Multi-Criteria Evaluation of Best Available Treatment Technology for Waste Lead-Acid Battery: The Case of China


Abstract
:1. Introduction
2. Literature Review
3. Methodology
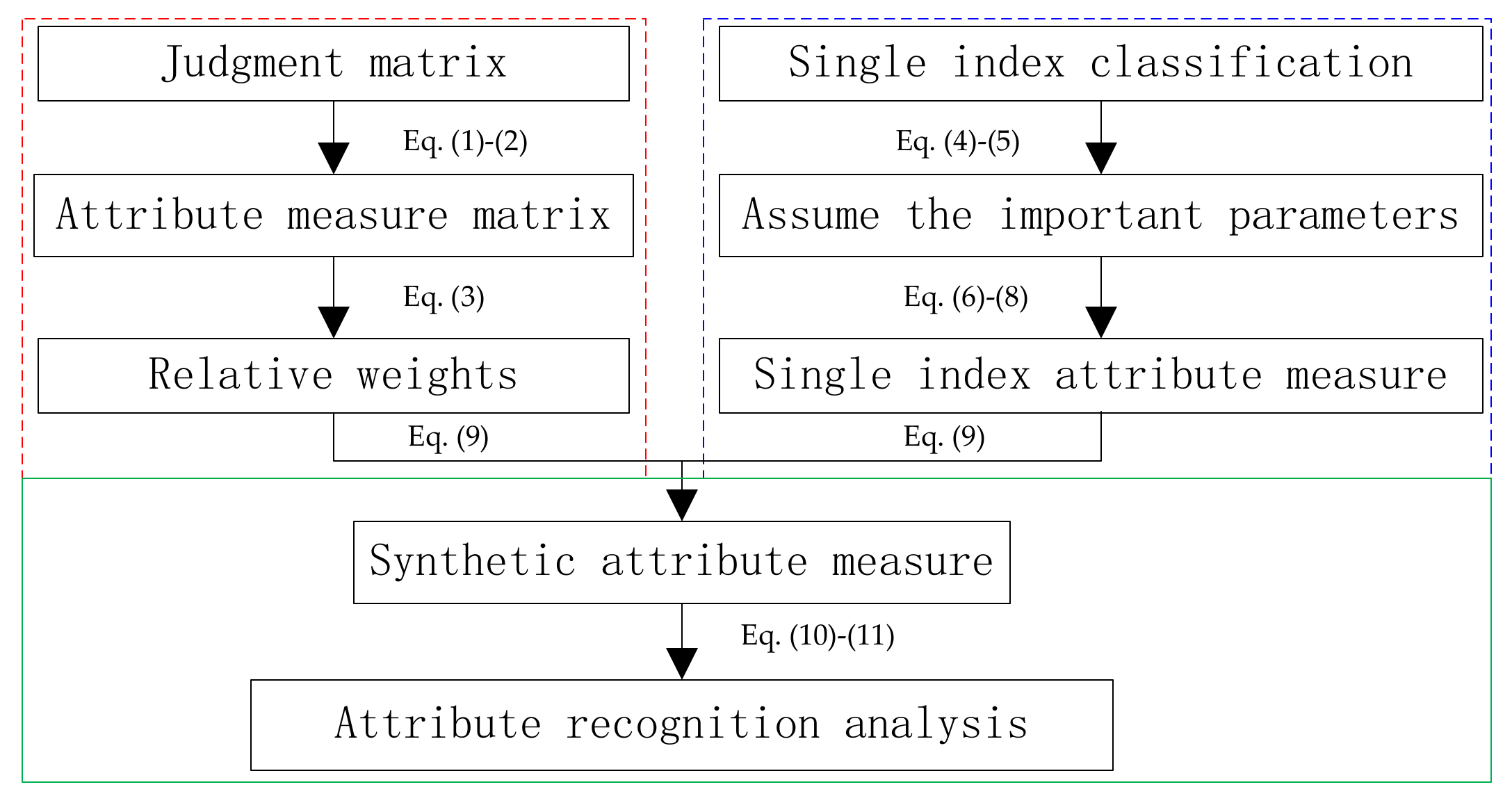
3.1. AHM Method
3.2. Attribute Mathematical Theory
3.3. Validation Experiments
4. Case Study
4.1. Sample Collection
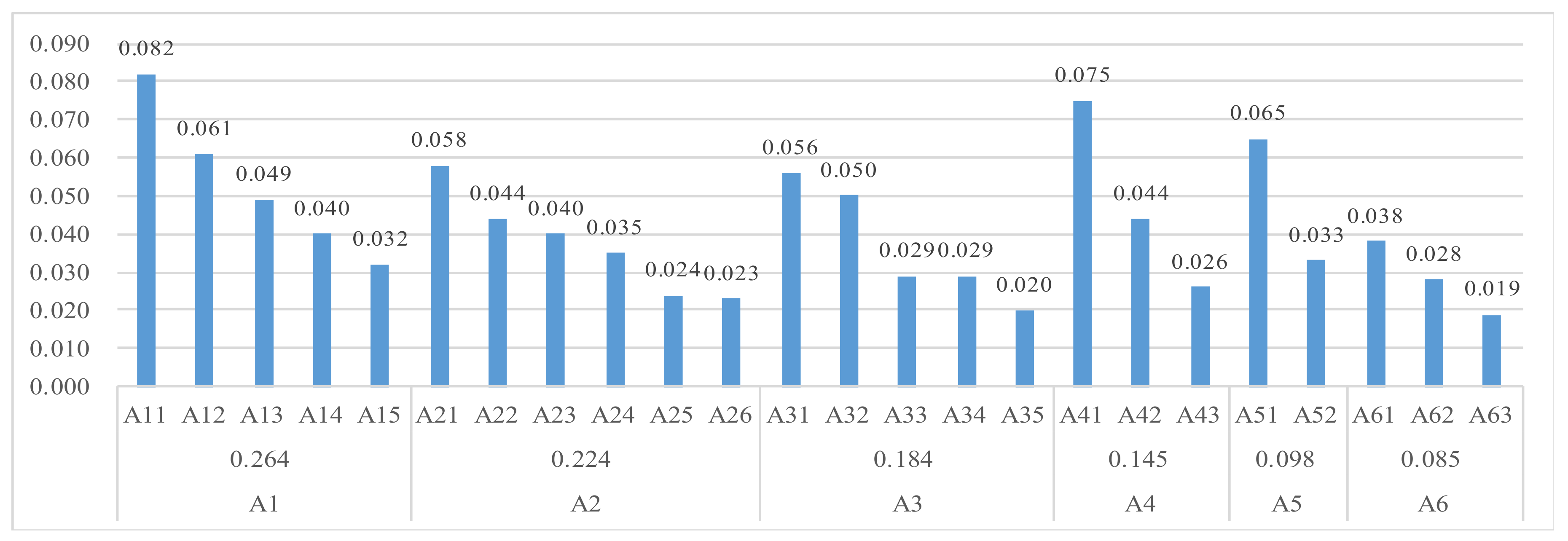
4.2. Weights Analysis of Criteria and Sub-Criteria
4.3. Evaluation of the BATT for Waste LABs
- (1)
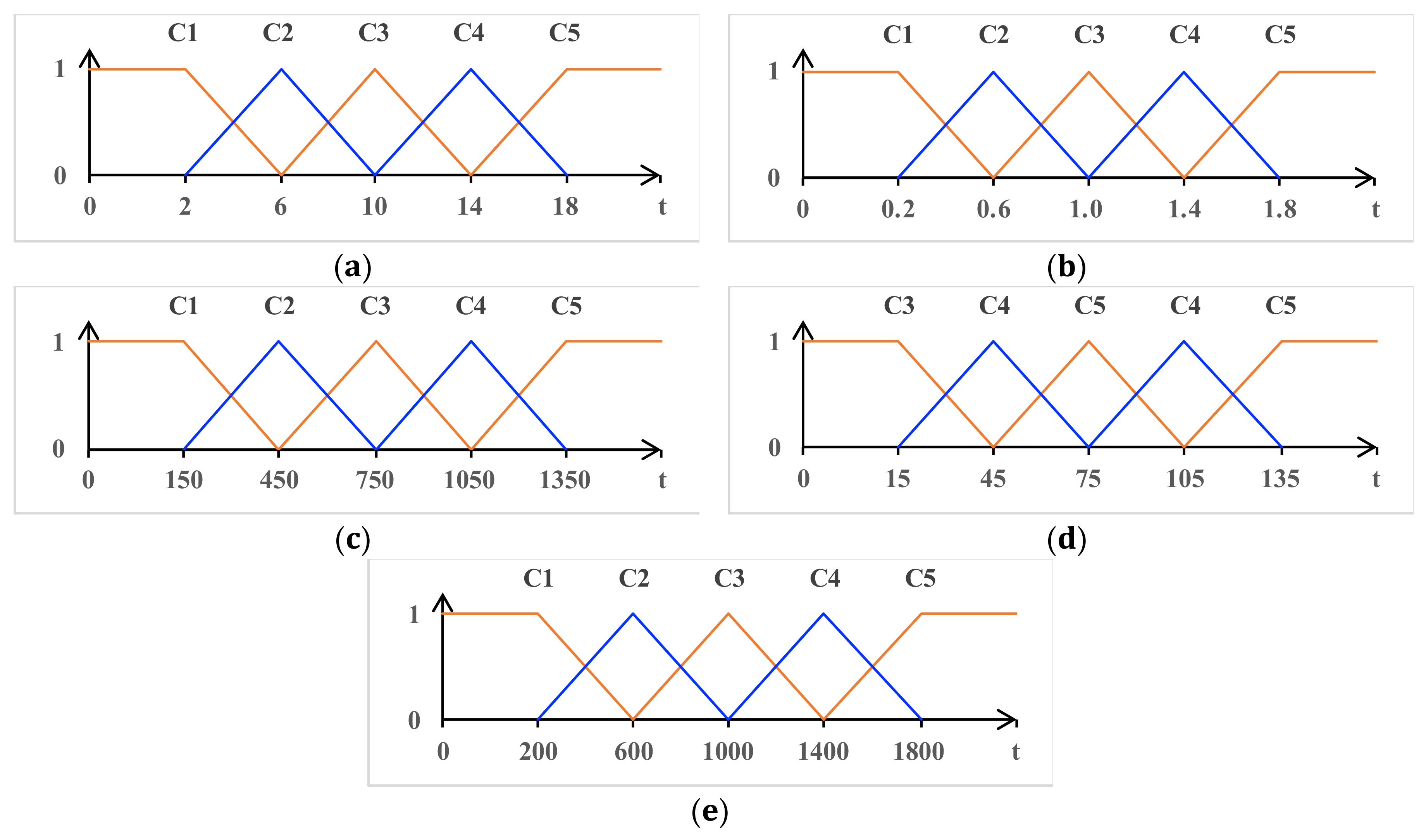
- According to the classification of the single index (Table 3) and the data presented in Table 4, attribute measure functions of evaluation indicators, e.g., can be obtained by using Equations (4)–(8), as shown in Figure 4. The functions of other indicators, i.e., are obtained similarly. The calculated attribute measure values of sub-criteria single indicators are shown in Table 5.
- (2)
- The synthetic attribute measures of the five processes can be computed by using Equation (9) and the computed results are shown in Table 6.
- (3)
- Based on the obtained synthetic attribute measures, the pollution control grade of each technology can be determined by using Equation (10). Considering the significant impact of environment pollution, λ was taken as 0.7 in the evaluation, so that the selected technologies can minimize environmental pollution to the maximum extent. Then in the evaluation stage, Equation (10) can be written as
4.4. Analysis of Overall Evaluation Results
4.5. Validation Study on the Feasibility of BATT
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Rada, S.; Unguresan, M.L.; Bolundut, L.; Rada, M.; Vermesan, H.; Pica, M.; Culea, E. Structural and electrochemical investigations of the electrodes obtained by recycling of lead acid batteries. J. Electroanal. Chem. 2016, 780, 187–196. [Google Scholar] [CrossRef]
- Bossche, P.V.; Vergels, F.; Mierlo, J.V.; Matheys, J.; Autenboer, W.V. SUBAT: An assessment of sustainable battery technology. J. Power Sources 2006, 162, 913–919. [Google Scholar] [CrossRef]
- Bai, L.; Qiao, Q.; Li, Y.P.; Xie, M.H.; Wan, S.; Zhong, Q.D. Substance flow analysis of production process: A case study of a lead smelting process. J. Clean. Prod. 2015, 104, 502–512. [Google Scholar] [CrossRef]
- Jiang, W.Y. Global and Chinese Lead-Acid Battery Industry Report. Forward-Industrial Research Institute. Available online: https://www.qianzhan.com/analyst/detail/220/181101-627d5bc4.html (accessed on 2 November 2018).
- Pan, H.Y.; Geng, Y.; Dong, H.J.; Ali, M.; Xiao, S.J. Sustainability evaluation of secondary lead production from spent lead acid batteries recycling. Resour. Conserv. Recycl. 2019, 140, 13–22. [Google Scholar] [CrossRef]
- Liu, W.; Tian, J.P.; Chen, L.J.; Guo, Y. Temporal and spatial characteristics of lead emissions from the lead- acid battery manufacturing industry in China. Environ. Pollut. 2017, 220, 696–703. [Google Scholar] [CrossRef]
- Peng, H.Y.; Yan, H.; Si, Y.B.; Chang, X.Y. Spatial Distributions and Sources of Heavy Metal Pollution in Soils Around Recycled Lead Industrial Park. Soils 2014, 46, 869–874. [Google Scholar]
- Dahodwalla, H.; Heart, S. Cleaner production options for lead-acid battery manufacturing industry. J. Clean. Prod. 2000, 8, 133–142. [Google Scholar] [CrossRef]
- Tian, X.; Wu, Y.F.; Hou, P.; Liang, S.; Qu, S.; Xu, M.; Zuo, T.Y. Environmental impact and economic assessment of secondary lead production: Comparison of main spent lead-acid battery recycling processes in China. J. Clean. Prod. 2017, 144, 142–148. [Google Scholar] [CrossRef]
- Genaidy, A.M.; Sequeira, R.; Tolaymat, T.; Kohler, J.; Rinder, M. Evidence-based integrated environmental solutions for secondary lead smelters: Pollution prevention and waste minimization technologies and practices. Sci. Total. Environ. 2009, 407, 3239–3268. [Google Scholar] [CrossRef] [Green Version]
- Li, Y.P.; Su, Z.H.; Qiao, Q.; Hu, X.W.; Wan, S.; Zhao, R.N. Integrated assessment of process pollution prevention and end-of-pipe control in secondary lead smelting. Resour. Conserv. Recycl. 2017, 117, 1–11. [Google Scholar] [CrossRef]
- Hilson, G. Pollution prevention and cleaner production in the mining industry: An analysis of current issues. J. Clean. Prod. 2000, 8, 119–126. [Google Scholar] [CrossRef]
- Peng, L.; Zhang, W.; Yu, W.H.; Hu, Y.C.; Wang, J.X.; Li, M.Y.; Dong, J.X.; Wang, J.; Li, F.Y.; Yang, J.K. Environmental impact assessment of recycling spent lead-acid battery by using pyrometallurgical process. Modern. Chem. Ind. 2016, 36, 17–20. [Google Scholar]
- Faé Gomes, G.M.; Mendes, T.F.; Wada, K. Reduction in toxicity and generation of slag in secondary lead process. J. Clean. Prod. 2011, 19, 1096–1103. [Google Scholar] [CrossRef]
- Bourson, J.L. Recycling of lead/acid batteries in a small plant. J. Power Sources 1995, 57, 81–83. [Google Scholar] [CrossRef]
- Eckela, W.P.; Rabinowitzb, M.B.; Fostera, G.D. Investigation of unrecognized former secondary lead smelting sites: Confirmation by historical sources and elemental ratios in soil. Environ. Pollut. 2002, 117, 273–279. [Google Scholar] [CrossRef]
- Kimbrough, D.E.; Carder, N.H. Off-site forensic determination of waterborne elemental emissions: A case study at a secondary lead smelter. Environ. Pollut. 1999, 106, 293–298. [Google Scholar] [CrossRef]
- Angelis, G.D.; Medici, F.; Montereali, M.R.; Pietrelli, L. Reuse of residues arising from lead batteries recycle: A feasibility study. Waste Manag. 2002, 22, 925–930. [Google Scholar] [CrossRef]
- Kreusch, M.A.; Ponte, M.J.; Ponte, H.A.; Kaminari, N.S.; Marino, C.B.; Mymrin, V. Technological improvements in automotive battery recycling. Resour. Conserv. Recycl. 2007, 52, 368–380. [Google Scholar] [CrossRef]
- Gottesfelda, P.; Wereb, F.H.; Adogamec, L.; Gharbid, S.; Sane, D.; Notaf, M.M.; Kuepouo, G. Soil contamination from lead battery manufacturing and recycling in seven African countries. Environ. Res. 2018, 161, 609–614. [Google Scholar] [CrossRef]
- Bicanová, K.; Wittlingerová, Z.; Dvorák, J.; Zimová, M. The material flows of lead in the Czech Republic. Resour. Conserv. Recycl. 2015, 98, 1–8. [Google Scholar] [CrossRef]
- Rajčevića, S.M.; Bulatb, Z.; Matovićb, V.; Popevićc, M.; Lepiće, M.; Mandićf, B.; Jovanovićg, M.; Haufroidh, V.; ŽarkovićI, M.; Bulatc, P. Environmental and take-home lead exposure in children living in the T vicinity of a lead battery smelter in Serbia. Environ. Res. 2018, 167, 725–734. [Google Scholar] [CrossRef] [PubMed]
- Daniel, S.E.; Pappis, C.P.; Voutsinas, T.G. Applying life cycle inventory to reverse supply chains: A case study of lead recovery from batteries. Resour. Conserv. Recycl. 2003, 37, 251–281. [Google Scholar] [CrossRef]
- Yin, Y.N.; Chai, L.Y.; Sun, N. Study on technology evaluation indicator of pollution prevention and control for lead smelting. Environ. Pollut. Control. 2012, 34, 82–88. [Google Scholar]
- Wu, G.L.; Zhang, Z.J.; Liu, L.Y.; Ding, Q. A comparative study of smelting technology on lead paste from used lead-acid batteries. Chin. Battery 2015, 5, 209–211. [Google Scholar]
- Zhang, X.W.; Zhang, Z.J.; Chen, X.; Liu, S. Analysis on energy saving and emission reduction techniques of lead recycling for waste lead acid storage battery in China. Environ. Prot. Sci. 2016, 3, 44–47. [Google Scholar]
- Saaty, T.L. The Analytic Hierarchy Process: Planning, Priority Setting, Resource Allocation; McGraw-Hill: New York, NY, USA, 1980. [Google Scholar]
- Saaty, T.L. How to make a decision: The analytical process. European. J. Oper. Res 1990, 48, 9–26. [Google Scholar] [CrossRef]
- Cheng, Q.S. Attribute recognition theoretical model with application. Acta Sci. Nat. 1997, 33, 12–20. [Google Scholar]
- Hemalatha, S.; Dumpala, L.; Balakrishna, B. Service quality evaluation and ranking of container terminal operators through hybrid multi-criteria decision making methods. Asian J. Ship. Log. 2018, 34, 137–144. [Google Scholar] [CrossRef]
- Cheng, Q.S. Analytic hierarchy process (AHP) and attribute hierarchical model (AHM). Am. J. Ind. 2015, 5, 432–446. [Google Scholar]
- Ma, L.H.; Chen, H.; Yan, H.Z.; Li, W.Q.; Zhang, W.B. Post evaluation of distributed energy generation combining the attribute hierarchical model and matter-element extension theory. J. Clean. Prod. 2018, 184, 503–510. [Google Scholar] [CrossRef]
- Qiang, T.; Yu, D.M.; Zhang, A.J.; Gao, H.H.; Li, Z.; Liu, Z.C.; Chen, W.X.; Han, Z. Life cycle assessment on polylactide-based wood plastic composites toughened with polyhydroxyalkanoates. J. Clean. Prod. 2014, 66, 139–145. [Google Scholar] [CrossRef]
- Li, W.S.; He, Y.H. Comprehensive evaluation of in-service RC flexural member′s reliability based on attribute mathematics. Adv. Mater. Res. 2010, 63–167, 3009–3014. [Google Scholar] [CrossRef]
- Yan, W.T. Research on urban ecosystem health attribute synthetic assessment model and application. Syst. Eng. Theory Pract. 2007, 8, 137–145. [Google Scholar]
- Dong, P.; Zong, P. Attribute recognition model of development of regional economy. Oper. Res. Manag. Sci. 2005, 14, 90–94. [Google Scholar]
- Lin, M.C.; Yan, S.L.; Li, Y. Evaluation method for coalmining-based cities ecosystem based on attribute mathematical model with Huainan city as an example. Ecol. Indic. 2015, 48, 17–21. [Google Scholar]
- Chen, Y.; Zhang, Z.J.; Liu, L.Y. Recycling and Pollution Control Technology of Waste Lead-Acid Battery; Chemical Industry Press: Beijing, China, 2013. [Google Scholar]
- Sun, Z.; Cao, H.B.; Zhang, X.H.; Lin, X.; Zheng, W.W.; Cao, G.Q.; Sun, Y.; Zhang, Y. Spent lead-acid battery recycling in China–A review and sustainable analyses on mass flow of lead. Waste Manag. 2017, 64, 190–201. [Google Scholar] [CrossRef]
- Deng, Z.W.; Du, L.; Fang, C.; Kong, X.H. Discussion on the treatment of SO2 in the recovery of smelting gas from waste lead-acid battery. Nonferr. Metals Eng. Res. 2018, 39, 116–119. [Google Scholar]
- Ministry of Ecology and Environment of the People’s Republic of China (MEE). Emission Standards of Pollutants for Secondary Copper, Aluminum, Lead and Zink Industry. 2015. Available online: http://www.mee.gov.cn/ywgz/fgbz/bz/bzwb/dqhjbh/dqgdwrywrwpfbz/201505/t20150505_300588.shtml (accessed on 1 July 2015).
- Ministry of Industry and Information Technology of the People’s Republic of China (MIIT). Standard Conditions for Secondary Lead Industry. 2016. Available online: http://www.miit.gov.cn/n1146295/n1146592/n3917132/n4061768/c5418517/content.html (accessed on 1 January 2017).








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Criteria | Sub-Criteria | Definition | Reference |
|---|---|---|---|
| Environmental effect (A1) | Lead dust emission (A11) | Proportion of Pd dust emission to Pd production. | [6,17,19,22] |
| Lead content of discard slag (A12) | Pb content in discard slag. | [14,18] | |
| SO2 emission (A13) | Proportion of SO2 emission to Pd production. | [19,23] | |
| Discard slag (A14) | Proportion of discard slag to Pd production. | [6,13,14,15,18,23] | |
| NOx emission (A15) | Proportion of NOx emission to Pb production. | [23] | |
| Comprehensive resource utilization (A2) | Utilization of lead (A21) | Proportion of Pb content in products versus that of original waste LAB. | [21,22] |
| Utilization of sulfur (A22) | Utilization rate of sulfur in waste LAB through comprehensive utilization in various ways. | [19] | |
| Disposal of electrolyte (A23) | Proportion of safety treated electrolyte versus total electrolyte. | [17] | |
| Disposal of discard slag (A24) | Proportion of safety treated discard slag versus total discard slag. | [13,14] | |
| Utilization of plastic (A25) | Proportion of recycled plastic versus the original plastic in waste LAB. | [15] | |
| Utilization of wastewater (A26) | Proportion of reused wastewater versus total wastewater. | [6,15,17,24] | |
| Technicalperformance (A3) | Industrial policies (A31) | Degree of policy compliance to encourage industrial development (e.g., Promotion plan for the development of the regenerated nonferrous metal industry, Technical policy for pollution prevention and control in lead-acid battery production and its regeneration process, Specification for the secondary lead industry, etc.). | [20,24] |
| Smelting process and equipment (A32) | Process and equipment used in smelting process (e.g., Oxygen-enriched smelting, Pure oxygen smelting, Continuous lead-melting furnace, Closed melting furnace, etc.). | [3] | |
| State of technology reliability (A33) | Ensuring technology works consistently and reliably. | [25] | |
| Automation level (A34) | Automation level of process and equipment in the entire process (e.g., Automatic crushing and separation, Automatic feeding system, Automatic slag removal, Automatic monitoring, etc.). | [25] | |
| State of disposal site (A35) | Construction of disposal site (e.g., closed, negative pressure and anti-leakage, etc.). | [13,16] | |
| Material and energy consumption (A4) | Comprehensive energy consumption (A41) | Total energy consumption in the entire process. | [9,25] |
| Fresh water consumption (A42) | Total freshwater consumption in the entire process. | [5] | |
| Auxiliary materials consumption (A43) | Total auxiliary material consumption in the entire process. | [5,25] | |
| Economic performance (A5) | Investment profit (A51) | Proportion of profit versus total investment. | [15,25] |
| Operational cost (A52) | Operation costs associated with the treatment of one ton of waste LABs. | [15,24,25] | |
| Environmental management (A6) | Environmental laws and regulations (A61) | Degree of law and regulation compliance to encourage environmental protection (e.g., Clean production standard–waste lead acid battery recycling industry, Technical specifications of pollution control for the treatment of lead-acid batteries, Emission standards of pollutants for the secondary copper, aluminum, lead and zinc industry, etc.). | [20,24] |
| Environmental management system (A62) | Environmental management system, organization and professionals (e.g., Control requirements for waste gas, wastewater and solid waste, Operating procedures for production processes, Quality inspection system for raw materials and auxiliary materials, Energy consumption quota management system, etc.). | [13,20,24] | |
| Environmental emergency (A63) | Necessary measures for the environmental pollution accident (e.g., Emergency preparedness and response system of environmental pollution accident). | [7,26] |
| Relative Importance | Definition | Explanation |
|---|---|---|
| 1 | Equally important | Two attributes contribute equally to the target. |
| 3 | Slightly important | Experience and judgment lightly favor one attribute over another. |
| 5 | Strongly important | Experience and judgment strongly favor one attribute over another. |
| 7 | Very strongly important | An attribute is favored very strongly over another. |
| 9 | Absolutely important | The evidence favoring one attribute over another is of the highest possible order of affirmation. |
| 2, 4, 6 and 8 | Intermediate values between each two adjacent judgments | The importance is between the levels one point above and below. |
| Evaluation Index | ||||
|---|---|---|---|---|
| Criteria | Sub-Criteria | Scope of Sub-Criteria | Unit | Process A | Process B | Process C | Process D | Process E |
|---|---|---|---|---|---|---|---|---|
| Environmental effect (A1) | Lead dust emission (A11) | 0–20 | g t−1 | 2.06 | 8.53 | 10.88 | 4.90 | 3.33 |
| Lead content of discard slag (A12) | 0–2 | % | 1.40 | 2.00 | 3.00 | 0.80 | 1.77 | |
| SO2 emission (A13) | 0–1500 | g t−1 | 421.40 | 490.59 | 1819.86 | 240.1 | 330.95 | |
| Discard slag (A14) | 0–150 | kg t−1 | 148.00 | 115.00 | 269.00 | 102.00 | 133.00 | |
| NOx emission (A15) | 0–2000 | g t−1 | 146.90 | 438.84 | 1176.00 | 208.84 | 217.66 | |
| Comprehensive resource utilization (A2) | Utilization of lead (A21) | 98–100 | % | 99.80 | 98.50 | 98.00 | 99.70 | 99.20 |
| Utilization of sulfur (A22) | 95–100 | % | 98.00 | 96.00 | 95.60 | 98.00 | 98.88 | |
| Disposal of electrolyte (A23) | 90–100 | % | 100.00 | 100.00 | 100.00 | 100.00 | 100.00 | |
| Disposal of discard slag (A24) | 0–100 | % | 100.00 | 100.00 | 100.00 | 100.00 | 100.00 | |
| Utilization of plastic (A25) | 95–100 | % | 100.00 | 98.48 | 98.00 | 100.00 | 100.00 | |
| Utilization of wastewater (A26) | 90–100 | % | 100.00 | 100.00 | 100.00 | 100.00 | 100.00 | |
| Technical performance (A3) | Industrial policies (A31) | 0, 1 | — | 1 | 1 | 1 | 1 | 1 |
| Smelting process and equipment (A32) [9,25] | Level 1, 2, 3 | — | Level 1 | Level 2 | Level 3 | Level 1 | Level 1 | |
| State of technology reliability (A33) [25] | Level 1, 2, 3 | — | Level 1 | Level 1 | Level 1 | Level 1 | Level 1 | |
| Automation level (A34) | Level 1, 2, 3 | — | Level 1 | Level 2 | Level 3 | Level 1 | Level 1 | |
| State of disposal site (A35) | Level 1, 2, 3 | — | Level 1 | Level 1 | Level 3 | Level 1 | Level 1 | |
| Material and energy consumption (A4) | Comprehensive energy consumption (A41) | 100–130 | kgce t−1 | 94.50 | 109.60 | 130.00 | 97.80 | 95.18 |
| Fresh water consumption (A42) | 0.1–0.5 | m3 t−1 | 0.21 | 0.27 | 0.35 | 0.56 | 1.21 | |
| Auxiliary materials consumption (A43) | 0.1–0.3 | t t−1 | 0.20 | 0.24 | 0.22 | 0.20 | 0.11 | |
| Economic performance (A5) | Investment profit (A51) | 10–20 | % | 15.06 | 14.50 | 32.50 | 16.00 | 15.40 |
| Operational cost (A52) | 341.3–455.0 | USD t−1 | 426.6 | 398.2 | 321.4 | 355.5 | 376.8 | |
| Environmental management (A6) | Environmental laws and regulations (A61) | 0, 1 | — | 1 | 1 | 1 | 1 | 1 |
| Environmental management system and organization (A62) | Level 1, 2, 3 | — | Level 1 | Level 1 | level 2 | Level 1 | Level 1 | |
| Environmental emergency (A63) | Level 1, 2, 3 | — | Level 1 | Level 1 | level 2 | Level 1 | Level 1 |
| Sub-Criteria | Process A | Process B | Process C | Process D | Process E |
|---|---|---|---|---|---|
| A11 | |||||
| A12 | |||||
| A13 | |||||
| A14 | |||||
| A15 | |||||
| A21 | |||||
| A22 | |||||
| A23 | |||||
| A24 | |||||
| A25 | |||||
| A26 | |||||
| A31 | |||||
| A32 | |||||
| A33 | |||||
| A34 | |||||
| A35 | |||||
| A41 | |||||
| A42 | |||||
| A43 | |||||
| A51 | |||||
| A52 | |||||
| A61 | |||||
| A62 | |||||
| A63 |
| Level | Rank | ||
|---|---|---|---|
| Process A | Good | 2 | |
| Process B | Medium | 4 | |
| Process C | Poor | 5 | |
| Process D | Good | 1 | |
| Process E | Good | 3 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, W.; He, Y.; Zhang, D.; Wu, Y.; Pan, D. Multi-Criteria Evaluation of Best Available Treatment Technology for Waste Lead-Acid Battery: The Case of China. Sustainability 2020, 12, 4479. https://doi.org/10.3390/su12114479
Wang W, He Y, Zhang D, Wu Y, Pan D. Multi-Criteria Evaluation of Best Available Treatment Technology for Waste Lead-Acid Battery: The Case of China. Sustainability. 2020; 12(11):4479. https://doi.org/10.3390/su12114479
Chicago/Turabian StyleWang, Wei, Yi He, Deyuan Zhang, Yufeng Wu, and Dean Pan. 2020. "Multi-Criteria Evaluation of Best Available Treatment Technology for Waste Lead-Acid Battery: The Case of China" Sustainability 12, no. 11: 4479. https://doi.org/10.3390/su12114479
APA StyleWang, W., He, Y., Zhang, D., Wu, Y., & Pan, D. (2020). Multi-Criteria Evaluation of Best Available Treatment Technology for Waste Lead-Acid Battery: The Case of China. Sustainability, 12(11), 4479. https://doi.org/10.3390/su12114479