1. Introduction
Biomass residues can contribute between 100 to 400 EJ/y to global energy supply [
1]. Wood and agricultural residues, animal litter, food processing waste—such as rice husks and sewage sludge—are some types of biomass that could be upgraded and used as alternative solid biofuels. Lignocellulosic residues such as wood trimmings, straws from agriculture or even fruit kernels and nut shells could be upgraded from their solid form, which are difficult to handle, to an added value as solid biofuel of optimized properties. Waste from rice processing industries is not yet used to their full potential [
1].
The above second generation feedstock for bioenergy production do not compete with the food industry, unlike the first generation feedstocks do. It is impressive that the worldwide agricultural waste generation is estimated at approximately 6.5 million t/y, while Europe is only responsible for 660,000 t/y of agricultural wastes [
2]. Such residues can be converted efficiently into gaseous fuels (producer gas-syngas of medium to high heating value), through advanced thermal processes, such as gasification [
3]. Gasification is a low CO
2 emitting technology for converting variable biomass feedstocks of low moisture contents (<50 wt %), high carbon, and a carbon to nitrogen ratio of C/N > 30, to an easier to handle gas fuel of a medium to high heating value [
1].
The emerging concept of circular economy has been gaining a lot of attention, as the EU is focusing on a higher level of sustainability of engineering solutions related to waste management [
4]. Adding value to agricultural waste via gasification and cogeneration of energy is vital for the development of circular economy concepts, especially for supporting developing countries and their emerging economies. Closing the loop of the previously linear energy generation processes while combining with waste management can help in facing waste and energy challenges in a resilient, sustainable and closing materials and energy loops society.
Circular economy presents an alternative model of production and consumption of waste and energy. It is a new development strategy which enables the ‘decoupling’ of resources used from the economic growth. It is recommended as an approach promoting sustainable development [
5]. The traditional model of linear economies, which are based on using and discarding wastes and by-products, is not viable anymore. Circular economy provides a different flow model, where no resources are wasted; in contrary, they are considered as feedstocks [
6]. Industrial symbiosis (IS) is a self-organizing business strategy among companies willing to cooperate to improve their economic and environmental performance by decreasing costs of their waste management, which the legislation’s frameworks impose [
7].
Shifting traditional economies to a circular economy requires a realization of eco-innovations and sustainable engineering solutions. Via engineering, solutions aiming to close the loops of materials, energy cycles, and waste-to-value processes, can be supported. The transition to circular economy, however, requires many changes in the production, consumption, behavior and legislations, and in lifestyles [
8].
Agricultural and agro-industrial wastes are organic substances which are discarded during processing of raw agricultural products, such as crops (straws, stalks), fruits (fruit stones and tree cuttings) and vegetables (dead leaves) [
9]. Such wastes still have a high organic content [
10]. They can be found in abundant quantities and their proper utilization can contribute greatly to achieving the targets of sustainability of the energy transition [
11].
In the last few years, due to the increased production of agrifood products, the agro-industrial wastes consist of a major wasted matter [
11,
12]. Randomly abandoning large amounts of them in fields can result in soil and water contamination [
12], increased emissions of methane as a result of their natural decompositions, and production of rainwater leachates.
Agricultural and agro-industrial wastes can be effectively used as alternative energy sources, usually after appropriate pretreatments [
13] to make them or problematic solid fuels when valorized towards energy production. Using wastes from agriculture for energy generation to satisfy local energy needs help in protecting the environment, while providing a solution for the energy crisis peaks in energy demand of rural areas and resilience of rural areas of countries under development, which are heavily relying on agriculture.
Thermochemical treatments (pyrolysis and gasification) with low carbon footprint, are potential ways to improve resource efficiency, by reducing waste generation, reusing and recycling for waste-to-energy and/or waste-to-fuels production. While there have been considerable improvements in waste management, countries still ‘waste’ a significant amount of their wastes. In the EU, only 36% of 2 × 10
9 t/year of wastes are recycled, with the rest being landfilled or burned, which is far from the estimated 600 × 10
6 t/year of wastes that could be recycled or reused within the EU [
14].
The objective of this work is to explore the feasibility of gasification-based options for the efficient utilization of rice husks produced by rice processing units, within circular economy approaches, providing effective waste management business solutions for the region, along with recommendations for an appropriate pretreatment of the rice husk residue (Si-rich ash) for an efficient operation of the gasifier. The aim is not to bring technical innovation beyond the state of the art but to use a technology that proved its innovation. This is the SMARt-CHP technology, a prototype gasification-based system designed and developed at the Aristotle University, Greece, funded by a LIFE+ project, which is the system this study is based on. The experimental proof of concept of rice husks gasification, performed in a laboratory experimental reactor brings new data about rice husk gasification product’s yields, which are used to assess techno-economically assess two proposed scenarios: one scenario that represents a collaborative industrial symbiosis solution for the management of all produced in the area rice wastes from the operation of five rice processing units, compared with a second scenario that delivers a more classical solution in waste management, serving to one only customer, which in this case is one rice processing SME. Finally, the study aims to provide some recommendations for a technically viable rice waste fluidized bed based-gasification system coupled with an internal combustion engines (ICE) for combined Heat and Power (CHP) generation. The insights of the study can support rice processing business in circular processes implementation at micro level to spread new forms of product design, by moving from one-off resource synergies to a systematic application of resource synergies, to increase resource productivity and competitiveness.
1.1. Agricultural Waste Management Systems
Effective management of agricultural waste (AWMS) has become a pressing issue for policy makers [
9]. An AWMS is a planned management system consisting of six functions: production, collection, transfer, storage, treatment, and utilization of waste. All previous components are necessary in a manner that any management practice sustains or enhances the quality of air, water, soil and energy sources [
15]. These functions can be combined, or rearranged when needed [
9], in order to achieve sustainability in agricultural practices.
Treatment is used to describe all functions that reduce the toxic potential of the waste, while increasing its beneficial use [
15]. This can be achieved by following the‘3R Approach’ (reduce, reuse and recycle). Higher efficiency is guaranteed when applying the 3Rs in a hierarchical order [
9].
The main utilization practices of agricultural/agro-industrial waste are:
Fertilizer production: Agricultural waste can be used very effectively as fertilizers aiming at increasing the organic content of the soil, improving soil structure and reducing the application of conventional chemical-based fertilizers [
12].
Anaerobic co-digestion: A very effective agro-waste exploitation method of optimizing biomethanization of several organic waste [
2].
Pyrolysis: Agricultural waste can be converted to bio-oil, char and low heating value gas [
8].
Gasification: Agricultural waste can be converted to syngas, a high heating value gas that can be used as fuel is many applications [
16].
Animal feed: Crop residues are characterized by a high fiber content, are low in protein, starch and fat, and can therefore be used as animal feed [
9].
Adsorption: Because of their loose surface, porous, mechanical strength and chemical stability, agricultural waste is a natural source of an economic adsorbent material [
10].
Construction materials: Agricultural waste can be used in the production of several construction materials, especially concrete [
17].
1.2. Thermochemical Treatment: Gasification-Based for Energy Production
Subject of the gasification experimentation of the present study is rice husks, a waste produced from rice cultivation, first domesticated nearly 8500–13,500 years ago in China. Following corn, rice is the second most cultivated crop worldwide [
18].
Rice husks, deriving from rice production industries, can be further exploited under mainly four routes: (a) upgraded and used as energy carrier for CHP generation and fuels production, (b) in agriculture (fertilizer additives), (c) as feedstock for non-energy uses, in chemical industries (substrate for zeolites) and (d) as additives in construction materials [
18] for the building sector. The presence of minerals makes it an attractive feedstock for zeolites production, ceramics and concrete [
19].
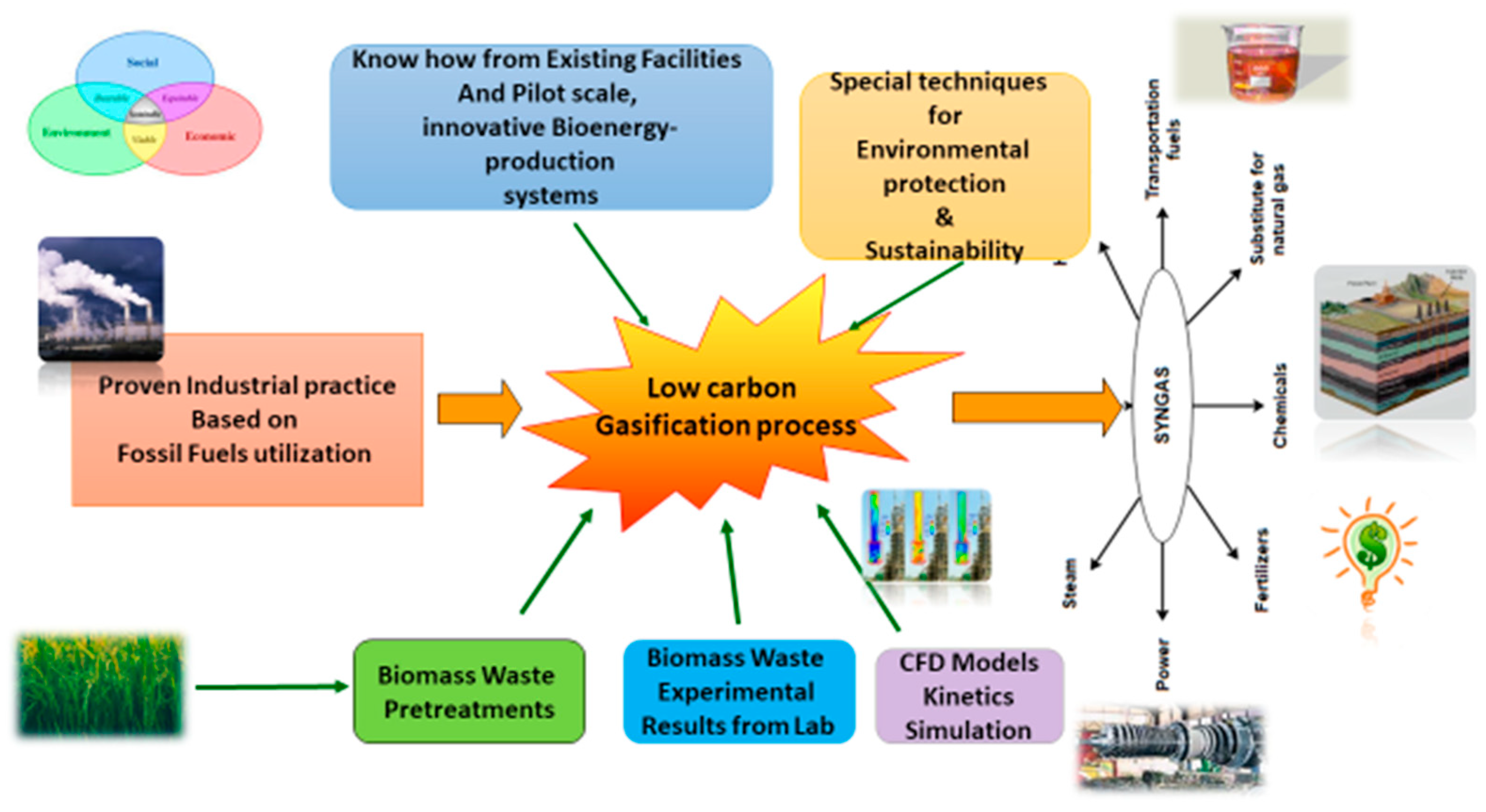
Gasification is a thermochemical process which converts organic matter, either biomass originated, or fossil-fuel based carbonaceous materials, into fuel. This is realized by thermochemically decomposing them in a gasification agent, which can be air, oxygen or steam [
20]—depending on the end-product downstream use. The main product of gasification is the producer gas, a mixture of carbon monoxide and dioxide, hydrogen, methane, ethane, propane and other hydrocarbons. Producer gas contains a high proportion of H
2 and CO (syngas), which can be either directly used to generate power, or refined and used as the feedstock for synthetic fuels [
21]. The syngas’s major exploitation options are presented in
Figure 1.
Existing technologies for the exploitation of the energy content of gaseous fuels are the internal combustion engines (ICEs), gas turbines (GT) while some are in the development stage (fuel cells). Such technologies can offer a wide range of power efficiencies, depending on the quality of the producer gas, that also depends on the conversion process and nature of the solid fuel.
Fluidized bed (FB) pyrolysis and gasification technologies are the prevailing ones, due to various advantages, such as good heat and mass transfer rates, homogeneous temperature profiles, and efficient conversion of fuel [
22]. Due to high minerals content—especially silica—appropriate pretreatment of rice residues is needed. It requires removal of ash when this waste is to be processed in fluidized bed system for energy generation to avoid de-fluidization of the reactor.
When it comes to utilization of lignocellulosic biomass residues in FB gasification, in order to align well with the EU policies related to climate change, resource efficiency, environmental protection, and biomass residues need to be upgraded in terms of both energy and material content closed loops [
13].
2. Materials and Methods
The production of rice is estimated approximately to 750,000,000 t/y worldwide [
23], while the production of rice husks, which is the waste from rice processing industries, is estimated to 180,000,000 t/y. Most of the rice production takes place in Asia [
24], but rice cultivation is also practiced in other countries all around the globe. In Greece, the production of rice reaches 240,000 t/y, the majority of which is produced in Norther Greece, while nearly 20,000 t/y are imported and processed.
2.1. Rice Husks Physicochemical Characteristics
The rice husk accounts for approximately 25 wt % of the total paddy weight (whole grain). As herbaceous waste has a very low bulk density (100 kg/m
3) it needs a considerable storage volume [
25]. It has a high content of minerals (ash), mainly silica (SiO
2) [
19], which can be transformed into crystalline when heated at high temperature, creating severe problems in Fluidized Bed Gasification (FBG) based energy generation systems.
The ultimate and proximate analysis of rice husk waste is depicted in
Table 1.
Rice husk has a low inherent moisture content (<10 wt %) and a ratio C/N > 150, making it appropriate for thermochemical processing, such as gasification. However, the ash content, and especially silica, is very high compared to other herbaceous biomass wastes [
26]. Samples of the Greek rice type ’Agrino’, produced from the homonymous company, which is the largest rice producer in Greece, were analyzed. Their minerals content is depicted in
Table 2. The higher heating value of the rice husk waste used in this study was calculated from higher heating value estimation equation (Equation (1)) shown below [
27]:
2.2. Experimental Study
For the present study, the effect of gasification temperature on locally sourced rice husk waste, from rice processing industries located in Northern Greece, was studied. A mixture of oxygen and nitrogen, as the gasification agent (90 v/v% N2, 10 v/v% O2) was used, at conditions deemed suitable for herbaceous biomass waste gasification.
Important design parameter for the gasification experiments is the ER, which is defined as the ratio of the actual amount of oxidizing agent provided for oxidation to the theoretical amount needed for the biomass complete combustion.
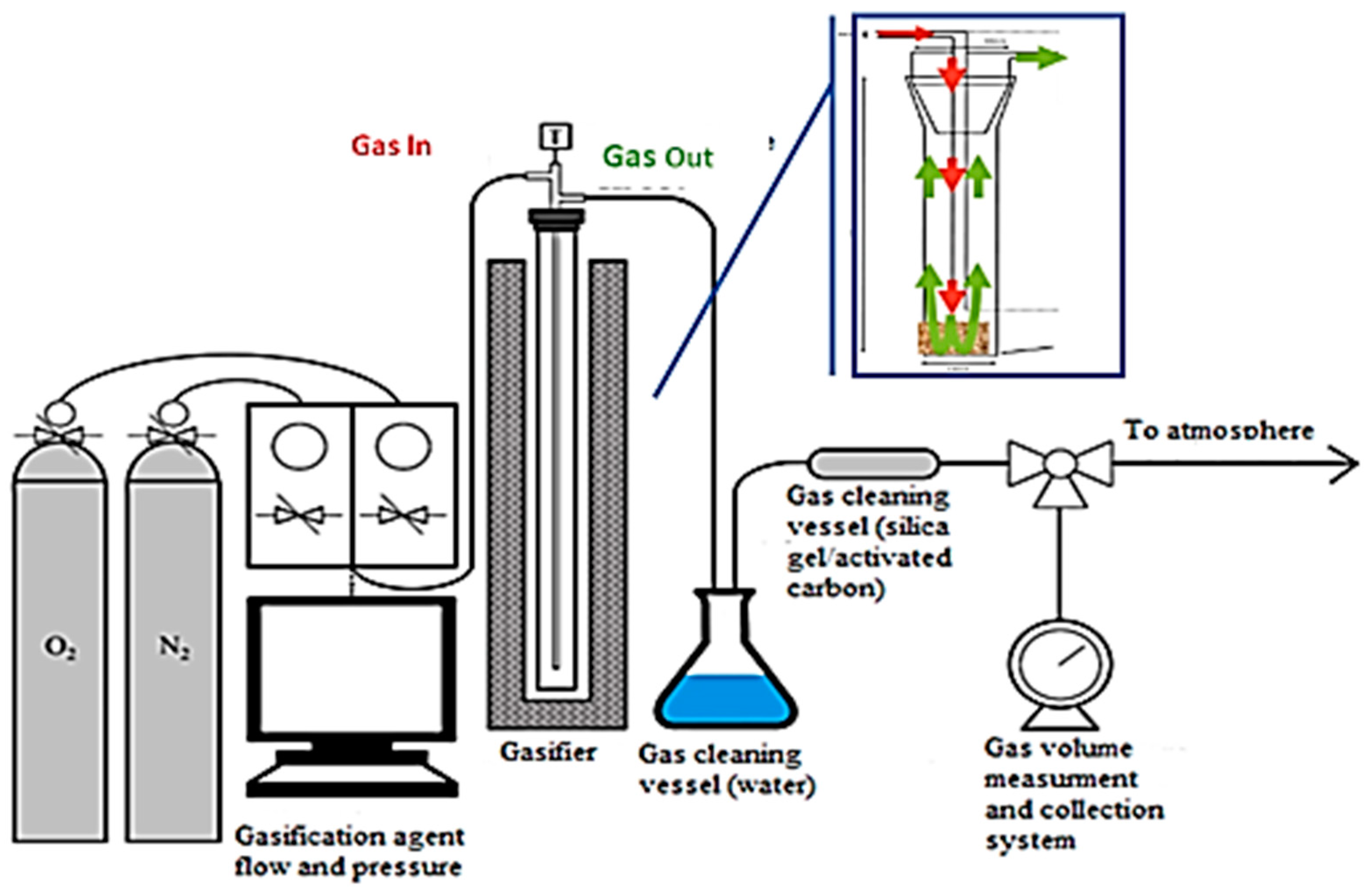
Experiments were conducted with samples of 5 g of rice husks, over a temperature range of 700 to 900 °C, with an under-stoichiometric oxygen amount (10/90 O2/N2), a value experimentally found to be suitable for low temperature gasification, in order to reach a suitable gas quality.
A laboratory scale gasifier was used for performing the gasification experiments in order to investigate the yields of producer gas and solid by-products. The experimental rig is depicted in
Figure 2.
More details of the experimental rig configuration and analysis of the produced gas can be found in previous published works of the authors [
28,
29].
3. Results—Proof of Concept
The gasification experiments were conducted at the temperature range of 700 to 900 °C, with under-stoichiometric conditions of oxygen supply (10/90 O2/N2). The effect of temperature on the gasification producer gas quality, yield, and energy efficiency were studied.
To achieve the stability of the reactor’s operation in real scale systems, different feeding rates (carbonaceous waste/gasification medium) were applied thought adjusting the ER ratio. Heavy volatiles (tar) release were calculated as mass balance closure (on top of the light volatiles release measured by a water displacement unit). The gas LHV was calculated and the capability of gas composition detection with our GC system, which however could not detect all minor species, i.e., C3HX etc., which add to the LHV of the gas.
3.1. Effect of Temperature on Rice Husks Producer Gas Quality
The effect of gasification temperature on the composition of the producer gas derived from rice husk gasification is depicted in
Figure 3.
As
Figure 3 depicts, CO
2 concentration follows a downward trend increasing the gasification temperature, while CO increases (34
v/
v% at 900 °C), indicating the promotion of gasification reactions. Hydrogen (H
2) shows a slight increasing trend, with a maximum concentration achieved, of 16
v/
v%, at 900 °C. Maximum methane (CH
4) concentration is achieved at 800 °C, while ethane and ethylene light hydrocarbons (C
2H
X) were detected in particularly low concentrations in the gaseous stream.
The following reactions (simplified model) can help in explaining the syngas concentration trends, as depicted in
Figure 3.
Methane reforming reactions:
The decrease in CO2 concentration could be attributed to the Boudouard reaction, which takes place at a higher temperature range compared to the Water Gas Shift reaction. Therefore, CO production and CO2 consumption are favored. Moreover, methane reforming reactions affect the CH4 concentration, which is reduced at higher gasification temperature.
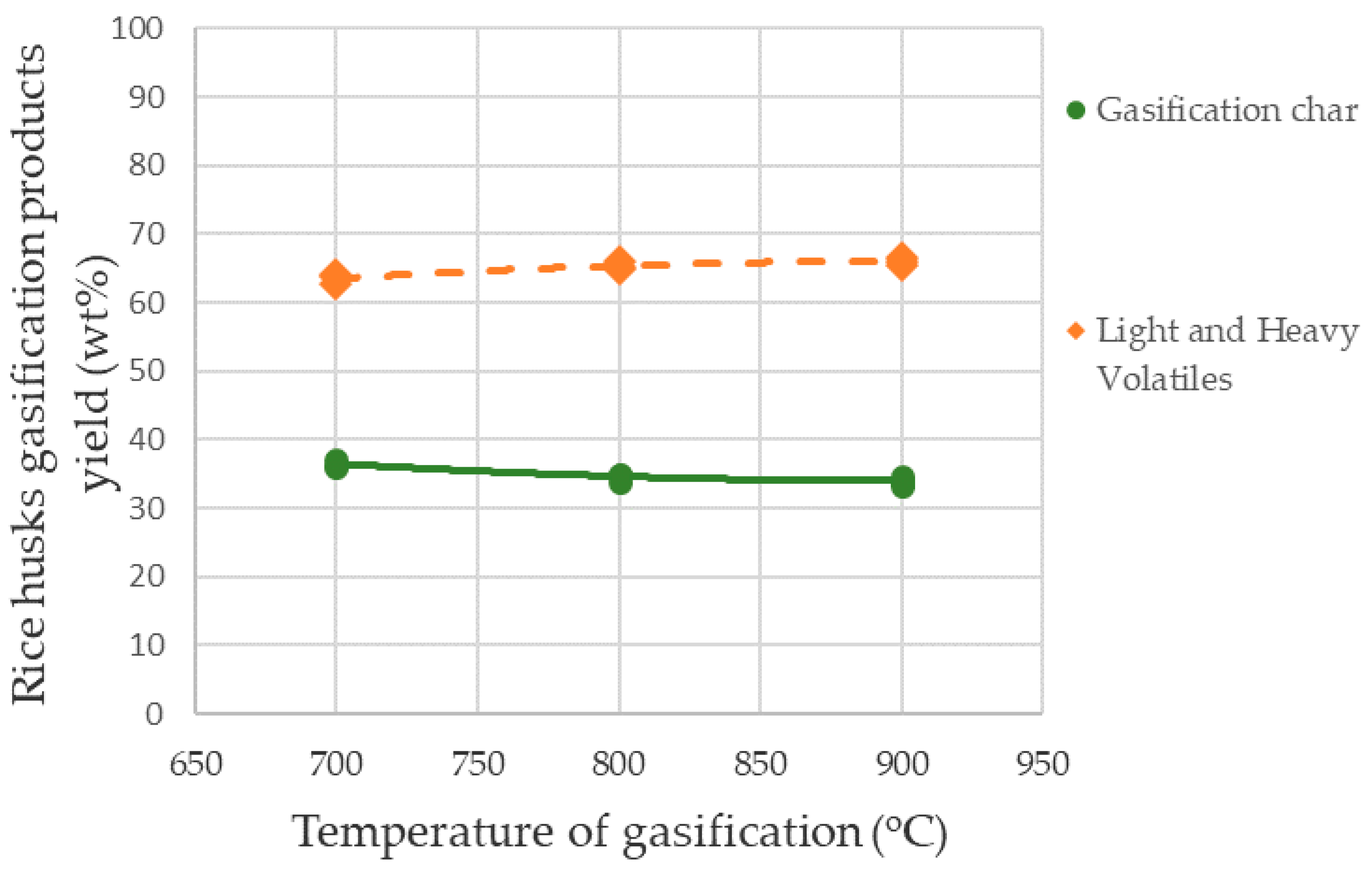
The increase of the gasification temperature had a slight decreasing effect on the rice husk char yield (wt %), and in the yield of the light and heavy volatiles mixture (gaseous), (wt %) (
Figure 4).
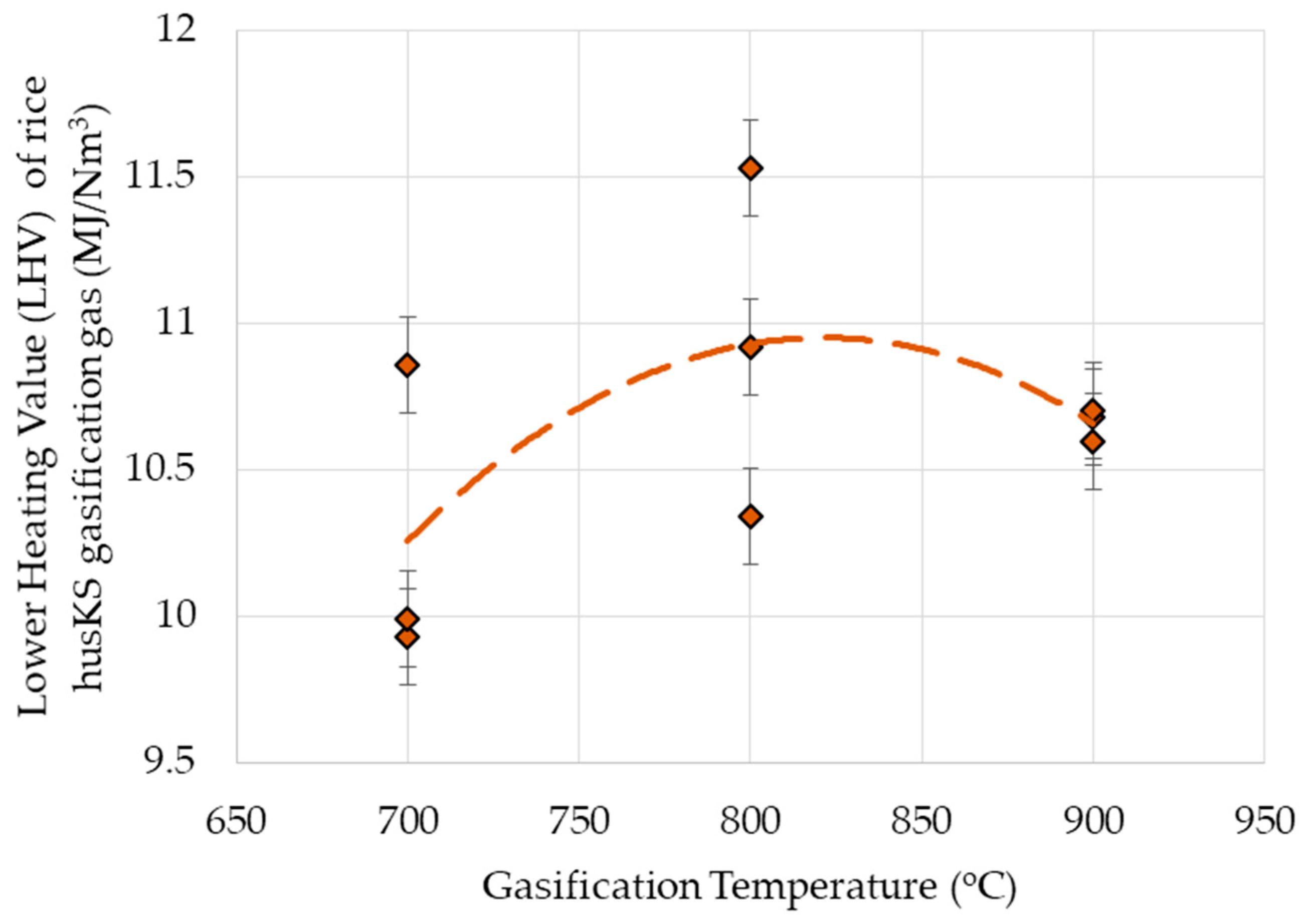
The effect of gasification temperature on the LHV of the producer gas from rice husk is depicted in
Figure 5. It is maximized at 800 °C (10.9 MJ/Nm
3).
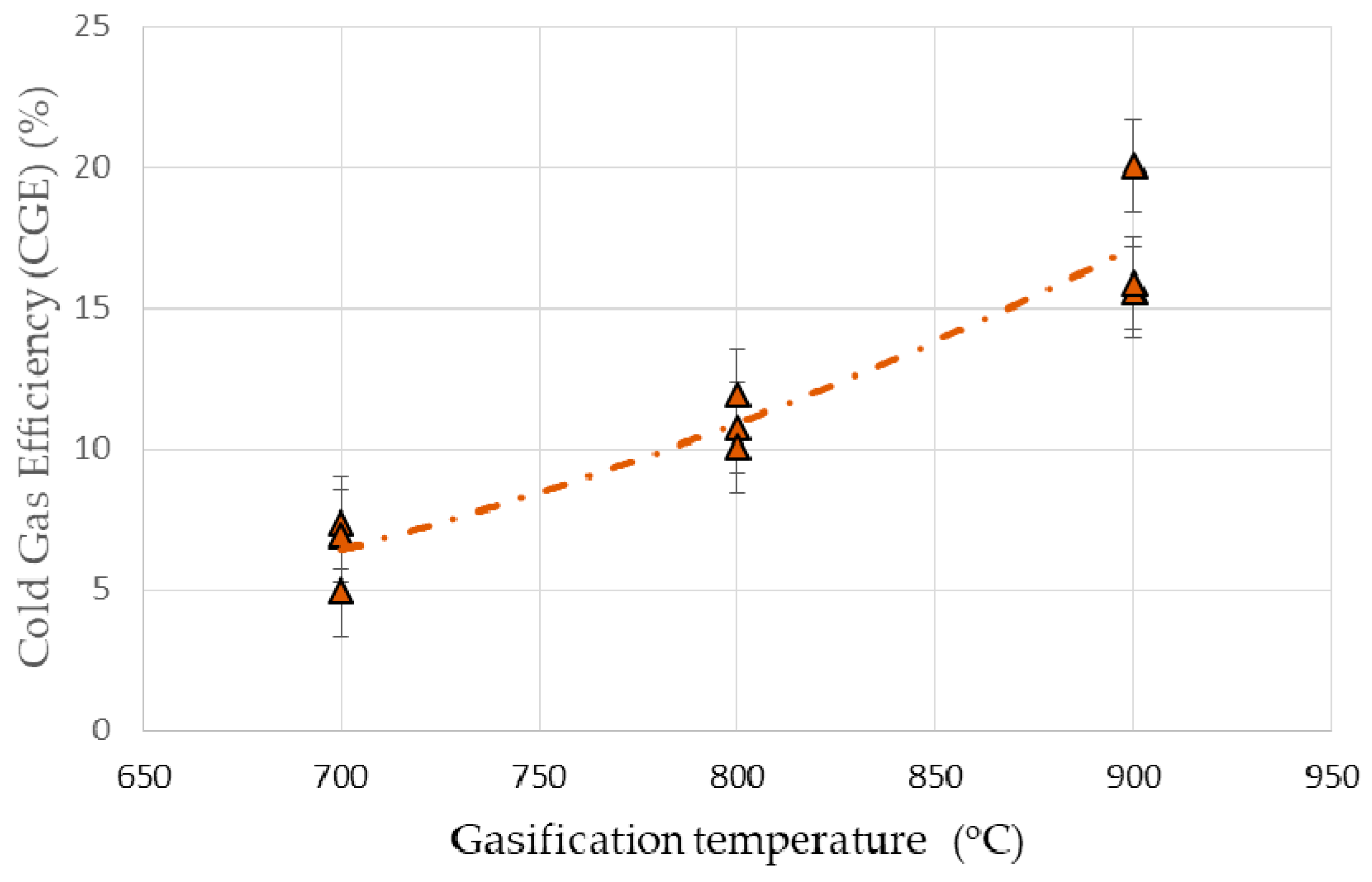
3.2. Cold Gas Efficiency (CGE) and Carbon Conversion Efficiency (CCE)
In order to assess the gasification efficiency for energy production, cold gas efficiency (CGE) and carbon conversion efficiency (CCE) were calculated. CCE indicates the percentage of the energy content of the rice husk waste, which inherited to the producer gas and can be calculated from the following equation (Equation (2)) [
29]:
where
LHVgas is the producer gas’s lower heating value;
Vgas is the produced gas volume;
LHVb is the lower heating value of the rice husks; and
Fb is the rice husk feed.
The CGE of the rice husks calculated at 900 °C, is 17%, (
Figure 6). It was evident that there was a positive effect of temperature by increasing the CGE.
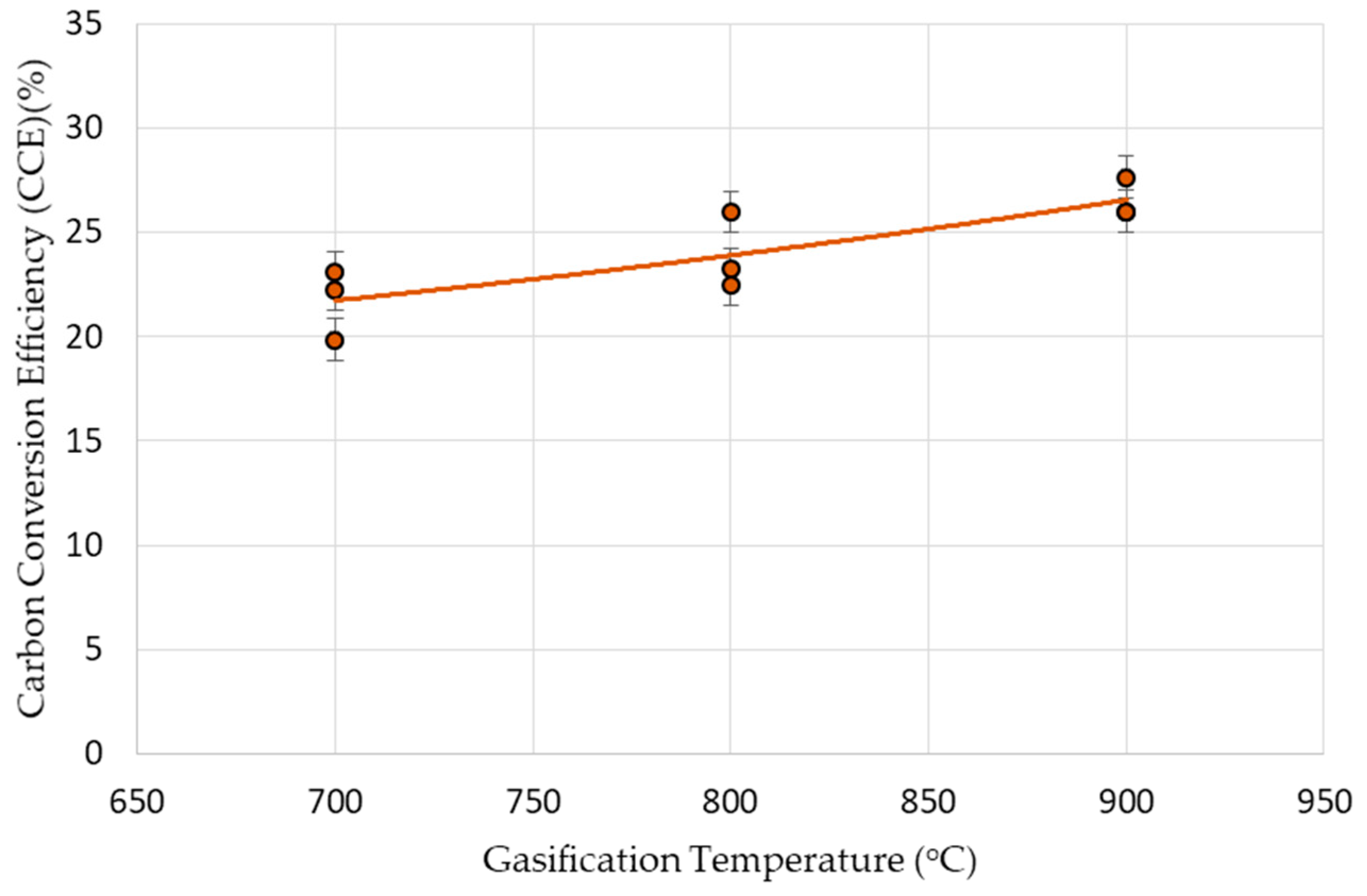
Carbon conversion efficiency (CCE) expresses how much of the inherent carbon from the biomass waste migrates to the produced gas. The equation used for calculating the CCE is shown below (Equation (3)) [
29]:
where
Vgas is the produced gas volume;
CO% is the volume percentages of gaseous species in the producer gas; and
Cb the wt % of carbon in the rice husk feed.
The maximum of CCE (27%) was obtained at 900 °C. The effect of temperature on CCE is depicted in
Figure 7.
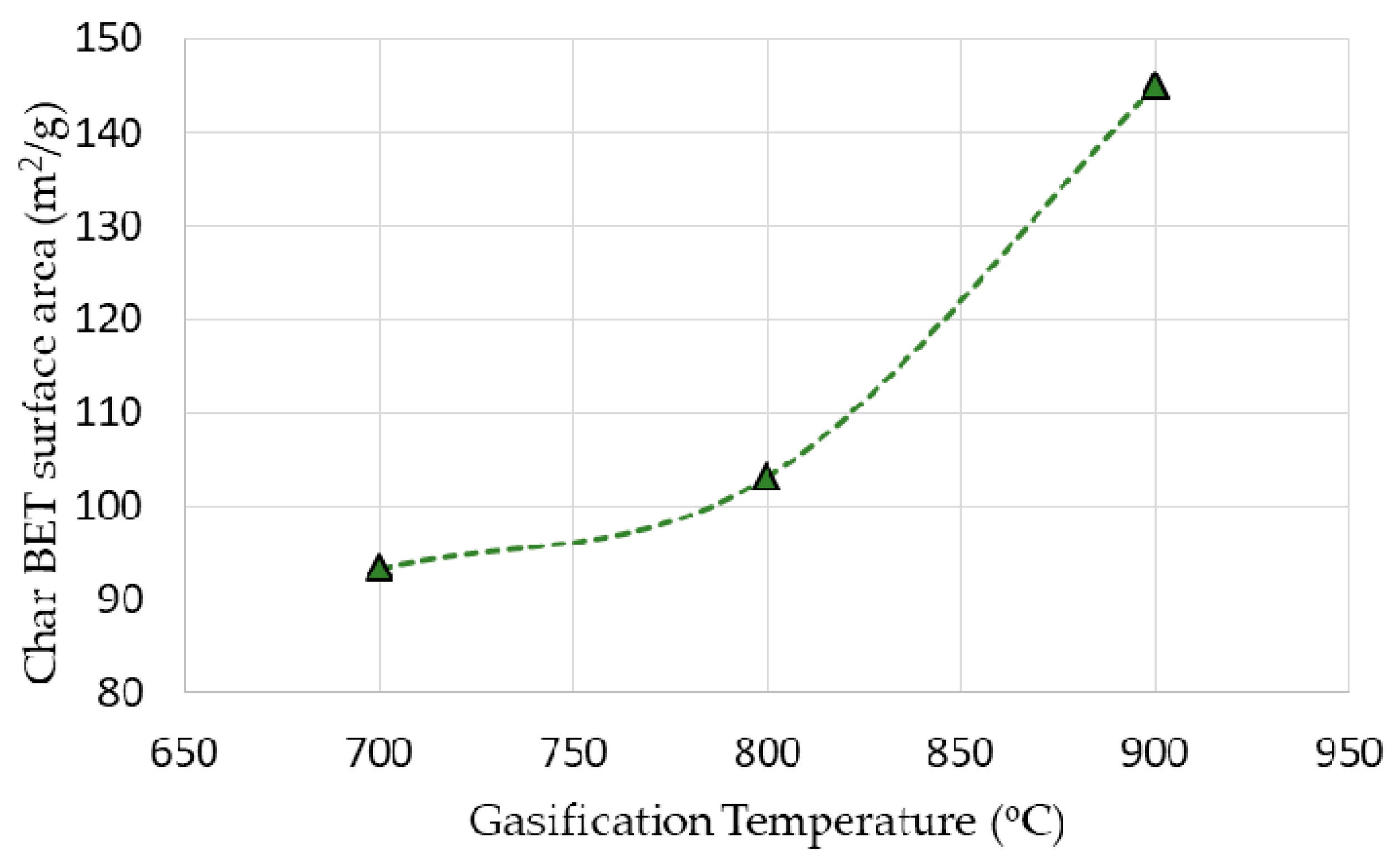
3.3. Rice Husk Char BET Surface Area
From the analysis, it is was evident that the rice husk gasification char exhibits a relatively good Brunaouer-Emmet-Teller (BET) specific surface area, which makes it an attractive candidate for the use as a solid enhancement medium in agriculture. It seems that by increasing the temperature of rice husk gasification, the BET surface area of its char displays an upward trend, with a value of 146 m
2/g achieved at the tested gasification temperature of 900 °C (
Figure 8). This represents an increase of BET of 128% compared to the BET of raw rice husk. This is an early indication that the gasification char could even possibly be good as an activated carbon substrate to tackle water pollution or soil enhancement medium.
4. Techno-Economic Assessment
An economic evaluation of the two fluidized bed gasification-based for CHP scenarios, using the configurations of the SMARt-CHP technology [
30,
31,
32,
33] was conducted, aiming to provide rice waste management solutions for an area of Central Macedonia region in Greece, where most of the rice processing plants are located.
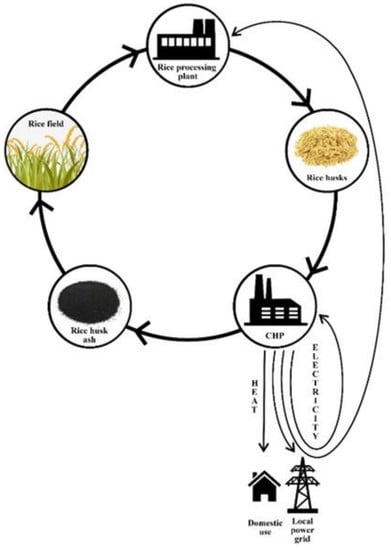
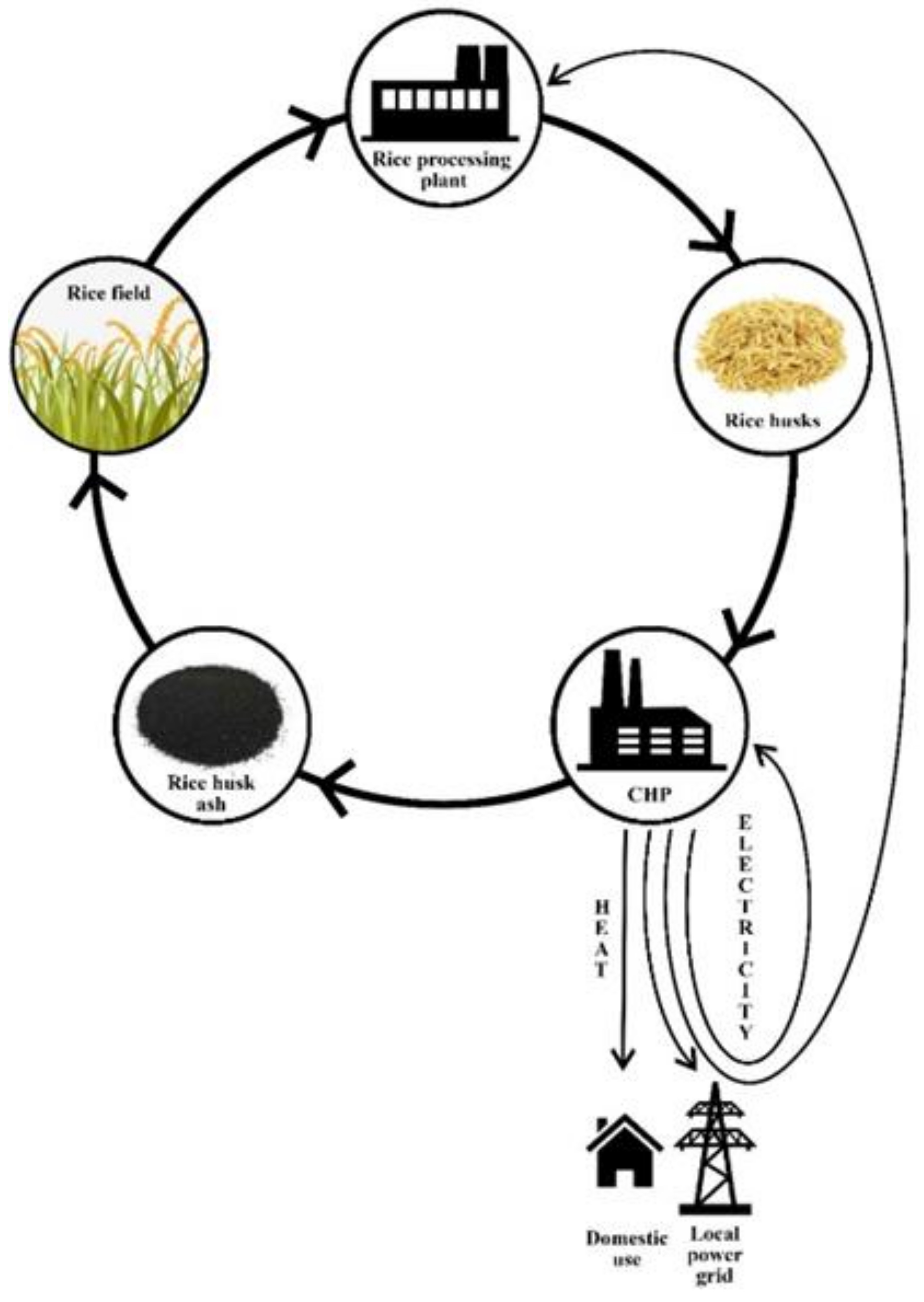
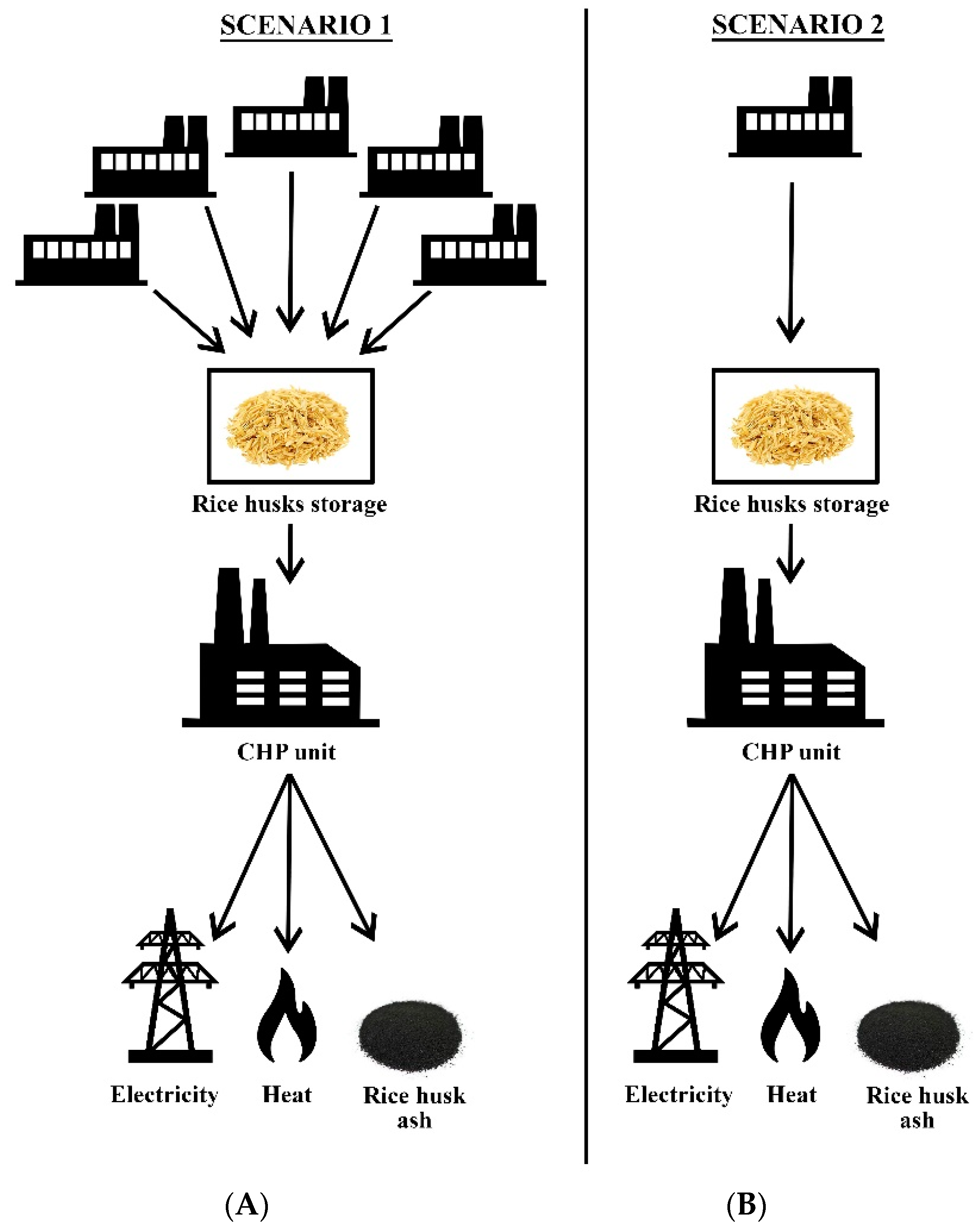
Scenario 1 refers to a central standalone industrial symbiosis plant of gasification-based unit for CHP, providing a collaborative waste management solution to the total amount of rice husks produced in the area by five rice processing small and medium enterprises (SMEs), proposing a circular economy scenario, as shown in
Figure 9A.
Scenario 2 refers to a smaller scale unit, serving only one rice processing plant, providing a custom-made waste management solution, as shown in
Figure 9B.
As
Figure 9 depicts, in both scenarios, rice by-products are used as feedstocks and processed in the rice processing gasification plant coupled with an Internal Combustion Engine (ICE) to produce CHP. Electricity and heat can either be sold or used to cover the system’s energy needs. The produced gasification bottom ash can be used as a fertilizer if appropriate characteristics occur. The whole system can provide a circular economy approach by closing energy and material loops.
4.1. Description of the Technology SMARt-CHP
The technology SMARt-CHP was used in this study. It was designed and developed at Aristotle University, Greece by the authors’ team and was funded by EU, the LIFE+ program, under the project SMARt-CHP (LIFE08 ENV/GR/000576). The SMARt-CHP project aimed to demonstrate an innovative, small-scale, mobile power production unit, which used the agricultural residues generated in rural areas, which is where large amounts of biomass waste are available. This versatile unit can operate close to the place of feedstock origin, thus minimizing transportation and logistics cost. The unit consisted of a fluidized bed gasification reactor combined with an internal combustion engine that has been adjusted to work on produced gas for electrical power and heat. The SMARt-CHP technology [
30,
31,
32] is a coupled FB gasification-internal combustion engine (ICE) unit. The prototype produced 12 kW
th and 5 kW
el by utilizing solid agricultural waste as feed streams. A start-up company emerged from this technology—the BIO2CHP—which enables the use of raw residual biomass for on-site and small-scale energy production, converting agro-industrial waste into valuable commodity decreasing both energy and waste disposal costs, improving profitability and the overall environmental impact. Utilizing innovative methods and techniques developed through research in the Aristotle University of Thessaloniki, Greece, BIO2CHP bypasses the up-to-date technical limitations and allows the use of raw residual biomass for the small-scale and on-site energy production. Depending on the residues’ type, BIO2CHP technology becomes financially viable for as low as 100 tons of residues per year. The system’s operation is fully controlled and monitored through a cloud-based software. More information on the technology and its operation indicators can also be found in previous published works [
30,
31,
32].
The technical and economic data of the SMART-CHP system is shown in
Table 3, while more details can be found in previous published work [
33].
4.2. Economic Analysis of the Two Scenarios
A preliminary feasibility study was conducted for the two CHP scenarios using data of the SMARt-CHP technology. The first scenario (Scenario 1) is focused on an industrial symbiosis circular of economy approach by studying a CHP system utilizing all rice husk amount produced in the region resulting to a capacity of 42,700 t/y of rice husks. Fixed and operational costs were calculated. Transportation cost was not taken in consideration, being on the side of the producer of wastes.
In order to calculate all costs of the CHP unit, fixed capital (I
f) was estimated from Equation (4) [
34]:
where
IFB is the fixed capital for the SMARt-CHP unit and
QB its capacity. This was categorized as a chemical plant by the Greek legislation framework, and therefore x is considered to be 0.6 (valid for chemical installations).
The investment cost and the operating cost analysis for the first scenario are presented in
Table 4 and
Table 5, respectively.
As presented in
Table 4, the total Investment cost for the Scenario 1 reached 10,000,000 €, while the operating cost was estimated to approximately 7,800,000 € (
Table 5)—assuming that the raw rice husk cost is zero.
Based on the data provided by the SMARt-CHP unit and the selling prices of the products [
35], the total production and cash inflow (S) could be calculated for scenario 1. The total cash inflow (S) for the first scenario could be calculated based on
Table 6 specifications, as S = 20.6 × 10
6 €/y and then the Gross profit (R) calculated based on Equation (5) [
33]:
In order to calculate the total revenues, the following assumptions were made:
The unit’s lifespan is N = 10 years.
Depreciation is linear.
Flat tax rate is t = 0.4.
Depreciation coefficient for tax purposes is d = 1/N = 0.1.
Depreciation coefficient for fixed capital is e = d.
The total revenue was calculated using Equation (6) [
34]:
Moreover, two important indicators for the feasibility, ROI and POT, of the unit were calculated by using Equations (7) and (8) [
34]:
In
Table 7 all economic and technical data for Scenario 1 are depicted.
Scenario 2 focuses on a unit of a smaller scale that serves only one rice processing plant to provide a custom-made waste management solution. Its capacity is of 18,300 t/y rice husk. Following the same procedure as above, the investment and operating costs for the Scenario 2 were calculated. Similarly, with Scenario 1, all economic and technical data for the second scenario are depicted in
Table 8, while in
Table 9, results on the operating costs on Scenario 2 are given.
Total operating costs (C) for the Scenario 2 are:
Based on the data provided for the SMARt-CHP unit, total production and cash inflows were calculated as shown in
Table 10, for the Scenario 2.
Total cash inflow (S) for the second scenario can be calculated based on
Table 9.
Gross profit (R) is calculated based on the following equation:
Total revenue (
P) is calculated from the equation:
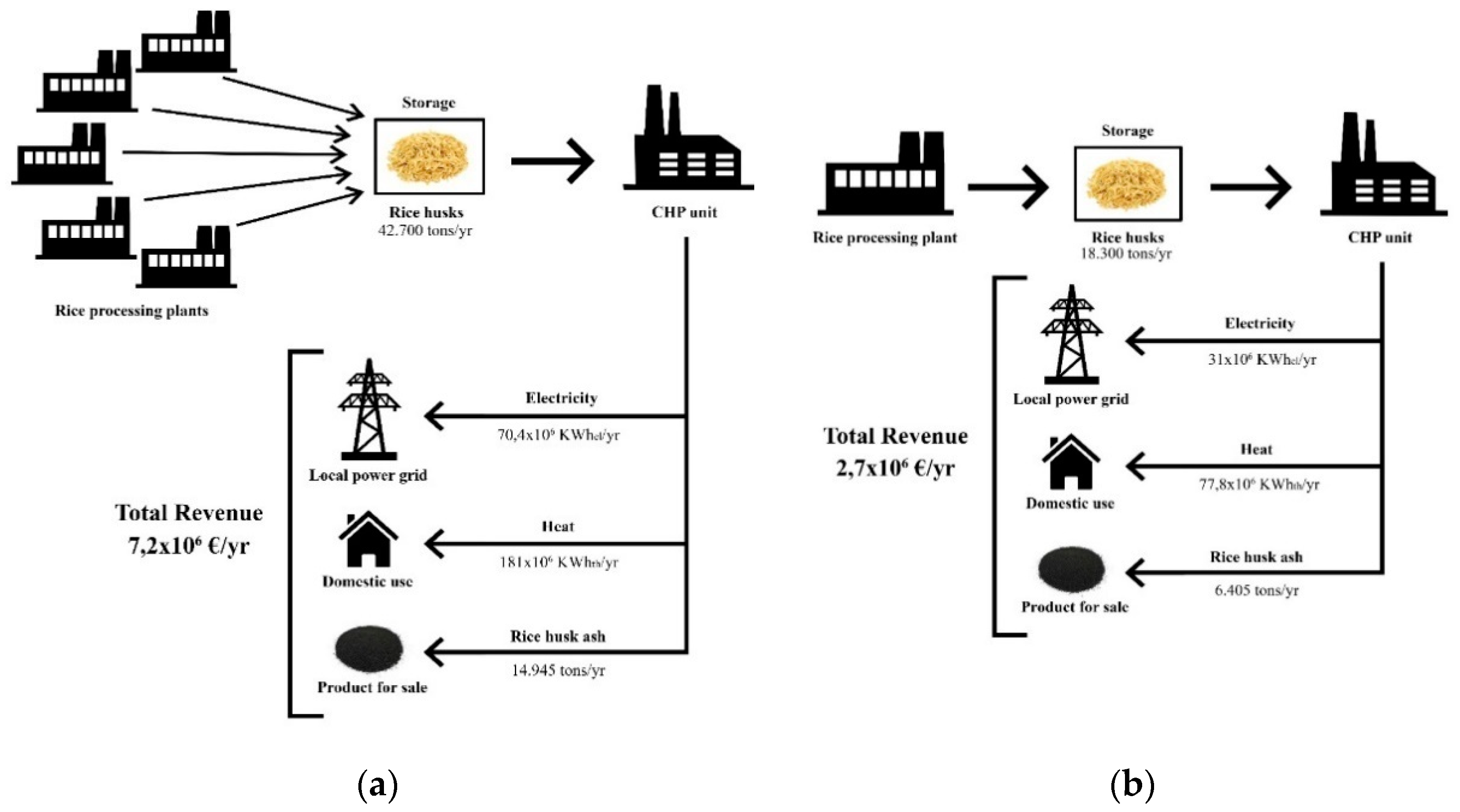
The second scenario is depicted in
Figure 10b, along with the results of the study (
Table 11).
Scenario 1 is depicted in
Figure 10a and compared to Scenario 2, as shown below in more detail (
Figure 10b).
Based on the economic evaluation of the two scenarios shown in
Table 12, both scenarios are viable, with annual revenues of 7.2 × 10
6 € and 2.7 × 10
6 €, respectively. Scenario 1—despite its larger capacity and higher operating cost—is the most efficient investment, with a ROI = 0.72 and POT = 1.05, and a higher revenue per produced rice husk waste of 168 €/t, in comparison with Scenario 2 which led to 146 €/t of rice husk.
5. Discussion and Recommendations
Realization of any scale of bioenergy projects should demonstrate not only safe, but also efficient and stable in long-term operation. Fluidized bed (FB) technology is widely used in coal gasification and is the most transferable method of energy generation from conventional fuels to renewables.
Ash melting is an issue of great importance for a successful operation of the FB systems due to bed agglomeration problems, resulting in an unexpected shut down of the system, with potential economic loss and quite intensive labor costs, prevailing their industrial application. Solving the ash problem is vitally important to enable viable bioenergy production [
36]. When agro residues are to be exploited in FB gasification systems, they need to be pre-treated in order to meet required specifications and not create operational problems, because they contain large amounts of ash.
5.1. Indicators for Technical Risk Assessment
Rice straw is rich in silica, which is transferred in the gasification ash, with a melting temperature well below the working temperature range of gasifiers (>800 °C), [
36,
37]. Rice ash constituents such Na, K, Cl, Ca, Si interact with the bed material forming eutectic mixtures, while the melting point reduces. This creates serious bed agglomeration problems, especially when silica interacts with silica sand (SiO
2) beds, which is the usual cheap bed material.
The Greek rice husk is dominated by Si, Ca, Mg, and K, while it is a phosphorous-poor waste feedstock, (
Table 2).
In this study, some indicators are used in order to assess the degree of agglomeration problems of the technical solution proposed:
• Indicator of ash fusion risk: Si/(Ca + Mg) moral ratio.
It is known from literature that a molar ratio of Si/(Ca + Mg) can give an indication regarding the ash-thermal melting. The ash-sintering temperature lowers below 1100 °C when the Si/(Ca + Mg) ratio is >1 [
36]. For the case of rice husks produced as waste in Greece, the molar ratio of Si/(Ca + Mg) was calculated as being almost 60, based on
Table 2. This shows that there is an increased probability of ash fusion in FB gasification reactors operating at low temperature.
• Indicator of fate of potassium: Si/K molar ratio.
It is also known that potassium (K) in combination with silica (Si) decreases the ash-melting temperature of rice husks [
37]. The studied rice husks that were used were found to have a high Si/K molar ratio (>40). This shows that potassium (K) has the tendency to stay embedded in the bottom char.
• Indicator of Cl-based corrosion: 2S/C molar ratio.
Similarly, a molar ratio of 2S/Cl>8 is an index of increased risk of high-temperature system’s Cl-based corrosion [
37]. Based on
Table 2, the mineral concentration of rice husk of this study is extremely low (2S/Cl ratio is <0.001), indicating a very low risk of Cl-based corrosion of the gasifier and the system.
5.2. Recommendations for Improving Operation of Rice Husks FB Gasification-Based Bioenergy Systems
Fluidized bed gasification (FB), depending on feed and operation, is known to produce quite significant amounts of tar [
38]. Dolomite is proposed to be used as fluidized bed for decreasing tar production, as it was explored by the operation of the SMARt-CHP unit [
39].
This study recommends improving ash melting behavior of rice husk for improved FB operation. An improvement can be obtained by removing elements susceptible to ash fusing, such as silica, by using leaching with water.
For improving operation of FB, leaching of rice husks rich in minerals and Si, with water, could be a solution towards improving the properties needed for fluidized bed gasification, as shown by other researchers [
40]. Leaching removes alkali metals and chlorine (Cl), bound in water-soluble salts, reducing the ash in biomass wastes and altering their ash chemistry. It can consequently reduce corrosion and emissions of acidic pollutants, among other environmental benefits. Moreover, it has the potential to reduce the formation of toxic compounds, such as dioxins and furans, potentially produced during thermal processing. In addition, leaching may also play an important role in the extraction of organic constituents to improve downstream processing or to add value through co-product recovery [
41].
Nevertheless, traditional leaching methods have some drawbacks. They are solvent intensive, time consuming and sometimes energy intensive processes, if conventional heating is applied compared.
Alternative biomass pretreatment methods i.e., microwave assisted extractions, can be recommended. Some of the advantages of microwave over conventional heating include better process control and reproducibility, flexibility for different applications, short extraction times (minutes instead of hours), higher analyte recovery levels (between 80 and 98%), lower volume of solvents used, [
42], and considerably shorter heavy metal extraction time [
43,
44,
45,
46]. However, microwave technologies are currently not scalable for industrial use [
13].
What is recommended for rice husk, is the combination of a tailor-made pretreatment, which can combine microwave heating with the traditional leaching pre-treatment technique (using water as the solvent), to produce solid biofuels of optimized characteristics. These advanced rice husks-based fuels can be free from the problematic ash constituents, decreasing de-fluidization and preventing operational problems the FB gasification reactor of the system, also impacting favorably on the emissions.
5.3. Closed Loops Opportunities for the Rice Processing Sector
By using water leaching of the studied rice husks, a high concentration of minerals leachate is generated. It is proposed that these leachates to be used as fertilizers, because they contain high concentrations of nitrogen, phosphorus, and potassium (N-P-K).
High concentrations of sodium (Na), magnesium (Mg) and potassium (K) seem to significantly influence the fertilization of soils due to their impact on the natural growth of agricultural plants and their relatively high uptake rate. Other nutrients such sulfur (S) and calcium (Ca) in the leachate, are important elements for fertilizer uses [
47], if the zinc (Zn) and manganese (Mn) are not important in quantities when sequestered into soils [
48].
6. Conclusions
An experimental proof of concept of a low temperature fluidized bed gasification, fueled with rice husks to produce CHP was studied. The experiments performed at a temperature range 700–900 °C, under an under-stoichiometric ratio of O2/N2 (10/90 v/v) as gasification agent. Producer gas’s LHV maximized at 800 °C (10.9 MJ/Nm3), while the char’s BET surface reached a max of 146 m2/g at 900 °C.
A feasibility study of two circular economy scenarios was performed:
- (1)
Scenario 1 proposes a standalone gasification plant that represents an industrial symbiosis strategy, with a capacity of 42,700 t/y rice husks. This provides a collaborative circular economy solution for the management of all produced in the area rice wastes that derived from the operation of five rice processing SMEs, to improve the economic and environmental performance of waste management, driven by policy and legislative requirements, and cooperative benefits mindset.
- (2)
Scenario 2 proposes a custom-made waste management strategy for one rice processing SME, with a capacity of 18,300 t/y, providing a solution-as-usual, of waste management to a rice processing company, driven by policy and legislative requirements.
By comparing the two scenarios, scenario 1 can produce 70.4 × 106 KWhel/y of electricity accounting for 14% efficiency, 171 × 106 KWhth/y thermal energy accounting for 70% efficiency, achieving a total energy efficiency of 84%. It is the most economically viable, with an estimated annual revenue of 7.2 × 106 €/y, profit of 168 €/t of rice waste treated and very good economic indicators of POT = 1.05 and ROI = 0.72.
The proposed scenario is within the concept of collaborative circular economy models, establishing cross-sectoral industrial synergies, applied to rice processing industrial sector to enable the return of waste materials into the economy and protecting the ecosystem.
The study has shown that rice husks-to-energy via a fluidized bed based-gasification system coupled with an internal combustion engines (ICE) can be an economical endeavor unlocking the bioenergy potential of rice waste and providing closed loop opportunities for the rice processing sector, if technical problems associated with the Si-rich ash can be prevented by appropriate rice husks pretreatment.
The symbiosis circular economy model can support rice-processing business in circular processes implementation at micro level to spread new forms of product design, by moving from one-off resource synergies to a systematic application of resource synergies, to increase resource productivity and competitiveness. With the application of this model, simultaneous utilization and processing of waste flows from various rice products’ life cycle (value chain) can achieve to improve environmental performance and produce energy and fertilizer by using waste as a fuel and as a resource with value.

_Skoulou.png)













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}