Using Wastes from the Process of Blasting with Steel Shot to Make a Radiation Shield in Mortar

 ,
,  , and
, and
Abstract
:1. Introduction
2. Materials and Methods
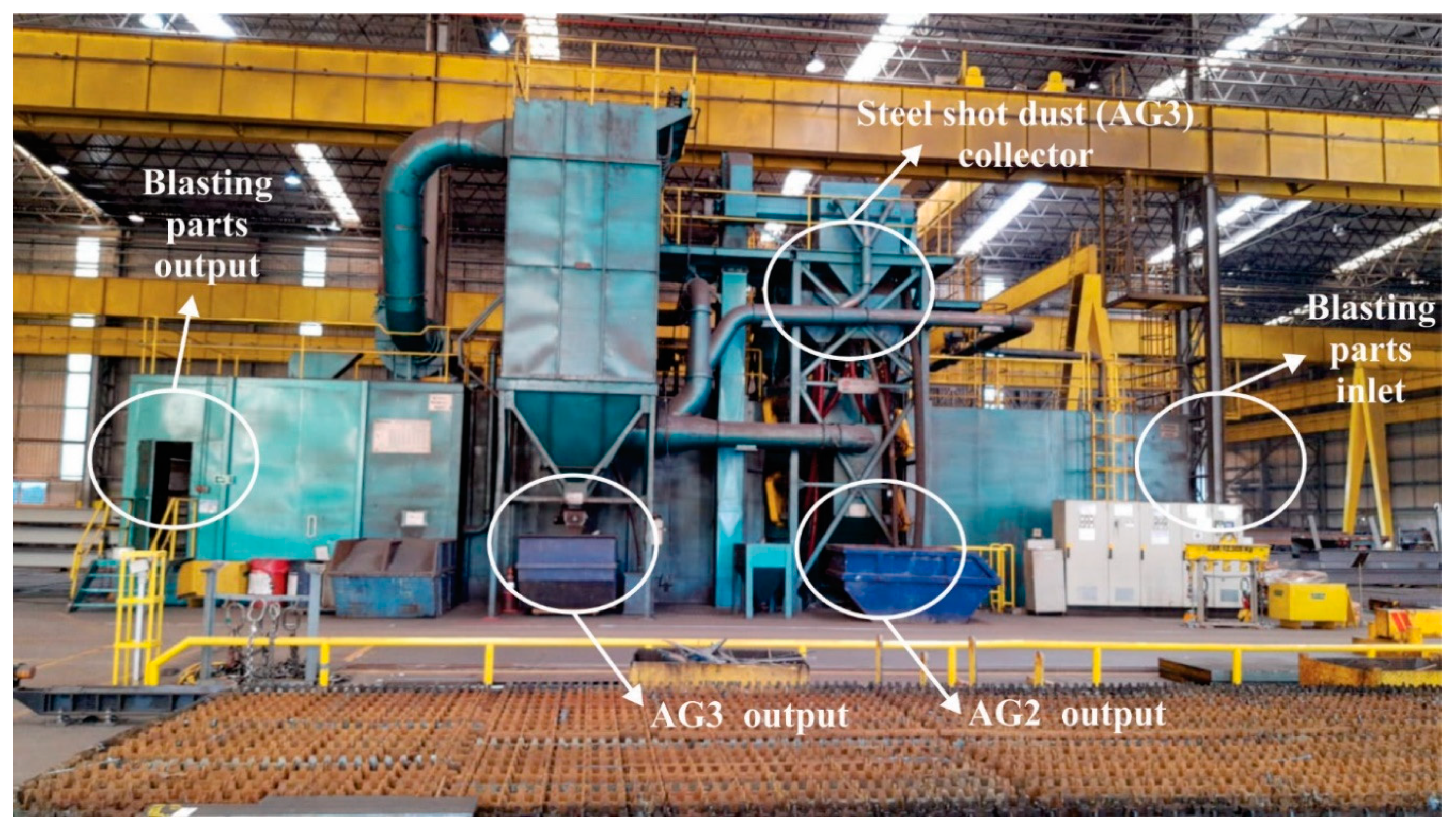
2.1. Materials
2.2. Waste Characterization
2.3. Production of Mortar Specimens and Experimental Design
2.4. Characterization of the Specimens
2.4.1. Compressive Strength
2.4.2. Dry and Wet Bulk Density, Air Void, and Water Absorption by Immersion
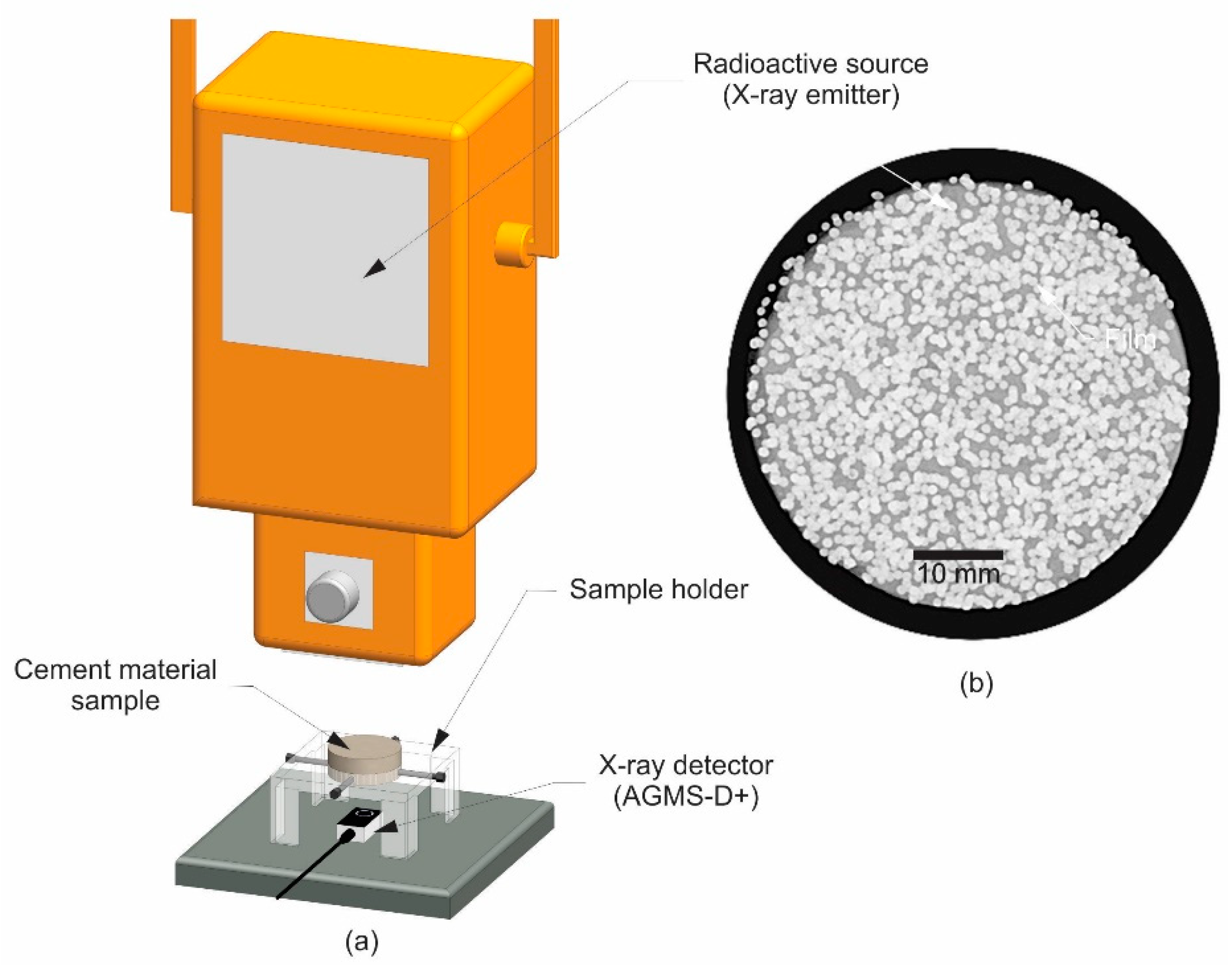
2.4.3. X-Ray Attenuation
3. Results and Discussion
3.1. Characterization of AG1, AG2, and AG3 Aggregates
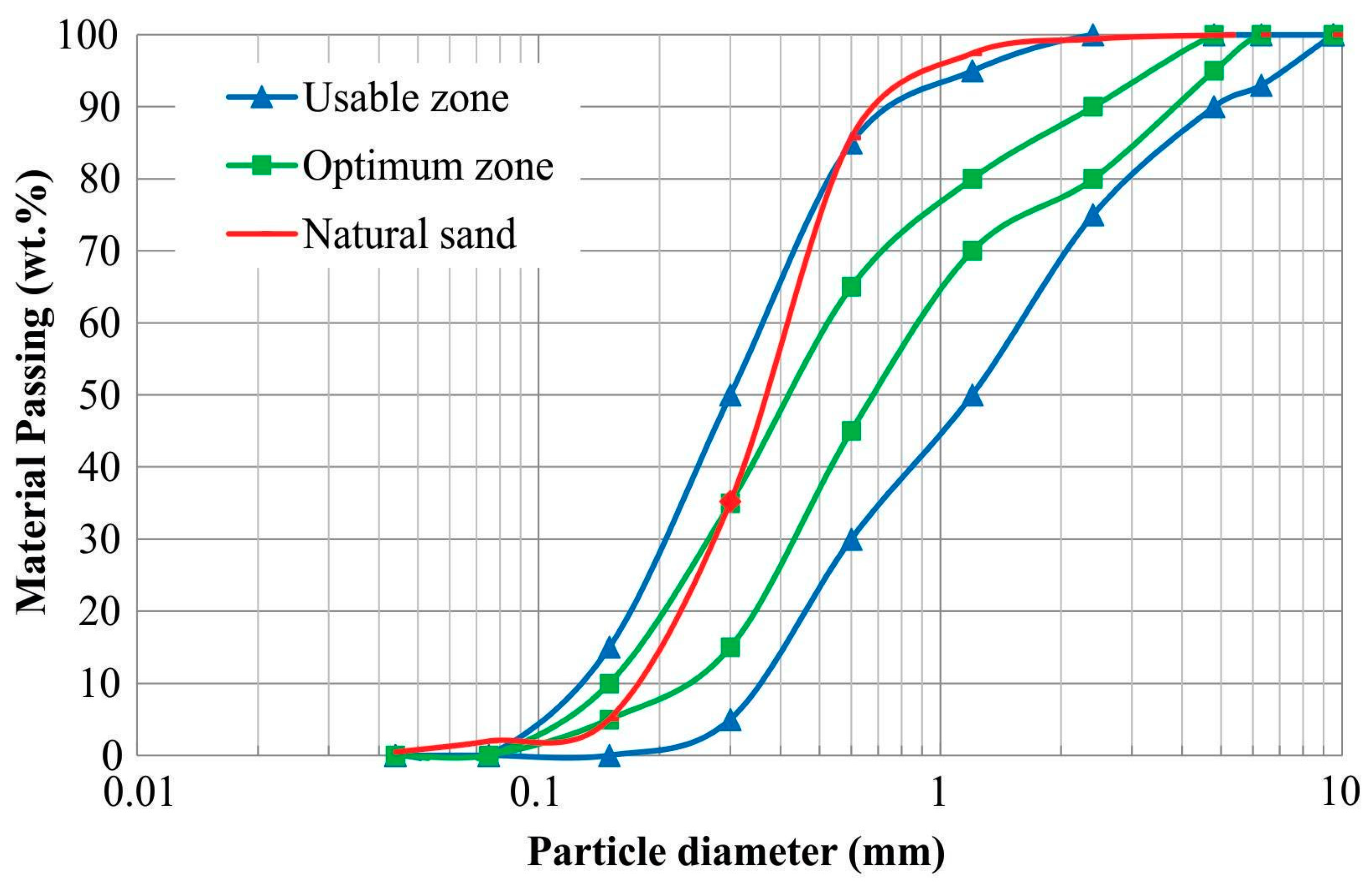
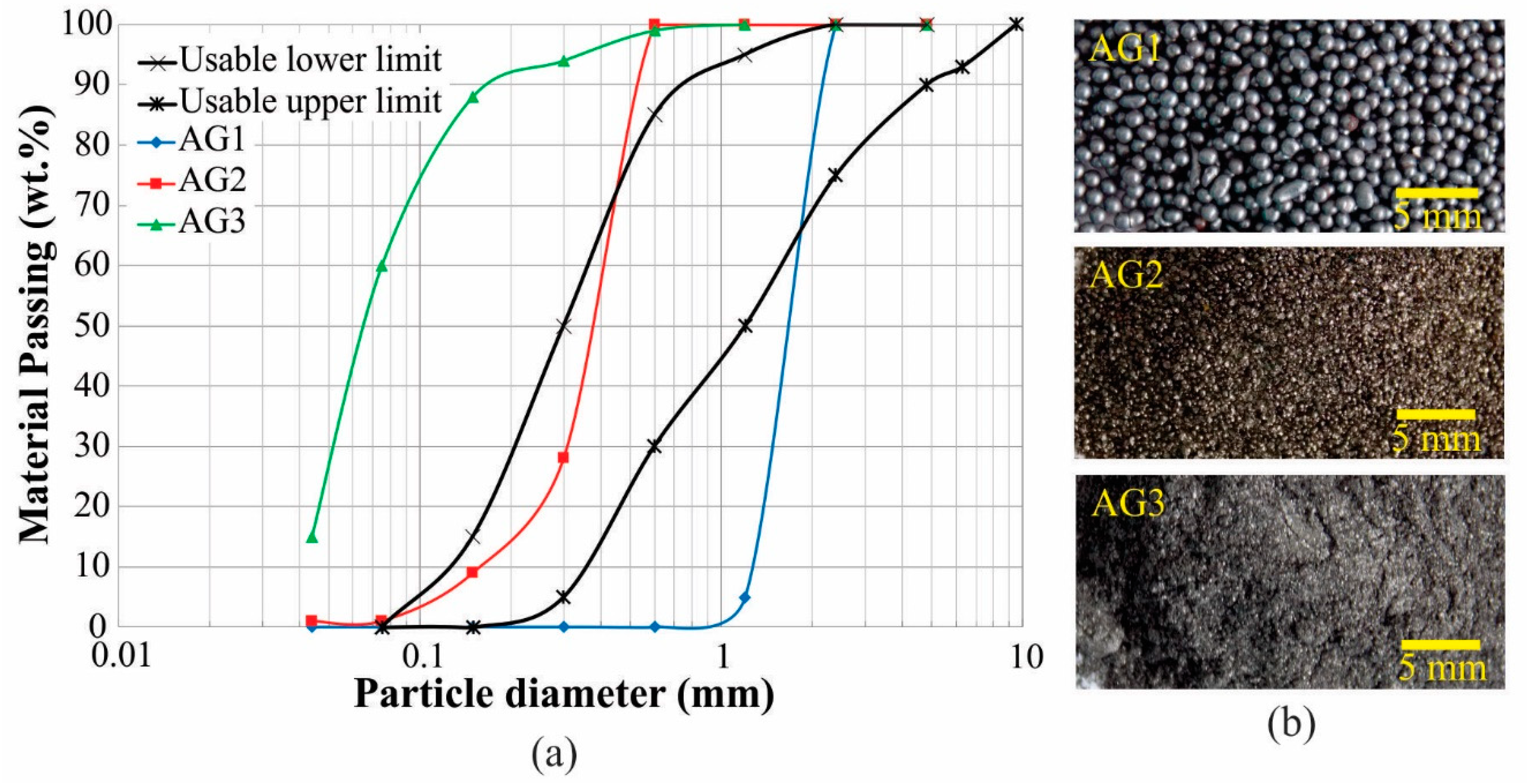
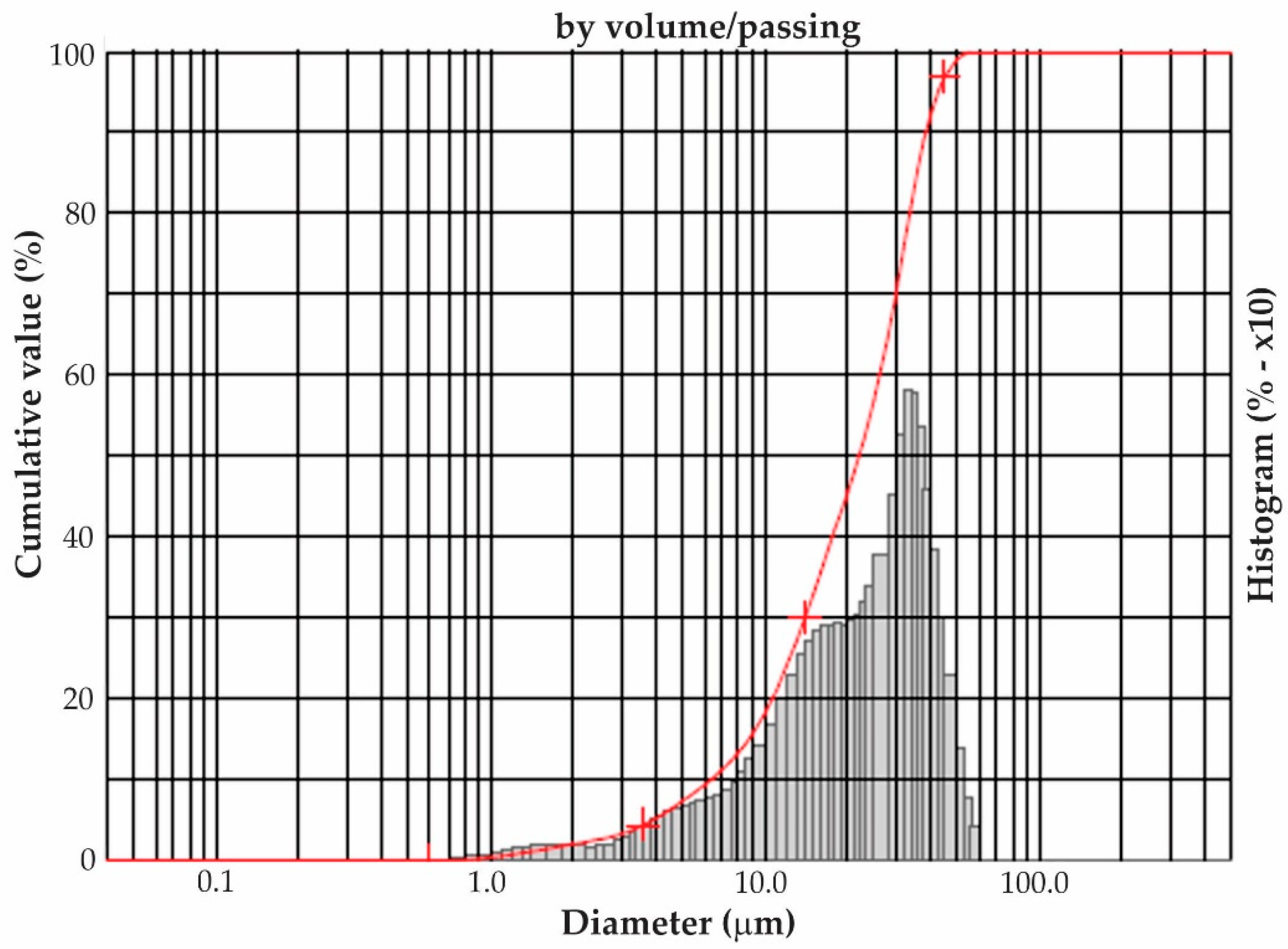
3.1.1. Particle Size Analysis
3.1.2. Density and % Total Iron
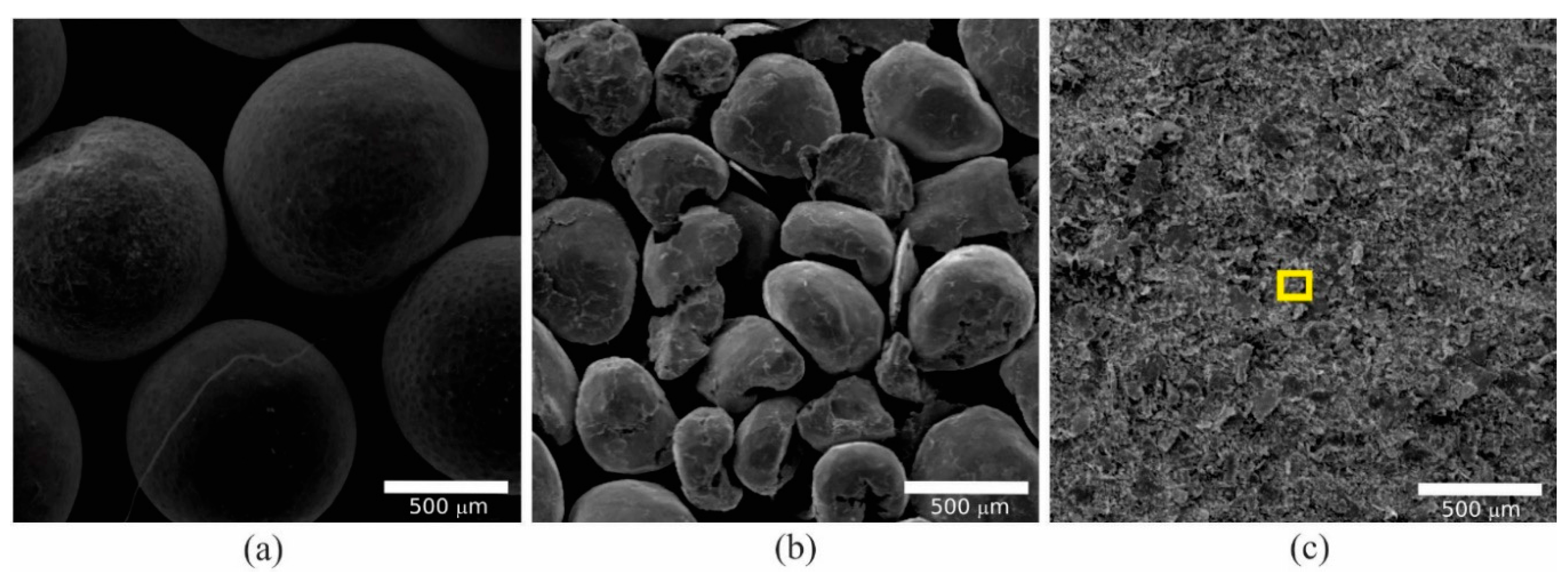
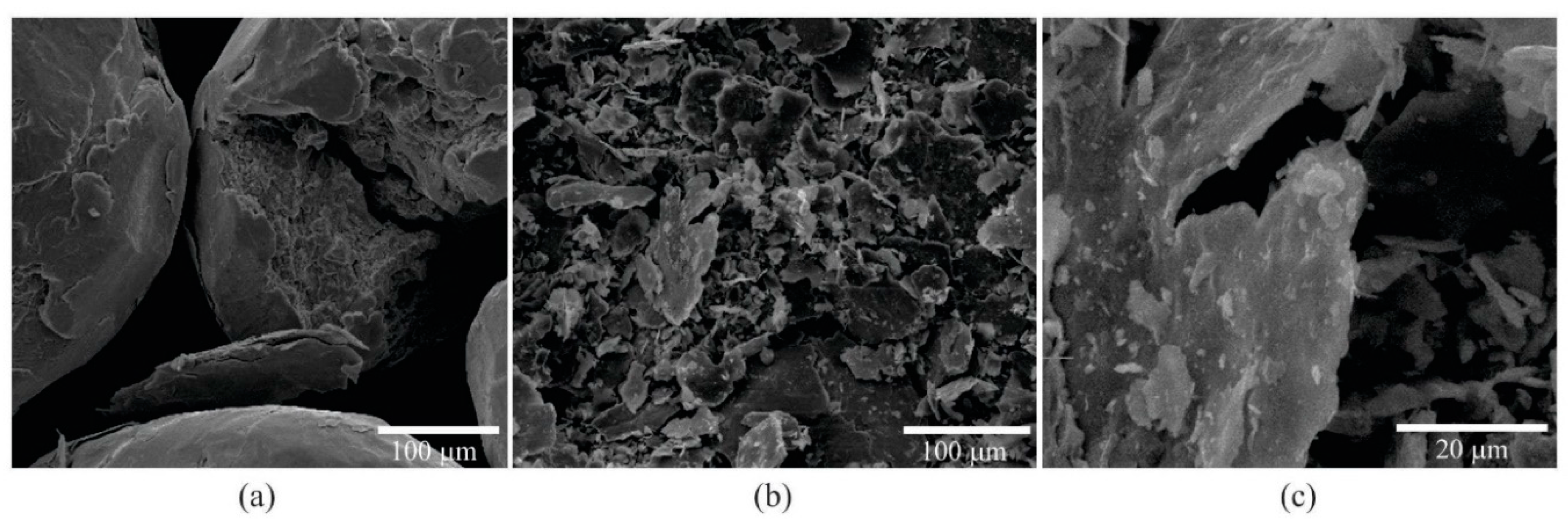
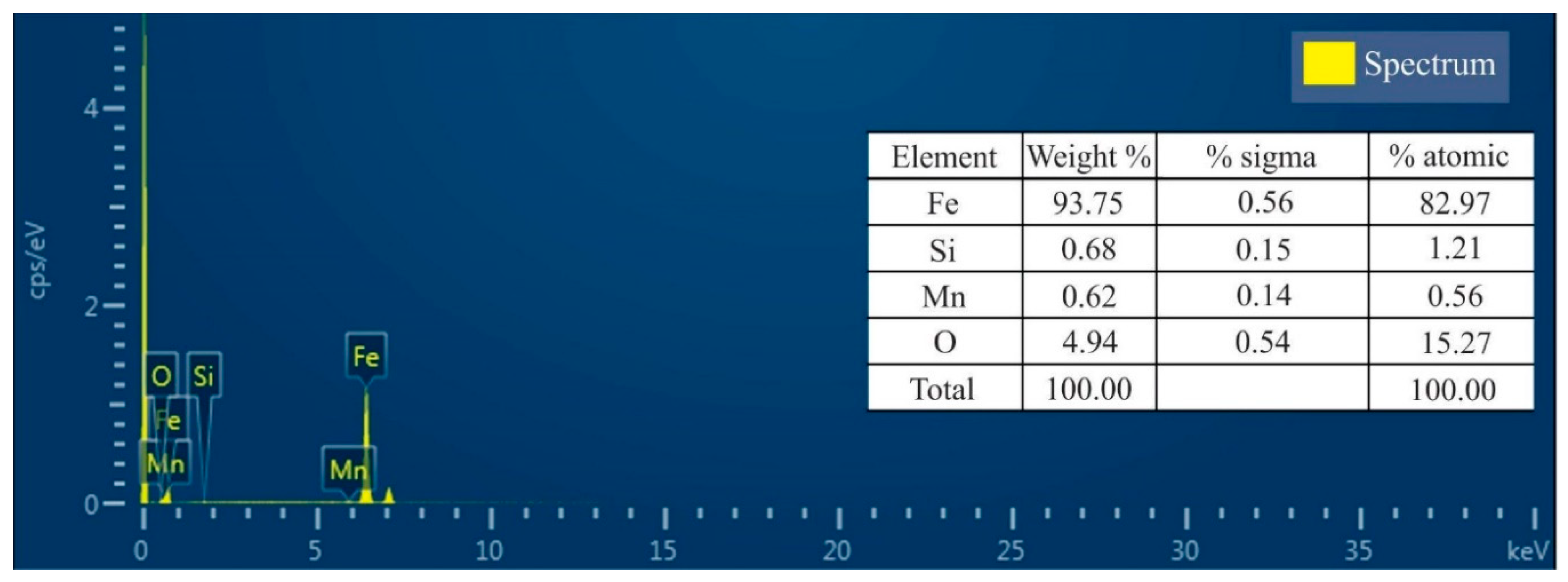
3.1.3. Morphology and Chemical Composition
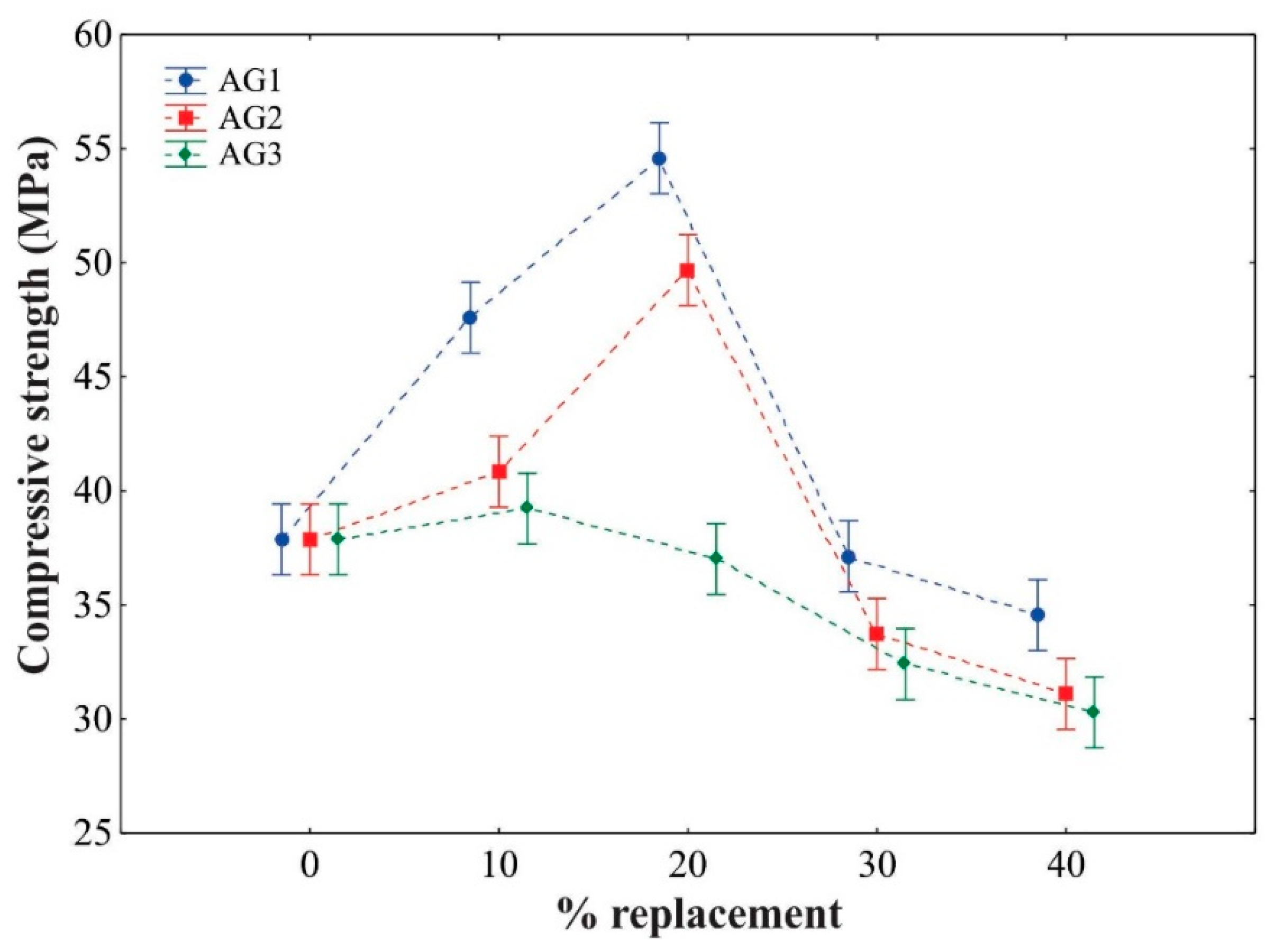
3.2. Compressive Strength
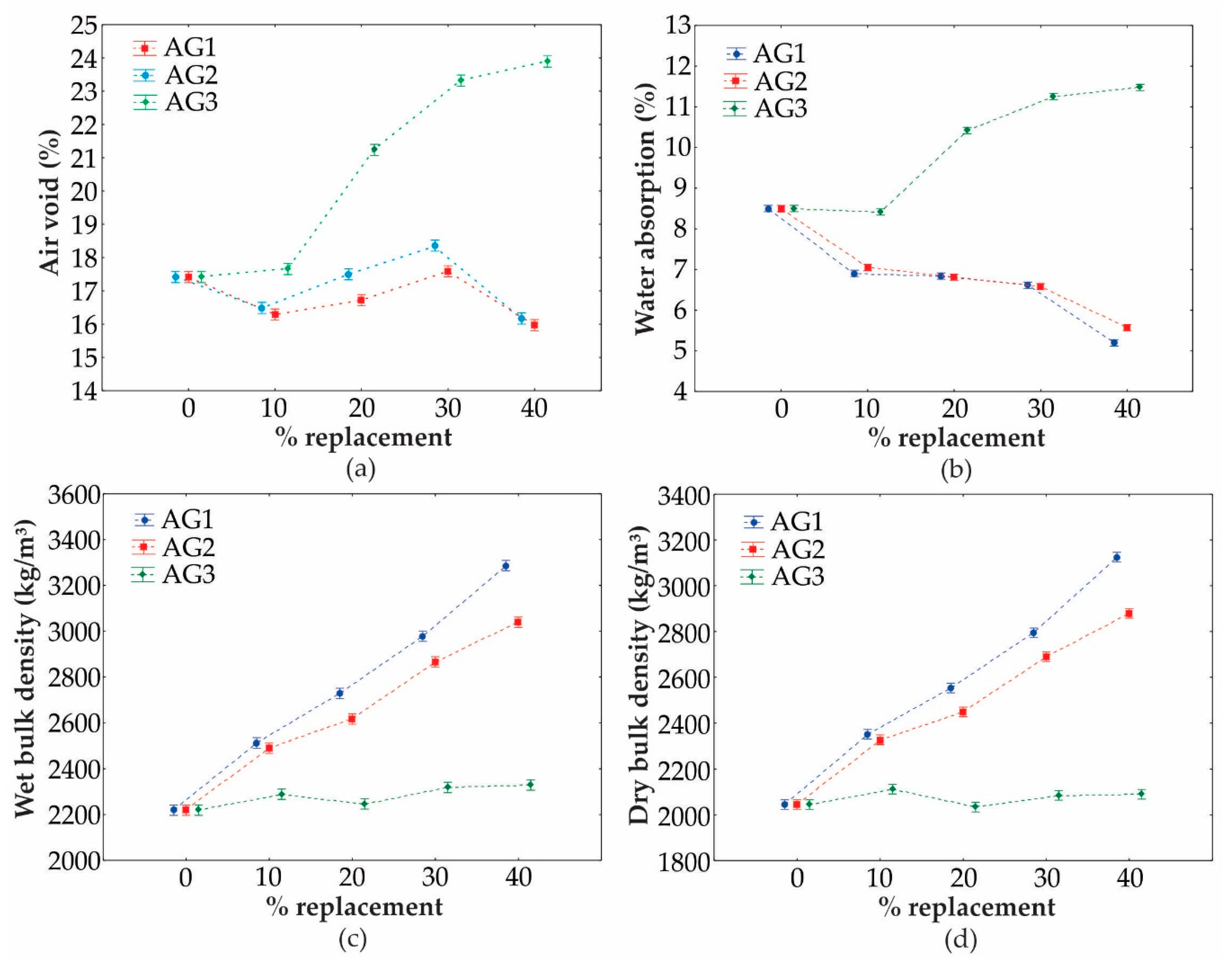
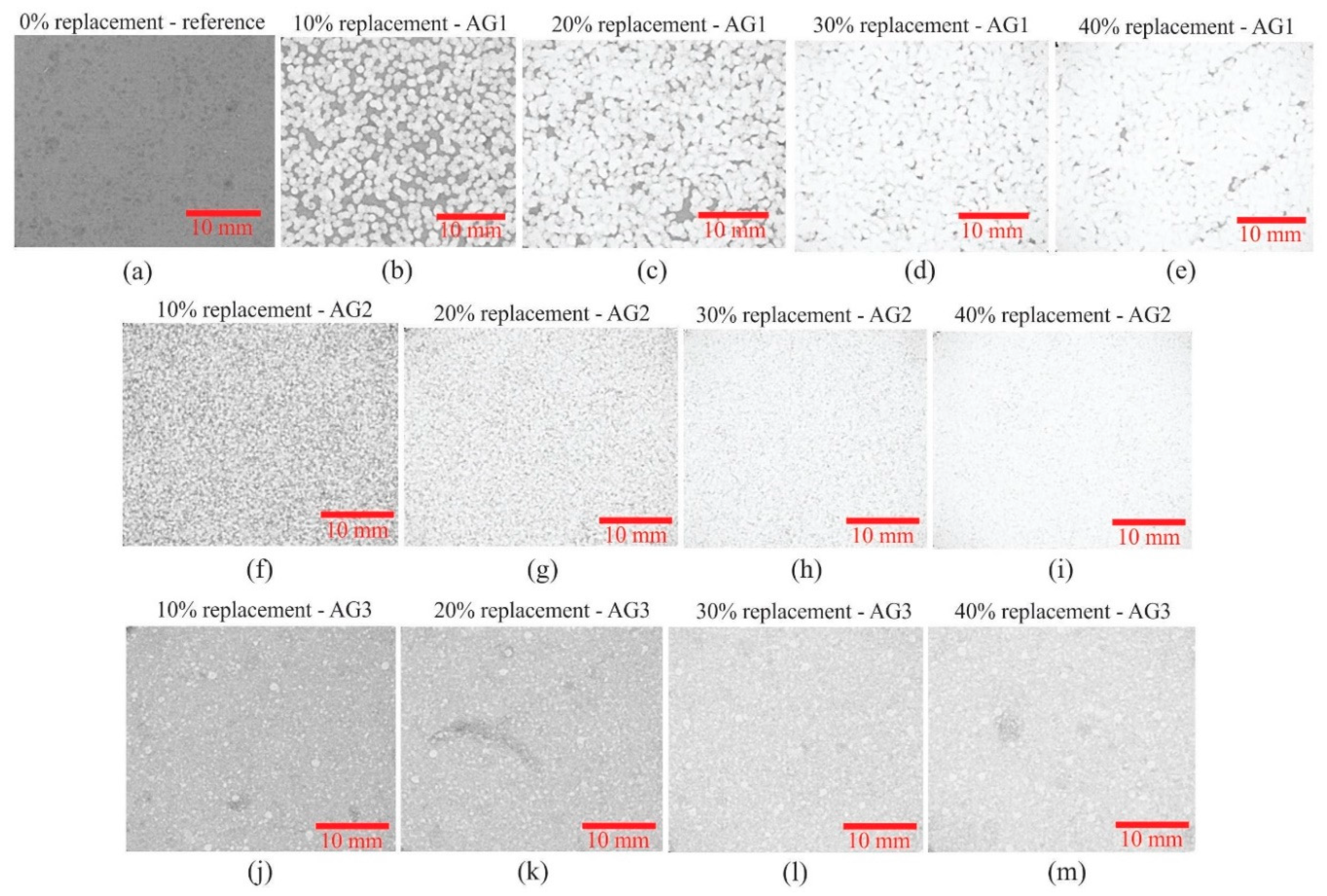
3.3. Air Void, Water Absorption, and Dry and Wet Bulk Densities
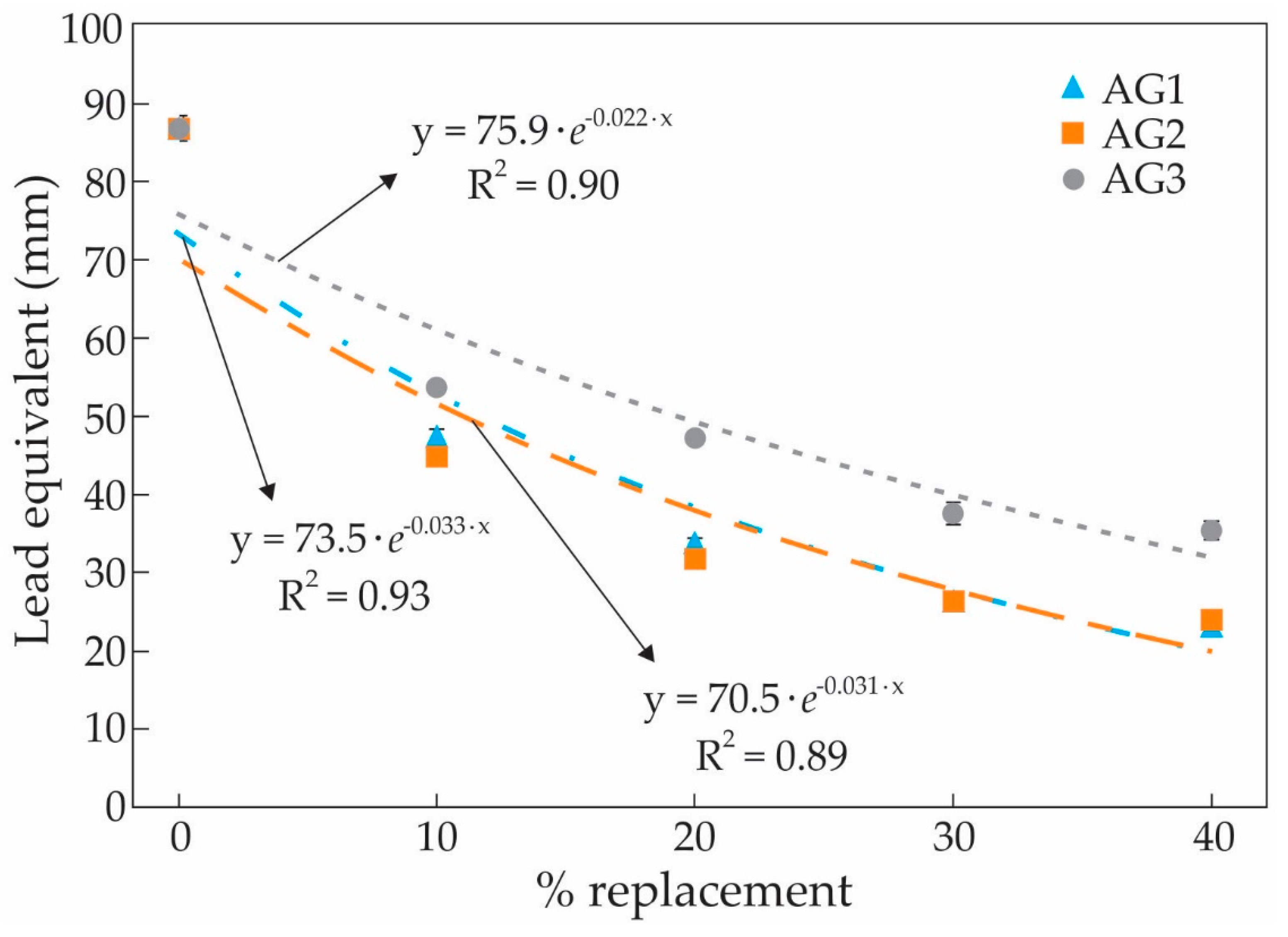
3.4. X-Ray Shielding
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Moura, W.A.; Dal Molin, D.C.C. Influência da adição de escória de cobre em características relacionadas à durabilidade do concreto. Ambiente Construído 2004, 4, 41–56. [Google Scholar]
- Alwaeli, M. The implementation of scale and steel chips waste as a replacement for raw sand in concrete manufacturing. J. Clean. Prod. 2016, 137, 1038–1044. [Google Scholar] [CrossRef]
- Associação Brasileira de Normas Técnicas (ABNT). NBR 10004: Resíduos Sólidos: Classificação; Associação Brasileira de Normas Técnicas: Rio de Janeiro, Brazil, 2004. [Google Scholar]
- CONAMA. Resolução N° 303 de 20 de Março de 2002; Conselho Nacional do Meio Ambiente: Brasília, Brazil, 2002.
- Nacional, C. Resíduos sólidos: Comentários à Lei 12,305/2010; CONAMA: Brasília, Brazil, 2010.
- Buruiana, D.L.; Bordei, M.; Diaconescu, I.; Ciurea, A. Recycling options for used sandblasting grit into road construction. In Recent Researches in Energy Environment Landscape Architecture; Thomas, G., Fleaurant, C., Panagopoulos, T., Chevassus-Lozza, E., Zaharim, A., Sopian, K., Eds.; WSEAS Press: Angers, France, 2011; Volume 1, p. 182. [Google Scholar]
- Makarious, A.; Bashter, I.; Abdo, A.E.-S.; Azim, M.S.A.; Kansouh, W. On the utilization of heavy concrete for radiation shielding. Ann. Nucl. Energy 1996, 23, 195–206. [Google Scholar] [CrossRef]
- Ouda, A.S. Development of high-performance heavy density concrete using different aggregates for gamma-ray shielding. Prog. Nucl. Energy 2015, 79, 48–55. [Google Scholar] [CrossRef] [Green Version]
- Akkurt, I.; Basyigit, C.; Kilincarslan, S.; Mavi, B.; Akkurt, A. Radiation shielding of concretes containing different aggregates. Cem. Concr. Compos. 2006, 28, 153–157. [Google Scholar] [CrossRef]
- Binici, H.; Aksogan, O.; Sevinc, A.H.; Kucukonder, A. Mechanical and radioactivity shielding performances of mortars made with colemanite, barite, ground basaltic pumice and ground blast furnace slag. Constr. Build. Mater. 2014, 50, 177–183. [Google Scholar] [CrossRef]
- Maslehuddin, M.; Naqvi, A.; Ibrahim, M.; Kalakada, Z. Radiation shielding properties of concrete with electric arc furnace slag aggregates and steel shots. Ann. Nucl. Energy 2013, 53, 192–196. [Google Scholar] [CrossRef]
- Topcu, İ.B. Properties of heavyweight concrete produced with barite. Cem. Concr. Res. 2003, 33, 815–822. [Google Scholar] [CrossRef]
- La, L.B.; Leong, Y.-K.; Leatherday, C.; Au, P.I.; Hayward, K.J.; Zhang, L.-C. X-ray protection, surface chemistry and rheology of ball-milled submicron Gd2O3 aqueous suspension. Colloids Surf. A Physicochem. Eng. Aspects 2016, 501, 75–82. [Google Scholar] [CrossRef] [Green Version]
- Monzen, H.; Kanno, I.; Fujimoto, T.; Hiraoka, M. Estimation of the shielding ability of a tungsten functional paper for diagnostic x-rays and gamma rays. J. Appl. Clin. Med. Phys. 2017, 18, 325–329. [Google Scholar] [CrossRef]
- Sopapan, P.; Laopaiboon, J.; Jaiboon, O.; Yenchai, C.; Laopaiboon, R. Feasibility study of recycled CRT glass on elastic and radiation shielding properties used as x-ray and gamma-ray shielding materials. Prog. Nucl. Energy 2020, 119, 103149. [Google Scholar] [CrossRef]
- Gaafar, M.; Mahmoud, I. Structural investigation and interpretation of some alkali lead borate glasses as radiation shielding materials. J. Aust. Ceram. Soc. 2019, 55, 865–872. [Google Scholar] [CrossRef]
- AbuAlRoos, N.J.; Amin, N.A.B.; Zainon, R. Conventional and new lead-free radiation shielding materials for radiation protection in nuclear medicine: A review. Radiat. Phys. Chem. 2019, 165, 108439. [Google Scholar] [CrossRef]
- Kothan, S.; Kaewkhao, J.; Kim, H.; Muangmala, W.; Kiatwattanacharoen, S.; Jumpee, C.; Kaewjaeng, S. Structural and Radiation Shielding Properties of Dy3+ doped Phosphate Glasses. J. Phys. Conf. Ser. 2020, 1428, 012016. [Google Scholar] [CrossRef]
- Jaiyen, S.; Phumsuwan, A.; Thongpool, V.; Phunpueok, A. Determination of Radiation Attenuation Coefficients of Rubber Containing Barite. Appl. Mech. Mater. 2017, 2017, 204–207. [Google Scholar] [CrossRef]
- El-Samrah, M.G.; Abdel-Rahman, M.A.; Kany, A.M. Study characteristics of new concrete mixes and their mechanical, physical, and gamma radiation attenuation features. Z. Anorg. Allg. Chem. 2018, 644, 92–99. [Google Scholar] [CrossRef]
- Ling, T.-C.; Poon, C.-S.; Lam, W.-S.; Chan, T.-P.; Fung, K.K.-L. X-ray radiation shielding properties of cement mortars prepared with different types of aggregates. Mater. Struct. 2013, 46, 1133–1141. [Google Scholar] [CrossRef]
- Waly, E.-S.A.; Bourham, M.A. Comparative study of different concrete composition as gamma-ray shielding materials. Ann. Nucl. Energy 2015, 85, 306–310. [Google Scholar] [CrossRef]
- Creutz, E.; Downes, K. Magnetite concrete for radiation shielding. J. Appl. Phys. 1949, 20, 1236–1240. [Google Scholar] [CrossRef]
- Meneghel, L. Aproveitamento de Resíduos de Granalha de Aço-Carbono Por Metalurgia do pó. Master’s Thesis, Brazil Programa de Pós-graduação em Engenharia e Ciência dos Materiais, Universidade de Caxias do Sul—UCS, Caxias do Sul, RS, Brazil, 2017. [Google Scholar]
- Qomariah, Q.; Sugiharti, S.; Riyanto, S. The Utilization of Sandblasting Sand Waste for Mortar and Normal Concrete; IOP Conference Series: Materials Science and Engineering; IOP Publishing: Bristol, UK, 2020; p. 012036. [Google Scholar]
- Partial Replacement of Cement in Concrete by Steel Shot Dust. Available online: https://zenodo.org/record/400981#.XzwDpOhKhPY (accessed on 17 August 2020).
- Sinto. Granalha de aço—Jateamento e shot peening. In Catálogo Comercial, 2012; Catalogo: São Paulo, SP, Brasil, 2012. [Google Scholar]
- Associação Brasileira de Normas Técnicas (ABNT). NBR 10007: Amostragem de Resíduos-Procedimento; ABNT: Rio de Janeiro, Brasil, 2004. [Google Scholar]
- Associação Brasileira de Normas Técnicas (ABNT). NBR NM 248: Agregados-Determinação da Composição Granulométrica; ABNT: Rio de Janeiro, Brasil, 2003. [Google Scholar]
- Associação Brasileira de Normas Técnicas (ABNT). D854-14—Standard Test Methods for Specific Gravity of Soil Solids by Water Pycnometer; ASTM International: West Conshohocken, PA, USA, 2014. [Google Scholar]
- Associação Brasileira de Normas Técnicas (ABNT). NBR ISO 2597-2 Iron Ores: Determination of Total Iron Content, Part 2, Titrimetric Methods after Titanium (III) Chloride Reduction; Associação Brasileira de Normas Técnicas: Rio de Janeiro, Brasil, 2013. [Google Scholar]
- Associação Brasileira de Normas Técnicas (ABNT). NBR 5738: Concreto-Procedimento Para Moldagem e Cura de Corpos de Prova; ABNT: Rio de Janeiro, Brasil, 2015. [Google Scholar]
- Associação Brasileira de Normas Técnicas (ABNT). NBR 5739: Concreto—Ensaio de Compressão de Corpos-De-Prova Cilíndricos; Associação Brasileira de Normas Técnicas: Rio de Janeiro, Brasil, 2018. [Google Scholar]
- Associação Brasileira de Normas Técnicas (ABNT). C948-81 Standard Test Method for dry and wet bulk Density. In Water Absorption, and Apparent Porosity of Thin Sections of Glass-Fibre Reinforced Concrete; American Society for Testing and Materials: West Conshohocken, PA, USA, 2009. [Google Scholar]
- Associação Brasileira de Normas Técnicas (ABNT) 9778. NBR 9779: Argamassa e Concreto Endurecidos: Determinação da Absorção de Água, Índice de Vazios e Massa Específica; Associação Brasileira de Normas Técnicas: Rio de Janeiro, Brasil, 2009. [Google Scholar]
- Paiva, E.D. Princípios do cálculo de blindagem em radioterapia. Rev. Bras. Ensino Fís. 2014, 36, 1–5. [Google Scholar] [CrossRef]
- Shamsuzzaman, M.; Khan, M.A.M.; Bhuiyan, M.M.H.; Rahman, M.S.; Khan, M.J.H.; Paul, D.; Sarkar, D.R. Attenuation Property of Wood and Fiber Reinforced Polymer Composite Materials for Neutron and Gamma Radiation Shielding. Am. J. Mater. Sci. 2019, 9, 7. Available online: http://article.sapub.org/10.5923.j.materials.20190901.02.html (accessed on 17 August 2020).
- Fathi, I.; Mkimel, M.; Halimi, A.; Mesradi, M.; Krim, M.; Saad, E.; Hilali, A. Experimental characterization and Monte Carlo simulation of radiation dose in mammography by AGMS-DM+ and OSL nanoDot™ detectors. In Proceedings of the 2019 IEEE International Symposium on Medical Measurements and Applications (MeMeA), Istanbul, Turkey, 26–28 June 2019; pp. 1–5. [Google Scholar]
- Kunchariyakun, K.; Sukmak, P. Utilization of garnet residue in radiation shielding cement mortar. Constr. Build. Mater. 2020, 262, 120122. [Google Scholar] [CrossRef]
- American Society for Testing and Materials. C 136: Standard Test Method for Sieve Analysis of Fine and Coarse Aggregates; ASTM International: West Conshohocken, PA, USA, 2006. [Google Scholar]
- Skoog, D.A.; West, D.M.; Holler, F.J. Fundamentos de Química Analítica; Reverté: Barcelona, Spain, 1997; Volume 2. [Google Scholar]
- Associação Brasileira de Normas Técnicas (ABNT). NBR 8953: Concreto para fins estruturais–Classificação pela massa específica, por grupos de resistência e consistência. In ABNT/CB-018 Cimento, Concreto e Agregados; Associação Brasileira de Normas Técnicas: Rio de Janeiro, Brazil, 2015. [Google Scholar]
- Kan, Y.-C.; Pei, K.-C.; Chang, C.-L. Strength and fracture toughness of heavy concrete with various iron aggregate inclusions. Nucl. Eng. Des. 2004, 228, 119–127. [Google Scholar] [CrossRef] [Green Version]
- Esen, Y.; Doğan, Z.M. Investigation of usability of limonite aggregate in heavy-weight concrete production. Prog. Nucl. Energy 2018, 105, 185–193. [Google Scholar] [CrossRef]
- Jamkar, S.; Rao, C. Index of aggregate particle shape and texture of coarse aggregate as a parameter for concrete mix proportioning. Cem. Concr. Res. 2004, 34, 2021–2027. [Google Scholar] [CrossRef]
- Khatib, J.; Herki, B.; Kenai, S. Capillarity of concrete incorporating waste foundry sand. Constr. Build. Mater. 2013, 47, 867–871. [Google Scholar] [CrossRef]
- Cordeiro, L.d.N.P.; Paes, I.N.L.; Souza, P.S.L.; Azevedo, C.M. Caracterização da cinza de caroço de açaí residual para adição ao concreto. Ambiente Construído 2019, 19, 45–55. [Google Scholar] [CrossRef]
- Kazmierczak, C.d.S.; Rosa, M.; Arnold, D.C.M. Influência da adição de filer de areia de britagem nas propriedades de argamassas de revestimento. Ambiente Construído 2016, 16, 7–19. [Google Scholar] [CrossRef]
- da Silva, N.G.; Campiteli, V.C. Influência dos finos e da cal nas propriedades das argamassas. In XI Encontro Nacional de Tecnologia no Ambinete Construido; ENTAC: Florianópolis, Brasil, 2006. [Google Scholar]
- Carasek, H. Argamassas. In Materiais de Construção Civil e Princípios de Ciência e Engenharia de Materiais, 2nd ed.; Isaia, G.C.E.A., Ed.; Ibracon: São Paulo, Brazil, 2010; Volume 2. [Google Scholar]
- Akkurt, I.; Basyigit, C.; Kilincarslan, S.; Mavi, B. The shielding of c-rays by mortars produced with barite. Prog. Nucl. Energy 2005, 46, 1–11. [Google Scholar] [CrossRef]
- Demir, F.; Budak, G.; Sahin, R.; Karabulut, A.; Oltulu, M.; Şerifoğlu, K.; Un, A. Radiation transmission of heavyweight and normal-weight concretes containing colemanite for 6 MV and 18 MV X-rays using linear accelerator. Ann. Nucl. Energy 2010, 37, 339–344. [Google Scholar] [CrossRef]
- Azeez, M.O.; Ahmad, S.; Al-Dulaijan, S.U.; Maslehuddin, M.; Naqvi, A.A. Radiation shielding performance of heavy-weight concrete mixtures. Constr. Build. Mater. 2019, 224, 284–291. [Google Scholar] [CrossRef]
- Ling, T.-C.; Poon, C.-S.; Lam, W.-S.; Chan, T.-P.; Fung, K.K.-L. Utilization of recycled cathode ray tubes glass in cement mortar for X-ray radiation-shielding applications. J. Hazard. Mater. 2012, 199, 321–327. [Google Scholar] [CrossRef] [PubMed]
- Gencel, O.; Bozkurt, A.; Kam, E.; Korkut, T. Determination and calculation of gamma and neutron shielding characteristics of concretes containing different hematite proportions. Ann. Nucl. Energy 2011, 38, 2719–2723. [Google Scholar] [CrossRef]
- Abd Elwahab, N.R.; Helal, N.; Mohamed, T.; Shahin, F.; Ali, F.M. New shielding composite paste for mixed fields of fast neutrons and gamma rays. Mater. Chem. Phys. 2019, 233, 249–253. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Cement Type | Physical Properties | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Setting Time | Blaine cm2/g | #200 % | #325 % | CS 1 mm | D 2 g/cm3 | Compressive Strength (Average) | ||||
| Initial h:min | Last h:min | 3 Days MPa | 7 Days MPa | 28 Days MPa | ||||||
| CPV-ARI | 03:19 | 04:01 | 4.411 | 0.07 | 0.33 | 0.21 | 3.09 | 39.5 ± 1.2 | 45.3 ± 1.2 | 53.8 ± 1.0 |
| Cement type | Chemical Properties | |||||||||
| Al2O3 % | SiO2 % | Fe2O3 % | CaO % | MgO % | SO3 % | LOI 3 % | Free CaO % | I.R. 4 % | A.E. 5 % | |
| CPV-ARI | 4.46 | 19.28 | 3.0 | 61.86 | 2.59 | 2.95 | 3.62 | 0.97 | 0.81 | 0.68 |
| Steel Shot Type | Chemical Composition (%) | Properties | ||||||
|---|---|---|---|---|---|---|---|---|
| C | Mn | Si | S | P | Hardness | Density | Microstructure | |
| S330C | 0.8 to 1.20 | 0.60 to 1.20 | ≥0.40 | ≤0.05 | ≤0.05 | 40 to 51 | ≥7.0 g/cm3 | Martensite |
| Order | Cement (kg/m3) | Sand (kg/m3) | Aggregate (kg/m3) | W/C | % Replacement (by Volume) | Aggregate Type |
|---|---|---|---|---|---|---|
| 1 | 990 | 1470 | 0 | 0.4 | 0% | Without |
| 2 | 990 | 1320 | 480 | 0.4 | 10% | AG1 |
| 3 | 990 | 1180 | 980 | 0.4 | 20% | AG1 |
| 4 | 990 | 1020 | 1400 | 0.4 | 30% | AG1 |
| 5 | 990 | 900 | 1910 | 0.4 | 40% | AG1 |
| 6 | 990 | 1320 | 460 | 0.4 | 10% | AG2 |
| 7 | 990 | 1180 | 820 | 0.4 | 20% | AG2 |
| 8 | 990 | 1020 | 1300 | 0.4 | 30% | AG2 |
| 9 | 990 | 900 | 1680 | 0.4 | 40% | AG2 |
| 10 | 990 | 1320 | 270 | 0.4 | 10% | AG3 |
| 11 | 990 | 1180 | 500 | 0.4 | 20% | AG3 |
| 12 | 990 | 1020 | 700 | 0.4 | 30% | AG3 |
| 13 | 990 | 900 | 890 | 0.4 | 40% | AG3 |
| Description | Oxides (%) | ||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Fe2O3 | Al2O3 | SiO2 | MnO | CaO | Cr2O3 | Cl | CuO | SO3 | ZnO | NiO | MoO3 | Total | |
| Amount | 95.453 | 1.352 | 1.031 | 0.782 | 0.476 | 0.317 | 0.309 | 0.090 | 0.075 | 0.073 | 0.022 | 0.02 | 100.0 |
| Samples | Linear Attenuation Coefficient (mm−1) | 1 mm Lead Equivalent | HVL (mm) | TVL (mm) |
|---|---|---|---|---|
| Lead rubber (1 mm) | 4.057 ± 0.031 | 1 | 0.172 ± 0.005 | 0.568 ± 0.012 |
| 100% natural sand | 0.046 ± 0.008 | 86.84 ± 2.57 | 14.936 ± 1.321 | 49.618 ± 1.127 |
| AG1 10% | 0.085 ± 0.003 | 47.26 ± 1.37 | 8.130 ± 0.098 | 27.006 ± 0.991 |
| AG1 20% | 0.120 ± 0.004 | 33.64 ± 1.76 | 5.786 ± 0.102 | 19.222 ± 1.612 |
| AG1 30% | 0.153 ± 0.007 | 26.34 ± 1.42 | 4.531 ± 0.099 | 15.051 ± 1.321 |
| AG1 40% | 0.176 ± 0.006 | 22.88 ± 1.15 | 3.935 ± 0.087 | 13.070 ± 0.789 |
| AG2 10% | 0.090 ± 0.003 | 44.75 ± 1.60 | 7.697 ± 0.079 | 25.569 ± 0.921 |
| AG2 20% | 0.127 ± 0.003 | 31.72 ± 2.12 | 5.457 ± 0.154 | 18.126 ± 1.020 |
| AG2 30% | 0.154 ± 0.004 | 26.23 ± 1.80 | 4.512 ± 0.201 | 14.989 ± 1.720 |
| AG2 40% | 0.169 ± 0.006 | 23.88 ± 1.27 | 4.108 ± 0.098 | 13.646 ± 0.870 |
| AG3 10% | 0.075 ± 0.005 | 53.62 ± 1.01 | 9.223 ± 0.119 | 30.638 ± 2.152 |
| AG3 20% | 0.085 ± 0.003 | 47.16 ± 1.67 | 8.112 ± 0.143 | 26.947 ± 1.221 |
| AG3 30% | 0.107 ± 0.006 | 37.50 ± 1.16 | 6.449 ± 0.221 | 21.424 ± 1.775 |
| AG3 40% | 0.114 ± 0.004 | 35.36 ± 2.16 | 6.082 ± 0.095 | 20.203 ± 1.398 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lermen, R.T.; Prauchner, M.B.; Silva, R.d.A.; Bonsembiante, F.T. Using Wastes from the Process of Blasting with Steel Shot to Make a Radiation Shield in Mortar. Sustainability 2020, 12, 6674. https://doi.org/10.3390/su12166674
Lermen RT, Prauchner MB, Silva RdA, Bonsembiante FT. Using Wastes from the Process of Blasting with Steel Shot to Make a Radiation Shield in Mortar. Sustainability. 2020; 12(16):6674. https://doi.org/10.3390/su12166674
Chicago/Turabian StyleLermen, Richard Thomas, Márcio Baldissera Prauchner, Rodrigo de Almeida Silva, and Francieli Tiecher Bonsembiante. 2020. "Using Wastes from the Process of Blasting with Steel Shot to Make a Radiation Shield in Mortar" Sustainability 12, no. 16: 6674. https://doi.org/10.3390/su12166674
APA StyleLermen, R. T., Prauchner, M. B., Silva, R. d. A., & Bonsembiante, F. T. (2020). Using Wastes from the Process of Blasting with Steel Shot to Make a Radiation Shield in Mortar. Sustainability, 12(16), 6674. https://doi.org/10.3390/su12166674