Effects of the Loss on Ignition of Fly Ash on the Properties of High-Volume Fly Ash Concrete


Abstract
:1. Introduction
2. Experimental Program
2.1. Materials
2.2. Concrete Mix Proportions
2.3. Preparation and Casting of Specimens
2.4. Testing of Fresh Concrete
2.5. Testing of Hardened Concrete
3. Results and Discussion
3.1. Properties of Fresh Concrete
3.1.1. Dosage of the SP and Slump
3.1.2. Air Content
3.1.3. Setting Time
3.2. Properties of Hardened Concrete
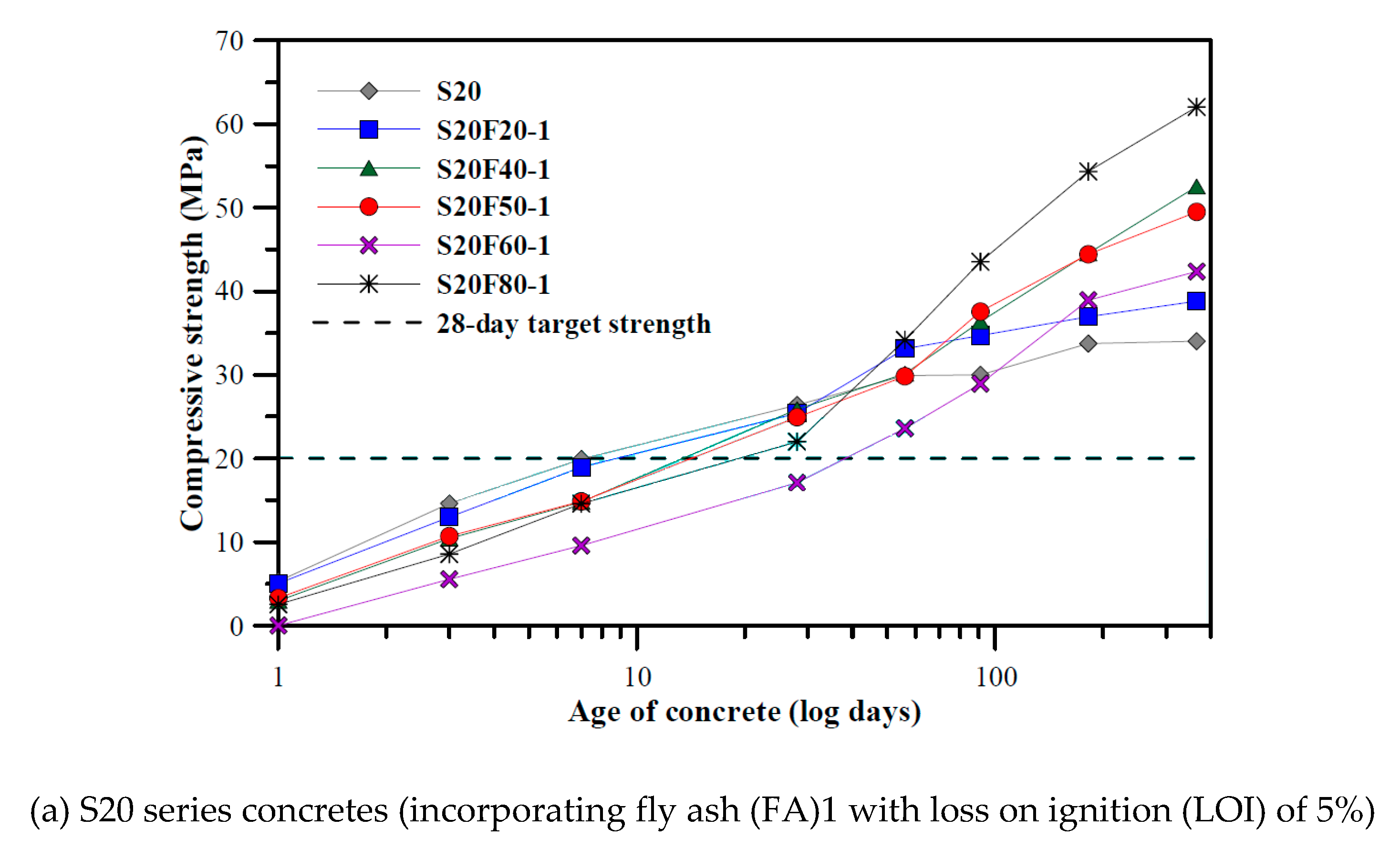
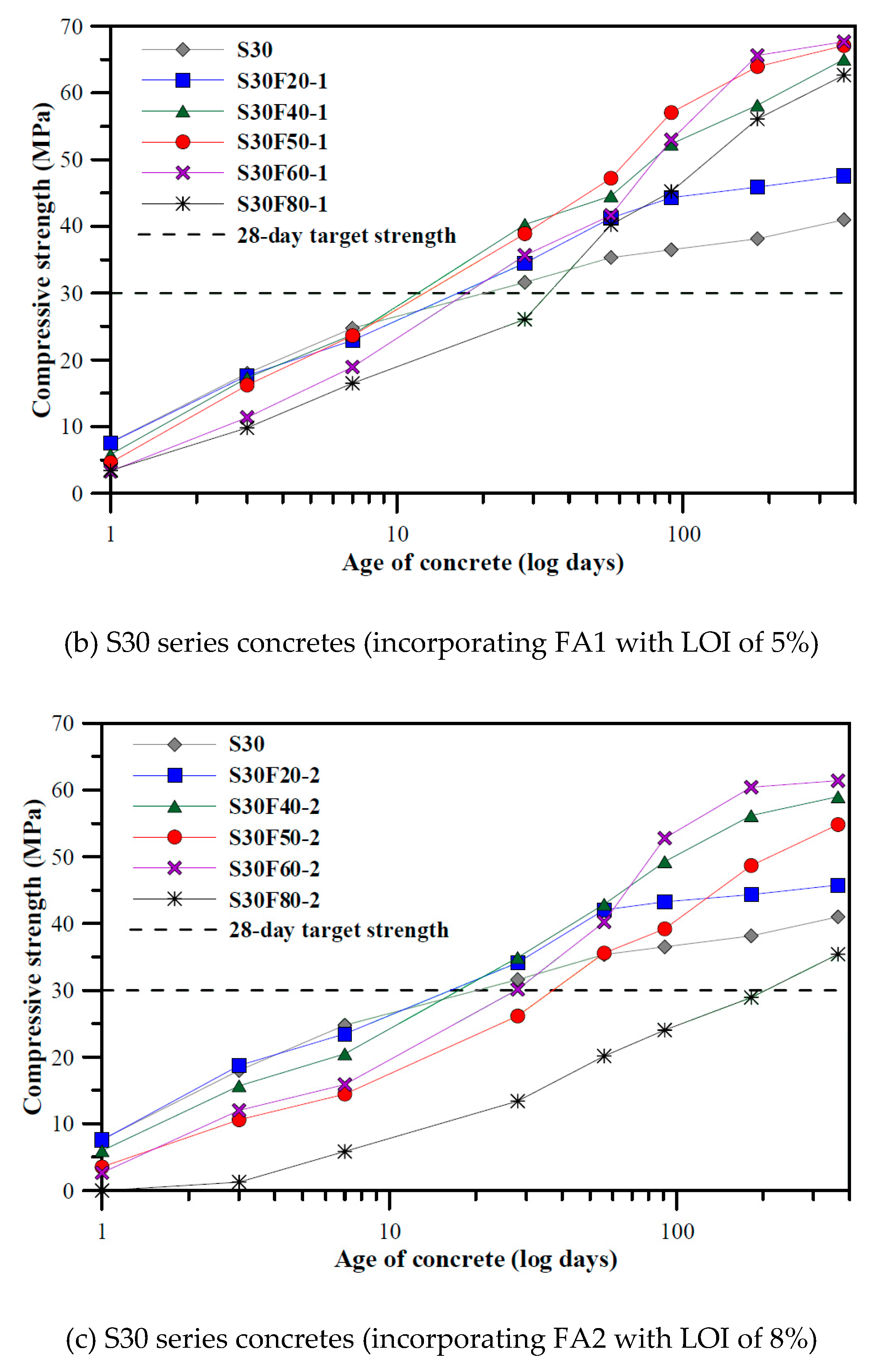
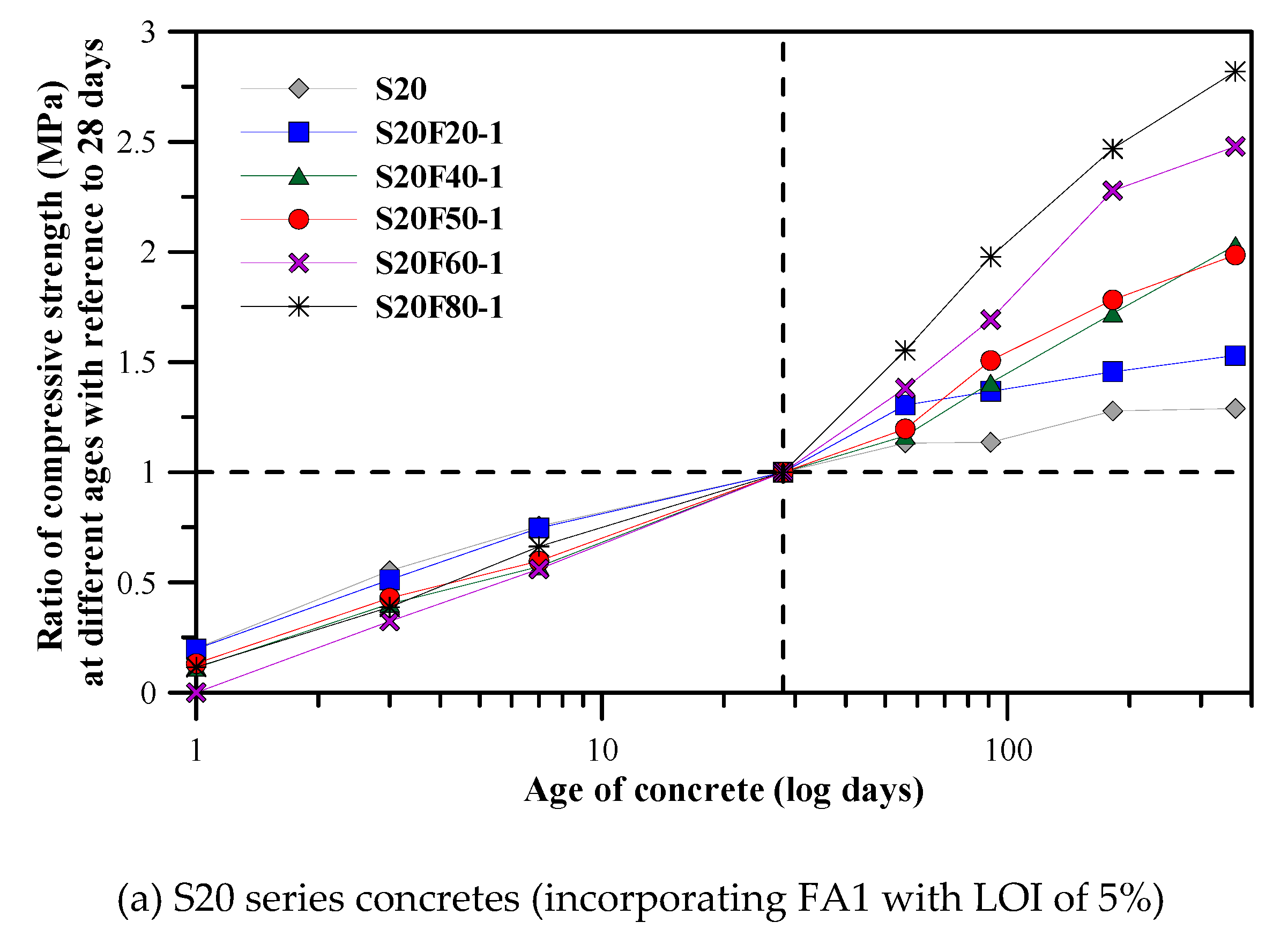
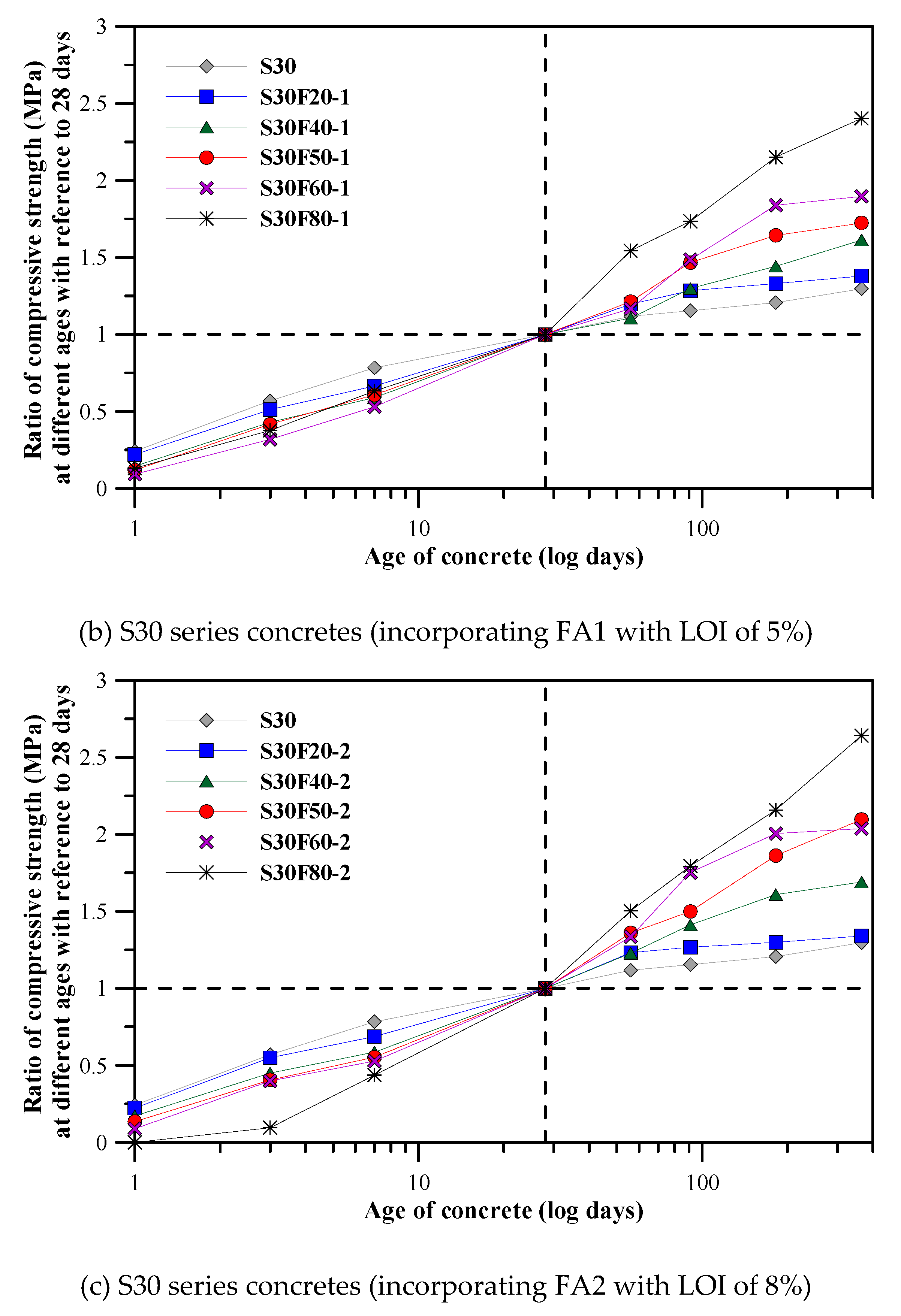
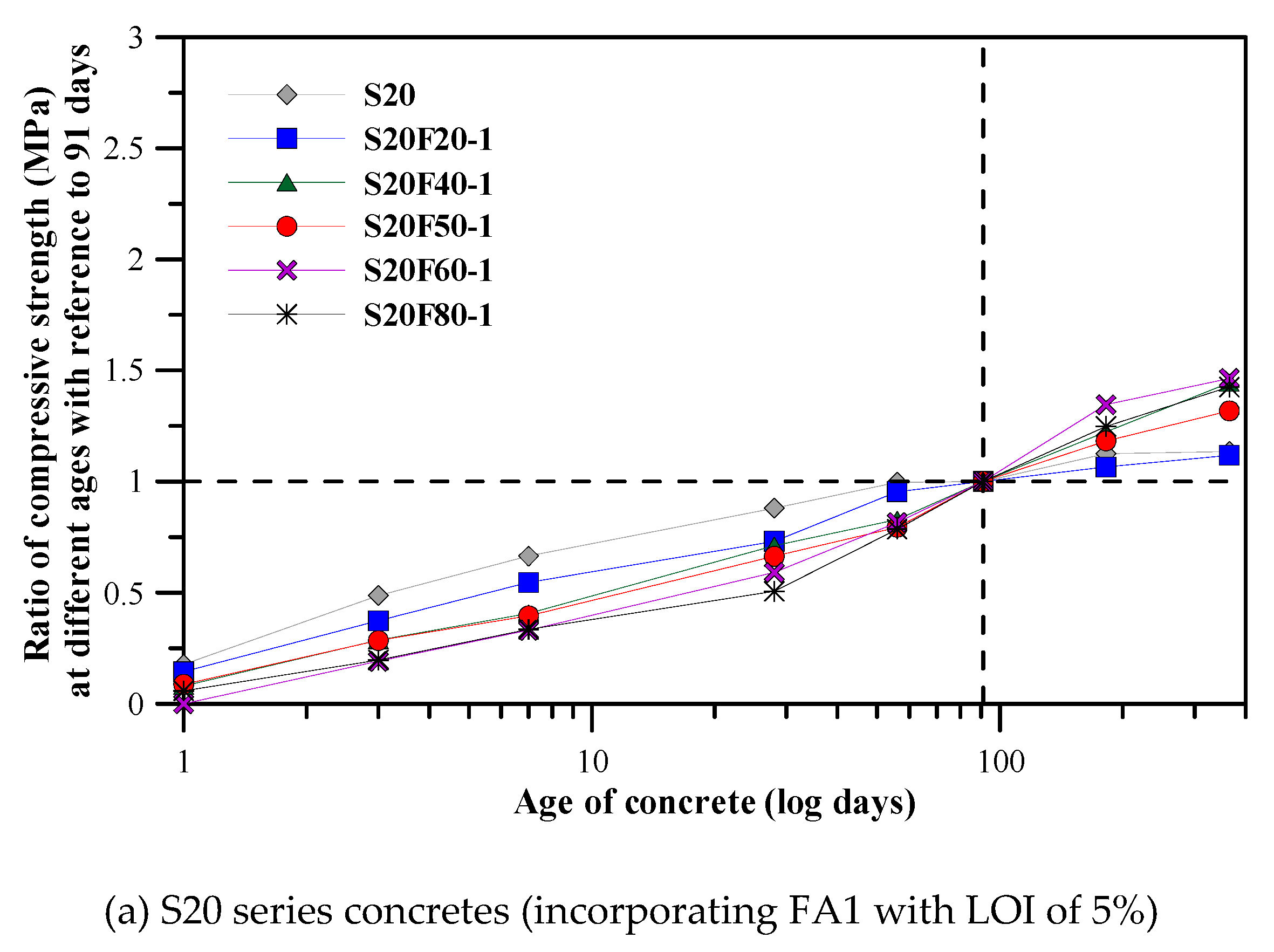
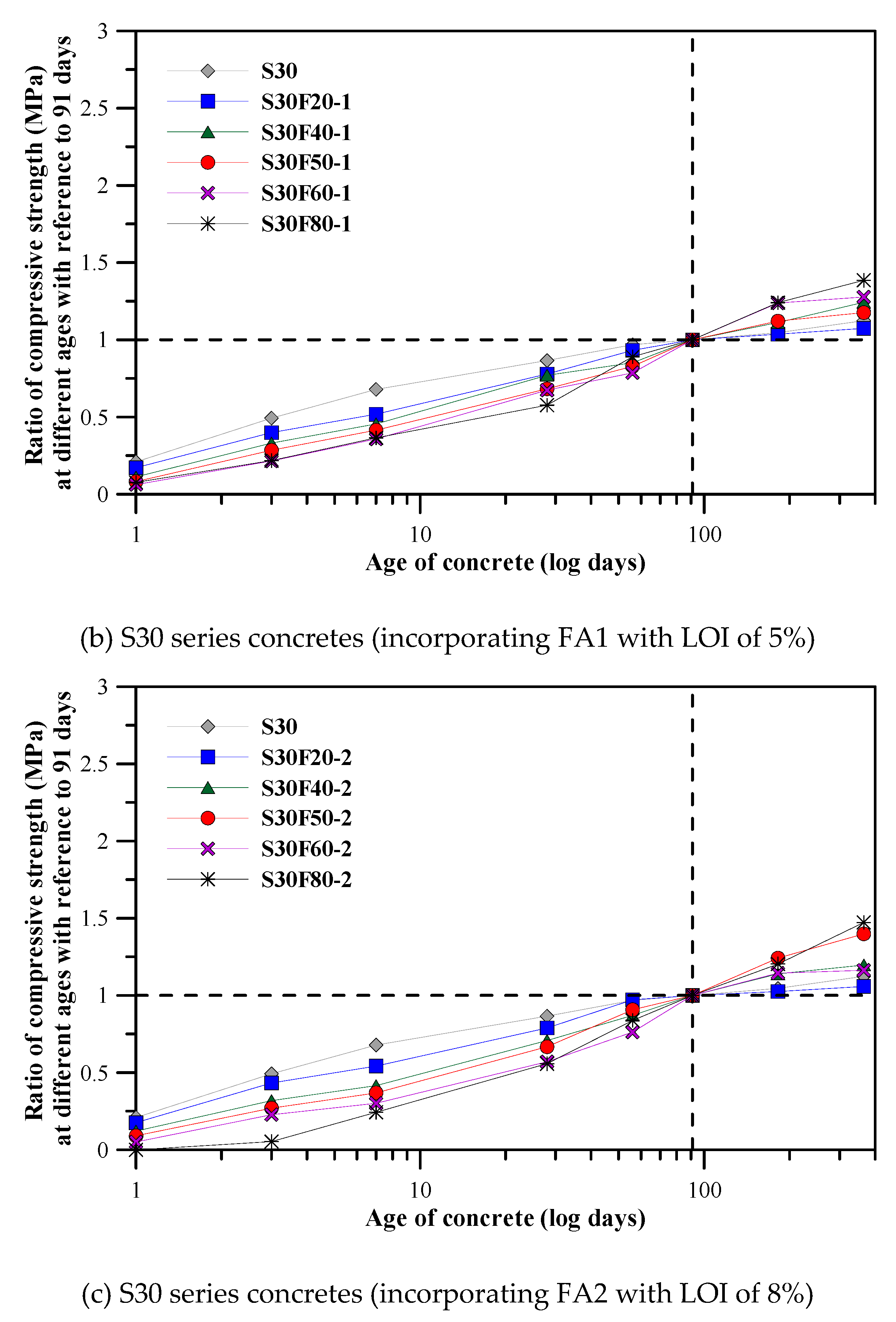
3.2.1. Compressive Strength
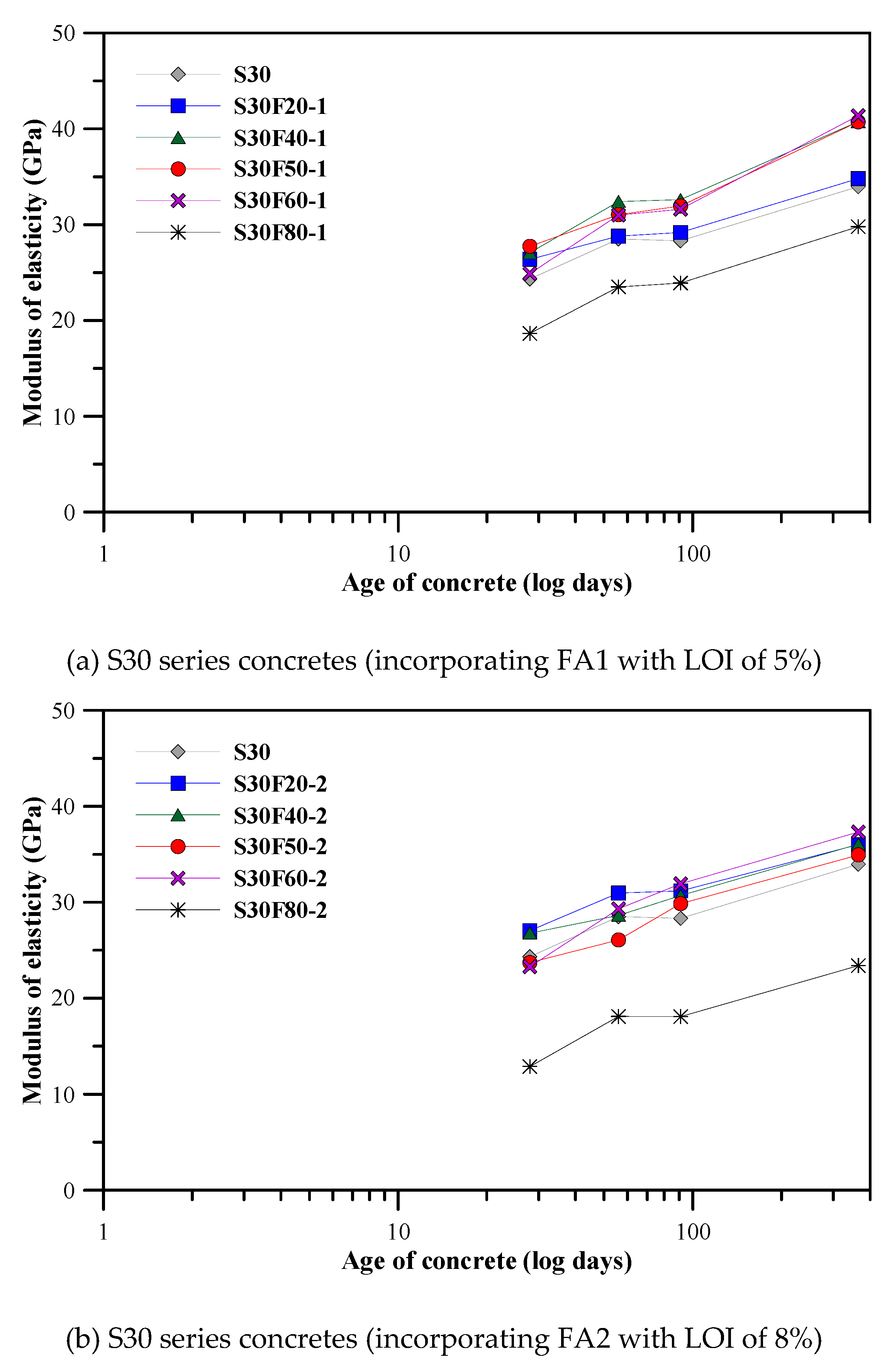
3.2.2. Modulus of Elasticity
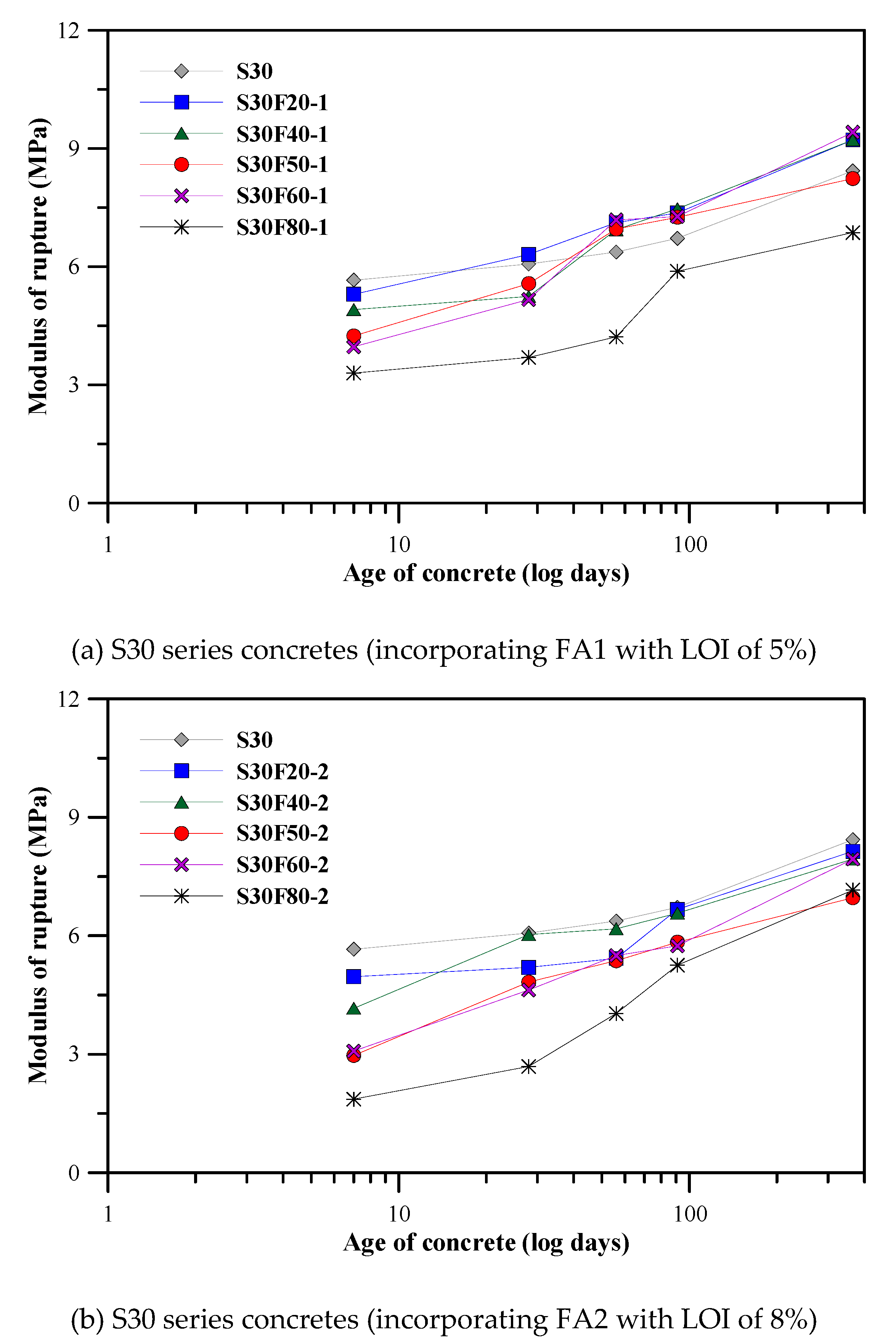
3.2.3. Flexural Strength
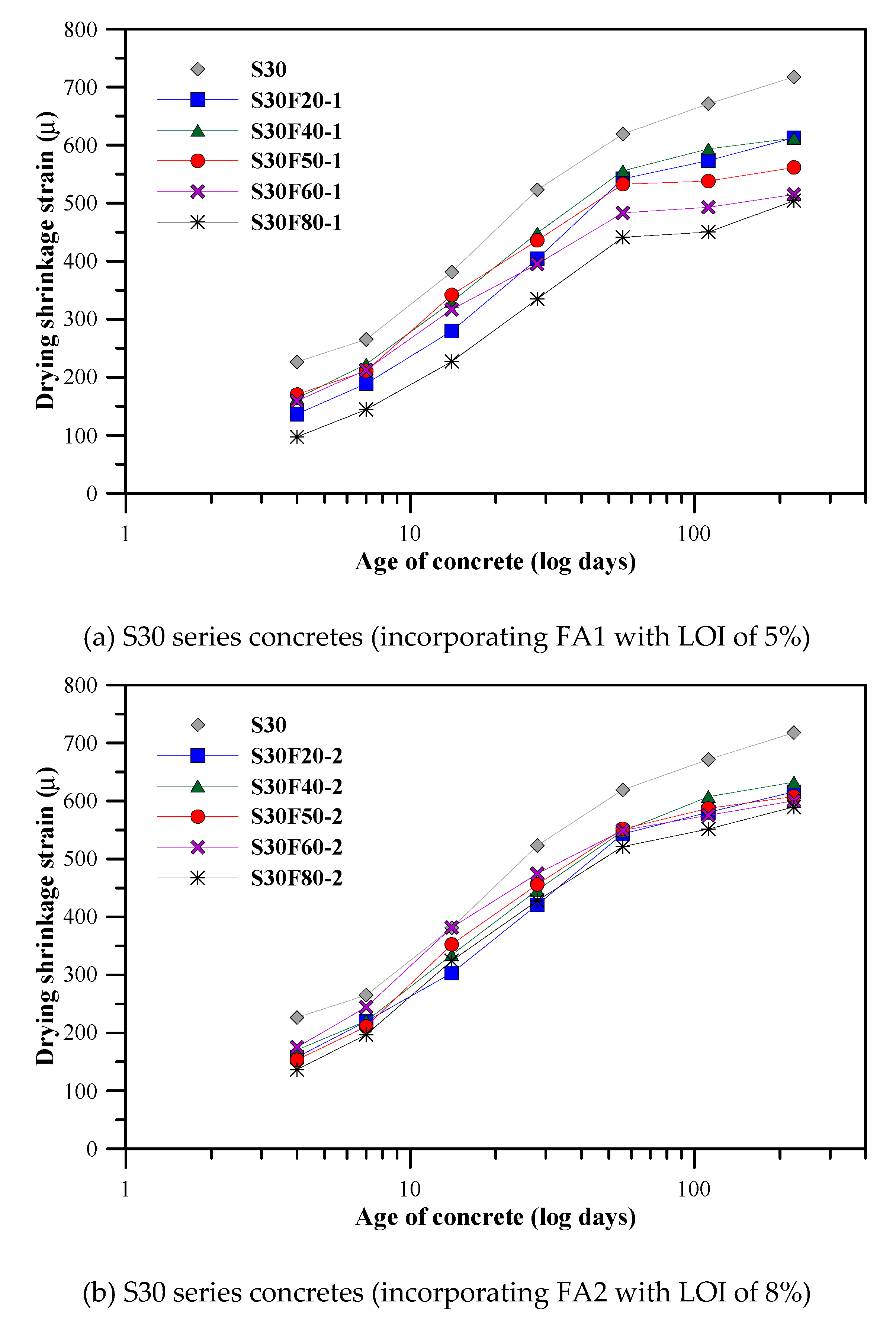
3.2.4. Drying Shrinkage
4. Conclusions
- Based on the SP effect for the water reduction, the ratio of SP/cm in this study was controlled within 1.5%. At the same fly ash substitution ratio, the amount of SP required for high-LOI (8%) fly ash (FA2) concrete (1.5 to 10.0 kg/m3) was higher than that of low-LOI of fly ash (FA1) concrete (0.8 to 4.9 kg/m3) but it still could achieve good workability with a slump value between 220 and 250 mm. However, when the substitution ratio was 80%, the high-LOI (8%) fly ash (FA2) concrete (S30F80-2) presented a bleeding phenomenon due to the long period of mixing and vibration.
- Concrete with a higher amount of total binder (S30 series), higher fly ash substitution ratio (> 50%) and high-LOI (8%) fly ash (FA2) tended to have higher air content. However, except for S30F80-2, the air content of the remaining concrete (2.1% to 3.7%) was still within acceptable limits.
- Under the same substitution ratio, the setting time of the S30 series high-LOI loss (8%) fly ash (FA2) concrete was longer than that of the low-LOI (5%). The fly ash (FA1) concrete took seven hours to reach initial setting and more than nine hours to the final setting.
- The substitution ratio of fly ash in S30 series high-LOI (8%) fly ash (FA2) concrete could be up to 60%, which had an appropriate early strength and a larger late strength gain compared to those of the 28-day strength. The ratios of 7-day to 28-day and 28-day to 365-day strength were 0.53 to 0.69 and 1.34 to 2.10, respectively. Even after 91 days, the strength of FA2 concrete with a substitution ratio of 40% to 60% continued to increase significantly. The ratios of strengths for 365 to 91 days were observed to be 1.16 to 1.40.
- Due to the influence of compressive strength, the S30 series high-LOI (8%) fly ash (FA2) concrete has low elastic modulus at the same age and fly ash substitution ratio (except for the rate of 20%) than that of low-LOI (5%) fly ash (FA1) concrete. When replacing some cement with fly ash (20% to 60%), most of them could improve the elastic modulus of concrete, yet when the fly ash further replaced the fine aggregate (such as S30F80-1 and S30F80-2); the elastic modulus were lower than that of the S30 control concrete.
- Since the drying shrinkage of concrete was directly related to the cement content, the dry shrinkage of S30 series fly ash concrete was lower than that of the S30 control concrete. The effect of the substitution ratio of fly ash on dry shrinkage was more obvious after 28 days and the shrinkage of concrete generally decreased with the increase of the substitution ratio of fly ash. Under the same age and substitution ratio of fly ash, the drying shrinkage of the S30 series high-LOI (8%) fly ash (FA2) concrete was lower than that of the low-LOI (5%) fly ash (FA1) concrete but it was still lower than that of the S30 control concrete.
- High-volume fly ash concrete is an economical, durable and environmentally friendly concrete. However, this concrete uses a large amount of fly ash to replace cement. It needs to add a high-range water reducer with trial mixing tests during production. The high-volume fly ash concrete may also have a long setting time, so attention should be paid to the demolding time of the concrete.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Ramachandran, V.S. Concrete Admixtures Handbook: Properties, Science and Technology, 2nd ed.; Noyes Publications: Park Ridge, NJ, USA, 1995. [Google Scholar]
- Wesche, K. Fly Ash in Concrete: Properties and Performance, 1st ed.; E and FN Spon: London, UK, 1991. [Google Scholar]
- Aitcin, P.C. High Performance Concrete; E and FN Spon: London, UK, 1998. [Google Scholar]
- Mehta, P.K.; Monteiro, P.J.M. Concrete: Structure, Properties and Materials, 3rd ed.; Prentice-Hall: Englewood, NJ, USA, 2006. [Google Scholar]
- Cyr, M.; Lawrence, P.; Ringot, E. Efficiency of mineral admixtures in mortars: Quantification of the physical and chemical effects of fine admixtures in relation with compressive strength. Cem. Concr. Res. 2006, 36, 264–277. [Google Scholar] [CrossRef]
- Xu, A.; Sakar, S.L.; Nilsson, L.O. Effect of fly ash on the micro-structure of cement mortar. Mater. Struct. 1993, 26, 414–424. [Google Scholar] [CrossRef]
- Manz, O.E. Coal fly ash: A retrospective and future look. Fuel 1999, 78, 133–136. [Google Scholar] [CrossRef]
- ACI Committee 232. Use of Fly Ash in Concrete (ACI 232.2R-96); American Concrete Institute: Farmington Hills, MI, USA, 1996. [Google Scholar]
- ACI Committee 211. Guide for Selecting Proportions for High-Strength Concrete with Portland Cement and Fly Ash (ACI 211.4R-93); American Concrete Institute: Farmington Hills, MI, USA, 1993. [Google Scholar]
- Spiratos, N.; Page, M.; Mailvaganam, N.P.; Malhotra, V.M.; Jolicoeur, C. Superplasticizers for Concrete: Fundamentals, Technology and Practice; Supplementary Cementing Materials for Sustainable Development Inc.: Ottawa, BC, Canada, 2003. [Google Scholar]
- Rixom, R.; Mailvaganam, N. Chemical Admixtures for Concrete, 3rd ed.; E and FN Spon: London, UK, 1999. [Google Scholar]
- Malhotra, V.M. Superplasticized fly ash concrete for structural applications. Concr. Int. 1986, 8, 28–31. [Google Scholar]
- Malhotra, V.M.; Mehta, P.K. High Performance, High-Volume Fly Ash Concrete: Materials, Mixture Proportioning, Properties, Construction Practice and Case Histories, 3rd ed.; Supplementary Cementing Materials for Sustainable Development Inc.: Ottawa, BC, Canada, 2008. [Google Scholar]
- Lam, L.; Wong, Y.L.; Poon, C.S. Degree of hydration and gel/space ratio of high-volume fly ash/cement systems. Cem. Concr. Res. 2000, 30, 747–756. [Google Scholar] [CrossRef]
- Berry, E.E.; Hemmings, R.T.; Cornelius, B.J. Mechanisms of hydration reactions in high volume fly ash pastes and mortars. Cem. Concr. Compos. 1990, 12, 253–261. [Google Scholar] [CrossRef]
- Metha, P.K. High-performance, high-volume fly ash concrete for sustainable development. In Proceedings of the International Workshop on Sustainable Development and Concrete Technology, Beijing, China, 20–21 May 2004; pp. 3–14. [Google Scholar]
- Langley, W.S.; Carette, G.G.; Malhotra, V.M. Structural concrete incorporating high volumes of ASTM Class F fly ash. ACI Mater. J. 1989, 86, 507–514. [Google Scholar]
- Carette, G.; Bilodeau, A.; Chevrier, R.L.; Malhotra, V.M. Mechanical properties of concrete incorporating high volumes of fly ash from sources in the U.S. ACI Mater. J. 1993, 90, 535–544. [Google Scholar]
- Bilodeau, A.; Sivasundarm, V.; Painter, K.E.; Malholtra, V.M. Durability of concrete incorporating high volumes of fly ash from sources in U.S. ACI Mater. J. 1994, 91, 3–12. [Google Scholar]
- Bisaillon, A.; Rivest, M.; Malhotra, V.M. Performance of high-volume fly ash concrete in large experimental monoliths. ACI Mater. J. 1994, 91, 178–187. [Google Scholar]
- Hemalatha, T.; Ramaswamy, A. A review on fly ash characteristics—Towards promoting high volume utilization in developing sustainable concrete. J. Clean. Prod. 2017, 147, 546–559. [Google Scholar] [CrossRef]
- Glinicki, M.A.; Jóźwiak-Niedźwiedzka, D.; Gibas, K.; Dąbrowski, M. Influence of Blended Cements with Calcareous Fly Ash on Chloride Ion Migration and Carbonation Resistance of Concrete for Durable Structures. Materials 2016, 9, 18. [Google Scholar] [CrossRef] [PubMed]
- Taiwan Power Company, Ltd. Available online: http://www.taipower.com.tw (accessed on 18 April 2019).
- International ASTM. Annual Book of ASTM Standards; American Society for Testing and Materials: West Conshohocken, PA, USA, 2009. [Google Scholar]
- Hurt, R.H.; Gibbins, J.R. Residual carbon from pulverized coal fired boilers: 1. Size distribution and combustion reactivity. Fuel 1995, 74, 471–480. [Google Scholar] [CrossRef]
- Pedersen, K.H.; Jensen, A.D.; Kim, D.J. The effect of low-NOx combustion on residual carbon in fly ash and its adsorption capacity for air entrainment admixtures in concrete. Combust. Flame 2010, 157, 208–216. [Google Scholar] [CrossRef]
- Fly Ash for Concrete—Part 1: Definition, Specifications and Conformity Criteria; European Committee for Standardization: Brussels, Belgium, 2005.
- Japanese Industrial standard. Fly Ash for Use in Concrete (JIS A6201); Japanese Standards Association: Tokyo, Japan, 2015. [Google Scholar]
- Neville, A.M. Properties of Concrete, 5th ed.; Pearson Education Limited: Longman, UK, 2005. [Google Scholar]
- Pedersen, K.H.; Jensen, A.D.; Skjøth-Rasmussen, M.S.; Dam-Johansen, K. A review of the interference of carbon containing fly ash with air entrainment in concrete. Prog. Energy Combust. Sci. 2008, 34, 135–154. [Google Scholar] [CrossRef]
- Hill, R.L.; Sarkar, S.L.; Rathbone, R.F.; Hower, J.C. An examination of fly ash carbon and its interactions with air entraining agent. Cem. Concr. Res. 1997, 27, 193–204. [Google Scholar] [CrossRef]
- Freeman, E.; Gao, Y.M.; Hurt, R.; Suuberg, E. Interactions of carbon-containing fly ash with commercial air-entraining admixtures for concrete. Fuel 1997, 76, 761–765. [Google Scholar] [CrossRef]
- Hornain, H.; Miersman, F.; Marchand, J. Influence of residual carbon in fly ash on microstructure and strength development of mortars and concretes. In Proceedings of the Fourth CANMET/ACI International Conference on Fly Ash, Silica Fume, Slag and Natural Pozzolans in Concrete; Malhotra, V.M., Ed.; American Concrete Institute: Detroit, MI, USA, 1992; pp. 21–36. [Google Scholar]
- Payá, J.; Monzó, J.; Borrachero, M.V.; Perris, E.; Amahjour, F. Thermogravimetric methods for determining carbon content in fly ashes. Cem. Concr. Res. 1998, 28, 675–686. [Google Scholar] [CrossRef]
- ACI Committee 211. Standard Practice for Selecting Proportions for Normal, Heavyweight and Mass Concrete (ACI 211.1–91); American Concrete Institute: Farmington Hills, MI, USA, 1991. [Google Scholar]
- Siddique, R. Performance characteristics of high-volume Class F fly ash concrete. Cem. Concr. Res. 2004, 34, 487–493. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Item | Cement | Fly Ash (FA) | |
|---|---|---|---|
| FA1 | FA2 | ||
| Chemical Composition | |||
| SiO2 (%) | 20.90 | 50.00 | 49.96 |
| Fe2O3 (%) | 3.21 | 6.98 | 7.88 |
| Al2O3 (%) | 5.65 | 28.41 | 22.99 |
| CaO (%) | 63.63 | 5.99 | 5.99 |
| MgO (%) | 2.52 | 1.39 | 2.03 |
| SO3 (%) | 2.16 | 0.47 | 0.68 |
| Alkali as Na2O (%) | 0.44 | 0.18 | 0.35 |
| Physical properties | |||
| Loss on ignition (%) | 0.92 | 4.62 | 7.78 |
| Density (specific gravity) | 3.15 | 2.31 | 2.30 |
| Fineness (wet sieve, >45 μm) (%) | − | 13.24 | 26.60 |
| Specific surface area (cm2/g) | 3440 | − | − |
| Type of Aggregate | Density (SSD a) (Specific Gravity) | Absorption (SSD a) (%) | Dry-rodded Density (kg/m3) | FM b |
|---|---|---|---|---|
| Coarse | 2.61 | 1.55 | 1470 | – |
| Fine | 2.69 | 0.90 | – | 2.62 |
| Mixture No. | W/cm | Cement (kg/m3) | Fly Ash (kg/m3) | Water (kg/m3) | SP c (kg/m3) | Aggregate (kg/m3) | ||
|---|---|---|---|---|---|---|---|---|
| FA1 b | FA2 b | Fine | Coarse | |||||
| 28-day Target Compressive Strength of 20 ± 5 MPa (S20 series) | ||||||||
| S20 | 0.72 | 280 | 0 | 0 | 202 | 0.3 | 777 | 988 |
| S20F20-1 a | 0.66 | 225 | 55 | 0 | 185 | 0.5 | 790 | 1005 |
| S20F40-1 | 0.56 | 170 | 110 | 0 | 155 | 2.1 | 800 | 1040 |
| S20F50-1 | 0.45 | 140 | 140 | 0 | 125 | 3.0 | 820 | 1090 |
| S20F60-1 | 0.44 | 110 | 170 | 0 | 125 | 3.9 | 800 | 1105 |
| S20F80-1 | 0.27 | 110 | 450 | 0 | 150 | 3.7 | 420 | 1100 |
| 28-day Target Compressive Strength of 30 ± 5 MPa (S30 series) | ||||||||
| S30 | 0.60 | 340 | 0 | 0 | 203 | 0.4 | 737 | 977 |
| S30F20-1 | 0.55 | 270 | 70 | 0 | 190 | 0.8 | 745 | 985 |
| S30F40-1 | 0.48 | 205 | 135 | 0 | 165 | 1.7 | 750 | 1015 |
| S30F50-1 | 0.40 | 170 | 170 | 0 | 135 | 2.8 | 765 | 1060 |
| S30F60-1 | 0.36 | 135 | 205 | 0 | 125 | 3.3 | 755 | 1090 |
| S30F80-1 | 0.24 | 135 | 545 | 0 | 165 | 4.9 | 295 | 1060 |
| S30F20-2 | 0.55 | 270 | 0 | 70 | 190 | 1.5 | 745 | 985 |
| S30F40-2 | 0.48 | 205 | 0 | 135 | 165 | 2.7 | 750 | 1015 |
| S30F50-2 | 0.40 | 170 | 0 | 170 | 135 | 4.2 | 765 | 1060 |
| S30F60-2 | 0.36 | 135 | 0 | 205 | 125 | 5.0 | 755 | 1090 |
| S30F80-2 | 0.26 | 135 | 0 | 545 | 180 | 10.0 | 280 | 1040 |
| Mixture no. | Slump (mm) | Air Content (%) | Setting Time (h:min) | Unit Weight (kg/m3) | |
|---|---|---|---|---|---|
| Initial | Final | ||||
| 28-day Target Compressive Strength of 20 ± 5 MPa (S20 series) | |||||
| S20 | 160 | 2.5 | 5:20 | 7:30 | 2345 |
| S20F20-1 | 170 | 2.6 | 5:50 | 8:10 | 2360 |
| S20F40-1 | 180 | 2.2 | 8:15 | 11:30 | 2310 |
| S20F50-1 | 190 | 2.9 | 12:30 | 18:10 | 2285 |
| S20F60-1 | 210 | 2.5 | 13:45 | 24:55 | 2280 |
| S20F80-1 | 230 | 3.1 | 9:50 | 13:50 | 2270 |
| 28-day Target Compressive Strength of 30 ± 5 MPa (S30 series) | |||||
| S30 | 220 | 2.1 | 3:20 | 7:05 | 2330 |
| S30F20-1 | 210 | 2.7 | 5:30 | 7:50 | 2350 |
| S30F40-1 | 160 | 2.6 | 8:00 | 9:45 | 2355 |
| S30F50-1 | 240 | 3.3 | 9:45 | 12:50 | 2305 |
| S30F60-1 | 230 | 3.2 | 9:50 | 13:10 | 2320 |
| S30F80-1 | 260 | 3.4 | 10:50 | 15:10 | 2170 |
| S30F20-2 | 220 | 2.6 | 6:55 | 9:05 | 2340 |
| S30F40-2 | 220 | 2.9 | 7:05 | 9:40 | 2305 |
| S30F50-2 | 230 | 3.7 | 11:15 | 15:25 | 2240 |
| S30F60-2 | 220 | 3.5 | 12:15 | 17:25 | 2265 |
| S30F80-2 | 250 | 6.6 | 28:45 | 60:15 | 2015 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, H.-J.; Shih, N.-H.; Wu, C.-H.; Lin, S.-K. Effects of the Loss on Ignition of Fly Ash on the Properties of High-Volume Fly Ash Concrete. Sustainability 2019, 11, 2704. https://doi.org/10.3390/su11092704
Chen H-J, Shih N-H, Wu C-H, Lin S-K. Effects of the Loss on Ignition of Fly Ash on the Properties of High-Volume Fly Ash Concrete. Sustainability. 2019; 11(9):2704. https://doi.org/10.3390/su11092704
Chicago/Turabian StyleChen, How-Ji, Neng-Hao Shih, Chung-Hao Wu, and Shu-Ken Lin. 2019. "Effects of the Loss on Ignition of Fly Ash on the Properties of High-Volume Fly Ash Concrete" Sustainability 11, no. 9: 2704. https://doi.org/10.3390/su11092704
APA StyleChen, H. -J., Shih, N. -H., Wu, C. -H., & Lin, S. -K. (2019). Effects of the Loss on Ignition of Fly Ash on the Properties of High-Volume Fly Ash Concrete. Sustainability, 11(9), 2704. https://doi.org/10.3390/su11092704