1. Introduction
1.1. Importance of Lime-Based Materials in the Preservation of Korean Architectural Heritage
Lime-based materials are important historic building materials that have contributed significantly to the development of human culture and civilization [
1,
2]. They have been used to construct historic buildings and infrastructure for over 10,000 years [
3]. The most advanced form, Portland cement, has led to the construction and expansion of cities in a short period of time, in which the hydraulicity of this binder as well as its high strength and fast strength development are involved. Hydraulicity is defined as the property of a dry powder that can harden in water or when mixed with water [
4,
5]. In Korea, lime mortars were also used for at least 1500 years as important building materials, until the early 20th century. Especially during the Joseon Dynasty (1392–1910), it was actively used due to the significant development of manufacturing technology. Many of the wooden buildings and masonry structures built during this period remain standing to date. To preserve them for hundreds or thousands of years, traditional building materials, such as lime mortar, should be continuously used.
To date, it is known that Korean traditional lime does not have hydraulic properties; hence, it can be defined as air lime, which hardens by the carbonation reaction between calcium hydroxide (Ca(OH)
2) and atmospheric carbon dioxide (CO
2) while forming calcium carbonate (CaCO
3) [
6]. This non-hydraulic binder consists mostly of Ca(OH)
2 and is manufactured by slaking the quicklime after burning high quality limestone, which has almost no impurities. Typically, air lime mortars containing straw and various natural additives are used as repair and restoration materials for historic buildings. Therefore, in principle, Korea’s architectural heritage should be repaired using such non-hydraulic materials. However, the reality is different. Since the early 20th century, many historic buildings have been repaired using strong hydraulic materials, i.e., Portland cement. Lack of knowledge about traditional materials and techniques as well as practitioners’ or workers’ misunderstanding of traditional materials and the practice of using hydraulic binders have all resulted in this situation, i.e., the widespread use of inappropriate materials.
In general, choosing Portland cement as a repair material for historical buildings is regarded as undesirable in terms of the long-term economic feasibility, sustainability, and authenticity of a culture’s architectural heritage [
7]. Although construction periods and costs can be reduced initially, irreversible deterioration in old elements and structures can be caused by incompatibilities in strength, stiffness, and the coefficient of thermal expansion [
8]. Moreover, because of its low air permeability, the cement’s durability can be even lower than that of lime-based materials [
9]. More seriously, efflorescence can form due to the precipitation of soluble salts, such as calcium sulfate and sodium salt, which may reduce the aesthetic value of cultural properties [
10]. A good example is the recently finished (April 2019) restoration project of the Mireuksaji Stone Pagoda (located in the Baekje Historic Areas and listed as a UNESCO World Heritage Site in 2015). In this project, which took an enormous amount of time (~20 years) and resulted in high costs (~18,600,000 USD in 2019), one of the most demanding tasks was to manually remove 185 tons of cement mortars that were covered about 100 years ago. Hammers, chisels, and even dental tools were used to minimize the damage to the 1400-year-old stone elements.
In Korea, one of the most demanding historical structures to be repaired using traditional materials is the masonry walls of historical fortresses, such as the 12.4 km of walls in Namhansanseong (built in 1624 and listed as a UNESCO World Heritage Site in 2014) and the 5.7 km of walls in Suwon Hwaseong (built in 1796 and listed as a UNESCO World Heritage Site in 1997). In particular, in the case of Namhansanseong, since the walls consist of a thick lime mortar layer (~65 mm), a large amount of repair material should be consumed consistently. In addition, since it was built on a mountain ridge, its preservation depends only on a non-hydraulic binder, which is practically difficult. Due to these limitations, white cement has been used, as shown in
Figure 1. However, unlike the main section of the fortress, which has been steadily restored and repaired since 1970 (see the left side of
Figure 1), many old sections still remain in the outer part of the fortress (see the right side of
Figure 1). Because the two parts are aesthetically incongruous, one can even question the suitability of the materials and methods used for the repair and restoration.
1.2. Preventive Conservation Strategy for Historic Masonry Structures
Preventive conservation includes all indirect actions to increase the life of a cultural heritage, and its main purpose is to mitigate imperceptible deterioration or damage. A typical approach is to minimize the environmental impact on the heritage by optimizing light, temperature, relative humidity, and indoor air quality. In this context, many studies have focused on the indoor environment of historic buildings, such as museums [
11,
12] and libraries [
13,
14,
15]. Lucchi [
16] summarized this type of study on museum buildings conducted over 50 years, starting in 1965. In recent years, this concept has been extensively applied to various cultural heritages, such as mural paintings [
17] and earthen defensive heritages [
18].
In outdoor exposed historic masonry structures, such as stone pagodas and fortress walls, it is virtually impossible to actively control the environmental factors. Therefore, strategies for preventive conservation need to be adjusted, taking into consideration the characteristics of the architectural heritage. The repair and restoration of these structures are inevitable. Thus, the selection of suitable materials is closely related to the concept of preventive conservation. In historic masonry structures, salt-related deterioration, such as efflorescence, is frequent but catastrophic, and even the surfaces of structures can be damaged during their removal. As mentioned, the use of Portland cement can be responsible for this problem. Moreover, a low air permeability in the cement can accelerate the freeze–thaw damage.
In the project performed to examine the physical, chemical, and biological deterioration of masonry walls in Namhansanseong, the most frequent and severe damage was the delamination of repaired mortar caused by freeze–thaw [
19]. Efflorescence was also observed in parts recently repaired using the cement. Moreover, the moisture content of newly repaired parts was higher than that of old ones. Therefore, it was concluded that the amount of moisture absorbed by mortar or bricks can significantly influence damages, such as freeze–thaw and efflorescence. Efflorescence has also been frequently observed in the heritages of the Mireuksaji Stone Pagoda and Suwon Hwaseong [
20]. To remove it, physical or chemical cleaning is inevitable. However, they are only a temporary solution. Thus, this gradual and repetitive problem should be fundamentally prevented.
A high-strength mortar is generally dense and has low air permeability, hence the difficulty in drying its internal moisture [
21]. Therefore, hydraulic materials with high permeability, such as NHL, are more suitable for use in a preventive preservation strategy. In addition, lime-based materials are considered philosophically and technically suitable in the field of historic building conservation, compared to Portland cement [
22]. Moreover, these materials are eco-friendly due to their low energy consumption and greenhouse gas emissions in the manufacturing process [
6,
23]. In addition to long-term cost competitiveness, these environmental aspects are also important in preventive conservation.
1.3. Suitability of Natural Hydraulic Lime as a Repair Material for Historic Buildings
The use of air lime mortar has been avoided in South Korea except for strictly supervised architectural heritage sites, such as national treasures, mainly due to its low strength, slow hardening, and high risk of cracking. This non-hydraulic material hardens for more than six months while absorbing atmospheric CO
2, not water, and thus it is ineffective at resisting water, especially during the initial curing period (roughly <1 month). Moreover, its ultimate strength is lower than 3 MPa, which is less than 10% of Portland cement-based materials [
24]. For these reasons, there is a risk that large parts of the repaired structures will be lost due to environmental factors such as rain and wind [
25]. In addition, modern customs common in the use of cement can lead to severe deterioration in the structural safety of old structures repaired with completely different materials, i.e., air lime mortars. One example to support this is that many practitioners and workers believe that long-term sealed curing for air lime mortar is beneficial for developing its strength. This misunderstanding might be caused by the practices involved in using hydraulic materials, and it demonstrates a lack of knowledge that the setting and hardening of air lime is possible only when drying and CO
2 absorption occur [
6]. This eventually leads to frequent defects and disputes, making the choice of cement-based materials inevitable. Therefore, it is important to understand the importance of hydraulic binders along with the scientific research on traditional building materials for the sustainable preservation of architectural heritage.
Unlike air lime, hydraulic lime can set and harden in a short period of time (<1 month), and thus it has good usability as a repair material. In particular, NHL, which is produced by burning low-quality limestone containing impurities such as silica (SiO
2) and alumina (Al
2O
3), contains calcium silicate as well as Ca(OH)
2. Thus, it combines both air hardening characteristics and hydraulicity. This means that it hardens through the hydration reaction, and its strength is steadily increased by the carbonation reaction. In addition, NHL is more compatible with old materials than Portland cement because it has high air permeability as well as adequate strength and stiffness. Since it combines hydraulicity and air hardening, a target strength and durability can be guaranteed, with less sensitivity than air lime to environmental factors [
26]. Compared to air lime mortar, NHL mortar shows superior mechanical properties, regardless of the type or content of the aggregates [
27]. This has been demonstrated in old historic buildings; while non-hydraulic lime mortars showed 0.5–2.5 MPa of strength in Pišece Castle (Slovenia, 13th century), hydraulic lime mortars showed 8–10 MPa in Gediminas Castle Hill (Lithuania, 13–14th century) and 11–15 MPa in Alhambra Palace (Spain, 13th century) [
28,
29]. Furthermore, because of recent efforts to reduce greenhouse gases in the field of construction materials [
23], NHL is recommended for use as a cementing material more actively in new buildings as well as old ones. In addition to its carbon capture capacity, lime has an excellent self-healing ability (the ability to fill in cracks by forming CaCO
3). Therefore, NHL has been regarded as the most suitable material for the sustainable preservation of historical buildings, even when environmental sustainability is considered [
3,
8,
30].
To correctly preserve architectural heritage, it is imperative to realize the building conservation philosophy and fully understand the characteristics of the raw materials [
31]. Lime-based materials, whether hydraulic or non-hydraulic, have been consistently studied over the last 40 years, mainly focusing on the characteristics of their chemical reactions in hardening as well as their various engineering properties [
2]. However, the chemical composition and reactivity of quicklime and hydrated lime manufactured using limestone of various colors are insufficiently understood. In this context, the main purpose of this study is to scientifically analyze lime-based materials made of different-colored limestones, referring to old literature. Another important purpose is to find evidence of their hydraulicity. Additionally, the effects of the impurities on the chemical compositions of quicklime or hydrated lime were also investigated. To this end, first, literature written in the 15th century on the manufacture and use of lime mortars was reviewed. Then, limestone of various colors was analyzed using an X-ray fluorescence (XRF) technique to identify the type and content of the impurities included. Isothermal calorimetry was also conducted to quantitatively investigate the effect of impurities on the exothermic reactions occurring during lime slaking. Finally, evidence of hydraulic binders, such as the formation of calcium silicate, was collected by chemical analysis using X-ray diffraction (XRD) and thermogravimetric (TG) analysis.
2. Manufacturing Method and Raw Materials of Lime Mortars in Korea during the Joseon Dynasty (Late 14th to Early 20th Century)
The folding screen called Taepyeongseongsido, which shows the ideal city sought by the Joseon Dynasty, contains the manufacturing method of the mortar used in this period. One part of this large painting (1136 mm × 491 mm) is shown in
Figure 2, in which traditional building techniques using lime mortars are depicted. On the far left, two people step on the mortars in a wooden frame, leaning against wooden sticks. Considering this manufacture by human feet, it can be inferred that the mortars were mixed using slaked lime rather than quicklime due to the sudden exothermic reaction of quicklime, which also means that the lime was prepared in a state that could be stored and transported. The person sitting next to the wooden frame rolls the manufactured mortars into clumps for delivery. After passing through several people, the mortar is passed to the plasterer, and it is plastered on the wall using tools similar to those used today.
By reviewing old literature on the selection and firing of limestone, it was found that stones with various colors, such as blue, green, black, yellow, and white, were used as raw materials for lime putty and mortar. The calcining temperature of limestone is difficult to estimate precisely, but people in the past recognized the importance of combustion for the production of better-quality limes. In the annals of the Joseon Dynasty, Munjong daewang sillok (written in 1455 and listed as a UNESCO Memory of the World in 1997), the manufacturing process of lime putty was documented as part of the history of 1451; that is, blue- or green-black stones buried in the ground were mined and burned in a kiln for three days, and then water was poured over them. In the Sejongshillokchiriji, written in 1454, it was also stated that blue- or green-black stones can be used as the raw material for lime putty. Decades later, in the annals of the Joseon Dynasty, Seongjong daewang sillok (written in 1499 and listed as a UNESCO Memory of the World in 1997), information about the areas with suitable limestone were recorded.
Documentation that lime and lime mortar are important materials for the construction of ramparts can also be found in old literature, e.g., in the annals of the Joseon Dynasty, Sukjong daewang sillok (written in 1728 and listed as a UNESCO Memory of the World in 1997). Moreover, in the book Bukhagui, written in 1778, Jega Bak stated that the strength of stacked stones cannot reach that of stacked bricks, and that 10,000 bricks can be pasted together to make one large stone. He also mentioned the importance of the firing process; limestone must be burned continuously for two and a half days to obtain quicklime, and the thermal power should be kept constant. Thus, in the past, it was empirically recognized that combustion (more specifically, firing temperature and time) is important for obtaining good-quality lime putty.
As mentioned, NHL is produced by calcining low-quality limestone with impurities. Based on a 2010 survey [
32], the limestone reserves in South Korea are estimated at about 22.4 billion tons, which can be considered abundant. However, most are buried in Paleozoic strata, not in Mesozoic strata, which is known to contain high-quality limestone without impurities [
32]. Therefore, the majority of limestone is low quality. Such limestone can also be identified by visual observation, because impurities such as iron and carbon make the stone darker [
33]. This is the reason why high-quality limestone is almost white. In addition, old books written during the Joseon Dynasty distinguished limestone by color, and it was stated that dark-colored limestone is suitable for the manufacture of lime mortars. This implies that limestone containing impurities was utilized in the past to manufacture binders for lime mortars.
3. Experiment
3.1. Preparation of Limestone, Quicklime, and Hydrated Lime
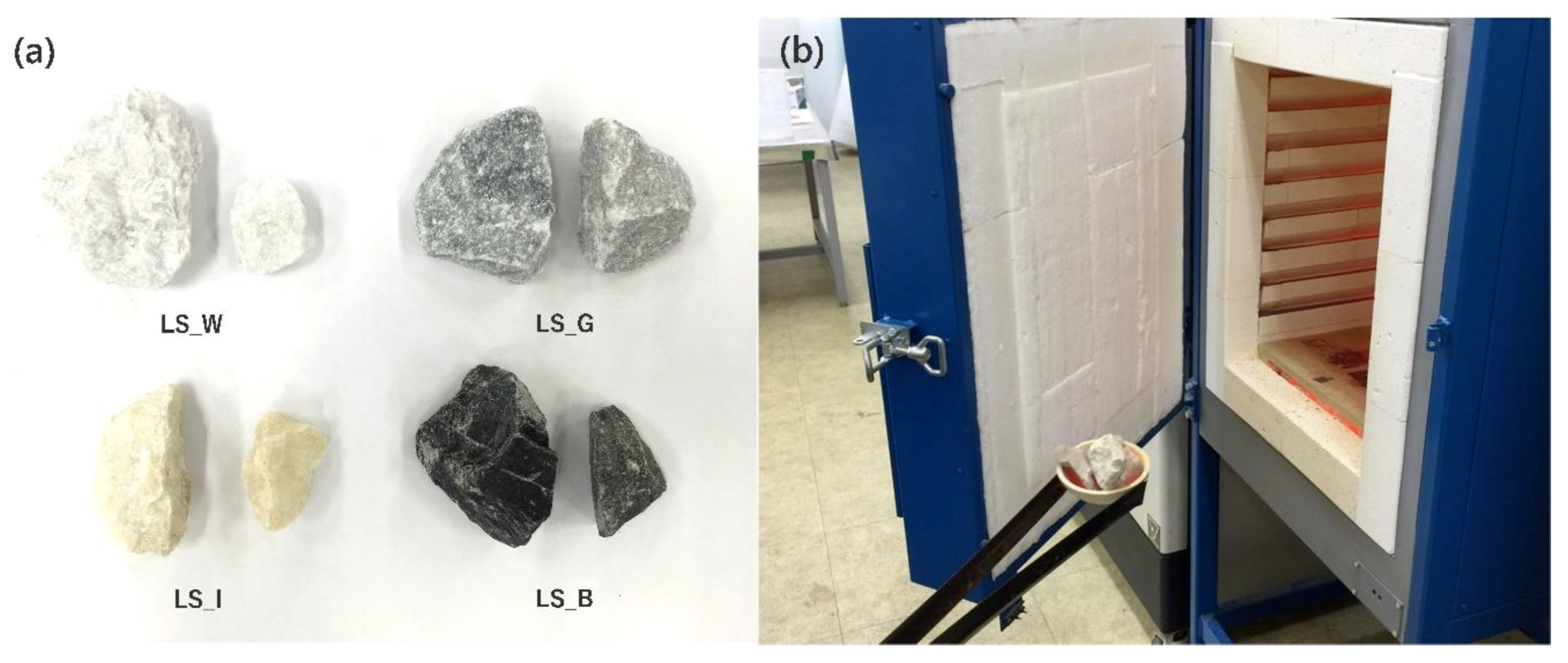
Based on the literature review summarized in Chapter 2, four limestones with different colors of white, blue-green, ivory, and green-black were prepared. These were mined in a quarry in Chungcheongbuk-do, South Korea, and then crushed to a size of about 150–200 mm. This area is one of the sites where limestone was mined during the Joseon Dynasty, where the largest traditional lime manufacturing facility in Korea was discovered in 2009. As shown in
Figure 3a, the four limestones prepared for the experiment were simply named LS_W for white, LS_G for blue-green, LS_I for ivory, and LS_B for green-black limestone.
To produce quicklime, the limestone was calcined for 48 h at 1200 °C using a programmable electric furnace with a heating rate of 10 °C/min. After the calcination, the quicklime was removed from the furnace when the inside temperature had dropped below about 500 °C, as shown in
Figure 3b. The calcined limestone, i.e., quicklime, was ground into powder and immediately afterwards, a chemical analysis was performed to prevent hydration of the calcium oxide (CaO) with moisture in the air. The calcining process of pure limestone and the slaking process of quicklime can be represented chemically by Equations (1) and (2), respectively [
1,
34]:
Hydrated or hydraulic lime was produced by slaking 1 g of quicklime powder with 5 g of deionized water for seven days. After this, the water contained in the lime slurry was removed by the solvent exchange technique to prepare dry powders to be used as samples for the XRD and TG analyses [
35]. According to this technique, the water was removed using a Büchner funnel, an aspirator pump, and a filter paper. The wet powder was placed in a conical tube containing about 50 mL of isopropanol, and after 10–15 min, the remaining water and solvent were removed from the powder. In the second removal process, diethyl ether was poured into the powder to remove the remaining isopropanol. Finally, the powder remaining on the filter paper was vacuum dried at 40 °C for 8–10 min.
3.2. Analysis Methods
3.2.1. XRF Analysis for Defining the Limestone’s Chemical Composition
An XRF analysis was performed to investigate the chemical compositions and impurities in limestones of various colors. The main purpose of this analysis was to quantitatively identify the contents of CaO as a major component, and impurities such as SiO2, Al2O3, Fe2O3, and MgO. The XRF samples of powdered limestone were prepared using fused beads methods, and they were analyzed using a wavelength dispersive XRF spectrometer (MXF-2400, Shimadzu, Kyoto, Japan). In addition, loss on ignition (LOI) of the powder samples was measured for an accurate estimation of the content.
3.2.2. XRD Analysis for Characterizing the Crystalline Phase
To obtain information about the crystalline phase of quicklime and hydrated (or hydraulic) lime, an XRD analysis was performed. The purpose of this analysis was to identify and compare the crystalline phases formed during the calcination of the limestone depending on the chemical composition, which was defined by the XRF analysis. Another aim was to find evidence of hydraulic properties, such as the formation of calcium silicate. Powder samples were flattened in circular grooved holders and placed in an X-ray diffractometer (SmartLab SE, Rigaku, Tokyo, Japan). Then, the analysis was performed using Cu·Kα
1 radiation (λ = 1.5406 Å) with fixed conditions, such as 40 kV voltage, 40 mA current, 0.02° (2Θ) step size, and 1°/min scanning speed [
33]. The X-ray patterns were collected within a scanning range of 5–70° (2Θ), and the crystalline phases were detected with software (SmartLab Studio II, Rigaku, Japan), the Inorganic Crystal Structure Database, and the Crystallography Open Database. In addition, Rietveld refinement was performed to obtain quantitative information on the main components, such as CaO and calcium silicates.
3.2.3. Isothermal Calorimetry
As understood from Equation (2), the hydration of quicklime is an exothermic reaction, and it can vary depending on impurities or CaO content. Isothermal conduction calorimetry was performed to investigate the effects of the chemical composition of quicklime on the hydration heat released during the slaking process. In a 20 mL glass ampoule, 1 g of quicklime and 5 g of deionized water were inserted and mixed gently for about 10 s. Within another 10 s, the ampoule was placed in a calorimeter (TAM Air 8-channel, TA Instruments, New Castle, DE, USA) that was set at an isothermal state of 20 °C, and the measurement of the exothermic reaction was immediately started [
36]. On the third day, the experiment was terminated after confirming that there was no exothermic reaction. The measurement results were expressed as the heat flow and cumulative heat released by 1 g of quicklime.
3.2.4. Quantitative Analysis of Hydrated or Hydraulic Lime Using TG analysis
After the slaking process, a TG analysis was performed to quantitatively compare components of hydrated or hydraulic lime. Among various analysis methods, this technique can easily and accurately quantitatively analyze materials containing certain components, such as Ca(OH)
2 and CaCO
3; therefore, it is one of the essential methods used for the chemical analysis of lime-based materials [
35]. In the case of quicklime, since it had already experienced a high temperature of 1200 °C, no meaningful results could be obtained with this method. However, the contents of the components formed during the slaking process of quicklime could be obtained. During this process, various chemical reactions, such as the hydration of quicklime (Equation (2)), the carbonation of hydrated lime (Equation (3)), and the hydration of dicalcium silicate (Ca
2SiO
4, simply C
2S) (Equation (4)), can occur [
37]:
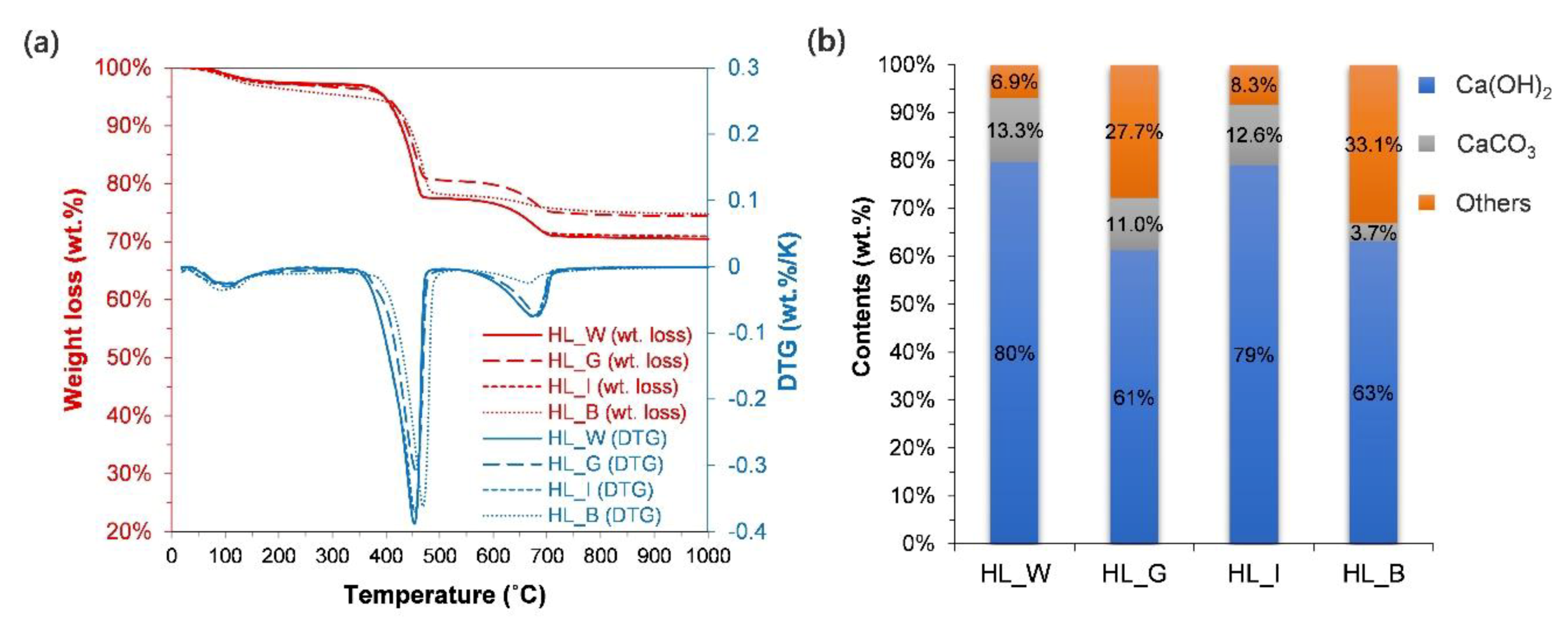
For the TG analysis, an alumina holder containing 20 ± 1 mg of the powdered sample was placed in an analyzer (SDT Q600, TA Instruments, New Castle, DE, USA) with an empty reference holder. After confirming the equilibrium of temperature and weight, the weight change of the powder by temperature increase was measured in a nitrogen environment (flow rate: 100 mL/min). The temperature range and heating rate were set at 20–1000 °C and 10 °C/min, respectively. After the measurements, sudden weight losses between 350 °C and 500 °C and between 550 °C and 800 °C were used to calculate the Ca(OH)
2 and CaCO
3 content, respectively. This was performed using the tangential method. With this method, the areas of the peaks formed in the differential thermogravimetry (DTG) curve were integrated, thereby allowing the Ca(OH)
2, CaCO
3, and other contents in the powder samples to be estimated [
38].
4. Experimental Results
4.1. Chemical Composition and Cementation Index of Limestone
The chemical compositions of the limestone with four different colors are shown in
Table 1. In terms of CaO content, white (LS_W) and ivory (LS_I) limestones were markedly high, as much as 55%. Since the weight ratios of the CaO and CO
2 in CaCO
3 were 56 and 44, respectively, the two limestones should contain at least 43% CO
2, meaning that almost all of the measured LOI came from the CO
2 contained in CaCO
3. Therefore, it was concluded that the two limestones are high quality, with purity of >98%.
Meanwhile, the CaO content of the blue-green (LS_G) and green-black (LS_B) limestone was 48.5% and 43.5%, respectively. When applying the ratio of 44/54, the CO
2 content was calculated as 38.1% and 34.1%, respectively. Thus, the CaCO
3 content of the two limestones was 86.6% and 77.6%, respectively, which means that they contain a large number of impurities. Indeed, the contents of SiO
2, Al
2O
3, Fe
2O
3, and MgO were significantly higher than those of LS_W and LS_I. In the case of LS_G and LS_B, the measured LOI (shown in
Table 1) was 3.3–4.5% higher than the calculated CO
2 content (34.1–38.1%), which may be due to the decomposed CO
2 from the dolomite and organic matter, as well as the CaCO
3. As already mentioned, organic matter can contribute to making the stones look gray or black.
One of the most widely used methods for evaluating the hydraulicity of limestone is the cementation index (CI), which was developed by Eckel [
39]. This index is calculated with Equation (5), where the content of each component is typically determined by the XRF analysis. According to the CI determined, the lime-based binders could be classified into five categories: pure (<0.15), subhydraulic (0.15–0.30), feebly hydraulic (0.3–0.5), moderately hydraulic (0.5–0.7), and eminently hydraulic (0.7–1.1) [
40]. This method is practically useful because only the chemical information of the raw material (i.e., the limestone) is needed to check the degree of hydraulicity of the binders.
The CI of the limestone used in this study is shown in
Table 1. The indexes of LS_W and LS_I range between 0.02 and 0.04, so they are undoubtedly pure limes. In the case of LS_G, since it contained some impurities, the CI was determined as 0.13, which is higher than the other two limestones. However, because the value is slightly lower than 0.15, the lower limit of the sub-hydraulic lime, LS_G, is also classified as pure lime. On the other hand, LS_B exhibited a remarkably high CI (i.e., 0.78), and thus the binder made of this limestone can be classified as eminently hydraulic lime. More conclusive evidence can be gathered through XRD analysis.
4.2. XRD Analysis of Quicklime and Evidence of Hydraulicity
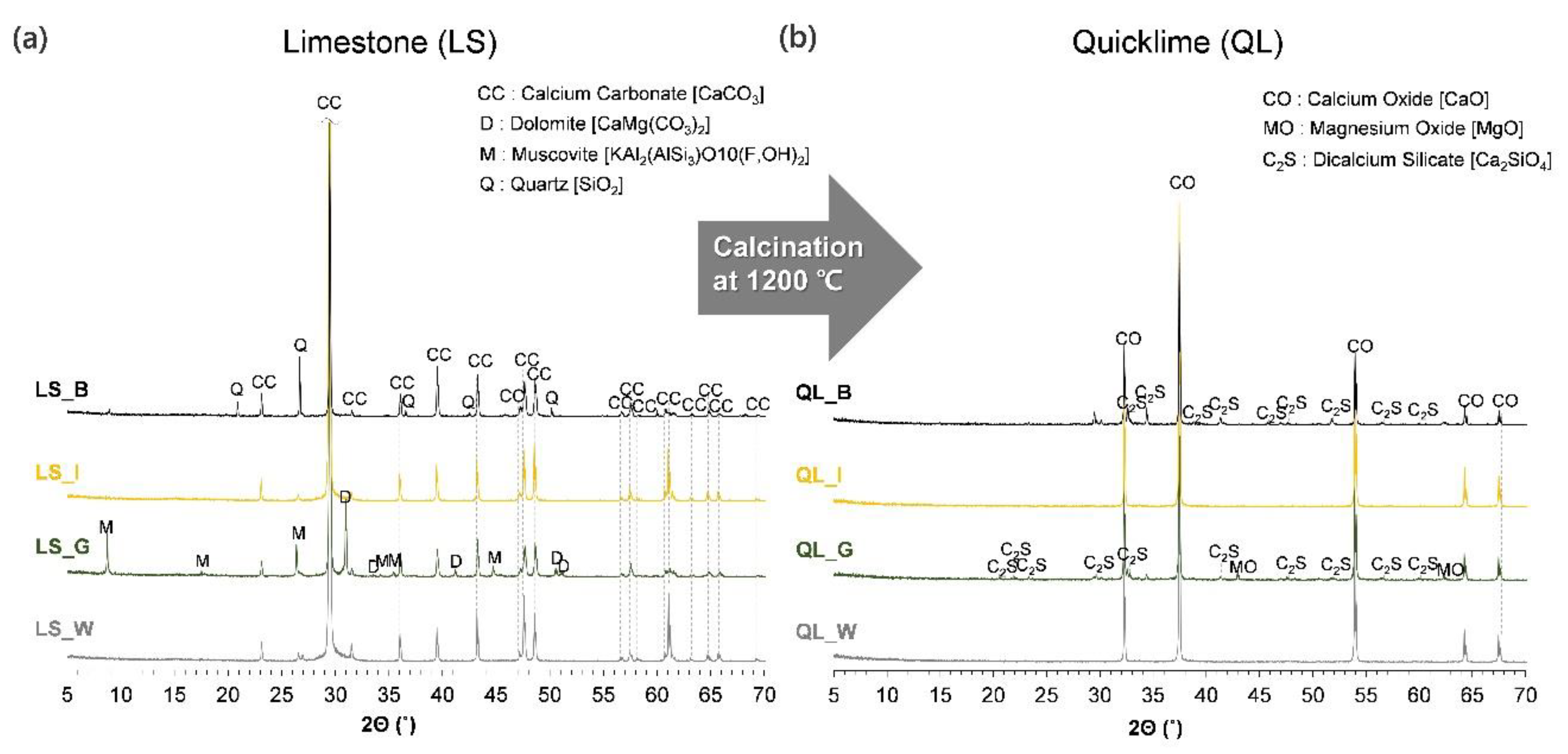
Information on the newly produced compounds during the calcination process can be obtained from
Figure 4, which shows the results of the XRD analysis. By comparing the crystalline phases of limestone and quicklime, it was confirmed that the constituents are completely changed at high temperatures. As shown in
Figure 4a, since LS_W and LS_I were composed entirely of CaCO
3 without impurities, no crystal phases other than CaO were detected in the quicklimes made of white and ivory limestone (QL_W and QL_I, respectively), as expected, and no notable amorphous humps were seen.
Meanwhile, LS_G contained dolomite and muscovite, and LS_B contained quartz. In particular, muscovite is one of the main minerals contained in clays [
41,
42]. In the presence of quartz or clay minerals, the calcination of CaCO
3 at a temperature between 800 and 1300 °C is known to enable the formation of C
2S [
43,
44], and this compound is responsible for the hydraulicity of NHL [
45]. Indeed, in the XRD patterns shown in
Figure 4b, the presence of C
2S in QL_G and QL_B was clearly identified. The detection of this phase is conclusive evidence of the hydraulic properties of the two limes [
46]. Furthermore, based on the quantitative XRD analysis results in
Table 2, it was confirmed that the C
2S contained in the quicklimes made of blue-green and green-black limestones (QL_G and QL_B, respectively) was 14.6% and 32.1%, respectively. Therefore, the XRD analysis in this study suggests the possibility of the use of hydraulic lime in Korea during the Joseon Dynasty.
4.3. Reactivity of Quicklime Containing Dicalcium Silicate
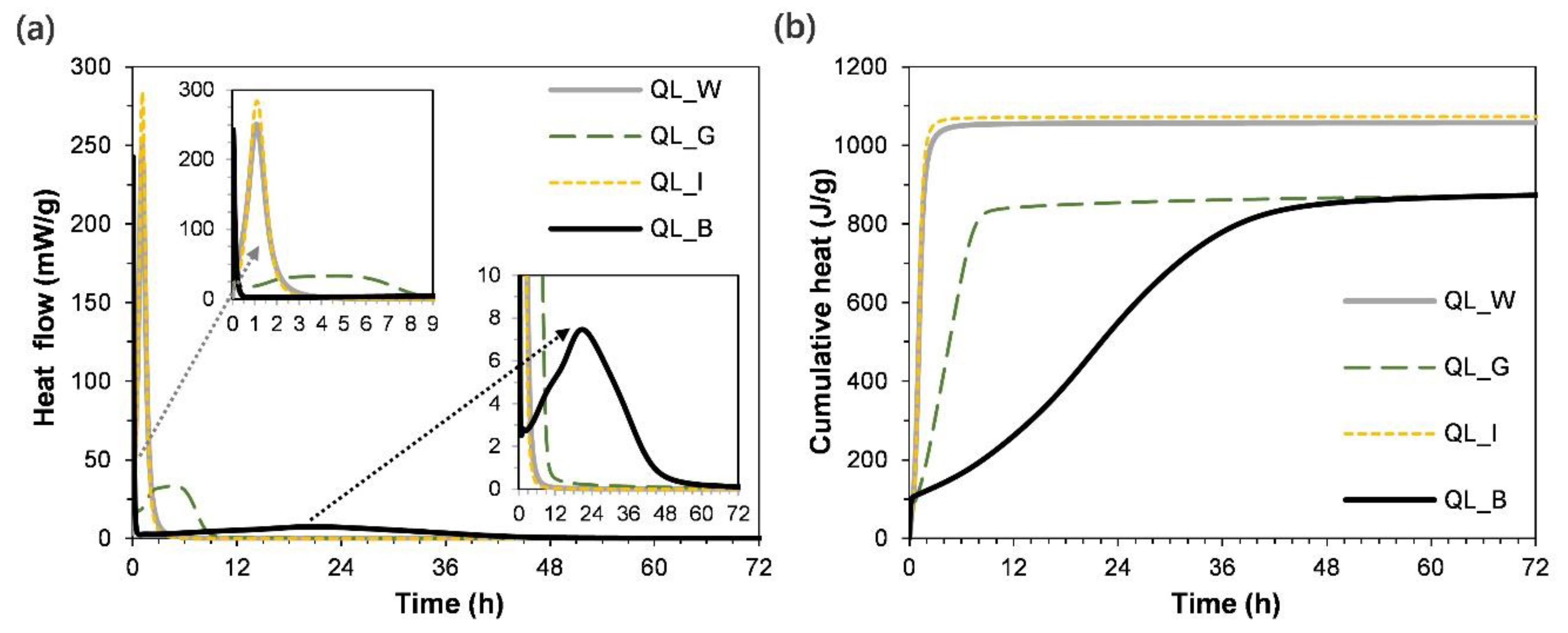
Figure 5 shows the heat released by 1 g of quicklime when reacting with water to turn into hydrated lime. In
Figure 5a, which shows the heat flow as a function of time, it is seen that the hydration of QL_W and QL_I proceeded very rapidly. They were almost entirely composed of CaO, as mentioned. Most of the reactions occurred for the first 4 h, producing significant calories of up to 250–280 mW/g. Therefore, the water reactivity of pure quicklime is quite high, especially compared to cement paste, which generally exhibits a maximum heat flow of <10 mW/g.
In the case of QL_G containing 80% CaO, the maximum heat flow reached 140 mW/g within a few minutes after mixing with water, but soon dropped to 17 mW/g; after that, the exothermic reaction continued for about 8 h, while the heat flow increased up to 33 mW/g. On the other hand, in the case of QP_B, with just 68% CaO, it exhibited a strong exotherm of 250 mW/g for the first few minutes after contact with water, but thereafter it fell sharply to 3 mW/g within 30 min. Again, the heat flow gradually increased, while forming a peak with a height of 7.5 mW/g at about 24 h. This is similar to the acceleration period found in the hydration heat evolution of ordinary Portland cement [
21,
47]. After the top of the peak was formed, the deceleration period was also formed, in which the heat flow gradually decreased between 24 and 48 h.
Based on the cumulative heat shown in
Figure 5b, the hydration of quicklime can be further explained. The exotherm of QL_W and QL_I converged at about 4 h, showing 1000–1050 J/g calories. On the other hand, the convergence was further delayed to 8 h and 48 h in QL_G and QL_B, respectively. This result is a good example of the characteristics of quicklime made of low-quality limestone, known as slow slaking [
39]. The cumulative heat of the two quicklimes was 850–1050 J/g, which is about 200 J/g lower than the quicklimes made of high-quality limestone. This can be explained by the low content of exothermic material (CaO) due to impurities. In addition, the presence of C
2S may have contributed to their slow exothermic reaction. The crystallization of CaO through the reaction with water is known to be possible not only around its particles but also within its pores [
48], but the compounds formed at a high temperature (i.e., C
2S) can reduce the reactivity of CaO by blocking the pores [
49]. Because it contains more of such compounds, the slaking speed of QL_B should be much slower than that of QL_G. Although C
2S also releases heat during the hydration reaction, the amount is negligible compared to that released by quicklime hydration.
4.4. XRD and TG Analyses of Hydrated and Hydraulic Limes
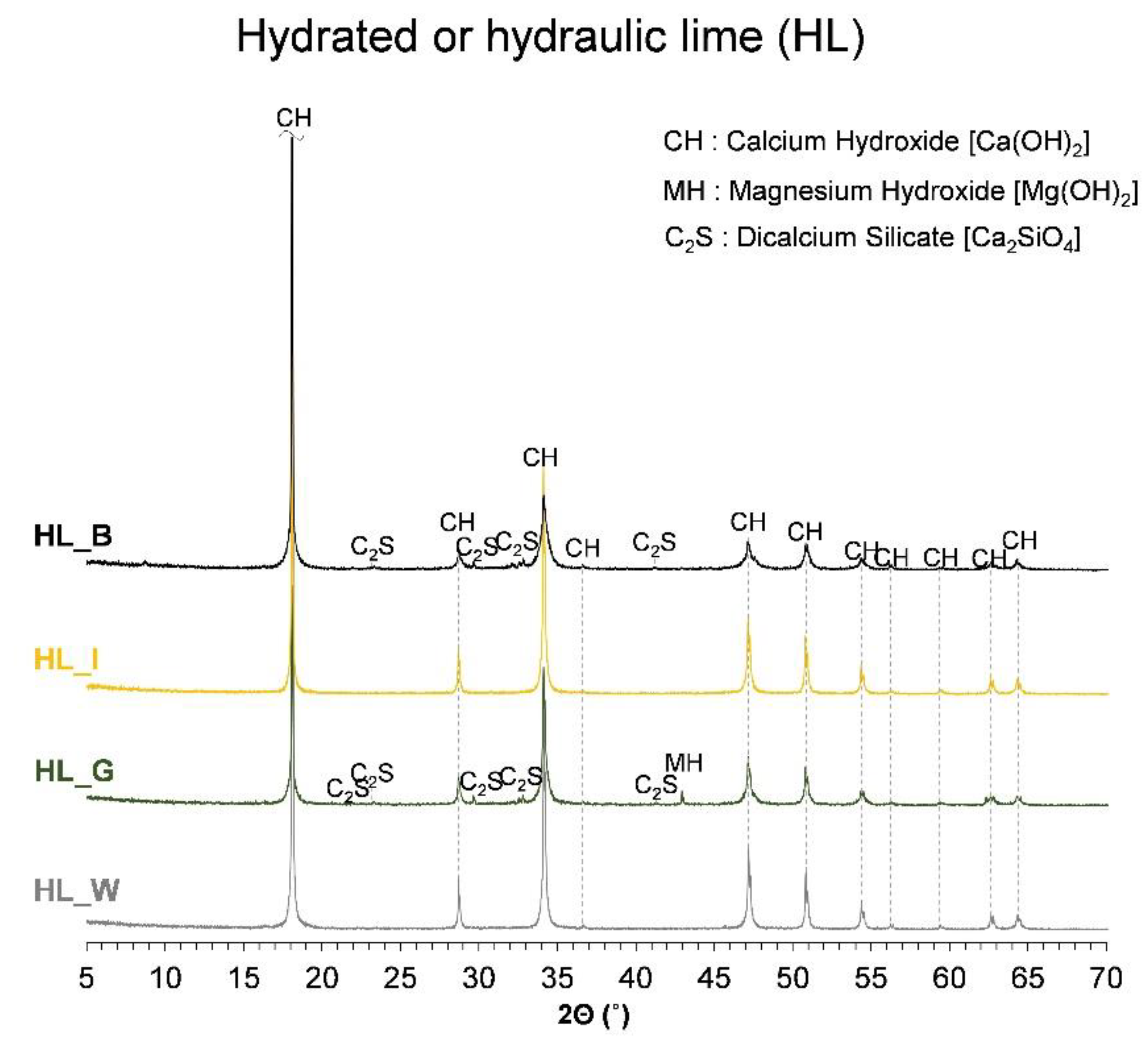
The XRD patterns of the slaked quicklime, i.e., the hydrated or hydraulic limes, are presented in
Figure 6. Since CaO was transformed to Ca(OH)
2, it was not detected. In addition, C
2S was still present in HL_G and HL_B because of its slow hydration (where HL means hydrated or hydraulic lime). The induction period of C
2S, called belite in cement chemistry, is known to be several days or weeks [
47].
The contents of the main components of the lime measured by the TG analysis are seen in
Figure 7.
Figure 7a shows the weight loss (red lines) and the DTG curves (blue lines) as a function of temperature, whereas
Figure 7b shows the weight ratio of Ca(OH)
2, CaCO
3, and the other components calculated using the tangential method.
HL_W and HL_I contained 79–80% Ca(OH)
2 and 12.6–13.3% CaCO
3. On the other hand, the Ca(OH)
2 and CaCO
3 contents of HL_G were 61% and 11%, respectively, which were lower than those of the two limes, especially in the Ca(OH)
2 content. In the case of HL_B, the Ca(OH)
2 and CaCO
3 content was measured as 63% and 3.7%, respectively. The Ca(OH)
2 content of HL_B was 2% higher than that of HL_G, as shown in
Figure 7b. This is because a high amount of Ca(OH)
2 can result in more precipitation of CaCO
3 under a given amount of CO
2. The carbonation reaction would have occurred because the CO
2 in the atmosphere dissolved in the deionized water during the slaking process.
Another notable result is that, unlike TG analysis, no CaCO
3 was detected in the XRD pattern (
Figure 6), even though the same samples were used. The reason for this difference between the two methods may be that the CaCO
3 particles precipitated were too small to be detected or the particles were composed of amorphous phases [
50]. Finally, when compared to the lime without impurities (HL_W and HL_I), HL_G and HL_B were significantly higher in content other than Ca(OH)
2 and CaCO
3, which again confirms the inclusion of components such as C
2S, which cannot be identified by TG analysis.
5. Discussion and Conclusions
The sustainable preservation of architectural heritage is particularly important because it is not just for use and residence, it is also an asset of humankind to be passed down intact to the next generation. In reality, this heritage is deteriorated by various environmental factors and even people. In a situation like that in South Korea, where knowledge about traditional building materials and techniques has been almost forgotten due to rapid industrialization and social change, the preservation of historical buildings based on unfounded customs and a lack of scientific knowledge can seriously deteriorate the historical buildings’ structural safety and durability. Since much of Korea’s architectural heritage has been recently listed as UNESCO World Heritage Sites, a proper understanding of the raw materials and materials for repairing them has become more important than ever before.
Furthermore, it is also important to understand the concept of preventive conservation. Especially, this study emphasized the importance of selecting suitable repair materials, since it is a strategy for the preventive conservation of historic masonry structures. The repair and restoration of heritage masonry structures which depends only on two extremely different materials, Portland cement and non-hydraulic lime, has created many problems. However, the use of suitable materials, such as NHL, can significantly reduce the dependence on cement, which in turn contributes to preventive and sustainable conservation of architectural heritage.
NHL has been widely used in historic buildings all over the world, and its suitability has been demonstrated in many studies and in practice. Important information, such as the characteristics of the raw materials, manufacturing processes, chemical composition, and mechanical properties, is well established in the standard, such as UNI EN 459-1 [
51], so that reliable information and experience can be shared. In Korea, it is necessary to focus on research on the material properties as well as the improvement and application of NHL-based materials, but there has been a lack of justification and understanding for its use. In an effort to overcome this, historical and experimental evidence was collected in this study, while emphasizing the importance of the hydraulic properties of lime-based materials. Consequently, three important pieces of evidence for the possibility of manufacturing hydraulic lime were found:
Literature written in the 15th century stated that dark (including blue- or green-black) stones were burned to make lime putty or mortar;
Low-quality limestone containing impurities was commonly mined in Korea;
The CI of green-black limestone mined in Chungcheongbuk-do, which was one of the mining sites during the Joseon Dynasty, was significantly high, as much as 0.78. On the basis of this value, the production of eminently hydraulic lime can be expected, and indeed the manufactured lime contained a significantly high amount of C2S.
Based on the above facts only, it is still early to assert the use of hydraulic lime in Korea. However, this possibility can be suggested due to the current study being in early stages. This suggestion also raises the need for continuing research to find additional evidence. Apart from this, the calorimeter experiment performed in this study quantitatively showed the decreases in the rate of hydration and the total calories released during lime slaking, because of the impurities contained. The link between this finding and chemical composition analysis can help to clearly understand the characteristics of hydration or exothermic reaction of the limes with or without hydraulic properties.
In early 1900, Eckel, who systematically investigated limestone in the United States, noted that limestone containing more than 5% impurities generally has dark colors, and it has hydraulic properties when burned [
39]. Although the calcining temperature of limestone during the Joseon Dynasty is difficult to know exactly, it is likely that hydraulic lime was used during this period, considering a wide range of temperatures (800–1300 °C) that enabled the formation of C
2S [
43]. Through the findings of this study, the importance of hydraulic lime can be emphasized, and a good justification for carrying out relevant studies is provided. This research can help to select suitable materials and methods for repair and restoration, and as a result will contribute to the sustainable preservation and preventive conservation of Korea’s architectural heritage.










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}