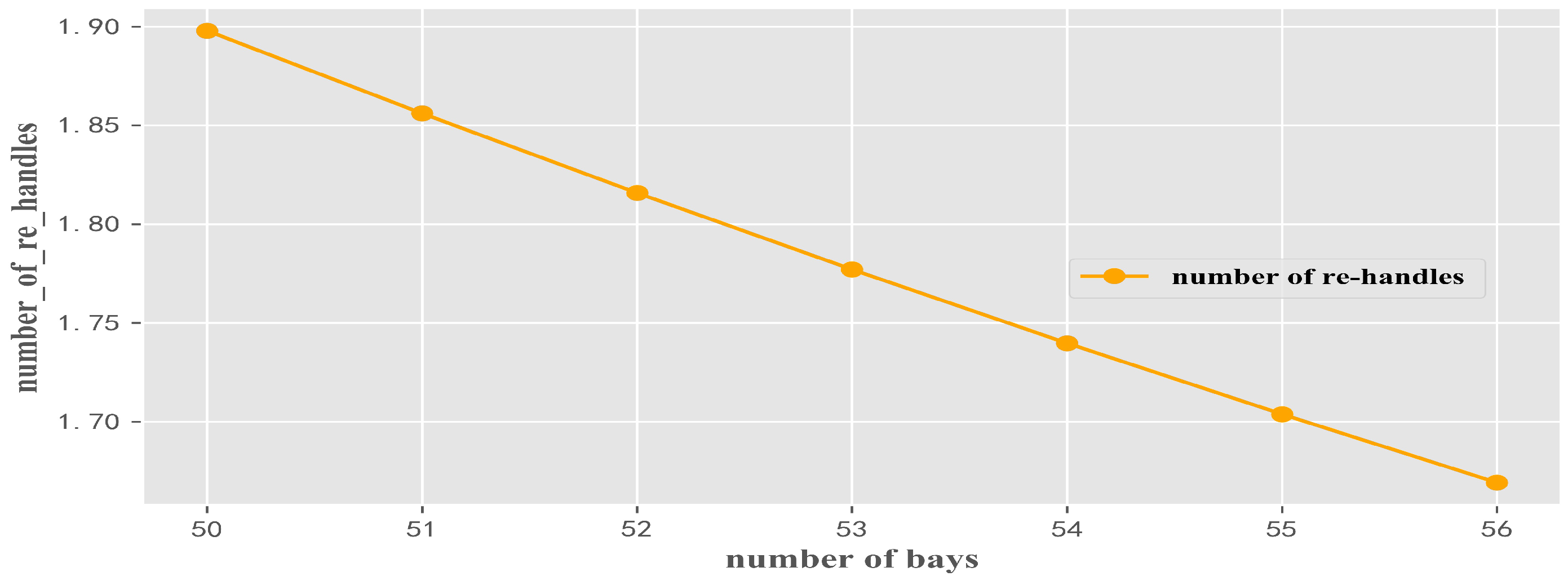
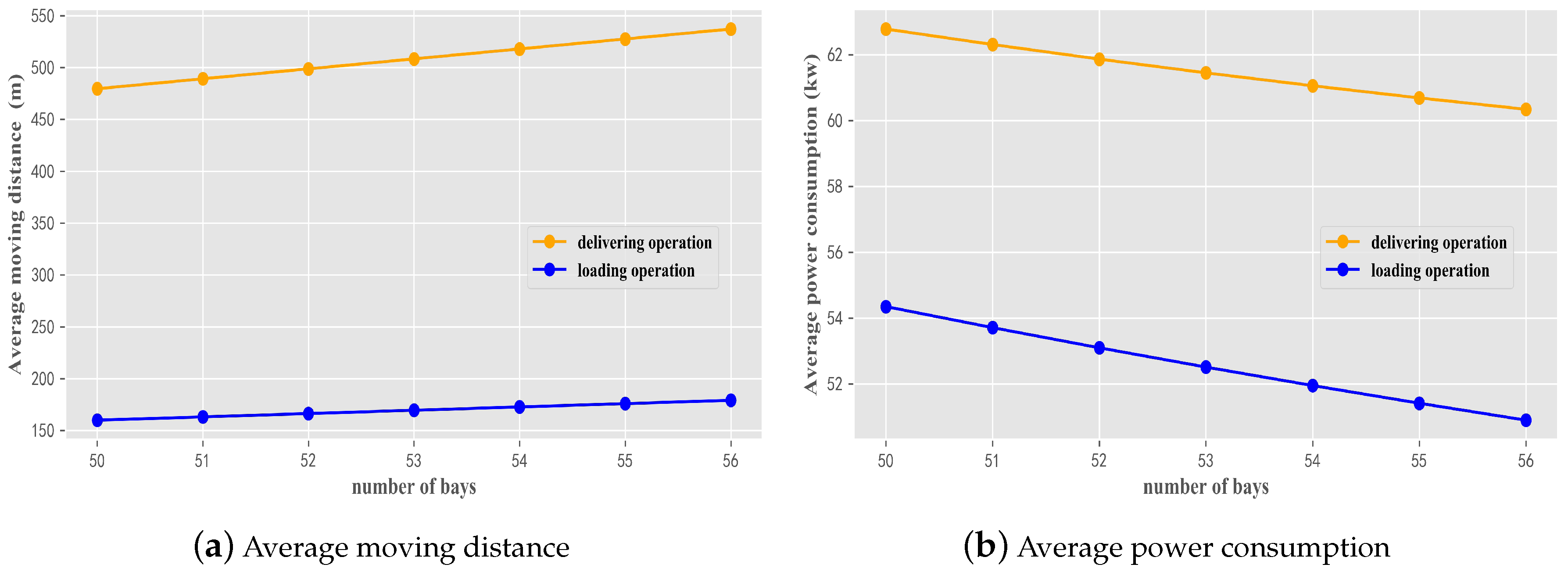
- A conceptual model considering the interaction between different areas of the typical ACTs when the width and length of the terminal are fixed is established. The width of an ACT can be regarded as the circumference of a circle, and the width of some areas in ACT can be regarded as a fixed value, while the width of Od, Ad and storage yard area is not fixed and can be freely scaled on the circle. The result of left and right scaling will lead to the change of the periodic operation flow of both the equipment in the area and the other areas.After analysis, it was found that:(1) In the Od area, the more driving lanes there are, the more carbon emissions are generated by OTs driving, while the carbon emissions generated by idling are reduced, and finally the total carbon emissions are reduced.(2) In the Ad region, as the number of driving lanes increases, the more carbon emissions are generated by AGV driving, as this paper directly ignores the little power consumption during waiting, and finally increases the power consumption, so that the total carbon emissions increase slightly.(3) In the SY area, as the number of bays increases, average number of re-handles decreases, the average driving path of the trolley shortens, and the average driving distance of the gantry lengthens. However, with the increase of number of bays, the total power consumption and total carbon emissions shows a downward trend.(4) In the typical ACTs, the number of OTs driving lanes , the number of AGVs driving lanes and bays in the storage yard will affect the average operating distance of equipment in the region, which will affect the total carbon emissions, while has the greatest correlation with the total carbon emissions, and has a negative correlation with the total carbon emissions.(5) The typical ACT layout design sequence considering the sustainable development of a wharf is as follows: the block area is designed long enough; the OT driving area is appropriately increased; and the AGV driving area is properly reduced.
- When the length of the yard is fixed, the impact of changes in the layout of each area (such as the OT/AGVs entry and non-entry yard) on the total carbon emissions can be discussed, or the layout design under atypical shape can be discussed.
- There are three variables (, , and ) in this paper, but throughput, transfer rate, equipment type, total size of terminal, etc. could also be considered. These parameters will affect the final total carbon emissions, too. Among them, throughput and transfer rate affect the number of containers handled by equipment, and equipment type and total size of terminal affect the average operation path of the equipment.
- This paper mainly considers the impact of different layouts on the total carbon emissions, but different layouts will also affect the efficiency of equipment operation and the quality of service of the terminal, which could be considered in depth in the future.
- The model constructed in this paper is a single objective function, and, in the future, a multi-objective function covering various factors such as cost and benefit could be constructed. This article mainly discusses the size layout in the typical ACTs, while “process design + area size”, “equipment type + site size”, etc. could be considered in further studies.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Abbreviations
| QC | quay crane | AGV | Automatic Guided Vehicle |
| OT | outside truck | ARMG | Automatic Rail-Mounted Gantry Crane |
| Od | the OTs driving lane | the width of the OTs driving lane | |
| Ad | the AGVs driving lane | the width of the AGVs driving lane | |
| SE | the sea side exchange area | the width of the sea side exchange area | |
| LE | the land side exchange area | the width of the land side exchange area | |
| SY | the storage yard area | the width of the storage yard | |
| the number of OT driving lanes | the width of the buffer zone | ||
| the number of AGV driving lanes | the width of the QCs operation area | ||
| the number of bays | L | the total length of the QCs operation area | |
| ACT | Automated Container Terminal | W | the total width of the ACT |
| the average diesel consumption in liters of an OT transporting a container in the ACT | |
| the diesel consumption in liters of OTs in ACTs | |
| / | the distance traveled by a loading/unloading OT to deliver the container at the terminal (km) |
| / | the average speed when the OT is loaded/unloaded (km/h) |
| the total waiting time when an OT is idling at the terminal (min) | |
| / | quota power of the OT in the process of traveling with/without load |
| quota power of the OT in the process of idling | |
| the diesel consumption rate of OTs, 0.2 kg/kWh | |
| the density of diesel, 0.84 kg/L. | |
| the average power consumption of an(a) ARMG/AGV/QC handling a container in ACTs | |
| power consumption in kWh of the ARMG/AGV/QC | |
| the total emission of OTs/AGVs/QCs/ARMGs/Vessels handling containers in ACTs | |
| average moving distance of the ARMG’s gantry in the process of gantry operation | |
| average speed of the ARMG’s gantry in the process of gantry operation | |
| quota power of the ARMG in the process of gantry operation | |
| average waiting time of the ARMG in the process of gantry idle | |
| quota power of the ARMG in the process of gantry idle | |
| / | average moving distance of the ARMG’s trolley during traverse traveling without/with load |
| / | average speed of the ARMG’s trolley in the process of the traverse travel without/with load |
| / | quota power of the ARMG in the process of the traverse travel without/with load |
| / | average moving distance of the ARMG’S trolley during hoist moving without/with load |
| / | average speed of the trolley of ARMG in the process of the hoist movement without/with load |
| / | quota power of the ARMG in the process of the hoist movement without/with load |
| / | the distance traveled by an AGV in the process of traveling with/without load |
| / | the average speed when the AGV in the process of traveling with/without load |
| / | quota power of the AGV in the process of traveling with/without load |
| the total waiting time when an AGV is idling at the terminal(min) | |
| quota power of the AGV in the process of idling | |
| average moving distance of the gantry of QC | |
| average speed of the gantry of QC | |
| quota power of the QC in the process of the gantry moving | |
| / | average moving distance of the QC’s main/ portal trolley during traverse traveling without load |
| / | average speed of the QC’s main/portal trolley in the process of the traverse travel without load |
| / | quota power of the QC in the process of the main/portal trolley’s traverse travel without load |
| / | average moving distance of the QC’s main/portal trolley during hoist moving without load |
| / | average speed of the QC’s main/portal trolley in the process of the hoist movement without load |
| / | quota power of the QC in the process of the main/portal trolley’s hoist movement without load |
| / | average moving distance of the QC’s main/portal trolley during traverse traveling with load |
| / | average speed of the QC’s main/portal trolley in the process of the traverse travel with load |
| / | quota power of the QC in the process of the main/portal trolley’s traverse travel with load |
| / | average moving distance of the QC’s main/portal trolley during hoist moving with load |
| / | average speed of the QC’s main/portal trolley in the process of the hoist movement with load |
| / | quota power of the QC in the process of the main/portal trolley’s hoist movement with load |
| the power consumption in kWh of vessel handling a container during berth | |
| the diesel consumption in liters of vessel handling a container during berth |
Appendix A. The Detailed Calculation Results of the Case Terminal

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Number of Cases | (m) | (m) | (m) | (m) | (m) | (m) | (m) | (m) | W (m) | |||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 1 | 9 | 7 | 56 | 6.3 | 34.3 | 28 | 358.9 | 41.4 | 41.4 | 35.5 | 60.5 | 600 |
| 2 | 9 | 9 | 55 | 4.7 | 32.7 | 36 | 352.5 | 41.4 | 41.4 | 35.5 | 60.5 | 600 |
| 3 | 9 | 12 | 53 | 5.5 | 33.5 | 48 | 339.7 | 41.4 | 41.4 | 35.5 | 60.5 | 600 |
| 4 | 9 | 14 | 52 | 3.9 | 31.9 | 56 | 333.3 | 41.4 | 41.4 | 35.5 | 60.5 | 600 |
| 5 | 10 | 8 | 55 | 5.2 | 36.7 | 32 | 352.5 | 41.4 | 41.4 | 35.5 | 60.5 | 600 |
| 6 | 10 | 10 | 54 | 3.6 | 35.1 | 40 | 346.1 | 41.4 | 41.4 | 35.5 | 60.5 | 600 |
| 7 | 10 | 11 | 53 | 6 | 37.5 | 44 | 339.7 | 41.4 | 41.4 | 35.5 | 60.5 | 600 |
| 8 | 10 | 13 | 52 | 4.4 | 35.9 | 52 | 333.3 | 41.4 | 41.4 | 35.5 | 60.5 | 600 |
| 9 | 10 | 14 | 51 | 6.8 | 38.3 | 56 | 326.9 | 41.4 | 41.4 | 35.5 | 60.5 | 600 |
| 10 | 11 | 7 | 55 | 5.7 | 40.7 | 28 | 352.5 | 41.4 | 41.4 | 35.5 | 60.5 | 600 |
| 11 | 11 | 9 | 54 | 4.1 | 39.1 | 36 | 346.1 | 41.4 | 41.4 | 35.5 | 60.5 | 600 |
| 12 | 11 | 10 | 53 | 6.5 | 41.5 | 40 | 339.7 | 41.4 | 41.4 | 35.5 | 60.5 | 600 |
| 13 | 11 | 12 | 52 | 4.9 | 39.9 | 48 | 333.3 | 41.4 | 41.4 | 35.5 | 60.5 | 600 |
| 14 | 12 | 8 | 54 | 4.6 | 43.1 | 32 | 346.1 | 41.4 | 41.4 | 35.5 | 60.5 | 600 |
| 15 | 12 | 11 | 52 | 5.4 | 43.9 | 44 | 333.3 | 41.4 | 41.4 | 35.5 | 60.5 | 600 |
| 16 | 12 | 13 | 51 | 3.8 | 42.3 | 52 | 326.9 | 41.4 | 41.4 | 35.5 | 60.5 | 600 |
| 17 | 12 | 14 | 50 | 6.2 | 44.7 | 56 | 320.5 | 41.4 | 41.4 | 35.5 | 60.5 | 600 |
| 18 | 13 | 7 | 54 | 5.1 | 47.1 | 28 | 346.1 | 41.4 | 41.4 | 35.5 | 60.5 | 600 |
| 19 | 13 | 10 | 52 | 5.9 | 47.9 | 40 | 333.3 | 41.4 | 41.4 | 35.5 | 60.5 | 600 |
| 20 | 13 | 12 | 51 | 4.3 | 46.3 | 48 | 326.9 | 41.4 | 41.4 | 35.5 | 60.5 | 600 |
| 21 | 13 | 13 | 50 | 6.7 | 48.7 | 52 | 320.5 | 41.4 | 41.4 | 35.5 | 60.5 | 600 |
| 22 | 14 | 8 | 53 | 4 | 49.5 | 32 | 339.7 | 41.4 | 41.4 | 35.5 | 60.5 | 600 |
| 23 | 14 | 9 | 52 | 6.4 | 51.9 | 36 | 333.3 | 41.4 | 41.4 | 35.5 | 60.5 | 600 |
| 24 | 14 | 11 | 51 | 4.8 | 50.3 | 44 | 326.9 | 41.4 | 41.4 | 35.5 | 60.5 | 600 |
| 25 | 15 | 7 | 53 | 4.5 | 53.5 | 28 | 339.7 | 41.4 | 41.4 | 35.5 | 60.5 | 600 |
| 26 | 15 | 8 | 52 | 6.9 | 55.9 | 32 | 333.3 | 41.4 | 41.4 | 35.5 | 60.5 | 600 |
| 27 | 15 | 10 | 51 | 5.3 | 54.3 | 40 | 326.9 | 41.4 | 41.4 | 35.5 | 60.5 | 600 |
| 28 | 15 | 12 | 50 | 3.7 | 52.7 | 48 | 320.5 | 41.4 | 41.4 | 35.5 | 60.5 | 600 |
| 29 | 16 | 9 | 51 | 5.8 | 58.3 | 36 | 326.9 | 41.4 | 41.4 | 35.5 | 60.5 | 600 |
| 30 | 16 | 11 | 50 | 4.2 | 56.7 | 44 | 320.5 | 41.4 | 41.4 | 35.5 | 60.5 | 600 |
| 31 | 17 | 7 | 52 | 3.9 | 59.9 | 28 | 333.3 | 41.4 | 41.4 | 35.5 | 60.5 | 600 |
| 32 | 17 | 8 | 51 | 6.3 | 62.3 | 32 | 326.9 | 41.4 | 41.4 | 35.5 | 60.5 | 600 |
| 33 | 17 | 10 | 50 | 4.7 | 60.7 | 40 | 320.5 | 41.4 | 41.4 | 35.5 | 60.5 | 600 |
| 34 | 18 | 7 | 51 | 6.8 | 66.3 | 28 | 326.9 | 41.4 | 41.4 | 35.5 | 60.5 | 600 |
| 35 | 18 | 9 | 50 | 5.2 | 64.7 | 36 | 320.5 | 41.4 | 41.4 | 35.5 | 60.5 | 600 |
| Number of Cases | (kw) | (kw) | (kw) | (kw) | (kw) | (kw) | (kw) | (L) | (L) |
|---|---|---|---|---|---|---|---|---|---|
| 1 | 33.000 | 5.511 | 92.588 | 60.340 | 50.897 | 60.340 | 50.897 | 1.667 | 7.516 |
| 2 | 33.000 | 5.699 | 92.588 | 60.687 | 51.412 | 60.687 | 51.412 | 1.667 | 7.511 |
| 3 | 33.000 | 5.982 | 92.588 | 61.448 | 52.511 | 61.448 | 52.511 | 1.667 | 7.514 |
| 4 | 33.000 | 6.170 | 92.588 | 61.865 | 53.097 | 61.865 | 53.097 | 1.667 | 7.508 |
| 5 | 33.000 | 5.605 | 92.588 | 60.687 | 51.412 | 60.687 | 51.412 | 1.667 | 7.425 |
| 6 | 33.000 | 5.793 | 92.588 | 61.056 | 51.950 | 61.056 | 51.950 | 1.667 | 7.420 |
| 7 | 33.000 | 5.887 | 92.588 | 61.448 | 52.511 | 61.448 | 52.511 | 1.667 | 7.428 |
| 8 | 33.000 | 6.076 | 92.588 | 61.865 | 53.097 | 61.865 | 53.097 | 1.667 | 7.422 |
| 9 | 33.000 | 6.170 | 92.588 | 62.308 | 53.709 | 62.308 | 53.709 | 1.667 | 7.431 |
| 10 | 33.000 | 5.511 | 92.588 | 60.687 | 51.412 | 60.687 | 51.412 | 1.667 | 7.333 |
| 11 | 33.000 | 5.699 | 92.588 | 61.056 | 51.950 | 61.056 | 51.950 | 1.667 | 7.327 |
| 12 | 33.000 | 5.793 | 92.588 | 61.448 | 52.511 | 61.448 | 52.511 | 1.667 | 7.336 |
| 13 | 33.000 | 5.982 | 92.588 | 61.865 | 53.097 | 61.865 | 53.097 | 1.667 | 7.330 |
| 14 | 33.000 | 5.605 | 92.588 | 61.056 | 51.950 | 61.056 | 51.950 | 1.667 | 7.227 |
| 15 | 33.000 | 5.887 | 92.588 | 61.865 | 53.097 | 61.865 | 53.097 | 1.667 | 7.230 |
| 16 | 33.000 | 6.076 | 92.588 | 62.308 | 53.709 | 62.308 | 53.709 | 1.667 | 7.224 |
| 17 | 33.000 | 6.170 | 92.588 | 62.779 | 54.349 | 62.779 | 54.349 | 1.667 | 7.232 |
| 18 | 33.000 | 5.511 | 92.588 | 61.056 | 51.950 | 61.056 | 51.950 | 1.667 | 7.116 |
| 19 | 33.000 | 5.793 | 92.588 | 61.865 | 53.097 | 61.865 | 53.097 | 1.667 | 7.119 |
| 20 | 33.000 | 5.982 | 92.588 | 62.308 | 53.709 | 62.308 | 53.709 | 1.667 | 7.114 |
| 21 | 33.000 | 6.076 | 92.588 | 62.779 | 54.349 | 62.779 | 54.349 | 1.667 | 7.122 |
| 22 | 33.000 | 5.605 | 92.588 | 61.448 | 52.511 | 61.448 | 52.511 | 1.667 | 6.988 |
| 23 | 33.000 | 5.699 | 92.588 | 61.865 | 53.097 | 61.865 | 53.097 | 1.667 | 6.996 |
| 24 | 33.000 | 5.887 | 92.588 | 62.308 | 53.709 | 62.308 | 53.709 | 1.667 | 6.991 |
| 25 | 33.000 | 5.511 | 92.588 | 61.448 | 52.511 | 61.448 | 52.511 | 1.667 | 6.849 |
| 26 | 33.000 | 5.605 | 92.588 | 61.865 | 53.097 | 61.865 | 53.097 | 1.667 | 6.857 |
| 27 | 33.000 | 5.793 | 92.588 | 62.308 | 53.709 | 62.308 | 53.709 | 1.667 | 6.851 |
| 28 | 33.000 | 5.982 | 92.588 | 62.779 | 54.349 | 62.779 | 54.349 | 1.667 | 6.846 |
| 29 | 33.000 | 5.699 | 92.588 | 62.308 | 53.709 | 62.308 | 53.709 | 1.667 | 6.690 |
| 30 | 33.000 | 5.887 | 92.588 | 62.779 | 54.349 | 62.779 | 54.349 | 1.667 | 6.685 |
| 31 | 33.000 | 5.511 | 92.588 | 61.865 | 53.097 | 61.865 | 53.097 | 1.667 | 6.488 |
| 32 | 33.000 | 5.605 | 92.588 | 62.308 | 53.709 | 62.308 | 53.709 | 1.667 | 6.497 |
| 33 | 33.000 | 5.793 | 92.588 | 62.779 | 54.349 | 62.779 | 54.349 | 1.667 | 6.491 |
| 34 | 33.000 | 5.511 | 92.588 | 62.308 | 53.709 | 62.308 | 53.709 | 1.667 | 6.250 |
| 35 | 33.000 | 5.699 | 92.588 | 62.779 | 54.349 | 62.779 | 54.349 | 1.667 | 6.245 |
| Number of Cases | ( kg) | Power Consumption ( kw) | Diesel Consumption ( L) | Emission ( kg) | Emission Sort | ||||
|---|---|---|---|---|---|---|---|---|---|
| 1 | 59.754 | 27.666 | 418.825 | 165.667 | 491.310 | 1287.161 | 32.549 | 1163.222 | 35 |
| 2 | 59.710 | 28.611 | 422.070 | 165.667 | 491.310 | 1292.170 | 32.532 | 1167.369 | 31 |
| 3 | 59.732 | 30.029 | 429.072 | 165.667 | 491.310 | 1302.232 | 32.541 | 1175.810 | 16 |
| 4 | 59.688 | 30.974 | 432.848 | 165.667 | 491.310 | 1307.875 | 32.524 | 1180.487 | 7 |
| 5 | 59.031 | 28.139 | 422.070 | 165.667 | 491.310 | 1291.605 | 32.276 | 1166.216 | 33 |
| 6 | 58.987 | 29.084 | 425.483 | 165.667 | 491.310 | 1296.813 | 32.259 | 1170.530 | 25 |
| 7 | 59.053 | 29.556 | 429.072 | 165.667 | 491.310 | 1301.667 | 32.284 | 1174.658 | 19 |
| 8 | 59.009 | 30.502 | 432.848 | 165.667 | 491.310 | 1307.310 | 32.267 | 1179.335 | 9 |
| 9 | 59.075 | 30.974 | 436.822 | 165.667 | 491.310 | 1312.625 | 32.292 | 1183.848 | 3 |
| 10 | 58.297 | 27.666 | 422.070 | 165.667 | 491.310 | 1291.040 | 31.999 | 1165.010 | 34 |
| 11 | 58.253 | 28.611 | 425.483 | 165.667 | 491.310 | 1296.248 | 31.982 | 1169.323 | 27 |
| 12 | 58.319 | 29.084 | 429.072 | 165.667 | 491.310 | 1301.103 | 32.007 | 1173.451 | 22 |
| 13 | 58.275 | 30.029 | 432.848 | 165.667 | 491.310 | 1306.745 | 31.990 | 1178.128 | 12 |
| 14 | 57.453 | 28.139 | 425.483 | 165.667 | 491.310 | 1295.683 | 31.681 | 1168.051 | 30 |
| 15 | 57.475 | 29.556 | 432.848 | 165.667 | 491.310 | 1306.180 | 31.689 | 1176.857 | 14 |
| 16 | 57.431 | 30.502 | 436.822 | 165.667 | 491.310 | 1312.060 | 31.672 | 1181.732 | 5 |
| 17 | 57.497 | 30.974 | 441.006 | 165.667 | 491.310 | 1317.625 | 31.697 | 1186.454 | 1 |
| 18 | 56.575 | 27.666 | 425.483 | 165.667 | 491.310 | 1295.118 | 31.349 | 1166.700 | 32 |
| 19 | 56.597 | 29.084 | 432.848 | 165.667 | 491.310 | 1305.616 | 31.357 | 1175.505 | 18 |
| 20 | 56.553 | 30.029 | 436.822 | 165.667 | 491.310 | 1311.495 | 31.341 | 1180.381 | 8 |
| 21 | 56.619 | 30.502 | 441.006 | 165.667 | 491.310 | 1317.060 | 31.366 | 1185.103 | 2 |
| 22 | 55.553 | 28.139 | 429.072 | 165.667 | 491.310 | 1299.973 | 30.963 | 1169.740 | 26 |
| 23 | 55.619 | 28.611 | 432.848 | 165.667 | 491.310 | 1305.051 | 30.988 | 1174.055 | 20 |
| 24 | 55.575 | 29.556 | 436.822 | 165.667 | 491.310 | 1310.930 | 30.972 | 1178.930 | 10 |
| 25 | 54.446 | 27.666 | 429.072 | 165.667 | 491.310 | 1299.408 | 30.546 | 1168.161 | 29 |
| 26 | 54.513 | 28.139 | 432.848 | 165.667 | 491.310 | 1304.486 | 30.571 | 1172.476 | 23 |
| 27 | 54.468 | 29.084 | 436.822 | 165.667 | 491.310 | 1310.365 | 30.554 | 1177.351 | 13 |
| 28 | 54.424 | 30.029 | 441.006 | 165.667 | 491.310 | 1316.495 | 30.537 | 1182.436 | 4 |
| 29 | 53.187 | 28.611 | 436.822 | 165.667 | 491.310 | 1309.800 | 30.070 | 1175.597 | 17 |
| 30 | 53.143 | 29.556 | 441.006 | 165.667 | 491.310 | 1315.930 | 30.054 | 1180.681 | 6 |
| 31 | 51.582 | 27.666 | 432.848 | 165.667 | 491.310 | 1303.921 | 29.465 | 1169.073 | 28 |
| 32 | 51.648 | 28.139 | 436.822 | 165.667 | 491.310 | 1309.235 | 29.490 | 1173.586 | 21 |
| 33 | 51.604 | 29.084 | 441.006 | 165.667 | 491.310 | 1315.366 | 29.473 | 1178.671 | 11 |
| 34 | 49.688 | 27.666 | 436.822 | 165.667 | 491.310 | 1308.671 | 28.750 | 1171.153 | 24 |
| 35 | 49.644 | 28.611 | 441.006 | 165.667 | 491.310 | 1314.801 | 28.734 | 1176.238 | 15 |
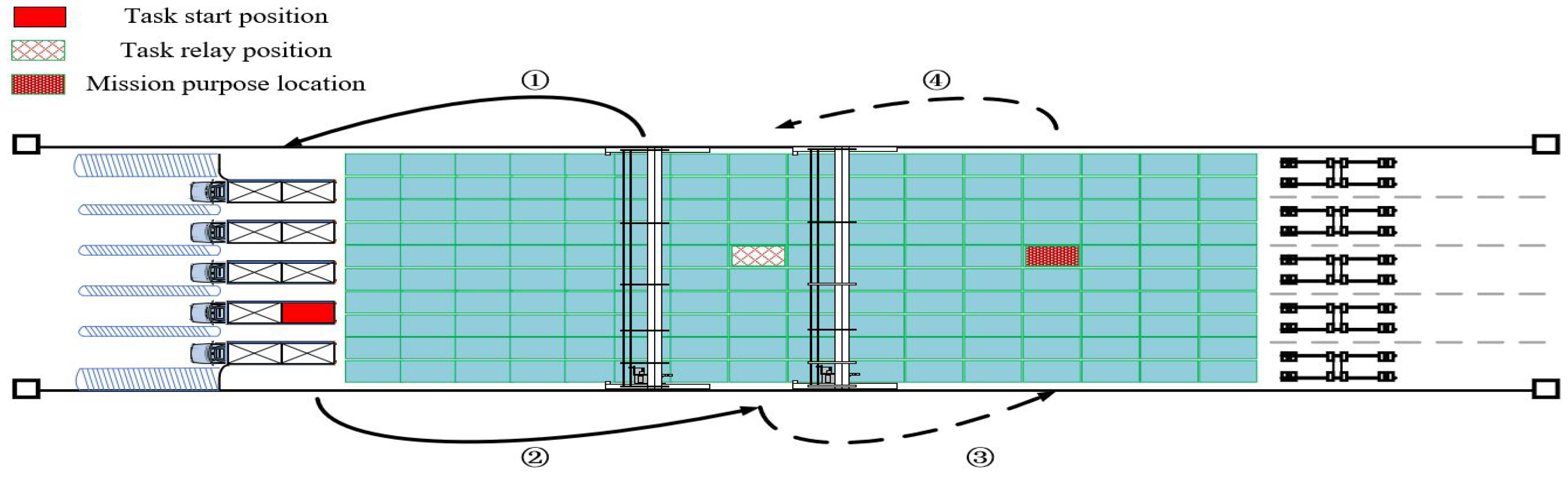
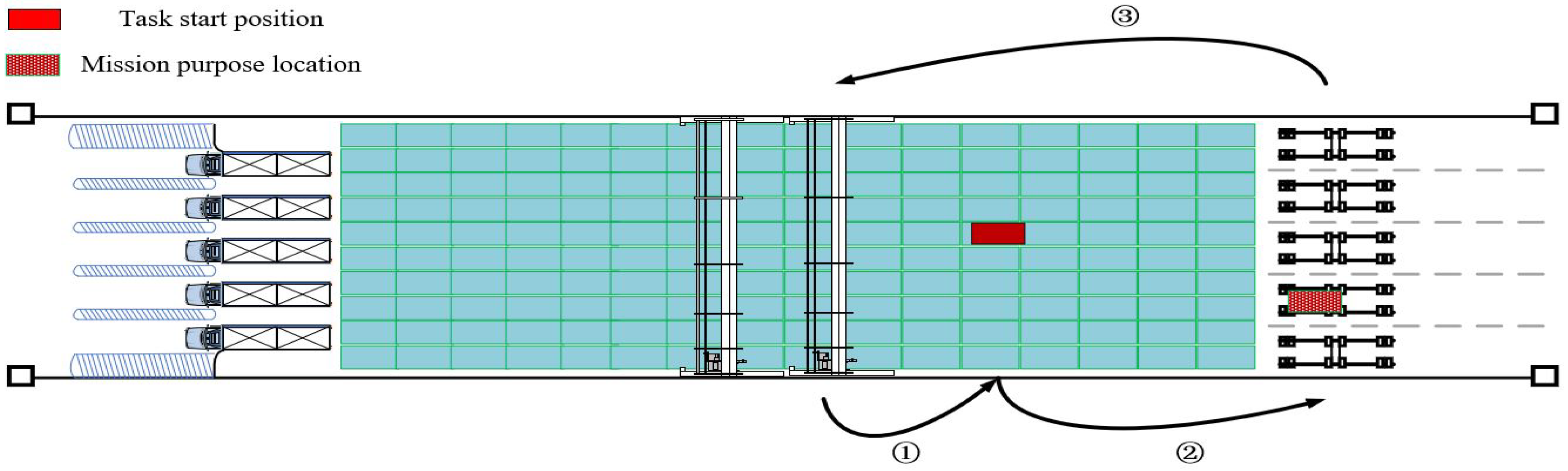
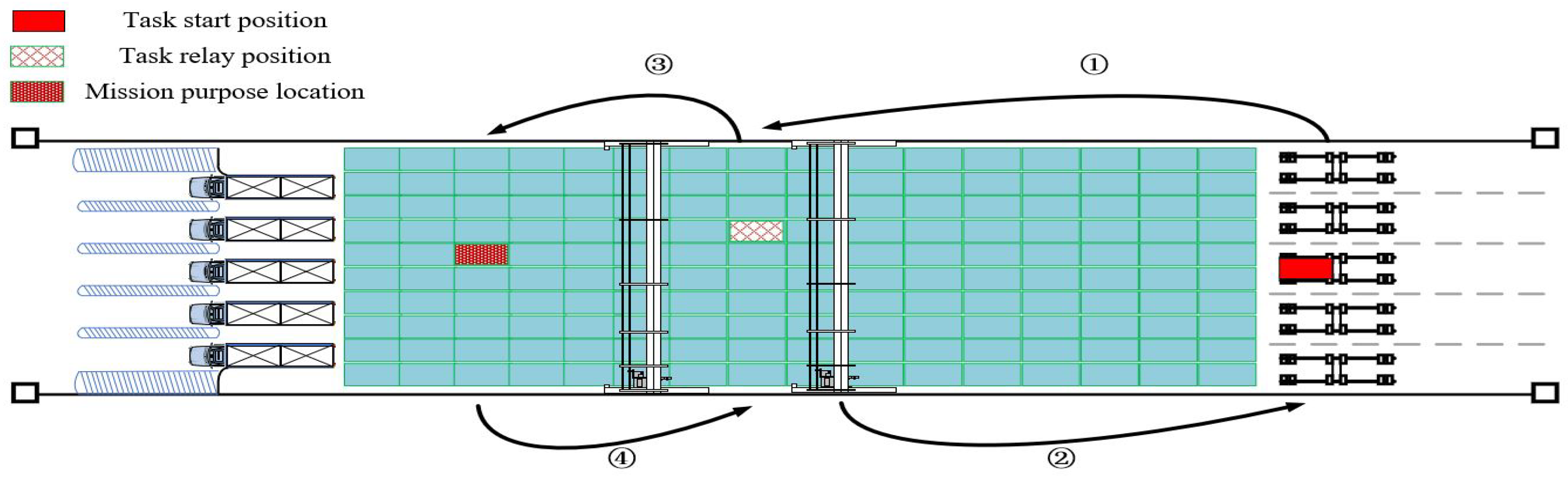
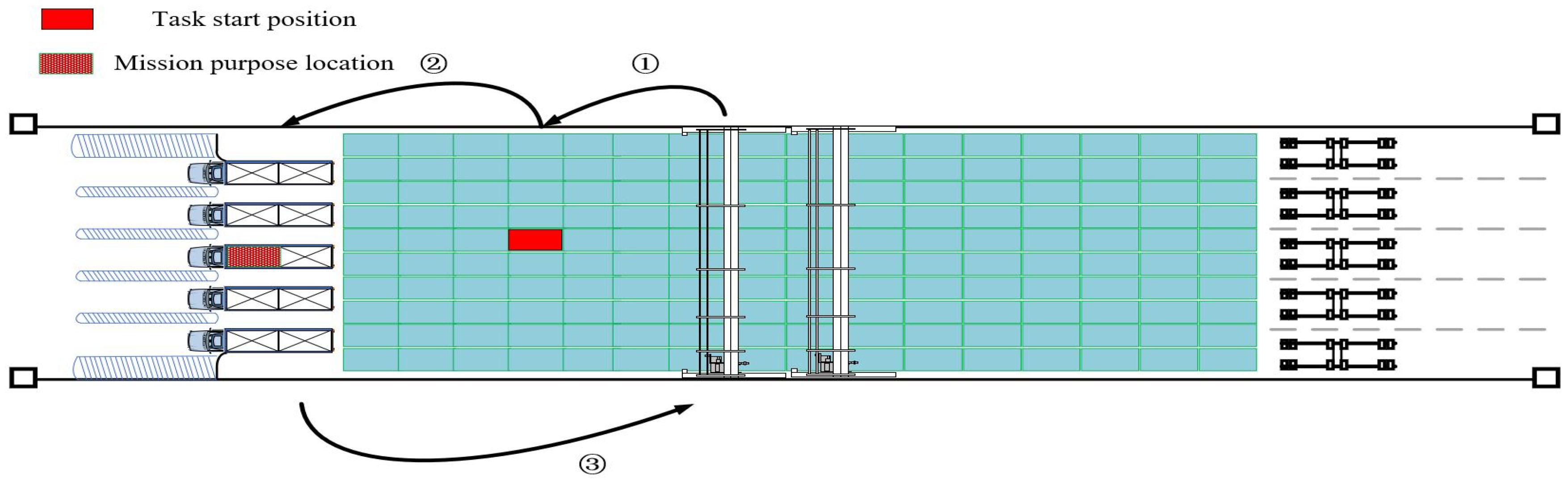
Appendix B. The Workflow of ARMGs in Different Operation
Appendix B.1. Delivering

Appendix B.2. Loading

Appendix B.3. Discharging

Appendix B.4. Picking-Up

Appendix C. The Specific Process of QCs in ACTs

References
- United Nations Conference on Trade and Development—UNCTAD. Review of Maritime Transport. 2018. Available online: https://unctad.org/en/PublicationsLibrary/rmt2018-en.pdf (accessed on 25 March 2019).
- Trapac Terminal Program Cost Summary & Status Update August 2013. Available online: https://www.portoflosangeles.org/getmedia/8b1ab23a-5822-41a8-8b82-ebfd89d00b72/090513-item-4-transmittal-5v2 (accessed on 22 March 2019).
- Liu, C.-I.; Jula, H.; Ioannou, P.A. Design, simulation, and evaluation of automated container terminals. IEEE Trans. Intell. Transp. Syst. 2002, 3, 12–26. [Google Scholar] [CrossRef]
- Li, X. Analysis of the Development Status of Global Automated Container Terminals. Port Circle: China. 2018. Available online: http://baijiahao.baidu.com/s?id=1604412777345653439&wfr=spider&for=pc (accessed on 25 September 2018).
- China’s National Climate Change Programme. State Council of China, 2007. Available online: https://www.docin.com/p-2115452643.html (accessed on 25 September 2018).
- Baseline Emission Factors for Regional Power Grids in China. National Development and Reform Commission of China, 2011. Available online: https://wenku.baidu.com/view/a542d38a02d276a200292e79.html (accessed on 25 September 2018).
- Zis, T.P.V. Prospects of cold ironing as an emissions reduction option. Transp. Res. Part A Policy Pract. 2018, 119, 82–95. [Google Scholar] [CrossRef] [Green Version]
- Díaz-Ruiz-Navamuel, E.; Ortega Piris, A.; Pérez-Labajos, C.A. Reduction in CO2 emissions in RoRo/Pax ports equipped with automatic mooring systems. Environ. Pollut. 2018, 241, 879–886. [Google Scholar] [CrossRef]
- Chen, G.; Govindan, K.; Yang, Z.Z. Managing truck arrivals with time windows to alleviate gate congestion at container terminals. Int. J. Prod. Econ. 2013, 141, 179–188. [Google Scholar] [CrossRef]
- Chen, G.; Govindan, K.; Yang, Z.Z.; Choi, T.M.; Jiang, L. Terminal appointment system design by non-stationary M(t)/Ek/c(t) queueing model and genetic algorithm. Int. J. Prod. Econ. 2013, 146, 694–703. [Google Scholar] [CrossRef]
- Do, N.A.D.; Nielsen, I.E.; Chen, G.; Nielsen, P. A simulation-based genetic algorithm approach for reducing emissions from import container pick-up operation at container terminal. Ann. Oper. Res. 2014, 242, 285–301. [Google Scholar] [CrossRef]
- Giuliano, G.; O’Brien, T. Reducing port-related truck emissions: The terminal gate appointment system at the ports of Los Angeles and Long Beach. Transp. Res. Part D 2007, 12, 460–473. [Google Scholar] [CrossRef]
- Ozbay, K.; Yanmaz-Tuzel, O.; Holguín-Veras, J. The impacts of time-of-day pricing initiative at NY/NJ port authority facilities car and truck movements. Transp. Res. Rec. J. Transp. Res. Board 2006, 1853, 48–56. [Google Scholar] [CrossRef]
- Inventory of Air Emissions for Calendar Year 2017. Available online: https://kentico.portoflosangeles.org/getmedia/880bc597-84bc-4ae6-94e2-59a2e6027f42/2017AirEmissionsInventory (accessed on 22 March 2019).
- Taner, M.E.; Kulak, O.; Koyuncuoğlu, M.U. Layout analysis affecting strategic decisions in artificial container terminals. Comput. Ind. Eng. 2014, 75, 1–12. [Google Scholar] [CrossRef]
- Kim, K.H. Evaluation of the number of rehandles in container yards. Comput. Ind. Eng. 1997, 32, 701–711. [Google Scholar]
- Kim, K.H.; Park, Y.-M.; Jin, M.-J. An optimal layout of container yards. OR Spectr. 2008, 30, 675–695. [Google Scholar] [CrossRef]
- Wiese, J.; Suhl, L.; Kliewer, N. Mathematical models and solution methods for optimal container terminal yard layouts. OR Spectr. 2010, 32, 427–452. [Google Scholar] [CrossRef]
- Gupta, A.; Roy, D.; de Koster, R.; Parhi, S. Optimal stack layout in a sea container terminal with automated lifting vehicles. Int. J. Prod. Res. 2017, 55, 3747–3765. [Google Scholar] [CrossRef] [Green Version]
- Peng, Y.; Wang, W.; Song, X.; Zhang, Q. Optimal allocation of resources for yard crane network management to minimize carbon dioxide emissions. J. Clean. Prod. 2016, 131, 649–658. [Google Scholar] [CrossRef]
- Zhang, Y.; Tang, G.; Yu, X.; Song, X.; Yu, J. Influence of container yard length on terminal operation efficiency. Water Transp. Eng. 2016, 11, 94–98. [Google Scholar]
- Kemme, N. Effects of storage block layout and automated yard crane systems on the performance of seaport container terminals. OR Spectr. 2011, 34, 563–591. [Google Scholar] [CrossRef]
- Petering, M.E.H. Effect of block width and storage yard layout on marine container terminal performance. Transp. Res. Part E Logist. Transp. Rev. 2009, 45, 591–610. [Google Scholar] [CrossRef]
- Zhou, Y.; Wang, W.; Song, X.; Guo, Z. Simulation-Based Optimization for Yard Design at Mega Container Terminal under Uncertainty. Math. Probl. Eng. 2016, 2016, 7467498. [Google Scholar] [CrossRef]
- Xin, Z. Optimization and Simulation of Container Yard Layout Based on Flexsim; Beijing Jiaotong University: Beijing, China, 2008. [Google Scholar]
- Zhang, X. Optimization and Simulation of Container Yard Layout Based on Improved SLP Theory; South China University of Technology: Guangzhou, China, 2013. [Google Scholar]
- Lee, B.K.; Kim, K.H. Optimizing the block size in container yards. Transp. Res. Part E Logist. Transp. Revie 2010, 46, 120–135. [Google Scholar] [CrossRef]
- Wiese, J.; Suhl, L.; Kliewer, N. An analytical model for designing yard layouts of a straddle carrier based container terminal. Flex. Serv. Manuf. J. 2011, 25, 466–502. [Google Scholar] [CrossRef]
- Lee, B.K.; Kim, K.H. Optimizing the yard layout in container terminals. OR Spectr. 2012, 35, 363–398. [Google Scholar] [CrossRef]
- Martin Alcalde, E.; Kim, K.H.; Marchán, S. Optimal space for storage yard considering yard inventory forecasts and terminal performance. Transp. Res. Part E Logist. Transp. Rev. 2015, 82, 101–128. [Google Scholar] [CrossRef]
- Lee, B.K.; Lee, L.H.; Chew, E.P. Analysis on high throughput layout of container yards. Int. J. Prod. Res. 2018, 56, 5345–5364. [Google Scholar] [CrossRef]
- Dkhil, H.; Yassine, A.; Chabchoub, H. Multi-objective optimization of the integrated problem of location assignment and straddle carrier scheduling in maritime container terminal at import. J. Oper. Res. Soc. 2018, 69, 247–269. [Google Scholar] [CrossRef]
- Zhou, Y. Research on Land Layout Optimization of Foreign Trade Container Terminals Considering Uncertain Factors; Dalian University of Technology: Dalian, China, 2017. [Google Scholar]
- Liu, C.-I.; Jula, H.; Vukadinovic, K.; Ioannou, P. Automated guided vehicle system for two container yard layouts. Transp. Res. Part C Emerg. Technol. 2004, 12, 349–368. [Google Scholar] [CrossRef]
- Wang, S.; He, J.; Lin, H.; Luo, X. A new mode of automated container terminal yard layout. Water Transp. Eng. 2016, 09, 23–26+45. [Google Scholar]
- Geerlings, H.; van Duin, R. A new method for assessing CO2-emissions from container terminals: A promising approach applied in Rotterdam. J. Clean. Prod. 2011, 19, 657–666. [Google Scholar] [CrossRef]
- Kim, S.; Park, M.; Lee, C. Multimodal Freight Transportation Network Design Problem for Reduction of Greenhouse Gas Emissions. Transp. Res. Rec. J. Transp. Res. Board 2013, 2340, 74–83. [Google Scholar] [CrossRef]
- Peng, Y.; Li, X.; Wang, W.; Liu, K.; Li, C. A simulation-based research on carbon emission mitigation strategies for green container terminals. Ocean Eng. 2018, 163, 288–298. [Google Scholar]
- Yang, Y.-C.; Lin, C.-L. Performance analysis of cargo-handling equipment from a green container terminal perspective. Transp. Res. Part D Transp. Environ. 2013, 23, 9–11. [Google Scholar] [CrossRef]
- Yu, H.; Ge, Y.-E.; Chen, J.; Luo, L.; Tan, C.; Liu, D. CO2 emission evaluation of yard tractors during loading at container terminals. Transp. Res. Part D Transp. Environ. 2017, 53, 17–36. [Google Scholar] [CrossRef]
- Peng, Y.; Wang, W.; Liu, K.; Li, X.; Tian, Q. The Impact of the Allocation of Facilities on Reducing Carbon Emissions from a Green Container Terminal Perspective. Sustainability 2018, 10, 1813. [Google Scholar] [CrossRef]
- Hu, Q.-M.; Hu, Z.-H.; Du, Y. Berth and quay-crane allocation problem considering fuel consumption and emissions from vessels. Comput. Ind. Eng. 2014, 70, 1–10. [Google Scholar] [CrossRef]
- Venturini, G.; Iris, Ç.; Kontovas, C.A.; Larsen, A. The multi-port berth allocation problem with speed optimization and emission considerations. Transp. Res. Part D Transp. Environ. 2014, 54, 142–159. [Google Scholar] [CrossRef]
- Minh, C.C.; Huynh, N. Planning-Level Tool for Assessing and Optimizing Gate Layout for Marine Container Terminals. Transp. Res. Rec. J. Transp. Res. Board 2014, 2409, 31–39. [Google Scholar] [CrossRef]
- Schulte, F.; Lalla-Ruiz, E.; González-Ramírez, R.G.; Voß, S. Reducing port-related empty truck emissions: A mathematical approach for truck appointments with collaboration. Transp. Res. Part E Logist. Transp. Rev. 2017, 105, 195–212. [Google Scholar] [CrossRef]
- Chen, G.; Govindan, K.; Golias, M.M. Reducing truck emissions at container terminals in a low carbon economy: Proposal of a queueing-based bi-objective model for optimizing truck arrival pattern. Transp. Res. Part E Logist. Transp. Rev. 2013, 55, 3–22. [Google Scholar] [CrossRef]
- Zis, T.; North, R.J.; Angeloudis, P.; Ochieng, W.Y.; Harrison Bell, M.G. Evaluation of cold ironing and speed reduction policies to reduce ship emissions near and at ports. Marit. Econ. Logist. 2014, 16, 371–398. [Google Scholar] [CrossRef]
- Ortega Piris, A.; Díaz-Ruiz-Navamuel, E.; Pérez-Labajos, C.A.; Oria Chaveli, J. Reduction of CO2 emissions with automatic mooring systems. The case of the port of Santander. Atmos. Pollut. Res. 2018, 9, 76–83. [Google Scholar] [CrossRef]
- Yang, Y.-C. Operating strategies of CO2 reduction for a container terminal based on carbon footprint perspective. J. Clean. Prod. 2017, 141, 472–480. [Google Scholar] [CrossRef]
- Liao, C.-H.; Tseng, P.-H.; Cullinane, K.; Lu, C.-S. The impact of an emerging port on the carbon dioxide emissions of inland container transport: An empirical study of Taipei port. Energy Policy 2010, 38, 5251–5257. [Google Scholar] [CrossRef]
- Sim, J. A carbon emission evaluation model for a container terminal. J. Clean. Prod. 2018, 186, 526–533. [Google Scholar] [CrossRef]
- Johansson, L.; Jalkanen, J.-P.; Kalli, J.; Kukkonen, J. The evolution of shipping emissions and the costs of regulation changes in the northern EU area. Atmos. Chem. Phys. 2013, 13, 11375–11389. [Google Scholar] [CrossRef] [Green Version]
- Port of Los Angeles (POLA). Inventory of Air Emissions. 2011. Available online: http://www.portoflosangeles.org/pdf/2011AirEmissionsInventory.pdf (accessed on 20 January 2019).
- Peng, Y.; Li, X.; Wang, W.; Wei, Z.; Bing, X.; Song, X. A method for determining the allocation strategy of on-shore power supply from a green container terminal perspective. Ocean Coast. Manag. 2019, 167, 158–175. [Google Scholar] [CrossRef]
- Styhre, L.; Winnes, H.; Black, J.; Lee, J.; Le-Griffin, H. Greenhouse gas emissions from ships in ports—Case studies in four continents. Transp. Res. Part D Transp. Environ. 2019, 54, 212–224. [Google Scholar] [CrossRef]
- Guidelines to Defra/DECC’s GHG Conversion Factors for Company Reporting. 2011. Available online: http://archive.defra.gov.uk/environment/business/reporting/pdf/110707-guidelines-ghg-conversion-factors.pdf (accessed on 25 March 2019).
- Nossack, J.; Briskorn, D.; Pesch, E. Container Dispatching and Conflict-Free Yard Crane Routing in an Automated Container Terminal. Transp. Sci. 2018, 52, 1059–1076. [Google Scholar] [CrossRef]
- Khersonsky, Y.; Islam, M.; Peterson, K. Challenges of Connecting Shipboard Marine Systems to Medium Voltage Shoreside Electrical Power. IEEE Trans. Ind. Appl. 2007, 43, 838–844. [Google Scholar] [CrossRef]
- Peng, C. A Carbon Accounting Method for Container Terminals. Containerization 2018, 23, 14–17. [Google Scholar]























| Terminal Abbreviation | Process Mode | Shore Equipment | Level/Site Equipment | Passing Ability (TEU) | Production Time |
|---|---|---|---|---|---|
| Port of Hamburg | Double trolley QC | 15 QCs | 3 million | 2002.06 | |
| HHLA CAT | + AGV | 86*AGV | |||
| (The Second generation) | + ARMG | 52*ARMG | |||
| Port of Rotterdam | Double trolley QC (2G) | 16 QCs | 2.3 million | 2010.06 | |
| Euromax | + AGV | 96*AGV | |||
| (The Third generation) | + ARMG | 58*ARMG | |||
| Port of Xiamen | Double trolley QC | 3 QCs | 0.91 million | 2016.03 | |
| Ocean Gate | + AGV (power) | 18*AGV | |||
| (The Fourth Generation) | + ARMG | 16*ARMG | |||
| Port of Yangshan | Double trolley QC | 16 QCs | 6.3 million | 2017.12 | |
| fourth phase | + AGV (power) + | 88*AGV | |||
| (The Fourth Generation) | ARMG (Stereo library ) | 80*ARMG |
| i | i (Equipment) | j | j (Operation Task) |
|---|---|---|---|
| 1 | OT | 1 | delivering |
| 2 | ARMG | 2 | loading |
| 3 | AGV | 3 | discharging |
| 4 | QC | 4 | picking-up |
| 5 | Vessel |
| Equipment | Operation Task | |||
|---|---|---|---|---|
| Delivering | Loading | Discharging | Picking-Up | |
| OT | 1 | 0 | 0 | 1 |
| ARMG | 1 | 1 | 1 | 1 |
| AGV | 0 | 1 | 1 | 0 |
| QC | 0 | 1 | 1 | 0 |
| Vessel | 0 | 1 | 1 | 0 |
| Type of Container | Operation Task | |||
|---|---|---|---|---|
| Delivering | Loading | Discharging | Picking-Up | |
| Export container | 1 | 1 | 0 | 0 |
| Import container | 0 | 0 | 1 | 1 |
| Transfer container (take in) | 0 | 0 | 1 | 0 |
| Transfer container (take away) | 0 | 1 | 0 | 0 |
| The speed with load | 20 km/h | The power with load | 200 kw | ||
| The speed without load | 35 km/h | The power without load | 160 kw | ||
| 20 | 1 min | The power during idling | 360 kw | ||
| Rated Load | Under Spreader | 60 t | ||
|---|---|---|---|---|
| Speeds | Main Hoist | hoisting | 60 t load | 24 m/min |
| Empty Spreader | 52 m/min | |||
| lowering | 60 t load | 24 m/min | ||
| Empty Spreader | 52 m/min | |||
| Gantry | Wind speed (lower than) | 16 m/s | 210 m/min | |
| Wind speed (lower than) | 25 m/s | 100 m/min | ||
| Trolley of traverse travel | 70 m/min | |||
| Motors | Main Hoist | 2 ∗ 400 kw | ||
| Trolley of traverse travel | 200 kw | |||
| Gantry | 20 ∗ 14 kw | |||
| length of rear beam | 30 m | length of front beam | 65 m |
| Rail Gage | 30 m | Height of the portal rail | 16 m |
| Out reach | 62 m | length of the portal rail | 30 m |
| Back reach | 20 m | Height of lift (above rail) | 41 m |
| Rated Load | Under Spreader | 60 t | ||
|---|---|---|---|---|
| Speeds | Main Hoist | hoisting | 60 t load | 75 m/min |
| Empty Spreader | 150 m/min | |||
| lowering | 60 t load | 75 m/min | ||
| Empty Spreader | 150 m/min | |||
| Portal Hoist | hoisting | 60 t load | 60 m/min | |
| Empty Spreader | 120 m/min | |||
| lowering | 60 t load | 60 m/min | ||
| Empty Spreader | 120 m/min | |||
| Main Trolley | 210 m/min | |||
| Portal Trolley | 200 m/min | |||
| Gantry | 46 m/min | |||
| Motors | Main Hoist | 2 ∗ 560 kw | ||
| Main Trolley | 224 kw | |||
| Portal Hoist | 2480 kw | |||
| Portal Trolley | 200 kw | |||
| Gantry | 20 ∗ 17.5 kw | |||
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, N.; Chang, D.; Shi, X.; Yuan, J.; Gao, Y. Analysis and Design of Typical Automated Container Terminals Layout Considering Carbon Emissions. Sustainability 2019, 11, 2957. https://doi.org/10.3390/su11102957
Wang N, Chang D, Shi X, Yuan J, Gao Y. Analysis and Design of Typical Automated Container Terminals Layout Considering Carbon Emissions. Sustainability. 2019; 11(10):2957. https://doi.org/10.3390/su11102957
Chicago/Turabian StyleWang, Nanxi, Daofang Chang, Xiaowei Shi, Jun Yuan, and Yinping Gao. 2019. "Analysis and Design of Typical Automated Container Terminals Layout Considering Carbon Emissions" Sustainability 11, no. 10: 2957. https://doi.org/10.3390/su11102957
APA StyleWang, N., Chang, D., Shi, X., Yuan, J., & Gao, Y. (2019). Analysis and Design of Typical Automated Container Terminals Layout Considering Carbon Emissions. Sustainability, 11(10), 2957. https://doi.org/10.3390/su11102957