Prioritization of Physical Assets for Maintenance and Production Sustainability


Abstract
:1. Introduction
2. Antecedents
3. Overall Throughput Effectiveness (OTE)
4. Methodology
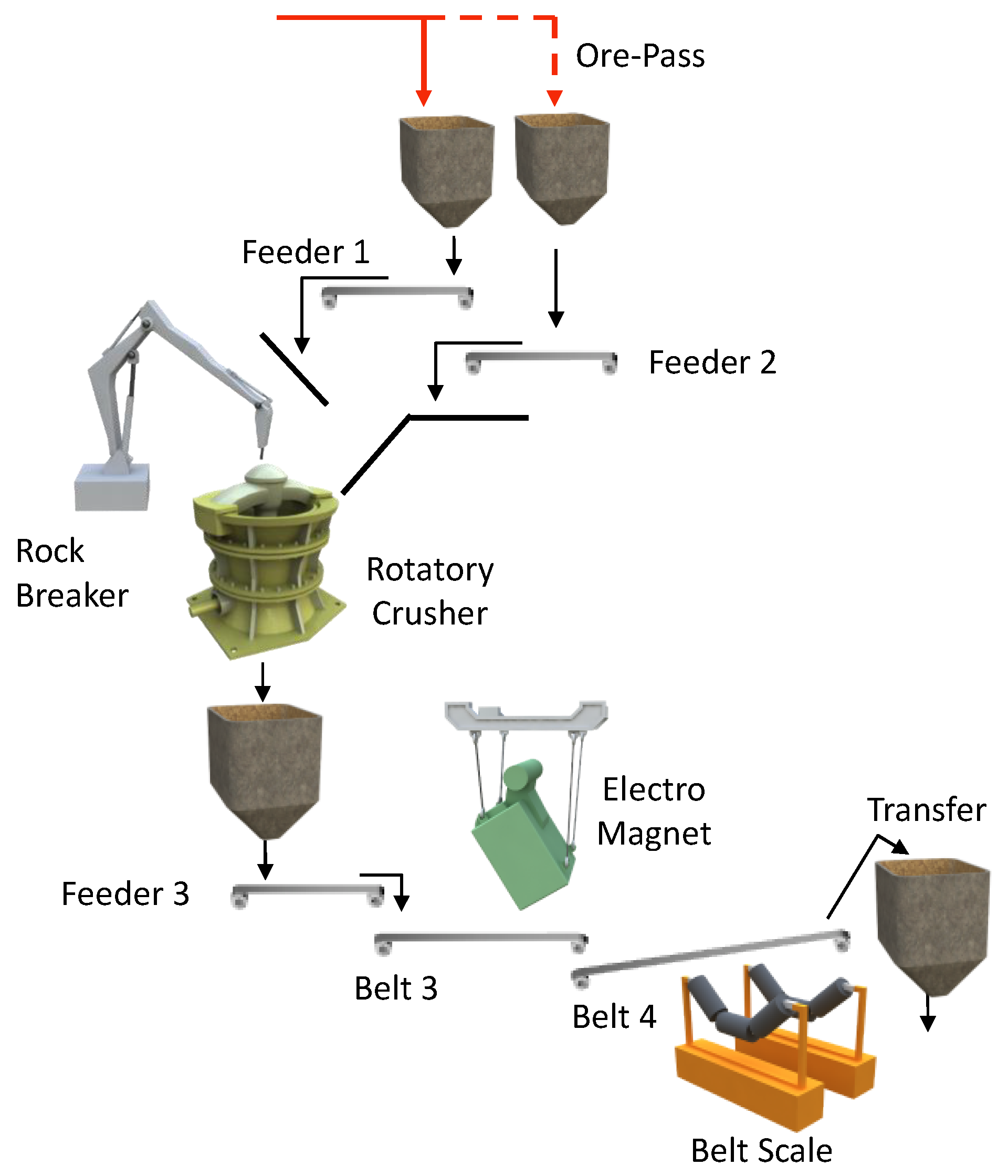
5. Case Study
6. Results and Discussion
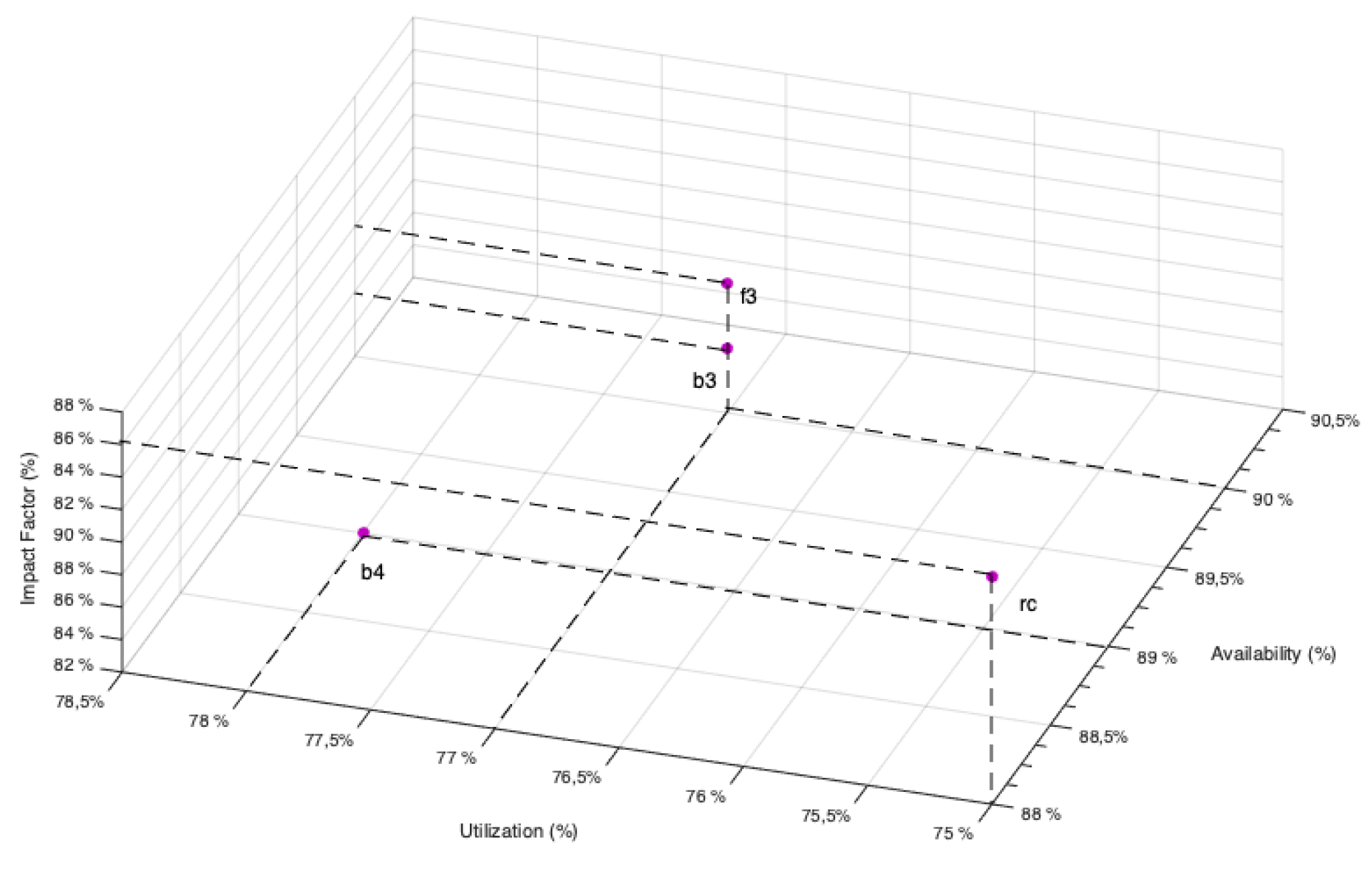
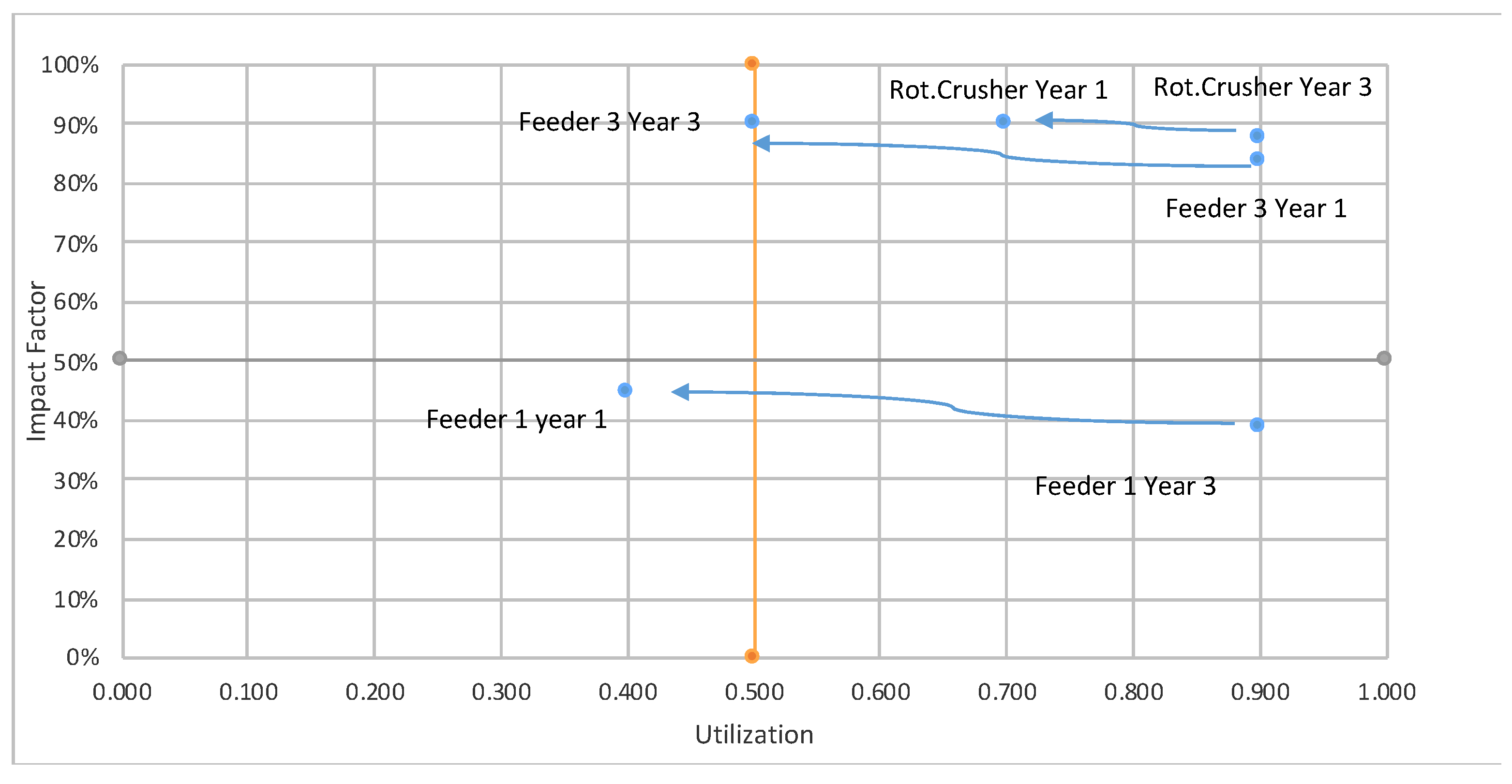
7. Trend Analysis
8. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Engert, S.; Baumgartner, R.J. Corporate sustainability strategy—Bridging the gap between formulation and implementation. J. Clean. Prod. 2016, 113, 822–834. [Google Scholar] [CrossRef]
- Andersson, C.; Bellgran, M. On the complexity of using performance measures: Enhancing sustained production improvement capability by combining OEE and productivity. J. Manuf. Syst. 2015, 35, 144–154. [Google Scholar] [CrossRef]
- Gopalakrishnan, M.; Skoogh, A.; Laroque, C. Simulation-based planning of maintenance activities by a shifting priority method. Proc. Winter Simul. Conf. 2015, 2015, 2168–2179. [Google Scholar]
- Chiang, Y.H.; Zhou, L.; Li, J.; Lam, P.T.I.; Wong, K.W. Achieving Sustainable Building Maintenance through Optimizing Life-Cycle Carbon, Cost, and Labor: Case in Hong Kong. J. Constr. Eng. Manag. 2014, 140. [Google Scholar] [CrossRef]
- Ye, X.; Xia, X.; Zhang, L.; Zhu, B. Optimal maintenance planning for sustainable energy efficiency lighting retrofit projects by a control system approach. Control Eng. Pract. 2015, 37, 1–10. [Google Scholar] [CrossRef] [Green Version]
- Winroth, M.; Almström, P.; Andersson, C. Sustainable Indicators at Factory Level—A Framework for Practical Assessment. In Proceedings of the IIE Annual Conference 2012, Orlando, FL, USA, 19–23 May 2012; Volume 21, pp. 1–14. [Google Scholar]
- Wan Mahmood, W.H.; Abdullah, I.; Md Fauadi, M.H.F. Translating OEE Measure into Manufacturing Sustainability. Appl. Mech. Mater. 2015, 761, 555–559. [Google Scholar] [CrossRef]
- Garbie, I.H. Sustainable development index on macro-level in industrial estates and specialised sectors. Int. J. Ind. Syst. Eng. 2016, 24, 384–421. [Google Scholar]
- Yazdi, P.G.; Azizi, A.; Hashemipour, M. An empirical investigation of the relationship between overall equipment efficiency (OEE) and manufacturing sustainability in industry 4.0 with time study approach. Sustainability 2018, 10, 3031. [Google Scholar] [CrossRef]
- OECD. OECD Sustainable Manufacturing Toolkit. Available online: www.oecd.org/innovation/green/toolkit/ (accessed on 5 August 2019).
- Jasiulewicz-Kaczmarek, M. Identification of maintenance factors influencing the development of sustainable production processes—A pilot study. IOP Conf. Ser. Mater. Sci. Eng. 2018, 400. [Google Scholar] [CrossRef]
- Sellitto, M.A. Assessment of the effectiveness of green practices in the management of two supply chains. Bus. Process Manag. J. 2018, 24, 23–48. [Google Scholar] [CrossRef]
- Walker, H.; Di Sisto, L.; McBain, D. Drivers and barriers to environmental supply chain management practices: Lessons from the public and private sectors. J. Purch. Supply Manag. 2008, 14, 69–85. [Google Scholar] [CrossRef]
- Negri, E.; Holgado, M.; Wagner, D.; Grefrath, C.; Macchi, M.; Gudergan, G. Continuous improvement planning through sustainability assessment of product-service systems. Int. J. Product. Qual. Manag. 2016, 18, 168. [Google Scholar] [CrossRef] [Green Version]
- Garbie, I.H. Integrating sustainability assessments in manufacturing enterprises: A framework approach. Int. J. Ind. Syst. Eng. 2015, 20, 343–368. [Google Scholar] [CrossRef]
- Garza-Reyes, J.A. From measuring overall equipment effectiveness (OEE) to overall resource effectiveness (ORE). J. Qual. Maint. Eng. 2015, 21, 506–527. [Google Scholar] [CrossRef]
- Joung, C.B.; Carrell, J.; Sarkar, P.; Feng, S.C. Categorization of indicators for sustainable manufacturing. Ecol. Indic. 2013, 24, 148–157. [Google Scholar] [CrossRef]
- Viveros Gunckel, P.; Kristjanpoller, F.; López-Campos, M.; Crespo Márquez, A.; Pascual, R. Graphical analysis for overall effectiveness management: A graphical method to support operation and maintenance performance assessment. Qual. Reliab. Eng. Int. 2018, 34, 1615–1632. [Google Scholar] [CrossRef]
- Rachuri, S.; Sriram, R.D.; Narayanan, A.; Sarkar, P.; Lee, J.H.; Lyons, K.W.; Kemmerer, S.J. Sustainable Manufacturing: Metrics, Standards, and Infrastructure—Workshop summary. In Proceedings of the 2010 IEEE International Conference on Automation Science and Engineering, Toronto, ON, Canada, 21–24 August 2010. [Google Scholar]
- Esa, F.; Yusof, Y. Implementing overall equipment effectiveness (OEE) and sustainable competitive advantage: A case study of hicom diecastings SDN. BHD. (HDSB). ARPN J. Eng. Appl. Sci. 2016, 11, 199–203. [Google Scholar]
- Ibrahim, R.; Jamal, N.M.; Esmaeel, R.I.; Zakuan, N.; Mohd, N. ScienceDirect ScienceDirect effectiveness effectiveness b in Industry 4.0: C Trade-off Costing models for capacity optimization between used capacity and operational efficiency of business performance from the perspective manufacturing strategies: Fit. Procedia Manuf. 2018, 22, 998–1006. [Google Scholar]
- Mansur, A.; Rayendra, R.; Mastur, M. Performance Acceleration on Production Machines Using the Overall Equipment Effectiveness (OEE) Approach. IOP Conf. Ser. Mater. Sci. Eng. 2016, 105, 1–7. [Google Scholar] [CrossRef]
- Franciosi, C.; Iung, B.; Miranda, S.; Riemma, S. Maintenance for Sustainability in the Industry 4.0 context: A Scoping Literature Review. IFAC-PapersOnLine 2018, 51, 903–908. [Google Scholar] [CrossRef]
- Zuashkiani, A.; Rahmandad, H.; Jardine, A.K.S. Mapping the dynamics of overall equipment effectiveness to enhance asset management practices. J. Qual. Maint. Eng. 2011, 17, 74–92. [Google Scholar] [CrossRef]
- Parida, A.; Galar, D. Achieving sustainable development through maintenance excellence. J. Appl. Eng. Sci. 2012, 10, 79–84. [Google Scholar] [Green Version]
- Sénéchal, O. ScienceDirect IFAC nomenclatures Performance indicators decision making in sustainable conditions based maintenance Performance indicators nomenclatures for decision making in sustainable Performance indicators nomenclatures for decision making in sustain. IFAC PapersOnLine 2018, 51, 1137–1142. [Google Scholar] [CrossRef]
- Pires, S.P.; Sénéchal, O.; Loures, E.F.R.; Jimenez, J.F. An approach to the prioritization of sustainable maintenance drivers in the TBL framework. IFAC PapersOnLine 2016, 49, 150–155. [Google Scholar] [CrossRef]
- Sari, E.; Shaharoun, A.M.; Ma’aram, A.; Mohd Yazid, A. Sustainable maintenance performance measures: A pilot survey in Malaysian automotive companies. Procedia CIRP 2015, 26, 443–448. [Google Scholar] [CrossRef]
- Gopalakrishnan, M. Data-Driven Decision Support for Maintenance Prioritisation Connecting Maintenance to Productivity; Department of Industrial and Materials Science, Chalmers University of Technology: Göteborg, Sweden, 2018. [Google Scholar]
- Charaf, K.; Ding, H. Is Overall Equipment Effectiveness (OEE) Universally Applicable? The Case of Saint-Gobain. Int. J. Econ. Financ. 2015, 7, 241–252. [Google Scholar] [CrossRef]
- Garza-Reyes, J.A.; Eldridge, S.; Barber, K.D.; Soriano-Meier, H. Overall equipment effectiveness (OEE) and process capability (PC) measures: A relationship analysis. Int. J. Qual. Reliab. Manag. 2010, 27, 48–62. [Google Scholar] [CrossRef]
- Shahidul, M.I.; Osman, M.S.; Syed Shahzali, S.T.; Yassin, A.; Ting, C.H.; Hishamuddin, A.H.; Azrin, M.S.; Adzlan, A.F.K. Measuring Production Capacity Utilization and Its Impact on Manufacturing Performance and Environment. Energy Environ. 2013, 7–12. [Google Scholar] [CrossRef]
- Domingo, R.; Aguado, S. Overall environmental equipment effectiveness as a metric of a lean and green manufacturing system. Sustainability 2015, 7, 9031–9047. [Google Scholar] [CrossRef]
- Durán, O.; Capaldo, A.; Duran Acevedo, P. Sustainable overall throughputability effectiveness (S.O.T.E.) as a metric for production systems. Sustainability 2018, 10, 362. [Google Scholar]
- Muthiah, K.M.N.; Huang, S.H. Overall throughput effectiveness (OTE) metric for factory-level performance monitoring and bottleneck detection. Int. J. Prod. Res. 2007, 45, 4753–4769. [Google Scholar] [CrossRef]
- Gólcher-Barguil, L.A.; Nadeem, S.P.; Garza-Reyes, J.A. Measuring operational excellence: An operational excellence profitability (OEP) approach. Prod. Plan. Control 2019, 30, 682–698. [Google Scholar] [CrossRef]
- Parra, C.; Crespo, A.; Kristjanpoller, F.; Viveros, P. Stochastic model of reliability for use in the evaluation of the economic impact of a failure using life cycle cost analysis. Case studies on the rail freight and oil industries. Proc. Inst. Mech. Eng. Part O J. Risk Reliab. 2012, 226, 392–405. [Google Scholar] [CrossRef]
- Gasca, M.C.; Camargo, L.L.; Medina, B. Sistema para Evaluar la Confiabilidad de Equipos Críticos en el Sector Industrial. Inf. Tecnol. 2017, 28, 111–124. [Google Scholar] [CrossRef]
- Kristjanpoller, F.; Viveros, P.; Crespo, A.; Grubessich, T.; Stegmaier, R. RAM-C: A novel methodology for evaluating the impact and the criticality of assets over systems with complex logical configurations. In Proceedings of the Safety and Reliability of Complex Engineered Systems, Zurich, Switzerland, 7–10 September 2015. [Google Scholar]
- Pascual, R.; Godoy, D.; Louit, D.M. Throughput centered prioritization of machines in transfer lines. Reliab. Eng. Syst. Saf. 2011, 96, 1396–1401. [Google Scholar] [CrossRef]
- Pascual, R.; Madariaga, R.; Santelices, G.; Godoy, D.; Droguett, E.L. A structured methodology to optimise throughput of production lines. Int. J. Min. Reclam. Environ. 2016, 30, 25–36. [Google Scholar] [CrossRef]
- Javier, S.P.; Márquez, A.C.; Rosique, A.S. Criticality Analysis for optimising OPEX cost lifecycle. IFAC-PapersOnLine 2016, 49, 7–12. [Google Scholar] [CrossRef]
- Nakajima, S. Introduction to TPM: Total Productive Maintenance; Productivity Press: New York, NY, USA, 1988; p. 129. [Google Scholar]
- Paraszczak, J. Understanding and assessment of mining equipment. Min. Technol. 2015, 114, 147–151. [Google Scholar] [CrossRef]
- Campbell, J.D.; Jardine, A.K.S. Maintenance Excellence: Optimizing Equipment Life-Cycle Decisions; CRC Press: Boca Raton, FL, USA, 2001. [Google Scholar]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| 1 | 2 | 3 | 4 | 5 | 6 | 7 |
|---|---|---|---|---|---|---|
| 82.1% | 87.3% | 86.1% | 87.1% | 89.7% | 85.6% | 87.2% |
| Months | 1 | 2 | 3 | 4 | 5 | 6 | 7 |
|---|---|---|---|---|---|---|---|
| OTE | 22.50% | 34.40% | 36.70% | 40.15% | 39.86% | 35.29% | 36.29% |
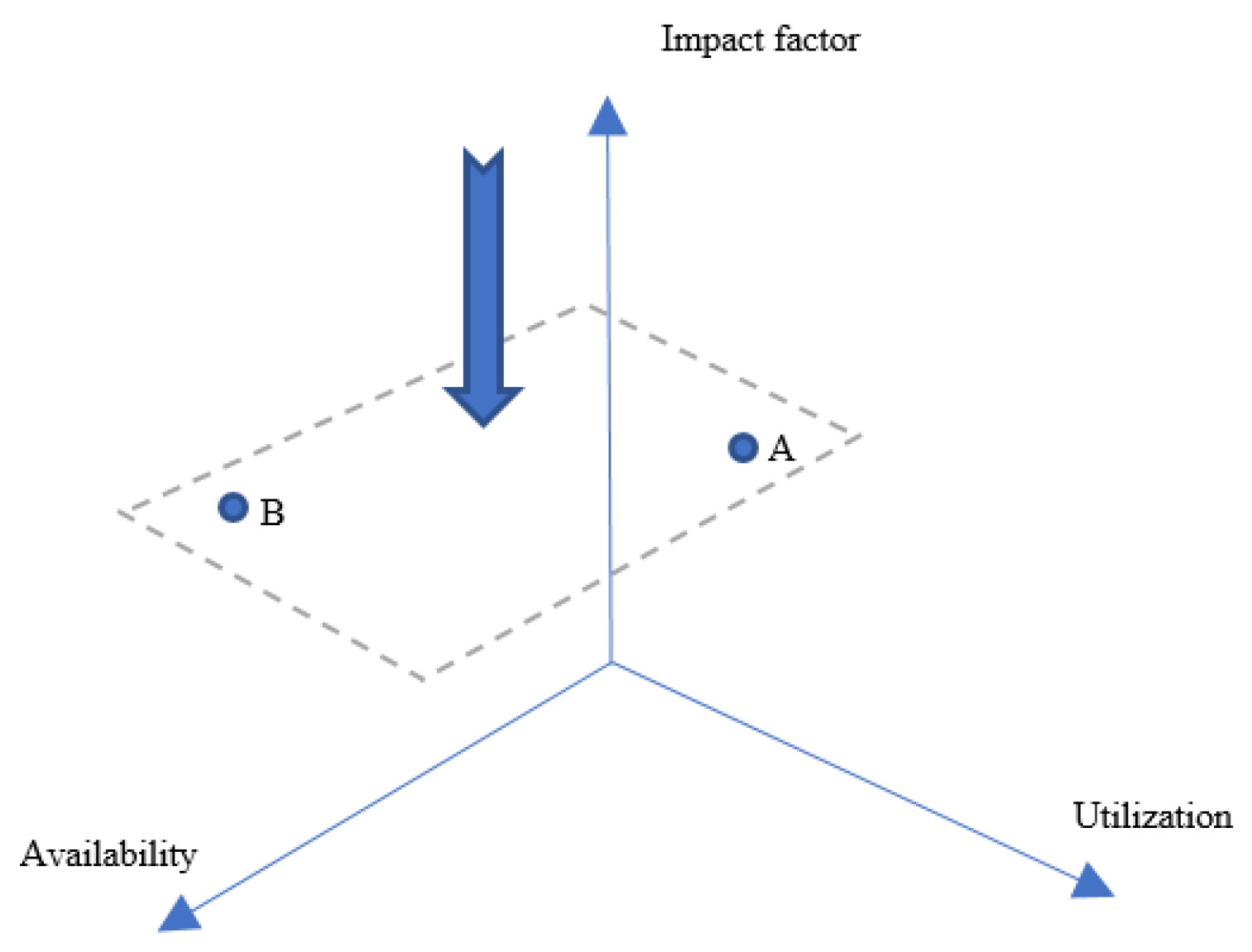
| Equipment | Availability | Utilization | Impact Factor |
|---|---|---|---|
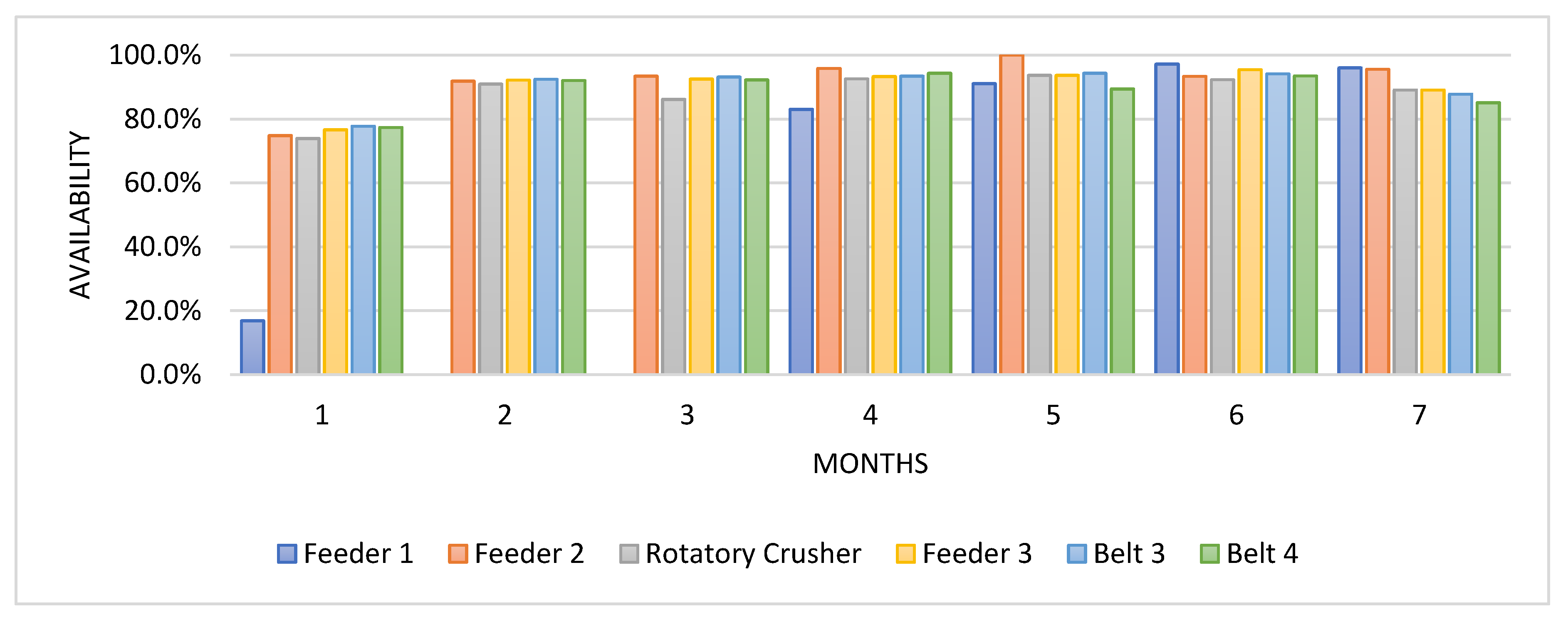
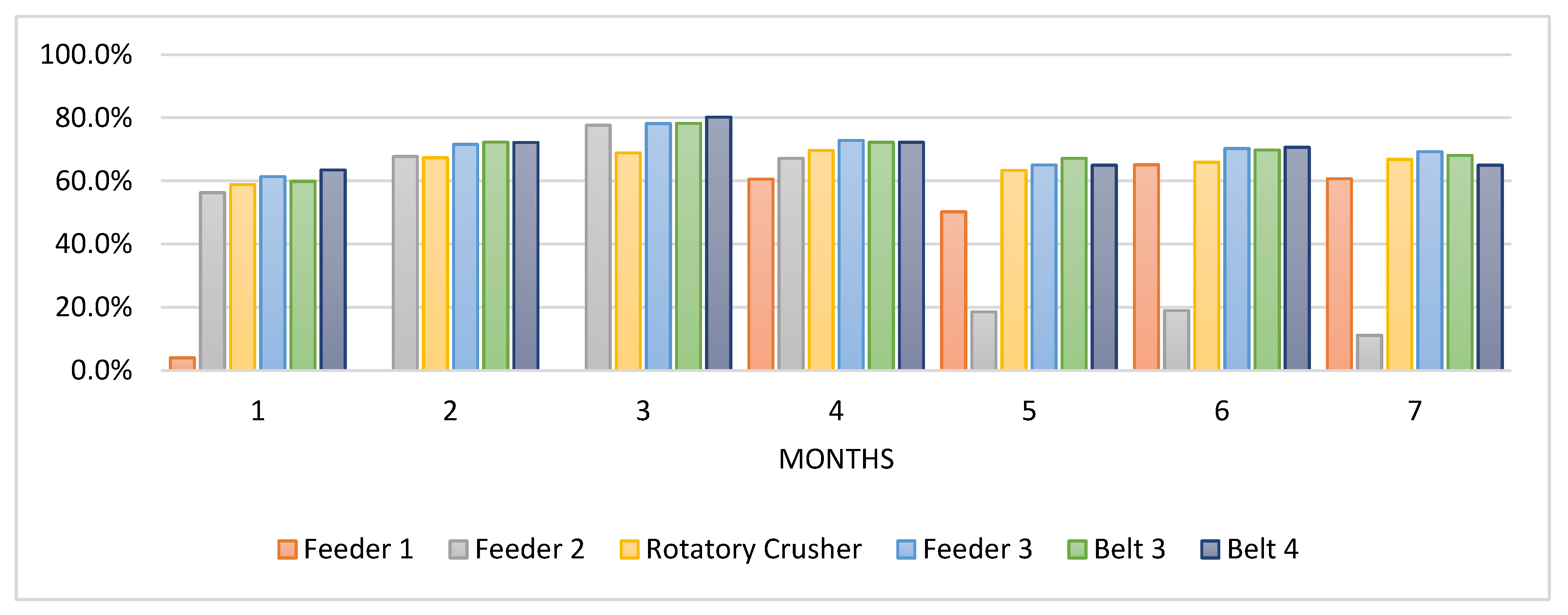
| Feeder 1 | 54.87% | 56.41% | 31.80% |
| Feeder 2 | 92.09% | 50.40% | 52.80% |
| Rotatory Crusher | 88.35% | 74.71% | 88.80% |
| Feeder 3 | 90.36% | 77.34% | 86.40% |
| Belt 3 | 90.41% | 77.06% | 84.40% |
| Belt 4 | 89.10% | 78.40% | 81.60% |
| Years | Utilization | Impact Factor | |
|---|---|---|---|
| Feeder 3 | 1 | 90% | 84% |
| 3 | 50% | 90% | |
| Feeder 1 | 1 | 40% | 45% |
| 3 | 90% | 39% | |
| Rotary Crusher | 1 | 70% | 90% |
| 3 | 90% | 88% |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Durán, O.; Durán, P.A. Prioritization of Physical Assets for Maintenance and Production Sustainability. Sustainability 2019, 11, 4296. https://doi.org/10.3390/su11164296
Durán O, Durán PA. Prioritization of Physical Assets for Maintenance and Production Sustainability. Sustainability. 2019; 11(16):4296. https://doi.org/10.3390/su11164296
Chicago/Turabian StyleDurán, Orlando, and Paulo Andrés Durán. 2019. "Prioritization of Physical Assets for Maintenance and Production Sustainability" Sustainability 11, no. 16: 4296. https://doi.org/10.3390/su11164296
APA StyleDurán, O., & Durán, P. A. (2019). Prioritization of Physical Assets for Maintenance and Production Sustainability. Sustainability, 11(16), 4296. https://doi.org/10.3390/su11164296